


Микросхемы — для чего они нужны?
Микросхемы https://neru5.ru/index.php?route=product/category&path=70 — это устройства, которые помещены в специальный корпус. Микросхема может иметь много функций, обладая целым набором возможностей, вплоть до микрокомпьютера. Микросхемы могут иметь пластиковый, металлический и керамический корпус, могут монтироваться на поверхность печатной платы или располагаться в ее отверстиях. Стоимость данного устройства во многом зависит от ее функционала — определяется тип микросхемы по маркировке, нанесенной на е корпус — каждый производитель микросхем наносит свой серийный номер разработки. При изготовлении микросхем используются различные технологии, которые будут определять тип: интегральная, пленочная, гибридная, смешанная.
В зависимости от обрабатываемого сигнала микросхемы разделяются на 3 вида:
- аналоговые — стабилизаторы напряжения, микросхемы для источников питания, фильтры, датчики;
- цифровые — микропроцессоры, микросхемы памяти, дешифраторы и т.д.;
- аналого-цифровые — цифро-аналоговые микросхемы, модуляторы, демодуляторы;
Микросхемы используются в усилителях электрических сигналов, например, в акустических системах, усилителях низких частот. Кроме этого, каждый стабилизатор напряжения не может обойтись без микросхем, которые могут управлять напряжением на выходе стабилизаторы. Современная компьютерная и мобильная техника, будь то ноутбук или смартфон, содержат микросхемы.
В технической и вычислительной аппаратуре, используемой для изготовления космических спутников, воздушных судов, а также в устройствах, используемых в военной технике, используются микросхемы 90 нм. Почему для этих целей используют довольно устаревшую технологию изготовления? Все дело в том, что при использовании более высокотехнологичных микросхемах, имеющих толщину слоя 60 нм и меньше, начинает сказываться негативный эффект, связанный с влиянием статического электричества и воздействием внешних источников ионизационного и радиационного излучения.
В нашем интернет-магазине https://neru5.ru/ Вы можете приобрести микросхемы ведущих мировых производителей, а также заказать уже довольно «раритетные» производства СССР. На весь товар распространяется гарантия, для покупателей из регионов действует доставка различными транспортными компаниями или Почтой России. Грамотные операторы помогут Вам определиться с необходимым типом электронного устройства, а также предложат их аналоги.
кремниевое сердце электроники – ответы на главные вопросы
Параметры микросхемы
Главная задача микросхемы — быстрая и правильная обработка информации. Это зависит от нескольких параметров.
Один из них — это тактовая частота работы. Внутри чипа один транзистор может отличаться от другого, поэтому их нужно синхронизировать. Для этого используется кварц в качестве генератора частоты. Относительно него вся информация передается с заданной частотой такта. Чем чаще частота, тем больше передается информации. Быстродействие всей системы определяет и резистивная емкостная нагрузка элемента — это не только число транзисторов, но и проводимость их каналов.
Применение микросхем
Микросхемы выполняют вычислительные функции. Они интерпретируют и обрабатывают информацию, которая сводится к единицам и нулям и выражается булевой алгеброй. Из микросхем создаются разные устройства — от датчиков движения до средств машинного зрения и умных пылесосов.
До массового распространения микросхем распылители жидкости или газа в автомобиле были механическими. Форсунка настраивалась так, чтобы бензин впрыскивался в определенный промежуток времени. Сейчас инжекторы снабжены микроконтроллером, который управляет топливными клапанами — регулирует расход горючего.
Микросхемы используют в датчиках влажности воздуха на основе оксида олова. Например, конденсатор, в котором в качестве диэлектрика используется пористый оксид олова, меняет свою емкость, если в него попадает вода. Рядом с конденсатором присутствует интегральная схема, которая анализирует емкость и определяет значение влажности.
Поломки микросхем
Наиболее уязвимая часть микросхемы — это p-n-переход, основная часть транзистора. Между p- и n-областями образуется переходный слой, в котором нет свободных носителей заряда. Если в эту решетку попадает высокоэнергетическая частица — квант от солнца или иной звезды, — то она вносит носителей заряда, и появляется дополнительный ток носителей заряда. В итоге это может нарушить работу логической цепи или разрушить ее.
Из-за этой особенности для военных нужд долгое время использовали вычислительные машины на вакуумных лампах. Транзисторный приемник выйдет из строя при ядерном взрыве от высокоэнергетичных квантов, даже если устройство находилось далеко от эпицентра, а приемник на лампах продолжит работать.
P-n-переход в микросхемах может разрушаться и по естественным причинам. Когда чип работает, выделяется тепло, причем в больших количествах. Ускоряется диффузия (взаимопроникновение атомов веществ) элементов металлических соединений и примеси, с помощью которой по отдельности формировались p- и n-переходы. В итоге p-n-переход исчезает.
Первая микросхема 🙂 / Habr
Очень рад в подробностях рассказать о своей первой интегральной схеме и поделиться перипетиями этого проекта, которым занимался на протяжении прошлого года. Надеюсь, мой успех вдохновит других и поможет начать революцию в производстве домашних микросхем. Когда я приступил к этому проекту, то понятия не имел, во что ввязался, но в итоге узнал больше, чем когда-либо думал, о физике, химии, оптике, электронике и многих других областях.
Без дальнейших церемоний представляю первую интегральную схему (ИС), изготовленную литографическим способом в домашних (гаражных) условиях — PMOS-чип двойного дифференциального усилителя Z1.
Я говорю «изготовленную литографическим способом», потому что Джери Эллсуорт изготовила первые транзисторы и логические вентили (с соединениями, тщательно проложенными вручную проводящей эпоксидной смолой) и показала миру, что это возможно. Вдохновленный её работой, я представляю интегральные схемы, созданные масштабируемым, стандартным фотолитографическим процессом. Излишне говорить, что это логический шаг вперёд по сравнению с моим предыдущей работой, где я воспроизвёл полевой транзистор Джери.
Я разработал усилитель Z1, когда искал простой чип для тестирования и настройки своего процесса. Макет сделан в Magic VLSI для процесса PMOS с четырьмя масками (активная/легированная область, подзатворный оксид, контактное окно и верхний металлический слой). У PMOS есть преимущество перед NMOS, если учесть ионные примеси из-за изготовления в гараже. Маски разработаны с соотношением сторон 16:9 для упрощения проекции.
Макет Magic VLSI
Генерация маски
Активная область
Затвор
Контакт
Металл
Размер затвора приблизительно 175 мкм, хотя на чипе для проверки выполнены элементы размером до 2 мкм. Каждая секция усилителя (центральная и правая) содержит три транзистора (два для двухтактной схемы с общим катодным сопротивлением и один в качестве источника тока/нагрузочного резистора), что означает в общей сложности шесть транзисторов на ИС. В левой части резисторы, конденсаторы, диоды и другие тестовые элементы, чтобы изучить характеристики техпроцесса. Каждый узел дифференциальных пар выходит отдельным штифтом на выводной рамке, поэтому его можно изучать, а при необходимости добавить внешнее смещение.
Процесс изготовления состоит из 66 отдельных шагов и занимает примерно 12 часов. Выход достигает 80% для больших элементов, но сильно зависит от количества выпитого кофе в конкретный день. Я также записал видео на YouTube о теории производства микросхем и отдельно об изготовлении МОП-транзисторов.
Пластина N-типа 50 мм
Пластина N-типа 50 мм
Сначала с пластины снимается нативная окись быстрым погружением в разбавленный фтороводород с последующей интенсивной обработкой травильной смесью «пиранья» (смесь серной кислоты и перекиси водорода), смесью RCA 1 (вода, аммиак, перекись водорода), смесью RCA 2 (вода, соляная кислота, перекись водорода) и повторным погружением во фтороводород.
Защитный окисел термически выращивается в водяном паре окружающего воздуха (влажное оксидирование) до толщины 5000−8000 Å.
Влажное термическое оксидирование
Влажное термическое оксидирование
Трубчатая печь
Оксидированная пластина
Оксидированная пластина готова к формированию рисунка на активной/легированной (Р-типа) области. Фоторезист AZ4210 наносится на вращающуюся примерно на 3000 оборотах в минуту подолжку, формируя плёнку толщиной около 3,5 мкм, которая аккуратно подсушивается при 90°С на электроплитке.
Процесс литографии детально
Маску активной зоны обрабатывает мой фотолитографический степпер Mark IV в ультрафиолете с шагом 365 нм — и структура отрабатывается в растворе гидроксида калия.
Структура резиста
Структура резиста
30-минутная подсушка
Травление активной зоны
После этого структура резиста плотно затвердела и применяется несколько других трюков, чтобы обеспечить хорошее сцепление и химическую стойкость во время следующего вытравливания во фтороводороде, который переносит эту структуру на слой подзатворного оксида и открывает окна к голому кремнию для легирования. Эти регионы позже станут истоком и стоком транзистора.
Частицы замыкают затвор
Легированные кристаллы с вытравленными затворами
После этого производится легирование, то есть введение примесей из твёрдого или жидкого источника. В качестве твёрдого источника применяется диск нитрида бора, размещённый поблизости (менее 2 мм) от пластины в трубчатой печи. Как вариант, можно приготовить жидкостный источник из фосфорной или борной кислоты в воде или растворителе — и провести легирование по стандартному процессу преднанесения/погружения во фтороводород/диффундирования/удаления глазури.
Вышеупомянутые шаги формирования рисунка затем повторяются дважды для подзатворного оксида и контактного слоя. Подзатворный оксид должен быть гораздо тоньше (менее ~750 Å), чем защитный оксид, поэтому зоны между стоком/истоком вытравливаются — и там выращивается более тонкий оксид. Затем, поскольку вся пластина оксидировалась на шаге легирования, нужно вытравить контактные окна, чтобы установить контакт металлического слоя с легированными зонами истока/стока.
Теперь все транзисторы сформированы и готовы к межсоединениям с выходом на выводную рамку. Защитный слой алюминия (400−500 нм) распыляется или термически напыляется на пластину. Альтернативой был бы метод взрывной литографии (lift-off process), когда сначала формируется фоторезист, а затем осаждается металл.
Напылённый металл
Напылённый металл
Затем на слое металла формируется рисунок методом фотолитографии и происходит травление в горячей фосфорной кислоте, чтобы завершить изготовление интегральной схемы. Заключительные шаги перед тестированием — это визуальный осмотр и высокотемпературный отжиг алюминия для формирования омических переходов.
Микросхема теперь готова для упаковки и тестирования.
У меня нет установки микросварки (принимаю пожертвования!), поэтому сейчас процесс тестирования ограничен прощупыванием пластины острым пинцетом или использованием платы flip-chip (трудно выровнять) c подключением к характериографу. Дифференциальный усилитель также эмпирически тестируется в цепи для проверки работоспособности.
Кривая IV
Кривая IV
Кривая FET Ids/Vds от с предыдущего устройства NMOS
Конечно, эти кривые далеки от идеальных (в том числе из-за излишнего сопротивления контактов и других подобных факторов), но я ожидаю улучшения характеристик, если раздобуду установку микросварки. Этим могут частично объясняться и некоторые отличия от кристалла к кристаллу. Скоро я добавлю на эту страницу новые кривые IV, характеристики транзистора и дифференциального усилителя.
