


Схема сварочного аппарата – рабочие и защитные элементы + Видео
Принципиальная схема сварочного аппарата определяет его технические возможности и особенности функционирования. Этот факт следует учитывать при эксплуатации традиционных трансформаторных и более современных инверторных сварочников.
1 Полуавтомат для сварки – не устарел ли он?
Частичная автоматизация сварочного процесса гарантирует получение качественного соединительного шва, а также существенно облегчает работу сварщика. Современные полуавтоматические сварочники являются мощными и достаточно эффективными в применении агрегатами. Они позволяют производить с помощью плавящихся стержней быструю и надежную электродуговую сварку. В таких устройствах функцию электрода выполняет специальная проволока, которая подается в зону проведения работ по непрерывной схеме.

Современные полуавтоматические сварочники
Рекомендуем ознакомиться
При использовании полуавтомата сварщик вручную осуществляет движение проволоки вдоль соединительного шва, кроме того, он имеет возможность регулировать скорость подачи плавящегося электрода. Полуавтоматические агрегаты производят сварку в газовой среде и с флюсом. Также они могут функционировать с особой порошковой проволокой. В быту и на небольших предприятиях чаще всего эксплуатируются полуавтоматы, работающие в среде защитного газа. Даже в тех случаях, когда применяется порошковая проволока, сварочный процесс, как правило, проходит в газовой атмосфере.
Полуавтоматические устройства состоят из;
- трансформатора – источника тока;
- системы, позволяющей управлять и контролировать сварку;
- горелки с рукавом и электродом;
- приспособления (механического) для подачи проволоки;
- аппарата для подачи защитного газа.
В полуавтоматах в качестве источника тока может выступать не только трансформатор, но и обычный сварочный инвертор. Причем использование последнего сейчас признается более разумным. Далее мы поговорим об этом подробнее. И вы поймете, почему схема сварочного полуавтомата в наши дни признается устаревшей по сравнению с устройством инверторных сварочников.
2 Элементы электросхем инверторов – набор особых блоков и модулей
Схема современного сварочного инвертора кардинально отличается от принципов, по которым работают трансформаторные аппараты. Последние функционируют за счет наличия в их конструкции понижающего устройства. Оно имеет немалый вес и габариты. Большая масса трансформатора, естественно, утяжеляет и сам сварочник, а значит, его использование в полевых условиях связано с определенными трудностями. Таковых лишены инверторы. Они компактные и легкие, могут применяться в любых условиях.
К тому же, работать с такими агрегатами может обычный человек, которому практически нереально справиться с традиционным трансформаторным сварочником. Для изготовления инверторного сварочного аппарата применяются особые электросхемы. Их ключевым элементом является специальный преобразователь импульсного типа. Он способен вырабатывать высокочастотный ток, который позволяет без проблем производить розжиг электродуги. Импульсный преобразователь, кроме того, обеспечивает в течение всего сварочного процесса стабильное горение дуги.

Преобразователь импульсного типа
Сразу хочется отметить один момент. Электросхема сварочного инвертора всегда имеет собственные особенности, определяющие технические характеристики и рабочий потенциал конкретного сварочника. При этом принцип функционирования последнего является неизменным. Электрическая схема инвертора включает в себя следующие обязательные компоненты:
- Блок для питания слаботочных элементов электросхемы.
- Силовое оборудование. Оно включает в себя дроссель (выходной), еще один выпрямитель (его принято называть вторичным) и трансформирующий ток механизм.
- Контроллер ШИМ. Он состоит из датчика нагрузки и небольшого трансформатора.
- Органы индикации сварочного процесса и управления им.
- Охлаждающий и термозащитный модуль. Такое устройство состоит из датчиков температуры и механизмов для вентилирования сварочника.
Схема инверторного агрегата может дополняться и другими элементами, которые дают возможность расширить его функциональность и повысить эффективность использования сварочного оборудования.
3 Сварка инверторным аппаратом – как все происходит?
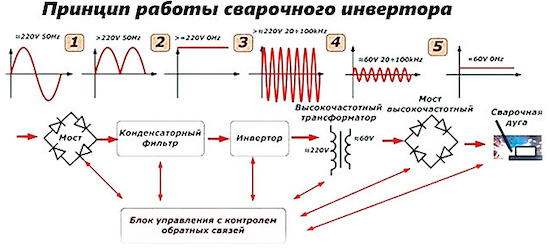
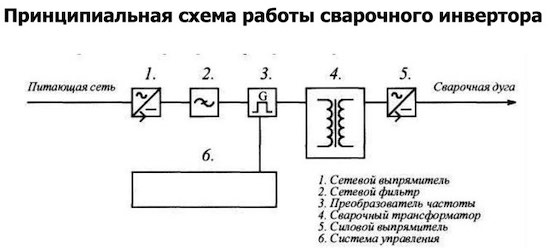
Инвертор формирует электродугу, она расплавляет используемый присадочный материал и кромки свариваемых изделий. Главное достоинство инверторного оборудования состоит в том, что оно позволяет создавать ток для проведения указанной операции с большим диапазоном рабочих показателей. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения.

