


Схема самодельного сварочного полуавтомата. | Самодельные сварочные аппараты, полуавтоматы, схемы
Представляем вам схему самодельного сварочного аппарата, собранного в домашних условиях и показавшего не плохие результаты.Данная схема работает в ручном режиме сварки и автоматическом (точеном), то есть можно варить точками.
Перебрав много схем сварочных аппаратов мы пришли к выводу, что сварочный полуавтомат должен работать следующим образом:
- при нажатии кнопки управления сначала должен податься углекислый газ, это делается для того, что бы горелка наполнилась газом.
- после задержки 1..3 секунды автоматически включается ток сварки и подача проволоки.
- после отпускания кнопки управления отключается подача проволоки.
- затем через 1…3 сек отключается подача углекислого газа, это нужно для того, что бы расславленный метал не окислился при остывании, и отключается сварочный ток.
В результате такой работы сварочного полуавтомата шов получается качественный.
Исходя из этих требований нами была разработана схема сварочного полуавтомата, представленная на рисунке.
Схема работает следующим образом:1. Ручной режим.Переключатель SB1 в замкнутом состоянии.
При нажатии кнопки управления SA1 срабатывает реле К2, своими контактами К 2.1, К 2.2, К 2.3 включает реле К1 и К3.
Реле К1 контактами К1.1 включает подачу углекислого газа, К1.2 включает цепь питания электродвигателя, К1.3 отключает тормоз двигателя.
В это же время реле К3 своими контактами К3.1 отключает цепь питания двигателя и К3.2 отключает реле К5, которое отвечает за включение тока сварки, на время заданное резистором R2 (1…3 сек).
На данном этапе подается газ, двигатель подачи проволоки и ток сварки отключены.
Далее.. после разряда конденсатора С2 через цепь резистора R2 отключается реле К3 и своими контактами К3.1 включает двигатель подачи проволоки и контактами К3.2 включает реле К5, которое своими контактами К5. 1 включает ток сварки.
1 включает ток сварки.
В это время идет процесс сварки.
Далее.. При отпускании кнопки управления SA1 реле К2 отключается, своими контактами К 2.1, К 2.2 отключает реле К1.
Реле К1 контактами К1.2 отключает двигатель подачи проволоки, контактами К1.3 включает тормоз двигателя (так как любой двигатель имеет инертность — это необходимо, что бы после окончания сварки сварочная проволока моментально останавливалась), контакты К1.1 размыкают цепь питания конденсатора С3.
На данном сварка прекращена, двигатель подачи проволоки остановлен, ток сварки включен и подача углекислого газа продолжается.
Далее.. после разряда конденсатора С3 через резистор R3 (1…3 сек) отключается реле К4 отвечающее за подачу газа и реле К5 отвечающее за включение тока сварки.
2. Автоматический режим.Переключатель SB1 в разомкнутом состоянии.
При нажатии кнопки управления SA1 все процессы в схеме происходят, так же как и в ручном режиме, только время сварки задается не удержанием кнопки управления SA1, а цепочкой С1R1 (1.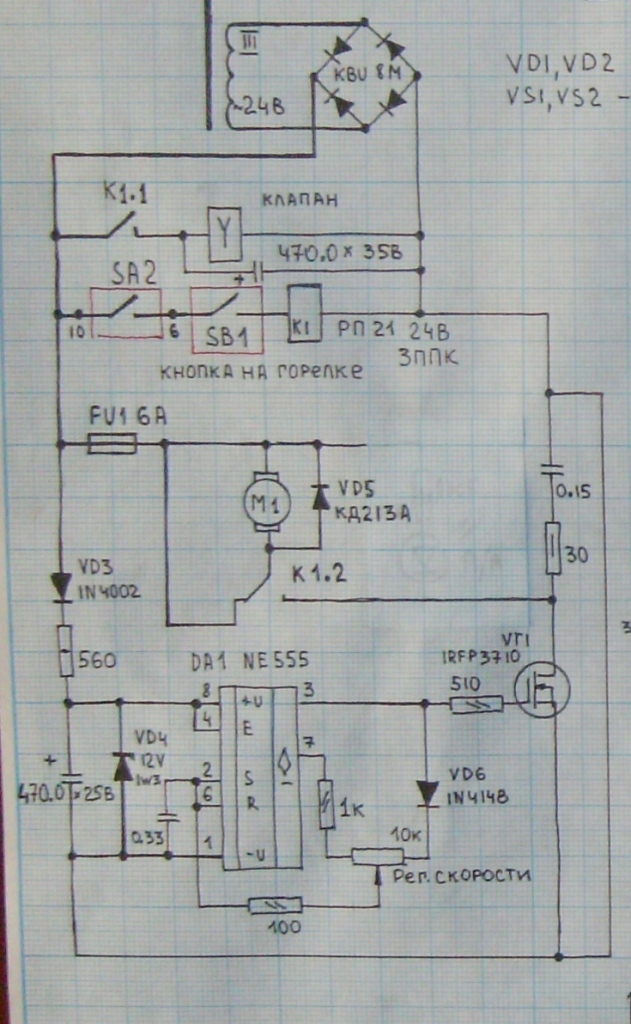 ..10 сек).
..10 сек).
Для чего нужен автоматический режим? Представьте, что нужно приварить крыло автомобиля. Если использовать ручной режим, то сварные швы по размеру будут разными и придется долго выравнивать все неровности.
Другое дело это автоматический режим, вам нужно будет настроить время сварки и силу тока, попробовать на какой нибудь опытной детали и можно варить не задумываясь о времени сварки. В этом случае все сварные швы будут одинаковые (точки).
Работает все просто, нажимаете на кнопку управления, держите ее и варите, схема после определенного времени, заданного резистором R1 отключит процесс сварки.
В аппарате можно использовать любые реле на ток коммутации (К1 и К3) — 5..10А, остальные реле (К2, К4, К5) — 400 мА.
Все элементы схемы не критичны, вместо силовых диодов можно использовать любые на ток 200 А, Тиристор управления сварочным током тоже любой на ток 200 А.
Для сглаживания пульсации и уменьшения брызг во время сварки нужно использовать сглаживающий дроссель L1. ( сварочный дроссель ) В качестве магнитопровода сварочного дросселя использован сердечник от лампового телевизора. В зазоры магнитопровода вставлены пластины из текстолита толщиной 2 мм. Способ намотки сварочного дросселя показан на рисунке.
Сварочный трансформатор мощностью 3 кВт намотан на кольцевом магнитопроводе и имеет следующие характеристики:Сначала наматывается первичная обмотка трансформатора, делаются отводы начиная с напряжения 160 в, далее 170 в, 180 в , 190 в, 200 в, 210 в, 220, в, 230 в, 240 в. проводом из меди сечением 5 мм. кв.
Вторичная обмотка наматывается по верх первичной проводом из меди сечением 20 мм. кв. Номинальное напряжение обмотки 20 вольт.
Таким образом мы имеем сварочный трансформатор с жесткой характеристикой (что очень важно для сварочного полуавтомата) и имеем 6 ступеней регулирования сварочного тока в форсированном режиме, 1 ступень нормальной работы трансформатора (220 в. превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
превичная, 20 вольт вторичная) и 2 ступени пассивного режима работы трансформатора.
Ступени регулирования тока вторичной обмотки:
17 в, 19 в, 20 в, 22 в, 23 в, 24 в, 25 в, 27 в, 28 вольт.
Двигатель подачи сварочной проволоки можно использовать любой редуктор стеклоочистителя автомобиля например от ВАЗ 2110.
Важно отметить, при проектировании протяжного механизма нужно учитывать, что максимальная скорость протяжки проволоки должна обеспечиваться на уровне 11 метров в минуту, минимальная 0.7 метра в минуту. Для этого нужно рассчитать диаметр ведущего колеса механизма подачи проволоки.
Клапан газа можно использовать от клапана подачи воды от омывателя заднего стекла автомобиля ВАЗ 2109. Другие типы клапанов автомобилей использовать не рекомендуется, например воздушный от ВАЗ 2105, так как после некоторого времени работы они начинают пропускать (нарушается герметичность клапана).
Данный полуавтомат сварка работает уже 3 года, зарекомендовал себя очень надежным.
Ответы на комментарии:
Топология печатной платы, не хотел выкладывать из за того что ни чего не понятно.. но заставили..
В качестве реле К1, К2, К3 можно использовать реле типа HJQ-22F-3Z с тремя группами контактов.
На фото такое же реле, только с четырьмя группами контактов HJQ-22F-4Z (показываю как выглядит).
Так как сам сварочный полуавтомат был утрачен, то по моей просьбе фото этого сварочного аппарата были любезно предоставлены посетителем сайта Андреем, который повторил эту схему.
Большое спасибо ему за это.
Внешний вид полуавтомата:
Компоновка, вид сверху:
Компоновка, вид сбоку:
Компоновка, вид сбоку, вид подающего механизма:
Протяжный механизм:
Плата управления сварочным полуавтоматом:
Диодный мост, дроссель, трансформатор питания схемы управления:
Автор фото полуавтомата: Андрей.
Фото блока управления и печатная плата присланная посетителем сайта Николаем (комментарий 100)
Печатную плату в формате программы Sprint-layout 5 можно скачать по этой ссылке:
Печатная плата355
Если возникнут вопросы, задавайте их в комментариях.
Автор статьи: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Схемы сварочных аппаратов и инверторов — Схемы — Каталог статей
Описание:
Фотографии внутренностей, а так же силовая электрическая схема инверторного сварочного источника PICO-160
Инструкция по эксплуатации и фотографии китайского инверторного сварочного источника MAXPOWER WT-180S
Принципиальная электрическая схема подающего механизма LISA-12 фирмы KEMPPI
Нарисованные от руки схемы источника ПДГ-101 У3.1, предназначенного для полуавтоматической сварки в среде защитного газа. Источник также может быть использован как пускозарядное устройство
Источник также может быть использован как пускозарядное устройство
Паспорт на ВОЗБУДИТЕЛЬ ДУГИ ВИР–101 УЗ
Руководство по эксплуатации и схемы сварочного полуавтомата ПИТОН (ПДГ-15-3У3, ПДГ-20-3У3 380В)
Руководство по эксплуатации осциллятора ОСППЗ-300 М1
Принципиальная электрическая схема силовой части и блока управления однофазного варианта полуавтомата ПУЛЬСАР
Нарисованные от руки схемы источника бесперебойного питания (UPS) фирмы Alpha Technologies с синусоидалным выходным напряжением. В преобразователе источника используется феррорезонансный стабилизирующий трансформатор (ФСТ), позволяющий достаточно просто формировать стабилизированное синусоидальное напряжение без формирования модулированного по синусоидальному закону многоимпульсного напряжения.
Техническое описание и инструкция по эксплуатации сварочного источника ВДУ-506
Техническое описание и инструкция по эксплуатации сварочного полуавтомата ПУЛЬСАР
Руководство по эксплуатации(англ. ) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
) инверторного сварочного источника, ThermalArc model 250S DC CC, компании Thermadyne Company. По сравнению с ThermalArc model 160S, эта версия более мощная и питается от трёхфазной сети. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используются два полумостовых преобразователя (каждый со своим трансформатором) включенных последовательно. Приводятся вольтамперные характеристики.
Руководство по эксплуатации(англ.) инверторного сварочного источника, ThermalArc model 160S DC CC, компании Thermadyne Company. В руководстве приведены функциональная и силовая схемы источника. Силовая схема интересна тем, что здесь используется полумостовой преобразователь и сетевой выпрямитель с удвоением напряжения. Приводятся вольтамперные характеристики. При выходном напряжении менее 10В, в режиме TIG, внутреннее сопротивление источника становится отрицательным, благодаря чему снижается эрозия вольфрамового электрода при КЗ.
Инструкция по эксплуатации на инверторный сварочный источник Invertec V100 & V130(Англ. )известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
)известной фирмы Lincoln Electric, где кроме всего прочего приведена силовая электрическая схема источника
Описание универсальной сварочной установки УДГУ-301. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе (Рус.)
Принципиальная электрическая схема универсальной сварочной установки MARC 500 HF mig финской фирмы KEMMPI. Установка предназначена для ручной аргонно-дуговой сварки неплавящимся электродом на постоянном и переменном токе
Принципиальная электрическая схема универсального осциллятора LHF500 финской фирмы KEMPPI
Две страницы из какой-то книги посвящённые осцилляторам
Руководство для владельца по использованию сварочного аппарата Maxstar150 (Англ.). Имеются некоторые монтажные и принципиальные схемы.
Инструкция по эксплуатации таймера TGE-2, модель 61925
Схемы и описание установок УДГ-301 и УДГ-501 (номинальные токи сварки 315А и 500А,соответственно) для сварки алюминия и его сплавов неплавящимся вольфрамовым электродом в среде аргона на переменном токе.
Фотографии внутренностей инверторного сварочного источника Русь-2005
Техническое описание и принципиальные электрические схемы электропривода ЭТУ3601 предназначенного для создания, на основе высокомоментных электродвигателей постоянного тока, быстродействующих и широко регулируемых (с диапазоном регулирования 1:10000) приводов подач металлорежущих станков, в том числе станков с ЧПУ
Фотографии внутренностей, а так же принципиальная электрическая схема силовой части и драйверов сварочного инверторного источника COLT 1300, производства итальянской фирмы CEMONT.
Техническое описание и схема сварочной установки типа УДГ-101предназначенной для ручной apгоно-дуговой сварки неплавящимся (вольфрамовым) электродом на постоянном токе изделий из нержавеющих сталей, меди и ее сплавов малых толщин (от 0,2 до 2,5 мм).
Техническое описание и схема сварочного универсального четырехпостового источника. В документации неплохо расписано формирование ВАХ со всеми ОС по току и напряжению. Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
Также, в аппарате есть схема ограничения напряжения ХХ и компенсации падения напряжения в сварочных кабелях.
Техническое описание регулятора времени на интегральных схемах серии РВИ. Регулятор предназначен для управления циклом сварки машин контактной сварки переменного тока.
Техническое описание и инструкция по эксплуатации на полуавтомат сварочный А-547Ум типа ПДГ-309, предназначенный для электродуговой сварки металла тонкой электродной проволокой в двуокиси углерода.
Техническое описание и схемы сварочного выпрямителя ВДУ-505, предназначенного для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки в среде углекислого газа и под флюсом.
Техническое описание и инструкция по эксплуатации ПРИБОРА ПРИВАРКИ КАТОДОВ (ППК). По сути, прибор является конденсаторной контактной сварочной установкой
Силовая схема и схема блока управления тиристорного инверторного сварочного источника ВДУЧ-16
Руководство по эксплуатации и принципиальная схема электролизёра ЛИГА-2
Паспорт и руководство по эксплуатации инверторного сварочного источника ВД-160И У2 (ВД-200И-У2), производства ООО Линкор. Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Приведены схема электрическая принципиальная и осциллограммы в характерных точках.
Описание микроплазменного сварочного аппарата предназначенного для резки низкотемпературной плазмой материалов, в том числе и тугоплавких, сварки и пайки чёрных и цветных металлов. В качестве плазмообразующей среды используется водяной пар.
Фотографии внутренностей инверторного сварочного источника Фора-120.
Интересной особенностью источника является автогенераторный режим работы инвертора. Регулировка тока осуществляется за счёт изменения частоты генерации (управляющим генератором).
Инструкция и чертёж к Алплазу-04 и Мультиплазу 2500.
Мультиплаз 2500 прообраз алплаза и инструкции у них как две капли воды похожи, отличается он повышенной мощностью источника питания и возможностью работы с дугой прямого действия.
Схема ультразвукового генератора взятая из паспорта к установке ультразвукового искрового легирования.
Фотографии внутренностей инверторного сварочного источника IMS1600.
Интересна конструкция сглаживающего дросселя — провод пропущенный через три кольца.
Фотографии внутренностей, а так же силовая электрическая схема отечественного инверторного сварочного источника BME-160.
Схемы и описание тиристорного генератора импульсов от эмиссионного спектрометра POLYVAC E2000, применяемого для спектрального анализа железосодержащих сплавов (чугуны, стали и т.п.). Генератор достаточно мощный (1 — 1,5 кВт).
Вид внутренностей мощного зарядного устройства, предназначенного для зарядки локомотивных аккумуляторов, на базе двух сварочных инвертеров.
Фотографии и, нарисованные от руки, схемы инверторного сварочного источника Klasik 141
Техническое описание, схема и инструкция по эксплуатации сварочного полуавтомата типа ПДГ-508М
Техническое описание и инструкция по эксплуатации блока управления сварочным полуавтоматом типа БУСП-2У3.1.
Принципиальные электрические схемы сварочных источников ВДГ-303-3, ВДГ-401 и полуавтомата ПДГ-312-4 производства фирмы СЭЛМА.
Принципиальная электрическая схема однофазного полуавтомата типа ….
Руководство на сварочный дизель-генератор компании KAMA
Схема сварочного полуавтомата Пульсар-100МE.
Схема бытовой индукционной плитки Elenberg IC-1900
Схема промышленного универсального сварочного источника ВДУ-601.
Схема промышленного зарядного ТПП-160-70-У3.1 . Схема была срисована с агрегата при ремонте.
Схемы и описание выпрямителей ТПЕ и ТПП, предназначенных для зарядки тяговых аккум. батарей:
— щелочных на Uном=24-72 V и ёмкостью от 300 до 600 A*ч ,
— кислотных на Uном=24-80 V и ёмкостью от 160 до 400 А*ч .
Особенности схемы: Тиристорный 3-фазный выпрямитель с трехобмоточными трансформаторами тока на строне выпрямленного напряжения. УЭ всех тиристоров объединены.
Срисованная с оригинала схема сварочного источника Telwin conica160. В схеме не прорисована цепь питания реле от сх. контроля залипания.
Полная документация на электропривод асинхронный глубокорегулируемый комплектный Размер 2М-5-21, который предназначен для работы в системах автоматического регулирования частоты вращения электродвигателей двух механизмов подачи и электродвигателя шпинделя токарных станков с ЧПУ.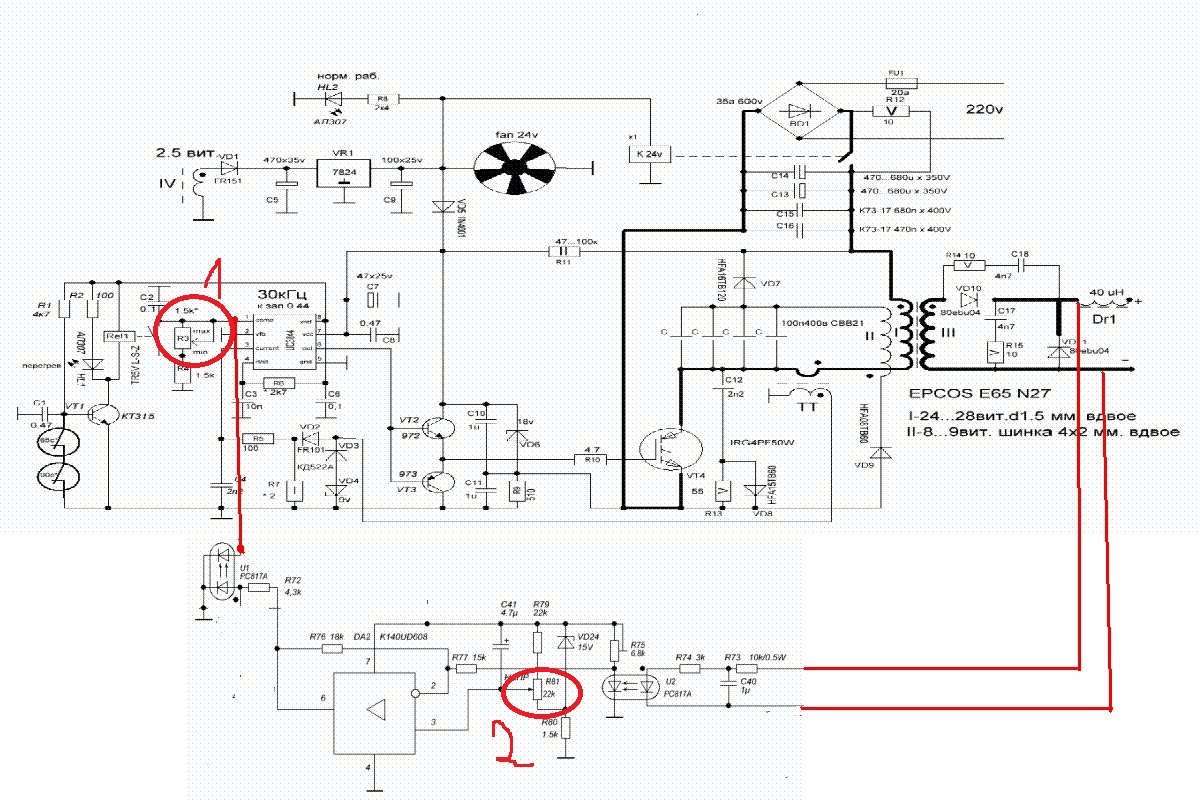
Принципиальная электрическая схема сварочного источника ВДУ-504.
Фотографии внутренностей инверторного сварочного источника МК300А.
Принципиальная электрическая схема инверторного сварочного источника Телвин 130. Схема срисована с образца во время ремонта Для просмотра схемы потребуется Pcad2000 и выше.
Фирменная принципиальная электрическая схема блока управления инверторного источника Форсаж, выпускаемого Рязанским приборостроительным заводом.
Инверторный сварочный источник Форсаж-125. Принципиальная схема силовой части и блока управления, а так же шесть фотографий с видами источника и куча осциллограмм!
Приципиальная электрическая схема зарядного устройства B31-5A.
Инструкции по настройке и схемы с описаниями на сварочные аппараты NEON ВД-161 и NEON ВД-201, производства ЗАО ЭлектроИнтел, Нижний Новгород.
Электрическая принципиальная схема на инверторный сварочный аппарат TELWIN-140, производства итальянской компании TELWIN
Паспорт на Электропривод унифицированный трёхфазный серии ЭПУ1. ..Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
..Д,М. Привод предназначен для регулирования и стабилизации скорости вращения двигателя постоянного тока в диапазоне до 1000 с постоянным моментом для однозонного исполнения, с ОС по скорости вращения и полным потоком возбуждения до номинальной скорости вращения и с уменьшением потока возбуждения выше номинальной для двухзонного исполнения.
Схема электрическая принципиальная малогабаритного источника питания типа МИП-200(250;300;250T;300T)У3, предназначенного для дуговой сварки.
Схема силовой части инверторного сварочного источника ВДУЧ-350.
Инструкция по эксплуатации Осциллятора ОСПЗ-2М.