Микросхемы, виды, свойства и назначение. ЧП Скупка РЭК

История микросхем
Микросхема является миниатюрным электронным блоком, в корпус которого «входят» пассивные и активные радиоэлектронные компоненты (транзистор, резистор, диод и прочие). Количество РЭК в микросхеме может варьироваться от десяти до нескольких сотен и тысяч. Даже одна современная микросхема порой заменяет большой электронный блок в любом оборудовании: в компьютере, электронно-вычислительных машинах, часах, телефонах.
Всего лишь с четверть века тому назад радиолюбители, производители всех стран, специалисты в радиоэлектронной области не могли и представить себе, что электронная лампа в скором времени уступить свое важное место в радио и электроаппаратуре полупроводниковым деталям, транзисторам, а затем и транзисторы постепенно начнут сдавать свои позиции, уступив свое место полупроводникам новейшего поколения – микросхемам. На сегодняшний день наибольшее применение имеет интегральная микросхема (ИМС).
Применение микросхем
Современные модели микросхем имеют широкое использование практически во всех сферах промышленности. Можно сказать, что где существует какое-либо оборудование, аппаратура, там присутствуют и микросхемы:
- Радиоэлектронная промышленность;
- Медицина;
- Военная отрасль;
- Авиация и космическая сфера;
- Кораблестроение;
- Точное приборостроение и многие другие отрасли.
Микросхемы производят в пластмассовом, металлическом, керамическом корпусе, чаще всего от материала корпуса зависит и цена на устройство. На стоимость влияет и функциональное назначение микросхемы, наносимое на компонент специальной маркировкой.
История создания микросхемы
Первые микросхемы имели значительные габариты, были тяжеловатыми, по сравнению с современными, слегка уродливыми, неаккуратными, отовсюду торчали соединительные провода. Но даже такая «микросхема», точнее прототип современной, все-таки работала.
Современные микросхемы нашли свое применение в промышленном производстве не очень давно, но разработка этого устройства началась еще лет шестьдесят назад американским инженером Джеком Килби. Впервые прототип был показан Джеком своему начальству в 1958 году. А началось это летним жарким днем, когда практически все служащие отдела находились в отпуске, Килби сидел и лениво размышлял, как упростить некое устройство. И тут его осенило, что эффективно и удобно будет, если создать из полупроводниковых деталей, не просто транзистор, а всю электрическую схему, поместив ее на плату. Создавался первый в мире прототип «микросхемы» на германиевой пластине, на нее инженер встроил детали электрической цепи, которая преобразовывала в переменный ток постоянный. Все блоки МС были соединены металлическими проводами, которые не припаивались, а находились в подвесном состоянии. Всё это выглядело очень нелепо, но работало. Со временем и множеством усовершенствований, микросхему начали выпускать серийно, но все же эта деталь абсолютно не дотягивала до своего названия «микро». В 2000 году Килби получил Нобелевскую премию за разработку данного элемента.
Микросхемы, их виды по технологическому производству
Интегральные;
Гибридные;
Пленочные;
Смешанные.
Микросхемы по типу обрабатываемого сигнала
Цифровые микросхемы
- Микросхема;
- МСU;
- МС памяти;
- Триггер;
- Регистр;
- Шифратор;
- Сумматор;
- Мультиплексоры.
Аналоговые микросхемы
- стабилизаторы тока, напряжения;
- микросхемы, управляющие импульсным источником питания;
- генератор сигнала;
- преобразователь сигнала;
- аналоговый умножитель;
- датчик.
Аналогово-цифровая МС
- Аналоговые, цифровые преобразователи
- Трансиверы
- Коммутаторы
- Модуляторы/демодуляторы и другие.
Микросхемы, вышедшие из строя, не всегда поддаются ремонту. Если у вас скопилось некоторое количество подобных деталей, МС б/у или новых, но морально устаревших, мы предлагаем их продать нашей компании.
Делаем микросхемы дома — шаги 0 и 1 / Habr
В этой статье я расскажу о начале своей работы над совершенно безбашенной задачей: конечная цель в том, чтобы получить рабочую микросхему по «толстым» нормам (5-10µm) дома. Это не первое апреля и я не сумасшедший, это просто моё хобби.Возникла эта идея не сейчас и неспроста. С детства я хотел быть газосварщиком, и… делать микросхемы. И если по первому пункту мне достаточно быстро удалось сделать дома сварочный аппарат (бутан-водород/кислород), то с микросхемами все никак не складывалось. Долгое время все мысли останавливались на том, что я не знал где можно взять собственно полупроводники необходимой чистоты (и мысли останавливались на ковырянии мощных транзисторов), пока на форуме не подсказали что в принципе, можно и купить пластины. Затем я даже наткнулся на человека, который 20 лет работал над похожей задачей, и в итоге сдался. Пожалуй, тут можно было опустить руки и перестать тратить время на глупые мечты. Но, однажды я увидел ролик чудовищно гениальной женщины – Jeri Ellsworth – она смогла сделать отдельные полевые транзисторы на основе заводских пластин – и тогда я решил, что настало время поплотнее заняться этой проблемой.
В этой статьях я расскажу о своём текущем прогрессе, но не ждите быстрого продолжения – весь процесс может легко занять пару лет.
Шаг 0:
Были скуплены все книги по теме из местных Интернет-магазинов (как раз на 1 полку), повыкачаны из торрентов все доступные сборники оцифрованных книг. Теоретической информации там конечно много, но с практической стороны – многое покрыто мраком. Даже старые техпроцессы в деталях не описаны нигде, и потому придется много пробовать. Также перерыл интернет в поисках местных поставщиков всех потенциально необходимых материалов (собственно кремний, фоторезисты, химия, газы). Пока найти не удалось местную компанию которая может изготавливать асферическую оптику из оптического/кварцевого стекла – но это в ближайший год не станет препятствием.