Сварка инверторным аппаратом
Из схемы хорошо видно, как работает инверторный агрегат. Здесь все относительно просто:
- На выпрямляющее устройство поступает 50-герцный по частоте переменный ток (стандартная бытовая электросеть). Он преобразовывается в постоянный.
- Фильтрующее приспособление сглаживает показатели тока и подает его непосредственно на инвертор.
- Инверторное устройство еще раз преобразовывает электроток (теперь уже в переменный), увеличивая при этом его частоту.
- Силовой трансформатор снижает напряжение тока, за счет чего сила последнего повышается.
Давайте немного подробнее разберемся с описанной схемой. Инвертор способен увеличить частоту электротока до 60–80 кГц. Подобный процесс осуществляется на участке электросхемы, на котором находятся силовые (очень мощные) транзисторы. На них разрешается подавать исключительно постоянный ток. По этой причине на входе инверторного оборудования всегда устанавливается выпрямитель. Конструктивно электрическую схему инвертора делят на цепи управления и на силовой модуль.
Первым ее элементом всегда является диодный мост. Его ставят в начале силового участка. Мост модифицирует ток (из переменного в постоянный). При этом в электросхеме формируются импульсы. Их следует в обязательном порядке сглаживать. Эту задачу выполняют электролитические конденсаторы (они скомпонованы в фильтре). Элементы диодного моста при работе нагреваются. Связано это с тем, что показатель напряжения на выходе с диодов в 1,3–1,5 раз выше, чем на входе. Чтобы данные элементы не сгорали в процессе преобразования тока, в принципиальную схему интегрируют защитные радиаторы.
А непосредственно на мост монтируют температурный предохранитель. Если диоды нагреваются до температуры более 90°, он просто-напросто отключает инвертор. Перед выпрямителем всегда размещается особое фильтрующее приспособление. Оно состоит из 2–4 конденсаторов и дросселя. Такой фильтр исключает риск попадания в бытовую электросеть помех (высокочастотных), которые возникают при функционировании сварочного агрегата. Устройство в составе инвертора, выполняющее обратное преобразование электротока (из постоянного в переменный), строится по специальной схеме. Профессиональные электротехники называют ее косым мостом.
Такая схема работает за счет ряда транзисторов, которые создают ток высокой частоты (его амплитуда, кстати говоря, характеризуется четкой прямоугольной формой).

