


Как регулировать ток дуги сварочного аппарата » Изобретения и самоделки
Как правильно выставлять сварочный ток
 Всех приветствую. Продолжаем разбирать наш сварочный дневник, и сегодня хочу обсудить такую важную тему для новичков в сварке, а как правильно выставлять сварочный ток? Потому что это один из самых главных слагаемых получения нормального провара соединяемых деталей. Начну с плохих новостей. Многие из наших бытовых сварочных инверторов выдают меньше сварочного тока, чем это заявлено в инструкции, к сожалению это так. Так что поставив крутилку тока 100 ампер, по факту там будет меньше. Из этого следует простой вывод – не нужно ориентироваться при выставлении тока на таблицы и регулятор ( крутилку!) вашего аппарата.
Всех приветствую. Продолжаем разбирать наш сварочный дневник, и сегодня хочу обсудить такую важную тему для новичков в сварке, а как правильно выставлять сварочный ток? Потому что это один из самых главных слагаемых получения нормального провара соединяемых деталей. Начну с плохих новостей. Многие из наших бытовых сварочных инверторов выдают меньше сварочного тока, чем это заявлено в инструкции, к сожалению это так. Так что поставив крутилку тока 100 ампер, по факту там будет меньше. Из этого следует простой вывод – не нужно ориентироваться при выставлении тока на таблицы и регулятор ( крутилку!) вашего аппарата. 

Так что же делать? Как выставлять сварочный ток, тем более когда опыта маловато? Будем добиваться этого методом научного тыка! Предположим, что вам нужно сварить две железки, и у вас имеются электроды определенного диаметра. Первым делом нам понадобиться ненужная тренировочная железяка такой же толщины, что и свариваемая. Сначала выставим на аппарате заведомо маленький ток – пусть условно возьмем 30 – 40 ампер, и попробуем на тренировочной железке поварить. Электрод липнет и плохо варит, шов не получается.  Добавляем за раз по 10 ампер и пробуем верить швы, пока ток не будет слишком сильным и не начнутся прожеги, естественно все это делаем на тренировочной железяке. Не забываем смотреть нужную полярность ваших электродов, она указана на пачке.
Добавляем за раз по 10 ампер и пробуем верить швы, пока ток не будет слишком сильным и не начнутся прожеги, естественно все это делаем на тренировочной железяке. Не забываем смотреть нужную полярность ваших электродов, она указана на пачке. 
 Как только начались сильные прожеги на большом токе, смело убавляйте также по 10 ампер, и вы теперь быстро подберете как раз нужный ток, и чтобы электрод не лип и не было сильных прожегов. Тут и должен начать получаться нормальный шов.
Как только начались сильные прожеги на большом токе, смело убавляйте также по 10 ампер, и вы теперь быстро подберете как раз нужный ток, и чтобы электрод не лип и не было сильных прожегов. Тут и должен начать получаться нормальный шов. 
Источник
Сварочный аппарат постоянного тока: как регулировать ток дуги?
 В заголовке не принято ставить знак вопроса. Но я вынужден поступить иначе: нужно спросить совет у знающих людей, нуждаюсь в технической подсказке. Дело в том, что я опубликовал на сайте статью, где описал оригинальный сварочный аппарат постоянного тока, изготовленный своими руками. Ее читают и задают вопросы. Схема управления выглядит следующим образом.
В заголовке не принято ставить знак вопроса. Но я вынужден поступить иначе: нужно спросить совет у знающих людей, нуждаюсь в технической подсказке. Дело в том, что я опубликовал на сайте статью, где описал оригинальный сварочный аппарат постоянного тока, изготовленный своими руками. Ее читают и задают вопросы. Схема управления выглядит следующим образом.  Один сварщик из Магадана по имени Павел попросил помочь ему с конструкций сварочного аппарата, в котором можно регулировать ток дуги. Он работает в аварийной бригаде, занимается ликвидацией мест прорыва газа из газопровода. Место и время аварии непредсказуемо. Добираются на гусеничном вездеходе, но подъехать близко он часто не может: сопки и болотистая местность. Тащить сварочный генератор в 100 килограмм несколько сотен метров по болоту — еще то занятие…А в это время рация разрывается, газ выходит через свищ… Приспособился Павел на первое время хватать аккумуляторы с вездехода под мышки, бежать к месту аварии. Собирает на месте батарею 36 вольт, подключает шланги и работает. Варить приходится очень короткими участками: ток дуги высокий. Благодаря мастерству свищ ликвидирует, а затем уже тащит генератор к месту прорыва и доводит швы до нормального вида. Все это изложено в комментариях к статье, а еще мы дополнительно общаемся в ВК. Он мне вопрос: можно ли моей тиристорной схемой регулировать ток дуги от аккумуляторов. Я объяснил, что так поступать нельзя: я работаю с выпрямленным током, образованным пульсациями от полугармоник синусоиды. Тиристор открывается в момент подачи тока по цепочке управляющего электрода, а закрывается, когда нисходящая ветвь гармоники доходит до нуля.
