


Простой регулятор сварочного тока
Каждый, не имеющий сварочного аппарата, мечтает его приобрести. Каждый, имеющий сварочный аппарат мечтает, чтобы он варил … ну, как на заводе (фабрике и т.п.). Увы, наша домашняя (гаражная) однофазная электрическая сеть заметно отличается от промышленной — трехфазной, да и конструкции домашних сварочников тоже далеки от совершенства. Поэтому чаще всего мы варим переменным током с использованием соответствующих электродов. Некоторые энтузиасты (в т.ч. и я когда-то) ставят на выход сварочного трансформатора выпрямитель, но и в этом случае электродами, рассчитанными на постоянный ток, варить невозможно, ток ведь получается не постоянный, а пульсирующий. Сгладить пульсации теоретически несложно, ставь себе дроссель или конденсатор побольше, но, увы, пульсации таким способом можно фильтровать до определенного предела. Слишком большая индуктивность дросселя приводит к плохому зажиганию дуги и прилипанию электрода, а большая емкость конденсаторов фильтра вызывает маленький «взрыв» при начальном замыкании электрода на свариваемую деталь.
Итак, перечень проблем, требующих решения, определен. Далее переходим к описанию приставки к сварочному трансформатору, разработанной и изготовленной автором. Приставка выполняет следующие функции: сглаживание пульсаций постоянного тока; электронная бесступенчатая регулировка тока сварки; ограничение тока короткого замыкания.
Приставка подключается к выходу выпрямителя сварочного трансформатора с напряжением на вторичной обмотке 43 В (без нагрузки).
— напряжение холостого хода — 60 В
— максимальный сварочный ток — 120 А
— пределы регулирования тока — 15 A … 120 А
— ток к.з. при токе сварки — 100 А … 130 А Конструктивно приставка разделена на силовую часть и блок управления (БУ).
Рис.1. Принципиальная схема блока управления
БУ (см.
 схему 1) состоит из задающего генератора на микросхеме DD1, усилителя сигнала датчика тока ДТ на транзисторах VT1, VT2 и формирователя импульсов управления (DD2, VT3).
схему 1) состоит из задающего генератора на микросхеме DD1, усилителя сигнала датчика тока ДТ на транзисторах VT1, VT2 и формирователя импульсов управления (DD2, VT3).  Диод VD1 на входе определяет пороговый уровень напряжения, с которого начинается ограничение тока сварки. Для обеспечения стабильной работы конденсаторы С1 и С4 должны иметь минимальный ТКЕ. Транзистор VT2 должен иметь коэффициент усиления по току не менее 200.
Диод VD1 на входе определяет пороговый уровень напряжения, с которого начинается ограничение тока сварки. Для обеспечения стабильной работы конденсаторы С1 и С4 должны иметь минимальный ТКЕ. Транзистор VT2 должен иметь коэффициент усиления по току не менее 200.Рис.2. Принципиальная схема силовой части
Силовая часть (см. схему 2) представляет собой ключевой регулятор с широтно-импульсным управлением. Входной фильтр имеет емкость 35 тыс. мкф (работает и с 20 тыс. мкф, но пульсации выше при сварке большими токами). Транзисторы второго и третьего каскадов включены параллельно. В эмиттерные цепи VT 2,VT3 включены выравнивающие резисторы (5 см проволоки из нихрома ф1,2 мм), в эмиттерах VT4 … VT23 то же, но длина 10 см. Резистор R3 — из двух по 27 ом параллельно (МЛТ-0,5), R4 — из четырех по 10 ом (МЛТ-2). Транзисторы VT2 … VT23 установлены на двух радиаторах (алюминиевые пластины общей площадью около 900 см2). Диоды VD1 …VD6 установлены на ребристом радиаторе (300 см2). Для обдува применяется вентилятор от блока питания компьютера (12 В, 0,1А).

НАЛАДКА блока управления:
Проверяют частоту импульсов на выводе 3 микросхемы DD1. Замыкают вход ДТ на массу, ставят резистор R5 в положение минимального тока (движок внизу), R8 — в среднее положение. Резистором R6 устанавливают на выходе 6 микросхемы DD2 длительность импульса 10 мкс. Переводят R5 в положение максимального тока (верхнее по схеме). Резистором R8 устанавливают длительность импульса на выходе 6 DD2 45 мкс. Проверяют работу БУ. При подаче на вход ДТ напряжения от 0 до 1 В ширина импульса на выходе должна изменяться от 45 до 0,5 мкс.

СИЛОВАЯ часть наладки не требует.
Схему разработал Олег Петров
Кроме статьи «Простой регулятор сварочного тока» смотрите также:
Электронный регулятор тока для сварочного трансформатора. — Конструкции простой сложности — Схемы для начинающих
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора:
VT1, VT2 -П416
VS1, VS2 — Е122-25-3
С1, С2 — 0,1 мкФ 400 В
R1, R2 — 200
R3, R4 — 220
R5, R6 — 1 кОм
R7 — 68 кОм
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2)
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Простой регулятор тока сварочного трансформатора
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальный вариант — еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело — цепь первичной обмотки, где токи в пять раз меньше.
Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело — цепь первичной обмотки, где токи в пять раз меньше.
После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на рис.1.
При предельной простоте и доступности элементной базы он прост управлении, не требует настроек и хорошо зарекомендовал себя в работе — работает не иначе, как «часики». Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока рис.2.
Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами рис.3.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами рис.3.
Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А. В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры. Переменный резистор типа СП-2, остальные типа МЛТ Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В.
Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов).
Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
С. В . Прус, Р. П. Копчак
Прус, Р. П. Копчак
Самодельный регулятор силы тока на инверторной сварке. Электронный регулятор тока для сварочного трансформатора. Сварка постоянным и переменным током
Попалась в интернете недавно любопытная схемка простого, но довольно неплохого блока питания начального уровня, способного выдавать 0-24 В при ток до 5 ампер. В блоке питания предусмотрена защита, то есть ограничение максимального тока при перегрузке. В приложенном архиве есть печатная плата и документ, где приведено описание настройки данного блока, и ссылка на сайт автора. Прежде чем собирать, прочитайте внимательно описание.
Вот фото моего варианта БП, вид готовой платы, и можно посмотреть как примерно применить корпус от старого компьютерного ATX. Регулировка сделана 0-20 В 1,5 А. Конденсатор С4 под такой ток поставлен на 100 мкФ 35 В.
При коротком замыкании максимум ограниченного тока выдается и загорается светодиод, вывел резистор ограничителя на переднюю панель.
Индикатор для блока питания
Провёл у себя ревизию, нашёл пару простеньких стрелочных головок М68501 для этого БП. Просидел пол дня над созданием экрана для него, но таки нарисовал его и точно настроил под требуемые выходные напряжения.
Сопротивление используемой головки индикатора и применённый резистор указаны в прилагаемом файле на индикаторе. Выкладываю переднюю панель блока, если кому понадобится для переделки корпус от блока питания АТХ, проще будет переставить надписи и что-то добавить, чем создавать с нуля. Если потребуются другие напряжения, шкалу можно просто подкалибровать, это уже проще будет. Вот готовый вид регулируемого источника питания:
Плёнка — самоклейка типа «бамбук». Индикатор имеет подсветку зелёного цвета. Красный светодиод Attention указывает на включившуюся защиту от перегрузки.
Дополнения от BFG5000
Максимальный ток ограничения можно сделать более 10 А. На кулер — кренка 12 вольт плюс температурный регулятор оборотов — с 40 градусов начинает увеличивать обороты. Ошибка схемы особо не влияет на работу, но судя по замерам при КЗ — появляется прирост проходящей мощности.
Ошибка схемы особо не влияет на работу, но судя по замерам при КЗ — появляется прирост проходящей мощности.
Силовой транзистор установил 2n3055, все остальное тоже зарубежные аналоги, кроме BC548 — поставил КТ3102. Получился действительно неубиваемый БП. Для новичков-радиолюбителей самое-то.
Выходной конденсатор поставлен на 100 мкФ, напряжение не скачет, регулировка плавная и без видимых задержек. Ставил из расчёта как указано автором: 100 мкф ёмкости на 1 А тока. Авторы: Igoran и BFG5000 .
Обсудить статью БЛОК ПИТАНИЯ С РЕГУЛИРОВКОЙ ТОКА И НАПРЯЖЕНИЯ
Существуют различные способы регулировки сварочного тока, но, можно сказать, что самое широкое распространение в народе получил очень простой и надежный способ регулировки тока — с помощью включенного на выходе вторичной обмотки балластного сопротивления. Способ не только прост и надежен, но к тому же полезен, так как улучшает внешнюю характеристику трансформатора, увеличивая крутизну ее падения.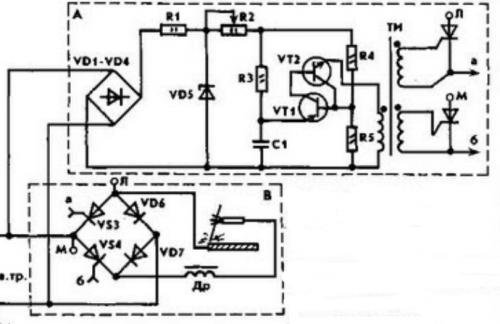 В некоторых случаях балластные сопротивления применяются сугубо для исправления жесткой характеристики сварочного аппарата.
В некоторых случаях балластные сопротивления применяются сугубо для исправления жесткой характеристики сварочного аппарата.
Величина балластного сопротивления для регулятора сварочного тока составляет порядка сотых-десятых долей Ома и подбирается, как правило, экспериментально. В качестве балластного сопротивления издавна применяются мощные проволочные сопротивления, использовавшиеся в подъемных кранах, троллейбусах, или отрезки спиралей ТЭНов (теплоэлектронагревателей), куски толстой высокоомной проволоки. Несколько уменьшить ток можно даже с помощью растянутой дверной пружины из стали. Балластное сопротивление может включаться либо стационарно.
Либо так, чтобы потом можно было относительно легко регулировать сварочный ток. Один конец такого сопротивления подключается к выходу трансформатора, а конец сварочного провода оборудуется съемным зажимом, который легко перебрасывается по длине спирали сопротивления, выбирая нужный ток.
Нихромовая проволока в качестве балластного сопротивления (диаметром 4 мм и длиной 8 м). Проволока может быть и меньшего диаметра, и при этом будет нужна меньшая длина, но она будет больше нагреваться.