Схема сварочного аппарата
За инверторным модулем ставится дополнительный трансформатор, необходимый для понижения напряжения до определенной величины. Без такого механизма невозможно добиться на выходе агрегата требуемого показателя сварочного тока. Самым же последним элементом, которым располагают все принципиальные схемы современных сварочных инверторов, является выпрямитель повышенной мощности. Его собирают на диодах и устанавливают после описанного выше трансформирующего напряжение блока.
4 Защитники сварочника – важные детали электрической схемы
Домашний мастер, имеющий некоторые знания в электротехнической сфере, без проблем разберется с принципом работы инверторного оборудования. А разнообразные схемы сварочных инверторов, которых выложено немало на специализированных интернет-сайтах, позволят ему создать эффективный и надежный сварочник своими руками. Мы не будем описывать здесь технологию изготовления самодельного агрегата для сварки (этому вопросу имеет смысл посвятить отдельную статью). Вместо этого мы дадим пару важных рекомендаций домашним умельцам, которые помогут им сконструировать свой собственный сварочный инверторный аппарат.
Наши советы касаются обязательных элементов защиты инверторного оборудования. Их следует интегрировать в любые схемы сварочных аппаратов, чтобы иметь возможность пользоваться долговечными и безопасными в эксплуатации аппаратами. Полезные рекомендации приведены далее:
- Конденсаторы фильтрующего устройства нужно предохранять от выхода из строя специальными стабилизаторами. Эти приспособления обеспечивают оборудованию плавный пуск, что существенно снижает риск поломки инвертора.
- В обязательном порядке внедряйте в схему сварочника надежный контроллер ШИМ. Он управляет всеми элементами инвертора, отсылает сигналы на силовые транзисторы, диодные мосты, трансформирующие ток механизмы. К выбору данного контроллера следует подходить максимально ответственно, если вы планируете создать свой собственный качественный и надежный сварочник.
Добавим, что ШИМ-устройство функционирует от электрических сигналов. Они вырабатываются в операционном усилителе. Желательно, чтобы на него приходили и сигналы от всех имеющихся в конструкции сварочного агрегата защитных систем. Тогда при возникновении какой-либо критической ситуации при эксплуатации инвертора усилитель сможет оперативно отключить аппарат от электрической сети, обезопасив тем самым элементы электросхемы от сгорания.
Схема сварочного инвертора
Содержание:
- Отличительные черты инверторов
- Взаимодействие основных узлов и деталей инвертора
- Физические процессы в сварочной схеме
- Защитные компоненты и схема управления
- Как устранить неисправности инвертора
- Плюсы и минусы сварочных инверторов
- Видео
До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Во многих случаях эти устройства были неудобными, в основном из-за сложностей с их перемещением и высокой энергоемкости. Не каждая электрическая сеть способна выдержать такую нагрузку. Ситуация коренным образом изменилась, когда появилась схема сварочного инвертора, созданная на основе современных технологий.
Получились небольшие легкие устройства с широким набором функций. Вся их работа осуществляется благодаря наличию в конструкции импульсного преобразователя, способного производить высокочастотные токи. Именно они обеспечивают быстрое зажигание сварочной дуги, поддерживают ее стабильное состояние в течение всего периода работы.
Отличительные черты инверторов
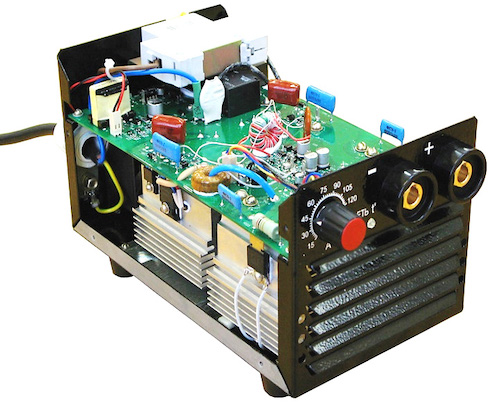
Любое инверторное устройство по своей сути является блоком питания, внутри которого происходят физические процессы преобразования электроэнергии.
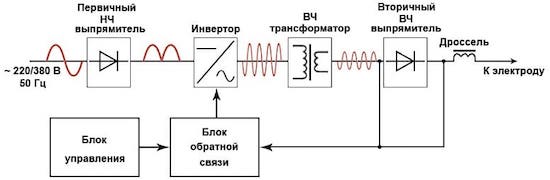
В сварочных инверторных устройствах они протекают по следующей схеме:
- На начальном этапе выполняется преобразование входного переменного напряжения (220 В, 50 Гц) в постоянный ток.
- На втором этапе осуществляется обратное превращение тока с постоянной синусоидой в переменный ток с высокой частотой.
- Затем созданное напряжение понижается, осуществляется окончательное выпрямление тока с сохранением требуемых высокочастотных показателей. Этот порядок нужно знать, если требуется собрать сварочный инвертор своими руками.
Именно такой порядок действий дал возможность для снижения размеров и веса инверторных устройств. Старая сварочная аппаратура функционировала совсем по другому принципу. Здесь снижение напряжения на первичной обмотке, приводило к росту силы тока во вторичной трансформаторной обмотке. Полученная таким образом сила тока огромного значения, позволила применить дуговой способ сваривания. Поэтому, на вторичной обмотке пришлось снизить количество витков, но увеличить одновременно размеры сечения проводника. Подобная схема делала конструкцию очень громоздкой и тяжелой.
Электрическая схема сварочного инвертора дала реальный шанс повысить частотные показатели рабочего тока до 60, а в некоторых моделях и до 80 кГц без увеличения массы и размеров. В схеме были использованы полевые транзисторы, взаимодействующие между собой на таких же высоких частотах. Они соединяются с трансформаторной катушкой и передают на нее ток с заданной частотой. Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. Выходные данные получаются, как и у обычной сварки, но габариты и масса инверторного устройства существенно отличаются в сторону уменьшения.
Взаимодействие основных узлов и деталей инвертора
На входе устройства обязательно нужен постоянный сигнал. Он получается с помощью сетевого выпрямителя, превращающего напряжение 220 вольт в постоянный ток. Основой конструкции этого модуля служит стандартный диодный мост и конденсаторы, сглаживающие пульсации после выпрямления.
Под действием высоких токов даже простейший диодный мост сильно нагревается и требует постоянного охлаждения в процессе работы. Во многих моделях установлен специальный радиатор и термический предохранитель, выполняющий отключение при нагреве моста до 90 градусов.
При подключении сварки к сети происходит сильное увеличение зарядного тока конденсаторов. Возникает реальная опасность пробоя компонентов диодного моста. Защититься от этого помогает схема плавного пуска, снижающая уровень тока при включении. После выхода аппарата в нужный режим, эта схема отключается с помощью реле коммутации.
Пройдя через выпрямительный модуль, напряжение, увеличенное до 310 В, попадает на участок импульсного преобразователя с ключами – транзисторами. Данные компоненты превращают подводимое напряжение в импульсные сигналы прямоугольной формы, частотой 60-80 кГц. Ключевым транзистора во время работы также требуются радиаторы охлаждения.
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору. Он отличается компактными размерами и незначительным весом. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления. В приемную обмотку поступают прямоугольные импульсы на 310 В и частотой 60-80 кГц. Одновременно с этим, напряжение во вторичной обмотке за счет малого количества витков понижается до 60-70 вольт, а выходной ток увеличивается до 110-130 А и окончательно выпрямляется.
С этой целью сигнал от трансформатора поступает к выходному выпрямителю. Именно здесь появляется постоянный ток, под действием которого возникает сварочная дуга. В схеме используются сдвоенные диоды, имеющие высокое быстродействие и определяющие максимальное потребление тока всего инвертора. Данные элементы также охлаждаются с помощью радиаторов.
Принципиальная схема сварочного инвертора
Одной из основных функций инверторных сварочных установок является возможность увеличения частоты тока с 50 Гц стандартного значения, до 60-80 кГц, требуемых для работы. Все регулировки на выходе устройства производятся уже с высокочастотными токами, с использованием компактных малогабаритных трансформаторов. Частота увеличивается на том участке инверторной схемы, где предусмотрено расположение контура на основе мощных силовых транзисторов. На эти транзисторы возможна подача исключительно постоянного тока, поэтому на входе и выполняется выпрямление переменного напряжения.
Принципиальная схема сварочного инвертора условно разделяется на две составляющие. Это зона силового участка и цепь со схемой управления. Основным компонентом силового участка выступает диодный мост, где выполняется превращение переменного тока в постоянный. Такое преобразование приводит к возникновению импульсов, требующих сглаживания.
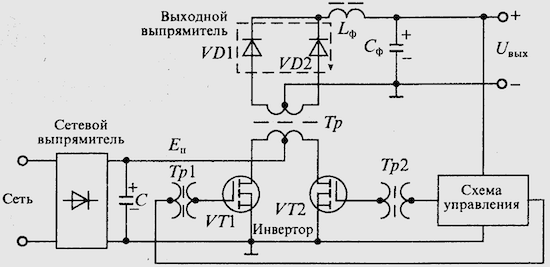