Паспорт и схема блока управления контактной сваркой РКС-14.
Схема сварочного инвертора РУСЬ-2004,2005, нарисованная от руки во время ремонта.
Паспорт на машину контактной сварки типа МТР-1201 УХЛ. Машина контактной сварки предназначена для электрической контактной точечной сварки деталей из листовой низкоуглеродистой стали при повторно-кратковременном режиме.
Паспорт на регулятор контактной сварки РКС-502. Регулятор предназначен для комплектации контактных электросварочных машин и обеспечивает последовательность действия однофазных машин точечной контактной сварки. К сожалению в паспорте отсутствует принципиальная электрическая схема регулятора!
Неполная документация на п/а то-ли ПА-107, то-ли ПШ-107 или ПСШ-107. Буквы маркировки точно установить не удалось. П/а предназначен для сварки порошковой проволокой. Принципиальные схемы все есть, но монтажных схем и спецификаций элементов нет. Описание частично (%95) удалось восстановить.
Паспорт, инструкция по эксплуатации, описание и принципиальная электрическая схема устройства зарядного автоматического типа УЗА-150-80-У4.
Описание, инструкция по эксплуатации и принципиальные схемы инверторного источника сварочного тока DC250.31, производства научно-производственного предприятия «Технотрон».
Полная документация на привод ЭТ-1Е1. Это тиристорный, однофазный, нереверсивный привод постоянного тока, с ОС по ЭДС.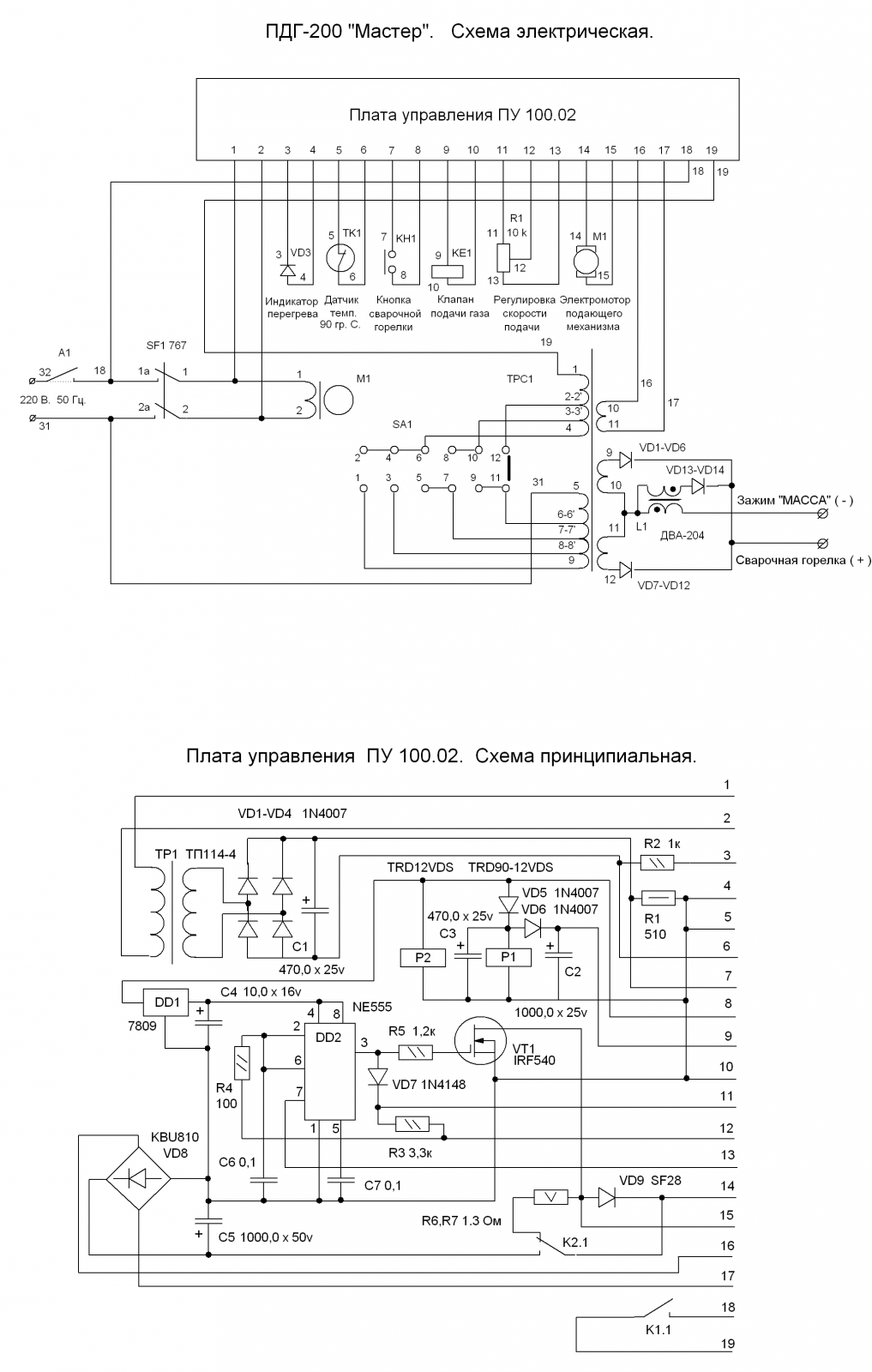 Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Частота вращения 72-3600 об/мин. Регулировка производится вниз от максимальной.
Отсканированный паспорт устройства поджига дуги типа 13РП, предназначенного для возбуждения дуги в плазмотронах. Что немаловажно, в паспорте есть намоточные данные трансформатора и дросселей.
Руководство по эксплуатации сварочного выпрямителя ВД-0801 (укр.).
Отсканированный паспорт инверторного сварочного источника DC250.31 НПП «Технотрон», г.Чебоксары. Фотографии внутренностей аналогичного аппарата DC250.33 можно посмотреть здесь. DC250.33 отличается от DC250.31 тем, что в первом используются диоды 150EBU04 вместо модуля HEA320NJ40C на выходе. В последних 250.31 так же использовались выходные диоды 150EBU04. В инверторе использовано по 4 транзистора в плече + диод. в данный момент выпускаются только 250.33, в которых применены IRGPS40B120U либо IRG4PSH71U. диод — DSEP3012CR, либо HFA30PB120 (на отдельном радиаторе, аппарат снят с производства). Магнитопровод сварочного трансформатора 120х80х15 мм (за размеры точно не ручаюсь) производства ОАО Ашинский металлургический завод, из аморфного железа 5БДСР с немагнитным зазором. первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
первичка намотана проводом ЛЭПШД1000х0,05 в три провода. Вторичка — ЛЭП119х0,1 (сколько жил не помню). оба провода — ЛИТЦЕНДРАТ, в обозначении которого диаметр жилок стоит после «х», только ЛЭПШД дополнительно в шелковой изоляции, а ЛЭП протянут в термоусадочную трубку. Выходной дроссель очень массивный, железо как у транса старых цветных телеков. «Баяны» установлены на изолированные друг от друга дюралевые радиаторы каждый размером 90х210 мм. На радиаторе 7 рёбер 210х32 мм. Модуль (диоды) выходного выпрямителя установлен(ы) на радиатор размером 100х160 мм. На радиаторе 9 рёбер 160х32 мм.
Документация на сварочный агрегат АДД-3124, который предназначен для использования в качестве автономного источника питания одного поста при ручной дуговой сварке,резке и наплавке металлов постоянным током.
Пределы регулирования сварочного тока 40-315А
Ном.сварочное напряжение 32,6В
Ном.частота вращения 1800+/-30 об/мин.
Документация и схемы на электропривод постоянного тока серии ЭТ-6, который предназначен для регулирования и стабилизации частоты вращения электродвигателя постоянного тока в диапазоне 1:10000 (если допустимо техническими условиями для данного электродвигателя). В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
В документацию так же включено описание тахогенератора ТП80-20-0,2, работающего совместно с этим приводом.
Инструкция по эксплуатации, а также электрические принципиальные схемы на универсальный инверторный сварочный источник INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC.
Заводская инструкция по ремонту, и анализ блоксхемы на сварочный инвертор Prestige (он же Technika) фирмы Blue Weld в переводе на наш родной язык. В архиве два файла Word с рисунками и принципиальными схемами силовой части и БУ.
Принципиальная электрическая схема универсального сварочного источника КИУ-501
Подробные описание и схема привода постоянного тока KEMPOC.
Подробное описание, а также руководство по ремонту источников питания для плазменной резки ENTERPRISE PLASMA 160 HF, SUPERIOR PLASMA 90 HF и TECNICA PLASMA 18 -31, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Описание и схема двухплатной версии сварочного выпрямителя типа ВДУ-505. Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Выпрямитель предназначен для ручной дуговой сварки штучными электродами и для однопостовой механизированной сварки постоянным током в среде углекислого газа и под флюсом.
Срисованная с оригинала схема китайского инверторного сварочного источника WT-180S.
Внешние виды, виды монтажа и печатных плат, а также принципиальная электрическая схема корейского сварочного инвертора NSAX-180.
Принципиальная электрическая схема сварочного инвертора BRIMA-ARC160, производства немецкой компании Brima Welding International.
Внешние виды и принципиальная электрическая схема китайского сварочного инвертора ASEA-250.
Внешние виды и виды внутренностей инверторных сварочных источников BRIMA ARC200B, BRIMA TIG180A, EPS BIGTRE, FRONIUS, GUS-165, KAIZER-100, JASIC-MIG350, MISHEL SZ ST200, NEBULA-500, NEON, POWERMAN-200 и TECOMEC MARK-170G. К сожалению фотографии сделаны с не очень большим разрешением, но компоновочные решения видно очень хорошо.
Подробное описание, а также руководство по ремонту сварочных инверторов TELWIN TECNICA 141-161, TELWIN TECNICA 144-164 и TELWIN TECNICA 150-152-170-168ПУ, производства итальянской компании TELWIN. Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Информация на английском языке, но благодаря обилию рисунков и схем очень легко понимается.
Подробное описание, а также руководство по ремонту серии сварочных инверторов TELWIN TECNICA 141-161, производства итальянской компании TELWIN. Информация на испанском языке, но благодаря обилию рисунков и схем очень легко понимается.
Внешние виды, принципиальные электрические схемы, а также перечень комплектующих инверторного сварочного источника GYSMI-161, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного аппарата TOP4000.
Внешние виды и фотоотчёт ремонта сварочного инверторного источника TELWIN Tecnica-144, производства итальянской компании TELWIN. В конце фотоотчёта приводятся принципиальные электрические схемы источника.
Принципиальная электрическая схема инверторного сварочного источника Prestige144, производства итальянской компании BLUEWELD.
Срисованная с оригинала принципиальная электрическая схема инверторного сварочного источника САИ 200, производства группы компаний ТСС.
Приципиальная электрическая схема инверторного сварочного источника Inverter 3200 TOP DC китайского производства.
Виды и приципиальная электрическая схема инверторного сварочного источника MOS 168, производства итальянской фирмы DECA.
Техническое описание, принципиальные электрические схемы и данные моточных узлов системы электропитания легендарной персоналки ЕС-1840
Паспорт, техническое описание, а также принципиальные электрические схемы на сварочный полуавтомат типа ФЕБ-150, производства ООО НПО ФЕБ.
Руководство по эксплуатации на для дуговой сварки типа МАГМА-315(У/Р)М, производства ООО НПО ФЕБ. Руководство содержит информацию по техническому обслуживанию и ремонту источника.
Комплект ремонтной технической документации на блоки подачи проволоки ФЕБ-09,(07) и ФЕБ-12,(02) производства ООО НПО ФЕБ. Комплект включает принципиальные электрические схемы, перечни элементов, схемы расположения элементов, а также технические описания.
Руководство по ремонту неизвестного китайского UPS мощностью 6-10кВА. Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Руководство содержит общую блок схему, силовые схемы основных узлов, а также осциллограммы в характерных точках. Сопроводительный текст на английском языке.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы PowerCom.
Принципиальные электрические схемы, описания, инструкции по ремонту источников бесперебойного питания, производства фирмы APC.
Принципиальная электрическая схема инверторного сварочного источника Powermax в форматах PCAD2006 и GIF.
Автор не уточнил производителя этого источника, но, по нектрым сведениям, аппараты с такими названиями выпускают компании Hypertherm и Castolin Eutectic.
Руководство по обслуживанию (Service Manual) и принципиальные электрические схемы инверторных сварочных источников COLT, COLT-1300, PUMA-150, производства итальянской фирмы CEMONT.
Очень подробное и качественное описание, а также инструкция по ремонту и настройке сварочных источников постоянного тока Форсаж-315, Форсаж-315М, Форсаж-315GAZ.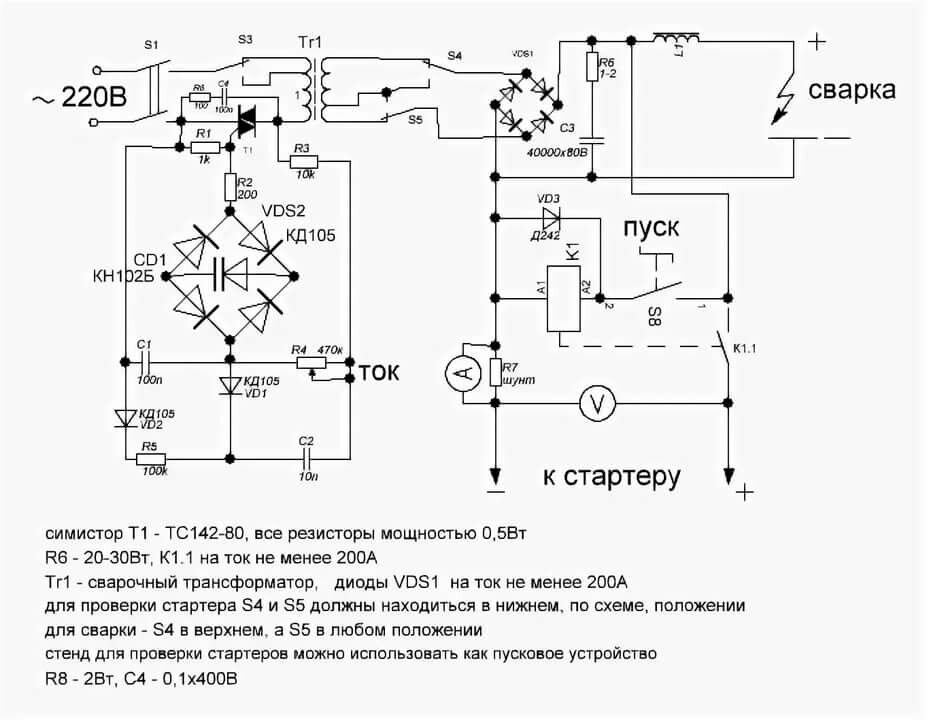 Документация представлена в формате TGBrowser (браузер прилагается).
Документация представлена в формате TGBrowser (браузер прилагается).
Описание и принципиальные электрические схемы инверторного сварочного источника для ручной дуговой сварки CEMONT S1000, производства итальянской фирмы CEMONT.
Качественно нарисованная принципиальная электрическая схема блока управления для полуавтоматической сварки БУСП-2УЗ.1..
Описание и принципиальная электрическая схема сварочного выпрямителя для MMA/TIG сварки модели UTA-200-1 производства чешской компании TRIODYN.
Инструкция по эксплуатации и краткая принципиальная электрическая схема плазмореза Powermax-1250, производства компании Hypertherm.
Описание и принципиальная электрическая схема универсальных сварочных источников ВДУ-504-1УЗ и ВДУ-504-1Е4.
Принципиальная электрическая схема универсального сварочного источника ВДУ 506 УЗ, производства Калининградского завода «ЭЛЕКТРОСВАРКА», в двухплатном и одноплатном испольнении.
Паспорт источника ARC-250 и другие, производства фирмы СВАРОГ (СПБ).
Принципиальная электрическая схема инверторного сварочного источника GYSMI-165, производства французской компании GYS.
Принципиальная электрическая схема инверторного сварочного источника ВД-200.
Русскоязычная версия руководства по эксплуатации универсального инверторного сварочного источника INVERTEC V350-PRO, производства известной фирмы LINCOLN ELECTRIC.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400, предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 «Profi Mig» производства компании Плазма.
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3, производства компании Плазма.
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата MMA-160
Паспорт, описание, а также принципиальные электрические схемы импульсного стабилизатора сварочной дуги СТ-500 «MASTER», производства Костромского завода сварочного и электрощитового оборудования RUSELCOM.
Этот стабилизатор повторил и испытан в работе. После этого были сделаны следующие выводы:
Устройство прекрасно работает ТОЛЬКО ПРИ НАЛИЧИИ ДРОССЕЛЯ В ЦЕПИ СВАРОЧНОГО ТОКА!!!Стабилизатор НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ если применяются тиристорные ключи в первичной\вторичной обмотках св. т-ра. На оригинальной плате R42\R18 -30КОм.На схемах-24КОм.Проверить работоспособность устройства можно подключив вместо сварочного любой т-р с напряжением 70-80В. Замкнуть кол.-эм.транзистораV16\VT14-тем самым «включить «стабилизатор без зажигания дуги. Подключить осциллограф на выход стабилизатора и наблюдать наложение коротких импульсов на синусоиду см.рис.2. При правильной фазировке зажигается Н1. Работой стабилизатора очень доволен. Использую «установку»трансформатор 220\75В+дроссель в сварочной цепи+РБ-300+данная «поделка»+аргоновая горелка. К сожалению на токах менее 30А работает не устойчиво\не работает\.Поджиг дуги-КОНТАКТНЫЙ.Использовать в работе ЛУЧШЕ чем осциллятор с искровым разрядником\личное мнение.
Паспорт, описание, а также принципиальные электрические схемы регулятора контактной сварки типа РКС-501
Руководство по эксплуатации, описание, принципиальные электрические схемы сварочного источника УДГУ-501 AC/DC У3.1, производства компании СЭЛМА. Кроме этого в архиве множество фотографий внутренностей источника.
Техническое описание иныерторного выпрямителя для дуговой сварки ВДУЧ-350МАГ. В документации описывается устройство и работа источника, но к большому сожалению отсутствуют принципиальные электрические схемы.
Описание устройства, а также рекомендации по ремонту инверторного сварочного источника Торус-200, производства компании ТОР. В архиве также содержатся принципиальные схемы, рисунок печатной платы, а также множество фотографий внутренностей источника.
Описание и принципиальная электрическая схема выпрямительного устройства 50ВУК-120
Принципиальная электрическая схема осциллятора от сварочного аппарата Русич, производства НПО СВАРКА.
Исследовал схему и обмоточные данные Wentmiller.
Принципиальная электрическая схема полуавтомата ПДГ-251 в составе сварочного аппарата SELMA производства ОАО Электромашиностроительный завод «Фирма СЭЛМА».
Виды внутренностей универсального сварочного осциллятора УВК-7 производства СВАРБИ.
Принципиальная электрическая схема осциллятора от сварочного аппарата «Русич С-400» производства НПО СВАРКА
Паспорт и принципиальная электрическая схема инверторного сварочного источника СТРАТ-200(160 производства компании ООО Актив, Санкт-Петербург
Руководство по ремонту инверторного сварочного источника GYSMI-183, производства французской компании GYS. Руководство на английском языке.
Архив с инструкцией по эксплуатации и электрическими схемами на универсальные сварочные аппараты PHOENIX 301; 351; 401; 421; 521 EXPERT [PULS] forceArc, производства немецкой компании EWM>. Инструкция на чистом русском языке.
Принципиальная электрическая схема корейского инверторного сварочного источника ASEA-160.
Инструкция по эксплуатации инверторного сварочного источника INVERTEC V275-S производства известной фирмы LINCOLN ELECTRIC. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника IDEALARC DC-400 производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся частичные принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на русском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC STT & STT II производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся подробное описание технологии STT, принципиальные электрические схемы источника, а также методики обслуживания и ремонта. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V205-T AC/DC производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V250-S производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Инструкция по техническому обслуживанию инверторного сварочного источника INVERTEC V300-I производства известной фирмы LINCOLN ELECTRIC. В инструкции приводятся принципиальные электрические схемы, методики обслуживания и ремонта источника. Инструкция на английском языке.
Скачать архив (236 Mb)
Электрическая схема полуавтомата и ее работа
Электрическая схема полуавтомата ПШ-54 проще, чем полуавтомата ПШ-5. Она обеспечивает работу без кнопки Пуск как на постоянном, так и на переменном токе. [c.335]Полуавтомат ПШ-54 является улучшенной моделью полуавтомата ПШ-5 и отличается от него следующим 1) значительно упрощена и облегчена конструкция держателя 2) упрощена электрическая схема полуавтомата, обеспечивающая его работу без кнопки пуск> 3) изменение скорости подачи электродной проволоки осуществляется с помощью коробки скоростей, а не сменными шестернями. В табл. 155 приведены скорости подачи проволоки в зависимости от положения указателей рукояток коробки скоростей.
[c.348]
В табл. 155 приведены скорости подачи проволоки в зависимости от положения указателей рукояток коробки скоростей.
[c.348]
Упрощена электрическая схема полуавтомата (фиг. 63), обеспечивающая его работу без кнопки Пуск . Начало сварки и подачп проволоки осуще- [c.265]
Для полуавтоматической сварки в углекислом газе можно сравнительно легко приспособить полуавтоматическую аппаратуру, которой производится сварка под флюсом, а также и автоматы. Чтобы для указанной цели переделать, например, полуавтомат ПШ-5, нужно заменить держатель с флюсовой воронкой газоэлектрической горелкой с водяным охлаждение.м, устроить подвод к горелке защитного газа и охлаждающей воды, перестроить электрическую схему полуавтомата для работы на постоянном токе. [c.104]
Электрическая схема полуавтомата и ее работа [c.77]
Принципиальная электрическая схема полуавтомата представлена на фиг. 46. Питание трехфазной сварочной дуги осуществляется от двух сварочных трансформаторов типа ТСД-1000, включенных по схеме открытого треугольника. Работу электрической схемы можно разбить на следующие периоды.
[c.77]
46. Питание трехфазной сварочной дуги осуществляется от двух сварочных трансформаторов типа ТСД-1000, включенных по схеме открытого треугольника. Работу электрической схемы можно разбить на следующие периоды.