Шаг 1: Кремний
Монокристаллический кремний – сердце домашней микросхемы. Вырастить дома – хоть и реально (по моим безумным меркам), но чертовски дорого. Потому я стал гуглить местных производителей кремния – кто-то говорил что они свернули производство и занимаются только сдачей помещений в аренду, кто-то не отвечал, пока наконец я не дошел до компании Терасил – там я наконец смог купить все что мне нужно. Самое главное – разрезанные и отполированные пластины монокристаллического кремния легированного в P и N тип (справа на фото).
Далее – куча разбитых пластин для тренировки. Потренировался раскалывать пластину на кусочки (оказалось, что они все с ориентацией кристаллической решетки 111 – раскалываются треугольниками, а не квадратами). Т.к они еще не отполированы – я попробовал и отполировать – провал полный: паста гои кремний не берет, нужна алмазная паста. Если со временем получится полировать, можно будет пробовать делать солнечные батареи (а из монокристаллического кремния они получаются довольно эффективные).
И наконец – кусочки монокристаллического кремния. Те что толстые слева – погрязнее (но достаточно чистые для микросхем), 2 тоненьких справа – сверхчистые, намного выше требований чистоты кремния для обычных микросхем. Само собой, разрезать их дома не выйдет (если конечно не завалялась алмазная дисковая пила) – только разбить. Нужны для того чтобы пробовать осаждать пленки аморфного кремния химическим (PE CVD Sih5) или физическим (испарение в вакууме) путем.
Какие дальше стоят задачи
- В первую очередь – строительство печи на 1200 градусов для маленького образца. Промышленные печи под такую температуру в квартире не поставить, и стоят огого. Потому буду пробовать нагревать образец галогеновыми лампами с рефлекторами.
- Переезд в отдельную квартиру: меня сразу выгонят увидев бородатого мужика в противогазе и резиновых перчатках с кучей подозрительных баночек.
- Далее – необходимая химия и фоторезисты – и можно пробовать делать 1 транзистор по процессу Jeri.
Что я ищу и пока не нахожу
В первую очередь – это информация. Хотелось бы иметь контакты людей, которые работают на производстве – ведь я соберу все грабли, которые технологи собирали последние 50 лет Затем – информация о техпроцессах и главное – библиотеки под толстые техпроцессы – пока мне их не удалось достать, а из отдельных транзисторов особо не по-проектируешь. Ну и наконец, хочу найти разработчика ASIC, который показал бы мне основные шаги разработки (кое-что я думаю что знаю, но много пробелов и я могу ошибаться сильно). По всем этим вопросам приглашаю на форум по этому проекту (English only).
Комментарии / мнения — в студию.
Печатная плата — Википедия
 Печатная плата со смонтированными на ней электронными компонентами.
Печатная плата со смонтированными на ней электронными компонентами.  Гибкая печатная плата с установленными деталями объёмного и поверхностного монтажа.
Гибкая печатная плата с установленными деталями объёмного и поверхностного монтажа. 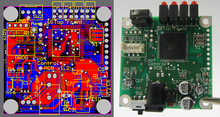 Чертеж платы в CAD-программе и готовая плата
Чертеж платы в CAD-программе и готовая плата 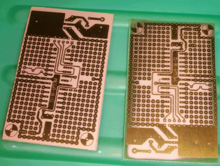 Две макетных платы для микроконтроллера ATmega8. На левой плате: сверху место для силовых транзисторов, под ним разъём программатора. В центре место для микросхемы, слева от неё — место для «кварца». По кромке платы проведены дорожки питания и «земли».
Две макетных платы для микроконтроллера ATmega8. На левой плате: сверху место для силовых транзисторов, под ним разъём программатора. В центре место для микросхемы, слева от неё — место для «кварца». По кромке платы проведены дорожки питания и «земли». 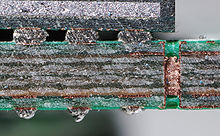
Печа́тная пла́та (англ. printed circuit board, PCB, или printed wiring board, PWB) — пластина из диэлектрика, на поверхности и/или в объёме которой сформированы электропроводящие цепи электронной схемы. Печатная плата предназначена для электрического и механического соединения различных электронных компонентов. Электронные компоненты на печатной плате соединяются своими выводами с элементами проводящего рисунка обычно пайкой.
В отличие от навесного монтажа, на печатной плате электропроводящий рисунок выполнен из фольги, целиком расположенной на твёрдой изолирующей основе. Печатная плата содержит монтажные отверстия и контактные площадки для монтажа выводных или планарных компонентов. Кроме того, в печатных платах имеются переходные отверстия для электрического соединения участков фольги, расположенных на разных слоях платы. С внешних сторон на плату обычно нанесены защитное покрытие («паяльная маска») и маркировка (вспомогательный рисунок и текст согласно конструкторской документации).
Виды печатных плат[править | править код]
В зависимости от количества слоёв с электропроводящим рисунком печатные платы подразделяют на:
- односторонние (ОПП): имеется только один слой фольги, наклеенной на одну сторону листа диэлектрика;
- двухсторонние (ДПП): два слоя фольги;
- многослойные (МПП): фольга не только на двух сторонах платы, но и во внутренних слоях диэлектрика. Многослойные печатные платы получаются склеиванием нескольких односторонних или двухсторонних плат[1].
По мере роста сложности проектируемых устройств и плотности монтажа увеличивается количество слоёв на платах[1].
По свойствам материала основы:
Печатные платы могут иметь свои особенности в связи с их назначением и требованиями к особым условиям эксплуатации (например, расширенный диапазон температур), или особенности применения (например, платы для приборов, работающих на высоких частотах).
Материалы[править | править код]
Основой печатной платы служит диэлектрик, наиболее часто используются такие материалы, как стеклотекстолит, гетинакс.
Также основой печатных плат может служить металлическое основание, покрытое диэлектриком (например, анодированный алюминий), поверх диэлектрика наносится медная фольга дорожек. Такие печатные платы применяются в силовой электронике для эффективного теплоотвода от электронных компонентов. Для дальнейшего улучшения тепловых характеристик металлическое основание платы может крепиться к радиатору.
В качестве материала для печатных плат, работающих в диапазоне СВЧ и при температурах до 260 °C, применяется фторопласт, армированный стеклотканью (например, ФАФ-4Д)[2], и керамика. Такие платы имеют следующие ограничения:
- в керамике обычно невозможно выполнение отверстий, а в ФАФ-4Д — металлизация отверстий;
- сами по себе такие платы не могут быть несущей конструкцией, поэтому используются совместно с подложкой (основанием).
Существуют современные материалы и технологии, позволяющие преодолеть первое ограничение, но не второе.
Гибкие платы делают из полиимидных материалов, таких как каптон.
Конструирование плат происходит в специализированных программах автоматизированного проектирования. Наиболее известны Altium Designer, P-CAD, OrCAD, TopoR, Specctra, Proteus, gEDA, KiCad и др.[3] Сам процесс конструирования в русском языке часто именуют сленговым словом разводка, подразумевая процесс прокладки проводников.
Стандарты[править | править код]
В России существуют стандарты на конструкторскую документацию печатных плат в рамках Единой системы конструкторской документации:
- ГОСТ 2.123-93 «Единая система конструкторской документации. Комплектность конструкторской документации на печатные платы при автоматизированном проектировании»;
- ГОСТ 2.417-91 «Единая система конструкторской документации. Платы печатные. Правила выполнения чертежей».
Другие стандарты на печатные платы:
- ГОСТ Р 53386-2009 «Платы печатные. Термины и определения»;
- ГОСТ Р 53429-2009 «Платы печатные. Основные параметры конструкции». В России данный национальный стандарт задаёт классы точности печатных плат и соответствующие геометрические параметры. Также нормируются основные электрические параметры проводников и диэлектриков. Данный стандарт является переработкой регионального стандарта ГОСТ 23751-86;
- ГОСТ 23752-79 «Платы печатные. Общие технические условия». Стандарт регламентирует технические требования к изготовленным печатным платам, правила приёмки, методы испытаний и др.
Типовой процесс[править | править код]
Рассмотрим типовой процесс проектирования печатной платы по готовой принципиальной электрической схеме: [4]
- Подготовка к проектированию:
- Импорт принципиальной электрической схемы в базу данных САПР печатной платы. Как правило, подготовка схемы выполняется в отдельной схемотехнической САПР. Некоторые пакеты САПР содержат компоненты как схемотехники, так и конструирования. Другие САПР печатных плат не имеют схемотехнического редактора в своём составе, только импортируя электрическую схему популярных форматов.
- Ввод в САПР компонентов (чертежей каждого компонента, расположения и назначения выводов и др). Обычно при этом используются готовые библиотеки компонентов, поставляемые разработчиками САПР.
- Уточнение у будущего изготовителя печатной платы его технологических возможностей (имеющиеся материалы, количество слоёв, класс точности, допустимые диаметры отверстий, возможность покрытий и т.п.). На основании этих данных производится предварительный выбор материала платы, количества слоёв металлизации, толщины материала и фольги, класс точности, и они же являются исходными данными для конфигурирования DRC (см. ниже), используемыми как для автоматической разводки, так и для проверки разведённой платы. Чаще всего оптимален фольгированный стеклотекстолит толщиной 1,5 мм с толщиной фольги 18 или 35 мкм.
- Конструирование платы:
- Определение конструкции печатной платы (контур и габаритные размеры, крепёжные отверстия, максимально допустимая высота компонентов). Вычерчивание габаритов (краёв) платы, вырезов и крепёжных отверстий, областей запрета размещения компонентов. Размещение конструктивно-привязанных деталей: разъёмов, индикаторов, кнопок и др. Определение правил расположения критичных проводников: выделение областей прокладки сильноточных проводников и шин питания; компоновка высокочастотных и дифференциальных линий, определение методов прокладки и экранировки чувствительных к помехам цепей и цепей — источников помех.[5]
- Выполнение автоматического или ручного размещения компонентов. Обычно стремятся разместить все компоненты на одной стороне платы, поскольку двусторонний монтаж деталей заметно дороже в производстве.
- Запуск автоматического трассировщика. При неудовлетворительном результате — переразмещение компонентов. Эти два шага зачастую выполняются десятки или сотни раз подряд. В некоторых случаях трассировка печатных плат (отрисовка дорожек) производится вручную полностью или частично.
- Проверка платы на ошибки (DRC, Design Rules Check): проверка на зазоры, замыкания, наложения компонентов и др.
- В некоторых случаях требуется расчёт механических свойств полученной печатной платы: частоты собственного механического резонанса и ударной прочности. При необходимости изменяют опорные точки платы или размещение тяжёлых компонентов.
- Создание выходной конструкторской документации:
- Экспорт файла в формат, принимаемый изготовителем печатных плат, например, Gerber.
- Оформление конструкторской документации, согласно действующим стандартам, в которой указаны технические требования для изготовления печатной платы: наименование материала фольгированного основания, диаметры сверления всех типов отверстий, вид переходных отверстий (закрытые паяльной маской или открытые, лужёные), области гальванических покрытий и их тип, цвет паяльной маски и её тип, необходимость маркировки, способ обработки контура плат (фрезеровка или скрайбирование) и т.п. По согласованию с изготовителем требования могут указываться в сопроводительной записке.
Типичные ошибки конструирования[править | править код]
Производители печатных плат часто сталкиваются с неочевидными ошибками конструирования начинающими инженерами. Наиболее типичные ошибки[6]:
- Неверный выбор диаметра сверления отверстий для монтажа компонентов. В процессе изготовления платы часть просвета отверстия уходит на металлизацию, что может приводить к невозможности нормального монтажа компонента.
- Ошибки в согласовании требуемого размера контура печатной платы с методом его обработки. Разные методы обработки контура требуют соответствующего припуска.
- Ошибки при выборе отдельных размеров проводников, зазоров, отверстий, окантовки отверстий и т.п. Эти размеры определяют класс точности, а, значит, цену и сроки изготовления плат. Даже один элемент с ошибочно малым размером может переквалифицировать класс точности всей платы.
- Неравномерное распределение дорожек, полигонов и точек пайки на крупногабаритных печатных платах может приводить к короблению плат после пайки в печах.
- Отсутствие термозазора вокруг точек монтажа компонентов при подключении к крупным заливкам фольгой (полигонам или широким дорожкам) приводит к затруднениям и браку при пайке: медь является эффективным теплоотводом и затрудняет прогрев места пайки.
- Для плат, подлежащих лакированию, следует учитывать требования к расположению разъёмов и других не подлежащих лакированию компонентов. В противном случае растёт процент брака при попадании лака на контакты разъёмов.
Изготовление ПП возможно аддитивным или субтрактивным методом. В аддитивном методе проводящий рисунок формируется на нефольгированном материале путём химического меднения через предварительно нанесённую на материал защитную маску. В субтрактивном методе проводящий рисунок формируется на фольгированном материале путём удаления ненужных участков фольги. В современной промышленности применяется исключительно субтрактивный метод.
Весь процесс изготовления печатных плат можно разделить на четыре этапа:
- Изготовление заготовки (фольгированного материала).
- Обработка заготовки с целью получения нужных электрического и механического вида.
- Монтаж компонентов.
- Тестирование.
Часто под изготовлением печатных плат понимают только обработку заготовки (фольгированного материала). Типовой процесс обработки фольгированного материала состоит из нескольких этапов: сверловка переходных отверстий, получение рисунка проводников путём удаления излишков медной фольги, металлизация отверстий, нанесение защитных покрытий и лужение, нанесение маркировки.[7] Для многослойных печатных плат добавляется прессование конечной платы из нескольких заготовок.
Изготовление фольгированного материала[править | править код]
Фольгированный материал — плоский лист диэлектрика с наклеенной на него медной фольгой. Как правило, в качестве диэлектрика используют стеклотекстолит. В старой или очень дешёвой аппаратуре используют текстолит на тканевой или бумажной основе, иногда именуемый гетинаксом. В СВЧ-устройствах используют фторсодержащие полимеры (фторопласты). Толщина диэлектрика определяется требуемой механической и электрической прочностью, наиболее распространённая толщина как однослойных, так и многослойных плат составляет порядка 1,5 мм; для многослойных плат используются более тонкие слои диэлектрика.
На диэлектрик с одной или двух сторон наклеивают сплошной лист медной фольги. Толщина фольги определяется токами, под которые проектируется плата. Наибольшее распространение получила фольга толщиной 18 и 35 мкм, гораздо реже встречаются 70, 105 и 140 мкм. Такие значения исходят из стандартных толщин меди в импортных материалах, в которых толщина слоя медной фольги исчисляется в унциях (oz) на квадратный фут. 18 мкм соответствует ½ oz и 35 мкм — 1 oz. При аддитивных технологиях изготовления печатных плат используется нефольгированный диэлектрик.
Алюминиевые печатные платы[править | править код]
Светодиод на алюминиевой печатной платеОтдельную группу материалов составляют металлические печатные платы из алюминия. Алюминиевые платы часто используются, когда требуется отводить тепло через поверхность платы, например — в светодиодных светильниках. Их можно разделить на две группы.
Первая группа — решения в виде листа алюминия с качественно оксидированной поверхностью, на которую наклеена медная фольга. Такие платы нельзя сверлить, поэтому обычно их делают только односторонними. Обработка таких фольгированных материалов выполняется по традиционным технологиям химического нанесения рисунка. Иногда вместо алюминия применяют медь или сталь, ламинированные тонким изолятором и фольгой. Медь имеет бо́льшую теплопроводность, нержавеющая сталь платы обеспечивает коррозионную стойкость.[8]
Вторая группа подразумевает создание токопроводящего рисунка непосредственно в алюминии основы. Для этой цели алюминиевый лист оксидируют не только по поверхности, но и на всю глубину основы согласно рисунку токопроводящих областей, заданному фотошаблоном.[9][10]
Обработка заготовки[править | править код]
Получение рисунка проводников[править | править код]
При изготовлении плат используются химические, электролитические или механические методы воспроизведения требуемого токопроводящего рисунка, а также их комбинации.
Химический способ[править | править код]
Химический способ изготовления печатных плат из готового фольгированного материала состоит из двух основных этапов: нанесение защитного слоя на фольгу и травление незащищенных участков химическими методами.
В промышленности защитный слой наносится фотолитографическим способом с использованием ультрафиолетово-чувствительного фоторезиста, фотошаблона и источника ультрафиолетового света. Фоторезистом сплошь покрывают медь фольги, после чего рисунок дорожек с фотошаблона переносят на фоторезист засветкой. Засвеченный фоторезист смывается, обнажая медную фольгу для травления, незасвеченный фоторезист фиксируется на фольге, защищая её от травления.
Фоторезист бывает жидким или пленочным. Жидкий фоторезист наносят в промышленных условиях, так как он чувствителен к несоблюдению технологии нанесения. Пленочный фоторезист популярен при ручном изготовлении плат, однако он дороже. Фотошаблон представляет собой УФ-прозрачный материал с распечатанным на нём рисунком дорожек. После экспозиции фоторезист проявляется и закрепляется как и в обычном фотохимическом процессе.
В любительских условиях защитный слой в виде лака или краски может быть нанесен шелкотрафаретным способом или вручную. Радиолюбители для формирования на фольге травильной маски применяют перенос тонера с изображения, отпечатанного на лазерном принтере («лазерно-утюжная технология»).
Под травлением фольги понимают химический процесс перевода меди в растворимые соединения. Незащищенная фольга травится, чаще всего, в растворе хлорного железа или в растворе других химикатов, например медного купороса, персульфата аммония, аммиачного медно-хлоридного, аммиачного медно-сульфатного, на основе хлоритов, на основе хромового ангидрида[11]. При использовании хлорного железа процесс травления платы идёт следующим образом: FeCl3 + Cu → FeCl2 + CuCl. Типовая концентрация раствора 400 г/л, температура до 35 °C. При использовании персульфата аммония процесс травления платы идет следующим образом: (NH4)2S2O8 + Cu → (NH4)2SO4 + CuSO4[11].
После травления защитный рисунок с фольги смывается.
Механический способ[править | править код]
Механический способ изготовления предполагает использование фрезерно-гравировальных станков или других инструментов для механического удаления слоя фольги с заданных участков.
Лазерная гравировка[править | править код]
До недавнего времени лазерная гравировка печатных плат была слабо распространена в связи с хорошими отражающими свойствами меди на длине волны наиболее распространённых мощных газовых СО лазеров. В связи с прогрессом в области лазеростроения сейчас начали появляться промышленные установки прототипирования на базе лазеров.[12]
Металлизация отверстий[править | править код]
Переходные и монтажные отверстия могут сверлиться, пробиваться механически (в мягких материалах типа гетинакса) или прожигаться лазером (очень тонкие переходные отверстия). Металлизация отверстий обычно выполняется химическим или, реже, механическим способом.
Механическая металлизация отверстий выполняется специальными заклёпками, пропаянными отрезками провода или заливкой отверстия токопроводящим клеем (отверждаемой пастой). Механический способ дорог в производстве и потому применяется крайне редко, обычно — в высоконадёжных штучных решениях, специальной сильноточной технике или радиолюбительских условиях при штучном исполнении.
При химической металлизации в фольгированной заготовке сначала сверлятся отверстия, затем они металлизируются осаждением меди и только потом производится травление фольги для получения рисунка печати. Химическая металлизация отверстий — многостадийный сложный процесс, чувствительный к качеству реактивов и соблюдению технологии. Поэтому в радиолюбительских условиях практически не применяется. Упрощённо состоит из таких этапов:
- Нанесение на диэлектрик стенок отверстия проводящей подложки. Эта подложка очень тонкая, непрочная. Наносится химическим осаждением металла из нестабильных соединений, таких как хлорид палладия.
- На полученную основу производится электролитическое или химическое осаждение меди.
- В конце производственного цикла для защиты довольно рыхлой осаждённой меди применяется либо горячее лужение, либо отверстие защищается лаком (паяльной маской). Нелужёные переходные отверстия низкого качества являются одной из самых частых причин отказа электронной техники.
Прессование многослойных плат[править | править код]
Многослойные платы (с числом слоёв проводников более 2) собираются из стопки тонких двух- или однослойных печатных плат, изготовленных традиционным способом (кроме наружных слоёв пакета — их на этом этапе оставляют с нетронутой фольгой). Их собирают «бутербродом» со специальными прокладками (препреги). Далее выполняется прессование в печи, сверление и металлизация переходных отверстий. В последнюю очередь делают травление фольги внешних слоёв.[1] Поскольку толщина меди во внешних слоях увеличивается на величину гальванически осаждённой меди при металлизации переходных отверстий, это накладывает дополнительные ограничения на ширину дорожек и зазоров между ними.
Переходные отверстия в таких многослойных платах могут также делаться до прессования. Если отверстия делаются до прессования, то можно получать платы с так называемыми «глухими» и «слепыми» отверстиями (когда отверстие есть только в одном слое «бутерброда»), что позволяет уплотнить компоновку для сложных плат. Себестоимость производства в этих случаях ощутимо возрастает, что требует разумного компромисса в проектировании такого рода плат.
Нанесение покрытий[править | править код]
Возможны такие покрытия, как:
- Защитно-декоративные лаковые покрытия («паяльная маска»). Обычно имеет характерный зелёный цвет. При выборе паяльной маски следует учитывать, что некоторые из них непрозрачны и под ними не видно проводников.
- Декоративно-информационные покрытия (маркировка). Обычно наносится с помощью шелкографии, реже — струйным методом или лазером.
- Лужение проводников. Защищает поверхность меди, увеличивает толщину проводника, облегчает монтаж компонентов. Обычно выполняется погружением в ванну с припоем или волной припоя. Основной недостаток — значительная толщина покрытия, затрудняющая монтаж компонентов высокой плотности. Для уменьшения толщины излишек припоя при лужении сдувают потоком воздуха.
- Химические, иммерсионные или гальванические покрытия фольги проводников инертными металлами (золотом, серебром, палладием, оловом и т. п.). Некоторые виды таких покрытий наносятся до этапа травления меди.[13][14]
- Покрытие токопроводящими лаками для улучшения контактных свойств разъемов и мембранных клавиатур или создания дополнительного слоя проводников.
После монтажа печатных плат возможно нанесение дополнительных защитных покрытий, защищающих как саму плату, так и пайку и компоненты.
Механическая обработка[править | править код]
На одном листе заготовки зачастую помещается множество отдельных плат. Весь процесс обработки фольгированной заготовки они проходят как одна плата, и только в конце их готовят к разделению. Если платы прямоугольные, то фрезеруют несквозные канавки, облегчающие последующее разламывание плат (скрайбирование, от англ. scribe царапать). Если платы сложной формы, то делают сквозную фрезеровку, оставляя узкие мостики, чтобы платы не рассыпались. Для плат без металлизации вместо фрезеровки иногда сверлят ряд отверстий с маленьким шагом. Сверление крепежных (неметаллизированных) отверстий также происходит на этом этапе.
См. также: ГОСТ 23665-79 Платы печатные. Обработка контура. Требования к типовым технологическим процессам.
По типовому техпроцессу отделение плат от заготовки происходит уже после монтажа компонентов.
Монтаж компонентов[править | править код]
Пайка является основным методом монтажа компонентов на печатные платы. Пайка может выполняться как вручную паяльником, так и с помощью специально разработанных технологий групповой пайки.
Установка компонентов[править | править код]
Установка компонентов может выполняться как вручную, так и на специальных автоматах-установщиках. Автоматическая установка уменьшает вероятность ошибки и значительно ускоряет процесс (лучшие автоматы устанавливают несколько компонентов в секунду).
Пайка волной[править | править код]
Основной метод автоматизированной групповой пайки для выводных компонентов. С помощью механических активаторов создаётся длинная волна расплавленного припоя. Плату проводят над волной так, чтобы волна едва коснулась нижней поверхности платы. При этом выводы заранее установленных выводных компонентов смачиваются волной и припаиваются к плате. Флюс наносится на плату губчатым штемпелем.
Пайка в печах[править | править код]
Основной метод групповой пайки планарных компонентов. На контактные площадки печатной платы через трафарет наносится специальная паяльная паста (порошок припоя в пастообразном флюсе). Затем устанавливаются планарные компоненты. Затем плату с установленными компонентами подают в специальную печь, где флюс паяльной пасты активизируется, а порошок припоя плавится, припаивая компонент.
Если такой монтаж компонентов выполняется с двух сторон, то плата подвергается этой процедуре дважды — отдельно для каждой стороны монтажа. Тяжелые планарные компоненты устанавливаются на капельки клея, которые не позволяют им упасть с перевернутой платы во время второй пайки. Легкие компоненты удерживаются на плате за счёт поверхностного натяжения припоя.
После пайки плату обрабатывают растворителями с целью удаления остатков флюса и других загрязнений, либо, при использовании безотмывочной паяльной пасты, плата готова сразу для некоторых условий эксплуатации.
Финишные покрытия[править | править код]
После пайки печатную плату с компонентами покрывают защитными составами: гидрофобизаторами, лаками (например, УР-231), средствами защиты открытых контактов. В отдельных случаях для работы платы в условиях сильных вибраций плата может быть целиком залита в резиноподобный компаунд.
Испытания и контроль[править | править код]
Для массового промышленного производства печатных плат разработаны автоматизированные методы контроля качества.
При контроле правильности монтажных соединений, осуществляют проверку электрических соединений на отсутствие обрывов или замыканий между ними.
При контроле качества монтажа электронных компонентов применяют оптические методы контроля. Оптический контроль качества монтажа выполняется с помощью специализированных стендов с видеокамерами высокого разрешения. Стенды встраиваются в технологическую линию на этапах:
- контроля рисунка проводников, контура печатной платы и диаметров отверстий.
- контроля равномерности и дозировки нанесения паяльной пасты.
- контроля точности установки компонентов.
- контроля результатов пайки (оплавления припоя или пайки волной). Типовые дефекты пайки, выявляемые оптическими системами:
- Смещение компонентов в процессе пайки.
- Короткие замыкания.
- Недостаток и избыток припоя.
- Коробление печатных плат.
Подложки гибридных микросхем представляют собой нечто похожее на керамическую печатную плату, однако обычно используют другие техпроцессы:
- Толстоплёночная технология: Шелкографическое нанесение рисунка проводников металлизированной пастой с последующим спеканием пасты в печи. Технология позволяет создавать многослойную разводку проводников благодаря возможности нанесения на слой проводников слоя изолятора теми же шелкографическими методами, а также толстоплёночные резисторы.
- Тонкоплёночная технология: Формирование проводников фотолитографическими методами либо осаждение металла через трафарет.
Керамические корпуса электронных микросхем и некоторых других компонентов также выполняются с привлечением технологий гибридных микросхем.
Мембранные клавиатуры часто выполняют на плёнках методом шелкографии и спекания легкоплавкими металлизированными пастами.
- Пирогова Е. В. Проектирование и технология печатных плат: Учебник. — М.: ФОРУМ: ИНФРА-М, 2005. — 560 с. — (Высшее образование). — ISBN 5-16-001999-5. — ISBN 5-8199-0138-X.
Микросхемы и их применение
Стремительно внедряясь в различные отрасли радиоэлектронной номенклатуры — от самых сложных комплексов управления до приборов и устройств бытового назначения, интегральная микросхема в значительной мере расширила сферы ее применения в радиоэлектронных средствах, обеспечив тем самым громадные экономические эффекты от ее использования.

В совокупности с этими новшествами возникла острая проблема в предоставлении широкому читательскому кругу, интересующимся успешными новаторскими разрешениями в электронике и имеющий определенный опыт работ в отрасли, с практическими вопросами по применению интегральных микросхем, которые созданы в отечественной промышленности, с особыми условиями в конструировании радиоэлектронной техники на их основе.
В разработку радиоэлектронной техники все больше применяют универсальные микропроцессоры.
Стало заметным появление первых отечественных однокристальных микро-ЭВМ.
В предлагаемом читательской аудитории книжном ресурсе отражены материалы общего характера по интегральным микросхемам, выпускаемых отечественной промышленностью, приведены основные параметры, рассмотрены конструктивные изменения некоторых видов микросхем. Изменены составы в основной серии аналоговых и цифровых микросхем, приведены ряд особенностей и примеров по применению микросхем в технических разработках радиолюбителей.

Отражены также особенности в проектных конструкциях и эксплуатации изделий на интегральных микросхемах.
В целом, основная задача книжного издания — показать технические возможности интегральных микросхем и условий их эксплуатации на базе практического опыта.
Скачать или читать онлайн
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.