Один сварщик из Магадана по имени Павел попросил помочь ему с конструкций сварочного аппарата, в котором можно регулировать ток дуги. Он работает в аварийной бригаде, занимается ликвидацией мест прорыва газа из газопровода. Место и время аварии непредсказуемо. Добираются на гусеничном вездеходе, но подъехать близко он часто не может: сопки и болотистая местность. Тащить сварочный генератор в 100 килограмм несколько сотен метров по болоту — еще то занятие…А в это время рация разрывается, газ выходит через свищ… Приспособился Павел на первое время хватать аккумуляторы с вездехода под мышки, бежать к месту аварии. Собирает на месте батарею 36 вольт, подключает шланги и работает. Варить приходится очень короткими участками: ток дуги высокий. Благодаря мастерству свищ ликвидирует, а затем уже тащит генератор к месту прорыва и доводит швы до нормального вида. Все это изложено в комментариях к статье, а еще мы дополнительно общаемся в ВК. Он мне вопрос: можно ли моей тиристорной схемой регулировать ток дуги от аккумуляторов. Я объяснил, что так поступать нельзя: я работаю с выпрямленным током, образованным пульсациями от полугармоник синусоиды. Тиристор открывается в момент подачи тока по цепочке управляющего электрода, а закрывается, когда нисходящая ветвь гармоники доходит до нуля. 

Регулировка сварочного тока под электрод
Сварка является самым надежным способом соединить металлические конструкции и изделия. Расходным материалом, использующимся в этом процессе, являются электроды. Их состав делается таким образом, чтобы максимально соответствовать свариваемому материалу. Тип стали, с которой работает сварщик, не самый важный параметр работ. Нужно также учитывать толщину изделия, мощность аппарата и требуемую глубину проварки.
Большую роль играет не только выбор электродов, но также их правильное использование. Здесь понадобится не только мастерство сварщика, но и возможности оборудования. Для разных электродов используются разные настройки, и сегодня мы будем разбираться, какой ток подбирается на какие электроды.
Содержание статьи:
Настройка силы тока в зависимости от электрода
Есть много нюансов, влияющих на настройку силы тока для конкретного электрода. Все они влияют на форму шва, его размер и качество. Вот какие параметры учитываются при подборе режима питания:
- диаметр стержня;
- марка;
- положение, в котором будет вестись сварка;
- полярность;
- количество слоев.
Если вам нужен шов из нескольких слоев, тогда параметры могут меняться. За исходные данные принимаются параметры электродов, выбранных для сварки определенной марки стали.
Часто на упаковках указываются значения тока для сварки только в нижнем положении. В этом случае будет полезно знать, что для вертикального положения ток уменьшается примерно на 20%, а при потолочном на 25%. Это нужно, чтобы металл плавился медленнее и не стекал со шва.
Диаметр прутков выбирается в соответствии с толщиной металла. Одновременно нужно учитывать размеры шва и способ сварки.
При сварке поверхности шириной 3 — 5 мм, нужно брать электрод диаметром 3 — 4 мм. Диаметра в 5 мм будет достаточно вплоть до ширины шва в 8 мм.
Диаметр шва и ток, который вы будете использовать находятся в прямо пропорциональной зависимости.
- при диаметре электродов 3 мм, нам понадобится ток в пределах от 65 до 100 А. Этот разброс зависит от положения сварки и от типа металла. При первом использовании рекомендуется выставлять среднее значение. В данном случае это будет 80 А. После этого посмотрите на “поведение” самого электрода и металла, и подберите наиболее комфортные токи.
- Для 4 мм — стержней подойдет ток 120 — 200 А. Это один из часто встречающихся диаметров. Им можно работать как с большими швами, так и с маленькими.
- 5 мм — электроды работают при токе 160 — 250 А. Значение зависит от положения и металла. Также большую роль здесь играет глубина проварки — чем она больше, тем больший ток нужно выставлять. Глубокая ванна — более полсантиметра, потребует максимальной мощности. Это значит, что рабочий ток составит более 200 А. Если работы будут вестись в таком режиме долго, тогда нужно позаботиться о том, чтобы у вас был качественный трансформатор.
- Электроды 6 — 8 мм, используются с током от 250 А. Если вы работаете с толстым материалом, он может быть увеличен до 300 — 350 А.
Установка низкого тока приведет к тому, что вы не сможете сделать соединение, т. к. металл будет плохо провариваться. При слишком больших токах металл проплавится насквозь.
В последнее время популярность набирают аппараты малой мощности. Их используют в домашнем хозяйстве. Они позволяют работать с электродами небольшого диаметра — до 2 мм.
Переменный и постоянный ток
Для начала давайте разберемся, что такое переменный ток, а что такое постоянный.
Переменный ток меняется в течение времени. В обычной сети он имеет частоту 50 Гц. Это значит, что при подключении аппарата к бытовой сети, он будет выдавать ток частотой в те же 50 Гц.
Постоянный ток получают при помощи выпрямителей и стабилизаторов. Он может иметь прямую или обратную полярность. Преимущества постоянного тока проявляются в следующем:
- высокая стабильность дуги, благодаря чему шов получается ровным и надежным;
- высокая производительность;
- небольшое количество брызг, что экономит материал и защищает сварщика от ожогов.