[c.77]
Ниже описывается подготовка полуавтомата к сварке и работа электрической схемы полуавтомата. [c.91]
В электрической схеме полуавтомата А-537 нет пусковой кнопки, как в схеме полуавтомата А-547-р. Чтобы начать сварку горелкой полуавтомата А-537, достаточно включить в работу сварочный генератор и замкнуть на деталь конец сварочной [c.92]
Упрощена электрическая схема полуавтомата, обеспечивающая его работу без кнопки Пуск (фиг. 144,а). Принцип действия схемы заключается в следующем в начале сварки при соприкосновении электрода с изделием срабатывает промежуточное реле РП, которое замыкает свой контакт в цепи катушки силового контактора КТ. Контактор КТ включает первичную и вторичную цепь сварочного трансформатора, В момент начала прохождения тока в сварочной цепи срабатывает специальное реле — стабилизатор РС, которое включает двигатель подачи электрода, замыкает контакт РС в цепи катушки силового контактора и размыкает
[c. 206]
206]
Электрическая схема блока управления машин — полуавтоматов для стыковой сварки обеспечивает работу в полуавтоматическом режиме с одной или двумя осадками, а также работу в наладочном режиме. [c.260]
Полуавтомат состоит из следующих основных узлов шкафа управления, подающего механизма и держателей. Сварка полуавтоматом ведется от сварочного преобразователя с жесткой характеристикой типа ПСГ-500, от которого питается напряжением также вся электрическая схема. Особенностью электросхемы полуавтомата является возможность работы на двух заранее выбранных режимах сварки — малом или большом. Величины скорости подачи проволоки и сварочного напряжения для каждого режима устанавливаются перед началом сварки с помощью рукояток на панели шкафа управления. Переключение режимов в процессе работы производится нажатием кнопки, смонтированной на держателе (большой режим), или его отпусканием (малый режим). [c.369]
Для управления работой полуавтомата, служащего для сборки колбы с арматурой радиолампы, используется электрическая схема, представленная на рис.
 119.
[c.330]
119.
[c.330]Полуавтоматом ПШ-54 можно работать на переменном токе без применения аппаратного ящика № 2. В этом случае электрическая схема аналогична схеме 35,6, но вместо сварочного генератора включается сварочный трансформатор с дросселем. При работе без аппаратного [c.337]
Принципиальная электрическая схема установки УПС-2 показана на рис. 54. Источником сварочного тока в установке УПС-2 является преобразователь ПСУ-500 или ПСГ-500. Для сварки применен несколько измененный полуавтомат А-537, в схему которого введены дополнительно выключатель В4, реле РП и розетка для выключателя В2, обеспечивающего дистанционное управление при сварке под флюсом и в среде аргона. При сварке в среде углекислого газа используется переключатель ПЗ, которым устанавливается режим работы подогревателя газа ПГ непрерывный (на холоде или при непрерывном отборе газа) и прерывистый, который исключает перегрев газа и редуктора при работе с большими паузами, например на монтаже. [c.132]
[c.132]
Шланговый полуавтомат ПДШ-500 имеет по сравнению с полуавтоматами типа ПШ две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС-1000. Второй особенностью является принудительная подача флюса сжатым воздухом [c.70]
Обслуживание выпрямителя проще, чем обслуживание сварочного преобразователя. Перед сваркой необходимо убедиться, дает ли выпрямитель напряжение. Для этой цели на пульте управления полуавтоматом установлен вольтметр, показывающий величину выпрямленного напряжения. При использовании для работы выпрямителя ВС-200 с штепсельным переключателем ступеней напряжение между выводными зажимами будет только при том условии, если штепсельная колодка установлена на какой-либо ступени переключателя. Без установленной штепсельной колодки гнезда каждой пары переключателя не соединены между собой. Поэтому напряжение сети не будет поступать на первичные обмотки трехфазного трансформатора, что очевидно из электрической схемы на фиг. 26.
[c.58]
Поэтому напряжение сети не будет поступать на первичные обмотки трехфазного трансформатора, что очевидно из электрической схемы на фиг. 26.
[c.58]
Рассмотрим работу счетчиков и схем управления полуавтоматом по принципиальным электрическим схемам. [c.192]
Принципиальная электрическая схема программного управления полуавтоматом (рис. 88) обеспечивает ручную и автоматическую работу полуавтомата, а также выполнение всех технологических команд, приведенных в табл. 26. Рассмотрим работу схемы в различных режимах. При рассмотрении работы полуавтомата необходимо учитывать, что все приведенные схемы (см. рис. 86, 87 и 88) работают совместно. [c.196]
Описание, назначение и технические характеристики полуавтомата (ПДГ-3010 или подобного). Его принципиальная электрическая схема, описание её работы. Схема и описание монтажа внешних электрических соединений полуавтомата. [c.88]
Работа электрической схемы управления полуавтомата. [c.89]
[c.89]
Шланговый полуавтомат типа ПДШ-500 имеет по сравнению с полуавтоматами ПШ-5 две существенные особенности. Полуавтомат работает по принципу зависимости скорости подачи электродной проволоки от напряжения дуги, и поэтому электрическая схема саморегулирования режима сварки сходна со схемой автоматической головки АДС-1000. Второй особенностью является принудительная подача флюса сжатым воздухом по шлангу через держатель в зону сварки. Подающий механизм, смонтированный на подвижной тележке, работает от электродвигателя постоянного тока через понижающий редуктор. Ведущий и нажимный ролики подают электродную проволоку из кассеты по шлангу в зону сварки. Скорость подачи электродной проволоки устанавливают реостатом, включенным в цепь обмотки электродвигателя. На тележке укреплен бункер с устройством для пневматической подачи флюса в зону сварки. Воздух используется от заводской воздушной сети или от компрессора. На специальной панели тележки установлены измерительные приборы и устройства управления. [c.214]
[c.214]
Сложная электрическая схема полуавтомата не надежна в работе. Большой вес передвижного агрегата (весит 65 кг) отрицательно сказывается на его маневренности. Принудительная подача флюса, прогрессивная по идее, не оправдала себя на практике, так как затруднительна уборка флюса и велики его потери. Кроме того, сама система ненадежна в работе выходит из строя механизм флюсоподающего устройства и часто засоряется флюсоподающий шланг. [c.341]
Упрощена электрическая схема полуавтомата (рис. 145), обеспечивающая его работу без кнопки Пуск . Начало сварки и подачи проволоки осуществляется закорачиванием электрода на изделие. В Рис. 144, Де>ржатель ДШ-54 конце сварки при обрыве дуги подача электродной проволоки автоматически прекращается. [c.279]
Настройка полуавтомата на заданный режим сводится к следующему а) по таблице выбирается режим сварки б) рукоятками коробки скоростей на подающем механизме устанавливается требуемая скорость подачи электрода в) дросселем-регулятором или регулятором генератора постоянного тока устанавливается требуемый ток и напряжение дуги и проверяются по показаниям цpибopoвi во время пробных наплавок. Электрическая схема полуавтомата ПШ-54 надежно и устойчиво работает при напряжении
[c.207]
Электрическая схема полуавтомата ПШ-54 надежно и устойчиво работает при напряжении
[c.207]
Полуавтомат ПШ-5 (фиг. 129, а) работает по принципу постоянной скорости пояачи проволоки. Скорость подачи проволоки изменяется сменными шестернями. Принципиальная электрическая схема приведена на фиг. 129, б. [c.347]
Гидравлическая и электрическая схемы модернизированного пресса обеспечивают его работу на следующих четырех режимах наладка полуавтомат — прямое прессование без подпрес-совок полуавтомат — прямое прессование с подпрессовками полуавтомат — литьевое прессование. [c.124]
На фиг. 25 изображен общий вид выпрямителя ВС-200. Все части выпрямителя заключены в корпус со съемными стенками, в которых выштампованы пазы, улучшающие охлаждение выпрямителя во время работы. В прямоугольный вырез на передней. стенке корпуса может устанавливаться пульт управления полуавтомата А-547-р, применяющегося для сварки тонкой проволокой. Электрическая схема выпрямителя представлена на фиг. 26. На фиг. 27 показано относительное расположение всех частей выпрямителя.
[c.55]
Электрическая схема выпрямителя представлена на фиг. 26. На фиг. 27 показано относительное расположение всех частей выпрямителя.
[c.55]
Полуавтомат А-547у (усиленный) отличается от полуавтомата А-547р несколько измененной электрической схемой, большим диапазоном скоростей подачи проволоки и наличием отсекателя газа. Подающий механизм А-547у более падежен в работе. Полуавтомат имеет раздельное отключение подачи проволоки и тока, благодаря чему повышена работоспособность силового контактора. [c.59]
Пусковая схема сварочного полуавтомата « схемопедия
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата В зону сварки также подаётся инертный газ – аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Характеристики сварочного полуавтомата:
Напряжение питания 3-фазы * 380 вольт.
Первичный ток фазы 8-12 ампер.
Вторичное напряжение холостого хода 36- 48 вольта.
Ток холостого хода 2-3 ампера.
Напряжение х/х дуги 56 вольт.
Ток сварки 40-120 ампер.
Регулирование напряжения +20%, – 20 %.
Продолжительность включения 30 %.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3.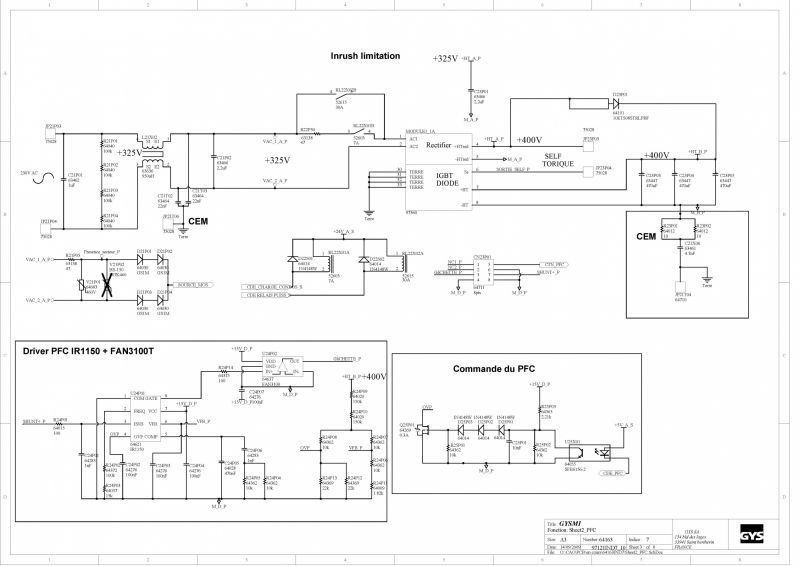 Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 вольт, подключение его – параллельно сетевой обмотке трансформатора Т1.
Трёхфазный трансформатор Т2 можно использовать готовый, на мощность 2-2,5 кВт или купить три трансформатора 220*36 Вольт 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме звезда-звезда. При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5-1,8мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8-10 мм2, количество провода ПВ 3 – 30 витков.
Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8-10 мм2, количество провода ПВ 3 – 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт – подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» – регулировкой резистора R5 – «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 – питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов : VD3-VD8, T2, С5, SA1, R5, SA2 и Др1.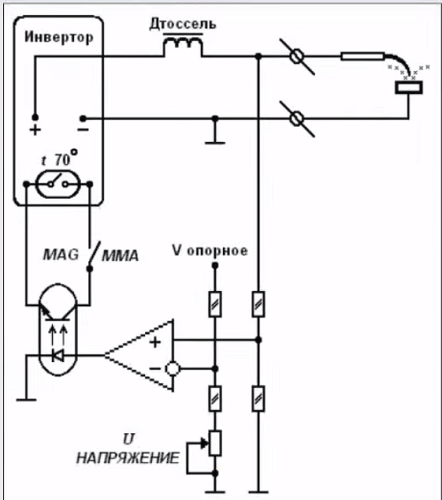 Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные – медной или алюминиевой шиной, остальное – проводом в виниловой изоляции диаметром 2мм.
Скачать печатную плату в формате LAY
Автор: Владимир Коновалов
схема. Как сделать сварочный полуавтомат своими руками Электрическая схема полуавтоматической
Сварочный полуавтомат своими руками собрать из инвертора не слишком просто, так как данная задача потребует определенных знаний в области электроники, умения спаивать между собой различные элементы. Нужно обязательно быть хорошо осведомленным в плане ключевых принципов работы оборудования, позволяющего проводить сварочные работы в полуавтоматическом режиме.
Чтобы переделать инверторный аппарат из ручного режима потребуется воспользоваться определенным оборудованием. Также надо иметь под руками ряд комплектующих, без которых полноценное выполнение работ не представляется возможным:
Также надо иметь под руками ряд комплектующих, без которых полноценное выполнение работ не представляется возможным:
- Так как полуавтоматическая сварка будет работать от инвертора, потребуется взять инвертор, способный сформировать сварочный ток, сила которого будет достигать хотя бы 150 А;
- Специальный механизм, обеспечивающий равномерную и постоянную подачу проволоки;
- Горелка, которая представляет собой ключевой рабочий элемент;
- Шланг требуемого диаметра, через который будет происходить подача проволоки;
- Еще один шланг, по которому в зону сваривания металла будет подаваться специальный защитный газ;
- Катушка с намотанной на нее сварочной проволокой, однако, эту деталь придется определенным образом переделать;
- Специальный блок электронного типа, через который и будет осуществляться управление работой самодельного сварочного полуавтомата.
Наибольшее внимание необходимо уделить подающему устройству, которое отвечает за подачу проволоки в зону сварки.
Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.
 Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.
Для получения максимально аккуратного шва без различных дефектов с внешней стороны, скорость подачи проволоки в самодельном сварочном полуавтомате подбирается такая, чтобы проволока успевала полностью расплавляться и формировать качественный шов.Стоит отметить, что в процессе полуавтоматической сварки может использоваться проволока различного диаметра и изготовленная из разных материалов, соответственно показатель расплавления будет различным. Чтобы работать со сварочными полуавтоматами было как можно удобнее, в самодельной конструкции должен быть предусмотрен механизм регулировки скорости устройства, которое будет подавать проволоку.
Как правильно переделать трансформатор от инвертора?
Чтобы получить в конечном счете качественный полуавтоматический сварочный аппарат, необходимо подвергнуть определенным переделкам трансформатор инвертора. Сделать это самостоятельно не слишком трудно, однако, для этого придется следовать ряду определенных правил.
Прежде всего, нужно сделать обмотку трансформатора. Для этого понадобится медная полоска и обмотка из термобумаги. Нужно найти именно полосу, проволока для этих целей не подойдет, так как собранный по такому методу своими руками сварочный полуавтомат станет очень сильно нагреваться.
Для этого понадобится медная полоска и обмотка из термобумаги. Нужно найти именно полосу, проволока для этих целей не подойдет, так как собранный по такому методу своими руками сварочный полуавтомат станет очень сильно нагреваться.
Вторичная обмотка также нуждается в определенной переделке. В схему сварочного полуавтомата нужно внести еще одну обмотку трансформатора, включающую в себя три слоя жести.
Каждый из них потребуется дополнительно изолировать за счет ленты из фторопластовых материалов. Концы родной обмотки и изготовленной самостоятельно нужно будет спаять между собой, заведя их в печатную плату.
Данное технологическое решение способствует значительному увеличению проводимости токов. Чтобы знать, как сделать сварочный полуавтомат своими руками, нужно помнить о необходимости внесения в схемы сварочных полуавтоматов вентилятора, который будет использоваться для того, чтобы качественно охлаждать всю конструкцию, не допуская ее перегрева.
Как правильно произвести настройку инверторного аппарата для проведения полуавтоматических сварных работ?
Чтобы внести определенные изменения в схемы самодельных сварочных аппаратов-полуавтоматов, нужно сначала полностью обесточить данную конструкцию. Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые ключи.
Для дополнительной защиты от перегрева на радиаторах нужно установить входной и выходной выпрямитель, а также силовые ключи.
Когда все эти действия будут произведены, силовую часть сварочного аппарата соединяют с блоком управления и пробуют подключить его к электросети. Сначала должен загореться индикатор, говорящий о том, что изделие подключено. Перед тем как опробовать изделие в сварке, к выходам нужно подключить осциллограф и с его помощью постараться отыскать электрические импульсы, частота которых должна находиться в пределах от 40 до 50 кГц. Между ними должен сохраняться промежуток 1,5 мкс – этого эффекта можно добиться благодаря изменению входного напряжения. Как только оптимальное напряжение будет найдено, можно попробовать подключить сварочную проволоку и сварить две заготовки.
Как наладить механизм подачи?
Схемы самодельных сварочных аппаратов подразумевают наличие специального механизма подачи . Если нет заготовки данного элемента, можно собрать его самостоятельно по чертежам.
Для этого потребуется взять два подшипника, величина которых должна соответствовать типоразмеру 6202, также понадобится электродвигатель от автомобильных дворников, причем чем меньше будет его размер, тем лучше.
Когда будет производиться выбор сварочного аппарата и его соответствие схеме сварочного полуавтомата, необходимо тщательно проверить, чтобы он вращался строго в одном направлении. Помимо этого, нужно будет взять ролик с диаметром ровно 25 мм. Его насаживают поверх резьбы на вал электромотора. Все нестандартные элементы конструкции производятся самостоятельно – так в последующем будет гораздо легче производить .
Механизм подачи включает в себя две пластины, на которых установлены подшипники. Между ними находится ролик с подключенным к нему электродвигателем. Пластины сжимаются за счет пружины, этот же элемент схемы самодельного механизма подачи позволяет прижимать подшипники к ролику. Сборка механизма производится на специальной текстолитовой пластине, ее толщина составляет порядка 5 мм. Делают это таким образом, чтобы сварочная проволока выходила из механизма в районе разъема.
Этот разъем, в свою очередь, будет подключаться к сварочному рукаву, установленному на передней части корпуса. К этой же пластине подключается катушка с намотанной проволокой. Чтобы катушка хорошо держалась на механизме подачи, под нее делают специальный вал, который крепится перпендикулярно к текстолитовой пластине. С краю у вала должна быть нарезана резьба, чтобы катушка как можно плотнее садилась на него.
Принципиальная схема сварочного полуавтомата, изготовленного самостоятельно, отличается практичностью, надежностью и экономичностью. Стоит отметить, что наверняка конструкция будет выглядеть не слишком привлекательно, однако по своим эксплуатационным характеристикам она практически ничем не будет отличаться от профессионального промышленного оборудования.
Все элементы, расположенные в механизме подачи, рассчитаны под стандартную катушку. Однако у данной конструкции имеется один серьезный недостаток – сварочные работы будут производиться .
Как осуществляется обмотка дросселя?
Чтобы дроссель работал надежно и при этом не перегревался при прохождении через него электрического тока, нужно воспользоваться трансформатором ОСМ-0,4, мощность которого составляет 400 Вт. Кроме того, при изготовлении качественной конструкции придется воспользоваться эмальпроводом, диаметр которого минимум должен составлять 1,5 мм, однако, лучше брать с небольшим запасом, например, 1,8 мм.
Следует намотать на дроссель два слоя провода, причем они должны быть качественно изолированы друг от друга. Провода в каждом из них укладывают как можно более плотно – это нужно для получения качественной индукционной катушки. На следующем этапе следует воспользоваться алюминиевой шиной размерами 2,8х4,65 мм.
Ее наматывают в один слой, изготавливая 24 витка, а оставшиеся концы делают длиной приблизительно по 30 см. В дальнейшем нужно будет собрать сердечник, между ним и катушкой должен быть зазор размером приблизительно 1 мм. Чтобы соединение получилось как можно более жестким, между сердечником и обмотками нужно будет проложить небольшие кусочки текстолита.
Подобный дроссель можно изготовить на базе железа из цветного или черно-белого лампового телевизора наподобие ТС-270, причем это будет значительно проще, так как установить придется только лишь одну катушку, которую делают из алюминиевой шины.
Для питания схемы управления также необходимо воспользоваться трансформатором, причем данную конструкцию собирать самостоятельно совершенно необязательно, так как можно по небольшой цене приобрести готовое изделие. Главным критерием является то, что конструкция должна выдавать 24 В при силе тока около 6 А.
Подведём итог
Если вся конструкция будет правильно собрана, то ею будет очень удобно пользоваться, а срок ее службы будет превышать даже профессиональные аппараты. Однако при неправильной сборке наиболее уязвимым элементом конструкции будет регулятор подачи проволоки, поэтому временами данные элементы будут нуждаться в проведении ремонтных или профилактических работ.
В остальном, сваривать металлические детали с помощью полуавтоматического аппарата, собранного своими руками, довольно-таки удобно и просто, так как эта технология значительно проще по сравнению с традиционной ручной электродуговой сваркой.
Использование полуавтоматического сварочного аппарата позволяет упростить работу с металлами. Такая техника может с легкостью соединять различные сплавы. Изготовить сварочный полуавтомат своими руками можно из имеющегося инвертора, а самодельный агрегат будет отличаться универсальностью и функциональностью в использовании, позволив сэкономить на покупке промышленного оборудования.
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.
Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Изготовление своими руками
Проще всего выполнить самодельный полуавтомат из инвертора на основе мощного силового блока. Изготовить инвертор можно самостоятельно или использовать от имеющегося в распоряжении оборудования. Для полуавтомата следует использовать инверторы мощностью не меньше 150 ампер.
Существуют схемы переделки техники, позволяющие устанавливать мощность, которой будет хватать для осуществления полуавтоматической сварки. Устройство этого типа будет сложным в реализации, поэтому рекомендовать использовать маломощные силовые блоки можно лишь опытным радиолюбителям, которые могут изготовить по-настоящему сложную технику.
Изготовить качественное оборудование можно при наличии на руках пусковой схемы полуавтоматического сварочного инвертора. К характеристикам такого агрегата можно отнести следующее:
- Первичный ток — 8- 12 А.
- Напряжение питания — 220 или 380 вольт.
- Напряжение холостого хода — 36−42 Вольта.
- Ток сварки — 40−120 ампер.
- Регулировка напряжения с шагом плюс-минус 20%.
Это оптимальные параметры для бытового сварочного полуавтомата, который справится с различными по показателям тугоплавкости металлами. В последующем можно, используя дополнительные чертежи увеличения мощности инвертора, изменить базовые характеристики, что позволяет применять такое оборудование в бытовых и промышленных целях .
Необходимые компоненты
Для выполнения гаражного сварочного аппарата полуавтомата своими руками потребуется следующее:
- Горелка приставка для инвертора.
- Механизм подачи проволоки.
- Прочный внутренний шланг для сварочной проволоки.
- Бобина с проволокой.
- Герметичный шланг для подачи газа.
- Блок управления инвертором.
Проще всего расположить инвертор и механический блок управления в отдельном коробе, для чего используют блоки от старого компьютера. Наличие питания в системном блоке позволяет существенно упростить изготовление оборудования.
Роликовый механизм для проволоки можно выполнить из моторчика от автомобильного стеклоочистителя. Под такой моторчик проектируют раму механизма, которая вырезается из металлических элементов и сваривается или скрепляется болтовым соединением.
Горелку и шланг можно сделать самостоятельно из пистолета от монтажной пены и силикона. Также можно приобрести уже готовые комплекты, что позволит обеспечить безопасность работы с полуавтоматом и упрощает его изготовление.
Выполняя механизм подачи проволоки, все используемые компоненты необходимо располагать друг напротив друга, что в последующем обеспечит равномерную подачу гибких электродов. Ролики следует отцентрировать относительно штуцера в одном разъеме, в последующем это позволит плавно изменять скорость подачи проволоки. Схему регулятора скорости подачи проволоки сварочного полуавтомата можно с легкостью отыскать в интернете.
Все используемые металлические элементы следует закрепить на листе фанеры, плотной пластмассе или текстолите. Так как на используемые металлические элементы подается электричество, следует проверить заземление каждого узла. Это исключит возможность коротких замыканий, что может привести к серьезным поломкам техники.
Схема управления механикой
За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании .
Сварка металлических изделий может выручить хорошего хозяина в любой момент. Поэтому сварочный аппарат можно считать незаменимой вещью в домашнем хозяйстве. С таким аппаратом можно выполнять мелкие ремонтные работы самостоятельно. Наиболее часто сварочные работы необходимы в сельской местности, где может появиться потребность в ремонте заграждений, постройке теплицы или создания любой другой металлической конструкции.
Покупка нового заводского полуавтомата может влететь в немалую копеечку, поэтому у каждого хозяина в какой-то момент возникает дилемма, что делать, покупать новый аппарат или сделать сварочный полуавтомат своими руками.
Наиболее просто своими руками сделать полуавтомат из инвертора. Если в хозяйстве есть обычный инвертор, сделать полуавтомат не составит особого труда, нужно всего лишь соблюдать инструкцию изготовления и приобрести несколько дополнительных деталей.
Но следует отметить, что для выполнения подобных работ нужно иметь базовые знания электротехники и простейших физических законов. При этом важно добросовестно подойти к изготовлению, собрать необходимый инструмент и не бросать начатое дело.
Устройство самодельного сварочного полуавтомата
Схема сварочного полуавтомата довольно проста, и мало чем отличается от обычного сварочного аппарата. Устройство сварочного полуавтомата отличается тем, что вместо классических электродов, которые необходимо менять в процессе роботы, используется присадочная проволока. Такая особенность заключается в том, что там установлен механизм подачи сварочной проволоки, который подает ее в свариваемую область постепенно и непрерывно. Это позволяет выполнять сварочные работы непрерывно, выполняя максимально ровный и равномерный шов.
При этом сопротивление такого аппарата значительно ниже в сравнении с дуговой, поэтому можно выполнить ремонт сварочного полуавтомата своими руками без особых усилий и инструментов.
При подаче проволоки в зоне сварки образуется область расплавленного металла, который моментально соединяет поверхности, буквально склеивая их, образуя максимально качественный шов высокой прочности.
С помощью самодельного сварочного полуавтомата можно сваривать практическая все типы металлических изделий, в том числе нержавеющие стали и цветные металлы. Причем техника выполнения сварочных работ довольно проста и освоить ее легко самостоятельно с помощью обучающих материалов. Но также можно пройти специальные курсы, где вас обучат технике сварки, расскажут о специфике и малейших особенностях использования полуавтомата. Посещая курсы, научиться сварочному делу может даже новичок, никогда не имеющий дело со сварочными аппаратами любого дела.
Грубо говоря, сварочный полуавтомат состоит из трех частей, электрической, ответственной за подачу тока, проволочный механизм, отвечающий за подачу присадочной проволоки, а также горелки, необходимой для создания газовой среды с помощью специального сопла.
Газовая среда необходима для создания защитного инертного облака, которое препятствует окислению расплавленного металла. Для этих целей чаще всего используют углекислый газ. Газовый баллон подключается к аппарату через входной штуцер.
В некоторых случаях использование баллона не обязательно, так как можно применять присадочную проволоку со специальным покрытием, которое создает самозащитную среду. Простота использования и отсутствие необходимости в применении баллона сделало полуавтомат с такой проволокой особо популярным среди домашних умельцев.
Принцип работы аппарата довольно простой, от электросети подается переменный ток, который преобразовывается в постоянный. Такую функцию выполняет специальный модуль в совокупности с трансформатором и выпрямителями.
При выполнении сварочных работ важно наблюдать за сохранением баланса силы тока, напряжения и скорости подачи присадочной проволоки. Изменение баланса в любую из сторон может привести к получению некачественного шва. Для сохранения баланса в подобных случаях используют источник питания жесткой вольт-амперной характеристики. Это позволяет в зависимости от скорости подачи присадочной проволоки регулировать напряжение и силу подаваемого тока, что позволяет добиться наиболее качественного соединения.
Необходимые инструменты и материалы
Чтобы изготовить полуавтомат из инвертора нужно подготовить следующее оборудование:
- Инвертор. При выборе этого комплектующего важно обратить внимание на такой показатель как сила формированного тока. Важно чтобы его уровень не был менее 150А.
- Механизм подачи проволоки для полуавтомата. Именно он будет отвечать за непрерывную подачу присадочной проволоки, которая должна ложиться равномерно, без рывков и замедлений.
- Горелка. Это комплектующее отвечает за плавление присадочной проволоки.
- Подающий шланг. Через этот шланг будет происходить подача присадочной проволоки к рабочей области.
- Газовый шланг. Необходимый для подачи защитного газа, обычно углекислого, в сварочную область для защиты шва от окисления.
- Катушка. На катушке должна располагаться присадочная проволока, с которой она должна подаваться без задержек.
- Электронный блок. Необходим для управления работой полуавтомата, с его помощью регулируется сила подачи тока, напряжение и скорость выполнения работы.
Большинство комплектующих можно найти высокого качества без особых усилий и использовать их без значительных изменений. Но особое внимание стоит уделить механизму подачи. Для того что сварочные работы соответствовали всем требованиям, подача проволоки через гибкий подающий шланг должна проводиться в соответствии со скоростью ее плавления.
Учитывая тот факт, что полуавтомат можно использовать для скрепления различных металлов, скорость сварки и тип присадочной проволоки может значительно варьироваться. Именно поэтому очень важно иметь возможность регулировки скорости работы подающего механизма.
Выбор проволоки зависит от целей выполнения сварочных работ и обрабатываемого металла. Присадочная проволока отличатся не только в зависимости от материала, но и от диаметра. Обычно можно найти проволоку диаметром 0,8, 1, 1,2, и 1,6 мм. Соответствующую проволоку нужно предварительно намотать на катушку. От качества выполнения этой подготовительной роботы напрямую зависит качество готового шва.
Затем катушка крепится с помощью специального крепления или самодельной конструкции к аппарату. Во время выполнения работ проволока автоматически разматывается и подается в рабочую область. Это позволяет значительно упростить и ускорить процесс соединения металлических элементов с помощью сварки, делая ее более эффективной и простой для новичков.
Блок управления состоит из микроконтроллера, необходимого для стабилизации тока. Следует отметить, что именно этот составной элемент отвечает за возможность регулировки тока во время выполнения работ.
Создание полуавтомата из сварочного инвертора
Перед использованием инвертора в качестве основы для сварочного полуавтомата нужно произвести некоторые манипуляции с его составным трансформатором. Его нужно переделать, причем переделка инвертора в полуавтомат не требует особых знаний и усилий, ее легко произвести, соблюдая лишь некоторые правила.
Все, что нужно сделать, это нанести на него дополнительный слой, который должен состоять из медной полосы и термобумаге. Отметим, что ни в коем случае для этих целей нельзя применять обычную медную проволоку, так как она в процессе работы может перегреться и вывести из строя весь аппарат.
Небольшие манипуляции также нужно провести с вторичной обмоткой. Согласно инструкции нужно нанести три слоя жести, изолированную фторопластовой лентой. Концы имеющей и нанесенной обмотки следует спаять. Такая простая манипуляция позволит значительно увеличить проводимость токов.
Очень важно чтобы инвертор был оснащен вентилятором, необходимым для охлаждения аппарата и предотвращения перегрева.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Подготовка трансформатора
Подготовка трансформатора состоит из создания дополнительной обмотки, установки необходимых комплектующих и тестового подключения к сети. Собранный сварочный аппарат должен нормально функционировать, не перегреваться после подключения к сети и что очень важно, полноценно откликаться на регулировку тока.
Также очень важно проверить изоляцию и нанести дополнительную при выявлении проблем. Затем проверить работу подающего механизма, скорость и равномерность подачи проволоки.
После подготовки и проверке рабочих узлов можно перейти к выполнению работ.
Источник питания
Питанием для полуавтоматической сварки может служить различный источник, например, ранее упомянутый инвертор, выпрямитель и трансформатор. Электрический ток поступает к сварочному аппарату из трехфазной сети. Рекомендуется при изготовлении самодельного аппарата использовать инвертор.
При соблюдении соответствующих рекомендаций и выборе качественных комплектующих можно получить качественный аппарат, сделанный своими руками, который будет служить в хозяйстве не один год и станет настоящим помощник при выполнении мелкого домашнего ремонта.
Технические данные нашего сварочного аппарата — полуавтомата:
Напряжение питающей сети: 220 В
Потребляемая мощность: не более 3 кВа
Режим работы: повторно-кратковременный
Регулирование рабочего напряжения: ступенчатое от 19 В до 26 В
Скорость подачи сварочной проволоки: 0-7 м/мин
Диаметр проволоки: 0.8 мм
Величина сварочного тока: ПВ 40% — 160 А, ПВ 100% — 80 А
Предел регулирования сварочного тока: 30 А — 160 А
Всего с 2003 года было сделано шесть подобных аппаратов. Аппарат, представленный далее на фото, работает с 2003 года в автосервисе и ни разу не подвергался ремонту.
Внешний вид сварочного полуавтомата
Вообще
Вид спереди
Вид сзади
Вид слева
В качестве сварочной проволоки используется стандартная
5кг катушка проволоки диаметром 0,8мм
Сварочная горелка 180 А вместе с евроразъемом
была куплена в магазине сварочного оборудования.
Схема и детали сварочника
Ввиду того что схема полуавтомата анализировалась с таких аппаратов как ПДГ-125, ПДГ-160, ПДГ-201 и MIG-180, принципиальная схема отличается от монтажной платы, т. к. схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в Спринте и наведите мышку).
Вид на монтаж
Плата управления
В качестве выключателя питания и защиты применен однофазный автомат типа АЕ на 16А. SA1 — переключатель режимов сварки типа ПКУ-3-12-2037 на 5 положений.
Резисторы R3, R4 — ПЭВ-25, но их можно не ставить (у меня не стоят). Они предназначены для быстрой разрядки конденсаторов дросселя.
Теперь по конденсатору С7. В паре с дросселем он обеспечивает стабилизацию горения и поддержания дуги. Минимальная емкость его должна быть не менее 20000 мкф, оптимальная 30000 мкф. Были испробованы несколько типов конденсаторов с меньшими габаритами и большей емкостью, например CapXon, Misuda, но они себя проявили не надежно, выгорали.
В итоге были применены советские конденсаторы, которые работают по сей день, К50-18 на 10000 мкф х 50В в количестве трёх штук в параллель.
Силовые тиристоры на 200А взяты с хорошим запасом. Можно поставить и на 160 А, но они будут работать на пределе, потребуется применение хороших радиаторов и вентиляторов. Примененные В200 стоят на не большой алюминиевой пластине.
Реле К1 типа РП21 на 24В, переменный резистор R10 проволочный типа ППБ.
При нажатии на горелке кнопки SB1 подается напряжение на схему управления. Срабатывает реле К1, тем самым через контакты К1-1 подается напряжение на электромагнитный клапан ЭМ1 подачи кислоты, и К1-2 — на схему питания двигателя протяжки проволоки, и К1-3 — на открытие силовых тиристоров.
Переключателем SA1 выставляют рабочее напряжение в диапазоне от 19 до 26 Вольт (с учетом добавки 3 витков на плечо до 30 Вольт). Резистором R10 регулируют подачу сварочной проволоки, меняют ток сварки от 30А до 160 А.
При настройке резистор R12 подбирают таким образом, чтобы при выкрученном R10 на минимум скорости двигатель все же продолжал вращаться, а не стоял.
При отпускании кнопки SB1 на горелке — реле отпускает, останавливается мотор и закрываются тиристоры, электромагнитный клапан за счет заряда конденсатора С2 еще продолжает оставаться открытым подавая кислоту в зону сварки.
При закрытии тиристоров исчезает напряжение дуги, но за счет дросселя и конденсаторов С7 напряжение снимается плавно, не давая сварочной проволоке прилипнуть в зоне сварки.
Мотаем сварочный трансформатор
Берем трансформатор ОСМ-1 (1кВт), разбираем его, железо откладываем в сторону, предварительно пометив его. Делаем новый каркас катушки из текстолита толщиной 2 мм, (родной каркас слишком слабый). Размер щеки 147×106мм. Размер остальных частей: 2 шт. 130×70мм и 2 шт. 87×89мм. В щеках вырезаем окно размером 87×51,5 мм.
Каркас катушки готов.
Ищем обмоточный провод диаметром 1,8 мм, желательно в усиленной, стекловолоконной изоляции. Я взял такой провод со статорных катушек дизель-генератора). Можно применить и обычный эмальпровод типа ПЭТВ, ПЭВ и т. п.
Стеклоткань — на мой взгляд, самая лучшая изоляция получается
Начинаем намотку — первичка. Первичка содержит 164 + 15 + 15 + 15 + 15 витков. Между слоями делаем изоляцию из тонкой стеклоткани. Провод укладывать как можно плотнее, иначе не влезет, но у меня обычно с этим проблем не было. Я брал стеклоткань с останков всё того же дизель-генератора. Все, первичка готова.
Продолжаем мотать — вторичка. Берем алюминиевую шину в стеклянной изоляции размером 2,8×4,75 мм, (можно купить у обмотчиков). Нужно примерно 8 м, но лучше иметь небольшой запас. Начинаем мотать, укладывая как можно плотнее, мотаем 19 витков, далее делаем петлю под болт М6, и снова 19 витков, Начала и концы делаем по 30 см, для дальнейшего монтажа.
Тут небольшое отступление, лично мне для сварки крупных деталей при таком напряжении было маловато току, в процессе эксплуатации я перемотал вторичную обмотку, прибавив по 3 витка на плечо, итого у меня получилось 22+22.
Обмотка влезает впритык, поэтому если мотать аккуратно, все должно получиться.
Если на первичку брать эмальпровод, то потом обязательно пропитка лаком, я держал катушку в лаке 6 часов.
Собираем трансформатор, включаем в розетку и замеряем ток холостого хода около 0,5 А, напряжение на вторичке от 19 до 26 Вольт. Если все так, то трансформатор можно отложить в сторону, он пока нам больше не нужен.
Вместо ОСМ-1 для силового трансформатора можно взять 4шт ТС-270, правда там немного другие размеры, и я делал на нем только 1 сварочный аппарат, то данные для намотки уже не помню, но это можно посчитать.
Будем мотать дроссель
Берем трансформатор ОСМ-0,4 (400Вт), берем эмальпровод диаметром не менее 1,5 мм (у меня 1,8). Мотаем 2 слоя с изоляцией между слоями, укладываем плотненько. Дальше берем алюминиевую шину 2,8×4,75 мм. и мотаем 24 витка, свободные концы шины делаем по 30 см. Собираем сердечник с зазором 1 мм (проложить кусочки текстолита).Дроссель также можно намотать на железе от цветного лампового телевизора типа ТС-270. На него ставится только одна катушка.
У нас остался еще один трансформатор для питания схемы управления (я брал готовый). Он должен выдавать 24 вольта при токе около 6А.
Корпус и механика
С трансами разобрались, приступаем к корпусу. На чертежах не показаны отбортовки по 20 мм. Углы свариваем, все железо 1,5 мм. Основание механизма сделано из нержавейки.
Мотор М применен от стеклоочистителя ВАЗ-2101.
Убран концевик возврата в крайнее положение.
В подкатушечнике для создания тормозного усилия применена пружина, первая попавшаяся под руку. Тормозной эффект увеличивается сжиманием пружины (т. е. закручиванием гайки).
Сооружение вольеров для домашних животных, обустройство систем водопровода и канализации, создание красивых подставок для растений и множества других полезных вещей — все это позволяет сделать сварочный аппарат. При желании простой агрегат для домашней работы можно собрать своими руками. Схема сварочного аппарата будет различаться в зависимости от того, какую именно модель вы решите собрать. Далее представлены руководства по изготовлению самых распространенных вариантов. Изучите предложенные инструкции и приступайте к сборке наиболее подходящего под ваши требования агрегата.
Схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла.
Пошаговая инструкция по сборке простейшего сварочного аппарата
Перечень материалов и инструментов, необходимых для сборки сварочного аппарата, будет меняться в зависимости от того, какой именно агрегат вы решите собрать. Следующие элементы являются основными. Обязательно подготовьте их, а все остальное добавляйте уже по мере необходимости. Вам понадобится:
Принципиальная схема сварочного аппарата работающего с электродами диаметром до 4 мм.
- Хлопчатобумажный материал.
- Текстолит.
- Электротехническая сталь.
- Стеклоткань.
- Медные провода.
- Несколько отверток.
- Молоток.
- Ножовка.
Рассматриваемый в данной инструкции сварочный аппарат будет работать с электродами диаметром до 4 мм. Он позволит варить металлические изделия толщиной до 2 см. Принципиальная схема такой установки показана на следующем изображении: Рис. 1. Сварочный аппарат питается от сети переменного тока. Подходят сети и на 220 В, и на 380 В.
В основе схемы этого сварочного аппарата лежит трехфазный понижающий трансформатор. Подойдет агрегат с характеристиками 380/36 В. Мощность устройства должна составлять 1-2 кВт. Особых требований к основе нет. Можно использовать даже экземпляр с одной сгоревшей обмоткой.
Сначала вам нужно взять трансформатор и снять вторичные обмотки с каждой катушки, не разбирая при этом сердечник. Далее, вы перекусываете медную шину в нескольких разных местах. Трогать первичные обмотки крайних катушек не надо. Среднюю следует перемотать тем же проводом. Через каждые 30 витков создавайте отводы. В сумме их получается в среднем 8-10 штук. Чтобы не запутаться, на каждый отвод рекомендуется надеть бирку с личным номером.
Далее, вам необходимо намотать вторичную обмотку на две крайние катушки до полного их заполнения. Для этого используйте силовой трехфазный многожильный кабель. Такое изделие должно содержать 3 провода диаметром порядка 7-8 мм и один немного меньшего диаметра. Подобный провод способен выдерживать высокое напряжение. Он характеризуется надежной изоляцией, а благодаря довольно большой гибкости у мастера появляется возможность сделать плотную намотку без необходимости предварительной разборки аппарата. Всего вы затратите примерно 25 м подобного кабеля. Вместо него можно использовать провод меньшего сечения, но в данном случае жилы необходимо будет сложить в 2 раза. Удобнее, если у вас будет помощник. Один сможет укладывать витки, а второй будет заниматься протягиванием провода.
Способы намотки обмоток на сердечнике стержневого типа.
Для изготовления клемм на выводы вторичной обмотки используйте медную трубку. Будет достаточно изделия длиной 3-4 см и диаметром 1-1,2 см. С одной стороны трубку нужно расклепать. В полученной пластине подготавливается отверстие 1 см в диаметре. С другой стороны нужно вставить предварительно зачищенные провода. Их следует обжать незначительными ударами молотка. На поверхности трубки делаются насечки керном. Это будет способствовать улучшению контакта.
Панель, которая находится наверху трансформатора, необходимо освободить от штатных винтов с гайками М6. Вместо них установите 2 новых винта М10. Лучше, если они будут медными. К этим винтам вы в дальнейшем подключите клеммы вторичной обмотки.
Под выводы первичной обмотки следует сделать дополнительную плату. Для ее создания используйте текстолит 3 мм в толщину. Плата прикрепляется к трансформатору. Перед креплением в ней необходимо просверлить 10 отверстий по 6 мм в диаметре каждое. В отверстия вставляются винты М6 с шайбами и гайками. В случае если вы будете подключать такой самодельный агрегат к 220 В, 2 крайние обмотки нужно соединять параллельно. Средняя последовательно подсоединяется к ним.
Оптимальной является схема, при которой сварочный аппарат питается от сети на 380 В. В данном случае вы сможете соединить все первичные обмотки последовательно. В соответствии с условиями схемы сначала надо соединить 2 крайние, а уже потом среднюю обмотку. Выводы крайних обмоток нужно подключить к общей клемме. Остальные подсоединяются на клемму «Резка».
Способы намотки обмоток для сварочного аппарата на тороидальном сердечнике.
Средняя обмотка нужна для уменьшения напряжения и тока во вторичной обмотке. Электродержатель изготавливается из трубы ¾ дюйма. Подойдет изделие длиной 25 см. На расстоянии в 3 и 4 см от краев трубы с ее обеих сторон нужно при помощи ножовки выпилить выемки. Глубина этих выемок должна составлять приблизительно половину диаметра трубы.
С целью обеспечения возможности прижатия электрода к держателю возьмите отрезок стальной проволоки и приварите его к трубе над выемкой большего размера. Проволока должна быть 6 мм в диаметре. С противоположной стороны вам нужно подготовить отверстие 8,2 мм в диаметре, взять винт М8 с гайкой и медную клемму, после чего подключить к держателю отрезок кабеля.
Кабель должен быть таким же, из которого была намотана вторичная обмотка. В завершение возьмите шланг из капрона или резины и наденьте его сверху на трубу. На этом сборка такого сварочного аппарата практически завершена. Нужно лишь разобраться, какие требования по условиям схемы предъявляются к подключению и работе с таким аппаратом.
Вернуться к оглавлению
Подключение и использование самодельного аппарата
Для понадобятся провода сечением от 1,5 мм2. Подключается агрегат через рубильник. Один провод пойдет на вывод «1» — «8» (конкретный выбирайте в соответствии с величиной сварочного тока), а второй вы пустите на клемму «Общ.».
Наиболее мощный ток вы сможете получить на клемме «Резка». На первичной обмотке ток будет не больше 25 А. По вторичной обмотке идет ток 60-120 А. Помните о том, что схема такого сварочного аппарата не предполагает его использования для выполнения больших объемов работ. Израсходовав 10-15 электродов на 3 мм в диаметре, обязательно дайте агрегату остыть. Если же вы работаете с электродами на 4 мм, давать аппарату отдыхать нужно будет еще чаще. Работа с электродами на 2 мм таких вынужденных перерывов не потребует.