Проволока может быть и меньшего диаметра, и при этом будет нужна меньшая длина, но она будет больше нагреваться.
Большинство проволочных резисторов большой мощности изготовлены в виде открытой спирали, установленной на керамический каркас длиной до полуметра, как правило, в спираль смотана и проволока от ТЭНов. Если резистор изготовлен из магнитных сплавов, то в случае его спиральной компоновки, а тем более с какими-либо стальными элементами конструкции внутри спирали, при прохождении больших токов спираль начинает сильно вибрировать. Ведь спираль — это тот же соленоид, а огромные сварочные токи порождают мощные магнитные поля. Уменьшить влияние вибраций можно, растянув спираль и зафиксировав ее на жесткой основе. Кроме спирали, проволоку можно сгибать также змейкой, что тоже уменьшает размеры готового резистора. Сечение токопроводящего материала резистора следует подбирать побольше, потому что при работе он сильно греется. Слишком тонкая проволока или лента будет раскаляться докрасна, хотя даже это, в принципе, не исключает эффективность использования ее в качестве регулятора тока для сварочного аппарата. О реальном значении сопротивления балластных проволочных резисторов судить трудно, так как в нагретом состоянии свойства материалов сильно меняются.
О реальном значении сопротивления балластных проволочных резисторов судить трудно, так как в нагретом состоянии свойства материалов сильно меняются.
В промышленных сварочных аппаратах способ регулировки тока с помощью включения активных сопротивлений, из-за их громоздкости и нагрева, не получил распространения. Зато очень широко применяется реактивное сопротивление — включение во вторичную цепь дросселя. Дроссели имеют разнообразные конструкции, часто объединенные с магнитопроводом трансформатора в одно целое, но сделаны так, что их индуктивность, а значит, реактивное сопротивление регулируется, в основном, перемещением частей магнитопровода. Заодно дроссель улучшает процесс горения дуги.
Регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Через регулирующие устройство проходят значительные токи, что приводит к его громоздкости. Другое неудобство — переключение. Для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200А. Другое дело — цепь первичной обмотки, где токи примерно в пять раз меньше, переключатели для которых являются ширпотребом. Последовательно с первичной обмоткой, так же, как и в предыдущем случае, можно включать балластные сопротивления. Только в этом случаи сопротивление резисторов должно быть на порядок большим, чем в цепи вторичной обмотки. Так, батарея из нескольких параллельно соединенных резисторов ПЭВ-50…100 суммарным сопротивлением 6-8 Ом способна понизить выходной ток вдвое, а то и втрое, в зависимости от конструкции трансформатора. Можно собрать несколько батарей и установить переключатель. Если же в распоряжении нет мощного переключателя, то можно обойтись несколькими выключателями. Установив резисторы по схеме изображенной ниже, можно, например, сделать регулятор сварочного тока с комбинацией: 0; 4; 6; 10 Ом.
Другое дело — цепь первичной обмотки, где токи примерно в пять раз меньше, переключатели для которых являются ширпотребом. Последовательно с первичной обмоткой, так же, как и в предыдущем случае, можно включать балластные сопротивления. Только в этом случаи сопротивление резисторов должно быть на порядок большим, чем в цепи вторичной обмотки. Так, батарея из нескольких параллельно соединенных резисторов ПЭВ-50…100 суммарным сопротивлением 6-8 Ом способна понизить выходной ток вдвое, а то и втрое, в зависимости от конструкции трансформатора. Можно собрать несколько батарей и установить переключатель. Если же в распоряжении нет мощного переключателя, то можно обойтись несколькими выключателями. Установив резисторы по схеме изображенной ниже, можно, например, сделать регулятор сварочного тока с комбинацией: 0; 4; 6; 10 Ом.
Правда, при включении балластного сопротивления в первичной цепи, теряется выгода, которую придает сопротивление во вторичной, — улучшение падающей характеристики трансформатора. Но зато и к каким-либо отрицательным последствиям в горении дуги включенные по высокому напряжению резисторы не приводят: если трансформатор хорошо варил без них, то с добавочным сопротивлением в первичной обмотке он варить будет.
Но зато и к каким-либо отрицательным последствиям в горении дуги включенные по высокому напряжению резисторы не приводят: если трансформатор хорошо варил без них, то с добавочным сопротивлением в первичной обмотке он варить будет.
В режиме холостого хода трансформатор потребляет небольшой ток, а значит, его обмотка обладает значительным сопротивлением. Поэтому дополнительные несколько Ом практически никак не сказываются на выходном напряжении холостого хода.
Вместо резисторов, которые при работе будут сильно греться, в цепь первичной обмотки можно установить реактивное сопротивление — дроссель.
Эту меру следует рассматривать скорее как выход из положения, если никаких других средств понижения мощности не имеется. Включение реактивного сопротивления в цепь высокого напряжения может сильно понижать выходное напряжение холостого хода трансформатора. Падение выходного напряжения наблюдается у трансформаторов с относительно большим током холостого хода — 2-3А. При незначительном потреблении тока — порядка 0,1А — падение выходного напряжения почти незаметно. Кроме того, включенный в первичной обмотке трансформатора, дроссель может приводить к некоторому ухудшению сварочных характеристик трансформатора, хотя и не настолько, чтобы его нельзя было эксплуатировать. В последнем случае все еще сильно зависит от свойств конкретного трансформатора. Для некоторых сварочных аппаратов, включение дросселя в первичную цепь трансформатора никак не сказывается, по крайней мере согласно субъективным ощущениям, на качестве горения дуги.
Кроме того, включенный в первичной обмотке трансформатора, дроссель может приводить к некоторому ухудшению сварочных характеристик трансформатора, хотя и не настолько, чтобы его нельзя было эксплуатировать. В последнем случае все еще сильно зависит от свойств конкретного трансформатора. Для некоторых сварочных аппаратов, включение дросселя в первичную цепь трансформатора никак не сказывается, по крайней мере согласно субъективным ощущениям, на качестве горения дуги.
В качестве дросселя сварочного аппарата, для регулировки тока, можно использовать готовую вторичную обмотку какого-нибудь трансформатора, рассчитанного да выход около 40В и мощностью 200-300 Вт, тогда ничего переделывать не придется. Хотя все же лучше сделать самодельный дроссель, намотав провод на отдельном каркасе от такого же трансформатора — 200-300 Вт, например от телевизора, сделав отводы через каждые 30-60 витков, подключенные к переключателю.
Самодельный дроссель можно изготовить и на незамкнутом — прямом сердечнике. Это удобно, когда уже есть готовая катушка с несколькими сотнями витков подходящего провода. Тогда внутрь нее надо набить пакет прямых пластин из трансформаторного железа. Необходимое реактивное сопротивление выставляется подбором толщины пакета, ориентируясь по сварочному току трансформатора. Для примера: дроссель, изготовленный из катушки, содержащей предположительно около 400 витков провода диаметром 1,4 мм, был набит пакетом железа с общим сечением 4,5 см 2 , длиной, равной длине катушки, 14 см. Это позволило уменьшить сварочный ток трансформатора 120А примерно в два раза. Дроссель такого типа можно сделать и с регулируемым реактивным сопротивлением. Для этого можно менять глубину ввода стержня сердечника в полость катушки. Катушка без сердечника обладает низким сопротивлением, при полностью введенном стержне ее сопротивление максимально. Дроссель, намотанный подходящим проводом, мало греется, но у него сильно вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин железа.
Это удобно, когда уже есть готовая катушка с несколькими сотнями витков подходящего провода. Тогда внутрь нее надо набить пакет прямых пластин из трансформаторного железа. Необходимое реактивное сопротивление выставляется подбором толщины пакета, ориентируясь по сварочному току трансформатора. Для примера: дроссель, изготовленный из катушки, содержащей предположительно около 400 витков провода диаметром 1,4 мм, был набит пакетом железа с общим сечением 4,5 см 2 , длиной, равной длине катушки, 14 см. Это позволило уменьшить сварочный ток трансформатора 120А примерно в два раза. Дроссель такого типа можно сделать и с регулируемым реактивным сопротивлением. Для этого можно менять глубину ввода стержня сердечника в полость катушки. Катушка без сердечника обладает низким сопротивлением, при полностью введенном стержне ее сопротивление максимально. Дроссель, намотанный подходящим проводом, мало греется, но у него сильно вибрирует сердечник. Это надо учитывать при стяжке и фиксации набора пластин железа.
Для самодельных сварочных аппаратов легче всего, еще при намотке обмоток, сделать их с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно разве что для подстройки тока, нежели для его регулировки в широких пределах. Ведь, чтобы уменьшить ток в 2-3 раза, придется слишком увеличивать количество витков первичной обмотки, что неизбежно приведет к падению напряжения во вторичной цепи. Либо же придется наращивать витки всех катушек, что приведет к чрезмерному расходу провода, увеличению габаритов и массы трансформатора.
Для более тонкой регулировки сварочного тока в меньшую сторону, можно использовать индуктивность сварочного кабеля, укладывая его кольцами. Но не стоит перебарщивать, т.к. кабель будет нагреваться.
В последнее время некоторое распространение получили тиристорные и симисторные схемы регулировки тока сварки. При подаче на управляющий вывод тиристора или симистора напряжения определенной величины регулятор открывается и начинает свободно пропускать через себя ток. В схемах регулирования тока, работающих от переменного напряжения, управляющие импульсы обычно поступают на каждом полупериоде. Регулятор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала.
В схемах регулирования тока, работающих от переменного напряжения, управляющие импульсы обычно поступают на каждом полупериоде. Регулятор открывается в строго определенные (задаваемые) моменты времени, обрезая таким образом начало каждого полупериода синусоиды тока, что уменьшает суммарную мощность проходящего электрического сигнала.
Естественно, ток и напряжение после этого не имеют синусоидальную форму. Такие схемы позволяют регулировать мощность в широких пределах. Человек, разбирающийся в радиоэлектронике, сможет изготовить подобную схему самостоятельно, хотя, надо сказать, устройства такого рода нельзя признать совершенными. При использовании регуляторов данного типа процесс горения дуги несколько ухудшается. Ведь теперь при уменьшении мощности дуга начинает гореть отдельными, все более кратковременными вспышками. У большинства из схем тиристорных регуляторов шкалы не линейны, а калибровка меняется с изменением напряжения сети, ток через тиристор постепенно увеличивается во время работы из-за нагрева элементов схемы. Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны. Такой способ регулировки тока сварки, из-за сложности изготовления и невысокой надежности, не получил большого распространения среди самодельных регуляторов сварочного тока.
Кроме того, обычно заметно гасится выходная мощность даже при максимальном положении отпирания регулятора, к чему сварочные трансформаторы очень чувствительны. Такой способ регулировки тока сварки, из-за сложности изготовления и невысокой надежности, не получил большого распространения среди самодельных регуляторов сварочного тока.
Измерение сварочного тока
Для измерения больших токов, в данном случае до 200А, требуются приборы, которые обладают своей спецификой и в быту мало-распространены. Одним из наиболее простых решений будет воспользоваться токоизмерительными клещами.Специфика измерения этим прибором состоит в том, что для измерения не требуется подключаться в электрическую цепь. Сила тока измеряется на расстоянии от провода без прикосновения к нему. У прибора есть специальный разводящийся контур, отчего и название — «клещи», которым охватывается провод с током. Электромагнитное поле тока протекающего в охваченном проводе наводит ток в замкнутом контуре, который и измеряется.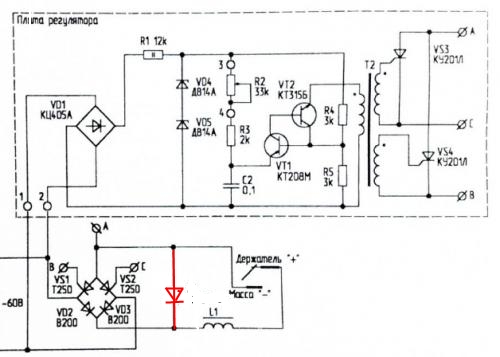 На корпусе «клещей» находится переключатель пределов измерения тока, максимальные значения которого обычно достигают — от 100А до 500А для разных моделей приборов. Токоизмерительными клещами можно оперативно воспользоваться практически в любой ситуации, не оказывая никакого влияния на электрическую цепь. Измерять ими можно лишь переменный ток, который создает переменное электромагнитное поле, для постоянного тока этот инструмент бесполезен. Класс точности в данном случае весьма невысок, поэтому можно судить, скорее, только о приблизительных значениях.
На корпусе «клещей» находится переключатель пределов измерения тока, максимальные значения которого обычно достигают — от 100А до 500А для разных моделей приборов. Токоизмерительными клещами можно оперативно воспользоваться практически в любой ситуации, не оказывая никакого влияния на электрическую цепь. Измерять ими можно лишь переменный ток, который создает переменное электромагнитное поле, для постоянного тока этот инструмент бесполезен. Класс точности в данном случае весьма невысок, поэтому можно судить, скорее, только о приблизительных значениях.
Другой способ измерять ток сварки: вмонтировать в электрическую цепь изготавливаемого сварочного аппарата или дорабатываемого промышленного аппарат амперметр, рассчитанный на большие значения тока, а то и просто включать его на время в разрыв цепи сварочных проводов.
Включение амперметра в сварочную цепь также отмечается некоторой спецификой. Дело в том, что последовательно в цепь включается не сам прибор (стрелочный указатель), а его шунт (резистор), стрелочный же индикатор подключается к шунту параллельно.
Шунт обладает собственным сопротивлением: предположительно сотые доли Ома (так как измерить его обычным омметром не удается). На вид это кусок металла в несколько сантиметров в длину прямоугольного сечения с мощными контактными площадками с обеих сторон. От точности сопротивления шунта зависит и точность показания прибора. Для каждой модели амперметра предусмотрен шунт определенного сопротивления, и они должны продаваться вместе.
И уж чего ни в коем случае не нужно делать, так это пробовать включить стрелочный прибор в цепь вообще без шунта. Если у вас где-то завалялся стрелочный прибор, на шкале которого значатся сотни ампер, то это вовсе не значит, что он сам их измеряет. Проверьте его: и сам по себе прибор окажется всего-то микро- или миллиамперметром. Иногда попадаются стрелочные приборы, у которых шунт вмонтирован внутри корпуса и к нему дополнительно ничего больше подключать не нужно. Как правило, такие отличаются огромными размерами и невысоким классом точности.
Немалое значение имеет способность стрелочного указателя измерительного прибора устанавливаться на текущее значение, преодолевая колебательные переходные процессы при изменении тока, иначе стрелка будет судорожно плясать по шкале уже при незначительных изменениях тока, которые неизбежны при горении сварочной дуги.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах.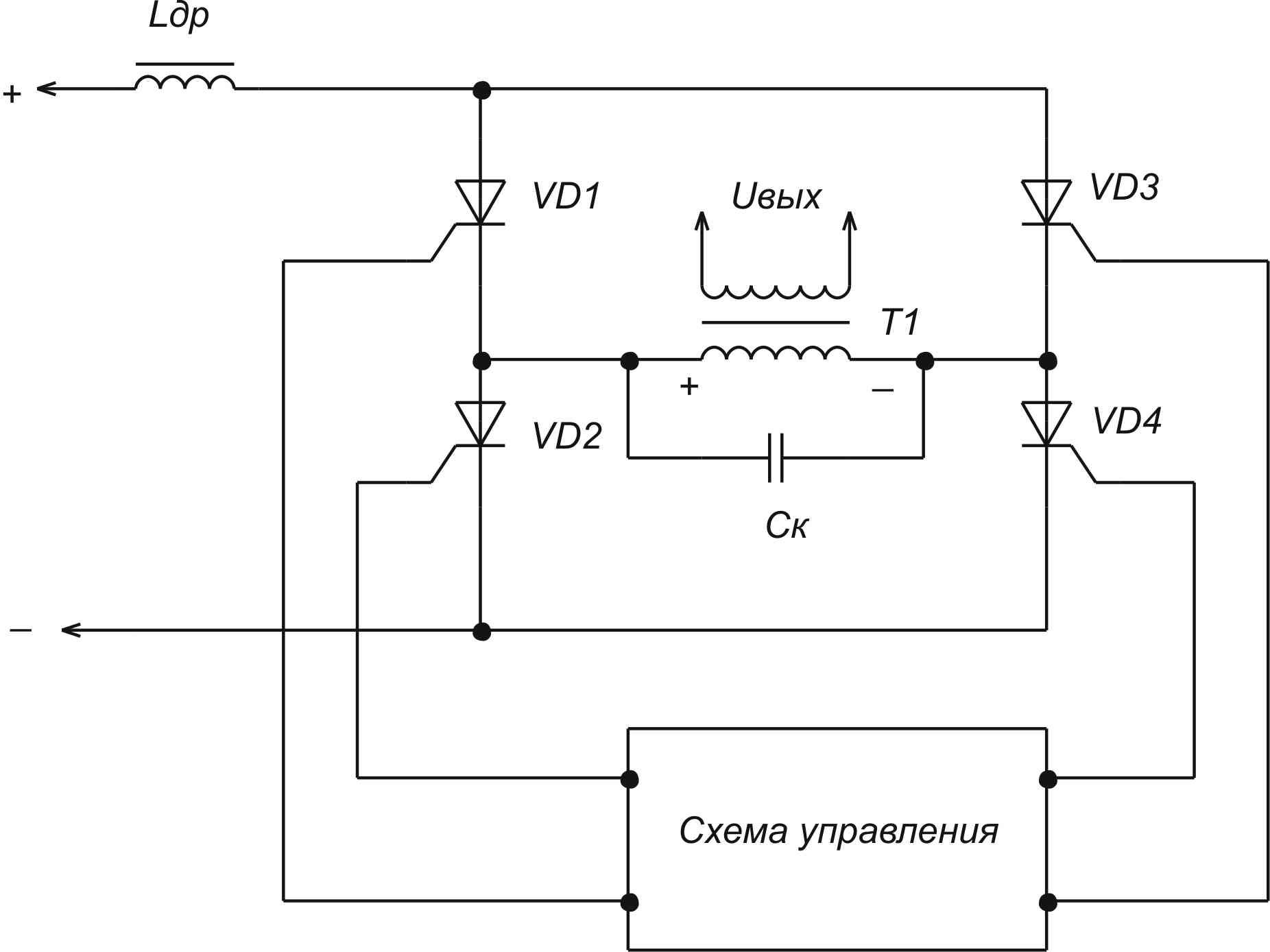 При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора:
VT1, VT2 -П416
VS1, VS2 — Е122-25-3
С1, С2 — 0,1 мкФ 400 В
R5, R6 — 1 кОм
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2)
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Довольно большое количество промышленных электроприводов и технологических процессов для своего питания используют постоянный ток. Причем в таких случаях довольно часто необходимо изменять значение этого напряжения. Такие виды транспорта как метрополитен, троллейбусы, электрокары и другие виды транспорта получают питающее напряжения из сетей постоянного тока с неизменным напряжением. Но ведь многие из них нуждаются в изменении значения напряжения, подводимого к якорю электродвигателя. Классическими средствами получения необходимых значений являются резистивное регулирование , или система Леонардо. Но эти системы являются устаревшими, и встретить их можно довольно редко (особенно систему генератор-двигатель). Более современными и активно внедряемыми сейчас являются системы тиристорный преобразователь-двигатель, импульсный преобразователь двигатель. Рассмотрим каждую систему более подробно.
Классическими средствами получения необходимых значений являются резистивное регулирование , или система Леонардо. Но эти системы являются устаревшими, и встретить их можно довольно редко (особенно систему генератор-двигатель). Более современными и активно внедряемыми сейчас являются системы тиристорный преобразователь-двигатель, импульсный преобразователь двигатель. Рассмотрим каждую систему более подробно.
Резисторное регулирование
Для регулирования пускового тока и напряжения, подводимого к электродвигателю, в якорную цепь последовательно якорю (или якорю и обмотке возбуждения в случае двигателя последовательного возбуждения) подключают резисторы:
Таким образом, регулируется ток, подводимый к электрической машине. Контакторы К1, К2, К3 шунтируют резисторы при необходимости изменения какого-либо параметра или координаты электропривода. Этот способ довольно еще широко распространен, особенно в тяговых электроприводах, хотя ему сопутствуют большие потери в резисторах и, как следствие, довольно низкий КПД.
Система генератор-двигатель
В такой системе необходимый уровень напряжения формируется путем изменения потока возбуждения генератора:
Наличие в такой системе трех электромашин, больших массогабаритных показателей и длительного времени ремонта при поломках, а также дорогостоящего обслуживания и большую инерционность такой установки сделали КПД такой машины очень низким. Сейчас систем генератор-двигатель практически не осталось, все они активно заменяются на системы , который обладает рядом преимуществ.
Тиристорный преобразователь – двигатель
Получила свое массовое развитие в 60-х годах, когда начали появляться тиристоры. Именно на их базе были созданы первые статичные маломощные тиристорные преобразователи. Такие устройства подключались напрямую к сетям переменного тока:
Регулирование напряжения происходит путем изменения . Регулирование через тиристорный преобразователь имеет ряд преимуществ перед установкой генератор-двигатель, такие как высокое быстродействие и КПД, плавное регулирование напряжения постоянного и много других.
Преобразователь с промежуточным звеном постоянного напряжения
Здесь все немного сложнее. Чтоб получить постоянное напряжение необходимой величины применяют еще вспомогательные устройства, а именно инвертор, трансформатор, выпрямитель:
Здесь постоянный ток преобразуют в переменный с помощью инвертора тока, потом с помощью трансформатора понижают или повышают (в зависимости от надобности), а потом снова выпрямляют. Значительно удорожает установку наличие трансформатора и инвертора, укрупняет систему, чем снижает КПД. Но есть и плюс – гальваническая развязка между сетью и нагрузкой из – за наличия трансформатора. На практике такие устройства встречаются крайне редко.
Импульсные преобразователи постоянного напряжения
Это пожалуй самые современные устройства регулирования в цепях постоянного тока. Его можно сравнить с трансформатором, поскольку поведение импульсного преобразователя подобно трансформатору с плавно меняющимся количеством витков:
Такие системы активно заменяют электроприводы с резистивным регулированием, путем подключения их к якорю машины последовательно, вместо резистивно-контакторной группы. Их довольно часто применяю в электрокарах, а также довольно большую популярность они обрели в подземном транспорте (метрополитен). Такие преобразователи выделяют минимум тепла, что не нагревает тоннелей и могут реализовывать режим рекуперативного торможения, что является большим плюсом для электроприводов с частым пуском и торможением.
Их довольно часто применяю в электрокарах, а также довольно большую популярность они обрели в подземном транспорте (метрополитен). Такие преобразователи выделяют минимум тепла, что не нагревает тоннелей и могут реализовывать режим рекуперативного торможения, что является большим плюсом для электроприводов с частым пуском и торможением.
Большим плюсом таких устройств есть то, что они могут осуществить рекуперацию энергии в сеть, плавно регулируют скорость нарастания тока, обладают высоким КПД и быстродействием.
Качество сварного шва в значительной мере зависит от характеристик электрической дуги. Для каждой толщины металла, в зависимости от его вида требуется определенной силы .
Кроме этого, важна вольтамперная характеристика аппарата для сварки, от этого зависит качество электрической дуги. Для резки металла тоже требуются свои значения электротока. То есть любой сварочный аппарат должен обладать регулятором, управляющим мощностью сварки.
Управлять током можно по-разному. Основные способы регулирования такие:
Основные способы регулирования такие:
- введение резистивной или индуктивной нагрузки во вторичную обмотку сварочного аппарата;
- изменение количества витков во вторичной обмотке;
- изменение магнитного потока аппарата для сварки;
- использование полупроводниковых приборов.
Схематических реализаций этих способов множество. При изготовлении аппарата для сварки своими руками каждый может выбрать себе регулятор по вкусу и возможностям.
Резистор или индуктивность
Регулировка сварочного тока с использованием сопротивления или катушки индуктивности является самой простой и надежной. К последовательно подключают мощный резистор или дроссель. За счет этого меняется активное или индуктивное сопротивление нагрузки, что приводит к падению напряжения и изменению сварочного тока.
Регуляторы в виде резисторов применяют для улучшения вольтамперной характеристики сварочного аппарата. Используется набор мощных проволочных сопротивлений или один резистор, выполненный из толстой нихромовой проволоки в виде спирали.
Для изменения сопротивления специальным зажимом их подключают к определенному витку провода. Резистор выполняется в виде спирали для уменьшения габаритов и удобства использования. Номинал резистора не должен превышать 1 Ом.
Переменный ток в определенные моменты времени имеет нулевые или близкие к нему значения. В это время получается кратковременное гашение дуги. При изменении промежутка между электродом и деталью может произойти прилипание или полное ее гашение.
Для смягчения режима сваривания и соответственно получения качественного шва применяют регулятор в виде дросселя, который включается последовательно с держаком в выходной цепи аппарата.
Дополнительная индуктивность вызывает сдвиг фаз между выходным током и напряжением. При нулевых или близких к нему значениях переменного тока напряжение имеет максимальную амплитуду и наоборот. Это позволяет поддерживать стабильную дугу и обеспечивает надежное ее зажигание.
Дроссель можно изготовить из старого трансформатор. Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Используется только его магнитопровод, все обмотки удаляются. Вместо них наматывают 25-40 витков толстого медного провода.
Данный регулятор был широко распространен при использовании трансформаторных аппаратов переменного тока благодаря своей простоте и наличию комплектующих. Недостатками дроссельного регулятора сварочного тока являются небольшой диапазон управления.
Изменение количества витков
При этом методе регулировка характеристик дуги осуществляется благодаря изменению коэффициента трансформации. Коэффициент трансформации позволяют изменить дополнительные отводы из вторичной катушки. Переключаясь с одного отвода на другой можно менять напряжение в выходной цепи аппарата, что приводит к изменению мощности дуги.
Регулятор должен выдерживать большой сварочный ток. Недостатком является трудность нахождения коммутатора с такими характеристиками, небольшой диапазон регулировок и дискретность коэффициента трансформации.
Изменение магнитного потока
Данный способ управления используется в трансформаторных аппаратах сварки. Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Изменяя магнитный поток, меняют коэффициент полезного действия трансформатора, это в свою очередь меняет величину сварочного тока.
Регулятор работает за счет изменения зазора магнитопровода, введения магнитного шунта или подвижности обмоток. Изменяя расстояние между обмотками, меняют магнитный поток, что соответственно сказывается на параметрах электрической дуги.
На старых сварочных аппаратах на крышке находилась рукоятка. При ее вращении вторичная обмотка поднималась или опускалась за счет червячной передачи. Этот способ практически изжил себя, он использовался до распространения полупроводников.
Полупроводниковые приборы
Создание мощных полупроводниковых приборов, способных работать с большими токами и напряжениями, позволило разработать сварочные аппараты нового типа.
Они стали способны менять не только сопротивление вторичной цепи и фазы, но и изменять частоту тока, его форму, что также влияет на . В традиционном трансформаторном сварочном аппарате используется регулятор сварочного тока на базе тиристорной схемы.
Регулировка в инверторах
Сварочные инверторы – это самые современные аппараты для электродуговой сварки. Использование мощных полупроводниковых выпрямителей на входе устройства и последующей трансформации переменного тока в постоянный, а затем в переменный высокой частоты позволил создать устройства компактные и мощные одновременно.
В инверторных аппаратах основным регулятором является изменение частоты задающего генератора. При одном и том же размере трансформатора мощность преобразования напрямую зависит от частоты входного напряжения.
Чем меньше частота, тем меньшая мощность передается на вторичную обмотку. Ручка регулировочного резистора выводится на лицевую панель инвертора. При ее вращении изменяются характеристики задающего генератора, что приводит к изменению режима переключения силовых транзисторов. В итоге получается требуемый сварочный ток.
При использовании инверторных сварочных полуавтоматов настройка происходит так же, как и при использовании ручной сварки.
Кроме внешних регуляторов в блоке управления инвертором предусмотрены еще много различных управляющих элементов и защит, обеспечивающих стабильную дугу и безопасную работу. Для начинающего сварщика лучшим выбором будет инверторный аппарат для сварки .
Применение тиристорной и симисторной схемы
После создания мощных тиристоров и симисторов их стали использовать в регуляторах силы выходного тока в сварочных аппаратах. Они могут устанавливаться в первичной обмотке трансформатора или во вторичной. Суть их работы заключается в следующем.
На управляющий контакт тиристора со схемы регулятора поступает сигнал, открывающий полупроводник. Длительность сигнала может изменяться в больших пределах, от 0 до длительности полупериода тока протекающего через тиристор.
Управляющий сигнал синхронизирован с регулируемым током. Изменение длительности сигнала вызывает обрезание начала каждого полупериода синусоиды сварочного тока. Увеличивается скважность, в результате средний ток уменьшается. Трансформаторы очень чувствительны к такому управлению.
Трансформаторы очень чувствительны к такому управлению.
Такой регулятор имеет существенный недостаток. Время нулевых значений увеличивается, что приводит к неравномерности дуги и ее несанкционированному гашению.
Для уменьшения негативного эффекта дополнительно приходится вводить дроссели, которые вызывают фазовый сдвиг между током и напряжением. В современных аппаратах данный метод практически не используются.
Регулятор переменного тока для сварочного
Регулятор переменного тока для сварочного
Эдуард Орлов Просмотров 3 767
Здравствуйте любители и мастера. Уже полтора года прошло как работал мой самодельный сварочный аппарат TIG в защитной среде аргона, кучу алюминия переварил. Проработал бы еще, да сгорело пол схемы, произошло это от вибрации и мы с товарищем решили собрать все на плате. На плате получиться надежно
Напомню, что схема регулирует сварочный ток по первичной обмотке трансформатора и полтора года проработала на макете.
Регулировка в первичке вынужденная мера, так как во вторичке ходит высокое напряжение от осцилятора, пока не выходит от него избавиться.
Схема регулятора переменного сварочного тока
Как видно из схемы это фазоимпульсный регулятор мощности с развязывающим трансформатором. Управляет током в первичке трансформатора мощный тиристор на 160А с напряжением 1200В, для чего диодный мост останавливаться тут не будем и так все понятно.
Все что на плате, выделено в рамку. Все разъемы подписаны, в схеме предусмотрена схема задержки отключения. +К это 12В от кнопки, + это постоянные 12В, и — это минус
Изготовление регулятора тока для сварочного трансформатора
На фото представлена первая версия регулятора переменного тока на тиристоре, тут тоже предусмотрено реле, но оно убрано и установлена перемычка. Все компоненты прижаты ближе к плате, что бы меньше вибрировали
Транзисторы и резисторы из старых телевизоров, стабилитроны последовательно 2 по 12В 1,3Вт, диодный мост на 2А 600В. Радиатор взят с какой то платы, а развязывающий трансформатор использовал готовый от фильтра питания от БП. Отмотал с одной обмотки треть витков, получилось отношение витков 40/27. Кстати отношение витков должно быть 3/2. где больше витков та к плате регулятора.
Радиатор взят с какой то платы, а развязывающий трансформатор использовал готовый от фильтра питания от БП. Отмотал с одной обмотки треть витков, получилось отношение витков 40/27. Кстати отношение витков должно быть 3/2. где больше витков та к плате регулятора.
Первое включение обязательно через прибор для безопасной проверки устройств, вместо трансформатора подключил лампу накаливания. Вроде все работает, можно и без лампы подключить. На максимуме регулятора на лампу доходит 200В
Далее на минимальном положении 100В. Это при регулировочном резисторе 33к, в итоге мы поставили на сварочном уже 50к и напряжение должно быть меньще.
В итоге регулятор поставили обратно на сварку и все вернулось как и было до этого. Алюминий вариться как было до поломки
Вот еще фото собранного регулятора переменного тока для сварки
Диодный мост и плата закреплены на уголки, что бы максимально избавиться от вибрации. Провода смотанные жгутом и перетянуты капроновой нитью. Надеюсь больше подобных поломок не будет
Если интересно почитать про сварочный аппарат для сварки алюминия в среде аргона, пишите в комментариях.
А если вы хотите такую плату, напишите мне во внутреннюю почту в группу. Ссылка на группы сайта справа в колонке.
С Ув. Эдуард
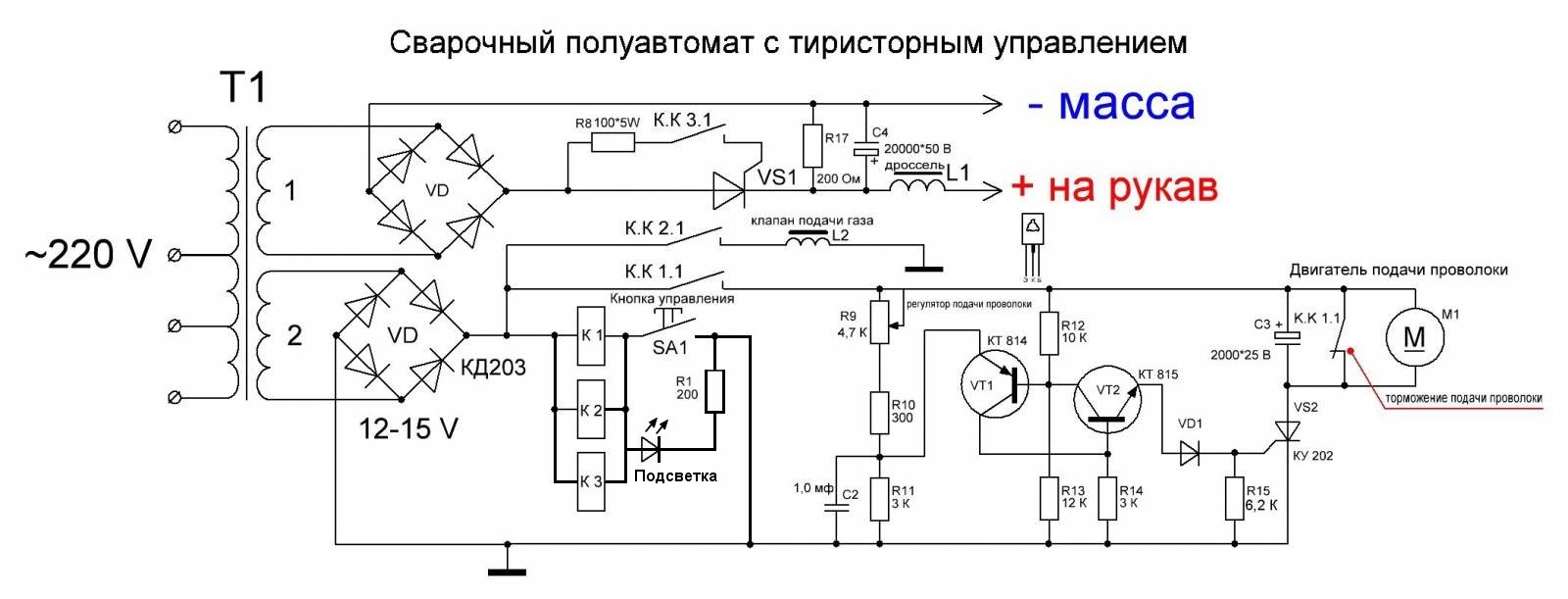
Регулятор скорости подачи проволоки сварочного полуавтомата « схемопедия
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей.
При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки – сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки – сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских – наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя – до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении – вращение, при красном свечении – торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины – только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации – передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 – устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 – проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 – штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 – предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя – R3 выводится на панель управления вместе с индикаторами : включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Скачать печатную плату в формате LAY
Автор: Владимир Коновалов, Творческое объединение «Автоматика и связь» ИРК ПО
моя схема — Дом и Сад
Что нужно знать для сборки самодельного сварочника?
Чтобы изготовить мини сварочный аппарат своими руками из подручных средств, без особых финансовых затрат и сил нужно понимать как функционирует оборудование, после чего можно приступать к его производству в домашних условиях.
В первую очередь стоит определить нужную мощность подачи тока самодельного оборудования для сварки. Соединение деталей массивной конструкции требует большей интенсивности тока, а сварочные работы с тонкими металлическими поверхностями – минимальной.
Значение силы тока связано с выбранными электродами, которые будут использоваться в процессе. При сварке изделий до 5 миллиметров необходимо использовать стержни до 4 миллиметров, а в конструкции с 2 миллиметрами толщиной, стержни должны быть 1,5 миллиметра.
При использовании электродов в 4 миллиметра, сила тока регулируется до 200 ампер, в 3 миллиметра до 140 ампер, в 2 миллиметра – до 70 ампер и для самых маленьких до 1,5 миллиметров – до 40 ампер.
Сформировать дугу для сварочного процесса можно самому, используя сетевое напряжение, которое получается за счет работы трансформатора.
В комплект этого оборудования входит:
- магнитопровод;
- обмотка – первичная и вторичная.
Также трансформатор удастся изготовить самостоятельно.
Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
 Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.
Для магнитопровода используются пластины из стали либо другого прочного материала. Обмотки необходимы чтобы непосредственно выполнять сварочную работу и иметь возможность подключать агрегат для сварки к сети в 220 вольт.Трансформатор для сварочных работ.
Специализированные оборудования обладают дополнительными устройствами, обеспечивающими повышение качества и мощности дуги, что дает возможность самостоятельно регулировать значения силы тока.
Для сварочного оборудования, изготовленного в домашних условиях, не обязательно применять дополнительные приспособления. Смотря на значение силы тока, можно выбрать величину мощности трансформатора, а чтобы рассчитать мощность, необходимо показатель тока, который используется во время эксплуатации оборудования, помножить на 25.
Полученный результат умножается на 0,015, где на исходе получается необходимое значение диаметра магнитопровода. Чтобы рассчитать нужное сечение обмотки достаточно мощность поделить на 2000, а затем полученное число помножить на 1,13.
Чтобы посчитать, сколько необходимо намотать витков проводки, необходимо поделить площадь сечения магнитопровода пополам.
Если вы планируете изготовить простой сварочный аппарат своими руками, то нужно отметить, что сам процесс сварки бывает нескольких видов – мягкий и жесткий, на это влияет напряжение, которое есть на зажиме оборудования.
За счет этого параметра можно установить свойства внешнего тока для сварочного процесса, который также делится на пологопадающий, крутопадающий и возрастающий.
Большинство специалистов рекомендует применять источники тока с пологими либо крутопадающими особенностями. Они имеют минимальное изменение тока, когда колеблется электродуга, что дает возможность сваривать металл в домашнем быту.
Как сделать своими руками сварочный агрегат?
После изучения главных особенностей процесса сборки, можно приступать непосредственного к сборке самодельного оборудования.
На сегодняшний день существует большое количество различных способов и рекомендаций, как лучше собрать самодельный сварочный аппарат любого вида – с переменным или постоянным током, импульсные или инверторные, автоматические или полуавтоматические.
Достаточно глубоко в эту тему уходить не стоит, поскольку один из самых простых способов собрать аппарат для сварки своими руками, это использование трансформатора.
Его особенность – работа с переменным током, благодаря чему обеспечивается выполнение качественного шва при сваривании металлических поверхностей. Такое оборудование может справиться с любой бытовой работой, где необходимо сварить металлические либо стальные конструкции
Чтобы изготовить его необходимо подготовить:
- Несколько метров кабеля с большой толщиной.
- Материал для сердечника, который будет располагаться в трансформаторе.
Сам материал должен обладать повышенной проницаемостью с примагничиванием.
Оптимальный вариант, когда сердечник в форме стрежня имеет букву «П». В некоторых случаях ращрешено применять данную деталь в более измененной форме, к примеру, круглой из статора, изготовленной из поврежденного электрического двигателя.
Схема устройства сварочного трансформатора.
Однако стоит обратить внимание, что на такую форму обмотки накручиваются труднее. Лучше всего, когда сечение сердечника для классического сварочного оборудования, сделанного своими руками и используемого в бытовых целях, имело площадь около 50 см2.
Чтобы оборудование имело доступный вес, не стоит увеличивать в объеме сечение, однако технический эффект будет не на высшем уровне. Если площадь сечения вам не подходит, то её удастся посчитать самостоятельно, используя специальные схемы и формулы.
Первичная обмотка должны быть изготовлена из провода из меди, который будет обладать повышенными характеристиками: термическая стойкость, поскольку в процессе эксплуатации конструкции данная детали очень сильно нагревается.
Такая деталь должна обладать хлопчатобумажной либо стеклотканевой изоляцией. На крайний случай, возможно использовать провод из резины с изоляцией либо резиновую ткань, однако опасайтесь полихлорвиниловой обмотки.
Изоляция также изготавливается своими руками, с использованием хлопчатобумажной либо стеклоткани, а точнее её части по 2 см в ширину. Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Благодаря этим кускам получится обмотать провод, а затем пропитать его с помощью любого лака с электротехническим назначением. Такая изоляция не будет перегреваться после регулярного функционирования.
Аналогично приведенным выше расчетам удастся посчитать, какая площадь сечения обмотки – первичной и вторичной будет самой оптимальной. Зачастую вторичная обмотка имеет площадь около 30 мм2, а первичная обмотка до 7 мм2, с использованием стержня в 4 миллиметра диаметром.
Кроме этого простым способом нужно определить, насколько будет протягиваться кусок провода из меди и сколько витков понадобится, чтобы накрутить две обмотки. После этого наматываются катушки, а каркас изготавливается при помощи геометрических параметров магнитопровода.
Главное проследить, чтобы при надевании магнитопровода не было никаких сложностей. В первую очередь, необходимо правильно подобрать размер сердечника. Его лучше всего изготавливать по помощи электротехнического картона либо текстолита.
По такому же аналогу удастся изготовить конструкцию для сварки мелких деталей. Для дома можно использовать сварочный аппарат «мини» маленького размера.
Для дома можно использовать сварочный аппарат «мини» маленького размера.
Изготовление сварочного аппарата
На сегодняшний день практически невозможно и довольно-таки трудно сварить металл или обработать его надлежащим способом, не применяя сварочное оборудование. После того, как вы сделаете сварочный аппарат своими руками, вы сможете выполнять любые работы с металлическими изделиями.
Схема трансформатора с отдельным дросселем.
Чтобы изготовить качественный агрегат необходимо обладать знаниями и навыками, которые помогут понять схему сварочного аппарата постоянного тока или переменного, что является двумя вариантами сборки оборудования.
С целью домашнего использования лучше всего узнать, как сделать мини сварку.
Удобнее вызвать мастера или приобрести уже готовый агрегат, однако иногда это бывает слишком затратно, поскольку на выбор модели по различным параметрам, таким как масса для сварочного аппарата, количество вольтов на сварочный аппарат определить достаточно трудно.
Существует несколько типов сварочных аппаратов: работающих на переменном токе, постоянном, имеющие три фазы либо инверторные. Чтобы выбрать один из вариантов и начать сборку необходимо, рассмотреть каждую схему первых 2-х типов. Во время подготовительного процесса необходимо обратить внимание на стабилизатор напряжения.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
ВАЖНО ЗНАТЬ: Выбор лучшего сварочного аппарата инвертора
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
ВАЖНО ЗНАТЬ: Выбор сварочного полуавтомата
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.

Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
ВАЖНО ЗНАТЬ: Уроки по сварке полуавтоматом для начинающих
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Особенности намотки обмоток.
Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются (Рис. 6 а, б)
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа:
| а) | – сетевая обмотка на двух сторонах сердечника; |
| б) | – соответствующая ей вторичная (сварочная) обмотка, включенная встречно- параллельно; |
| в) | – сетевая обмотка на одной стороне сердечника; |
| г) | – соответствующая ей вторичная обмотка, включенная последовательно |
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника (рис. 6 в, г). В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами (Рис. 7).
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
| 1. Равномерная; | 2. Секционная; |
| а – сетевая обмотка; | б – силовая обмотка |
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка сварочного аппарата.
Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А. Схема подключения измерительных приборов показана на (Рис. 8)
Рис. 8 Принципиальная схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения тока сварки – Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Технологические рекомендации и меры безопасности.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В – толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) – к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) – к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм2.
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности – во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
Сварочный выпрямитель — особенности работы и сборки
Для выполнения отдельных видов сварочных работ, например, с нержавейкой, применение переменного тока, выдаваемого трансформатором, не применяется. Для работы с такими металлами необходима подача постоянного напряжения. Кроме того, резка постоянным током уменьшает расход электродов, а при сварке предотвращается разбрызгивание металла.
Для выполнения работ в таких условиях применяют сварочные выпрямители, которые позволяют варить током прямой и обратной полярности. Если есть опыт по монтажу электронных схем, то такое устройство также можно собрать самостоятельно.
Основой сварочного выпрямителя станет тот же понижающий трансформатор. Отличие заключается в наличии выпрямляющей электронной схемы. При желании можно переделать уже описанный сварочный трансформатор или собрать универсальное устройство, которое позволит варить и переменным, и постоянным током.
Простейшая схема электронной части сварочного выпрямителя выглядит так:
Принципиальная схема сварочного выпрямителя
При сборке таких устройств следует учитывать такие особенности конструкции:
- Основная часть устройства — выпрямительный мост из силовых мощных диодов. Они подключаются согласно схеме с обязательным учётом полярности.
- Сглаживание пульсации тока выполняется за счёт фильтра, выполненного на конденсаторе и дроссельной катушке. Обращаем внимание — компоненты должны иметь 2,5 – 3 запас по допустимому напряжению.
- При работе с высокими токами происходит нагревание элементов. Чувствительны к перегреву полупроводниковые диоды. Поэтому их устанавливают на радиаторы, которые позволят увеличить интенсивность отвода тепла.
- При заключении аппарата в корпус становится обязательным применение вентилятора, позволяющего повысить эффективность охлаждения.
Обращаем внимание на соединение отдельных элементов схемы. Учитывая то, что они будут испытывать воздействие большой силы тока, необходимо обеспечить надёжность контакта. Если этого не сделать, то на этих участках будут греться и отгорать провода. Предпочтителен вариант с креплением при помощи площадок с болтом и гайкой.
Дроссель в подобных конструкциях выполняют в виде отдельной выносной катушки индуктивности, которая подключается по мере необходимости. Отметим, что установка выпрямителя не препятствует изменению силы сварочного тока при помощи регулятора положения катушек вторичной обмотки.
Как видите, сложностей в самостоятельной сборке сварочного аппарата нет. Но заниматься такими устройствами стоит только в том случае, если есть опыт в конструировании простых аппаратов, работающих с меньшими токами. В противном случае доверьте сборку специалисту или купите заводской сварочный аппарат.
Сварочный аппарат из микроволновки:
Конструкция трансформатора и дросселей
Схема намотки провода.
Т1 собран из 3-х «строчников» от старых телевизоров, сложенных вместе. Сердечник ПК30х16 из феррита марки 3000НМС-1. Обмотки «I» и «II» имеют по 2 секции с проводом ПСД 1,68 в изоляции из стеклоткани. Они соединены согласно последовательно и имеют витки:
- обмотка «I» — 2×4;
- обмотка «II» — 2×2.
Обмотка «I» работает в худшем тепловом режиме, поэтому при сборке необходимо мотать ее с шагом (зазором) 1 мм. Во второй обмотке не забудьте сделать отвод от середины.
Обе обмотки надо поставить таким образом, чтобы не нарушилась работа диодов VD11-VD34. Направление намотки обмотки «I», начиная от вывода подсоединенного к L2 — против стрелки часов. А направление намотки обмотки «II» — по часовой, от вывода, подключенного к VD21-VD34.
Обмотка «III» — виток провода 0,4-0,5 мм в изоляции на напряжение 500 В и более.
Важно распределить обмотки, правильно выдержав зазоры. Это необходимо для охлаждения магнитопровода и по соображениям безопасности. Для этого устанавливают 4 стеклотекстолитовые (1,5 мм) пластины, которые после подгонки приклеивают.
Дроссель L1, индуктивностью 40±10 мкГн, намотан на сердечнике ПЛ 12,5×25-50 с зазором (немагнитным) 0,3-0,5 мм и имеет 175 витков, намотанных проводом типа ПЭВ-2, калибром 1,32.
Дроссель L2 — спираль без каркаса, намотанная 4 мм2 проводом в термоизоляции. Количество витков -11, диаметр намотки -14 мм. Через дроссель идет большой ток и его необходимо обдувать.
Тороидальный аппарат
Он гораздо легче обычного. Это удобно для переноски. Такие аппараты используются там, где важна способность к быстрой транспортировке.
Какой бы аппарат вы не выбрали, в любом случае, сделать его своими руками:
- Интересно;
- Практично;
- Экономично.
И, конечно, сделанный своими руками сварочный аппарат всегда приятно показать друзьям. Он станет предметом гордости и незаменимым помощником в домашнем хозяйстве.
Ремонт сварочного аппарата своими руками также достаточно увлекателен.
Диагностика самодельного инвертора и его подготовка к работе
Сделать инверторный сварочный аппарат – это половина дела. Не менее важной задачей является его подготовка к работе, в процессе которой проверяется корректность функционирования всех элементов, а также их настройка.
Первое, что требуется сделать при проверке самодельного сварочного инвертора, – это подать напряжение 15 В на ШИМ-контроллер и один из охлаждающих вентиляторов. Это позволит одновременно проверить работоспособность контроллера и избежать его перегрева в процессе выполнения такой проверки.
Проверка выходного напряжения тестером
После того как конденсаторы аппарата зарядились, к электрическому питанию подключают реле, которое отвечает за замыкание резистора. Если подать на резистор напряжение напрямую, минуя реле, может произойти взрыв. После того как реле сработает, что должно произойти в течение 2–10 секунд после подачи напряжения на ШИМ-контроллер, необходимо проверить, произошло ли замыкание резистора.
Когда реле электронной схемы сработают, на плате ШИМ должны сформироваться прямоугольные импульсы, поступающие к оптронам. Это можно проверить, используя осциллограф. Правильность сборки диодного моста устройства также необходимо проверить, для этого на него подают напряжение 15 В (сила тока при этом не должна превышать 100 мА).
Фазы трансформатора при сборке устройства могли быть неправильно подключены, что может привести к некорректной работе инвертора и возникновению сильных шумов. Чтобы этого не произошло, правильность подключения фаз необходимо проверить, для этого используется двухлучевой осциллограф. Один луч прибора подключается к первичной обмотке, второй – ко вторичной. Фазы импульсов, если обмотки подключены правильно, должны быть одинаковыми.
Использование осциллографа для диагностики инвертора
Правильность изготовления и подключения трансформатора проверяется при помощи осциллографа и подключения к диодному мосту электрических приборов с различным сопротивлением. Ориентируясь на шумы трансформатора и показания осциллографа, делают вывод о том, что необходимо доработать в электронной схеме самодельного инверторного аппарата.
Чтобы проверить, сколько можно непрерывно работать на самодельном инверторе, необходимо начать его тестировать с 10 секунд. Если при работе такой продолжительности радиаторы устройства не нагрелись, можно увеличить период до 20 секунд. Если и такой временной промежуток не сказался негативно на состоянии инвертора, можно увеличить продолжительность работы сварочного аппарата до 1 минуты.
Обслуживание самодельного сварочного инвертора
Чтобы инверторный аппарат служил длительное время, его необходимо правильно обслуживать.
В том случае, если ваш инвертор перестал работать, необходимо открыть его крышку и продуть внутренности пылесосом. Те места, где осталась пыль, можно тщательно почистить при помощи кисточки и сухой тряпки.
Первое, что необходимо сделать, проводя диагностику сварочного инвертора, – это проверить поступление напряжения на его вход. Если напряжение не поступает, следует продиагностировать работоспособность блока питания. Проблема в этой ситуации также может заключаться в том, что сгорели предохранители сварочного аппарата. Еще одним слабым звеном инвертора является температурный датчик, который в случае поломки подлежит не ремонту, а замене.
Часто выходящий из строя термодатчик, находящийся обычно на диодном блоке или дросселе
При выполнении диагностики необходимо обращать внимание на качество соединений электронных компонентов аппарата. Определить некачественно выполненные соединения можно визуально или при помощи тестера. Если такие соединения выявлены, их необходимо исправить, чтобы не столкнуться в дальнейшем с перегревом и выходом из строя сварочного инвертора.
Только в том случае, если вы уделяете должное внимание вопросам обслуживания инверторного устройства, можно рассчитывать на то, что оно прослужит вам долгое время и даст возможность выполнять сварочные работы максимально эффективно и качественно.
Вес и габариты сварочника
Мы выбрали тороидальную конструкцию, как наименее габаритную. Здесь простое стечение обстоятельств: в наличии уже был ленточный трансформатор тока от высоковольтного оборудования с дефектом изоляции. Он был забракован и списан.
Оттуда взяли ленту магнитопровода. Свернули ее плотнее, изолировали, намотали провода обмоток. Все это сделали на основе упрощенного расчета старым дедовским методом. Хотя сейчас есть много онлайн калькуляторов. Я его тоже освоил и показываю вам в той же ссылке. Методика рабочая, проверено. Пользуйтесь!
Компоновка обмоток тороидального трансформатора
Для работы трансформатора важно сечение его сердечника. Мы его обеспечили, создав одновременно компактную конструкцию. Аппарат получился чуть выше табуретки, но вес под сорок килограмм (железо да медь тяжелые). Однако, сварщики люди не хилые…
Приварили снизу к корпусу две оси им же, поставили колесики. Получился мобильный вариант. Перемещается в одиночку без больших усилий.
Кстати, от регулирования тока индуктивным сопротивлением отказались. Она значительно утяжеляет конструкцию, да и хлопот много.
Источники
- https://tutsvarka.ru/oborudovanie/svarochnyj-apparat-svoimi-rukami
- https://rezhemmetall.ru/sborka-svarochnogo-apparata-postoyannogo-toka-svoimi-rukami.html
- https://www.elremont.ru/electrik/svarka.php
- https://OFaze.ru/svoimi-rukami/svarochnyj-apparat
- https://moyakovka.ru/instrumenty/samodelnye-svarochnye-apparaty-postoyannogo-toka.html
- https://svoimirykamiinfo.ru/svarochnyj-apparat-svoimi-rukami/
- http://met-all.org/oborudovanie/svarochnye/svarochnyj-invertor-svoimi-rukami-shema.html
- https://zen.yandex.ru/media/housediz/samodelnyi-svarochnyi-apparat-postoiannogo-toka-moi-opyt-5da1cd9a95aa9f00b1b0e574
[свернуть]
Запись Сварочный аппарат постоянного тока своими руками: моя схема впервые появилась СтройПомощник.
©
Чтобы не пропустить новые статьи, подпишитесь на сайт:
Смотрите также:
Электроснабжение сварочных процессов
Коммерческие сварщики используют обычный стержневой электрод, также называемый «аппаратом постоянного тока» и «капельницей». Это происходит из-за того, что напряжение, используемое в этом сварном шве, падает по мере увеличения сварочного тока, что приводит к падению его вольт-амперной выходной кривой.
Когда используемое сварочное оборудование включено без дуги и тока, аппарат имеет высокий разрыв цепи до 80 вольт. Сварка выполняется по более крутой кривой, и это положение идеально подходит для ручной сварки стержневым электродом.Напряжение дуги здесь зависит от физической длины дуги, которая устанавливается между сварным швом и электродом.
Сварщики, работающие с несколькими процессами, знают, что это не может быть постоянным при ручной сварке. Скорость выгорания присадочной проволоки определяется током, и это выгорание остается постоянным, если ток не меняется.
Этот тип сварочного оборудования и сварочного аппарата имеет множество вариаций, которые основаны на одно- или трехфазной входной мощности и на выходной мощности переменного, постоянного или переменного / постоянного тока, а также на механическом или электрическом типе управления выходом.
В аппаратах для дуговой сварки также используется другой тип источника питания для дуговой сварки, обеспечивающий постоянное напряжение. Напряжение здесь может варьироваться от нуля до очень высокого тока короткого замыкания. Это сварочное оборудование и аппараты предназначены для дуговой сварки металлическим электродом в среде защитных газов и фактически не подходят для сварки стержневым электродом. Как известно каждому хорошему сварщику, не существует сварочных аппаратов, которые могли бы обеспечивать постоянное напряжение.
Дело в том, что напряжение падает минимум на один вольт на каждые 100 ампер на выходе.Однако токи короткого замыкания могут достигать нескольких тысяч ампер.
Как правило, машины постоянного напряжения работают с более низкими напряжениями холостого хода по сравнению с машинами постоянного тока. В таких случаях, чтобы получить желаемое напряжение дуги, сварщик может установить напряжение холостого хода на сварочном аппарате.
Как известно многопроцессорным сварочным аппаратам , сварочный ток может достигать нескольких тысяч ампер при коротком замыкании. Сила тока регулируется для сжигания металла присадочного стержня с достаточной скоростью для поддержания длины дуги, необходимой для текущего напряжения и скорости подачи электрода.
Дуговая сварка постоянным током: Maine Welding Company
Источник питания — это сердце всего процесса дуговой сварки. Два основных типа источников питания выражаются их вольт-амперными выходными характеристиками. В этом параграфе рассматривается машина постоянного тока. Другой источник питания, машина постоянного напряжения, обсуждается в параграфе 10-3. Кривая статической выходной характеристики, полученная обоими источниками, показана на рисунке 10-1. Характеристическая кривая сварочного аппарата получается путем измерения и построения графика выходного напряжения и выходного тока при статической загрузке аппарата.
а. Обычная машина известна как машина постоянного тока (CC) или тип переменного напряжения. Аппарат CC имеет характеристическую падающую вольт-амперную кривую (рис. 10-1) и много лет используется для дуговой сварки экранированного металла. Аппарат для дуговой сварки постоянным током — это аппарат, который имеет средства регулировки тока дуги. Он также имеет статическую вольтамперную кривую, которая дает относительно постоянный выходной ток. Напряжение дуги при заданном сварочном токе зависит от скорости подачи плавящегося электрода в дугу.Когда используется неплавящийся электрод, напряжение дуги зависит от расстояния от электрода до изделия. Аппарат для дуговой сварки постоянным током обычно используется в сварочных процессах, в которых используются электроды, удерживаемые вручную, плавящиеся электроды с непрерывной подачей или неплавящиеся электроды. Если длина дуги изменяется из-за внешних воздействий и возникают небольшие изменения напряжения дуги, сварочный ток остается постоянным.
г. Источник питания обычного или постоянного тока (CC) может иметь выход постоянного или переменного тока.Он используется для дуговой сварки в среде защитного металла, дуговой сварки и строжки углем, дуговой сварки газом вольфрамовым электродом и плазменной дуговой сварки. Он используется для приварки шпилек и может использоваться для процессов непрерывной проволоки, когда используются относительно большие электродные проволоки.
г. Есть две системы управления для сварочных аппаратов с постоянным током: аппарат с одним управлением и аппарат с двойным управлением.