Сглаживание или фильтрация этих импульсов производится электролитическими конденсаторами, установленными за диодным мостом. Следует помнить, что напряжение, выходящее из моста, приблизительно на 40% превышает его величину на входе. Из-за этого диоды выпрямителя подвергаются сильному нагреву, и их работоспособность может заметно снизиться. Защита от перегрева элементов выпрямителя осуществляется радиаторами, включенными в конструкцию. Непосредственно на диодном мосту установлен термический предохранитель, отключающий питание при нагреве свыше 80-90 градусов.
Работа преобразователя приводит к созданию высокочастотных помех, попадающих через вход в электрическую сеть. Во избежание подобных ситуаций, перед выпрямителем производится установка фильтра, обеспечивающего электромагнитную совместимость. Такой фильтр включает в себя дроссель и конденсаторы.
Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста. Они переключаются между собой с высокой частотой и формируют переменный ток с такой же частотой, в пределах десятков или даже сотен килогерц. Результатом таких преобразований является переменный ток высокой частоты с прямоугольной амплитудой.
На выходе инвертора требуется получить постоянный ток с показателями, достаточными для выполнения сварочных работ. Эта функция выполняется понижающим трансформатором, расположенным сразу же за транзисторной схемой. Окончательное получение постоянного тока на выходе производится выпрямителем высокой мощности, собранным на основе диодного моста.
Защитные компоненты и схема управления
В процессе работы сварочный инвертор постоянно подвергается потенциальной опасности из-за возможных сбоев в сети и самой системе. Исключить негативные факторы помогают защитные элементы, установленные на различных участках схемы.
Предотвратить перегрев и сгорание транзисторов во время преобразований токов возможно при помощи специальных демпфирующих цепей. Другие блоки и узлы, присутствующие в электрической схеме и работающие под большими нагрузками, защищены элементами принудительного охлаждения. К каждому из них подключены термодатчики, отключающие питание при температурах нагрева, превышающих критическую отметку. Внутри инверторной аппаратуры система охлаждения, состоящая из вентиляторов и радиаторов, занимает достаточно много места.
Каждая схема инвертора оборудуется ШИМ-контроллером, обеспечивающим управление всей электрической схемой. От него поступают сигналы к разделительному трансформатору, силовым диодам и транзисторам. Для эффективного управления всей системой самому контроллеру также требуется подача установленных электрических сигналов. Такие сигналы вырабатываются операционным усилителем, к которому на вход подается выходной ток, преобразованный в инверторе. Если его значение расходится с заданными показателями, усилитель выполняет формирование управляющего сигнала и далее передает его на контроллер. Такая схема позволяет своевременно отключить аппарат при возникновении критических ситуаций в электрической схеме.
Как устранить неисправности инвертора
В некоторых случаях нарушения правил эксплуатации могут привести к выходу из строя даже самых надежных компонентов схемы сварочного инвертора. Основными причинами являются сбои в системах охлаждения, эксплуатация устройств в условиях повышенной влажности или запыленности. Большое количество пыли, осевшей на радиаторе, создает препятствие движению воздуха и своевременному отводу тепла. Поэтому производители рекомендуют периодически чистить аппаратуру.
Поиск возможных неисправностей нужно начинать от простого к сложному, поскольку современные схемы оборудованы многоступенчатой защитой от коротких замыканий и перегревов. Следует внимательно изучить инструкцию, где подробно указаны особенности эксплуатации конкретного устройства.
Среди основных причин возможных неисправностей можно выделить следующие:
- Напряжение в сети слишком высокое или низкое. Инвертор сохраняет свою работоспособность в пределах 170-250 вольт.
- Использование сетевого провода слишком большой длины или с небольшим сечением. Минимальное сечение должно быть не ниже 2,5 мм2, а длина питающего кабеля – не более 30 м.
- Длина стандартного сварочного кабеля не превышает 3 м, а сечение – 35-50 мм2. Нарушение этих параметров приводит к сбоям в работе.
- Некачественные контактные соединения силового и питающего кабеля.
В случае обнаружения неисправности, рекомендуется не ремонтировать сварочный инвертор самостоятельно, особенно если схема слишком сложная. Лучше всего – пригласить специалиста для проведения окончательной диагностики на соответствующем оборудовании.
Плюсы и минусы сварочных инверторов
Основными преимуществами инверторных устройств являются следующие:
- Использование современных технологий позволило снизить массу аппаратов до 5-12 кг, в зависимости от модели. Обычные сварочные агрегаты весят в среднем от 18 до 35 кг.
- Высокий КПД инверторов – до 90%. Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов.
- Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов.
- Универсальность и широкий диапазон регулировок позволяют работать с разными металлами, использовать разные технологии сварки.
- Множество полезных дополнительных опций: плавный пуск, антизалипание, форсаж и другие.
- Напряжение, подаваемое на дугу, отличается высокой стабильностью. С этой целью автоматика обеспечивает взаимодействие всех компонентов схемы, создавая наиболее оптимальные условия для работы.
- Даже простой инвертор может работать с любыми типами электродов.
- Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ.
В качестве минусов отметим недостатки, не оказывающие влияния на качество работ:
- Высокая стоимость инверторов, примерно на 20-50% превышающая цену обычной аппаратуры.
- Транзисторы обладают повышенной уязвимостью, а их стоимость иногда составляет 60% от цены всего устройства.
- Невозможность производить сварку инверторами в сложных условиях эксплуатации.
Радиосхемы. — Инверторы сварочные
схемы сварочного оборудования
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160….TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех.обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
Схемы сварочных аппаратов и инверторов — Схемы — Каталог статей
Описание:
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ.)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
от автора: Я ремонтировал и настраивал два таких агрегата, поэтому разбираться в их работе пришлось полностью, а на схемах сохранились мои пометки, может кому и пригодиться…
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120.
Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500.
Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600.
Интересна конструкция сглаживающего дросселя — провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 — 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей:
— щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч ,
— кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч .
Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1…Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия «Технотрон».
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС. Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током.
Пределы регулирования сварочного тока 40-315А
Ном.сварочное напряжение 32,6В
Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF.
Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ. Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1..
Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 «MASTER», производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым «включить «стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую «установку»трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная «поделка»+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\личное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный завод «Фирма СЭЛМА».
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата «Русич С-400» производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Скачать архив (236 Mb)
Сварочный инвертор «MMA 200», устройство, ремонт. — Радиомастер инфо
 Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
Основным элементом простейшего сварочного аппарата является трансформатор, работающий на частоте 50 Гц и имеющий мощность несколько кВт. Поэтому его вес десятки килограмм, что не совсем удобно.
С появлением мощных высоковольтных транзисторов и диодов широкое распространение получили сварочные инверторы. Основные их достоинства: малые габариты, плавная регулировка сварочного тока, защита от перегрузки. Вес сварочного инвертора с током до 250 Ампер всего несколько килограмм.
Принцип работы сварочного инвертора понятен из ниже приведенной структурной схемы:

Переменное сетевое напряжение 220 В поступает на без трансформаторный выпрямитель и фильтр (1), который формирует постоянное напряжение 310 В. Это напряжение питает мощный выходной каскад (2). На вход этого мощного выходного каскада подаются импульсы частотой 40-70 кГц от генератора (3). Усиленные импульсы подаются на импульсный трансформатор (4) и далее на мощный выпрямитель (5) к которому подключены сварочные клеммы. Блок управления и защиты от перегрузки (6) осуществляет регулировку сварочного тока и защиту.
Так как инвертор работает на частотах 40-70 кГц и выше, а не на частоте 50 Гц, как обычный сварочник, габариты и вес его импульсного трансформатора в десятки раз меньше чем обычного сварочного трансформатора на 50 Гц. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Рассмотрим конкретный пример.
Инвертор перестал варить. Вентилятор работает, индикатор светится, а дуга не появляется.
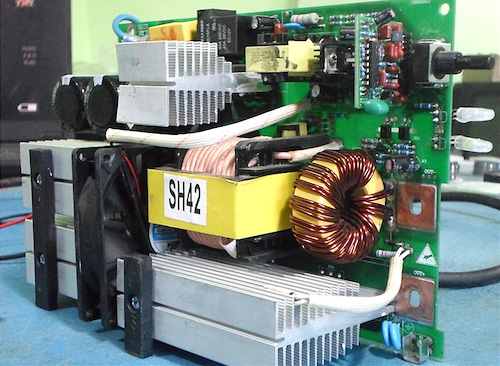
Такой тип инверторов довольно распространен. Эта модель называется «Gerrard MMA 200»