Некоторые виды работ подразумевают использование только переменного тока.
Переменный ток подходит для работы с тугоплавкими материалами, имеющими оксиды в составе. Его применяют при сварке алюминия, поскольку обратное движение электронов разрушает оксидную пленку. То же относится и к загрязненным поверхностям.
Аппараты, выдающие переменный ток применяются там, где не требуется высокое качество и точность шва, но нужно при этом сократить затраты.
При сборке долговечных и надежных конструкций, лучше использовать постоянный ток. Его также применяют при работе с конструкциями и деталями небольшой толщины.
Заключение
Правильная установка тока играет важную роль в работе сварщиков. Все рекомендации по использованию конкретных электродов можно найти на упаковках. Точные настройки “под себя” нужно искать самостоятельно. С опытом, делать это будет все проще.
Схема тиристорного сварочного аппарата — Морской флот
Одна из главных составляющих по-настоящему качественного шва — это правильная и точная настройка сварочного тока в соответствии с поставленной задачей. Опытным сварщикам часто приходится работать с металлом разной толщины, и порой стандартной регулировки min/max недостаточно для полноценной работы. В таких случаях возникает необходимость многоступенчатой регулировки тока, с точностью до ампера. Эту проблему можно легко решить путем включения в цепь дополнительного прибора — регулятора тока.

Ток можно регулировать по вторичке (вторичной обмотке) и по первичке (первичной обмотке). При этом каждый из способов настройки трансформатора для сварки имеет свои особенности, которые важно учитывать. В этой статье мы расскажем, как осуществляется регулировка тока в сварочных аппаратах, приведем схемы регуляторов для сварочного полуавтомата, поможем грамотно выбрать регулятор сварочного тока по первичной обмотке для сварочного трансформатора.
Способы регулировки тока
Существуют множество способов регулировки тока, и выше мы писали о вторичной и первичной обмотке. На самом деле, это очень грубая классификация, поскольку регулировка еще делится на несколько составляющих. Мы не сможем разобрать все составляющие в рамках этой статьи, поэтому остановимся на наиболее популярных.
Один из самых часто применяемых методов регулировки тока — это добавление баластника на выходе вторичной обмотки. Это надежный и долговечный способ, баластник можно легко сделать своими руками и использовать в работе без дополнительных приборов. Зачастую баластники используют исключительно для уменьшения силы тока.

В этой статье мы подробно описывали принцип работы и особенности использования баластника для сварочного полуавтомата. Там вы найдете подробную инструкцию, как изготовить прибор в домашних условиях и как использовать его в своей работе.
Несмотря на множество достоинств, метод регулировки тока по вторичной обмотке при использовании в связке с трансформатором для сварки может быть не очень удобен, особенно для начинающих сварщиков. Прежде всего, баластник довольно громоздкий и его размер может достигать метра в длину. Еще прибор часто находится под ногами и при этом сильно нагревается, а это грубое нарушение техники безопасности.
Если вы не готовы мириться с этими недостатками, то рекомендуем обратить внимание на метод, когда производится регулировка сварочного тока по первичной обмотке. Для этих целей зачастую используются электронные приборы, которые можно легко сделать своими руками. Такой прибор будет беспроблемно регулировать ток по первичке и не доставит сварщику неудобств при эксплуатации.
Электронный регулятор станет незаменимым помощником дачника, который вынужден проводить сварку в условиях нестабильного напряжения. Часто домам просто не положено использование электроприборов более 3-5 кВт, а это очень ограничивает в работе. С помощью регулятора можно настроить свой аппарат таким образом, чтобы он мог бесперебойно работать даже с учетом низкого напряжения. Также такой прибор пригодится мастерам, которым необходимо постоянно перемещаться с места на место во время работы. Ведь регулятор не нужно таскать за собой, как баластник, и он никогда не станет причиной травм.
Теперь мы расскажем о том, как самому изготовить электронный регулятор из тиристоров.
Схема тиристорного регулятора

Выше вы можете видеть схему простейшего регулятор на 2 тиристорах с минимумов недефицитных деталей. Вы также можете сделать регулятор на симисторе, но наша практика показала, что тиристорный регулятор мощности долговечнее и работает более стабильно. Схема для сборки очень простая и по ней вы сможете довольно быстро собрать регулятор, имея минимальные навыки пайки.
Принцип действия данного регулятора тоже прост. У нас есть цепь первичной обмотки, в которую подключается регулятор. Регулятор состоит из транзисторов VS1 и VS2 (для каждой полуволны). RC-цепочка определяет момент, когда откроются тиристоры, вместе с тем меняется сопротивление R7. В результате мы получаем возможность изменять ток по первичке трансформатора, после чего ток меняется и во вторичке.
Обратите внимание! Настройка регулятора осуществляется под напряжением, об этом не стоит забывать. Чтобы избежать фатальных ошибок и не получить травму нужно обязательно изолировать все радиоэлементы.
В принципе, вы можете использовать транзисторы старого образца. Это отличный способ сэкономить, поскольку такие транзисторы можно без проблем найти в старом радиоприемнике или на барахолке. Но учтите, что такие транзисторы должны использоваться на рабочем напряжении не менее 400 В. Если вы посчитаете нужным, можете поставить динисторы вместо транзисторов и резисторов, показанных на схеме. Мы динисторы не использовали, поскольку в данном варианте они работают не очень стабильно. В целом, эта схема регулятора сварочного тока на тиристорах неплохо зарекомендовала себя и на ее основе было изготовлено множество регуляторов, которые стабильно работают и хорошо выполняют свою функцию.
Также вы могли видеть в магазинах регулятор контактной сварки РКС-801 и регулятор контактной сварки РКС-15-1. Мы не рекомендуем изготавливать их самостоятельно, поскольку это займет много времени и несильно сэкономит вам деньги, но если есть такое желание, то можете изготовить РКС-801. Ниже вы видите схему регулятора и схему его подключения к сварочнику. Откройте картинки в новом окне, чтобы лучше видеть текст.


Измерение сварочного тока
После того как вы изготовили и настроили регулятор, его можно использовать в работе. Для этого вам нужен еще один прибор, который будет измерять сварочный ток. К сожалению, не получится использовать бытовые амперметры, поскольку они не способны работать с полуавтоматами мощностью более 200 ампер. Поэтому рекомендуем использовать токоизмерительные клещи. Это относительно недорогой и точный способ узнать значение тока, управление клещами понятное и простое.

Так называемые «клещи» в верхней части прибора охватывают провод и измеряют ток. На корпусе прибора находится переключатель пределов измерения тока. В зависимости от модели и цены разные производители изготавливают токоизмерительные клещи, способные работать в диапазоне от 100 до 500 ампер. Выберите прибор, характеристики которого совпадают с вашим сварочным аппаратом.
Токоизмерительные клещи — это отличный выбор, если нужно оперативно измерить значение тока, при этом не влияя на цепь и не подключая в нее дополнительные элементы. Но есть один недостаток: клещи абсолютно бесполезны при измерении значения постоянного тока. Дело в том, что постоянный ток не создает переменное электромагнитное поле, поэтому прибор просто не видит его. Но в работе с переменным током такой прибор оправдывает все ожидания.
Есть другой способ измерения тока, он более радикальный. Можно добавить в цепь вашего сварочного полуавтомата промышленный амперметр, способный измерять большие значения тока. Еще можно просто временно добавлять амперметр в разрыв цепи сварочных проводов. Слева вы можете видеть схему такого амперметра, по которой можете его собрать.

Это дешевый и эффективный способ измерения тока, но использование амперметра в сварочных аппаратах тоже имеет свои особенности. В цепь добавляется не сам амперметр, а его резистор или шунт, при этом стрелочный индикатор должен параллельно подключаться к резистору или шунту. Если не соблюдать эту последовательность, прибор в лучшем случае просто не будет работать.
Вместо заключения
Регулирование сварочного тока на полуавтомате — это не так сложно, как может показаться на первый взгляд. Если вы обладаете минимальными знаниями в области электротехники, то сможете без проблем собрать своими силами регулятор тока для сварочного аппарата на тримисторах, сэкономив на покупке этого прибора в магазине. Самодельные регуляторы особенно важны для домашних мастеров, которые не готовы к дополнительным тратам на оборудование. Расскажите о своем опыте изготовления и использования регулятора тока в комментариях и делитесь этой статьей в своих социальных сетях. Желаем удачи в работе!
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Регулирование тока сварки
Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата.
Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля.
Личные впечатления от эксплуатации
Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность.
На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%.
Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А.
Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий.
Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались.
Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения.
А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация.
Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу.
- 5
- 4
- 3
- 2
- 1
(5 голосов, в среднем: 5 из 5)
Подпишитесь на нашу рассылку «Домашний мастер» и Вы всегда узнаете первыми о новостях этого блога!
12 комментариев
Здравствуйте. А если Ш-образный трансформатор? Можете проконсультировать? Собираю сварочный аппарат.
Здравствуйте, Александр.
Принцип работы тот же. Однако скиньте на почту сайта фотки (смотрите раздел «О сайте») и опишите размеры железа магнитопровода. Это мне поможет сделать расчет мощности.
Также почитайте комментарии к статье о конструкции самодельного паяльника Момент. Там я много времени посветил этому вопросу. Вам пригодиться.
Здравствуйте Уважаемый Алексей! Спасибо за вашу статью , очень полезна и интересна! Подскажите , есть пара вопросов! У меня исходный источник питания уже готовые 36 вольт постоянного тока , если исключу из этой схемы самое начало так называемый трансформатор , эта схема будет работать ? Или для меня она не подойдёт ? Нужно что то другое ?
Очень буду ждать вашего ответа! заранее Спасибо!
Здравствуйте, Павел.
Что-то я не очень понял ваш вопрос. Давайте уточним: у вас есть готовый источник напряжения, который дает на выходе 36 вольт. Я правильно понял, что из него вы хотите сделать сварочник на постоянном токе?
Для надежного зажигания дуги нужно 60-70 вольт. В моем случае получилось ее зажигать от 50. Ниже я не экспериментировал, пробуйте, но вряд ли получится что-то хорошее…
Еще важна одна электрическая характеристика: мощность на выходе. Если ее не обеспечить, то сварочный аппарат просто сгорит. У меня он создавался на 50Vх160A=8kW.
