


КИТАЙСКИЕ ИНВЕРТОРЫ
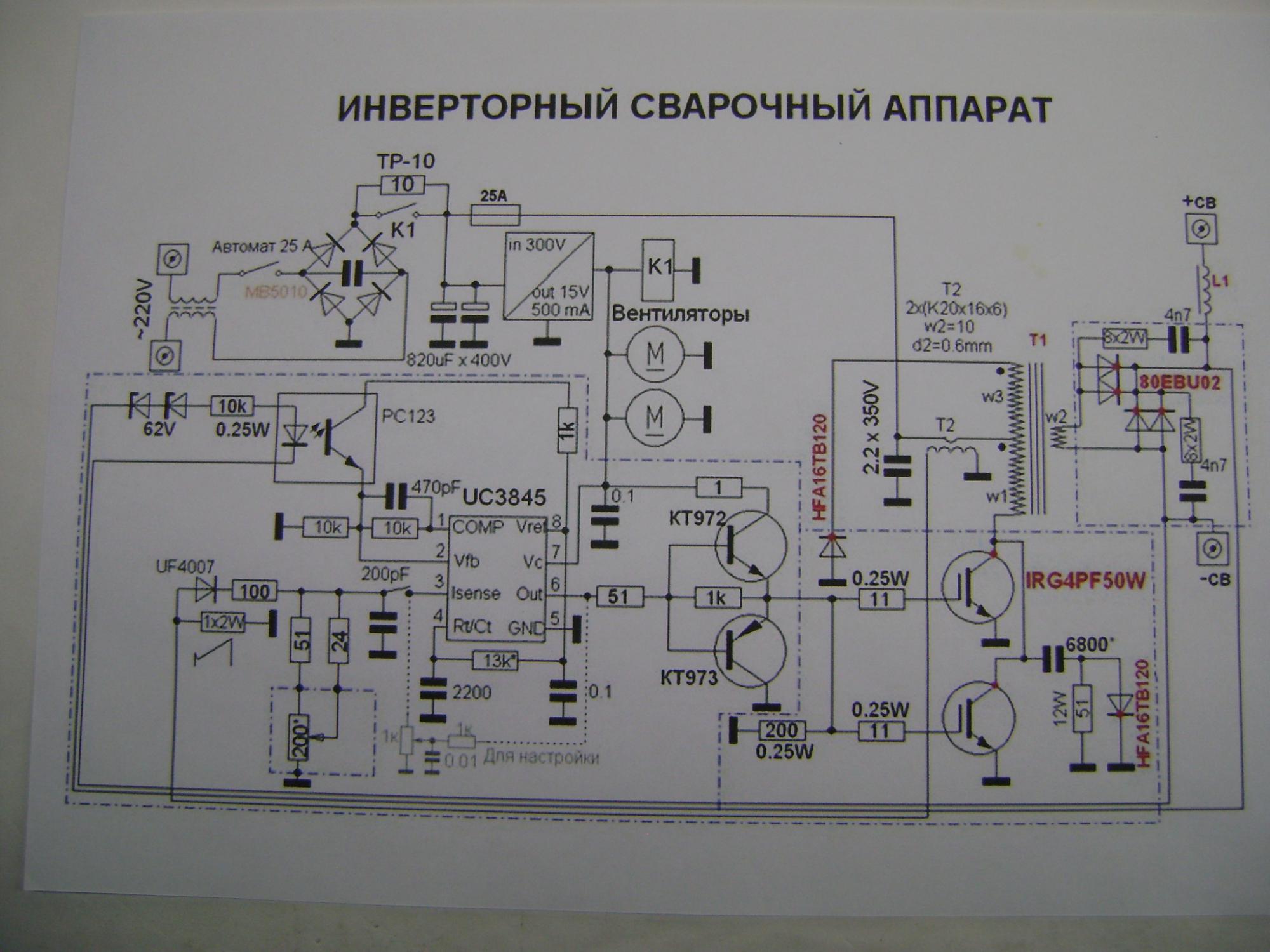
Сейчас уже почти не осталось людей, которые бы отправляясь в магазин за сварочным аппаратом, остановили свой выбор на традиционном сварочнике с большим трансформатором. Сварочные аппараты инверторного типа (со встроенным преобразователем), имеют настолько неоспоримые преимущества перед обычными, что единственным их недостатком являлась высокая цена. Однако ситуация изменилась с массовым приходом на наши рынки недорогих, даже скажу — дешёвых, китайских инверторов. Конечно опытный электронщик может собрать сварочное устройство своими руками, но в нашем областном торговом центре цена промышленных китайских инверторов в пределах всего 170 — 300уе. Так стоит ли овчинка выделки? Конечно надёжность китайского инвертора не на высоте, но при гарантии один год оно того стоит. Здесь приводятся параметры некоторых популярных моделей китайских сварочных инверторов, представленных в интернет магазинах. Типовая схема китайского инвертора, на примере модели TIG200.
Сварочный инвертор NBC
Модель инвертора NBC-350 NBC-500 NBC-630
Входное напряжение 380+/-10% 380+/-10% 380+/-10%
Мощность потребления, кВт 14 25 37
Ток потребления 25 46 66
Напряжение сварки 14-40 17-50 17-50
Ток сварки 60-350 60-500 60-630
Диаметр электрода 0.8-1.6 1.0-1.6 1.0-2.0
КПД 89% 89% 89%
Сварочный инвертор TIG
Модель инвертора TIG-160 TIG-200 TIG-250 TIG-315 TIG-400
Ток потребления 20A 28A 9.6A 13.6A 20A
Напряджение х.х. 56V 56V 54V 68V 60V
Ток сварки 15-160A 15-200A 15-250A 15-315A 15-400A
КПД 0.8 0.8 0.8 0.8 0.8
Сварочный инвертор WS
Модель инвертора WS-160 WS-200 WS-250 WS-315 WS-400
Напряджение х.х. 56V 56V 54V 68V 60V
Ток сварки 15-160A 15-200A 15-250A 15-315A 15-400A
КПД 0.
 8 0.8 0.8 0.8 0.8
8 0.8 0.8 0.8 0.8Сварочный инвертор CUT
Модель инвертора CUT-40 CUT-60 CUT-80 CUT-100
Частота (Hz) 50/60 50/60 50/60 50/60
Ток потребления 22 11.9 17 22.8
Напряджение х.х. 230 240 240 240
Ток сварки 15-40 15-60 15-80 20-100
Напряжение по нагрузкой 96 104 112 120
Сварочный инвертор MMA
Модель инвертора MMA-160 MMA-200
Ток сварки 15-160 15-200
Ток потребления 33 43
Напряджение х.х. 56 56
Диаметр электрода 1.6-2.5 1.6-3.2
Напряжение по нагрузкой 26.4 28
КПД 80% 80%
Основные преимущества инверторов:
Замедлитель проводной дуги, высокий показатель точности; Антизалипание электрода;
Специальная технология управления, позволяющая улучшить форму, уменьшить брызганье, сварочное искажение, хорошую форму сварки, уровень смещения;
Используется пассивная коррекция коэффициента мощности;
Ток, напряжение — плавно регулируются в широком диапазоне значений;
Рабочий цикл сварки может быть длительный и непрерывный;
Доступная цена в интернет магазинах.

Форум по китайским инверторам
Форум по обсуждению материала КИТАЙСКИЕ ИНВЕРТОРЫ
| |||
| Файл | Краткое описание | |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| HY300.rar |
| 397 kb |
| ТИР630.rar |
| 8.57 Mb |
| kdm2.djvu |
| 449 kb |
| don-150.pdf |
| 95 kb |
| Triton.pdf |
| 131 kb |
| vdu506m.djvu |
| 2.2 Mb |
| IR200.pdf |
| 220 kb |
| GD4002U2.djvu |
| 3.29 Mb |
| BPS213.zip |
| 5.20 Mb |
| Privod_TPR.zip |
| 1.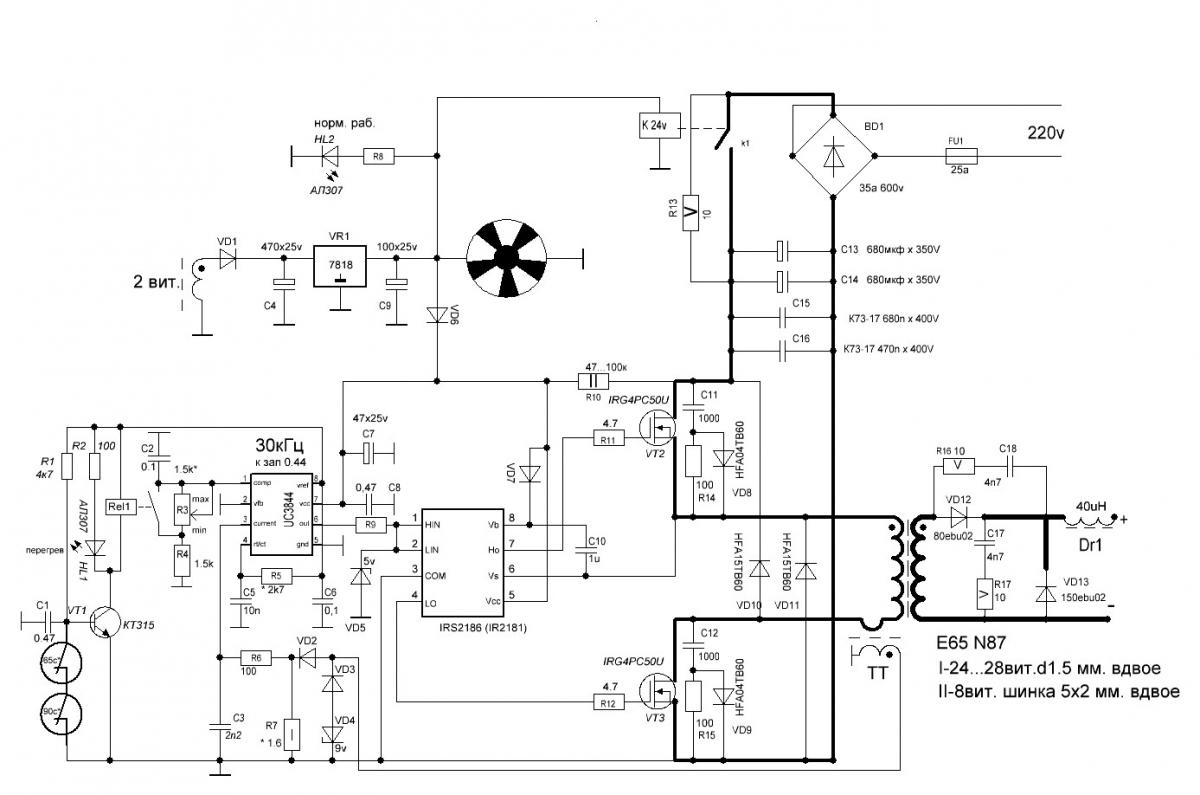 21 Mb 21 Mb |
| karat100m.gif |
| 66.9 kb |
| Udar300_Chipmaker_Mercury.djvu |
| 2.47 Мb |
| ps5000.jpg |
| 998 kb |
| Origo_MigC141-151_MagC171-201-251.pdf |
| |
| LKA150.pdf |
| 297 kb |
| Remote_Control_NO2.pdf |
| 226 kb |
| LKB400W.pdf |
| 1.08 Mb |
| DTA_400AC-DC.pdf |
| 1.19 Mb |
| Water_Cooler.pdf |
| 328 kb |
| LTG_Tigma160-161.zip |
| 3.87 Mb |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||


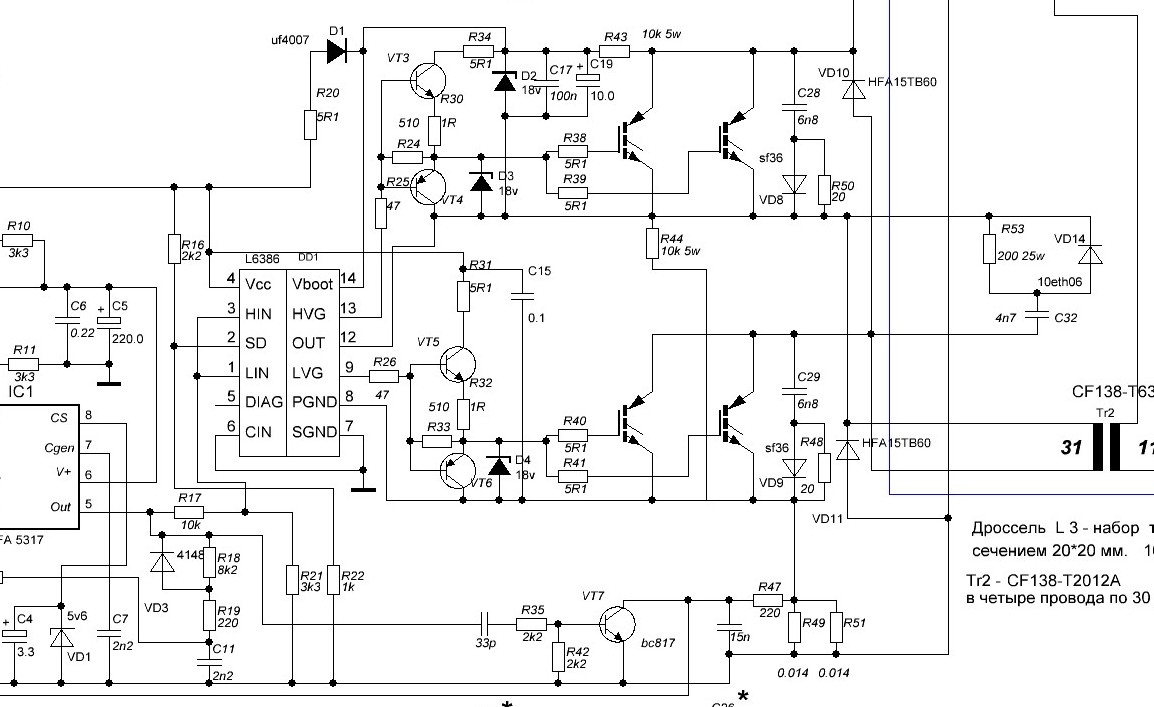
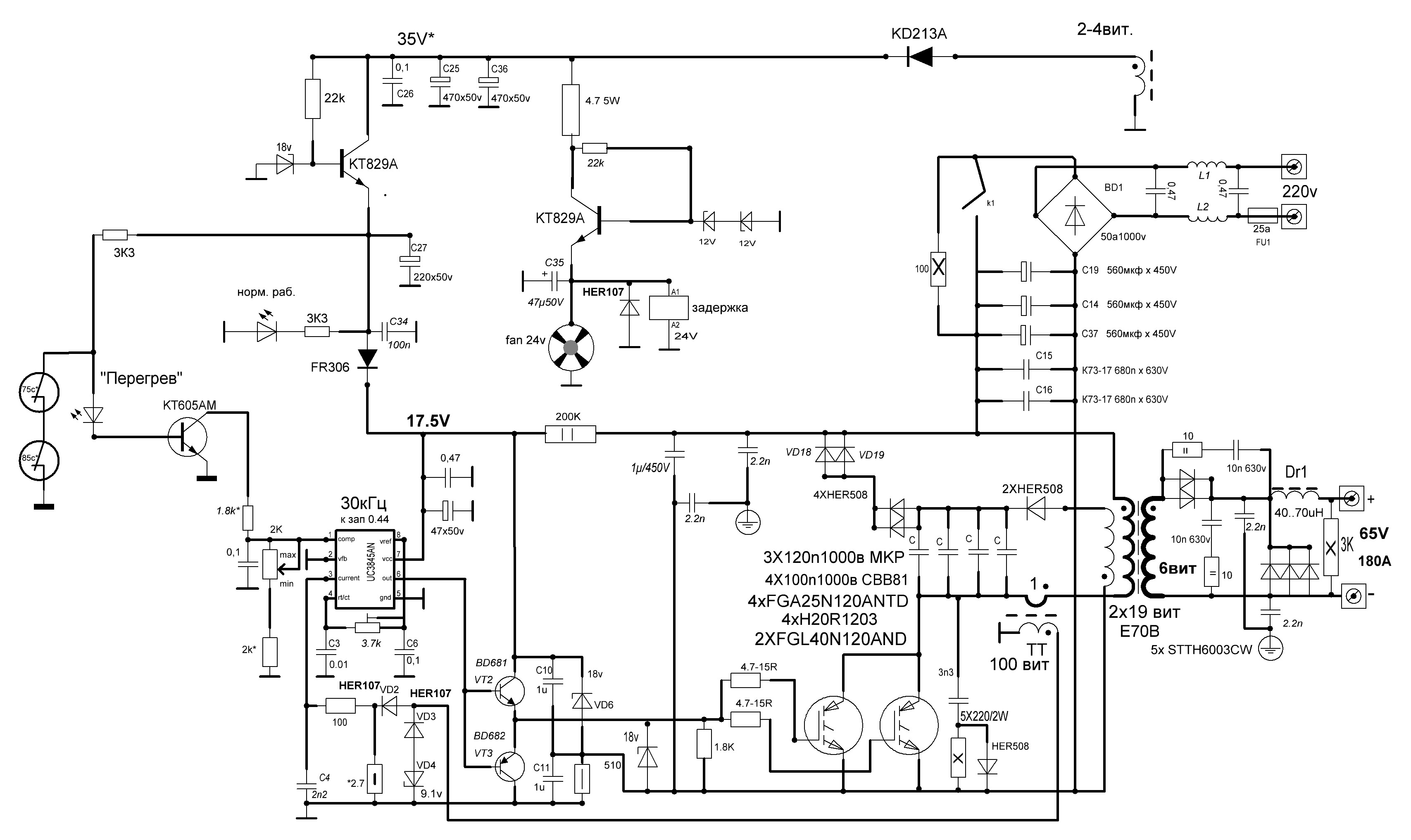
 Поскольку на платах отсутствовали позиционные обозначения элементов, то на схемах они прведены согласно рисунку
расположения элементов и, естественно, отличаются от заводских. Мощность ориентировочно 150 Вт, частота
преобразования 25 кГц. Схема силовой части весьма оригинальная (похожа на косой мост), такого несимметричного
включения транзисторов автор еще не встречал. Намоточные данные трансформаторов и дросселей в вордовском файле.
Поскольку на платах отсутствовали позиционные обозначения элементов, то на схемах они прведены согласно рисунку
расположения элементов и, естественно, отличаются от заводских. Мощность ориентировочно 150 Вт, частота
преобразования 25 кГц. Схема силовой части весьма оригинальная (похожа на косой мост), такого несимметричного
включения транзисторов автор еще не встречал. Намоточные данные трансформаторов и дросселей в вордовском файле.

Схема сварочного инвертора: принципиальная электрическая схема аппарата
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга.
 Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.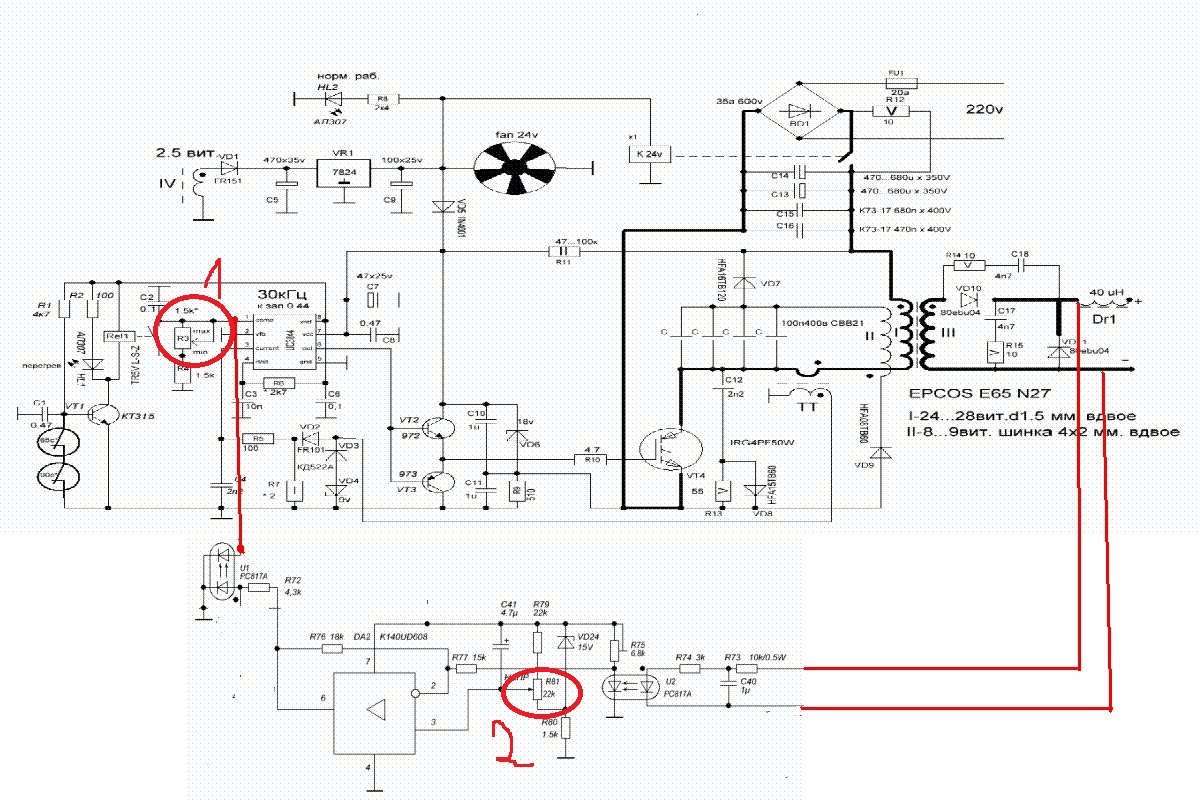
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги. Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями. Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок. Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями. Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.

Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Важно при покупке сложной аппаратуры и комплектующих выбирать надёжных производителей и особое внимание уделять качеству баллонов с газом, редукторов, шлангов и еврорукавов.
Схема инвертора для сварки
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором. Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями.
- Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание. Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь.
- Силовая часть с однотактным конвертором. В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Принципиальная схема сварочного аппарата
Электрическая цепь включает трансформатор на феррите. Для первичной обмотки используют 100 витков кабеля ПЭВ сечением 0,3 мм, вторичная состоит из провода толщиной 1 мм. Он наматывается 15 раз.
Верхний слой формируют из ПЭВ-кабеля сечением 0,35 мм. Обмотку создают по всей ширине каркаса, что помогает получить стабильное напряжение.
Другой важный элемент схемы – дроссель L2 – делается на сердечнике Ш20х28. Для обмотки используют феррит толщиной 2000 Нм. Зазор между витками составляет 0,5 мм. Силовой мост устанавливают на 2 радиатора, взятых из старого компьютера. В принципиальную схему инвертора включают 12-14 конденсаторов по 0,15 мкФ. Части моста соединяют короткими проводниками. Как должна выглядеть электрическая цепь, можно увидеть на фото.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Схемы Inverter 3200 и 4000
Для проведения ручной дуговой сварки можно использовать Inverter 4000 или 3200. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций:
- Защита от эффекта залипания электрода.
- Защита основных элементов от серьезного перепада напряжения.
- Контроль основных параметров дуги.
- Встроенный элемент охлаждения с контрольными датчиками.

При изготовлении инверторов была обеспечена защита по классу IP21. Мощность устройства составляет 5,3 кВт, питается от стандартной сети энергоснабжения. Подробная схема inverter 3200 pro определяет весьма привлекательные свойства этих моделей, за счет чего они получили широкое распространение.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.


У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор. Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие.
- Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период. Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
 Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.Защитные элементы в системе
Для предотвращения выхода из строя основных компонентов оборудования используют такие средства:
- Радиаторы. Устанавливаются рядом с выпрямителем для снижения риска перегрева этой детали.
- Термореле. Размещается на диодном мосту. Предохранитель прекращает подачу электрической энергии при нагреве узла до +80…+90 °С.
- Электромагнитный фильтр. Используется для отсеивания высокочастотных помех, возникающих при работе сварочного агрегата. В состав фильтра входят несколько конденсаторов и дроссель. Узел препятствует проникновению помех в электрическую сеть.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу.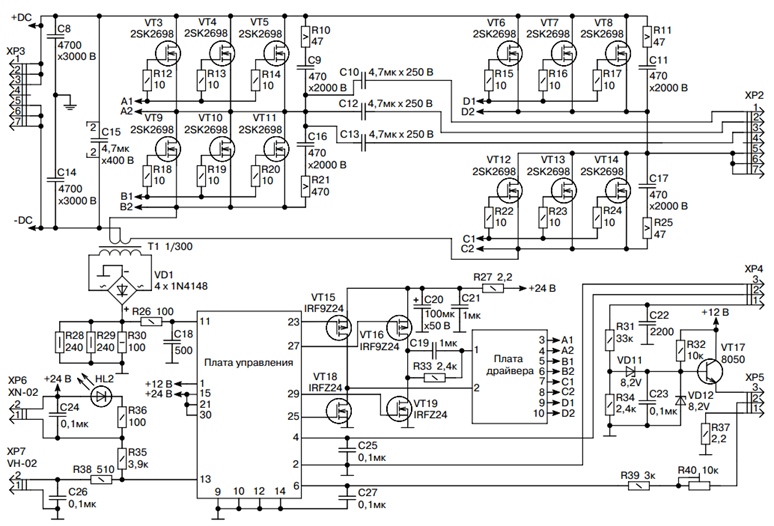 Достаточно важно обладать базовыми познаниями в сфере электротехники.
Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Защитные компоненты и схема управления
В процессе работы сварочный инвертор постоянно подвергается потенциальной опасности из-за возможных сбоев в сети и самой системе. Исключить негативные факторы помогают защитные элементы, установленные на различных участках схемы.
Предотвратить перегрев и сгорание транзисторов во время преобразований токов возможно при помощи специальных демпфирующих цепей. Другие блоки и узлы, присутствующие в электрической схеме и работающие под большими нагрузками, защищены элементами принудительного охлаждения. К каждому из них подключены термодатчики, отключающие питание при температурах нагрева, превышающих критическую отметку.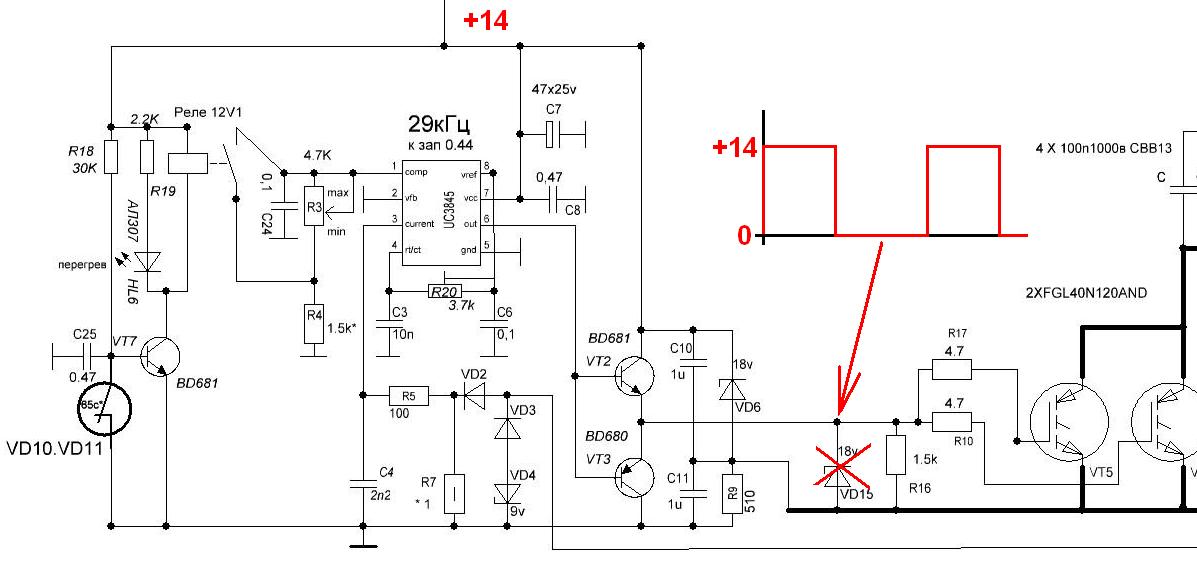 Внутри инверторной аппаратуры система охлаждения, состоящая из вентиляторов и радиаторов, занимает достаточно много места.
Внутри инверторной аппаратуры система охлаждения, состоящая из вентиляторов и радиаторов, занимает достаточно много места.
Каждая схема инвертора оборудуется ШИМ-контроллером, обеспечивающим управление всей электрической схемой. От него поступают сигналы к разделительному трансформатору, силовым диодам и транзисторам. Для эффективного управления всей системой самому контроллеру также требуется подача установленных электрических сигналов. Такие сигналы вырабатываются операционным усилителем, к которому на вход подается выходной ток, преобразованный в инверторе. Если его значение расходится с заданными показателями, усилитель выполняет формирование управляющего сигнала и далее передает его на контроллер. Такая схема позволяет своевременно отключить аппарат при возникновении критических ситуаций в электрической схеме.
Поэтапное описание сборки
Выполняется следующее:
Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов.
Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями.
Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В.
Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм.
Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно.
Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов.
Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается.
В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха.
Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки.
Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть.
О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы.
Самостоятельный подход к ремонту и эксплуатации
Самые важные элементы схемы уже описаны, остается лишь добавить, что сварочный инвертор — прибор не очень сложный, при желании и заинтересованности его можно собрать своими руками. По запросу: схемы сварочных инверторов скачать, можно найти огромное количество готовых схем и видеороликов о самостоятельной сборке сварочных инверторов и их ремонте на нашем сайте.
Если вы понимаете сам принцип работы аппарата, то, достав нужные запчасти, можно очень экономно подойти к вопросу, покупать ли инвертор, чинить его самим или отнести в мастерскую.
Еще по этой теме на нашем сайте:
- Плазменная резка металла своими руками – принцип плазменной резки металла Для принципа плазменной резки характерно использование электродов, способствующих возникновению электрической дуги. Так как образующаяся плазма достигает температуры до 30.000 градусов, происходит разделение обрабатываемого материала в…
- Самый простой сварочный инвертор своими руками — подбираем транзисторы Инвертор представляет собой прибор, который служит для сварки и резки чёрных и цветных металлов, а также нержавеющей стали. Основным его преимуществом является работа от постоянного…
- Сварка трубопроводов — соблюдаем ГОСТ при сварке труб Исходя из условий работы и прямого назначения, к трубам предъявляют целый список условий, установленных ГОСТом (специальный технические условия). Так, например, сварочные трубы, которые применяются во…
- Правильная сварка полуавтоматом — видео: начальная настройка полуавтомата и работа Сварочные полуавтоматы популярны среди не только среди профессионалов, но также среди любителей, исповедующих простое правило: хочешь сделать хорошо – сделай сам. Именно для них следующий…
 Именно для них следующий…
Именно для них следующий…Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Проверка работоспособности
После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В.
Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать.
После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной.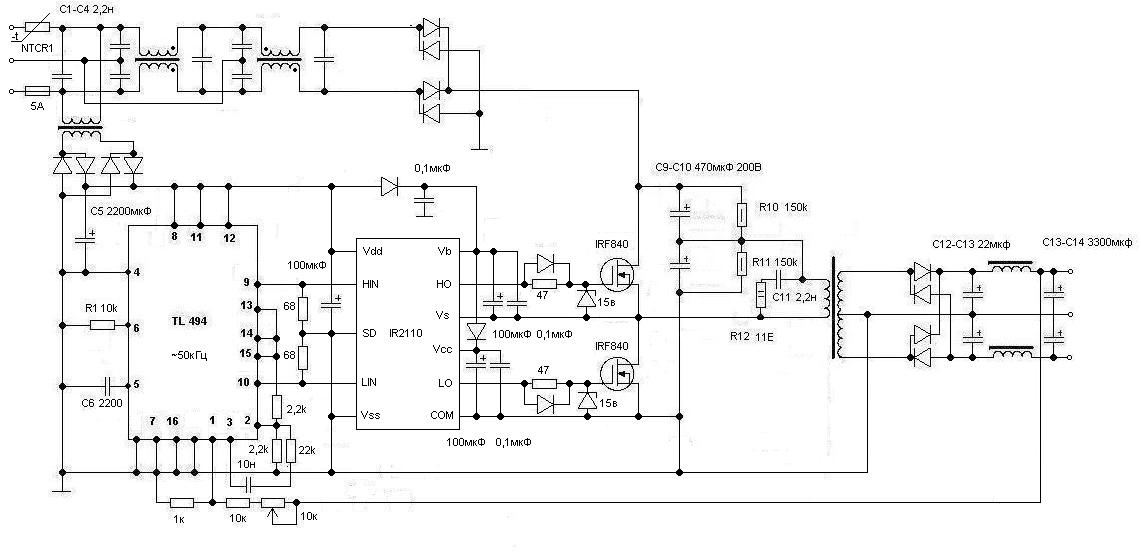
Cхемы сварочных инверторов
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Пайка платы.
Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву.
Схемы аппаратов Сварис
Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора.
Принципиальная электрическая схема в деталях: составляющие
Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Через них протекают огромные токи. Часть 1. При устройстве вторичной обмотки витки наматываются в несколько слоев. Если напряжение провода меньше В, значит, устройство неисправно. Схема китайского инвертора
Как пользоваться аппаратом
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Схемы сварочных инверторов с печатными платами
Устройство сварочного инвертора
Download link: Схемы сварочных инверторов с печатными платами
Это поможет повысить электробезопасность аппарата, и добиваться быстрого и достаточного охлаждения. Принципиальная схема: Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Один до сих пор жив, прошло уже два года. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Схема силовой части инверторной сварки Как собрать инверторную сварку: поэтапное описание + Видео Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы: 1 Корпус.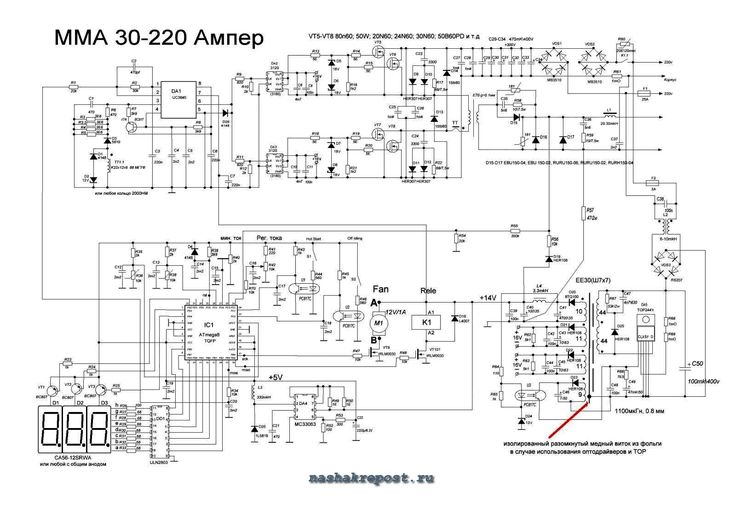 Описание данного стенда с чертежом печатной платы. Your browser may also contain add-ons that send automated requests to our search engine.
Описание данного стенда с чертежом печатной платы. Your browser may also contain add-ons that send automated requests to our search engine.
Сварочный инвертор своими руками – экономим на покупке дорогостоящего оборудования — Лампа служит ограничителем зарядного тока и индикатором этого процесса. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки: Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Сварочный инвертор ЮНИМАСТЕР МАСТЕР АСИ 190 относится к бытовым аппаратам, предназначен для MMA-сварки углеродистых и нержавеющих сталей постоянным током. Создан с использованием инверторных технологий на IGBT транзисторах и обеспечивает точную регулировку тока и высококачественную сварку. Может использоваться в помещениях с естественной или искусственной вентиляцией. Напряжение сети — 220 В. Сварочный ток — 10-180 А. ПН при токе 180 А — 60% ПН при токе 155 А — 100% Диаметр электрода — 1. Сварочный инвертор BESTWELD BEST 120 NEW120A полупрофессиональный аппарат для использования в бытовых условиях при проведении сварочных работ в мастерских, гаражах и на садовых участках. Инвертор работает со всеми типами электродов для сварки ММА, ручная дуговая сварка, на постоянном токе черных и цветных металлов, а также их сплавов. BEST 120 прост в обращении и не вызывает трудностей в работе даже у сварщиков без опыта и навыков. Напряжение сети — 220 В. Сварочный ток — 20-120 А. ПН при токе 120 А — 30% ПН при токе 70 А — 60% Диаметр электрода — 1. Сварочный инвертор SDMASTER TECHNIK 220 используется для сварки штучными покрытыми электродами различных металлов. Аппарат изготовлен с учетом использования в быту домашними мастерами. В SDMASTER TECHNIK 220 применены инверторные технологии что обеспечило легкое управление и высокую стабильность сварочного тока. Напряжение сети — 220 В.
Напряжение сети — 220 В. Сварочный ток — 10-180 А. ПН при токе 180 А — 60% ПН при токе 155 А — 100% Диаметр электрода — 1. Сварочный инвертор BESTWELD BEST 120 NEW120A полупрофессиональный аппарат для использования в бытовых условиях при проведении сварочных работ в мастерских, гаражах и на садовых участках. Инвертор работает со всеми типами электродов для сварки ММА, ручная дуговая сварка, на постоянном токе черных и цветных металлов, а также их сплавов. BEST 120 прост в обращении и не вызывает трудностей в работе даже у сварщиков без опыта и навыков. Напряжение сети — 220 В. Сварочный ток — 20-120 А. ПН при токе 120 А — 30% ПН при токе 70 А — 60% Диаметр электрода — 1. Сварочный инвертор SDMASTER TECHNIK 220 используется для сварки штучными покрытыми электродами различных металлов. Аппарат изготовлен с учетом использования в быту домашними мастерами. В SDMASTER TECHNIK 220 применены инверторные технологии что обеспечило легкое управление и высокую стабильность сварочного тока. Напряжение сети — 220 В. Сварочный ток — 10-220 А. ПН при токе 220 А — 60% ПН при токе 170 А — 100% Диаметр электрода — 1. Сварочный инвертор PRORAB FORWARD 190 INV подходит для проведения непрофессиональных работ по сварке металлов и сплавов различной толщины. Инвертор подключается к стандартной электрической сети 220 Вольт, и может использоваться в бытовых условиях, в гараже, автосервисе, на дачном участке. При разработке FORWARD 190 INV применялись самые новые, на момент выпуска, передовые технлогии на основе IGBT транзисторов. Напряжение сети — 220 В. Сварочный ток — 20-180 А. ПН при токе 180 А — 20% ПН при токе 80 А — 100% Диаметр электрода — 1. Сварочный инвертор КЕДР MMA 220 F надёжный, удобный аппарат для ручной сварки покрытыми штучными электродами ММА , может использоваться для сварки в среде защитного газа неплавящимся электродом при контактном возбуждении дуги TIG. КЕДР MMA 220 F это современный аппарат способный обеспечить вспомогательные функции: НотStart — легкий поджиг дуги, ArcForce — форсаж дуги с возможностью ручной регулировки, AntiStick — анти залипание электрода, которые облегчают и упрощают процесс сварки.
Сварочный ток — 10-220 А. ПН при токе 220 А — 60% ПН при токе 170 А — 100% Диаметр электрода — 1. Сварочный инвертор PRORAB FORWARD 190 INV подходит для проведения непрофессиональных работ по сварке металлов и сплавов различной толщины. Инвертор подключается к стандартной электрической сети 220 Вольт, и может использоваться в бытовых условиях, в гараже, автосервисе, на дачном участке. При разработке FORWARD 190 INV применялись самые новые, на момент выпуска, передовые технлогии на основе IGBT транзисторов. Напряжение сети — 220 В. Сварочный ток — 20-180 А. ПН при токе 180 А — 20% ПН при токе 80 А — 100% Диаметр электрода — 1. Сварочный инвертор КЕДР MMA 220 F надёжный, удобный аппарат для ручной сварки покрытыми штучными электродами ММА , может использоваться для сварки в среде защитного газа неплавящимся электродом при контактном возбуждении дуги TIG. КЕДР MMA 220 F это современный аппарат способный обеспечить вспомогательные функции: НотStart — легкий поджиг дуги, ArcForce — форсаж дуги с возможностью ручной регулировки, AntiStick — анти залипание электрода, которые облегчают и упрощают процесс сварки. Напряжение сети — 220 В. Сварочный ток — 20-200 А. ПН при токе 220 А — 60% ПН при токе 175 А — 100% Диаметр электрода — 1. Схема инвертора обеспечивает режимы: ANTI-STICK, ARC FORCE, HOT START. Инвертор выдерживает колебания напряжения от 140 до 242 В, не снижая эффективность работы. Напряжение сети — 220 В. Сварочный ток — 20-200 А. ПН при токе 200 А — 40% ПН при токе 126 А — 100% Диаметр электрода — 1. Сварочный инвертор ФОРСАЖ-200 компактный, легкий и очень простой в управлении аппарат. Питание инвертора от однофазной сети 220 вольт позволяет использовать его в бытовых условиях, в гараже на даче. Инвертор ФОРСАЖ-200 обеспечивает стабильные сварочные характеристики при пониженном до 140 вольт напряжении сети. Форсаж 200 оснащен функциями: ARC FORCE, HOT START, ANTISTICK и автоматическим управлением работой вентилятора. Напряжение сети — 220 В. Сварочный ток — 15-200 А. ПН при токе 200 А — 40% ПН при токе 140 А — 100% Диаметр электрода — 1. Малогабаритный сварочный инвертор Торус-235 ПРИМА разработан и производится в России компанией ТОР.
Напряжение сети — 220 В. Сварочный ток — 20-200 А. ПН при токе 220 А — 60% ПН при токе 175 А — 100% Диаметр электрода — 1. Схема инвертора обеспечивает режимы: ANTI-STICK, ARC FORCE, HOT START. Инвертор выдерживает колебания напряжения от 140 до 242 В, не снижая эффективность работы. Напряжение сети — 220 В. Сварочный ток — 20-200 А. ПН при токе 200 А — 40% ПН при токе 126 А — 100% Диаметр электрода — 1. Сварочный инвертор ФОРСАЖ-200 компактный, легкий и очень простой в управлении аппарат. Питание инвертора от однофазной сети 220 вольт позволяет использовать его в бытовых условиях, в гараже на даче. Инвертор ФОРСАЖ-200 обеспечивает стабильные сварочные характеристики при пониженном до 140 вольт напряжении сети. Форсаж 200 оснащен функциями: ARC FORCE, HOT START, ANTISTICK и автоматическим управлением работой вентилятора. Напряжение сети — 220 В. Сварочный ток — 15-200 А. ПН при токе 200 А — 40% ПН при токе 140 А — 100% Диаметр электрода — 1. Малогабаритный сварочный инвертор Торус-235 ПРИМА разработан и производится в России компанией ТОР. Аппарат предназначен для ручной дуговой сварки штучными покрытыми электродами ММА конструкций из углеродистых, нержавеющих сталей и чугуна. Эта модель может быть рекомендована как для сварочных работ на промышленных и строительных объектах, так и для использования в быту. Инвертор Торус-235 ПРИМА имеет цифровой индикатор сварочного тока для точной настройки, работает при напряжении от 165В, имеет защиту от перегрева и перегрузок. Напряжение сети — 220 В. Сварочный ток — 20-235 А. ПН при токе 235 А — 85% ПН при токе 220 А — 100% Диаметр электрода — 2-5 мм. Сварочный аппарат Bort BSI-220S может применяться для сварки различных сортов сталей и изделий из чугуна. Любой сварщик может стать профессионалом используя сварочный инвертор Bort BSI-220S. Аппарат имеет небольшие вес и размеры, обеспечивает плавную регулировку сварочного тока, автоматическую защиту от перегрузки и наличие вспомогательных автоматических функций: HOT START лёгкое возбуждение сварочной дуги , ARC-FORCE поддержание стабильности дуги , ANTI STICK предотвращение залипания электрода.
Аппарат предназначен для ручной дуговой сварки штучными покрытыми электродами ММА конструкций из углеродистых, нержавеющих сталей и чугуна. Эта модель может быть рекомендована как для сварочных работ на промышленных и строительных объектах, так и для использования в быту. Инвертор Торус-235 ПРИМА имеет цифровой индикатор сварочного тока для точной настройки, работает при напряжении от 165В, имеет защиту от перегрева и перегрузок. Напряжение сети — 220 В. Сварочный ток — 20-235 А. ПН при токе 235 А — 85% ПН при токе 220 А — 100% Диаметр электрода — 2-5 мм. Сварочный аппарат Bort BSI-220S может применяться для сварки различных сортов сталей и изделий из чугуна. Любой сварщик может стать профессионалом используя сварочный инвертор Bort BSI-220S. Аппарат имеет небольшие вес и размеры, обеспечивает плавную регулировку сварочного тока, автоматическую защиту от перегрузки и наличие вспомогательных автоматических функций: HOT START лёгкое возбуждение сварочной дуги , ARC-FORCE поддержание стабильности дуги , ANTI STICK предотвращение залипания электрода.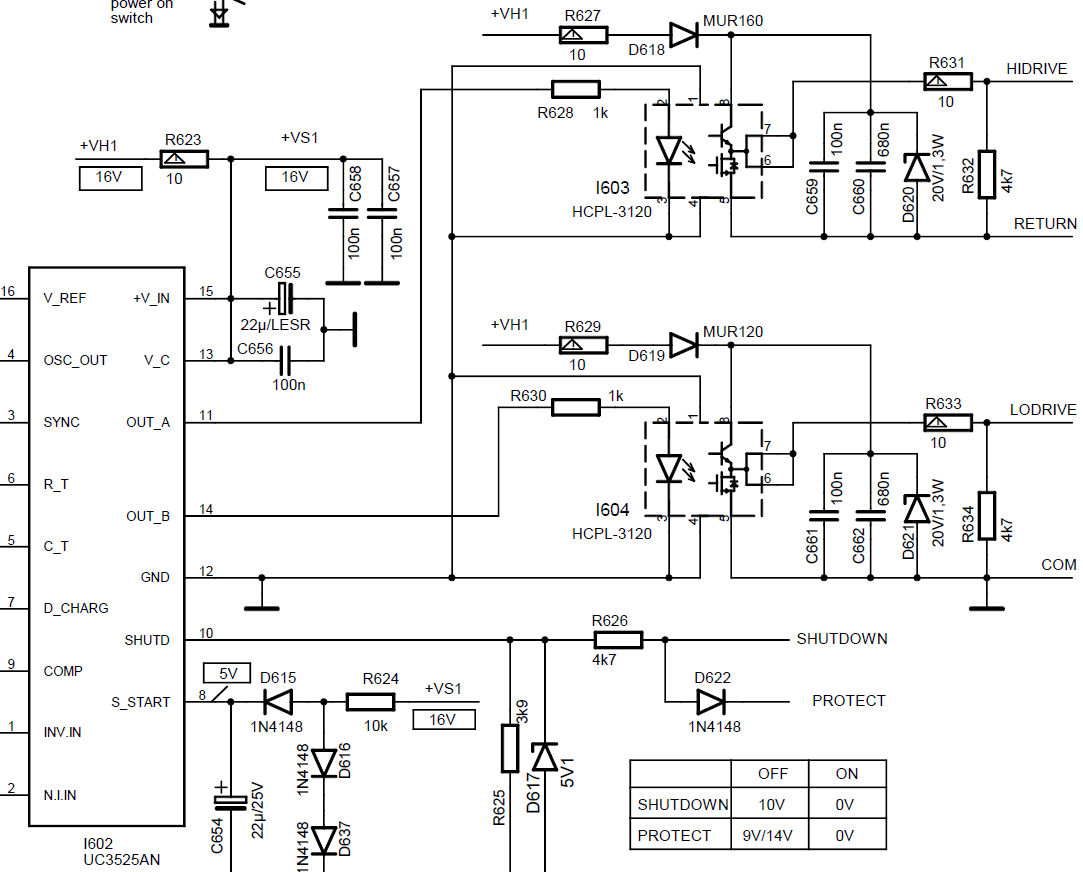 Напряжение сети — 220 В. Сварочный ток — 10-180 А. ПН при токе 180 А — 40% ПН при токе 100 А — 100% Диаметр электрода — 1.
Напряжение сети — 220 В. Сварочный ток — 10-180 А. ПН при токе 180 А — 40% ПН при токе 100 А — 100% Диаметр электрода — 1.
Простые схемы регуляторов тока.
Не спешно откидываю витки на сшестеренном сердечнике и прогняю его на стенде наблюдая за изменниями осциллограм. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. И потом в такой схеме тип включения трансформатора должны или стоять электролитические конденсаторы образовывая этим средню точку,что не эффективно,либо транс должен быть с отводом от средней точки и ей подключенный к +310в крайние концы транса на стоки транзисторов истоки IGBT соответственно на землю. Так я не мотал трансформатор, а поставил уже готовый трансформатор от сварочного инвертора FEBUG 80 ампер. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. Интенсивные электрические процессы, протекающие в схемах, приводят к большому их нагреву.
Интенсивные электрические процессы, протекающие в схемах, приводят к большому их нагреву.
Reboot Mig Welder Aluminium 5 in 1 200AMP MIG200DP Flux Core Welder 2T / 4T Pulse DSP Control 220V IGBT Inverter Control 220V Gasless IGBT Inverter Control Gasless MIG / Stick / Al Wel Welding Machine —
4.0 из 5 звезд Сработало отлично! Рекомендуется для домашнего любителя.
Автор Ferny 13 октября, 2020

Я хотел посмотреть, можно ли в него использовать катушечный пистолет, поэтому я купил пистолет с вилкой европейского стандарта, И ОНА РАБОТАЕТ! Я МОГУ ТЕПЕРЬ ИСПОЛЬЗОВАТЬ 4043 СПУЛЯ! (Алюминиевая сварочная катушка для тех, кому интересно)
Я оставил инструкцию, как я это делал, для тех, кто в ней нуждается. Потребуется небольшая доработка. Для меня это того стоило.
Я использовал переключатель DPDT и штекер gx16-2, и он выглядит почти заводским, ха-ха.
Плохие результаты публикации, когда я получу подходящие наконечники и газ для сварки алюминия
Обновление: Итак… Я знаю, что есть и другие люди, которые гораздо более квалифицированы, чем я, в сварке алюминия методом MIG. Я старался изо всех сил, я обычно специализируюсь на TIG, это первый раз, когда я использую MIG для алюминия.
После этого настройки, которые я использую, будут опубликованы ниже. Все изображения мира, которые вы видите, были сделаны на алюминии 6061 без предварительного нагрева. В качестве наполнителя при использовании использовалась проволока 0,035 ER 5356. Я попробую это сделать с 4043 в следующий раз, чтобы посмотреть, что из этого получится.
В качестве наполнителя при использовании использовалась проволока 0,035 ER 5356. Я попробую это сделать с 4043 в следующий раз, чтобы посмотреть, что из этого получится.
Итак, для этого я использовал катушечный пистолет, я не пробовал использовать оригинальный пистолет, но, учитывая, что это более прочный провод, я уверен, что вы можете протолкнуть его только через оригинальный пистолет MIG.
Использовались настройки без газа 0.8. Это позволяет снизить напряжение, не волнуйтесь, газовый соленоид по-прежнему открывается при сварке. Что касается напряжения, которое вы должны провернуть в пределах от -16 до -12 вольт, то, как я обнаружил, работает. Вам обязательно нужно использовать установку DCEP, иначе вы не снимете оксидное покрытие и не будете ничего сваривать. Он будет свариваться только в шарообразной форме, если алюминий достаточно холодный, вы можете получить сварку коротким замыканием, но я действительно не рекомендую это, опять же, я не уверен, используется ли короткое замыкание для алюминия или нет. Что касается газа, это должен быть 100% аргон, так как я работаю с TIG, я привык использовать где-то между 15 и 20 CFH, но в этом случае, поскольку в пистолете нет газовой линзы, мне пришлось провернуть ее. до 40, иногда даже выше. Я уверен, что для этого есть решение, но сейчас у меня нет времени. Что касается подачи проволоки, она действительно варьируется в зависимости от температуры алюминия, которую я могу начать с примерно 195 и должен постепенно уменьшаться до примерно 140 или даже ниже, когда алюминий нагревается.
Что касается газа, это должен быть 100% аргон, так как я работаю с TIG, я привык использовать где-то между 15 и 20 CFH, но в этом случае, поскольку в пистолете нет газовой линзы, мне пришлось провернуть ее. до 40, иногда даже выше. Я уверен, что для этого есть решение, но сейчас у меня нет времени. Что касается подачи проволоки, она действительно варьируется в зависимости от температуры алюминия, которую я могу начать с примерно 195 и должен постепенно уменьшаться до примерно 140 или даже ниже, когда алюминий нагревается.
Я не уверен, что буду когда-либо доверять этим сварным швам, поскольку они кажутся слишком «холодными». Я бы все же предпочел использовать свой аппарат TIG, хотя он по сравнению с ним медленнее. При этом я проверил тавровое соединение на изгиб, выполнил угловые швы с обеих сторон. На фото включены сварные швы не порвались.
ОБНОВЛЕНИЕ 2: РАБОТАЕТ! проверьте последнее фото
Меня все время беспокоило, поэтому я решил купить проволоку 0,030, а позже подумал о том, что алюминий довольно сильно расширяется при нагревании, я считаю, что это вызывало заикание во время сварки, я считаю, что алюминий был расширяясь и заставляя его застревать на кончике, который был установлен на. 035 тоже. На этот раз я оставил наконечник 0,035 и заменил провод на 0,030. Я попробую проволоку 0,035 еще раз позже с наконечником 0,04, но, возможно, это будет слишком сильно давить на машину, если я это сделаю.
035 тоже. На этот раз я оставил наконечник 0,035 и заменил провод на 0,030. Я попробую проволоку 0,035 еще раз позже с наконечником 0,04, но, возможно, это будет слишком сильно давить на машину, если я это сделаю.
Tldr:
Установка DCEP
0,8 без газа опция
150+ подача проволоки
+ 12 В
20+ cfh чистый аргон
0,030 «проволока
0,035″ наконечник
Что такое сварка сопротивлением: RWMA: American Welding Society
Что такое сварка сопротивлением
Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания тока в течение некоторого времени через металлическую область, которую необходимо соединить.Ключевым преимуществом контактной сварки является то, что для создания соединения не требуются другие материалы, что делает этот процесс чрезвычайно экономичным.
Существует несколько различных форм контактной сварки (например, точечная и шовная, выпуклая, оплавленная и осадка), которые различаются в основном типами и формой сварочных электродов, которые используются для приложения давления и проведения тока. Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других проводящих инструментов машины для контактной сварки.
Электроды, обычно изготавливаемые из сплавов на основе меди из-за превосходных проводящих свойств, охлаждаются водой, протекающей через полости внутри электрода и других проводящих инструментов машины для контактной сварки.
Аппараты для контактной сварки разработаны и изготовлены для широкого спектра автомобильных, аэрокосмических и промышленных применений. Благодаря автоматизации работа этих машин строго контролируется и воспроизводится, что позволяет производителям легко укомплектовать производство персоналом.
Типы приложений контактной сварки:Точечная сварка и шовная сварка
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыковочными поверхностями, а также усилие, которое прижимает детали друг к другу в течение определенного периода времени.При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам. После создания достаточного сопротивления материалы складываются и соединяются, образуя сварной шов.
- Контактная сварка швом — это разновидность контактной точечной сварки, в которой используются электроды в форме колеса для подачи силы и сварочного тока к деталям. Разница в том, что при подаче сварочного тока заготовка катится между электродами в форме колеса.В зависимости от конкретного сварочного тока и настроек времени сварки, созданные сварные швы могут накладываться друг на друга, образуя полный сварной шов, или могут быть просто отдельными точечными сварными швами с определенными интервалами.
- Точечная сварка сопротивлением, как и все процессы контактной сварки, создает сварные швы с использованием тепла, генерируемого сопротивлением потоку сварочного тока между стыковочными поверхностями, а также усилие, которое прижимает детали друг к другу в течение определенного периода времени.При контактной точечной сварке геометрия поверхностей самих сварочных электродов используется для фокусировки сварочного тока в желаемом месте сварного шва, а также для приложения силы к заготовкам.
Проекционная сварка
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, прижимающую детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, все из которых фокусируют тепловыделение в точке контакта. Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
- Сплошные выступы часто используются при приваривании крепежных элементов к деталям. При соединении листового или пластинчатого материала часто используются тиснения. Примером проекционной сварки с использованием материала «Пересечения» является сварка поперечной проволокой. В этом случае пересечение самих проводов локализует тепловыделение и, следовательно, сопротивление. Проволоки переходят одна в другую, образуя при этом сварной шов.
- Как и другие процессы контактной сварки, проекционная сварка использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, прижимающую детали друг к другу в течение определенного периода времени. Проекционная сварка локализует сварные швы в заранее определенных точках с помощью выступов, выпуклостей или пересечений, все из которых фокусируют тепловыделение в точке контакта.
Сварка оплавлением
- Как и другие процессы контактной сварки, оплавление использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением — это процесс контактной сварки, который вызывает сопротивление за счет действия оплавления. Это действие достигается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
- Как и другие процессы контактной сварки, оплавление использует тепло, генерируемое сопротивлением потоку сварочного тока, а также силу, которая прижимает детали друг к другу в течение определенного периода времени. Сварка оплавлением — это процесс контактной сварки, который вызывает сопротивление за счет действия оплавления. Это действие достигается за счет очень высокой плотности тока в очень маленьких точках контакта между деталями.
Сварка с осаждением
- Как и в других процессах сварки сопротивлением, при сварке с осаждением используется тепло, генерируемое сопротивлением потоку сварочного тока, а также сила, которая прижимает детали друг к другу в течение определенного периода времени. Подобно сварке оплавлением, при сварке с вылетом детали уже находятся в плотном контакте друг с другом, поэтому оплавление не происходит. Давление прикладывается до запуска тока и поддерживается до завершения процесса.
 После создания достаточного сопротивления материалы складываются и соединяются, образуя сварной шов.
После создания достаточного сопротивления материалы складываются и соединяются, образуя сварной шов. Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов.
Как только сварочный ток создает достаточное сопротивление в точке контакта, выступы схлопываются, образуя сварной шов. В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.
В заранее определенный момент после начала процесса прошивки к заготовке прикладывается сила, и они перемещаются вместе с контролируемой скоростью.Быстрая осадка, создаваемая этой силой, удаляет оксиды и примеси из сварного шва.Источник: C1.1M / C1.1: 2012 — Рекомендуемые методы сварки сопротивлением
【Rayclass】 Новая революция в области лазерной сварки стиральных машин — Wuhan Raycus Fiber Laser Technologies Co., Ltd.
В процессе производства внутренней оболочки традиционной стиральной машины широко используется технология клепки внутренней трубы. В настоящее время большая часть технологий производства внутренней трубки полностью автоматических стиральных машин, представленных на рынке, основана на технологии «крепления», но в стыках внутренней трубки будут иметься зазоры или неровности, что приведет к снижению прочности бака. быть низким и ненужным изнашиванием одежды.
В настоящее время большая часть технологий производства внутренней трубки полностью автоматических стиральных машин, представленных на рынке, основана на технологии «крепления», но в стыках внутренней трубки будут иметься зазоры или неровности, что приведет к снижению прочности бака. быть низким и ненужным изнашиванием одежды.
Для дальнейшего повышения надежности и совершенствования внутренней трубы производители стиральных машин применяют технологию лазерной сварки к новым продуктам стиральных машин с равномерной мощностью, избегая зазоров и неровностей внутренней трубы и всесторонне повышая надежность продукта. при уходе за одеждой.
В 28-м выпуске Rayclass представлены новые изменения, которые лазерная сварка привносит в футеровку стиральной машины
.Преимущества лазерной сварки
1) С точки зрения технологического анализа сварной шов внутреннего цилиндра, созданный с помощью технологии бесшовной лазерной сварки, имеет однородную структуру, меньше пор и меньше дефектов.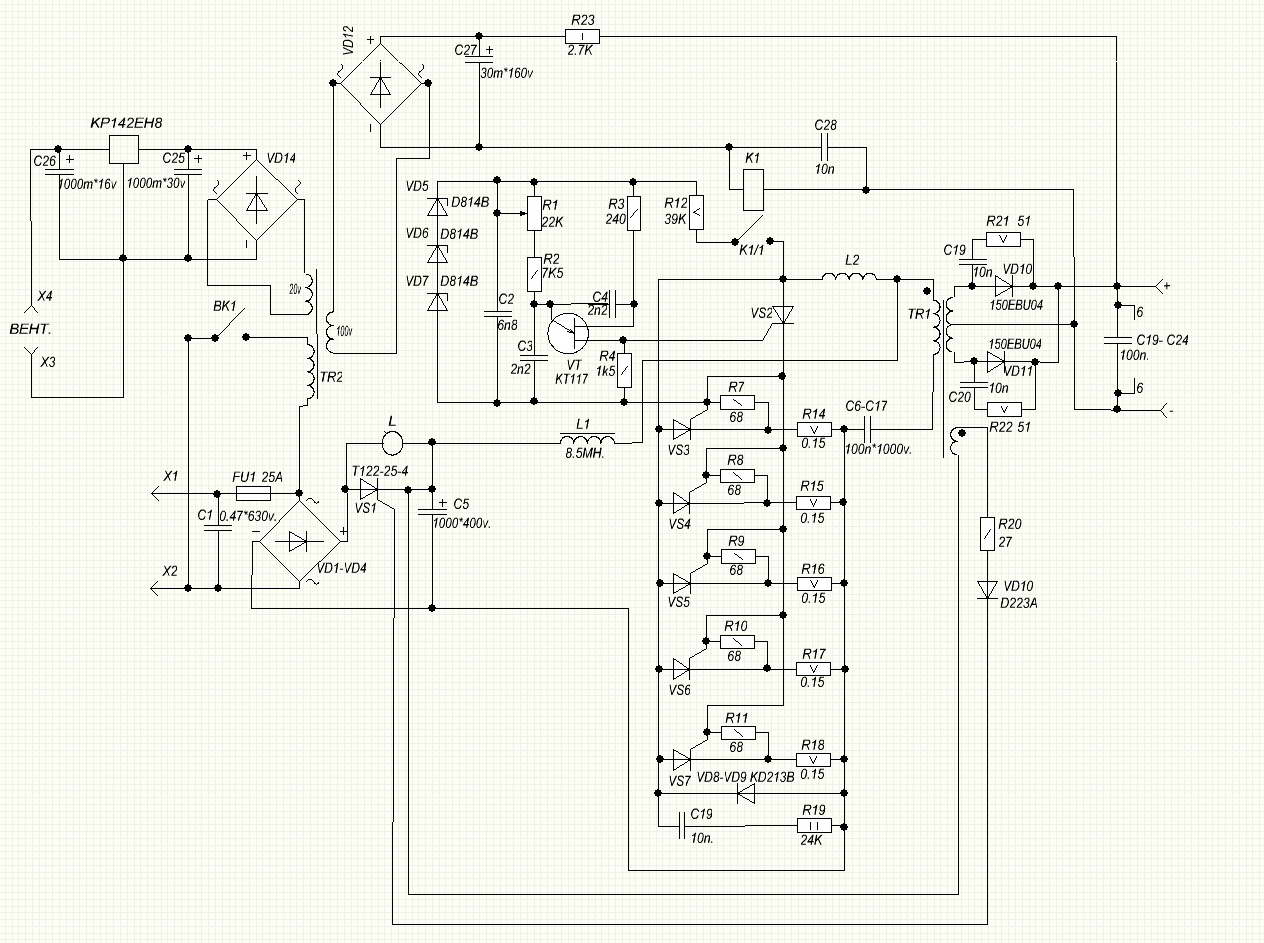 Прочность почти в 4 раза выше, чем у внутреннего цилиндра с использованием технологии заклепок, а гладкость интерфейса увеличена почти в 15 раз. Гладкий шов внутреннего цилиндра предназначен для лучшей защиты ткани одежды, чего трудно добиться с помощью технологии клепки. Кроме того, из-за повышенной прочности внутренней трубы максимальная скорость вращения стиральной машины с равномерной мощностью во время процесса сушки также увеличивается на 25% по сравнению с обычной полностью автоматической стиральной машиной.Эффективность обезвоживания значительно повышается, при этом потребляется меньше энергии и времени, а также обеспечивается удовлетворение потребительского спроса на качество жизни в соответствии с текущей тенденцией повышения уровня потребления;
Прочность почти в 4 раза выше, чем у внутреннего цилиндра с использованием технологии заклепок, а гладкость интерфейса увеличена почти в 15 раз. Гладкий шов внутреннего цилиндра предназначен для лучшей защиты ткани одежды, чего трудно добиться с помощью технологии клепки. Кроме того, из-за повышенной прочности внутренней трубы максимальная скорость вращения стиральной машины с равномерной мощностью во время процесса сушки также увеличивается на 25% по сравнению с обычной полностью автоматической стиральной машиной.Эффективность обезвоживания значительно повышается, при этом потребляется меньше энергии и времени, а также обеспечивается удовлетворение потребительского спроса на качество жизни в соответствии с текущей тенденцией повышения уровня потребления;
С точки зрения эффективности производства технология лазерной бесшовной сварки может сделать точечную сварку внутреннего цилиндра небольшой, узкий сварной шов, аккуратным и красивым без обработки после сварки, а эффективность производства может быть увеличена в 3-5 раз.
Таким образом, технология лазерной сварки широко используется в производстве стиральных машин из-за ее высокой энергии, высокой точности и универсальности.Это не только техническая гарантия разработки новых стиральных машин, но и незаменимое техническое средство для улучшения качества и снижения затрат.
Трудности при лазерной сварке
В настоящее время внутренний бак стиральных машин высокого класса, представленных на рынке, в основном изготовлен из нержавеющей стали, а его толщина обычно составляет от 0,8 до 1,2 мм. Когда стиральная машина работает нормально, скорость работы может достигать 1400 об / мин. Поэтому внутренняя облицовка стиральной машины предъявляет чрезвычайно высокие требования к сварному шву.Например, сварной шов гладкий и плоский (проверено царапанием чулками), механическая прочность достаточно высока (прочность сварного шва не может быть меньше прочности основного материала), сварной шов не окисляется и не обесцвечивается, а также устойчив к коррозии. (после сварки он должен пройти 2400-часовой тест в солевом тумане).
(после сварки он должен пройти 2400-часовой тест в солевом тумане).
Высокие требования к сварке внутреннего бака стиральной машины делают процесс сварки чрезвычайно сложным.Основные сложности при сварке:
1) Высокие требования к формированию сварного шва: односторонняя сварка и двусторонняя формовка, сварочный шов и обратная сторона сварочного шва должны быть непрерывными и гладкими, без каких-либо узлов, заусенцев или сварочного шлака, в противном случае гладкость требования не будут выполнены;
2) Внешний вид сварного шва чрезвычайно требователен, и передняя и задняя стороны сварного шва, а также край сварного шва не должны быть окислены, в противном случае коррозионная стойкость будет снижена, и испытание в солевом тумане не удастся.
Чтобы соответствовать таким строгим требованиям к сварке, помимо чрезвычайно высоких требований к стабильности лазерной сварки, уровень сварочного процесса также чрезвычайно высок.
Решения для лазерной сварки
1) Лазер принимает режим модуляции, и мощность настраивается на медленное увеличение и уменьшение;
Стремясь решить проблему узлов в начальном и конечном положениях сварного шва, используется режим модуляции лазера, а функция линейного изменения мощности устанавливается в программном обеспечении управления сварочным оборудованием.Продолжительность нарастания мощности устанавливается в начальной точке, а продолжительность линейного снижения мощности устанавливается в точке выключения. Проблема узла в сварном шве точки зажигания была значительно решена, но точка зажигания вогнута, а точку зажигания можно разместить на 2 мм за пределами образца. При описанной выше схеме хорошо решается проблема неравномерного сварного шва и узлов.
Эффект изображения после настройки
Эффект изображения выключения света после настройки
2) Найдите подходящую величину расфокусировки при сварке;
В процессе сварки степень расфокусировки сильнее влияет на форму сварного шва образца..JPG.9d9143ee7a7affde3f0884006223f825.JPG) Если расфокусировка слишком велика, потери энергии лазера будут большими, и сварной шов будет прерывистым и неровным; если расфокусировка слишком мала, энергия лазера будет сконцентрирована, что приведет к увеличению количества заусенцев на обратной стороне сварного шва (особенно при сварке тонких пластин). Следовательно, при сварке этого образца, при условии обеспечения проплавления материала, правильная регулировка величины расфокусировки может сделать передний сварочный шов непрерывным и однородным, а на заднем сварном шве не будет заусенцев.Задний заусенец не только влияет на гладкость внутреннего резервуара, но также влияет на испытательный эффект образца в солевом тумане.
Если расфокусировка слишком велика, потери энергии лазера будут большими, и сварной шов будет прерывистым и неровным; если расфокусировка слишком мала, энергия лазера будет сконцентрирована, что приведет к увеличению количества заусенцев на обратной стороне сварного шва (особенно при сварке тонких пластин). Следовательно, при сварке этого образца, при условии обеспечения проплавления материала, правильная регулировка величины расфокусировки может сделать передний сварочный шов непрерывным и однородным, а на заднем сварном шве не будет заусенцев.Задний заусенец не только влияет на гладкость внутреннего резервуара, но также влияет на испытательный эффект образца в солевом тумане.
3) Для обеспечения внешнего вида сварного шва ключевым моментом является «защитный газ»;
Для обеспечения гладкого внешнего вида сварного шва, а также для того, чтобы изготовленные образцы могли пройти последующие 2400-часовые испытания в солевом тумане, «защитный газ» во время процесса сварки очень важен. Эффект защиты хороший, он не только может сделать переднюю и заднюю стороны сварного шва гладкими и полупрозрачными, но также может избежать окисления сварного шва во время процесса сварки и плавно пройти испытание на коррозию.В процессе сварки, чтобы избежать прилипания сварочного шлака к поверхности материала, в направлении сварки может быть установлено устройство для удаления пыли. Кроме того, обычная боковая продувка однотрубной трубы не может эффективно гарантировать отсутствие окисления переднего сварного шва. Поэтому передний защитный газ следует заменить на обдув со стороны трубы, чтобы не окислить передний сварной шов. Обратная сторона сварного шва также должна быть прорезана и защищена газом, чтобы обеспечить качество сварки обратного шва.
Эффект защиты хороший, он не только может сделать переднюю и заднюю стороны сварного шва гладкими и полупрозрачными, но также может избежать окисления сварного шва во время процесса сварки и плавно пройти испытание на коррозию.В процессе сварки, чтобы избежать прилипания сварочного шлака к поверхности материала, в направлении сварки может быть установлено устройство для удаления пыли. Кроме того, обычная боковая продувка однотрубной трубы не может эффективно гарантировать отсутствие окисления переднего сварного шва. Поэтому передний защитный газ следует заменить на обдув со стороны трубы, чтобы не окислить передний сварной шов. Обратная сторона сварного шва также должна быть прорезана и защищена газом, чтобы обеспечить качество сварки обратного шва.
Образец после сварки
2400 ч испытание солевым туманом спереди и сзади визуализации
Сварка готовый чертеж
Рекомендованные продукты
Внутренний контейнер стиральной машины обычно представляет собой лист нержавеющей стали толщиной 0,8–1,2 мм. Поэтому рекомендуется использовать волоконный лазер мощностью 2000-4000 Вт. Диаметр сердцевины должен быть 100 мкм, а световое пятно должно быть соответственно больше, чтобы улучшить сварочный эффект.
Поэтому рекомендуется использовать волоконный лазер мощностью 2000-4000 Вт. Диаметр сердцевины должен быть 100 мкм, а световое пятно должно быть соответственно больше, чтобы улучшить сварочный эффект.
Одиночный модуль Raycus, 2000 Вт, CW волоконный лазер
Одномодульный Raycus, 3000 Вт, CW волоконный лазер
Мультимодуль Raycus, 3000 Вт, CW волоконный лазер
Мультимодуль Raycus, 4000 Вт, непрерывный волоконный лазер
Заказчик использовал волоконные лазеры Raycus для разработки автоматических линий лазерной сварки внутренних резервуаров стиральных машин для ведущего мирового производителя бытовой техники. Превосходные сварочные характеристики волоконного лазера Raycus способствовали бесперебойной доставке и использованию автоматизированной линии, а все показатели сварочных образцов соответствовали требованиям заказчиков.
Превосходные сварочные характеристики волоконного лазера Raycus способствовали бесперебойной доставке и использованию автоматизированной линии, а все показатели сварочных образцов соответствовали требованиям заказчиков.
PS: Покупая стиральную машину, не забудьте выбрать стиральную машину с технологией лазерной бесшовной сварки, чтобы технология лазерной сварки внутренних труб всегда защищала хрупкую одежду!
Ротационные машины для сварки трением | KUKA AG
Два бренда, один надежный партнер для покрытия различных отраслей промышленности индивидуальными и стандартными решениями.
Более 50 лет назад компания KUKA разработала ротационную сварку трением как промышленный процесс соединения. Ассортимент сварочных аппаратов KUKA был расширен в 1994 году с поглощением производителя оборудования Thompson Friction Welding (Великобритания). С тех пор KUKA является одним из лидеров мирового рынка в этой области, установив более 1200 ротационных сварочных аппаратов трением в более чем 44 странах .
Роторная сварка трением: экономичное и безопасное соединение различных материалов и их комбинаций
Аппараты для сварки трением KUKA сваривают металлические детали, такие как штоки поршней, клапаны или теплообменники.
Благодаря нашим уникальным техническим центрам KUKA в Аугсбурге (Германия) и сварочному центру Thompson в Халесовене (Великобритания) мы можем проверить практическую жизнеспособность инновационных концепций завтрашнего дня. Мы также предлагаем дополнительные услуги, такие как валидация процесса, изготовление прототипа или мелкосерийное производство, или заботимся обо всем производственном процессе при работе в несколько смен.
Стандартные и индивидуальные станки для ротационной сварки трением с фиксированной или подвижной бабкой
Независимо от того, выбираете ли вы компактные и универсальные серии или специальные станки для конкретных компонентов — мы предлагаем два различных типа конструкции с фиксированной и подвижной передней бабкой , которые соответствуют вашим требованиям, а также специальных размеров и конструкций по запросу.
Ротационные машины для сварки трением, подготовленные для Industrie 4.0
Интеграция ротационных аппаратов для сварки трением в вашу производственную сеть — проверенный способ повышения производительности. Для этого требуется открытых интерфейсов и интеллектуальное управление. Как производитель гибких систем для автоматизированного производства, мы обладаем опытом и знаниями для разработки и внедрения экономически эффективных комплексных решений с высокой надежностью процесса .Благодаря легкодоступной рабочей зоне и возможности подключения к сети контроллера наши ротационные сварочные аппараты трением создают идеальные условия для новой эры Industrie 4.0.
% PDF-1.4 % 1 0 объект > поток PScript5.dll Версия 5.2.22021-12-05T21: 17: 39-08: 002017-03-21T12: 31: 50-04: 002021-12-05T21: 17: 39-08: 00application / pdf
 iid: BD433030DB1DE711B6E9F47B2E92ED552017-04-10T16: 18: 10 + 05: 30 Adobe Bridge CS6 (Windows) / метаданные конечный поток
эндобдж
2 0 obj
>
эндобдж
3 0 obj
> поток
xX͎7) H ~ «.
iid: BD433030DB1DE711B6E9F47B2E92ED552017-04-10T16: 18: 10 + 05: 30 Adobe Bridge CS6 (Windows) / метаданные конечный поток
эндобдж
2 0 obj
>
эндобдж
3 0 obj
> поток
xX͎7) H ~ «. [Q ߂ Z4._RfhIvv61cKſ & h | GvSO ږ 9 |, n)] ꤛc
: jerVf2 | = 6 / Qn KPa ࿅ = ~ X, dhg ཤ {~ \ ~ EAu: f:% XY $ SP2F6Q & cs6, x / ~ nAs 쩱 X9sPP? s
5 [Pj, mq¾Nk {miOXZsvKW’r} @E
cBic $ k (sNk #} TB} — (g6̒t2 7 $ D: a / bfg
| Qz 肪 g7nPj-h & e) = MM {硴 x + H8T ‘? 19 / O⛘ {1vr7 $ ܃ ȿ (̝_fsk ܸ NM7Uyqp
[Q ߂ Z4._RfhIvv61cKſ & h | GvSO ږ 9 |, n)] ꤛc
: jerVf2 | = 6 / Qn KPa ࿅ = ~ X, dhg ཤ {~ \ ~ EAu: f:% XY $ SP2F6Q & cs6, x / ~ nAs 쩱 X9sPP? s
5 [Pj, mq¾Nk {miOXZsvKW’r} @E
cBic $ k (sNk #} TB} — (g6̒t2 7 $ D: a / bfg
| Qz 肪 g7nPj-h & e) = MM {硴 x + H8T ‘? 19 / O⛘ {1vr7 $ ܃ ȿ (̝_fsk ܸ NM7UyqpСварочный аппарат — обзор
1.2 История водорода
Парацельс, врач и алхимик, в 16 веке, неосознанно экспериментировал с водородом, когда обнаружил, что горючий газ выделяется, когда металл растворяется в кислоте.Однако этот газ путали с другими горючими газами, такими как углеводороды и окись углерода. В 1766 году английский химик и физик Генри Кавендиш показал, что водород, который тогда назывался легковоспламеняющимся воздухом, флогистоном или горючим газом, отличается от других горючих газов своей плотностью и количеством его, выделившегося из определенного количества кислоты и металл. В 1781 году Кавендиш подтвердил предыдущие наблюдения о том, что вода образовывалась при сжигании водорода, и Антуан-Лоран Лавуазье, отец современной химии, придумал французское слово hydrogène, от которого произошла английская форма.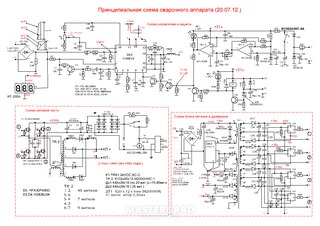 В 1929 году немецкий физик-химик Карл Фридрих Бонхёффер и австрийский химик Пауль Хартек на основе более ранней теоретической работы показали, что обычный водород представляет собой смесь двух видов молекул: орто, -водород и пара-. водород. Из-за простой структуры водорода его свойства можно относительно легко вычислить теоретически. Следовательно, водород часто используется в качестве теоретической модели для более сложных атомов, а результаты качественно применяются к другим атомам.В 1931 году Гарольд Юри и его коллеги из Колумбийского университета в США обнаружили вторую, более редкую форму водорода. Это в два раза больше массы обычного водорода, и они назвали его дейтерием [3].
В 1929 году немецкий физик-химик Карл Фридрих Бонхёффер и австрийский химик Пауль Хартек на основе более ранней теоретической работы показали, что обычный водород представляет собой смесь двух видов молекул: орто, -водород и пара-. водород. Из-за простой структуры водорода его свойства можно относительно легко вычислить теоретически. Следовательно, водород часто используется в качестве теоретической модели для более сложных атомов, а результаты качественно применяются к другим атомам.В 1931 году Гарольд Юри и его коллеги из Колумбийского университета в США обнаружили вторую, более редкую форму водорода. Это в два раза больше массы обычного водорода, и они назвали его дейтерием [3].
Жак Александр Сезар Шарль, французский физик, запустил первый полет водородного шара. Беспилотный аэростат, получивший название «Шарльер», поднялся на высоту 3 км. Всего 3 месяца спустя в 1783 году Чарльз сам управлял пилотируемым водородным аэростатом. Основываясь на открытиях Кавендиша, французский химик Антуан Лавуазье дал водороду название, которое произошло от греческих слов «гидро» и «гены», что означает « вода »и« рожденный »в 1800 году. Английские ученые Уильям Николсон и сэр Энтони Карлайл обнаружили, что при подаче электрического тока в воду образуются газообразные водород и кислород. Этот процесс позже был назван «электролизом» в 1788 году. Эффект топливного элемента, объединяющий газообразные водород и кислород для производства воды и электрического тока, был открыт швейцарским химиком Кристианом Фридрихом Шенбейном в 1839 году. Английский ученый и судья сэр Уильям Гроув продемонстрировал открытие Шенбейна. в практическом масштабе, создав «газовую батарею».За свое достижение в 1845 году он получил титул «Отец топливного элемента» [4].
Английские ученые Уильям Николсон и сэр Энтони Карлайл обнаружили, что при подаче электрического тока в воду образуются газообразные водород и кислород. Этот процесс позже был назван «электролизом» в 1788 году. Эффект топливного элемента, объединяющий газообразные водород и кислород для производства воды и электрического тока, был открыт швейцарским химиком Кристианом Фридрихом Шенбейном в 1839 году. Английский ученый и судья сэр Уильям Гроув продемонстрировал открытие Шенбейна. в практическом масштабе, создав «газовую батарею».За свое достижение в 1845 году он получил титул «Отец топливного элемента» [4].
Немецкий инженер Рудольф Эррен переделал двигатели внутреннего сгорания грузовиков, автобусов и подводных лодок на водород или водородные смеси. Британский ученый и писатель-марксист Дж. Б.С. Холдейн представил концепцию возобновляемого водорода в своей статье «Наука и будущее», предположив, что «будут большие электростанции, на которых в ветреную погоду избыточная энергия будет использоваться для электролитического разложения воды на кислород и водород» в 1920-х годах. .После 10 успешных трансатлантических перелетов из Германии в США дирижабль «Гинденбург», наполненный газообразным водородом, загорелся при приземлении в Лейквуде в 1937 году [4].
.После 10 успешных трансатлантических перелетов из Германии в США дирижабль «Гинденбург», наполненный газообразным водородом, загорелся при приземлении в Лейквуде в 1937 году [4].
В США создано Национальное управление по аэронавтике и исследованию космического пространства (НАСА). В космической программе НАСА в настоящее время используется самый жидкий водород в мире, в первую очередь для ракетных двигателей и в качестве топлива для топливных элементов в 1958 году. Фрэнсис Т. Бэкон из Кембриджского университета в Англии построил первый практический водородно-воздушный топливный элемент.Система мощностью 5 кВт приводила в действие сварочный аппарат. Он назвал свой проект топливного элемента «Ячейка Бэкона». Позже в том же году Гарри Карл Ириг, инженер производственной компании Allis-Chalmers, продемонстрировал первые автомобили на топливных элементах 20-сильный трактор. Водородные топливные элементы, основанные на конструкции Бэкона, использовались для выработки бортовой электроэнергии, тепла и воды для астронавтов на борту знаменитого космического корабля «Аполлон» и во всех последующих полетах космических челноков в 1959 году. Электрохимик Джон О’М. Бокрис ввел термин «водородная экономика».Позже он опубликовал «Энергия: солнечная водородная альтернатива», описывая свою предполагаемую водородную экономику, при которой города в Соединенных Штатах могли бы снабжаться солнечной энергией в 1970 году. Гремлин, модифицированный Калифорнийским университетом в Лос-Анджелесе, участвовал в конкурсе дизайна городских транспортных средств 1972 года. и выиграл первый приз за самый низкий уровень выбросов из выхлопной трубы. Студенты переоборудовали двигатель внутреннего сгорания «Гремлин» для работы на водороде, подаваемом из бортового бака в 1972 году. Нефтяное эмбарго ОПЕК и вызванный им шок поставок предполагали, что эра дешевой нефти закончилась и миру нужны альтернативные виды топлива.Разработка водородных топливных элементов для обычных коммерческих применений началась в 1973 г. [5–9].
Электрохимик Джон О’М. Бокрис ввел термин «водородная экономика».Позже он опубликовал «Энергия: солнечная водородная альтернатива», описывая свою предполагаемую водородную экономику, при которой города в Соединенных Штатах могли бы снабжаться солнечной энергией в 1970 году. Гремлин, модифицированный Калифорнийским университетом в Лос-Анджелесе, участвовал в конкурсе дизайна городских транспортных средств 1972 года. и выиграл первый приз за самый низкий уровень выбросов из выхлопной трубы. Студенты переоборудовали двигатель внутреннего сгорания «Гремлин» для работы на водороде, подаваемом из бортового бака в 1972 году. Нефтяное эмбарго ОПЕК и вызванный им шок поставок предполагали, что эра дешевой нефти закончилась и миру нужны альтернативные виды топлива.Разработка водородных топливных элементов для обычных коммерческих применений началась в 1973 г. [5–9].
Т. Неджат Везироглу из Университета Майами, Флорида, организовал Конференцию по водородной экономике в Майами (THEME), первую международную конференцию, посвященную водородной энергетике.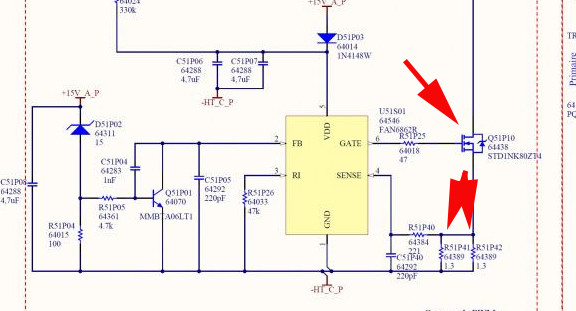 После конференции ученые и инженеры, принявшие участие в конференции THEME, в 1974 году сформировали Международную ассоциацию водородной энергетики (IAHE). Международное энергетическое агентство (IEA) было создано в ответ на потрясения на мировом рынке нефти.Деятельность МЭА включала исследования и разработки технологий водородной энергетики. Министерство энергетики США (DOE) также было создано в 1977 году. Национальный научный фонд передал Федеральную программу исследований и разработок в области водорода Министерству энергетики США в 1978 году.
После конференции ученые и инженеры, принявшие участие в конференции THEME, в 1974 году сформировали Международную ассоциацию водородной энергетики (IAHE). Международное энергетическое агентство (IEA) было создано в ответ на потрясения на мировом рынке нефти.Деятельность МЭА включала исследования и разработки технологий водородной энергетики. Министерство энергетики США (DOE) также было создано в 1977 году. Национальный научный фонд передал Федеральную программу исследований и разработок в области водорода Министерству энергетики США в 1978 году.
Советское конструкторское бюро Туполева успешно переоборудовало 164-местный коммерческий самолет Ту-154 в управлять одним из трех двигателей реактивного самолета на жидком водороде. Первый полет длился 21 минуту в 1988 году. В США была создана Национальная водородная ассоциация (NHA), состоящая из 10 членов.Сегодня NHA насчитывает около 100 членов, включая представителей автомобильной и аэрокосмической промышленности, федеральных, государственных и местных органов власти, университетов, исследователей, коммунальных предприятий и поставщиков энергии. В 1989 году был создан Технический комитет по водородным технологиям Международной организации по стандартизации.
Вступила в строй первая в мире установка по производству водорода на солнечной энергии в Solar-Wasserstoff-Bayern, исследовательском и испытательном центре на юге Германии.Конгресс США принял Закон о водороде, исследованиях, разработках и демонстрациях Spark M. Matsunaga (PL 101-566), который предписывал формулировать пятилетний план управления и реализации исследований и разработок водорода в Соединенных Штатах. Согласно Закону Мацунаги, Техническая консультативная группа по водороду (HTAP) была уполномочена обеспечивать консультации и координацию исследований водорода в 1990 году. Джорджтаунский университет начинает разработку трех 30-футовых автобусов для испытательных стендов топливных элементов (TBB) в составе автобусов поколения I. Программа.В 2001 году в Джорджтауне закончили работу над автобусом второго поколения II, который использует водород из метанола для питания «двигателя» топливных элементов мощностью 100 кВт. В 1991 году было создано Партнерство для нового поколения транспортных средств (PNGV), совместная программа исследований и разработок. администрацией Клинтона в результате совместных усилий правительства и производителей автомобилей по исследованию и разработке новых автомобильных технологий и альтернативных видов топлива, включая водород, в 1992 году.
Компания Daimler Benz продемонстрировала NECARI (New Electric CAR), свой первый водородный топливный элемент Автомобиль, на пресс-конференции в Ульме, Германия, 1994.Управление транзита Чикаго представило первый из своих трех автобусов на водородных топливных элементах. Небольшой пилотный флот начал работу в следующем году, в 1995 году. Инженер НАСА в отставке Аддисон Бейн бросил вызов убеждению, что водород стал причиной аварии в Гинденбурге. Водород, как показал Бейн, не вызвал катастрофического пожара, а скорее был комбинацией статического электричества и легковоспламеняющегося материала на обшивке дирижабля. Для получения дополнительной информации см. Информационный бюллетень по безопасности водорода за 1997 год.
Первые в Европе водородные заправочные станции открылись в немецких городах Гамбург и Мюнхен. Компания Royal Dutch / Shell взяла курс на водородное будущее, сформировав водородное подразделение. Кроме того, консорциум исландских организаций, возглавляемый финансовой группой New Business Venture Fund, вступил в партнерские отношения с Royal Dutch / Shell Group, Daimler Chrysler (слияние Daimler Benz и Chrysler), Norsk Hydro, чтобы сформировать Icelandic Hydrogen and Fuel Cell Company, Ltd. ..для развития водородной экономики в Исландии в 1999 году.
Ballard Power Systems запустила первую в мире систему топливных элементов с протонообменной мембраной (PEM), выпускаемую серийно, разработанную для интеграции в широкий спектр промышленных и потребительских конечных продуктов в 2001 году. Руководители DaimlerChrysler Corporation, Ford Motor Company и General Корпорация Motors вместе с министром энергетики Спенсером Абрахамом объявила о новом сотрудничестве в области автомобильных исследований (CAR) между Министерством энергетики США и Советом по автомобильным исследованиям США (USCAR).Программа Freedom CAR нацелена на разработку перспективных технологий, таких как водородные топливные элементы, для автомобилей и легких грузовиков без использования нефти в 2002 году. Министр энергетики США Спенсер Абрахам объявил о выделении более 350 миллионов долларов на исследования в области водорода и демонстрационные проекты транспортных средств. одна треть обязательств президента Буша. Финансирование охватывает более 30 ведущих организаций и более 100 партнеров, отобранных в процессе конкурентной оценки в 2002 г. [5–9].
Первая коммерческая газовая установка мощностью 2 МВт в Фалькенхагене вводится в эксплуатацию для 360 м3 3 водорода в час хранения водорода в сети природного газа в 2013 году [10].В рамках японского проекта ENE FARM на топливных элементах микрокомбинированного производства тепла и электроэнергии (mCHP) в 2014 году было продано 100 000 систем [11]. Toyota выпускает свой первый автомобиль на водородных топливных элементах, модель Mirai в 2017 году.
Специалисты по сварке CSWIP, EWS и CWI Qualified Services
Сварочные процессы могут извлечь выгоду из опыта наших специалистов по сварке CSWIP, EWS и CWI и глубоких знаний производственных процессов и процедур сварки
Если сварочный процесс требует высокого уровня знаний и компетенции, может быть оговорено участие специалиста по сварке, имеющего квалификацию Схемы сертификации для инспекции сварки (CSWIP), европейского специалиста по сварке (EWS) или сертифицированного инспектора сварки (CWI).Вы можете воспользоваться опытом наших специалистов по сварке и глубокими знаниями производственных процессов и процедур сварки, что обеспечит вам полную гарантию качества.
Схема сертификации услуг по инспекции сварки (CSWIP)
Инспекторы CSWIP Intertek могут проводить инспекции сварных швов, и они имеют квалификацию до уровня 3.1 Сварочный инспектор и 3.2 Старшего инспектора по сварке. Наши инспекторы сертифицированы:
- контролируют инспекторов сварки
- Интерпретируют чертежи сварных швов
- Выдают сертификат соответствия, в котором говорится, что требования спецификации сварки соблюдены
- Проверить отчеты о неразрушающем контроле (неразрушающий контроль)
- Обеспечить качество стандарты и процедуры обеспечения соблюдаются.
Услуги европейского специалиста по сварке (EWS)
Наши европейские специалисты по сварке могут проконсультировать вас по всем аспектам сварочных процессов и технологий.Сюда входят консультации по вопросам сварки, предоставление технической информации по сварке и выполнение функций консультанта по вопросам, связанным со сваркой, таким как:
- Оборудование
- Планирование производства
- Квалификация процедур сварки
- Спецификации процедур сварки
- Сварочные материалы
- Материал
- Инспекция и испытания
Сертифицированные услуги по контролю за сваркой (CWI)
Специалисты CWI Американского сварочного общества Intertek (AWS) могут предоставить ряд сварочных услуг для поддержки ваших сварочных проектов и персонала.К ним относятся:
- Визуальный контроль сварки
- Проверка предварительной подготовки шва на стыках
- Проверка сварки согласно WPS (Спецификация процедуры сварки)
- Предварительный нагрев / последующий нагрев, настройки машины, контроль размера сварного шва, подготовка карты сварных швов и документации
- Требования к кодам и отчеты, ведение досье по контролю качества, обзор документации (сертификация сварщиков, калибровка материалов, присадочного материала и оборудования)
- Квалификация сварщика / подготовка WPS / проверка PQR (протокол квалификации процедуры) / и свидетель WPS / PQR
Ответственный координатор по сварке
Мы можем предоставить услуги ответственного координатора по сварке (RWC), чтобы помочь вам соблюдать обязательные правила маркировки CE для конструкционной стали 2014 года.
Нужна помощь или есть вопрос? +61 (0) 2 8039 8111
.