Удалось найти схему инвертора «ММА 250», которая оказалась очень похожа и существенно помогла в ремонте. Основное ее отличие от нужной схемы ММА 200:
- В выходном каскаде по 3 полевых транзистора , включенных параллельно, а у ММА 200 — по 2.
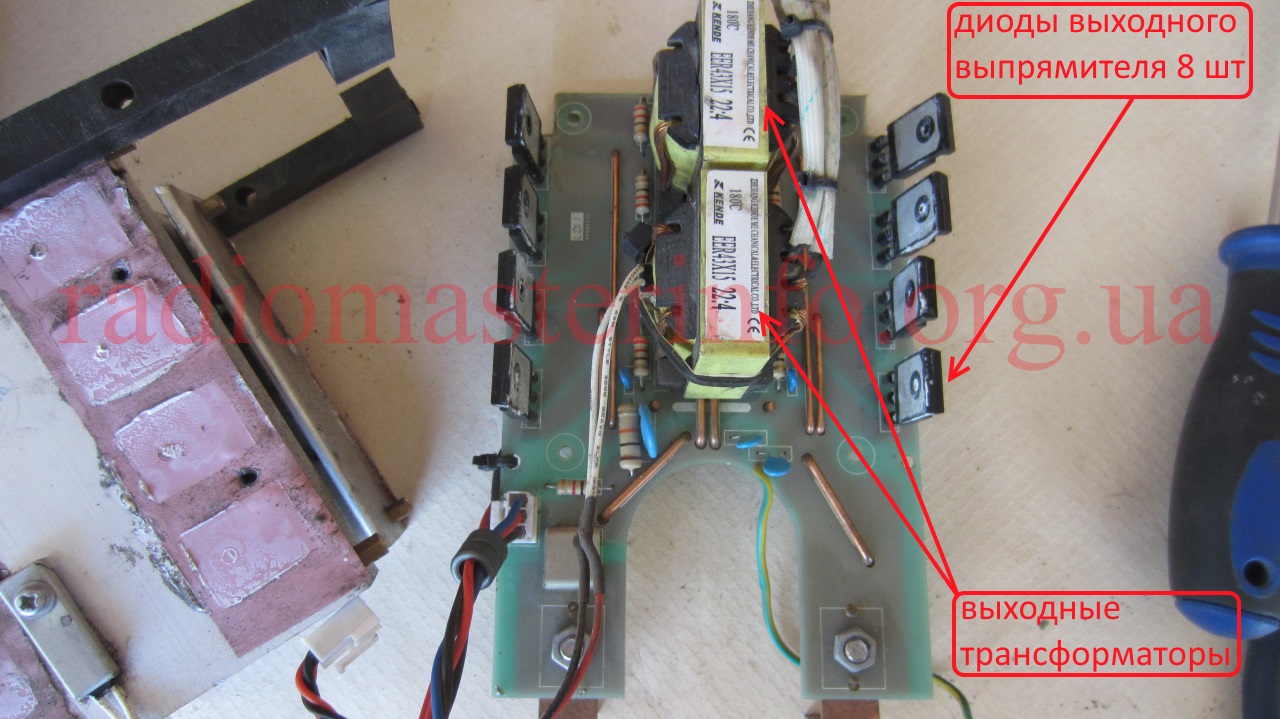
- Выходных импульсных трансформатора 3, а у ММА 200 — всего 2.
В остальном схема идентична.
Коротко о самой схеме.
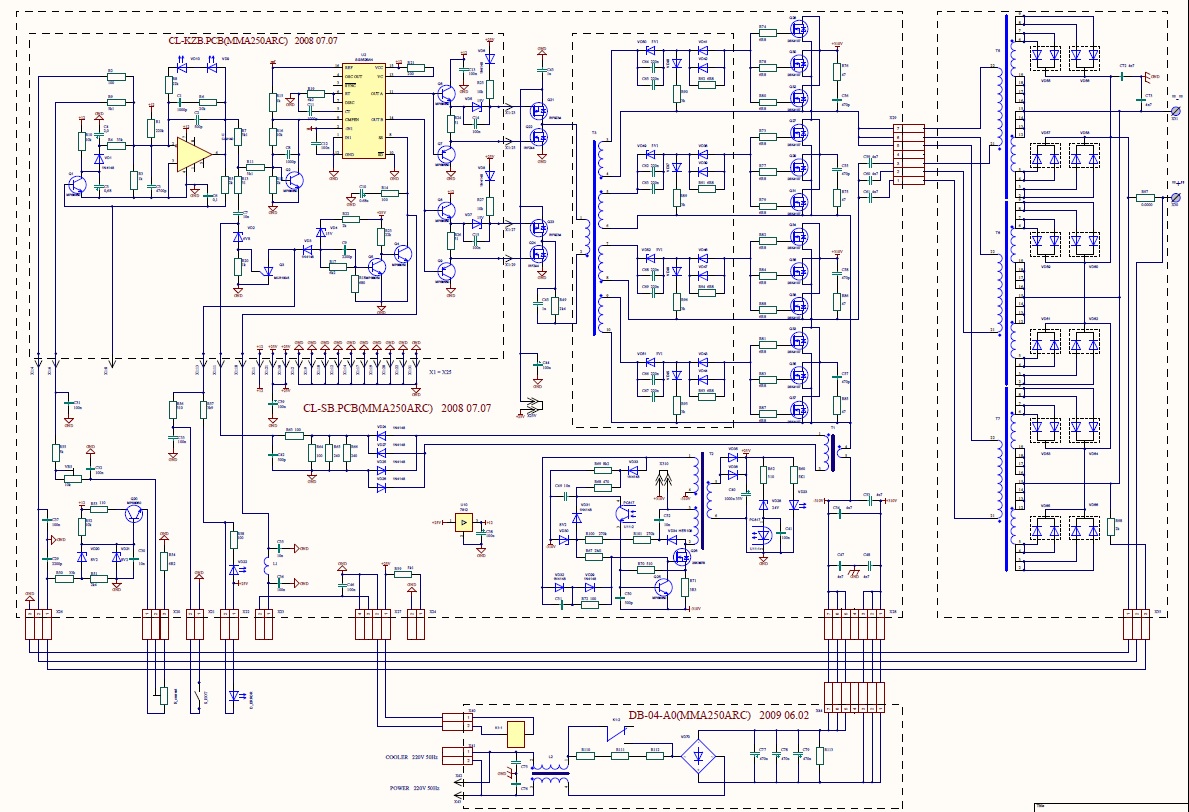
В начале статьи приводится описание структурной схемы сварочного инвертора. Из этого описания понятно, что сварочный инвертор, это мощный импульсный блок питания с напряжением холостого хода около 55 В, что необходимо для возникновения сварочной дуги, а также, регулируемым током сварки, в данном случае, до 200 А. Генератор импульсов выполнен на микросхеме U2 типа SG3525AN, которая имеет два выхода для управления последующими усилителями. Сам генератор U2 управляется через операционный усилитель U1 типа СА 3140. По этой цепи осуществляется регулировка скважности импульсов генератора и таким образом величина выходного тока, устанавливаемая резистором регулировки тока, выведенным на переднюю панель.
С выхода генератора импульсы поступают на предварительный усилитель выполненный на биполярных транзисторах Q6 — Q9 и полевиках Q22 – Q24 работающих на трансформатор Т3. Этот трансформатор имеет 4 выходные обмотки которые через формирователи подают импульсы на 4 плеча выходного каскада собранного по мостовой схеме. В каждом плече в параллель стоят по два или по три мощных полевика. В схеме ММА 200 – по два, в схеме ММА – 250 – по три. В моем случае ММА – 200 стоят по два полевых транзистора типа K2837 (2SK2837).
C выходного каскада через трансформаторы Т5, Т6 мощные импульсы поступают на выпрямитель. Выпрямитель состоит из двух (ММА 200) или трех (ММА 250) схем двухполупериодных выпрямителей со средней точкой. Их выходы соединены параллельно.
С выхода выпрямителя через разъемы Х35 и Х26 подается сигнал обратной связи.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5.
Выходной каскад питается от выпрямителя сетевого напряжения, собранного на диодном мосте VD70, конденсаторах С77-С79 и формирующего напряжение 310 В.
Для питания низковольтных цепей используется отдельный импульсный блок питания, выполненный на транзисторах Q25, Q26 и трансформаторе Т2. Этот блок питания формирует напряжение +25 В, из которого дополнительно через U10 формируется +12 В.
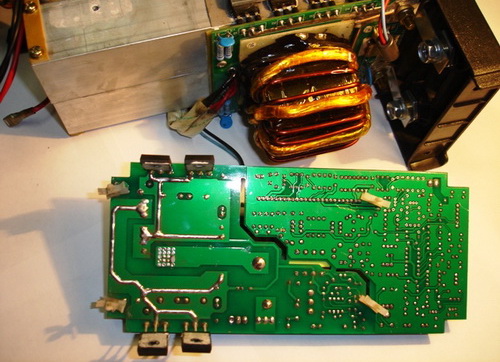
Вернемся к ремонту. После открывания корпуса визуальным осмотром был обнаружен подгоревший конденсатор 4,7 мкФ на 250 В.

Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках.
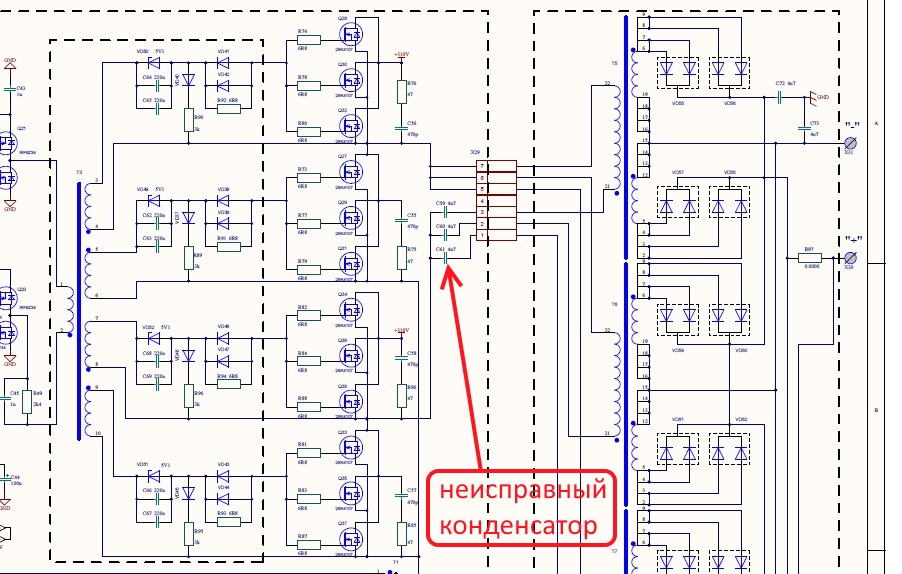
Конденсатор был заменен, инвертор заработал. Все напряжения в норме. Через несколько дней инвертор снова перестал работать.
При детальном осмотре были обнаружены два разорванных резистора в цепи затворов выходных транзисторов. Их номинал 6,8 Ом, фактически они в обрыве.