Обратите внимание на силовые цепи вашего источника, выдержат ли они такие мощности?
Вообще-то расчет советую делать с исходной задачи: какими электродами собираетесь варить и резать. Под них надо создать ток электрической дуги и зажечь ее. Это определит мощность сварочника на выходе. Под эти параметры рассчитывается конструкция и подбираются детали.
Пришлите фот вашего агрегата. А лучше схему. Тогда можно будет дать более конкретные рекомендации.
Виктор, напряжение розжига зависит от характеристик сварочного электрода.При правильном выборе электрода сварочные работы прекрасно идут при Uх.х. сварочника 36 вольт и менее.
Благодарю за дополнение. Александр.
Павел мне уже это объяснил тоже. Просто я не сварщик, а простой электрик.
Я работаю сварщиком на севере , экстренно выезжаю на внештатные ситуации! Часто стали происходить ситуации когда сварочный генератор нужно тащить прямо в болото или для выполнения тех или иных сварочных работ это очень тяжело и иногда крайне не выполнимо! Но я выезжаю на место на гусеничном вездеходе на котором установлены аккумуляторы 24 вольта. их снять не составляет труда и быстро донести до места ! 24 вольта варит плохо а вот подсоединив аккб. до 36 вольт варит идеально! но на той неделе произошла ситуация что я слишком долго пытался приваривать обрыв и аккумулятор у меня взорвался!
Уважаемый Алексей , очень вас прошу помочь в этом вопросе так как прочитав вашу статью я понял что вы профессионал в этом деле!
Есть ли возможность подстроить вашу схему на 36 вольт постоянного тока , ну или 24 если нужно могу соединить два до 48 вольт
Ну электроды использую 2.0 и 2.5 мм иногда варю 3мм.
тока для них от 70 до 110 ампер за глаза
36 вольт варит хорошо , ну точнее варило! Как вы поняли , замыкал на прямую! Понимаю что конечно глупость и всё должно быть правильно и по науке!
Поэтому и обратился к вам!
110 даже много редко когда больше 100 выставляю
значит 70-100 ампер
Павел, делать сварку от аккумуляторной сборки не лучший вариант, но вполне рабочий для аварийных ситуаций. Надо учесть риск от потери аккумулятора.
Что надо учесть на мой взгляд:
1. Все банки должны быть хорошо заряжены. Любая дефектная банка будет работать на разряд батареи, забирая ее ток на себя.
2. Сварка должна проходить быстро. Иначе электролит закипит и АКБ взорвется.
На моих глазах во время службы в армии механик водитель самоходного тягача уронил гаечный ключ размера порядка 22х24 на выходные шины аккумуляторов. Дуга была такая, что ключ перегорел, а банки выдержали.
Ими заводили дизель на 500 лошадей. Амперы уже не помню, но сборка была из танковых аккумуляторов. Перетаскивать даже вдвоем их было проблематично.
Возвращаюсь к нашей сварке. Исходим из того, что максимальный ток должен быть 110 ампер. Его должны выдавать АКБ. Напряжения 48 вольт должно хватить. Если работал от 36, то им тоже можно пользоваться, но 48 лучше.
Режим короткого замыкания аккумуляторов через электрод не очень хороший. Надо ограничивать электрическим сопротивлением. Для цепей постоянного тока рекомендую использовать биполярный транзистор серии КМОП.
Та схема управления, что я делал для сварочника на выпрямленном токе, не подойдет. Здесь чистая постоянка и все работает по другому.
Над схемой подумаю завтра и что-либо предложу, на мой взгляд наиболее подходящее.
Павел, я не нашел достойной схемы, которую сможет собрать новичок с минимальными навыками в электронике. Можно допустить множество ошибок.
Предлагаю к аккумулятору подключать инвертор, преобразующий постоянку в синус 220 вольт, а от него питать сварочный инвертор. Все это оборудование можно просто купить.
Нагрев электролита в аккумуляторах надо контролировать, нельзя допускать его закипания.
доброго времени суток Павел у меня имеется такой аппарат как ИСКРА Универсал вд 0801 уз. столкнулся при работе с таким фактором. при работе он загудел очень сильно и вылетели диоды. заменил диоды на новые все 16 штук. включил вставил перемычку в колодку. и все повторилось. в чем может быть проблема. в инете о таком аппарате очень мало сказано может вы чем поможете. за ранее спасибо
Здравствуйте, Иван. С таким аппаратом не сталкивался, схемы нет. То, что нашел в и-нете, вызывает сомнения, требует проверки. Однако, опыт работы с ремонтом подобных устройств есть. Думаю, что отремонтируем.
Мне нужна схема и подробные фотки. Что есть присылайте на почту сайта. Буду знакомиться с конструкцией и подсказывать, что делать. потребуется для электрических измерений мультиметр или тестер старенький. Батарейка, лампочка от фонарика. провода. Жду дополнительную информацию.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Регулятор тока для сварочного аппарата
 Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных ситуаций. Сварочный процесс является ответственной процедурой, поэтому становится определяющим практически любое отклонение от норм.
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных ситуаций. Сварочный процесс является ответственной процедурой, поэтому становится определяющим практически любое отклонение от норм.
При помощи специальных регуляторов:
- Настраивается рабочий ток,
- Меняется магнитный поток.
Поэтому регулятор тока для сварочного аппарата выполняет важную функцию и в качестве основных методов регулировки используют: магнитное шунтирование, подвижность обмоток, а так же дроссели разных видов.
Способы регулировки параметров сварки
Если подключится к отводам, которые выполняются на второй обмотке трансформатора, то есть возможность для ступенчатого регулирования электрического тока. При использовании данного способа меняется количество витков, таким образом, происходит уменьшение или увеличение тока.
Но есть недостатки в этом методе, которые заключаются в минимальных диапазонах регулировки. И придется делать приличные габариты регулирующего устройства, чтобы выдерживать серьезные электрические перегрузки. Также предстоит пользоваться мощными переключателями, способными выдерживать большие токи.
Вторичная обмотка принимает значительно большие нагрузки, чем вторичная обмотка, поэтому это приспособление быстро изнашивается. Для улучшения показателей подобной конструкции применяются тиристоры, которые интегрируются в первичную обмотку.
С помощью такого прибора осуществляется настройка сварочного аппарата, причем делать это очень просто. Чтобы сделать регулятор тока для сварочного аппарата, нужно правильно подбирать сопротивления и прочие элементы, входящие в схему данного устройства.
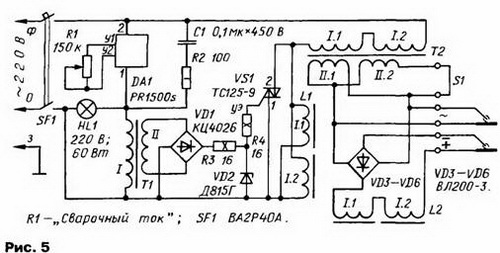
Схема регулятора тока для сварочного агрегата
Тиристоры в устройстве устанавливаются параллельно, так что они открываются при помощи тока, который создается двумя транзисторами. Когда регулятор включается в схему, тиристоры находятся в закрытом состоянии, а заряд принимают конденсаторы благодаря переменному сопротивлению.
И при достижении конденсатором определенного напряжения происходит движение тока разряда. После транзистора происходит открытие тиристора, подключающего нагрузку.
Меняя сопротивление резистора, будет можно осуществлять регулировку подключения тиристоров. В связи с этим происходит изменение общего тока на изначальной трансформаторной обмотке.
Чтобы добиться увеличения или снижения диапазона регулировки, меняется сопротивление резистора в нужном направлении. Если нет в наличии транзисторов, допустимым условием является применение динисторов.
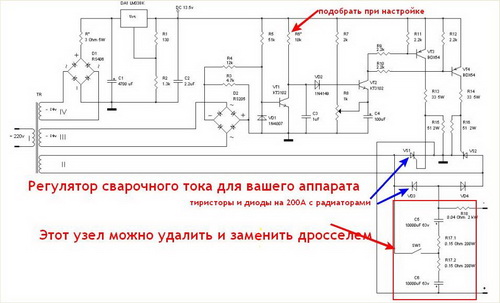
Схема регулятора с динисторами и транзисторами
Монтируется регулятор тока для сварочного аппарата не только на транзисторах, предназначенных для получения лавинного напряжения, но и с использованием динисторов.
Данный элемент нужно подключить анодами к выводам сопротивления, а катодами он должен быть присоединен к другим двум резисторам. Используются для регуляторов сварочных приборов транзисторы моделей П416, ГТ308, но есть еще возможность для подключения маломощных транзисторов с похожими характеристиками.
Резисторы переменного типа могут быть использованы СП-2, а в качестве постоянных элементов применяются МБМ. При этом нужно подбирать такое сопротивление, которое будет обладать подходящим рабочим напряжением.

Чтобы качественно собрать регулирующее устройство для сварочного аппарата, нужно воспользоваться текстолитовым основанием, имеющим толщину 1,5 – 2 миллиметра, тогда процесс монтажа получится более удобным.
Необходимо предусмотреть изоляцию всех деталей, участвующих в схеме, от корпуса, так как возможны короткие замыкания и увеличение температуры. Серьезные перегрузки способны приводить к негативным последствиям и выходу из строя, как отдельных элементов, так и всего устройства.
Если при сборке регулирующего устройства соблюдались все правила, и детали были подобраны по оптимальным параметрам, то регулятор не обязательно настраивать.
Но перед тем как эксплуатировать приспособление в полном объеме, нужно проконтролировать работу транзисторов, включенных в схему, потому что они могут не выдержать лавинного режима.
Благодаря стабильной работе устройства сварочные аппараты смогут нормально работать с разными свариваемыми материалами и конструкциями.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
| В сварочных аппаратах часто используют разные способы регулировки тока: от шунтирования с помощью дросселей всевозможных типов до изменения магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 250 ампер. Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на картинке ниже. Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через подстроечный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора T1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами дует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать типа КН102А. VT1, VT2 лучше применить транзисторы старого образца типа, например, П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры. Подстроечный резистор СП-2, остальные типа МЛТ. Конденсаторы подойдут МБМ или МБТ на напряжение более 400 вольт. Все радиокомпоненты прибора отечественные. |
Сварочный аппарат с электронной регулировкой тока » Полезные самоделки
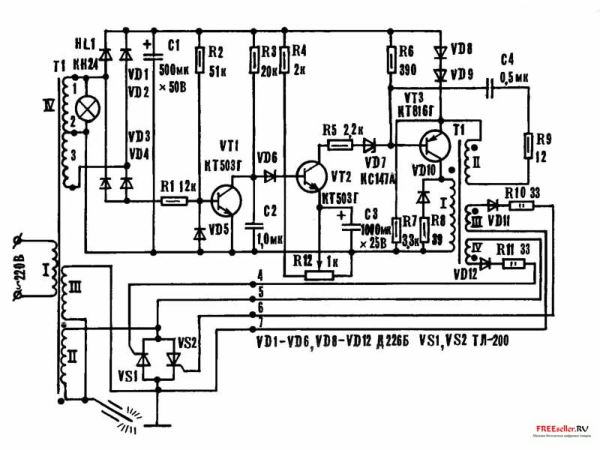
Рис.1. Принципиальная электрическая схема сварочного трансформатора с электронной регулировкой тока:
Как следует из принципиальной электрической схемы (см. рис.), в основе данного устройства — разновидность тиристорного регулятора, получившего широкое распространение в последнее время. Оно и понятно. Ведь такое техническое решение позволяет использовать здесь весьма доступные материалы и детали, что важно для повторения и в «центре», и в условиях «глубинки».
«Сварочник» состоит из собственно силового трансформатора Т1, регулирующих тиристоров VS1 и VS2, включённых в цепь силовой обмотки II, и блока электронной регулировки, вырабатывающего управляющие импульсы. Дополнительная обмотка III стабилизирует горение дуги и позволяет улучшить процесс образования шва в начальный момент сварки. Ну а что касается обмотки IV, то она служит для питания блока электронной регулировки тока.
Трансформатор Т1 изготовлен на основе статорного сердечника от асинхронного двигателя переменного тока мощностью 15…18,5 или 22 кВт. По методике, о которой журнал уже не раз рассказывал своим читателям (см., например, № 8’92, 11’95). Напомним лишь, что электродвигатель разбирают, и статор вместе с обмотками извлекают из корпуса. В случае затруднений последний можно даже разбить (конечно, с соблюдением необходимых предосторожностей).
Прежние обмотки вырубают зубилом. Остатки удаляют, не повреждая, однако, сами статорные пластины. Магнитопровод обматывают затем несколькими слоями стеклоткани или киперной ленты. Причём в последнем случае изолирующий материал промазывают эпоксидным клеем. Или — простым масляным лаком (например, марки ПФ-231).
Первичную обмотку трансформатора выполняют проводом марок ПЭВ-2 (медный) или АПСО (алюминиевый) диаметром 2,5 мм. Содержать она должна 220 витков, которые наматывают равномерно по всему сечению магнитопровода.
Если же провода требуемого диаметра нет, то можно обмотку выполнить двумя проводами. Важно лишь, чтобы суммарное сечение здесь составляло 5 мм . Для удобства намотки используют челнок, на котором предварительно размещают требуемое количество провода.
Получившуюся обмотку I изолируют 2-3 слоями стеклоткани или киперной ленты. Затем нелишне проверить всё на наличие короткозамкнутых витков. Для этого обмотку включают в обычную сеть с напряжением 220 В и убеждаются, что ток в цепи обмотки находится в пределах 0,3-0,5 А, Если замеренное значение превышает указанное, то ничего не остается, кроме как более аккуратно перемотать все 220 витков.
Вторичную обмотку II выполняют уже проводом сечением 35 мм3. Витков у неё поменьше, всего 60. А в качестве провода здесь вполне подойдёт медная или алюминиевая шина с надёжной изоляцией.
Рядом с обмоткой II на магнитопроводе размещают обмотку III, которая также содержит 60 витков, но уже — провода марки ПЭВ-2 диаметром 2,5 мм. А вот у обмотки IV — 40 витков ПЭВ-2 0,7 мм. Причём предусмотрен отвод от середины.
Изолируются все вторичные обмотки так же основательно, как и первичная.
После окончательной намотки следует снова испытать трансформатор на холостом ходу. Методика здесь практически та же. Отличие лишь в том, что при указанном ранее значении тока на обмотках II и III должно быть напряжение 220 В, на обмотке IV — 40В.
В основе блока электронной регулировки тока лежит схема аналогичного устройства промышленного изготовления ТС-200. Монтаж выполняется печатным или навесным способом. Но в любом случае для этого блока предусматривается надёжный корпус.
Трансформатор Т2 наматывается на магнитопроводе Ш16 с толщиной набора 16 мм. Обмотка I содержит 140 витков провода марки ПЭВ-2 диаметром 0,5 мм. У II- всего 70 витков ПЭВ-2 0,1 мм, а у III и IV — по 90 витков ПЭВ-2 0,5 мм.
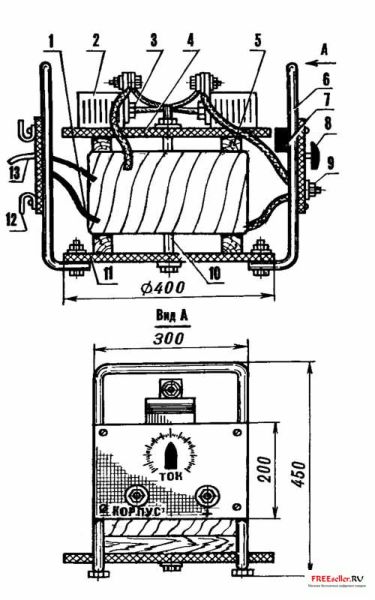
Рис.2. Самодельное сварочный трансформатор в сборе:
1 — трансформатор, 2 — радиатор (2 шт.), 3 — тиристор (2 шт.), 4 — пластина верхняя, 5 — брусок, 6 — ручка для переноски, 7 — панель блока регулировки, 8 — потенциометр R-12, 9 — болт М12 с гайкой (2 шт., для крепления сварочного кабеля), 10 — болт М12 стяжной с гайкой и шайбами, 11 — пластина нижняя, 12 — скоба крепления сетевого кабеля, 13 — кабель сетевой.
Резисторы R1…R9 — типа МЛТ-0,5. В качестве R10 и R11 как нельзя лучше подойдут МЛТ-2, а для R12 — СП2-6А. Конденсаторы С1 и С3 целесообразнее использовать типа К50-6. А что касается С2 и С4, то здесь предпочтительнее К73. Тиристоры VS1 и VS2 — ТЛ-200 или им подобные. Устанавливаются на теплоотводах с общей поверхностью 1000 мм3 каждый.
Блок, собранный из исправных деталей и без ошибок, в наладке не нуждается. Ну а если что-то вдруг не заладится — проверьте монтаж. Обратите внимание на правильность подсоединения обмоток у трансформатора Т2 и на соблюдение указанной в схеме полярности.
Работу блока можно легко проверить с помощью осциллографа. Для этого выходы 4-5 и 6-7 нагружают резисторами сопротивлением по 50 Ом и мощностью 0,5 Вт. Подсоединив прибор сначала к одному выходу, а затем — к другому, убеждаются, что перемещением движка резистора R12 изменяется скважность импульсов.
При отсутствии осциллографа работоспособность блока можно проверить и с помощью вольтметра переменного тока. Причём не подключая обмотку III При правильной работе блока с изменением сопротивления резистора R12 напряжение в точках 9-10 должно плавно меняться от 0 до 60 В.
Возможный вариант конструкции «сварочника» представлен на иллюстрации. Трансформатор Т1 закреплён, как это хорошо видно, на круглом 400-мм основании из 10-мм текстолита или 15-мм фанеры. Причём под него следует подложить два бруска из твёрдого дерева сечением 30×30 мм и длиной 350 мм — для надлежащей циркуляции воздуха, улучшения охлаждения. К основанию трансформатор крепится при помощи стяжного болта М12 соответствующей длины и такой же, как и снизу, пластины. Сверху на радиаторах размещаются тиристоры.
Ручки для переноски трансформатора изготавливаются из стальной трубы диаметром 0,5 дюйма. На них крепятся две текстолитовые пластины толщиной 5 мм. Одна из них служит для установки блока регулировки тока, потенциометра R12, а также подсоединяемого на болтах М12 сварочного кабеля. На второй пластине закреплены две скобы для намотки сетевого кабеля после окончания работы. Здесь же можно установить и автоматический выключатель, рассчитанный на ток не менее 25 А.
Впрочем, конструкция сварочного агрегата может быть и другой. Его, например, легко разместить в «целостном» корпусе (предусмотрев, соответственно, специальные вентиляционные отверстия или даже малогабаритный вентилятор для обдува). Однако как бы при этом не ухудшился тепловой режим! Ведь даже в конструкции «свободно продуваемого» трансформатора, которая изображена на рисунке, приходится после каждого часа работы предусматривать 10-минутный перерыв.
Сварку производят электродами марки Э-5РА УОНИ-13/55-2,5 УД-1. Диаметр, как уже указывалось,- от 2 до 5 мм. Вставляют нужный электрод в надёжный и удобный электрододержатель (см. описания таковых в № 11’87, 1’90, 10’94 журнала «Моделист конструктор»), включают названные выше устройства — и за дело. Естественно, с соблюдением техники безопасности.
С технологией же сварки можно ознакомиться в соответствующих пособиях.
М. Терлецкий, г. Санкт-Петербург,
МК 03 1996
Электронный регулятор тока для сварочного трансформатора. — Конструкции простой сложности — Схемы для начинающих
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора:
VT1, VT2 -П416
VS1, VS2 — Е122-25-3
С1, С2 — 0,1 мкФ 400 В
R1, R2 — 200
R3, R4 — 220
R5, R6 — 1 кОм
R7 — 68 кОм
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2)
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.