Быстрее всего сварочный аппарат нагревается при работе в режиме «Резка». В данном случае он потребует гораздо более частого отдыха. Вы можете резать практически любой металл. С изделиями «бытовой» толщины аппарат справляется безо всяких проблем. При изменении режимов сварки обязательно отключайте сетевой рубильник ради собственной безопасности и сохранности инструмента.
Вернуться к оглавлению
Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов.
Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой.
Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2.
Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами.
Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности. Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать.
Рисунок 3. Схема сборки сварочного автомата для мягкой сварки.
При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы.
На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А.
Вернуться к оглавлению
Схема и сборка автомата для мягкой сварки
Существуют проверенные схемы аппаратов с выпрямителями. Такие модели работают на постоянном токе. Они характеризуются более высокими эксплуатационными качествами, чем «переменники». Но и их также необходимо настраивать и доводить. Схема агрегата была несколько усовершенствована. Внесенные в состав схемы изменения позволили сделать сварочный процесс более мягким. Непосредственно принципиальная схема такого агрегата показана на следующем изображении: Рис. 3.
В состав аппарата включен конденсатор С1. Он размещается между отрицательным и положительным проводом выпрямленного тока. Применяется электролитический конденсатор на 15000 мкФ. Используйте устройство, рассчитанное на работу при напряжении в 100 В.
Благодаря такому конденсатору будет обеспечиваться надежный и одновременно плавный поджог дуги. В случае если вы ограничены в финансах или не можете найти подобный конденсатор, замените его на С1 = 50 мк х 160 В. Только в данном случае нужно устанавливать конденсатор уже в цепь положительного полупериода тока.
монтажну схему сварочного полуавтомата кп 002
монтажну схему сварочного полуавтомата кп 002Полуавтомат сварочный кп002 у3 предназначен для сварки стальной сплошной проволокой в среде углекислого газа стальных металлоконструкций толщиной от 0, 8 до 3, 5 мм в различных пространственных положениях. К — каховка; п — полуавтомат; 002 — номер проекта; у3 — климатическое исполнение и категория размещения по гост 15150 — 69. Условия эксплуатации. Высота над уровнем моря не более 1000 м. Температура окружающего воздуха от минус 10 до 40°с. Относительная влажность воздуха 80% при температуре 15°с. Температура охлаждающей воды от 1 до 25°с. Сварочный полуавтомат кп 002. Добрый вечер) нужна схема на этот полуавтомат. Проблема в том что при попытке варить просто искрит проволока об металл и не более того) я так понимаю что нет выходного тока) знакомые сварщики говорят что проблема в силовых тиристорах. Пружинные клеммные блоки degson для монтажа на печатную плату – это простое и надежное соединение, которое позволяет легко решать задачи для различных приложений за счет обширного ассортимента. Приобрел свой первый полуавтомат. Практически за спасибо. Опыта в работе с па не имею. Достался мне этот зверь в нерабочем состоянии — не работал клапан подачи газа. Клапан успешно заменен. Подача газа восстановлена. Аппарат нормально не работает. Каталог схем сварочного оборудования. В данном разделе вы можете быстро найти схемы сварочных полуавтоматов российского и импортного производства. В данном разделе вы можете быстро найти схемы инверторов tig российского и импортного производства. Схема сварочного полуавтомата. Это может быть интересносварочный полуавтомат — популярный тип сварочной техники, который используется как в домашних условиях, так и на производстве.
Он не только избавляет сварщика от смены электродов в процессе сварки, но и дает возможность получить шов более высокого качества, чем инвертор. Сварочный полуавтомат — устройство для сварки разных типов сталей и других металлов. Специальная проволока, которая служит присадочным материалом, может соединить металл любой толщины. В этом заключается основное преимущество полуавтомата перед инвертором, которым сваривают металлы не более 7 — 8 мм. 1 внешний вид сварочного полуавтомата. 2 схема и детали сварочника. 3 мотаем сварочный трансформатор. 4 будем мотать дроссель. Внешний вид сварочного полуавтомата. Ввиду того что схема полуавтомата анализировалась с таких аппаратов как пдг — 125, пдг — 160, пдг — 201 и mig — 180, принципиальная схема отличается от монтажной платы, т. Схема вырисовывалась на лету в процессе сборки. Поэтому лучше придерживаться монтажной схемы. На печатной плате все точки и детали промаркированы (откройте в спринте и наведите мышку). Нашел немного времени пофоткать аппарат изнутри. Выкладываю потроха) вот и схема, максимально упрощеная, без лишних наворотов, проверена годами. Прекрасно обхожусь без него, никаких дуг после остановки подачи нет. Характер схемы сварочных полуавтоматов определяется способом поддержания постоянства параметров дуги, типом электродвигателя и другими особенностями. Рассмотрим упрощенные электрические схемы сварочных полуавтоматов с саморегулированием дуги, отличающиеся типом электропривода в механизме подачи сварочной проволоки. В полуавтоматах с электроприводом постоянного тока (рис. 2) якорная обмотка и обмотка возбуждения электродвигателя механизма подачи (овдмп) дмп питаются от понижающего трансформатора пт через соответствующие выпрямители bяo и вов. Напряжение на дуговой промежуток подается при включении контактора кс. Пусковая схема сварочного полуавтомата. Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Характеристики сварочного полуавтомата. Напряжение питания 3 — фазы 380 вольт. Первичный ток фазы 8 — 12 ампер. Вторичное напряжение холостого хода 36 — 48 вольта. Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве.
Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай. Подача проволоки в место сварки производится с помощью небольшого электромотора. Народный умелец саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков. Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из — за выходных характеристик трансформатора 18–25 в. Представляем еще одну схему сварочного полуавтомата для сварки металла в среде углекислого газа. Эта схема сварочного полуавтомата была разработана нами давно. Сварочные аппараты, собранные по этой схеме, работают до сих пор и ни разу не ломались. Детали схемы регулятора сварочного полуавтомата. Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136 40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене.
Полевой транзистор установлен на радиатор размерами 100 50 20 мм. Полевой транзистор аналог irfp250 с током 20…30 а и напряжением выше 200 в. Резисторы типа млт 0, 125; резисторы r9, r11, r12 — проволочные.
Резисторы r3, r5 установить типа сп — зб. Тип реле к1 указан на схеме или №711. Схема простого сварочного полуавтомата. Сварочные полуавтоматы (спа) находят все большее распространение в народном хозяйстве нашей страны. Их использование дает возможность многим мелким предприятиям эффективно сваривать металлические конструкции любой сложности. Подающий механизм взят от сварочного полуавтомата типа а547умпдг — 309. Реле k1, k2 типа тке — 54пд1 или аналогичные с максимальным током на контактах до 2 а. Реле кз км200д — в, реле к4 — отсекатель газа (идет в комплекте с подающим). Трансформатор tv1 любой сварочный с габаритной мощностью 3 квт. Сварочный полуавтомат пдг — 102 уз свап — 02. Схема электрическая принципиальная. Схемы сварочных инверторов. Схема электрическая принципиальная и фото внутренностей сварочног полуавтомата пдг — 102 уз свап — 02 файл в формате pdf. Архив с файлами находится во вложении. Чтобы найти файл регистрация не требуется — у нас на сайте все быстро, в свободном доступе и проверено антивирусом. Покупаете, продаете или ремонтируете сварочные инверторы. Разместите быстрое объявление в разделе радиорынок. Есть вопросы по ремонту.
Заходите к нам на форум. Назначение и описание устройства. Электрическая схема сварочного полуавтомата – сварочный полуавтомат своими руками. Описание, чертежи, схемы. Сварочный полуавтомат своими руками. Устройство самодельного сварочного полуавтомата. Необходимые инструменты и материалы. Схема регулятора подачи проволоки для сварочного полуавтомата. Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Схемы сварочного оборудования для тех, кто занимается сваркой профессионально. Раздел professional – это информация по профессиональному сварочному оборудованию и технологиям ремонта, наладки, изготовления. Ниже приводится список паспортов и схем сварочного оборудования промышленного изготовления, имеющегося в наличии у автора сайта, как от отечественных, так и зарубежных производителей. Схемы сварочного оборудования (паспорта). Схемы сварочных полуавтоматов (однокорпусные). Наименование оборудования. Сварочный полуавтомат является довольно востребованным устройством среди профессиональных и домашних мастеров, особенно тех, кто занимается кузовным ремонтом. Данный агрегат можно приобрести уже в готовом исполнении. Но многие владельцы сварочных инверторных аппаратов задаются вопросом. А можно ли переделать инвертор в полуавтомат, чтобы не покупать еще один сварочник. Сделать полуавтомат из инвертора своими руками — задача довольно сложная, но при сильном желании вполне осуществимая. Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат. Описание и схемы (правда пока без спецификации) на аппарат воздушно — плазменной резки апр — 150 — 1. В архиве принципиальная электрическая схема (в формате pdf и proteus) сварочного полуавтомата edon mig — 308 срисовал схему с оригинала и выложил на форуме valvol. Принципиальная электрическая схема, а также виды внутренностей и платы управления сварочного полуавтомата пдг — 102 уз свап — 02 схему и фотографии выложил на форуме valvol. Архив с фотографиями внутренностей резонансного сварочного источника рси — 153 — т3. Нужна схема провериного сварочного полуавтомата. Может ктото дэлал этот агрегат, иесть проверина схема. Отредактировал шалун — вт, 14. Делал, но не полуавтомат, а обычный с тором и тиристорами. От нащет полуавтомата тема довольно интересная, сам тоже давно хочю собрать. Готовый самодельный стоит около 3 тис грн, для меня ето дорого. С електрической стороны вроде все понятно, схема есть половина деталей тоже готова. А вот с углекислотой не совсем. Может хто подскажет сколько стоит балон и где купить. Заправка вроде слишал стоит 80грн. Сварочный полуавтомат можно сделать своими руками. За основу берем или бытовой инвертор, его проще переделать, либо старый сварочный трансформатор. Потребуется проработать горелку и механизм подачи проволоки. Силовая часть включается любым из мощных контакторов, например модели км — 50д — в или кп — 50д — в. При паспортных данных 27 в и при 15 в стабильно срабатывают.
Сварочный полуавтомат сделать самому своими руками: детали и схема сборки
Сварочный полуавтомат в руках человека, который умеет пользоваться техникой, является многофункциональным и полезным устройством. Благодаря ему рачительный хозяин загородного участка всегда может изготавливать различные металлические конструкции, а также заниматься мелким ремонтом автомобилей, не прибегая к посторонней помощи.
Конечно, можно приобрести агрегат для сварки в торговой сети, благо в настоящее время промышленность предлагает огромное количество моделей, но это может серьезно ударить по семейному бюджету. Поэтому народные умельцы, отыскав необходимые детали и схему сборки, сварочный полуавтомат стараются сделать своими руками.
В принципе, сама схема такого устройства особой сложностью не отличается. Обладая небольшими знаниями по электротехнике и умением проводить слесарные работы, можно смело приступать к изготовлению сварочного полуавтомата самостоятельно.
Особенности сварки
Традиционный сварочный аппарат представляет собой трансформатор, который имеет вторичную обмотку высокой мощности. Сварка черных металлов и стали с помощью такого приспособления особой сложности не представляет, но вот медь, алюминий и другие цветные металлы им варить не получится.
А объясняется это очень просто: детали из цветных металлов и сплавов на открытом воздухе очень быстро окисляются, поэтому соединения их не происходит. Для защиты шва приходится в зону сварки подавать элементы, способные ограничить доступ кислорода.
Наиболее качественно такую работу можно произвести самодельными сварочными полуавтоматами, которые по типу защиты делятся на такие виды:
- Сварка происходит под защитой флюсом.
- Соединение образуется в атмосфере инертного газа.
- Процесс стыковки происходит с использованием электродной порошковой проволоки.
Главным условием прочного и качественного соединения является стабильное горение дуги, которое достигается применением постоянного тока.
Устройство самодельного аппарата
Принцип действия полуавтомата для сварки основан на преобразовании электрического тока переменной частоты в постоянный ток. Причем необходимо подать еще к месту соединения сварочную проволоку и защитный инертный газ.
Эти операции осуществляются следующими основными узлами, изготовленного своими руками сварочного полуавтомата:
- Инверторного устройства.
- Блока подачи сварочной проволоки.
- Комплекта аппаратуры защитного газа.
Несмотря на кажущуюся сложность принципиальной схемы сварочного полуавтомата, изготовить его не сложно человеку, который знаком с принципами электротехники.
Изготовление самодельного приспособления
Начинать работу по устройству сварочного полуавтомата своими руками рекомендуется с планирования расположения основных узлов агрегата. В первую очередь необходимо тщательно продумать, из чего сделать внешний корпус агрегата. Он должен быть вместительным, легко открываться и закрываться для очистки, а также, что немаловажно, иметь небольшой вес.
Наиболее оптимальным вариантом считается применение для этих целей корпуса от старого системного блока персонального компьютера. Наличие уже готовых вырезов для охлаждения является огромным плюсом его использования.
Также в таком самодельном сварочном полуавтомате из компьютера уже существует встроенный блок питания с напряжением 12 В, которое необходимо для питания системы подачи проволоки. Если все же не удалось найти системный блок, то для внешнего корпуса вполне подойдет металлический короб соответствующего размера.
Проволоку для сварки лучше применять в стандартных бобинах весом 5 кг, так как их внутренний диаметр хорошо согласуется с полиэтиленовой трубой, используемой для оси вращения.
Проанализировав и скомпоновав элементы для изготовления сварочного полуавтомата своими руками, приступаем к переделке необходимых узлов.
Основные узлы, необходимые для аппарата
Конечно, перед тем как сделать сварочный полуавтомат, нужно заранее подготовить необходимые составляющие части этого устройства. Для этих целей нужно подготовить:
- Устройство, которое будет формировать рабочий ток 150 А – инвертор. Для самодельной схемы сварочного полуавтомата мастера часто используют трансформатор от бытовой микроволновой печи.
- Электротехнический узел, который необходим для управления агрегатом.
- Горелки специального назначения.
- Рукав для сварочного полуавтомата необходимый для подачи защитного газа к месту сварки.
- Узел для подачи сварочной проволоки.
- Бобину с проволокой.
Учитывая, что все оборудование имеет большой вес, многие сварщики рекомендуют смастерить своими руками тележку для сварочного полуавтомата.
Изготовление трансформатора
Для сварочного полуавтомата по многим техническим параметрам подходит трансформатор от микроволновой печи. Это изделие представляет собой две катушки с медным проводом. Первичная обмотка трансформатора остается неизменной.
Все операции по переоборудованию сварочного трансформатора для полуавтомата будут производиться на вторичной обмотке. Для уменьшения рабочего напряжения и увеличения выходной силы тока необходимо перемотать вторичную обмотку. При этом нужно правильно рассчитать диаметр медного провода для катушки, ведь как повышенное, так и пониженное напряжение на выходе значительно сказываются на качестве сварного шва.
Работы по перемотке необходимо выполнять с особой осторожностью, чтобы не повредить изоляцию проводников.
Для получения стабильного напряжения на выходе электрическая схема питающего блока также включает в себя выпрямительный мост, конденсатор и дроссель. Применение конденсатора необходимо для сглаживания пульсации напряжения на выходе выпрямителя. Дроссель служит для стабильного поддержания заданного уровня рабочего напряжения.
Газовая горелка
Применение этого устройства обусловлено необходимостью подачи защитного газа к месту образования сварного шва. Чаще всего это приспособление приобретается в торговой сети, так как самостоятельно изготовить его очень сложно, тем более что для сделанного сварочного полуавтомата своими руками применение дорогостоящих моделей не обязательно.
Слишком жесткий шланг значительно затрудняет работу с оборудованием, в то время как мягкий способен к перегибам Поэтому особое внимание следует уделить качеству рукава для сварочного полуавтомата. Исключить изломы шланга возле мест соединения можно вставкой дополнительных пружин.
Механизм подачи проволоки
Основным условием создания качественного сварного шва является равномерная и непрерывная подача проволоки к месту сварки. Для этих целей самодельный сварочный полуавтомат оборудуется системой подачи проволоки.
Для изготовления подающего узла понадобятся:
- Два подшипника, один из которых делается прижимным (регулируемым).
- Прижимная пружина.
- Направляющий ролик.
- Электродвигатель для вращения вала.
- Система крепления механизма.
Питание электродвигателя осуществляется от встроенного источника питания, который расположен в системном блоке. Если корпус собран из отдельного устройства, необходимо собрать автономную схему питания.
Этапы сборки механизма:
- На специальной металлической пластине сверлим отверстия для установки подшипников, а также вала электродвигателя.
- Прикрепляется электрический мотор на обратной стороне пластины.
- На ведущий вал устанавливается направляющий ролик.
- Закрепляются подшипники в верхней и нижней частях.
Устройство системы охлаждения
При эксплуатации сварочного полуавтомата происходит нагрев вторичной обмотки трансформатора. Поэтому возникает необходимость охлаждения агрегата. Для этих целей нужно установить на боковые стороны корпуса вентиляторы. Они устанавливаются напротив трансформатора, при этом должны быть настроены на вытяжку нагретого воздуха.
Для улучшения циркуляции воздуха необходимо просверлить в кожухе 20–50 отверстий диаметром около 5 мм.
Помните, что качественное и эффективное охлаждение электрической части сварочного оборудования положительно влияет на его производительность.
Дополнительное оборудование
Баллон для защитного газа принято приобретать стандартного типа, ведь при работе с газовыми смесями зачастую на первое место выходят показатели мер безопасности оборудования.
Использование углекислоты для защиты места сварки позволяет применять в качестве баллонов емкости огнетушителей. При этом все же придется установить специальный переходник для подключения редуктора.
Для повышения мобильности работы сварочные полуавтоматы для дачи и загородных участков оборудуются специальными тележками. Можно приобрести готовые заводские изделия, но опытные мастера предпочитают делать тележки самостоятельно.
Конструкцию этого приспособления каждый специалист может разработать своими руками. Материалы также могут быть различного типа (швеллер, труба круглая или профильная).
Некоторые особенности эксплуатации
Сварочное полуавтоматическое оборудование, изготовленное своими руками, требует определенного отношения к его эффективной эксплуатации. Помните, что самодельный аппарат не подходит для профессиональной деятельности.
Обязательно необходимо производить минимум один раз в 3–6 месяцев полную очистку оборудования от грязи и пыли. При повышенной эксплуатации эту операцию можно осуществлять чаще. Опытные сварщики рекомендуют очищать оборудование после каждого его применения.
Конечно, современная промышленность выпускает широкий ряд моделей сварочных полуавтоматов, но каждый рачительный хозяин предпочитает изготовить это приспособление самостоятельно. Это не только экономия средств, но и возможность сделать агрегат, отвечающий требованиям мастера.
Сварка сердечником под флюсом: процесс и советы
При дуговой сварке с сердечником(FCAW) используется трубчатая проволока, заполненная флюсом.
Дуга возникает между сплошным проволочным электродом и заготовкой.
Флюс, содержащийся в сердечнике трубчатого электрода, плавится во время сварки и защищает сварочную ванну от атмосферы. Постоянный ток с положительным электродом (DCEP) обычно используется, как и в процессе FCAW.
Есть два основных варианта процесса; самозащитная FCAW (без защитного газа) и газовая защита FCAW (с защитным газом).Различие между ними связано с использованием различных флюсов в расходных материалах, которые обеспечивают различные преимущества для пользователя. Обычно самозащитный FCAW используется на открытом воздухе, когда ветер уносит защитный газ.
Флюсы в самоэкранированной FCAW предназначены не только для раскисления сварочной ванны, но и для защиты сварочной ванны и металлических капель от атмосферы.
Флюс в газозащитной FCAW обеспечивает раскисление сварочной ванны и в меньшей степени, чем в самозащитной FCAW, обеспечивает вторичную защиту от атмосферы.Флюс предназначен для поддержки сварочной ванны при сварных швах в неправильном положении. Этот вариант процесса используется для увеличения производительности сварных швов вне положения и для более глубокого проплавления.
Видео: основы самозащиты порошковой проволокой
Процесс сварки сердечником под флюсом
Сварка сердечником под флюсом или сварка трубчатым электродом произошла от процесса сварки MIG для улучшения действия дуги, переноса металла, свойств металла сварного шва и внешнего вида сварного шва.Это процесс дуговой сварки, в котором тепло для сварки обеспечивается дугой между непрерывно подаваемой трубчатой электродной проволокой и заготовкой.
Экранирование достигается за счет флюса, содержащегося внутри трубчатой электродной проволоки, или за счет флюса и защитного газа, подаваемого извне. Схема процесса показана на рисунке 10-55 ниже.
Порошковая сварочная проволока или электрод представляет собой полую трубку, заполненную смесью раскислителей, флюсов, металлических порошков и ферросплавов.Закрывающий шов в виде тонкой линии — единственное видимое различие между порошковой проволокой и сплошной холоднотянутой проволокой.
Сварку порошковым электродомможно выполнять двумя способами:
- Углекислый газ может использоваться с флюсом для дополнительной защиты.
- Только сердечник из флюса может обеспечить весь защитный газ и шлаковые материалы.
Экран из углекислого газа создает глубоко проникающую дугу и обычно обеспечивает лучшую сварку, чем это возможно без внешней газовой защиты.Хотя дуговая сварка порошковой проволокой может применяться полуавтоматически, машинно или автоматически, этот процесс обычно выполняется полуавтоматически.
При полуавтоматической сварке механизм подачи проволоки подает электродную проволоку, а источник питания поддерживает длину дуги. Сварщик манипулирует сварочным пистолетом и регулирует параметры сварки.
Дуговая сварка порошковой проволокой также используется в машинной сварке, где, помимо подачи проволоки и поддержания длины дуги, оборудование также обеспечивает перемещение соединения.
Сварщик постоянно следит за процессом сварки и корректирует параметры сварки. Автоматическая сварка используется в высокопроизводительных приложениях.
Схема процесса порошковой сваркиСварочные насадки
- Не используйте гладкие приводные ролики для проволоки, используйте приводные ролики с накаткой
- Измените полярность на отрицательный электрод (уточните у производителя, MIG обычно электрод положительный)
- Используйте соответствующую вентиляцию
- Вылет проволоки от 1/2 ″ до 3/4 ″
- Перетаскивание пистолета (сварка с обратной стороны)
- Для плоского шва, приваривайте под углом 90 градусов и назад на 10 градусов.Тройник под углом 45 градусов. Соединение внахлест под углом от 60 до 70 градусов одним прямым сварным швом.
- Для горизонтального угла наклона пистолета вверх примерно на 10 градусов, уменьшите параметры сварки на аппарате примерно на 10–15%.
- Для вертикального шва (можно использовать верхний или нижний шов, вертикальный нижний лучше подходит для более тонких металлов, используется вертикальный верх на 1/4 дюйма и выше, также уменьшите параметры на аппарате на 10-15%.
- Для потолочных работ старайтесь поддерживать высокую скорость перемещения, а также уменьшите параметры сварки на 10–15% (по сравнению с плоским или горизонтальным швом).
- Приваривайте из стороны в сторону, чтобы избежать подрезов
- Тщательно счищать шлак после каждого прохода
FCAW в сравнении с GMAW и SMAW
Процесс сердечника флюса FCAW сочетает в себе лучшие характеристики SMAW и GMAW.
В нем используется флюс для защиты сварочной ванны, хотя можно использовать дополнительный защитный газ. Сплошной проволочный электрод обеспечивает высокую производительность наплавки.
FCAW против GMAW
Дуговая сварка порошковой проволокой во многом схожа с дуговой сваркой металлическим электродом в газе (GMAW или MIG).Порошковая проволока, используемая для этого процесса, придает ему различные характеристики. Дуговая сварка порошковой проволокой широко используется для сварки черных металлов и особенно хороша для применений, в которых требуются высокие скорости наплавки. При высоких сварочных токах дуга получается ровной и управляемой по сравнению с использованием электродов для дуговой сварки металлическим газом большого диаметра с диоксидом углерода.
Сварщик хорошо видит дугу и сварочную ванну. На поверхности сварного шва остается шлаковый налет, который необходимо удалить.Поскольку присадочный металл перемещается по дуге, образуются брызги и дым.
Флюс для расходных материалов FCAW может быть спроектирован для поддержки больших сварочных ванн в нерабочем положении и обеспечения более высокого проплавления по сравнению с использованием сплошной проволоки MIG (GMAW). Сварные швы большего диаметра могут быть выполнены за один проход электродами большего диаметра, тогда как GMAW и SMAW потребуются несколько проходов для сварных швов эквивалентных размеров. Это повышает производительность и снижает деформацию сварного изделия.
FCAW против SMAW
Как и в случае SMAW, шлак необходимо удалять между проходами многопроходных сварных швов.Это может снизить производительность применения и привести к возможным нарушениям сплошности включения шлака. В случае FCAW с газовой защитой пористость может возникнуть в результате недостаточного газового покрытия.
Большое количество дыма образуется в процессе FCAW из-за высоких токов, напряжений и магнитного потока, присущих процессу. Увеличение затрат может быть вызвано необходимостью в вентиляционном оборудовании для обеспечения надлежащего здоровья и безопасности.
FCAW сложнее и дороже, чем SMAW, поскольку для него требуется механизм подачи проволоки и сварочная горелка.Сложность оборудования также делает процесс менее портативным, чем SMAW.
Оборудование для порошковой сварки
Универсальный сварочный аппарат / генератор Miller Trailblazer 302 с приводом от двигателя, газ, 1 фаза, 30–225 переменного тока, 10–325 постоянного тока Тип: (KOHLER). Поддерживает сварку Stick (SMAW), MIG (GMAW, Flux Cored (FCAW), DC TIG (DC GTAW), AC TIG (AC GTAW), Air Carbon Arc (CAC-A) резку и строжку)Оборудование, используемое для сварки сердечником флюса: аналогично тому, что используется для газовой дуговой сварки.
В состав основного оборудования для дуговой сварки входят:
- Источник питания
- Органы управления
- Механизм подачи проволоки
- Сварочный пистолет
- Кабели сварочные
Основное различие между электродами с газовой защитой и самозащитными электродами заключается в том, что для проводов с газовой защитой также требуется система защиты от газа.
Это также может повлиять на тип используемого сварочного пистолета. В этом процессе часто используются экстракторы дыма.
Для машин и автоматической сварки к базовому оборудованию добавлены несколько элементов, например, толкатели для швов и устройства перемещения.
Схема полуавтомата для дуговой сварки порошковым напылениемИсточник питания
Источник питания или сварочный аппарат подает электроэнергию соответствующего напряжения и силы тока для поддержания сварочной дуги. Большинство источников питания работают от входной мощности 230 или 460 вольт, но также доступны машины, которые работают от входной мощности 200 или 575 вольт.Источники питания могут работать как от однофазного, так и от трехфазного входа с частотой от 50 до 60 герц.
Большинство источников питания, используемых для дуговой сварки порошковой проволокой, имеют рабочий цикл 100 процентов, что означает, что они могут использоваться для непрерывной сварки. Некоторые машины, используемые для этого процесса, имеют рабочий цикл 60 процентов, что означает, что они могут использоваться для сварки 6 из каждых 10 минут.
Источники питания, обычно рекомендуемые для дуговой сварки порошковой проволокой, относятся к источникам постоянного тока с постоянным напряжением.Используются как вращающиеся (генераторные), так и статические (одно- или трехфазные трансформаторы-выпрямители). Те же источники питания, что и при дуговой сварке металлическим электродом в газе, используются при дуговой сварке порошковой проволокой.
При дуговой сварке порошковой проволокой обычно используются более высокие сварочные токи, чем при дуговой сварке металлическим газом, для которой иногда требуется более мощный источник питания. Важно использовать источник питания, способный обеспечить максимальный уровень тока, необходимый для приложения.
Процесс постоянного тока
При дуговой сварке порошковой проволокой используется постоянный ток.Постоянный ток может быть как обратной, так и прямой полярности. Порошковые электродные проволоки предназначены для работы как с DCEP, так и с DCEN. Провода, предназначенные для использования с внешней системой газовой защиты, обычно предназначены для использования с DCEP. Некоторые самозащитные порошковые стяжки используются с DCEP, а другие разработаны для использования с DCEN.
Положительный ток электрода обеспечивает лучшее проникновение в сварное соединение. Отрицательный ток электрода обеспечивает меньшее проникновение и используется для сварки более тонких металлов или металлов с плохой подгонкой.Сварной шов, созданный DCEN, шире и мельче, чем сварной шов, произведенный DCEP.
Генераторные сварочные аппараты, используемые для процесса сердечника из флюса, могут приводиться в действие электрическим ротором для использования в цехах или от двигателя внутреннего сгорания для полевых применений. Сварочные аппараты с бензиновым или дизельным двигателем имеют двигатели с жидкостным или воздушным охлаждением.
Генераторы с приводом от двигателя вырабатывают очень стабильную дугу, но они более шумные, более дорогие, потребляют больше энергии и требуют большего обслуживания, чем трансформаторно-выпрямительные машины.
Двигатель подачи проволоки
Электродвигатель механизма подачи проволоки обеспечивает питание для подачи электрода через кабель и горелку к работе. Доступно несколько различных систем подачи проволоки. Выбор системы зависит от приложения. Большинство систем подачи проволоки, используемых для дуговой сварки порошковой проволокой, являются системами с постоянной скоростью, которые используются с источниками питания постоянного напряжения. В механизме подачи проволоки с регулируемой скоростью используется цепь измерения напряжения для поддержания требуемой длины дуги путем изменения скорости подачи проволоки.
Изменения длины дуги увеличивают или уменьшают скорость подачи проволоки. Механизм подачи проволоки состоит из электрического ротора, соединенного с редуктором, содержащим приводные ролики. Коробка передач и двигатель подачи проволоки, показанные на рис. 10-57, имеют ролики подачи формы в коробке передач.
Узел подачи проволоки FCAWСварочные пистолеты с воздушным и водяным охлаждением
Для дуговой сварки порошковой проволокой используются пистолеты с воздушным и водяным охлаждением. Пушки с флюсовым сердечником с воздушным охлаждением охлаждаются в основном окружающим воздухом, но при использовании защитного газа обеспечивается дополнительный охлаждающий эффект.Пистолет с водяным охлаждением имеет каналы, позволяющие воде циркулировать вокруг контактной трубки и сопла.
Пушки для флюсового сердечника с водяным охлаждением обеспечивают более эффективное охлаждение пушки. Пистолеты с водяным охлаждением рекомендуются для использования при сварочном токе более 600 ампер и предпочтительны для многих применений, использующих ток 500 ампер. Сварочные пистолеты рассчитаны на максимальный ток для непрерывной работы.
Пистолеты с воздушным охлаждением предпочтительны для большинства применений с током менее 500 ампер, хотя можно также использовать пистолеты с водяным охлаждением.Пистолеты с воздушным охлаждением легче и проще в обращении.
Защитные газы
Оборудование для подачи защитного газа, используемое для порошковой проволоки с защитным газом, состоит из шланга подачи газа, газового регулятора, регулирующих клапанов и шланга подачи к сварочному пистолету. (как указано выше, сердечник из флюса может использоваться без защитного газа в зависимости от области применения)
Защитные газы поставляются в жидкой форме, когда они находятся в резервуарах для хранения с испарителями, или в газовой форме в баллонах высокого давления.Исключением является углекислый газ. Когда его помещают в баллоны высокого давления, он существует как в жидкой, так и в газовой форме.
Основное назначение защитного газа — защита дуги и сварочной ванны от загрязняющих воздействий атмосферы. Азот и кислород атмосферы, если они вступают в контакт с расплавленным металлом сварного шва, вызывают пористость и хрупкость.
При дуговой сварке порошковой проволокой экранирование достигается за счет разложения сердечника электрода или комбинации этого и окружения дуги защитным газом, подаваемым из внешнего источника.Защитный газ вытесняет воздух в зоне дуги. Сварка производится под защитным газом. Для дуговой сварки порошковой проволокой можно использовать как инертные, так и активные газы.
Активные газы, такие как диоксид углерода, смесь аргона с кислородом и смеси аргон с диоксидом углерода, используются почти во всех областях применения. Углекислый газ является наиболее распространенным. Выбор подходящего защитного газа для конкретного применения зависит от типа свариваемого металла, характеристик дуги и переноса металла, наличия, стоимости газа, требований к механическим свойствам, а также глубины проплавления и формы сварного шва.Ниже приводится краткое описание различных защитных газов.
Двуокись углерода
Двуокись углерода производится из топливных газов, выделяемых при сжигании природного газа, мазута или кокса. Его также получают как побочный продукт при кальцинировании в печах для обжига извести, при производстве аммиака и ферментации спирта, который имеет почти 100-процентную чистоту.
Углекислый газ доступен пользователю в баллонах или контейнерах для массовых грузов. Цилиндр встречается чаще.В системе наливного газа углекислый газ обычно отводится в виде жидкости и нагревается до газообразного состояния перед подачей на сварочную горелку. Основная система обычно используется только при поставке большого количества сварочных станций.
В цилиндре диоксид углерода находится как в жидкой, так и в парообразной форме, при этом жидкий диоксид углерода занимает примерно две трети пространства в цилиндре. По весу это примерно 90 процентов содержимого цилиндра. Над жидкостью он существует в виде парообразного газа.Когда диоксид углерода забирается из цилиндра, он заменяется диоксидом углерода, который испаряется из жидкости в цилиндре, и поэтому общее давление будет отображаться манометром.
Когда давление в цилиндре упадет до 200 фунтов на кв. Дюйм (1379 кПа), цилиндр следует заменить новым. В цилиндре всегда должно оставаться положительное давление, чтобы предотвратить попадание влаги и других загрязнений в цилиндр. Нормальная скорость выброса баллона с CO2 составляет от 10 до 50 куб. Футов в час (4.От 7 до 24 литров в минуту). Однако максимальная скорость нагнетания составляет 25 куб. Футов в час (12 литров в минуту рекомендуется при сварке с использованием одного цилиндра.
Когда давление пара падает от давления в баллоне до давления нагнетания через регулятор CO2, он поглощает большое количество тепла. Если установлен слишком высокий расход, это поглощение тепла может привести к замерзанию регулятора и расходомера, что приведет к прерыванию подачи защитного газа. Когда требуется расход выше 25 куб. Футов в час (12 литров в минуту), обычной практикой является соединение двух баллонов с CO2 параллельно или установка нагревателя между баллоном и газовым регулятором, регулятором давления и расходомером.
Чрезмерный расход также может привести к откачке жидкости из цилиндра. Двуокись углерода — наиболее широко используемый защитный газ для дуговой сварки порошковой проволокой. Большинство активных газов нельзя использовать для защиты, но диоксид углерода дает несколько преимуществ при сварке стали. Это глубокое проникновение и невысокая стоимость. Углекислый газ способствует глобулярному переносу. Защитный газ двуокиси углерода распадается на такие компоненты, как окись углерода и кислород. Поскольку диоксид углерода является окисляющим газом, в сердечник электродной проволоки добавляются раскисляющие элементы для удаления кислорода.Оксиды, образованные раскисляющими элементами, всплывают на поверхность сварного шва и становятся частью шлакового покрытия. Некоторая часть углекислого газа распадается на углерод и кислород. Если содержание углерода в сварочной ванне ниже примерно 0,05 процента, защита от двуокиси углерода будет иметь тенденцию к увеличению содержания углерода в металле сварного шва. Углерод, который может снизить коррозионную стойкость некоторых нержавеющих сталей, представляет собой проблему для критических коррозионных применений. Дополнительный углерод может также снизить ударную вязкость и пластичность некоторых низколегированных сталей.Если содержание углерода в металле сварного шва превышает примерно 0,10 процента, защита от двуокиси углерода будет иметь тенденцию к снижению содержания углерода. Эта потеря углерода может быть связана с образованием монооксида углерода, который может быть захвачен сварным швом в качестве раскисляющих элементов пористости в сердечнике флюса, уменьшая эффект образования монооксида углерода. Смеси аргон-диоксид углерода.
Аргон и диоксид углерода
иногда смешивают для использования при дуговой сварке порошковой проволокой. Высокий процент газообразного аргона в смеси способствует более высокой эффективности осаждения из-за образования меньшего количества брызг.Наиболее часто используемая газовая смесь при дуговой сварке порошковой проволокой представляет собой смесь 75 процентов аргона и 25 процентов двуокиси углерода. Газовая смесь производит мелкозернистый шаровидный перенос металла, который приближается к брызгам. Он также снижает степень окисления по сравнению с чистым диоксидом углерода. Сварной шов, нанесенный в экран из аргон-углекислого газа, обычно имеет более высокий предел прочности и предел текучести. Смеси аргона и углекислого газа часто используются для сварки в нерабочем положении, что позволяет добиться лучших характеристик дуги. Эти смеси часто используются для обработки низколегированных сталей и нержавеющих сталей.Электроды, предназначенные для использования с CO2, могут вызвать чрезмерное накопление марганца, кремния и других раскисляющих элементов, если они используются со смесями защитного газа, содержащими высокий процент аргона. Это повлияет на механические свойства сварного шва.
Смеси аргон-кислородные
Для некоторых применений используются смеси аргона с кислородом, содержащие 1 или 2 процента кислорода. Смеси аргона и кислорода имеют тенденцию способствовать переносу распыления, что снижает количество образующихся брызг.Основное применение этих смесей — сварка нержавеющей стали, где диоксид углерода может вызвать проблемы с коррозией.
Электроды
Поперечное сечение флюсовой проволоки — рисунок 10-58Электроды, используемые для дуговой сварки порошковой проволокой, обеспечивают присадочный металл сварочной ванне и защиту дуги.
Для нормальных типов электродов требуется экранирование. Защитный газ предназначен для защиты дуги и сварочной ванны от атмосферы.
Химический состав электродной проволоки и сердечника флюса в сочетании с защитным газом будет определять состав металла сварного шва и механические свойства сварного шва.
Электроды для дуговой сварки порошковой проволокой состоят из металлического экрана, окружающего сердцевину из флюсовых и / или легирующих смесей, как показано на рисунке 10-58.
Сердечники из углеродистой стали и низколегированных электродов содержат преимущественно флюс.
Некоторые сердечники электродов из низколегированной стали содержат большое количество легирующих соединений с низким содержанием флюса.Большинство электродов из низколегированной стали требуют газовой защиты.
Оболочка составляет приблизительно от 75 до 90 процентов веса электрода. Самозащищенные электроды содержат больше флюсующих соединений, чем электроды с газовой защитой.
Составы, содержащиеся в электроде, выполняют в основном те же функции, что и покрытие покрытого электрода, используемого при дуговой сварке защищенным металлом.
Эти функции:
- Для образования шлакового покрытия, плавающего на поверхности металла шва и защищающего его во время затвердевания.
- Предоставление раскислителей и поглотителей, которые помогают очищать и производить прочный металл сварного шва.
- Для создания стабилизаторов дуги, обеспечивающих плавную сварочную дугу и сводящих к минимуму разбрызгивание.
- Для добавления в металл сварного шва легирующих элементов, которые увеличивают прочность и улучшают другие свойства металла шва.
- Для подачи защитного газа. Провода с защитным газом требуют внешней подачи защитного газа в дополнение к газу, производимому сердечником электрода.
Система классификации трубчатых проволочных электродов
Система классификации, используемая для трубчатых проволочных электродов, используемых при сварке сердечником из флюса, была разработана Американским сварочным обществом. Углеродистые и низколегированные стали классифицируются по следующим позициям:
- Механические свойства наплавленного металла.
- Положение при сварке.
- Химический состав наплавленного металла.
- Род сварочного тока.
- Независимо от того, используется ли защитный газ CO2.
Примером классификации электрода из углеродистой стали является E70T-4, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «7» указывает минимальную прочность на разрыв в единицах 10 000 фунтов на квадратный дюйм (69 МПа).
- Третья цифра или «0» указывает положение сварки. «0» указывает на плоское и горизонтальное положение, а «1» указывает на все положения. 4 . Буква «T» обозначает классификацию трубчатой или порошковой проволоки. 5 .Суффикс «4» указывает на производительность и удобство использования, как показано в таблице 10-13. При использовании классификации «G» не указываются конкретные требования к характеристикам и удобству использования. Эта классификация предназначена для электродов, не подпадающих под другую классификацию. Требования к химическому составу наплавленного металла сварного шва для электродов из углеродистой стали приведены в таблице 10-14. Одноходовые электроды не имеют требований к химическому составу, потому что проверка химического состава неразбавленного металла шва не дает истинных результатов обычного химического состава однопроходного сварного шва. .
Электроды из углеродистой флюсовой стали
Требования к механическим свойствам порошковых электродов из углеродистой стали — Таблица 10-12 Рабочие характеристики и характеристики использования порошковых электродов из углеродистой стали — Таблица 10-13 Требования к химическому составу порошковых электродов из углеродистой стали — Таблица 10-14Классификация электродов из низколегированной стали Используемый при сварке сердечником флюсом аналогичен классификации электродов из углеродистой стали. Примером классификации низколегированной стали является E81T1-NI2, где:
- Буква «E» обозначает электрод.
- Вторая цифра или «8» указывает минимальную прочность на растяжение в единицах 10 000 фунтов на квадратный дюйм (69 МПа). В данном случае это 80 000 фунтов на квадратный дюйм (552 МПа). Требования к механическим свойствам электродов из низколегированной стали приведены в таблице 10-15. Требования к ударной вязкости приведены в таблице 10-16.
- Третья цифра или «1» указывает возможности сварочного положения электрода. «1» обозначает все положения, а «0» — только плоское и горизонтальное положение.
- Буква «T» обозначает трубчатый или порошковый электрод, используемый при дуговой сварке порошковой проволокой.
- Пятая цифра или «1» описывает удобство использования и рабочие характеристики электрода. Эти цифры такие же, как и в классификации электродов из углеродистой стали, но только EXXT1-X, EXXT4-X, EXXT5-X и EXXT8-X используются для классификации электродов с порошковой сердцевиной из низколегированной стали.
- 6 . Суффикс «Ni2» указывает химический состав наплавленного металла шва, как показано в таблице 10-17 ниже.
а.Единичные значения являются максимальными, если не указано иное
b. Только для самозащитных электродов
c. Чтобы соответствовать требованиям к сплавам группы G, наплавленный металл должен иметь минимум, как указано в таблице, только для одного из элементов
d. Классификация E80TI-W также содержит от 30 до 0,75 процента меди
Электроды из нержавеющей стали
Система классификации электродов из нержавеющей стали, используемых при сварке сердечником из флюса, основана на химическом составе металла шва и типе защиты, применяемой во время сварки.Примером классификации электродов из нержавеющей стали является E308T-1, где:
- Буква «E» обозначает электрод.
- Цифры между буквами «E» и «T» обозначают химический состав сварного шва, как показано в таблице 10-18 ниже.
- Буква «T» обозначает трубчатую или порошковую электродную проволоку.
- Суффикс «1» указывает тип используемого экранирования, как показано в таблице 10-19 ниже.
Сварочные кабели
Сварочные кабели и соединители используются для подключения источника питания к сварочному пистолету и к устройству.Эти кабели обычно изготавливаются из меди. Кабель состоит из сотен проводов, заключенных в изолированный кожух из натурального или синтетического каучука. Кабель, соединяющий источник питания со сварочной горелкой, называется выводом электрода.
При полуавтоматической сварке этот кабель часто является частью кабельной сборки, которая также включает шланг защитного газа и канал, по которому проходит электродная проволока. При машинной или автоматической сварке вывод электрода обычно отдельный.Кабель, соединяющий изделие с источником питания, называется рабочим проводом. Рабочие провода обычно подключаются к работе зажимами, зажимами или болтом.
Размер используемых сварочных кабелей зависит от выходной мощности машины для сварки сердечником из флюса, рабочего цикла машины и расстояния между сварочной машиной и изделием. Размеры кабелей варьируются от наименьшего AWG № 8 до AWG № 4/0 с номинальной силой тока 75 ампер и выше.
В Таблице 10-20 показаны рекомендуемые сечения кабелей для использования при различных сварочных токах и длинах кабелей.Слишком маленький кабель может сильно нагреться во время сварки.
Рекомендуемые сечения кабелей для различных сварочных токов — Таблица 10-20Плюсы и минусы FCAW
Преимущества: меньшая стоимость и более высокая наплавка
Резюме:
- Высокая производительность наплавки
- Более глубокое проникновение, чем SMAW
- Качественный
- Меньше предварительной очистки, чем у GMAW
- Покрытие из шлака помогает при больших сварных швах в смещенном положении Самозащищенный FCAW устойчив к сквознякам
Основными преимуществами сварки сердечником из флюса являются меньшая стоимость и более высокая производительность наплавки, чем при сварке методом SMAW или GMAW сплошной проволокой.
Стоимость порошковых электродов ниже, поскольку легирующие добавки находятся во флюсе, а не в стальной присадочной проволоке, как в случае твердотельных электродов.
Порошковая сварка идеальна там, где важен внешний вид валика и не требуется механическая обработка сварного шва. Сварку порошковой проволокой без защиты от углекислого газа можно использовать для большинства конструкций из низкоуглеродистой стали.
Полученные в результате сварные швы имеют более высокую прочность, но меньшую пластичность, чем те, для которых используется защита от углекислого газа.Имеется меньшая пористость и большее проплавление сварного шва с защитой от углекислого газа. Процесс порошковой наплавки имеет повышенную устойчивость к окалине и грязи.
При сварке сердечником флюсом меньше брызг, чем при сварке MIG сплошной проволокой. Он имеет высокую скорость наплавки, и часто используются более высокие скорости движения. Используя электродную проволоку небольшого диаметра, можно производить сварку во всех положениях. Некоторые порошковые проволоки не нуждаются во внешней подаче защитного газа, что упрощает оборудование.
Электродная проволока подается непрерывно, поэтому на замену электродов уходит очень мало времени. Наносится более высокий процент присадочного металла по сравнению с дуговой сваркой защитным металлом. Наконец, достигается лучшее проплавление, чем при дуговой сварке защищенным металлом.
Недостатки: чувствительность к условиям сварки
Сводка недостатков сварки сердечником под флюсом:
- Шлак необходимо удалить
- Больше дыма и дыма, чем у GMAW и SAW
- Брызги
- Провод FCAW дороже
- Оборудование дороже и сложнее, чем для SMAW
Большинство порошковых электродов из низколегированной или мягкой стали более чувствительны к изменениям условий сварки, чем электроды для сварки SMAW.
Эту чувствительность, называемую допуском по напряжению, можно уменьшить, если использовать защитный газ или увеличить шлакообразующие компоненты материала сердечника.
Для поддержания постоянного напряжения дуги необходимы источник питания с постоянным потенциалом и устройство подачи электродов с постоянной скоростью.
FCAW Устранение неисправностей
При поиске и устранении неисправностей сварных швов с флюсовой сердцевиной обязательно ознакомьтесь с инструкциями производителя (находящимися на панели оборудования) для следующего (подробно описанного ниже):
- Скорость подачи проволоки
- Скорость передвижения
- Расстояние от наконечника до рабочего места
- Полярность фидера
- Рабочий угол и угол перемещения
- Слишком низкая подача проволоки и ток (более высокие скорости = более высокий ток, более низкие скорости, более низкий ток: если скорость слишком низкая, вы не получите полного покрытия, узкий проход и много брызг.
Видео об устранении неисправностей FCAW
Сварка FCAW создается при низкой скорости проволоки
Низкая скорость проволоки для сварки FCAW привела к тому, что шлак плохо удаляется, и возникает большое количество брызг. Если скорость проволоки слишком высока, проволока будет продолжать загибаться. Чтобы исправить это, увеличьте напряжение или уменьшите скорость провода.
Сварной шов FCAW создан при высокой скорости подачи проволокиСлишком низкая скорость перемещения : в результате получается выпуклый широкий сварной шов. Шлак не покрывает должным образом.
Сварка FCAW с низкой скоростью ходаСкорость движения выше рекомендованной : в результате получается узкий выпуклый сварной шов.Сравните со слишком высокой скоростью движения потока вверху и со скоростью вытесняющей лужи внизу.
Сварка FCAW с высокой скоростью перемещенияРасстояние между наконечником и рабочей поверхностью : Проверьте правильность расстояния для вашей проволоки. Слишком короткое расстояние приводит к недостаточному покрытию из-за неправильного предварительного нагрева флюса внутри проволоки. Шлак не покрывает весь сварной шов, из-за чего шлак выглядит темным в центре сварного шва.
Если расстояние слишком велико, сварной шов будет немного закорочен. Проволока выглядит так, как будто она охотится за сварным швом, что делает подачу непостоянной, вызывая рябь в сварном шве.
Расстояние от наконечника до рабочего места слишком большое (вверху) и слишком короткое (внизу). Проверьте указания производителя на правильное расстояние (обычно от 1/2 ″ до 5/8 ″)Полярность : каждый провод имеет рекомендованную полярность. Иногда используется отрицательный постоянный ток, когда необходим положительный постоянный ток. Вызывает разбрызгивание и небольшой сварной шов.
Брызги из-за неправильной полярности. Убедитесь, что вы используете правильную полярность при сварке сердечника флюсом. Не используйте положительный постоянный ток, если требуется отрицательный постоянный ток. Проверьте схему настройки машины.Проверьте, как питатель подключен к сварочному оборудованию. Убедитесь, что он подключен к правильным полюсам. Обзорная диаграмма внутри панели оборудованияУглы электродов : Для сердечника из флюса помните, что вы перетаскиваете шлак. Убедитесь, что вы перетаскиваете электрод, чтобы шлак мог образоваться за сварным швом. Он легче расплавленной лужи и всплывет наверх. Если нажать на нее, в сварном шве могут появиться включения шлака.
Проверьте рабочий угол и угол хода : При сварке на плоской поверхности угол может составлять 90 градусов.Для соединения внахлест или Т-образного соединения вы хотите, чтобы угол наклона к стыку составлял 45 градусов, а сопротивление — от 5 до 10 градусов.
сварка MAG | Дуговая сварка | Основы автоматизированной сварки
На этой странице представлена информация о сварке MAG, в которой рассматриваются области, в которых используется сварка MAG, типы используемых защитных газов и сварочной проволоки, а также характеристики сварочных аппаратов MAG. Также объясняются различные подкатегории сварки MAG в защитном газе.
Обязательно к прочтению всем, кто занимается сваркой! Это руководство включает в себя базовые знания о сварке, такие как типы и механизмы сварки, а также подробные знания, касающиеся автоматизации сварки и устранения неисправностей.Скачать СваркаMAG (Metal Active Gas) — это тип дуговой сварки, в которой используется активный газ (углекислый газ [CO 2 ] или газовая смесь аргона и CO 2 ). Этот процесс также называется дуговой сваркой CO 2 или сваркой CO 2 . Этот процесс обычно используется для автоматической или полуавтоматической сварки черных металлов. Он не подходит для цветных металлов, таких как алюминий, из-за химической реакции CO 2 .
При автоматической или полуавтоматической сварке MAG в качестве электрода используется сварочная проволока, свернутая в бухты, вместо сварочного стержня, используемого при дуговой сварке защищенным металлом (ручная дуговая сварка).
Спиральная проволока прикрепляется к устройству подачи проволоки и автоматически направляется к наконечнику резака подающим роликом, который приводится в действие электродвигателем. На провод подается напряжение, когда он проходит через контактный наконечник, удерживающий провод.
Между проволокой и основным материалом зажигается дуга, которая одновременно плавит проволоку и основной материал для их сварки.Во время процесса защитный газ подается через сопло в зону сварного шва и в окрестности, чтобы защитить дугу и сварочную ванну от атмосферы. В качестве защитного газа используется газ CO 2 , газовая смесь аргона и CO 2 или газовая смесь аргона с несколькими процентами кислорода.
По сравнению с дуговой сваркой в среде защитного металла скорость наплавки, при которой электрод становится металлом шва, выше, что дает преимущество высокой эффективности работы за счет глубокого проплавления основного материала.Есть и другие важные преимущества, например, высокое качество металла шва и то, что установка сварочной горелки на роботе позволяет выполнять автоматическую сварку.
- Ar + CO 2 газовая смесь
или CO 2 газ - Электрод сплошной проволоки
Полуавтоматический сварочный аппарат MAG в основном состоит из следующих компонентов:
- Сварочный источник питания
- Устройство подачи проволоки
- Горелка сварочная
- Баллон газовый
Проволока должна подаваться с постоянной скорости от устройства подачи.Следовательно, для источника питания сварки обычно используется источник питания с характеристикой постоянного напряжения. Устройство подачи проволоки представляет собой механизм подачи с постоянной скоростью.
- Баллон газовый
- Регулятор расхода газа
- Источник сварочного тока
- Устройство подачи проволоки
- Блок дистанционного управления
- Горелка сварочная
MAG можно классифицировать по защитному газу или типу сварочной проволоки.
Что касается сварочной проволоки, то сплошная проволока имеет поперечное сечение, полностью состоящее из того же материала.Поверхности проволоки для углеродистой стали покрыты медью для повышения устойчивости к ржавчине и повышения электропроводности. Сплошная проволока без покрытия без медного покрытия дает такие преимущества, как стабильная дуга и простота обслуживания внутренней части сварочной горелки.
Порошковая проволока содержит сердечник из флюса внутри проволоки. Они обеспечивают такие преимущества, как стабильная дуга, меньшее разбрызгивание и хороший внешний вид сварного шва.
Кроме вышеперечисленного, существуют порошковые и металлопорошковые проволоки.Первый отличается высокой скоростью осаждения, а второй — меньшим образованием шлака.
Дом
| A | B |
|---|---|
| Предлагаемое положение сварки электрода обозначается цифрой ______ справа и классификацией электродов AWS. | 2-я |
| Для SMAW рекомендуется использовать линзы с фильтром ____. | 10-14 |
| Аппарат для дуговой сварки может состоять из выпрямителя постоянного тока и генератора переменного тока. | AC / DC |
| Электрод DCEP имеет то же направление потока, что и электрод с обозначением _____. | DCRP |
| Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться с автоматической или полуавтоматической сваркой? | 100% |
| Приблизительная температура дуги SMAW составляет ____ градусов Фаренгейта (3,0593C-3,871C) | 6,500-7,000 |
| что из следующего не является типом сварочного аппарата постоянного тока | Двигатель или генератор постоянного тока с приводом от двигателя и выпрямителем переменного тока |
| ____ не является фактором, определяющим полярность поверхности во время сварки. | Диаметр электрода |
| Плетение валика должно быть _____ диаметра используемого электрода. | 6 раз |
| перезапущен на ранее непромищенном бусе? | На передней кромке предыдущего буртика |
| Подрезка и горизонтальное внутреннее угловое соединение обычно представляют собой (n) ________ | углубление вдоль верхнего края сварного шва на вертикальной детали |
| на символе сварки. | Толщина основного металла |
| На символе сварки ______ указывает сварщику, какой тип сварного соединения следует использовать. | Базовое обозначение сварного шва |
| Информация под линией справки относится к _______ стороне сварного шва. | Стрелка |
| ______ помещается в скобки на обозначении сварного шва. | Сторона сварного шва с пазом |
| Для каких из перечисленных сварных швов символы сварки смещены друг относительно друга? | Шов со ступенчатым перемежающимся швом. |
| Каково расстояние между концом одного сварного шва и началом следующего в прерывистом шве, если длина и шаг равны 4-10? | 6 дюймов |
| Станция SMAW включает в себя аппарат для дуговой сварки, _____, электродный провод, рабочий провод, кабину, верстак, табурет и систему вентиляции. | электрододержатель |
| Тип тока, который течет от электрода через acr к изделию, называется ______. | DCEN, DCSP |
| Постоянный ________ аппарат наиболее желателен при ручной дуговой сварке. | Ток |
| DCRP имеет то же направление потока электронов, что и ______. | DCEP |
| Чтобы сократить время, необходимое для перемещения назад и вперед к сварочному аппарату для изменения настройки _______, устройства управления часто устанавливаются рядом со сварочным аппаратом. | Дистанционное управление |
| Аппараты для дуговой сварки на переменном токе имеют три типа: двигатель или двигатель с приводом от генератора переменного тока, тип ____ и тип ____. | Трансформатор, инвертор |
| При использовании машины постоянного тока, если дуговый зазор увеличивается, сопротивление будет _____. | Увеличить |
| Если сопротивление увеличивается при использовании сварочного аппарата CC acr, напряжение должно _____. | Увеличение |
| Каждый валик очищается перед изготовлением следующего валика, чтобы предотвратить ___ включений. | Шлак |
| На символе сварки маленький черный символ в форме флажка или вымпела указывает, что сварка будет выполнена в _______. | Поле |
| Пять основных сварных соединений: стыковые, _____, тройники, ______ и кромочные. | Уголок, нахлест |
| Сколько существует различных положений сварки? | Четыре |
| Термин, используемый для обозначения промежутка между двумя металлическими частями в нижней части свариваемого соединения. | Корневое отверстие |
| На сварочном чертеже поверхность металла, на которую указывает стрелка символа сварки, называется стороной _____. | Стрелка |
| Сварной шов ____ представлен на обозначении сварки символом сварного шва в форме треугольника. | Уголок |
| Три типа канавок, используемых для подготовки под сварку, обозначены буквами. | VUJ |
| Маленький кружок, расположенный на, выше или ниже исходной линии символа сварки, обозначает сварной шов _____. | Точечный |
| Какое типичное напряжение холостого хода холостого хода аппарата для дуговой сварки постоянным током? | 60-80 Вольт |
| Перечислите три компонента трансформаторного сварочного аппарата. | Первичная обмотка, Вторичная обмотка, сердечник |
| Назовите два электронных устройства, используемых для управления выходом трансформатора в новых источниках питания. | Диодно-кремниевый управляющий выпрямитель (SCR) |
| Используется на тонком металле | Электрод малого диаметра |
| Используется для нанесения большего количества присадочного металла | Электрод большого диаметра |
| Используется при сварке малых диаметров | электрод диаметром |
| Используется на корневом проходе сварного шва на толстом металле | Электрод малого диаметра |
| Используется для однопроходных сварных швов на толстом металлическом профиле | Электрод большого диаметра |
| Вопрос | Ответ | |
|---|---|---|
| Техника толкания или руки Плюсы | Плоские сварные швы Контролирует скорость | |
| Плюсы техники Backhand или Pull | Подходит для заполнения | |
| Occilation | Движение пистолета непрерывно | |
| Частота | Сколько колебаний в дюйме сварного шва | |
| Использует 90% аргона Используется только для плоских или горизонтальных сварных швов | ||
| Импульсная техника | Позволяет осуществлять сварку вертикальным распылением пульсирующим током, так что металл немного охлаждается между импульсами тока | |
| Заглушка | Избыток материала отламывается и плавится с образованием материалов | |
| Объясните, что означает каждая буква или цифра в следующем ER70S6 | Электрод E R-стержень 70-предел прочности на разрыв S-твердый.(это относится к состоянию и может быть I либо S для твердого тела, либо C для сердечника) 6- класс металла | |
| Что означает MIG | Металл, инертный газ | |
| 6 вещей, необходимых для сварки MIG | 1 источник питания 2 защитный газ 3 регулятора — устанавливает расход газа в кубических футах в час 4 кормушки 5 хлыст / пистолет 6 проводов- .023 .052 общий размер | |
| При сварке MIG объясните источник питания | Постоянное напряжение (поддерживает плавление металла с той же скоростью) DCRP — постоянный ток с обратной полярностью Выпрямитель используется для обратной полярности | |
| Какие защитные газы обычно используются в MIG | Двуокись углерода Аргон Гелий | |
| Режимы переноса металла в МИГ | Короткое замыкание — 14-21 В Шаровидный-21-21.3в Спрей Импульсная дуга — также известная как GMAW | |
| Что означает GMAW для | Дуговая сварка в газовой среде | |
| Описать метод передачи короткого замыкания | Металл электрода касается основного металла, короткое замыкание в дуге и плавление электродной проволоки, которая подается в непрерывном темпе. Цикл может повторяться от 20 до 250 раз в секунду | |
| Преимущество использования машины с постоянным напряжением | Небольшое процентное изменение напряжения приводит к большому процентному изменению тока | |
| Какой защитный газ дает наилучшее очищающее действие , перекрестная защита и наименьшая общая стоимость? | Аргон. | |
| Расходомер измеряет и регулирует ____ потока газа. | объем | |
| При выборе сопла для GTAW или GMAW, что определяет диаметр сопла? | Объем газа и размер шовного отверстия. | |
| Какой защитный газ обеспечивает самое глубокое проникновение при GMAW на углеродистой и низколегированной стали? | углекислый газ | |
| Фильтр с каким числом линз рекомендуется использовать с GTAW, GMAW и FCAW? | 10-14 | |
| Полярность, используемая почти во всех приложениях GMAW, — ____. | DCEP | |
| Что из перечисленного не является методом переноса металла GMAW? а. Короткое замыкание. б. Цельный металл. c. Спрей. d. Шаровидный. | b | |
| В методе переноса металла распылением металл перемещается по дуге как ____. | мелкие металлические капли | |
| Распыление происходит, когда ток установлен выше точки ____. | переход | |
| Распыление происходит только тогда, когда процентное содержание аргона в смеси превышает ____ процентов. | 90 | |
| Когда электродная проволока скапливается в механизме подачи проволоки, это называется ____. | птичье гнездо | |
| Для подачи электродной проволоки через кабель к горелке используется переключатель ____. | дюйм | |
| Какое из следующих утверждений неверно для GMAW? а. Его можно использовать во всех положениях. б. Его можно использовать для сварки магния. c. С его помощью можно сваривать все коммерчески важные металлы.d. Это также известно как сварка TIG. | d | |
| Какое из следующих утверждений неверно для GMAW с короткозамкнутой дугой? а. Сварочная ванна остывает медленно. б. Переноса металла через дугу не происходит. c. Работает во всех положениях сварки. d. Работает по металлу в верхнем положении. | a | |
| При использовании короткого замыкания передачи металла, что заставляет металлическую каплю покидать электродную проволоку? | Поверхностное натяжение ванны и сила сжатия | |
| В методе импульсного распыления используется пиковый ток для сварки.Фоновый ток используется для ____ дуги. | поддерживать | |
| При GMAW изменение скорости подачи проволоки изменяет ____. | величина силы тока | |
| Почему возможно и желательно использовать более узкую канавку при стыковой сварке с V-образной канавкой с GMAW или FCAW, чем с SMAW? | FCAW и GMAW проникают больше, чем SMAW. Узкие канавки требуют меньше сварочного металла. Узкие бороздки делать дешевле. | |
| В режимах FCAW или GMAW сварщик должен поддерживать ____. | расстояние от сопла до рабочей поверхности | |
| Конец сварного шва GMA или FCA должен быть защищен, пока он охлаждается на ____. | г. удерживание сопла в конце сварного шва во время продувки защитным газом | |
| Какой метод переноса очень эффективен при заполнении больших зазоров между плохо подогнанными деталями и подходит для выполнения GMAW в верхнем положении? | короткое замыкание | |
| Если кромка плавится слишком быстро при выполнении соединения внахлест, сварщик должен ____. | направьте электрод ближе к поверхности | |
| Какая информация получается из первых двух или трех цифр классификационного номера электрода AWS? | Предел прочности электрода. | |
| ____ обозначается двумя последними цифрами классификационного номера электрода AWS | состав покрытия электрода | |
| Предлагаемое положение сварки электрода обозначается цифрой ____ справа в AWS классификация электродов | 2-й | |
| Для SMAW рекомендуется количество ____ линз фильтра | 10-14 | |
| A (n) ____ Аппарат для дуговой сварки может состоять из выпрямителя постоянного тока и генератора переменного тока | AC / DC | |
| Электрод DCEP имеет то же направление потока, что и электрод с обозначением ____ | DCRP | |
| Какой рабочий цикл рекомендуется для сварочного аппарата, который будет использоваться при автоматической или полуавтоматической сварке? | 100% | |
| Приблизительная температура дуги SMAW составляет ____ F (3593C — 3871C). | 6500–7000 | |
| Среднее напряжение холостого хода в цепи дуговой сварки постоянным током составляет ____ вольт. | 60-80 | |
| факторами, определяющими полярность цепи во время сварки, являются | Скорость, с которой вы хотите нанести присадочный металл Тип основного металла Положение сустава | |
| Что может произойти, если человек получит вспышку дуги? | Человек может быть временно ослеплен.Некоторое время человек может видеть белые пятна. Может произойти необратимое повреждение сетчатки. | |
| Ширина валика плетения должна быть ____ диаметра используемого электрода | 6 раз | |
| Перевернутое движение используется для ____. | подождите, пока сварка остынет | |
| Где следует возобновить сварку ранее незавершенного валика? | На передней кромке предыдущего буртика. | |
| Поднутрение в горизонтальном внутреннем угловом стыке обычно представляет собой (n) ____ | углубление вдоль верхнего края сварного шва на вертикальном элементе дуга.Что можно сделать, чтобы уменьшить эту тенденцию при сварке в горизонтальном, вертикальном или потолочном положениях? | Слегка уменьшите дуговый зазор. |
| ____ поможет предотвратить подрезку | Мгновенная остановка на верхнем конце каждого движения электрода | |
| Сварочные аппараты, используемые для GMAW или FCAW, должны быть постоянного типа | напряжения | |
| Чтобы уменьшить разбрызгивание, Для стабилизации дуги и улучшения переноса металла во время операций GMAW к аргону можно добавить диоксид углерода и / или ____________________. | кислород | |
| Аргон имеет более низкую теплоту ____________________, чем гелий | проводимость | |
| Добавление небольших количеств ____________________ к газу аргона значительно уменьшит разбрызгивание и поможет стабилизировать дугу. | кислород | |
| Развитие сварочного аппарата постоянного ____________________ сделало использование GMAW более практичным. | напряжение | |
| При GMAW или FCAW сварщик должен контролировать скорость сварки, расстояние между соплом и изделием и ____________________. | угол электрода горелки | |
| Тип тока, который течет от электрода через дугу к изделию, называется ____________________. | DCEN DCSP | |
| Постоянный ____________________ аппарат наиболее желателен при ручной дуговой сварке | ток | |
| DCRP имеет то же направление потока электронов, что и ____________________. | DCEP | |
| При использовании машины постоянного тока при увеличении дугового промежутка сопротивление будет ____________________. | увеличить | |
| Каждый валик очищается перед изготовлением следующего валика, чтобы предотвратить ____________________ включений | шлак | |
| маленькие электроды используются для ——— | используются на тонком металле Используется при потолочной сварке. Используется на корневом проходе сварного шва на толстом металле. | |
| Электроды большого диаметра используются для —— | Используются для нанесения большего количества присадочного металла Используется для однопроходных сварных швов на толстых металлических профилях | |
| T / F FCAW можно использовать без защитного газа под давлением | T | |
| T / F GMAW можно использовать для всех коммерчески важных металлов | T | |
| T / F GMAW можно использовать во всех положениях. | T | |
| T / F При глобулярном переносе металл движется по дуге в виде больших капель | T | |