Были проверены все восемь выходных полевых транзистора. Как упоминалось выше, они включены по два в каждом плече. Два плеча, т.е. четыре полевика, вышли из строя, их выводы накоротко соединены между собой. При таком дефекте высокое напряжение от цепей стока попадает в цепи затворов. Поэтому были проверены входные цепи. Там также обнаружены неисправные элементы. Это стабилитрон и диод в цепи формирования импульсов на входах выходных транзисторов.

Проверка производилась без выпаивания деталей путем сравнения сопротивлений между одинаковыми точками всех четырех формирователей импульсов.

Также были проверены все остальные цепи вплоть до выходных клемм.
При проверке выходных полевиков все они были выпаяны. Неисправных, как выше упоминалось, оказалось 4.
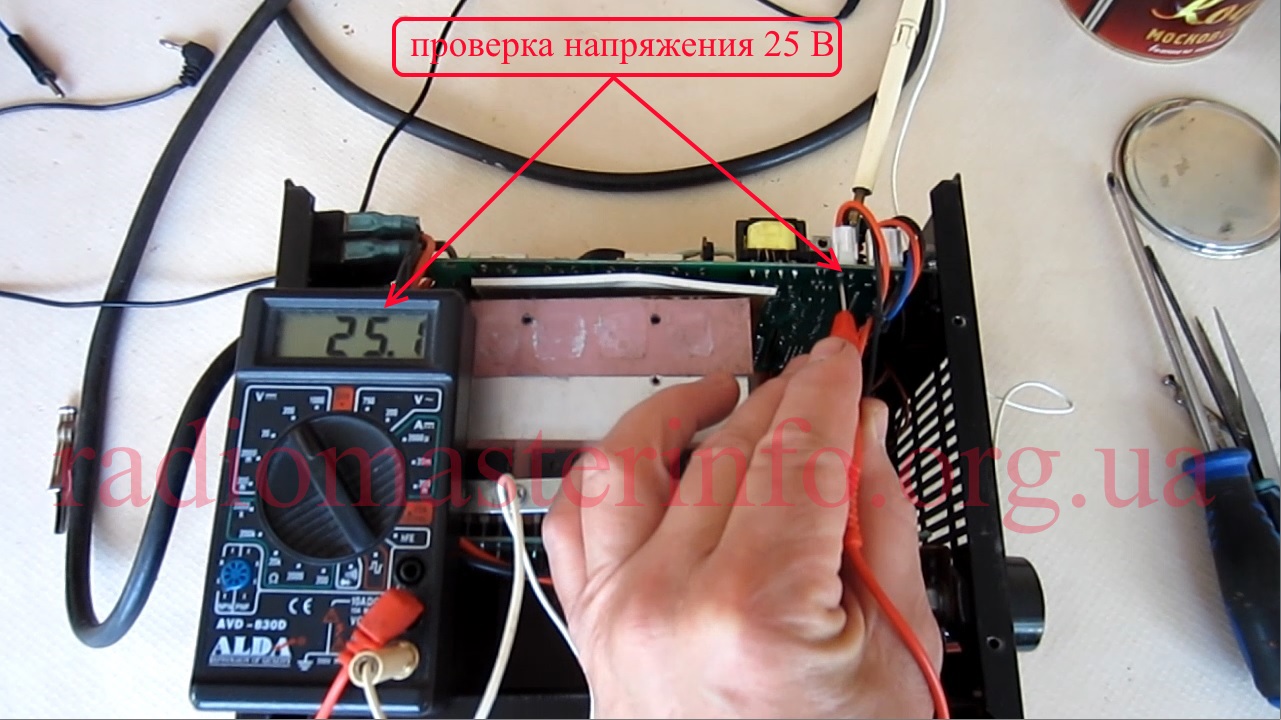
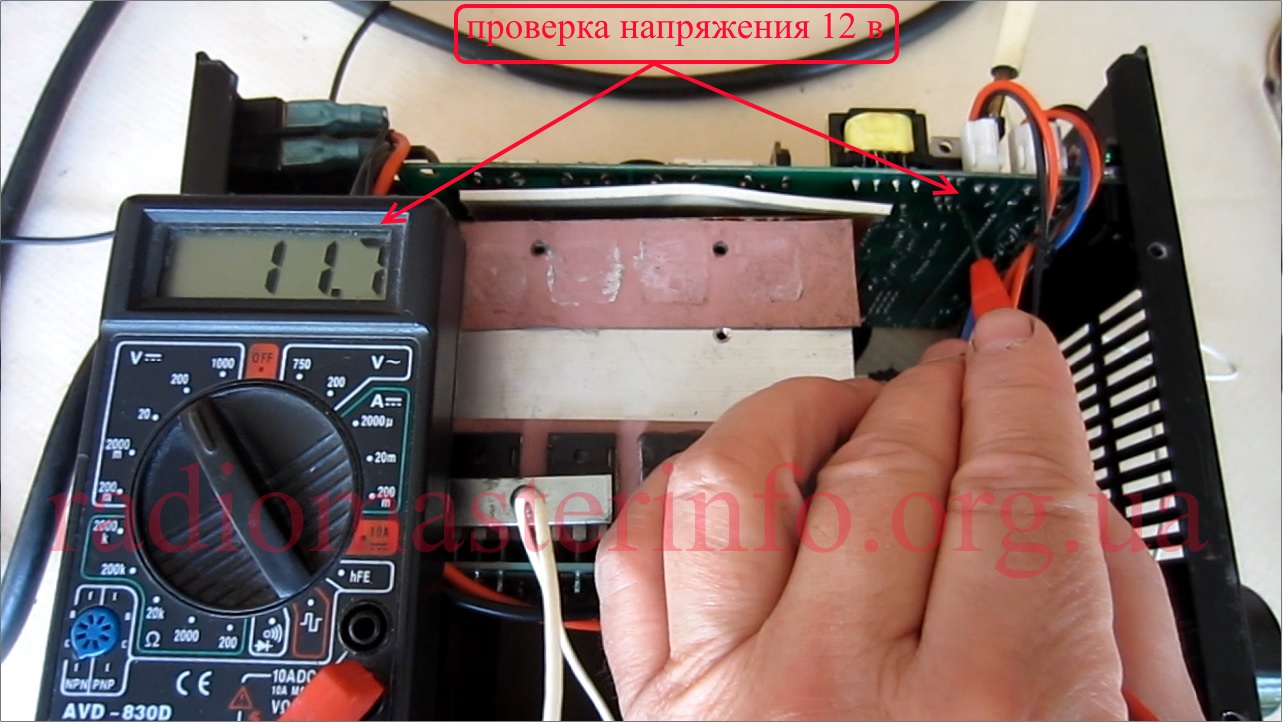
Первое включение делалось вообще без мощных полевых транзисторов. При этом включении была проверена исправность всех источников питания 310 В, 25 В, 12 В. Они в норме.
Точки проверки напряжений на схеме:

Проверка напряжения 25 В на плате:
Проверка напряжения 12 В на плате:
После этого были проверены импульсы на выходах генератора импульсов и на выходах формирователей.

Импульсы на выходе формирователей, перед мощными полевыми транзисторами:

Затем были проверены на утечку все выпрямительные диоды. Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм. При проверке каждого отдельно взятого диода утечка более 1 мОм.
Далее было принято решение собрать выходной каскад на четырех полевых транзисторах, поставив в каждое плечо не по два, а по одному транзистору. Во-первых, риск выхода из строя выходных транзисторов хотя и минимизирован проверкой всех остальных цепей и работой источников питания, но все же после такой неисправности остается. К тому же, можно предположить, что если в плече по два транзистора, то выходной ток до 200 А (ММА 200), если по три транзистора, то выходной ток до 250 А, а если будет по одному транзистору, то ток вполне сможет достигать 80 А. Это значит, что при установке по одному транзистору в плечо, можно варить электродами до 2мм.

Первое контрольное кратковременное включение в режиме ХХ решено сделать через кипятильник на 2,2 кВт. Это может минимизировать последствия аварии, если все-таки какая-то неисправность была пропущена. При этом измерялось напряжение на клеммах:

Все работает нормально. Не проверенными оказались только цепи обратной связи и защиты. Но сигналы этих цепей появляются только при наличии выходного тока значительной величины.
Так как включение прошло нормально, напряжение на выходе также в пределах нормы, убираем последовательно включенный кипятильник и включаем сварку в сеть напрямую. Снова проверяем выходное напряжение. Оно немного выше и в пределах 55 В. Это вполне нормально.
Пробуем кратковременно варить, наблюдая при этом за работой схемы обратной связи. Результатом работы схемы обратной связи будет изменение длительности импульсов генератора, за которыми мы будем наблюдать на входах транзисторов выходных каскадов.
При изменении тока нагрузки они изменяются. Значит схема работает правильно.
 А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:
А вот импульсы при наличии сварочной дуги. Видно, что их длительность изменилась:

Можно покупать недостающие выходные транзисторы и устанавливать на место.
Материал статьи продублирован на видео: