


Сварочный аппарат своими руками — 110 фото создания всех необходимых блоков
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.

Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.

При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.

Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.

В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.

Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.

Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.

При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.

Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:

Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления.

С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.

Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.

С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.

Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.

С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.

Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.

Фото сварочного аппарата своими руками





























Также рекомендуем посетить:
Регулятор тока для сварочного аппарата

Приветствую, Самоделкины!
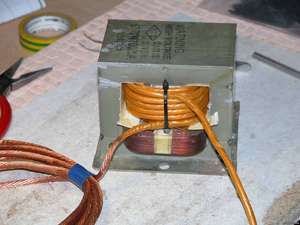
Не так давно у автора YouTube канала «AKA KASYAN» оказался вот такой трехфазный силовой трансформатор от глубинного вибратора для укладки бетона.

Минусом данного трансформатора является то, что его обмотки намотаны алюминиевым проводом. А плюс заключается в том, что напряжение вторичных обмоток составляет порядка 36В.

В общем автор решил сделать из этого трансформатора самодельный сварочный аппарат. Выходное напряжение достаточно для нормального розжига дуги.
Трансформаторные сварочные аппараты были вытеснены более компактными и имеющими меньший вес инверторными сварочными аппаратами. Но неоспоримым плюсом трансформаторных сварочных аппаратов является предельно высокая надежность и долговременная постоянная нагрузка.
Сам же сварочный аппарат состоит из 2-ух основных частей: силового трансформатора и системы регулировки тока сварки.

Если аппарат постоянного тока, то в его состав входит еще и выпрямитель.
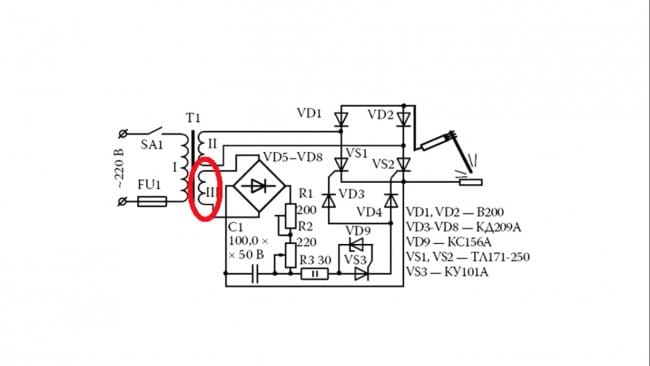
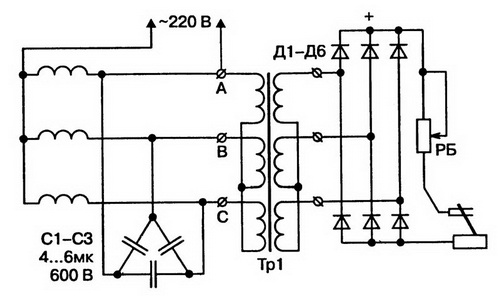
Ниже представлена достаточно известная схема регулировки сварочного тока на основе тиристоров:

Регулировка сварочного тока может осуществляться несколькими способами, например, нагрузочным балластом или сопротивлением, переключая отводы на первичные обмотки трансформатора, ну и наконец электронный способ регулировки, выполняемый, как правило, с помощью тиристоров.
Регуляторы тока на основе тиристоров являются предельно надежными и к тому же обладают высоким КПД из-за импульсного принципа регулировки. Что еще немаловажно, при регулировке мощности выходное напряжение сварочного аппарата без нагрузки остается неизменным, а это значит, что будет уверенный розжиг дуги в любом диапазоне выходного тока.

Регуляторы мощности можно устанавливать, как на входе по первичной цепи:

Так и на выходе, после вторичной обмотки:

Проблема состоит в том, что принцип регулировки мощности с помощью регулятора данного типа основывается на обрезании начального синусоидального сигнала, то есть, на нагрузку поступают части синусоиды, и если регулятор установлен по первичной цепи, то на трансформатор пойдут импульсы неправильной формы, что приводит к образованию своеобразного звука, дополнительной вибрации и перегреву обмоток.
Но несмотря ни на что данные системы вполне успешно справляются с индуктивной нагрузкой, а если к тому же под рукой имеется хороший и достаточно надежный трансформатор, то попробовать повторить, думаю, стоит.
В данном примере система регулировки тока установлена по вторичной цепи.

Это позволяет нам управлять сварочным током непосредственно. Плюс к тому такая система помимо регулировки сварочного тока будет служить еще и выпрямителем, то есть, дополняя сварочный трансформатор таким регулятором, вы получаете сварку постоянным током с возможностью регулировки.
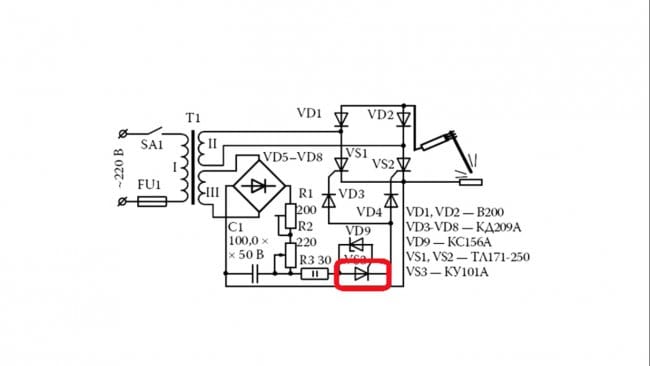
Теперь подробней разберем схему будущего устройства. Она состоит из регулируемого выпрямителя:
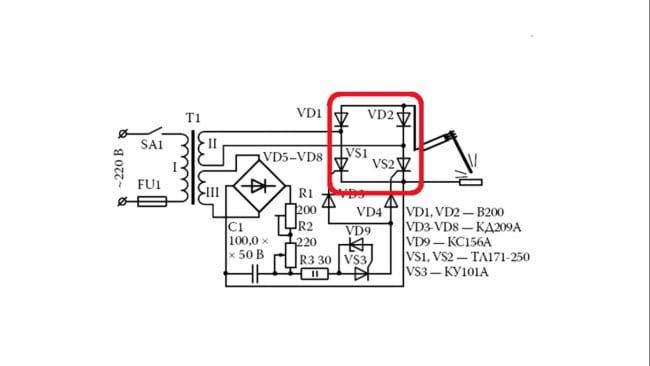
В его состав входят пара диодов и пара тиристоров:


Далее идет система управления тиристорами:
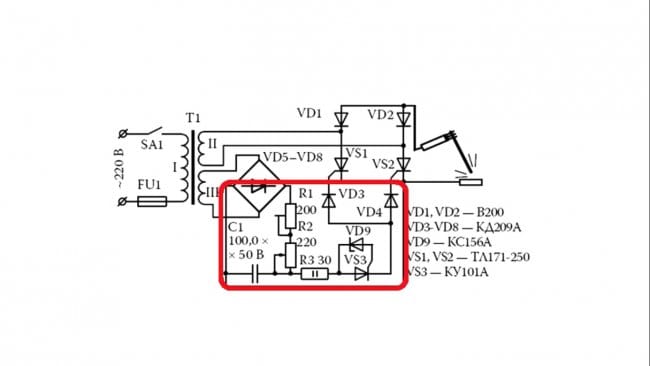
Система управления в данном примере запитана от отдельного маломощного трансформатора с напряжением вторичной обмотки от 24 до 30В с током не менее 1А.

Конечно можно было на основном силовом трансформаторе намотать обмотку с необходимыми характеристиками и использовать его для запитки системы управления.
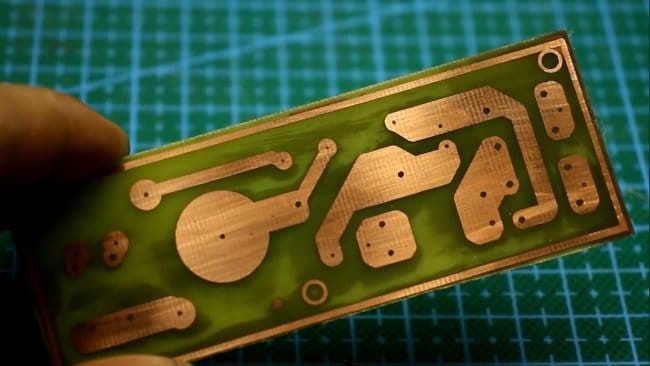
Сама схема выполнена на небольшой печатной плате. Ее вы можете скачать ЗДЕСЬ, вместе с общим архивом проекта.

Тиристор можно использовать любой с током не менее 1А.

В данном примере автор использовал 10-амперный, но в этом нет никакого смысла, просто такой был под рукой. То же самое и с диодами, хватит и 1-амперных, но запас по току никогда не будет лишним.


Верхний регулятор позволят настраивать пределы выходного тока.

Второй регулятор служит для регулировки основного тока сварки, тут уже необходимо использовать проволочные переменные резисторы желательно на 10 и более ватт.


Изначально автор установил вот такого монстра:

Но потом он был заменен на вот такой, менее мощный:

А сейчас давайте рассмотрим силовой выпрямитель:

Диоды и тиристоры, использованные здесь, несмотря на монструозный вид и прекрасные характеристики были куплены на барахолке буквально за копейки.

Данные диоды типа В200 с током в 200А, обратное напряжение зависит и от индекса. В данном случае 1400В. А вот тиристоры более мощныеТ171-320.

Такие тиристоры рассчитаны на ток аж в 320А. Ток в ударном режиме может доходить до 10000А. Конечно данные диоды и тиристоры способны на большее, и они не сгорят даже при токах в 300-400А. А еще эти компоненты произведены еще в СССР, то есть, их характеристики никак не завышены заводом изготовителем.
К недостаткам такого регулятора можно отнести разве что большой вес и приличные размеры.
Для всех силовых соединений автор применил луженые медные клеммы. Такие без труда можно приобрести практически в любом строительном магазине, стоят они не дорого.


Провода 2 по 6 квадратов параллельно, мало конечно, но зато они медные.


Держатель для электродов автор нашел в ближайшем строительном магазине, не совсем удобный конечно, да и качество изготовления оставляет желать лучшего, но какой был.

Теперь вернемся к трансформатору. Так как силовой трансформатор у нас трехфазный, а работать ему предстоит в однофазной сети, то нам придется пере коммутировать обмотки. На каждой катушке имеется своя первичная и вторичная обмотка.

Центральную катушку автор исключил.
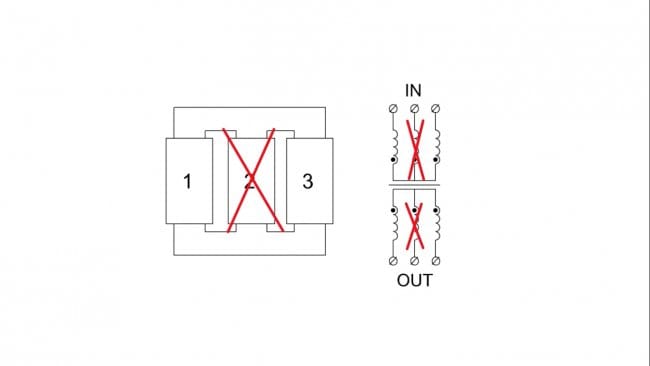
Две крайние катушки подключены параллельно, как по первичной, так и по вторичной обмотке для работы от однофазной сети.

Но в ходе экспериментов выяснилось, что с учетом потерь на выпрямителе, напряжения недостаточно для нормального розжига дуги, поэтому вторичные обмотки пришлось подключить последовательно для увеличения общего напряжения, ток при этом будет соответственно в 2 раза меньше, но что поделать.
При токах 75-80А данный трансформатор начинает перегреваться и вонять, а так система управления именно в таком исполнении спокойно может быть использована для токов в 200 и даже больше ампер.
Спалив 3 электрода, автор понял, что трансформатор сильно перегрелся, все-таки он не предназначен для таких задач, но мы в данном случае проверяли систему регулировки тока, а она работает неплохо.
На этом все. Благодарю за внимание. До новых встреч!
Видеоролик автора:
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Схема сварочного аппарата постоянного тока
 Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Самодельный сварочный аппарат может прекрасно подойти для выполнения бытовых задач средней сложности. Естественно, с полноценным сварочным инвертором его трудно сопоставить, но небольшие домашние работы такой аппарат выполняет без особых проблем.
Основным преимуществом таких устройств является тот факт, что пользователь самостоятельно решает, какие изменения вносить в конструкцию, преобразуя, таким образом, технические характеристики агрегата, исключая и добавляя разные функции.
Самые примитивные самодельные рабочие сварочные аппараты сделаны в виде трансформатора с рабочей и сетевой обмоткой. Рабочая обмотка, как правило, проектируется с напряжением 45-70 В, а сетевая – с напряжением 220-240 В. Сила тока при этом изменяется за счёт увеличения или уменьшения витков рабочей обмотки.
Что нужно для сборки сварочного аппарата?
Схема сварочного аппарата постоянного тока представляет собой, как правило, корпус старого асинхронного двигателя или понижающего трёхфазного трансформатора.
Блок питания помещается в корпус, который оборудован всеми необходимыми мелочами:
- регуляторами;
- клеммами;
- соединительными разъёмами;
- специальными выключателями;
- переходниками и т. п.

Для удобства переноски и транспортировки, корпус сварочного аппарата можно оборудовать специальными колёсиками или ручками.
Чтобы собрать в домашних условиях сварочный аппарат постоянного тока, необходимо минимум инструментов и оборудования:
- плоскогубцы;
- отвёртка;
- паяльник;
- нож (ножницы), ножовка;
- молоток;
- электродрель;
- винты, шайбы и гайки разных размеров;
- алюминиевые заклёпки и пластины.
ВАЖНО: если вы решили самостоятельно собрать сварочный трансформатор постоянного тока, необходимо ознакомиться с базовыми теоретическими знаниями и навыками, которые касаются момента плавления электрода и горения сварочной дуги, технических характеристик трансформаторов, обмоток сварочного аппарата.

Основные сведения об обмотках сварочного аппарата
В процессе создания проекта своего сварочного агрегата необходимо рассчитывать первичную обмотку с током 25 А. Вторичную обмотку нужно проектировать на 160 А.
Не менее важным моментом является правильный подбор оптимального сечения проводов. Расчёт нужно производить по следующей схеме: на 1 мм2 провода разрешается подача тока не более 10 А. Если провода алюминиевые, ток должен быть уменьшен вообще до 4 А.
Изначально рассчитывается площадь сечения окна железа в см2, а исходя из этого – число витков обмоток. Количество витков обмоток рассчитывается сначала на 1 В (48 делится на площадь сечения окна рабочей площади трансформатора), после чего – для суммарного значения.
Сборка самодельного сварочного агрегата должна производиться только после завершения всех расчётов. Чтобы сварочный трансформатор постоянного тока работал правильно, необходимо добиться правильности расчётов. Если необходимо, нужно вносить частые изменения в характеристики конструкции.
Сварочный аппарат своими руками
Сварочный трансформатор является главным элементом любого сварочного устройства (он отвечает за понижение сетевого напряжение до 50-80 В). Схема сварочного аппарата постоянного тока подразумевает максимальную отдачу мощности, из-за чего трансформатор должен спокойно выдерживать подачу тока до 200 А.
Самодельные конструкции сварочных аппаратов очень простые, так как в них отсутствует, как правило, даже дополнительные компоненты для регулировки тока (нет переключателя силы тока). Сила тока регулируется за счёт переключения витков катушек (или других специализированных устройств).
Сварочный трансформатор постоянного тока состоит из магнитопровода (состоит из пластин трансформаторной стали повышенной прочности), первичной и вторичной обмотки. Первичную обмотку обычно изготавливают с отводами, так как это позволяет изменять сварочный ток во время процесса сварки. Если же трансформатор рассчитан на определённый ток, то варить можно сразу после прохода вторичной обмотки.
Не менее важной деталью сварочного трансформатора является магнитопровод, в процессе изготовления которого применяются детали из старых телевизионных трансформаторов или электродвигателей.
Во время сварки важное свойство имеет и эластичность дуги, основным критерием которой является её максимальная длина, при которой дуга может существовать. Дуга может зажигаться и гаснуть до 100 раз в секунду (это зависит от фазового сдвига между током дуги и напряжением на холостом ходу).
Чтобы уменьшить паузы горения, можно повысить напряжение на холостом ходу (не выше уровня 80 В) с помощью включения в цепь дросселей, которые приводят к фазовому сдвигу между напряжением и током.
В таком случае сварочная дуга вообще может гореть беспрерывно, потому, как она будет поддерживаться ЭДС самоиндукцией. А когда дуга более стабильна, сварной шов ложится тоже более ровно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как сделать сварочный аппарат своими руками: чертежи, видео-уроки
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
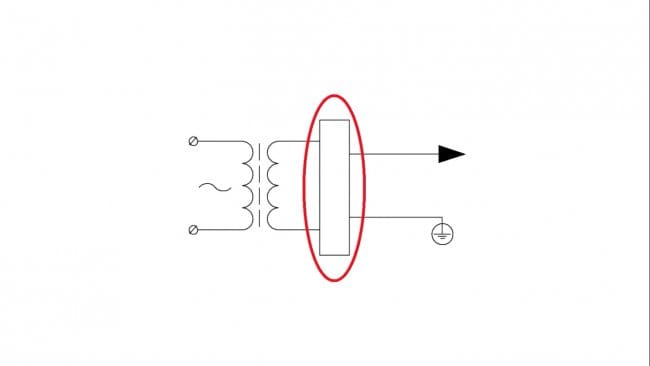
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.

Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.

Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.

Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Видео:
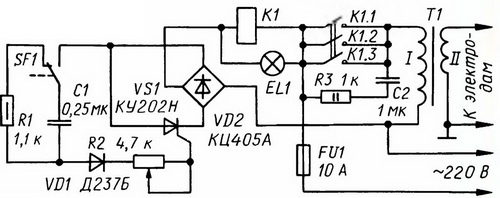
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный сварочный аппарат собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.

Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.

Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Блок выпрямителя
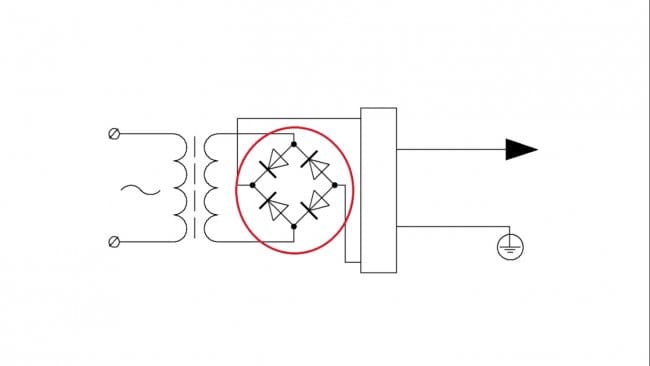
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.

Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.

Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.

В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Видео:
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
Выделяет тепло при работе и дроссель. Тиристоры устанавливаются на алюминиевые радиаторы, которые отводят тепло. И даже от проводов исходят тепловые импульсы.
Крепление элементов относительно друг друга нужно сделать так, чтобы обеспечить их максимальный обдув.
Держак электрода должен крепиться к лицевой панели, а шнур питания с вилкой для включения в розетку, к задней стенке.
Корпус сварочного аппарата должен обладать достаточной жесткостью и прочностью. Условия эксплуатации самодельных устройств могут быть разными.
Если сварочный аппарат постоянно находится в мастерской, то регулятор тока может служить долго. Точнее сказать ручка регулятора, которая закреплена на лицевой панели.
Мини инверторы чаще всего используются на выездных работах. В этом случае корпус аппарата испытывает различные механические воздействия и даже удары.

Тот же дроссель может, что называется, отлететь.
После того как сборка сварочного аппарата завершена, нужно испытать его на работоспособность. Никаких временных проводов использовать не следует.
Необходимо сделать штатный контактный кабель, причем во множественном количестве. При первом подключении следует испытать регулятор силы тока. Проверить, нет ли не закрепленных элементов внутри корпуса.
Если явных дефектов и неисправностей не обнаружено, то можно приступать к испытаниям аппарата на разных режимах работы.
Сварочный инвертор своими руками: схемы и порядок сборки
 Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Инверторные сварочные аппараты получили широкое применение в строительной сфере благодаря их высокой производительности и небольшому весу. Однако не каждый может позволить себе такой инструмент. Единственный выход — сделать сварочный инвертор своими руками. В интернете существует множество схем таких устройств. Многие из них отличаются сложностью и высокими затратами, но есть и бюджетные модели.
Общие сведения о сварочном инверторе
Традиционные сварочные аппараты имеют достаточно низкую цену, легкую ремонтоспособность, однако очень существенный недостаток не только их вес, но и зависимость от напряжения. Ввод электронного счетчика ограничен мощностью от 4 до 5 кВт. Для сварки толстого металла аппарат потребляет значительную мощность и зачастую выполнение работ становится невозможным. На смену им пришли инверторные сварочные аппараты.
Назначение и особенности функционирования
 Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Применяется для проведения сварочных работ в домашних условиях, а также на предприятиях, обеспечивает стабильное горение и поддержание сварочной дуги, используя ток высокой частоты (отличной от 50 Гц).
Сварочный инвертор является обыкновенным импульсным блоком питания, работа которого основана на следующих принципах:
- Входное напряжение (сетевое питание сварочного инверторного аппарата 220 В переменного тока) преобразуется в постоянное.
- Постоянный ток преобразовывается в высокочастотный переменный.
- Происходит процесс преобразования напряжения путем его снижения.
- Выпрямление тока и преобразование для сварочных работ с сохранением частоты.
Благодаря этим моментам происходит снижение массы и габаритов аппарата. Для того чтобы собрать инверторную сварку своими руками необходимо знать принцип работы этого аппарата.
Принцип работы оборудования
 В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
В предыдущих моделях основным элементом являлся огромный мощный силовой трансформатор, позволяющий получать во вторичной обмотке мощные токи, необходимые для сварочных работ. Для получения такой силы тока необходимо использовать провод большим диаметром, что сказывается на весе сварочного аппарата.
С изобретением импульсного блока питания решить проблему с массой и размерами оказалось проще, ведь размеры и вес самого трансформатора снижаются в несколько десятков или сотен раз. Например, при увеличении частоты в 6 раз можно снизить габариты трансформатора в 3 раза. Это приводит к значительной экономии материала.
Благодаря мощным ключевым транзисторам, применяемым в инверторной схеме, происходит переключение с частотой от 50 до 80 кГц. Эти транзисторы работают только от постоянного напряжения.
Как известно из курса физики, для получения постоянного напряжения применяется простейший полупроводниковый прибор — диод. Диод пропускает ток в одном направлении, отсекая отрицательные значения синусоидального напряжения. Но применение одного диода приводит к большим потерям, поэтому применяется группа, состоящая из мощных диодов, которая называется диодным мостом.
На выходе диодного моста получается постоянное пульсирующее напряжение. Для получения нормального постоянного напряжения применяется конденсаторный фильтр. После этих преобразований на выходе фильтра появляется напряжение постоянного тока свыше 220 В.
Блок, состоящий из выпрямительного моста и фильтрующих элементов, называется блоком питания (БП).
БП служит источником питания инверторной схемы. Транзисторы подключены к понижающему трансформатору, который является импульсным и работает на частотах в диапазон от 50 до 90кГц. Мощность такого трансформатора примерно такая же, как и у его огромного собрата — сварочного силового трансформатора.
Модернизация такого прибора становится более легкой, потому что благодаря его размерам и массе, появляется дополнительные возможности по увеличению стабильности работы сварочного аппарата.
Существует огромное количество изготовления самодельных сварочных инверторов, схемы которых разнообразны по функциональности и способам монтажа. Разберем каждую из самодельных моделей подробно.
Изготовление резонансного инвертора
За основу необходимо использовать блок питания компьютера форм-фактора AT, от которого потребуется кулер и радиаторы. Детали берутся из элементарной базы мониторов и телевизоров, в противном случае, если их нет, то покупаются на рынке. Все компоненты имеют низкую стоимость.
Рекомендации по изготовлению:
 Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.- Использовать стабилитроны KC213 для предотвращения выхода из строя транзисторов.
- Для снижения наводок и помех необходимо монтировать рядом с трансформатором силовые транзисторы высокочастотного типа.
- Дорожки для силового моста и силового блока на плате из толстого текстолита (не менее 4 мм) необходимо сделать шире (протекают токи до 30 А) и залудить тугоплавким припоем (не менее 2 мм).
- Кабель питания использовать не менее 3 квадратов.
- Использовать двойную изоляцию (несгораемые слюдяные или стекловолоконные кембрики) для высоковольтных цепей.
- Дроссель должен быть без металлического кожуха.
- Хорошая постоянная вентиляция.
- Силовые диоды (выходные) необходимо защитить от пробоя с помощью RC-цепочки.
 Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.
Для упрощения схемы ШИМ полностью исключить, так как потребуется стабилизированное напряжение, получаемое задающим генератором.После чего необходимо определиться с параметрами инверторной сварки своими руками. А также возможно использовать и такие характеристики:
- Выходной ток нагрузки: от 5 до 120 А.
- Напряжение (при холостом ходе): 90 В.
- Продолжительность нагрузки может изменяться. Все зависит от диаметра электрода: 2 мм = 100%, 3 мм = 80%. Необходимо учесть влияние высокой температуры.
- Входная сила тока: около 10А.
- Приблизительная масса: около 3 кг.
- Должен присутствовать регулятор силы тока при сварке.
- Тип вольт-амперной характеристики, обеспечивающей работу в полуавтоматическом режиме: падающая.
 Выходной ток нагрузки: от 5 до 120 А.
Выходной ток нагрузки: от 5 до 120 А.Схема оборудования
 Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Основная часть — задающий генератор собран на микросхеме SG3524, которая применяется во всех источниках бесперебойного питания. Инвертор обладает низкой потребляемой мощностью около 2,5 кВт, благодаря чему, возможно применение в квартире.
Трансформатор необходимо собрать на сердечниках типа Е42, который применяется в старых ламповых мониторах. Для изготовления необходимо примерно 5 штук таких трансформаторов.
Еще один трансформатор следует использовать для дросселя. Остальные элементы индуктивности собираются из сердечника типа 2000НМ. Диоды и транзисторы необходимо установить на радиаторы с термопастой КТП-8 или другого типа. Напряжение холостого хода примерно равно 36 В с длинной дуги от 4 до 5 мм, что позволяет работать с ним начинающим строителям. Выходные кабели следует уложить в ферритовые трубки или кольца из феррита блока питания.
Конструктивной особенностью схемы является возникновение максимального тока в I обмотке во время резонанса.

Схема 1 — Схема сварочного резонансного инвертора
Благодаря малому весу и габаритам появляется возможность модернизировать аппарат.
Предотвращение залипания электрода
Для этого случая применяется транзистор IRF510, являющиеся полевым. Кроме того, он обеспечивает еще плавный пуск и прерывание входа на микросхеме SG3524:
- При высокой температуре срабатывает термодатчик.
- Отключение при помощи тумблера.
- Блокировка при КЗ (коротком замыкании).
Простой сварочный прибор
Эта модель рассчитана на напряжение 220 В и ток величиной в 32А, после преобразования его величина достигнет 280А. Такого значения вполне достаточно для прочного шва на расстоянии до 1,5 сантиметра.
Схема и комплектующие
Основным элементом является трансформатор, который достаточно тяжело сделать, но вполне реально.
Основные данные:
- Состоит из ферритового сердечника (7×7 либо 8×8).
- Первичная обмотка составляет примерно 100 витков и ее диаметр 0,3 мм.
- Вторичные обмотки — 3 штуки: 15 витков и диаметр провода 1 мм; 15 витков — 0,2 мм; 20 витков — 0,35 мм.
- Материалы для трансформатора: медные провода соответствующего диаметра, стеклоткань, текстолит, электротехническая сталь (для железняка), хлопчатобумажный материал.
Для четкого понимания принципа работы необходимо внимательно изучить схему основных узлов.

Рисунок 1 — Структурная схема инверторного сварочного аппарата
Пояснение к схеме:
- Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
- Сетевой фильтр сглаживает пульсации.
- Преобразователь частоты выполняется на транзисторах.
- Высокочастотный сварочный трансформатор участвует в преобразовании напряжения.
- Силовой выпрямитель осуществляет выпрямление тока в постоянный заданной частоты.
- Управление преобразователем частоты выполнено в виде регулятора для выставления режима работы.
 Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.
Сетевой выпрямитель, выполняющий преобразования переменного напряжения в постоянное.Блок питания и силовая часть
Блок, состоящий из трансформатора, выпрямителя и фильтра (или системы фильтров) выполняется отдельно от силовой части.

Схема 2 — Принципиальна схема БП
Проводники (длиной не более 15 см) для управления затворками транзисторов необходимо припаивать поближе к последним, причем проводники соединяются попарно между собой, сечение их не играет роли.
Основой силового блока является понижающий трансформатор с сердечником Ш20×208 2000 нм, причем II обмотка наматывается в несколько слоев провода, изоляция которого не повреждена. На вторичку необходимо мотать следующим образом, изолируя слои: 3 слоя, а затем прокладка-фторопласт, затем опять 3 слоя и снова прокладка-фторопласт. Это делается для увеличения сопротивляемости перегрузкам. После чего на II обмотку поставить конденсатор не меньше 1000 В.
Для обеспечения циркуляции воздуха между слоями обмоток необходимо собрать на ферритовом сердечнике трансформатор тока, подключенный к плюсу, и его сердечник следует обмотать термобумагой (кассовая лента). Выпрямительные диоды прикрепить на радиатор.

Схема 3 — Силовая часть инвертора
Инверторный блок и охлаждение
 Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Основным предназначением инверторного блока является процесс преобразования постоянного в переменный высокочастотный ток. Применяются для этого мощные транзисторы, хотя в некоторых случая возможна замена более мощного на 2 или более транзисторов средней мощности.
Немаловажным элементом всего устройства является достаточно хорошее охлаждение. Для этого следует использовать кулера с компьютерной техники, но не следует ограничиваться одним, ведь необходимо обеспечить достаточное охлаждение для силовой схемы, радиаторы которой служат для отвода тепла, но это тепло необходимо рассеивать. Для полной защиты необходимо вмонтировать термодатчик (устанавливается на нагревательном элементе), благодаря которому будет размыкаться питание от сети.
Пайка, настройка и проверка работоспособности
Ключевым фактором является пайка, ведь при правильном размещении деталей зависит размер всего изделия и возможность оптимального охлаждения. Диоды и транзисторы устанавливают на встречном направлении друг к другу. Входная цепь расчитывается с запасом, примерно на 300 В.
Для настройки функционирования необходимо подключить широтно-импульсный модулятор к 15 В для запитки кулера. Реле включается вместе с резистором R11 и должно выдавать 150мА.
После проведенных манипуляций необходимо приступить непосредственно к проверке работоспособности устройства:
- Запитать прибор от сети.
- Задать высокие показатели тока.
- Сверить показания по осциллографу: в нижней петле напряжение около 500 В, но не более 550. При правильной сборке значение этого напряжение будет не менее 350 В.
- Отсоединить осциллограф и отключить инвертор. Подготовить электроды.
- Начинать производить сварочные работы и следить за трансформатором, если он закипает, то еще раз перебрать схему.
- После 3−4 швов радиаторы нагреваются. Для охлаждения необходимо дать остыть прибору, не выключая его из сети (охлаждение выполнит свою функцию).
 Запитать прибор от сети.
Запитать прибор от сети.Если эта схема показалась очень сложной, то рассмотрим схему совсем простого устройства.
Простейшее инверторное устройство для сварки
Модель этого агрегата является очень простой и бюджетной. Собрать ее несложно благодаря простой принципиальной схеме.
Процесс всей сборки можно разделить на этапы, кроме того, необходимо собрать все детали, материалы:
- Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
- Монтируется кулер.
- Основа аппарата для сварки подсоединяется к трансформатору, состоящей из диодов, транзисторов.
- Конденсаторы необходимы для ликвидации резонансных выбросов.
- Необходимо использовать снабберы для рассеивания мощности (свв-81 и к78−2).
- Установить все элементы на гетинаксовую плату, исходя из конфигурационных размеров.
- Вывести светодиоды и переменный резистор (ручку) на панель настройки и индикации.
- Поместить все это в корпус.
 Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
Намотка трансформатора включает в себя: намотку медной жести 4 см и диаметром 0,3 мм, прокладки из бумаги для кассового аппарата или лакоткань, используя при повторной обмотке 3-и полоски, причем нужно и изолировать их. Вместо медной жести можно применить провод, состоящий из нескольких жил диаметром до 0,7 мм (I — 100 витков, II — 15, II — 15 II — 20).
Схема 4 — Схема самого простого сварочного инвертора своими руками
После сборки аппарат необходимо настроить и произвести диагностику при первом запуске для выявления погрешностей работы.
Настройка инвертора:
- Подключение 15 В к ШИМ.
- Подключить реле после зарядки конденсаторов для замыкания резистора. При использовании напрямую существует вероятность взрыва!
- При холостом ходе сила тока моста должна быть менее 100мА.
- Проверка корректности установки фаз трансформатора, использовав осциллограф в 2-а луча. Выставить частоту ШИМ 55кГц и в этом случае напряжение не должно превышать 330 В.
- Для определения частоты самого аппарата стоит снизить частоту ШИМ постепенно до тех пор, пока на IGBT не появится заворот, зафиксировав этот показатель (разделить на 2 и прибавить частоту насыщения). Это и есть рабочее колебание частот трансформатора.
- Потребление моста 150мА.
- Трансформатор не должен сильно шуметь, если шумовые эффекты имеются, то обратить внимание на полярность.
- Повышать плавно ток инвертора переменным резистором. При этом показания осциллографа не превышают 550 В. Оптимальным является 340 В.
- Начать сварку с 5 секунд и постепенно увеличить время. Варить не более 3 минут, давая остыть аппарату.
 Подключение 15 В к ШИМ.
Подключение 15 В к ШИМ.Таким образом, собрать инвертор для сварки можно и своими руками. Необязательно использовать сложные схемы, ведь радиолюбители нашли оптимальное решение в бюджетном варианте. А уровень сложности схем варьируется от достаточно сложных до простых. Для сборки сварочного инвертора своими руками необязательно покупать дорогие детали, а можно использовать подручные средства.
принцип действия, устройство и схема инверторной сварки на транзисторах
 Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Благодаря своей мобильности сварочные инверторные аппараты получили широкое применение в быту и на производстве. Они обладают огромными преимуществами по сравнению со сварочными трансформаторными агрегатами для сварочных работ. Принцип действия, устройство и их типовые неисправности должен знать каждый. Не у всех есть возможность приобрести сварочный инвертор, поэтому радиолюбители выкладывают схемы сварочного инвертора своими руками в интернет.
Общие сведения
Трансформаторные сварочные аппараты стоят сравнительно недорого и легко ремонтируются из-за их простого устройства. Однако они обладают значительным весом и чувствительны к напряжению питания (U). При низком U производить работы невозможно, так как происходят значительные перепады U, в результате которого могут выйти из строя бытовые приборы. В частном секторе часто бывают проблемы с линиями электропередач, так как в бывших странах СНГ большинство ЛЭП требуют замены кабеля.
Электрический кабель состоит из скруток, которые часто окисляются. В результате этого окисления возникает рост сопротивления (R) этой скрутки. При значительной нагрузке они нагреваются, а это может привести к перегрузке ЛЭП и трансформаторной подстанции. Если подключать сварочный аппарат старого образца к счетчику электроэнергии, то при низком U будет срабатывать защита («выбивать» автоматы). Некоторые пытаются подключить сварочник к счетчику электроэнергии, нарушая закон.
Подобное нарушение карается штрафом: потребление электроэнергии происходит незаконно и в больших количествах. Для того чтобы сделать работу более комфортной — не зависеть от U, не поднимать тяжести, не перегружать ЛЭП и не нарушать закон — нужно использовать сварочный аппарат инверторного типа.
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Основные принципы его работы следующие: выпрямление входного напряжения; преобразование выпрямленного U в высокочастотный переменный ток при помощи транзисторных ключей и дальнейшее выпрямление переменного U в постоянный ток высокой частоты (рисунок 1).
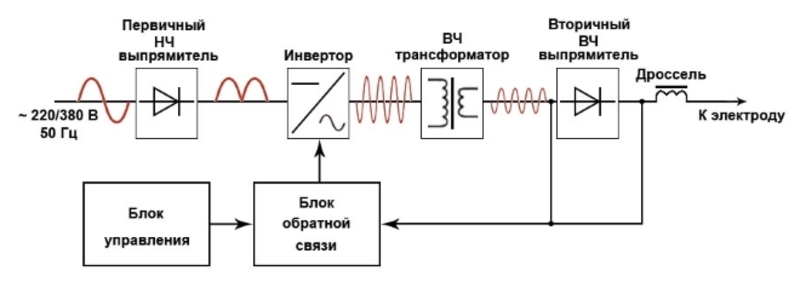
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Устройство не очень сложное, и любой сварочник-инвертор поддается ремонту. Кроме того, существует множество схем, по которым можно сделать самодельный инвертор для сварочных работ.
Самодельный сварочный аппарат
 Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Собрать инвертор для сварки просто, так как существует множество схем. Возможно сделать сварку из блока питания компьютера, сбить для него ящик, но получится сварочник низкой мощности. Подробно о создании простого инвертора из компьютерного БП для сварки можно ознакомиться в интернете. Огромной популярностью пользуется инвертор для сварки на ШИМ — контроллере типа UC3845. Микросхема прошивается при помощи программатора, который можно приобрести только в специализированном магазине.
Для прошивки нужно знать основы языка «С ++», кроме того, возможно скачать или заказать уже готовый программный код. Перед сборкой нужно определиться с основными параметрами сварочника: максимально допустимый ток питания составляет не более 35 А. При токе сварки равной, 280 А, U питающей сети составляет 220 В. Если проанализировать параметры, можно сделать вывод о том, что эта модель по характеристикам превышает некоторые заводские модели. Для сборки инвертора следует руководствоваться блок-схемой на рисунке 1.
Схема БП является несложной, и собрать ее достаточно просто (схема 1). Перед сборкой нужно определиться с трансформатором и найти подходящий корпус для инвертора. Для изготовления БП- инвертора нужен трансформатор. .
Этот трансформатор собирается на основе ферритового сердечника Ш7х7 или Ш8х8 с первичной обмоткой провода диаметром (d) 0,25..0,35 мм, количество витков 100. Несколько вторичных обмоток трансформатора должны иметь следующие параметры:
- 15 витков с d = 1..1,5 мм.
- 15 витков с d = 0,2..0,35 мм.
- 20 витков с d = 0,35..0,5 мм.
- 20 витков с d = 0,35..0,5 мм.
Перед намоткой нужно ознакомиться с основными правилами намотки трансформаторов.
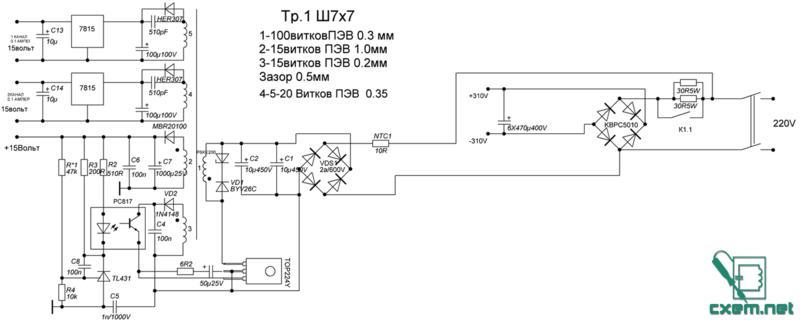
Схема 1 — Схема блока питания инвертора
Навесным монтажом детали желательно не соединять, а сделать для этих целей печатную плату. Существует много способов изготовления печатной платы, но следует остановиться на простом варианте — лазерно-утюжной технологии (ЛУТ). Основные этапы изготовления печатной платы:
- Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
- Изготовить макет печатной платы, используя программное обеспечение Sprint Layout.
- Распечатать на глянцевой бумаге, используя только лазерный принтер на самом высоком качестве. Обыкновенный струйный принтер для этих целей не подойдет.
- Прислонить распечатанный рисунок к медной фольге.
- При помощи нагретого утюга произвести перенос рисунка на фольгу, который должен получиться отчетливым.
- После этого выключить утюг и опустить плату в хлористое железо для вытравливания. Главное — не передержать и постоянно контролировать процесс, длительность которого зависит от концентрации хлористого железа.
- По окончании вытравливания нужно достать плату и промыть под проточной водой.
 Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.
Приобрести в специализированном магазине односторонний гетинакс с медной фольгой и хлористое железо.После изготовления трансформатора и печатной платы нужно приступить к монтажу радиокомпонентов по схеме блока питания сварочного инвертора. Для сборки БП понадобятся радиодетали:
- 2 регулятора LM78L15.
- TOP224Y.
- Интегральная микросхема TL431.
- BYV26C.
- 2 диода HER307.
- 1N4148.
- MBR20100CT.
- P6KE200A.
- KBPC3510.
- Оптопара типа PC817.
- С1, С2: 10мк 450 В, 100мк 100 В, 470мк 400 В, 50мк 25 В.
- C4, C6, C8: 0,1мк.
- C5: 1н 1000 В.
- С7: 1000мк 25 В.
- Два конденсатора 510 п.
- C13, C14 — 10 мк.
- VDS1 — 600 В 2А.
- Терморезистор типа NTC1 10.
- R1: 47k, R2: 510, R3: 200, R4: 10k.
- Резисторы гасящие: 6,2 и 30 на 5Вт.
 С7: 1000мк 25 В.
С7: 1000мк 25 В.После сборки БП нельзя подключать и проверять, так как он рассчитан именно для инверторной схемы.
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).
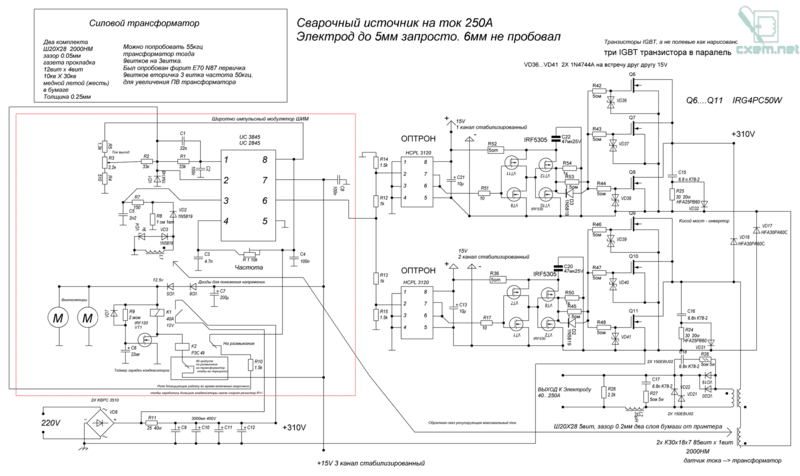
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.
Основные рекомендации
Перед сборкой нужно внимательно ознакомиться со схемой инверторной сварки и приобрести все необходимое для изготовления: купить радиодетали в специализированных радиомагазинах, найти подходящие каркасы трансформаторов, медную жесть и провод, продумать дизайн корпуса. Планирование работы значительно упрощает процесс сборки и экономит время. При пайке радиокомпонентов следует применять паяльную станцию (индукционная с феном), для исключения возможного перегрева и выхода из строя радиоэлементов. Соблюдать нужно и правила техники безопасности при работе с электричеством.
Дальнейшая настройка
Все силовые элементы схемы должны иметь качественное охлаждение. Транзисторные ключи необходимо «сажать» на термопасту и радиатор. Желательно применять радиаторы от микропроцессоров мощного типа (Athlon). Наличие вентилятора для охлаждения в корпусе обязательно. Схему БП можно доработать, поставив конденсаторный блок перед трансформатором. Нужно использовать К78−2 или СВВ-81, так как другие варианты недопустимы.
После подготовительных работ нужно приступить к настройке сварочного инвертора. Для этого нужно:
- Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
- При помощи осциллографа выполнить проверку платы на наличие прямоугольных импульсов, идущих к HCPL3120 после срабатывания К1 и К2. Кроме того, реле К1 должно быть подключено после зарядки конденсаторов. Во время работы инвертора без нагрузки (холостой ход) сила тока должна быть менее 100 мА.
- Правильность установки фаз высокочастотного трансформатора проверяется 2-лучевым осциллографом. Для этого нужно выставить частоту ШИМ 50..55 Гц и измерить значение U, которое должно быть менее 330 В. Потребление моста должно быть 120..150 мА. При работе сварочного инвертора трансформаторы не должны сильно шуметь, а если такое происходит, нужно разобраться в этом. Шум часто происходит из-за плохо зажатых пластин магнитопровода. Смотреть на осциллограф и плавно крутить ручку переменного резистора.
- Параметры U не должны превышать 540 В (345 В является оптимальным значением U). После измерений нужно отсоединить осциллограф и начать варить металл. Время сварки нужно начинать с 10 секунд и постепенно увеличивать его до 5 минут. Если все сделано верно, то шума не должно быть.
 Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.
Подключить 15 В к ШИМ, подав питание на ШИМ и на систему охлаждения. Реле К1 выполняет роль ключа для замыкания R11 — при времени срабатывании первого около 10 секунд. Кроме того, выполняется зарядка С9-C12, которые разряжаются через R11. Наличие R11 обязательно, так как оно обезопасит конденсаторы от взрыва из-за всплеска тока при подаче сетевого питания.Существуют и более совершенные модели сварочников инверторного типа, в силовую схему которых входят тиристоры. Широкое распространение также получил инвертор «Тимвала», который можно найти на форумах радиолюбителей. Он имеет более сложную схему. Подробнее с ним можно ознакомиться в интернете.
Таким образом, зная устройство и принцип работы сварочного аппарата инверторного типа, собрать его своими руками не представляется непосильной задачей. Самодельный вариант практически не уступает заводскому и даже превосходит его некоторые характеристики.
схема самодельной инверторной сварки и как сделать аппарат?

Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
- на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
- 250 ампер – показатель силы тока, который создается при выходе из аппарата;
- напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
- силовой блок;
- питательный блок на тиристорах;
- драйвера для силовых ключей.
Материалы для его сборки

Чертеж инверторного сварочного аппарата.
Прежде чем начать собирать , мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является , мотающийся при феррите в Ш7*7 либо 8*8.

Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная.
Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра. - Первая вторичная.
15 кругов проводом ПЭВ в диаметре 1 миллиметр. - Вторая вторичная.
15 кругов ПЭВ в диаметре 0,2 миллиметра. - Третья вторичная.
20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок

Изготовление сварочного инвертора.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
- Минимализация выброса в трансформаторе.
- Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети.
Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата

Электрическая схема инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать ? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.

Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора

Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.