| T / F Хорошая вентиляция особенно важна при использовании газа CO2 | T | |
| T / F Хлорированные углеводородные растворители, оставленные на металлических поверхностях, образуют фосген (ядовитый, высокотоксичный газ) при температурах сварки. | T | |
| T / F GMAW можно проводить только при использовании DCEP. | T | |
| T / F И GMAW, и FCAW могут быть полуавтоматическими или автоматическими процессами | T | |
| T / F SMAW и GMAW используют аппараты для дуговой сварки на постоянном токе | F | |
| T / F Одним из преимуществ аппарата для дуговой сварки постоянным током является то, что большое процентное изменение напряжения приводит к небольшому процентному изменению силы тока. | T | |
| T / F Длина кабелей для дуговой сварки обычно практически не влияет на выполняемый шов. | F | |
| T / F Материалы флюсового покрытия на электроде определяют электрические характеристики электрода. | T | |
| T / F При использовании сварочного аппарата CC величина силы тока будет увеличиваться, если соединения на рабочем месте или электрододержатель ослабнут. | F | |
| T / F Ширина валика стрингера должна быть в 2-3 раза больше диаметра электрода. | T | |
| T / F Плоское положение — лучшее положение для сварки любого соединения. | T | |
| T / F При использовании нескольких валиков не всегда необходимо удалять шлак между валиками | F | |
| T / F Реверс тока в цепи переменного тока практически исключает возникновение дуги | T | |
| Объясните, почему необходимо увеличить расход защитного газа при сварке в вертикальном, горизонтальном или потолочном положении. | Защитный газ падает из области стыка под действием силы тяжести, поэтому требуется больше газа. | |
| Объясните, как зажигается дуга при GMAW или FCAW. | На пистолете нажимают на спусковой крючок, и электрод подается, пока не коснется основного металла. Дуга зажигается при установлении контакта | |
| В чем разница между полуавтоматической сваркой и автоматической сваркой? | При полуавтоматической сварке сварщик управляет сварочным пистолетом; при автоматической сварке аппарат управляет пистолетом | |
| Как предотвратить прилипание брызг к соплу? | Коммерческий состав для предотвращения разбрызгивания распыляется на сопло и на него. | |
| Какое типичное напряжение холостого хода на холостом ходу у аппарата для дуговой сварки постоянным током? | 60–80 В | |
| Как изменить ток в сварочном аппарате переменного тока на постоянный? | Переменный ток пропускается через выпрямитель и изменяется на постоянный ток. | |
| Перечислите пять функций флюсового покрытия электрода SMAW. | Создайте защитный газ для защиты металла от окисления.Обеспечьте флюсирующие агенты. Во время охлаждения образует затвердевший шлак, покрывающий сварной шов. Шлак позволяет сварному шву медленно остывать. Установите полярность и электрические характеристики электрода. | |
| Опишите термин «рабочий цикл». | Процент времени в десятиминутном интервале времени, в течение которого сварочный аппарат может использоваться при номинальном выходном токе | |
| Как сварщик узнает, какой тип электродов он использует? | Номер электрода напечатан на флюсовом покрытии на неизолированном конце электрода. | |
| Что такое дуга? | Магнитное поле вокруг электрода постоянного тока, которое имеет тенденцию отклонять или выдувать поток дуги вперед или назад | |
| Объясните, как именно вы переместите электрод, чтобы правильно закончить сварной шов на конце соединения | В конце соединения направление электрода меняется на противоположное, когда электрод поднимается. Кратер финишной обработки должен быть заполнен сразу после разрыва дуги. | |
| Почему покрытый электрод нельзя гнуть? | Покрытие потрескается, что приведет к плохим сварным швам. | |
| Перечислите по крайней мере пять факторов, которые сварщик должен контролировать, чтобы получить хороший сварной шов при выполнении SMAW. | Длина дугового промежутка, сварочный ток, скорость поступательного движения, угол или положение электрода, проплавление, ширина сварного шва и контур валика | |
| Тип (ы) тока, используемого для GTAW (TIG) | DCEP DCEN и чередование. | |
| Что такое постоянная при сварке TIG: напряжение или ток? | Текущий | |
| в чем преимущество DCEN в TIG | очищает-удаляет оксиды с металлических поверхностей | |
| в чем преимущество DCEP в TIG | увеличивает силу дуги, обеспечивая лучшее проникновение | |
| в чем преимущество увеличения частоты переменного тока при сварке TIG? | увеличение значения приведет к сужению дуги, что способствует большей стабильности дуги и более мелкому валику (отлично подходит для точных работ) | |
| В чем преимущество уменьшения частоты переменного тока при сварке TIG? | понижение этого значения увеличивает ширину дуги и способствует лучшему проплавлению шва | |
| Каковы 5 основных компонентов резака GTAW? | корпус горелки, цанговый патрон и цанга, торцевая крышка и сопло | |
| какие металлы вы бы сварили с помощью электрода с зелеными полосами? (чистый вольфрам) | Алюминий и магний | |
| Какие меры предосторожности следует соблюдать при формировании торированного вольфрамового электрода? | не вдыхать пыль, так как она радиоактивна | |
| что делает добавление 2% тория к вольфрамовому электроду? | добавление тория эффективно удваивает их пропускную способность по току.электроды легко заводятся и хорошо сопротивляются загрязнениям | |
| какой цвет полосы имеет электрод с 2% торированным вольфрамом? | красный | |
| какая цветная полоса у электрода с 1% торированием? | Желтый | |
| Какая цветная полоса есть у 2% лантанированного вольфрама? | Синий | |
| каковы свойства 2% лантанового вольфрама? | обладает характеристиками торированных электродов, они также хорошо сочетаются с кондиционерами, что делает их хорошим выбором для обычных магазинов. | |
| Какого цвета полоса 1.5% лантанированное | золото | |
| Какая цветная полоса 1% лантанированная | черная | |
| Какая цветная полоса 2% церированного вольфрама | оранжевый | |
| какого цвета полоса представляет собой циркониевый | коричневый вольфрам||
| каковы свойства 2% -ного церированного вольфрама | — это электрод, идеально подходящий как для кондиционеров, так и для постоянного тока, они могут работать в течение продолжительных периодов времени, хорошо запускаться, противостоять загрязнениям, прецизионная работа с тонкими металлами | |
| каковы свойства цирконизированного вольфрама? | используются для сварки алюминия и магния там, где необходимо высочайшее качество, эти вольфрамовые сплавы заменяют чистые разновидности из-за более высокой допустимой силы тока, и они используются со скругленным концом. | |
| сила тока для горелки TIG с воздушным охлаждением | не более 200 ампер | |
| диапазон силы тока горелки TIG с водяным охлаждением | 200 ампер + | |
| размер электродов TIG | от 0,010 до 1/4 дюйма | |
| роль тока высокой частоты? | помогает преодолеть разрыв дуги Стил выключается, алюминий остается включенным | |
| Что делает предварительный поток? | запускает подачу газа до начала сварки — очищает от загрязнений | |
| что позволяет регулировка баланса на инверторах | позволяет оператору перенастроить длину волны переменного тока | |
| означает PPS? | импульсов в секунду | |
| Пиковое значение в процентах? | пик.% От общего тока 45% (сколько длится пиковый ток) |
Схема электрических соединений сварочного аппарата Pdf
Схема электрических соединений сварочного аппарата Pdf — Не прикасайтесь к токоведущим частям.Справочник по сварке Сварка и сопутствующие процессы для ремонта и технического обслуживания на борту 14-е издание, 2-е издание, уведомление о 2-й редакции. Он показывает элементы схемы в виде обтекаемых форм, а также мощность и сигнальные линии между устройствами. При полуавтоматической или автоматической сварке проволокой корпус приводного ролика барабана с проволокой и все металлические части, соприкасающиеся со сварочной проволокой, находятся под напряжением. Схема электрических соединений сварочного аппарата Pdf Схема соединений сварочного аппарата внутри схемы электрических соединений сварочного аппарата pdf размер изображения 962 x 562 пикселей, щелкните изображение, чтобы просмотреть подробные сведения об изображении.2348036826053 аннотация спроектирован и изготовлен двухполюсный сварочный аппарат переменного тока переменного тока.
Схема электрических соединений сварочного аппарата Pdf — Допуск 10, если не указано иное 70 f 21 c. Сварку должен выполнять квалифицированный и опытный сварщик, и всегда следует соблюдать соответствующие меры безопасности. Силовая цепь и внутренние цепи машины также находятся под напряжением при включенном питании. Все сварочные работы выполняются сварщиком на страх и риск. Схема электрических соединений сварочного аппарата
Pdf Coachedby Me And WeldingСиловая цепь и внутренние цепи аппарата также находятся под напряжением при включенном питании.Вот фотогалерея электросхемы сварочного аппарата в формате pdf, дополненная описанием изображения. Найдите нужное изображение. Он показывает элементы схемы в виде обтекаемых форм, а также мощность и сигнальные линии между устройствами. При полуавтоматической или автоматической сварке проволокой сопло сварочной головки барабана электрода или полуавтоматическая сварочная горелка также являются электрически горячими.
14+ Схема подключения сварочного аппарата Pdf Images
На нем показаны элементы схемы в виде обтекаемых форм, а также силовые и сигнальные линии между устройствами.Подсоедините впускное отверстие для газа на задней части машины, рис. 1 5, к регулятору аргона и отрегулируйте ручку, чтобы установить давление газа в диапазоне от 15 до 20 мин. L требуется регулятор аргона, рис. 1 6. Ручной аппарат для сварки штангой постоянного тока. Холодная машина без прогрева, электрическую схему см. В разделе 9 остановите двигатель перед проверкой сопротивления 29 Ом 34 Ом 35 Ом. Справочник по сварке Сварка и сопутствующие процессы для ремонта и технического обслуживания на борту 14-е издание, 2-е издание, уведомление о 2-й редакции. Допуск 10, если не указано иное условие 70 f 21 c.
При полуавтоматической или автоматической сварке проволокой корпус приводного ролика катушки с проволокой и все металлические части, соприкасающиеся со сварочной проволокой, находятся под напряжением. Первый полюс — это первичная цепь, и она была спроектирована так, чтобы иметь четырехступенчатую катушку sa ab. Допуск 10, если не указано иное условие 70 f 21 c. Полуавтоматический сварочный аппарат постоянного напряжения постоянного напряжения. Все сварочные работы выполняются сварщиком на страх и риск. Принципиальная схема поиска и устранения неисправностей сварочного генератора 6 2.
Электрическая схема сварочного аппарата Схема нового сварочного аппарата в формате PDF
При полуавтоматической или автоматической сварке проволокой корпус приводного ролика катушки с проволокой и все металлические части, соприкасающиеся со сварочной проволокой, находятся под напряжением.
Контактная электрическая схема
Холодная машина, электрическая схема без прогрева см. Раздел 9, остановите двигатель перед проверкой сопротивления 29 Ом 34 Ом 35 Ом.
Схемы электрических соединений сварочного аппарата Схема Best Of Welding Machine
Не прикасайтесь к токоведущим частям.
Сварочный аппарат Telwin 140 Скачать бесплатно руководство по эксплуатации
При полуавтоматической или автоматической сварке проволокой корпус приводного ролика катушки с проволокой и все металлические части, соприкасающиеся со сварочной проволокой, находятся под напряжением.
Схема электрических соединений сварочного аппарата Pdf Vlovets Info Сварка
Справочник по сварке Сварка и сопутствующие процессы для ремонта и технического обслуживания на борту 14-е издание Уведомление о 2-й редакции.
Инверторный сварочный аппаратСхема подключения Новый Pdf Инверторная сварка
При полуавтоматической или автоматической сварке проволокой сопло сварочной головки катушки электрода или полуавтоматическая сварочная горелка также являются электрически горячими.
Патент США 20140209586 для электросхемы сварочного аппарата Pdf с номером
См. Шаг 1 в плазменной резке 2.
Схема инверторного сварочного аппарата Bing Images Rangkaian Elektronik
2348036826053 реферат Был спроектирован и изготовлен двухполюсный сварочный аппарат переменного тока переменного тока. Схема подключения инверторного сварочного аппарата
с инвертором PDF
Полуавтоматический сварочный аппарат постоянного напряжения постоянного тока.
Схема электрических соединений сварочного аппарата Pdf — Здесь представлена фотогалерея электрических схем сварочного аппарата в формате pdf вместе с описанием изображения. Найдите нужное изображение.Схема устранения неисправностей сварочного генератора 6 2. Ручной сварочный аппарат постоянного тока. Чтобы убедиться, что у вас есть правильное руководство оператора для вашей машины, вы должны использовать поиск по кодовому номеру. Неправильно установленное или неправильно заземленное оборудование представляет опасность. Справочник по сварке Сварка и сопутствующие процессы для ремонта и технического обслуживания на борту 14-е издание, 2-е издание, уведомление о 2-й редакции.
Cek Gaji UMR di => Artikelku.my.id% PDF-1.5 % 177 0 объект> эндобдж xref 177 79 0000000016 00000 н. 0000002261 00000 н. 0000001876 00000 н. 0000002343 00000 п. 0000002471 00000 н. 0000002661 00000 н. 0000003296 00000 н. 0000003373 00000 н. 0000003638 00000 н. 0000003919 00000 н. 0000003965 00000 н. 0000004011 00000 н. 0000004058 00000 н. 0000004105 00000 н. 0000004152 00000 н. 0000004199 00000 н. 0000004246 00000 п. 0000004293 00000 н. 0000004340 00000 н. 0000004915 00000 н. 0000005751 00000 п. 0000005883 00000 н. 0000005919 00000 н. 0000005964 00000 н. 0000006009 00000 н. 0000006055 00000 н. 0000006102 00000 п. 0000006149 00000 н. 0000006196 00000 н. 0000006243 00000 н. 0000007001 00000 н. 0000007554 00000 н. 0000007825 00000 н. 0000008719 00000 п. 0000009820 00000 н. 0000011036 00000 п. 0000012122 00000 п. 0000013259 00000 п. 0000014324 00000 п. 0000015281 00000 п. 0000050325 00000 п. 0000102330 00000 н. 0000139048 00000 н. 0000141718 00000 н. 0000141771 00000 н. 0000141846 00000 н. 0000142177 00000 н. 0000142697 00000 н. 0000143493 00000 н. 0000144247 00000 н. 0000145079 00000 п. 0000145674 00000 н. 0000146170 00000 п. 0000146630 00000 н. 0000147330 00000 н. 0000147937 00000 п. ݘ € 0 (+ / & q8HOAТ
Что такое полуавтоматическая сварка? — MVOrganizing
Что такое полуавтомат?
Полуавтоматическая сварка — это ручная сварка с использованием оборудования, которое автоматически регулирует один или несколько режимов сварки.Сварщик манипулирует сварочным пистолетом для создания сварного шва, в то время как электрод автоматически подается на дугу.
Какие два процесса сварки являются полуавтоматическими?
Какие два процесса сварки являются полуавтоматическими? Путем сжигания кислорода и топливного газа. Как возникает высокотемпературное пламя на наконечнике горелки при кислородно-ацетиленовой сварке (OAW) и пайке горелкой (TB)?
Является ли GMAW ручным или полуавтоматическим?
GMAW и FCAW — это полуавтоматические процессы.
Что такое механизированная сварка?
При механизированной сварке, определяемой как «сварка с использованием оборудования, которое требует ручной регулировки органов управления оборудованием в ответ на визуальное наблюдение за процессом сварки, с горелкой, пистолетом или электрододержателем, удерживаемым механическим устройством» 4, после вмешательства сварщика. вопросы настройки органов управления оборудованием в ответ…
Является ли интегрированная в компьютер гибкая роботизированная сварочная ячейка лучше, чем человек-сварщик?
Более стабильные и качественные сварные швы Качество роботизированных сварных швов зависит как от качества материалов, так и от последовательности рабочего процесса.Однако, как только эти проблемы будут систематизированы, роботизированное устройство сможет выполнять исключительно высококачественные и эффективные сварные швы намного стабильнее, чем даже самые опытные профессионалы.
Станет ли сварка автоматизированной?
Примерно восемьдесят процентов всех сварочных работ на производстве можно заменить автоматизацией. Опытные сварщики всегда будут необходимы для выполнения оставшихся двадцати процентов сварочных работ, помимо работы с настоящими роботами.
Вам нужно быть сварщиком, чтобы запустить автоматическую сварку?
На самом деле, многие сварщики-роботы требуют опыта работы, например, сварщика.Между тем, многие сварщики-роботы также имеют предыдущий опыт работы на таких должностях, как оператор станка или кассир.
Чем занимается робот-сварщик?
Роботизированная сварка — это использование механизированных программируемых инструментов (роботов), которые полностью автоматизируют процесс сварки, выполняя сварку и перемещая деталь. Роботизированная сварка обычно используется для контактной точечной и дуговой сварки в высокопроизводительных приложениях, например, в автомобильной промышленности.
Сколько стоит робот-сварщик?
Трудно назвать точную цену, но полное решение может стоить от 75 000 до 175 000 долларов в зависимости от ваших возможностей.Помните, что чем дольше робот занимается сваркой, тем быстрее окупаются ваши вложения.
Роботы возьмут на себя сварку?
НЕКОТОРЫЕ сварочные работы в будущем будут выполняться преимущественно роботами. Они будут состоять из повторяющихся задач, слишком опасных для безопасного выполнения человеком или выполнения сварочных работ в более быстром темпе, чем может выдержать сварщик-человек. Не все сварочные работы можно заменить роботом.
Робот для дуговой сварки — промышленный или обслуживающий?
Традиционно используются промышленные роботы общего назначения с горелками для дуговой сварки в качестве рабочих органов….Таблица 1 Типичные характеристики промышленного робота для дуговой сварки.
| Полезная нагрузка | от 2 до 30 кг |
|---|---|
| Повторяемость | ≥0,05 мм |
У сварщиков меньше продолжительность жизни?
Если посмотреть на это с этой точки зрения, логично предположить, что ожидаемая продолжительность жизни сварщиков меньше, чем у других рабочих. Даже если вы носите надлежащие СИЗ и соблюдаете правила техники безопасности, вы все равно подвергнетесь воздействию определенного количества опасных паров, соединений и частиц.
Какой тип программирования траектории подходит для дуговой сварки?
Автономное программирование (OLP) с помощью программного обеспечения для моделирования позволяет программировать путь сварки и последовательность операций с компьютера, а не с помощью самого робота. Для OLP требуются 3D-модели CAD деталей, роботов и приспособлений, используемых в ячейке.
В каких типах сварочных роботов используются?
Типы процессов роботизированной сварки Точечная сварка сопротивлением. Лазерная сварка. Газовая дуговая сварка металла (GMAW) Газовая дуговая сварка вольфрамом (GTAW)
Что такое робот?
Робот — это машина, предназначенная для автоматического выполнения одной или нескольких задач с высокой скоростью и точностью.Существует столько разных типов роботов, сколько задач, которые они должны выполнять. Роботы, похожие на людей, известны как андроиды; однако многие роботы созданы не по образцу человека.
Каковы характеристики роботов для окраски распылением?
Преимущества робота для окраски распылением:
- Высокая консистенция.
- Лучшая производительность.
- Повышенная безопасность труда.
- Меньше энергопотребление.
- Минимизирует использование краски.
Что такое RSW в сварке?
Резистивная точечная сварка (RSW) — это процесс, при котором металлические детали соединяются друг с другом за счет высокой концентрации тепла и последующего охлаждения, производимого сильным электрическим током в месте соединения.
Какую толщину металла можно сваривать точечной сваркой?
Точечная сварка в основном используется для соединения деталей толщиной до 3 мм. Толщина свариваемых деталей должна быть одинаковой или соотношение толщин должно быть менее 3: 1.Прочность соединения зависит от количества и размера сварных швов. Диаметр точечной сварки варьируется от 3 мм до 12,5 мм.
Какие материалы можно сваривать точечной сваркой?
Другие материалы, обычно свариваемые точечной сваркой, включают нержавеющие стали (в частности, аустенитные и ферритные марки), никелевые сплавы и титан. Хотя алюминий имеет теплопроводность и электрическое сопротивление, близкие к медным, температура плавления алюминия ниже, что означает, что сварка возможна.
Будет ли точечная сварка работать с алюминием?
Более твердые сплавы, как правило, легче сваривать, и наоборот, чистый алюминий не рекомендуется для точечной сварки.Оксид алюминия, который естественным образом образуется на поверхности алюминия, имеет очень высокое электрическое сопротивление.
Можно ли приваривать алюминий к стали точечной сваркой?
Алюминиевые сплавы могут быть сравнительно легко соединены со сталями с использованием таких методов, как склеивание, механическое крепление или пайка, но когда требуется превосходная структурная целостность, предпочтительна сварка. Однако сварка алюминиевых сплавов со сталью затруднена.
Как лучше всего сваривать алюминий?
Одним из наиболее популярных способов сварки алюминия является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG).GTAW — отличный процесс для алюминия, потому что он не требует механической подачи проволоки, что может создать проблемы с подачей проволоки.
Как пользоваться аппаратом для точечной сварки Lenco?
Управлять просто… просто прижмите два электродных пистолета к работе, нажмите кнопку, и сварщик сделает работу. Каждый раз по две точечной сварки. Время сварки автоматически контролируется твердотельной электронной схемой.
Как склеить алюминий без сварки?
Использование пропановой горелки и некоторых прутков для пайки алюминия — быстрый способ склеить алюминий без использования сварочного аппарата.Это обеспечивает очень прочную связь, и после небольшой практики можно быстро выполнить и получить великолепные результаты.
Как предотвратить деформацию алюминия при сварке?
Рассмотрите возможность использования ограничителей, таких как зажимы, зажимные приспособления и приспособления, а также сборку встык. Фиксация сварного изделия на месте с помощью зажимов, закрепленных на твердой опорной плите, для удержания сварного изделия на месте и предотвращения смещения во время сварки — распространенный метод борьбы с деформацией.
При какой температуре алюминий будет деформироваться?
Даже если максимальная температура составляет 400 градусов, ответ, вероятно, нет.Как и сталь, алюминиевые сплавы становятся слабее при повышении температуры эксплуатации. Но алюминий плавится всего при температуре около 1260 градусов, поэтому к тому времени, когда температура достигает 600 градусов, он теряет примерно половину своей прочности.
Как сваривать панели кузова без деформации?
Во-первых, никогда не перекрывайте швы внахлест, всегда выполняйте стыковую сварку. Во-вторых, никогда не сшивайте сварные швы, вы деформируете панели без возможности ремонта. Правильный способ сделать это — выполнить серию прихваточных швов, которые быстро закаливаются не водой, а с помощью воздушного сопла.
Что такое коробление при сварке?
Искажение происходит от тепла. Чем меньше тепла вы накапливаете в определенной области, тем меньше может возникнуть коробление. Вместо того, чтобы сваривать по одной детали в проекте за раз, переходите к нескольким разделам.