(1) Машина с одним управлением имеет одну регулировку, которая изменяет выходной ток с минимального на максимальный, который обычно превышает номинальную мощность машины.Характеристическая вольт-амперная кривая показана на рисунке 10-2. Заштрихованная область — это нормальный диапазон напряжения дуги. Регулируя текущий контроль, можно получить большое количество выходных кривых. Пунктирными линиями показаны промежуточные регулировки машины. Для кранов или съемных машин количество крышек будет соответствовать количеству доступных смесителей или вставных комбинаций. Большинство трансформаторных и трансформаторно-выпрямительных машин — это сварочные аппараты с одним управлением. (2) Машины с двойным управлением имеют регуляторы как по току, так и по напряжению.У них есть две регулировки: одна для управления грубым током, а другая — для точного регулирования тока, которая также действует как регулировка напряжения холостого хода. Генераторные сварочные аппараты обычно имеют двойное управление. Они предлагают сварщику максимальную гибкость для различных сварочных требований. Эти машины по своей сути имеют контроль наклона. Наклон характеристической кривой может быть изменен с мелкого на крутой в соответствии с требованиями сварки. На рис. 10-3 показаны некоторые из различных кривых, которые можно получить.Остальные кривые получены при промежуточных настройках напряжения холостого хода. Наклон изменяется путем изменения напряжения холостого хода с помощью ручки регулировки точного тока. Грубая настройка устанавливает выходной ток машины ступенчато от минимального до максимального тока. Регулятор точного тока изменяет напряжение холостого хода примерно с 55 до 85 вольт. Однако при сварке эта регулировка не влияет на напряжение дуги. Напряжение дуги контролируется сварщиком путем изменения длины сварочной дуги.Напряжение холостого хода влияет на возможность зажигания дуги. Если напряжение холостого хода намного ниже 60 вольт, дугу сложно зажечь. (a) Различные наклоны, возможные для машины с двойным управлением, имеют важное влияние на сварочные характеристики дуги. Длина дуги может варьироваться в зависимости от техники сварки. Короткая дуга имеет более низкое напряжение, а длинная — более высокое. При короткой дуге (более низкое напряжение) источник питания вырабатывает больший ток, а при более длинной дуге (более высокое напряжение) источник питания обеспечивает меньший сварочный ток.Это показано на рисунке 10-4, на котором показаны три кривые дуги и две характеристические кривые сварочного аппарата с двойным управлением. Три дуговые кривые предназначены для длинной дуги, нормальной дуги, а нижняя кривая — для короткой дуги. Пересечение кривой дуги и характеристической кривой сварочного аппарата называется рабочей точкой. Рабочая точка постоянно меняется во время сварки. Во время сварки и без изменения управления на аппарате сварщик может удлинять или укорачивать дугу и изменять напряжение дуги с 35 до 25 вольт.При одинаковых настройках машины короткая дуга (более низкое напряжение) является сильноточной. И наоборот, длинная дуга (высокое напряжение) — это дуга с меньшим током. Это позволяет сварщику контролировать размер лужи расплава во время сварки. Когда сварщик намеренно и ненадолго удлиняет дугу, сила тока уменьшается, дуга расширяется, и лужа замерзает быстрее. Количество расплавленного металла уменьшается, что обеспечивает контроль, необходимый для работы вне рабочего места. Этот тип управления встроен в обычные машины постоянного тока, одно- или двойное управление, переменного или постоянного тока. (b) С помощью аппарата с двойным управлением сварщик может настроить аппарат для большего или меньшего изменения тока при заданном изменении напряжения дуги. Обе кривые на рисунке 10-4 получены на машине с двойным управлением путем регулировки ручки точного управления. Верхняя кривая показывает напряжение холостого хода 80 В, а нижняя кривая показывает напряжение холостого хода 60 В. При любой настройке соотношение напряжения и тока останется на той же кривой или линии. Рассмотрим сначала 80-вольтовую кривую холостого хода, которая дает более крутой наклон.Когда дуга длинная с 35 вольт и сокращается до 25 вольт, ток увеличивается. Это делается, не касаясь управления машиной. Сварщик манипулирует дугой. При более пологой кривой холостого хода 60 вольт, когда дуга сокращается с 35 вольт до 25 вольт, сварочный ток увеличивается почти вдвое больше, чем при следовании кривой холостого хода 80 вольт. Более пологая кривая наклона обеспечивает дугу копания, при которой одинаковое изменение напряжения дуги вызывает большее изменение тока дуги.Кривая с более крутым наклоном имеет меньшее изменение тока при таком же изменении длины дуги и обеспечивает более мягкую дугу. Между кривыми напряжения холостого хода 80 и 60 имеется множество характеристических кривых, каждая из которых допускает различное изменение тока для одного и того же изменения напряжения дуги. Это преимущество сварочного аппарата с двойным управлением перед сварочным аппаратом с одним управлением, поскольку наклон кривой в диапазоне напряжения дуги можно регулировать только на аппарате с двойным управлением. Сварочный генератор с двойным управлением является наиболее гибким из всех типов источников сварочного тока, так как он позволяет сварщику переключаться на более сильноточную дугу для глубокого проплавления или на более низкую и менее проникающую дугу путем изменения длины дуги. .Эта способность управлять током дуги в довольно широком диапазоне чрезвычайно полезна при сварке труб. d. Выпрямительный сварочный аппарат, технически известный как трансформатор-выпрямитель, вырабатывает постоянный ток для сварки. Эти машины в основном представляют собой машины с одним управлением и имеют статическую кривую выходной характеристики вольт-ампер, аналогичную показанной на рис.рисунок 10-4 выше. Эти машины, хотя и не такие гибкие, как двигатель-генератор с двойным управлением, могут использоваться для всех типов дуговой сварки в экранированном металле, где требуется постоянный ток.Наклон вольт-амперной кривой в диапазоне сварки обычно находится посередине между максимумом и минимумом для аппарата с двойным управлением. E. Переменный ток для сварки обычно вырабатывается сварочным аппаратом трансформаторного типа, хотя сварочные аппараты с генератором переменного тока с приводом от двигателя доступны для портативного использования. Статическая вольт-амперная характеристика источника переменного тока такая же, как показано на рисунке 10-4 выше. Некоторые источники сварочного тока с трансформатором имеют ручки точной и грубой регулировки, но это не машины с двойным управлением, если только напряжение холостого хода не изменяется заметно.Разница между сваркой на переменном и постоянном токе заключается в том, что напряжение и ток проходят через ноль 100 или 120 раз в секунду, в зависимости от частоты сети или при каждом изменении направления тока. Реактивное сопротивление, разработанное в машине, вызывает сдвиг фаз между напряжением и током, так что они оба не проходят через ноль в один и тот же момент. Когда ток проходит через ноль, дуга гаснет, но из-за разницы фаз присутствует напряжение, которое помогает быстро восстановить дугу.Степень ионизации дуги влияет на напряжение, необходимое для восстановления дуги, и на общую стабильность дуги. Стабилизаторы дуги (ионизаторы) включены в покрытия электродов, предназначенных для сварки на переменном токе, чтобы обеспечить стабильную дугу.
ф. Сварочный аппарат постоянного тока может использоваться для некоторых автоматических сварочных процессов. Механизм подачи проволоки и устройство управления должны дублировать движения сварщика для запуска и поддержания дуги. Это требует сложной системы с обратной связью по напряжению дуги для компенсации изменений длины дуги.Источники питания постоянного тока редко используются для сварки электродной проволокой очень малых размеров.
г. Машины для дуговой сварки были разработаны с истинными вольт-амперными статическими характеристиками постоянного тока в диапазоне напряжения дуги, как показано на рисунке 10-5. Сварщик, использующий этот тип аппарата, практически не может контролировать сварочный ток путем укорачивания или удлинения дуги, поскольку сварочный ток остается неизменным независимо от того, короткая или длинная дуга. Это большое преимущество для газо-вольфрамового тока за счет укорачивания или удлинения дуги, поскольку сварочный ток остается неизменным независимо от того, короткая или длинная дуга.Это большое преимущество для дуговой сварки вольфрамовым электродом в газе, поскольку длина рабочей дуги вольфрамовой дуги ограничена. При дуговой сварке защитным металлом для обеспечения контроля сварочной ванны необходимо иметь возможность изменять уровень тока во время сварки. Это делается с помощью аппарата, который можно запрограммировать на периодическое переключение с высокого тока (HC) на низкий (LC), известного как импульсная сварка. При сварке импульсным током существует два уровня тока: большой ток и слабый ток, иногда называемый фоновым током.При программировании схемы управления выход машины постоянно переключается с высокого на низкий ток, как показано на рисунке 10-6. Уровень высокого и низкого тока регулируется. Кроме того, регулируется длительность импульсов высокого и низкого тока. Это дает сварщику необходимый контроль над дугой и сварочной лужей. Сварка импульсным током полезна для дуговой сварки труб с защитным металлом при использовании определенных типов электродов. Импульсная дуга очень полезна при сварке с использованием дуговой сварки вольфрамовым электродом.
Зависимость постоянного тока от постоянного напряжения на выходе
У меня дома есть небольшой сварщик MIG. Я хочу использовать его для сварки штангой, но мне сказали, что я не могу. Почему это? В работе у нас есть несколько разных типов сварочных аппаратов. Почему некоторые из них могут использоваться только для сварки штучной сваркой, а некоторые — только для сварки проволокой, а другие аппараты могут использоваться и для того, и для другого? Я слышал термины CC и CV, но что они означают и почему они важны? Наконец, у нашей компании есть несколько переносных механизмов подачи проволоки с переключателем «CV / CC» внутри них.Значит ли это, что их можно использовать с любым сварочным аппаратом?
Это очень хорошие вопросы, и я уверен, что их задавали многие сварщики. С точки зрения конструкции и управления дугой существует два принципиально разных типа источников сварочного тока. К ним относятся источники питания, вырабатывающие на выходе постоянный ток (CC), и источники питания, которые производят постоянное выходное напряжение (CV). Многопроцессорные источники питания — это те, которые содержат дополнительные схемы и компоненты, которые позволяют им выдавать как CC, так и CV выход в зависимости от выбранного режима.
Обратите внимание, что сварочная дуга является динамической, в которой ток (A) и напряжение (V) постоянно меняются. Источник питания контролирует дугу и вносит изменения в миллисекунды, чтобы поддерживать стабильное состояние дуги. Термин «постоянный» относителен. Источник питания CC будет поддерживать ток на относительно постоянном уровне, несмотря на довольно большие изменения напряжения, в то время как источник питания CV будет поддерживать напряжение на относительно постоянном уровне, независимо от довольно больших изменений тока. Рисунок 1 содержит графики типичных выходных кривых источников питания постоянного и постоянного тока. Обратите внимание, что в различных рабочих точках кривой выхода на каждом графике наблюдается относительно небольшое изменение одной переменной и довольно большие изменения другой переменной («Δ» (дельта) = разница).
Рисунок 1: Выходные кривые для источников питания постоянного и постоянного тока |
Также следует отметить, что в этой статье обсуждаются только обычные типы источников сварочного тока.При импульсной сварке с использованием многих новых источников питания с технологией управления формой волны вы действительно не можете рассматривать выход как строго CC или CV. Скорее, источники питания отслеживают и изменяют как напряжение, так и ток с чрезвычайно высокой скоростью (намного быстрее, чем источники питания с традиционной технологией), чтобы обеспечить очень стабильные условия дуговой сварки.
Прежде чем обсуждать вопрос о CC и CV, мы должны сначала понять эффекты как тока, так и напряжения при дуговой сварке.Ток влияет на скорость плавления или скорость расхода электрода, будь то стержневой электрод или проволочный электрод. Чем выше уровень тока, тем быстрее плавится электрод или тем выше скорость плавления, измеряемая в фунтах в час (фунт / час) или килограммах в час (кг / час). Чем ниже ток, тем ниже становится скорость плавления электрода. Напряжение регулирует длину сварочной дуги, а также ширину и объем дугового конуса. По мере увеличения напряжения длина дуги становится больше (и конус дуги шире), а по мере ее уменьшения длина дуги становится короче (и конус дуги уже). На рисунке 2 показано влияние напряжения на дугу.
Рисунок 2: Влияние напряжения дуги |
Теперь тип используемого сварочного процесса и связанный с ним уровень автоматизации определяют, какой тип сварочной мощности является наиболее стабильным и, следовательно, предпочтительным. Процессы дуговой сварки защищенного металла (SMAW) (также известные как MMAW или Stick) и газо-вольфрамовая дуговая сварка (GTAW) (также известные как TIG) обычно считаются ручными процессами.Это означает, что вы управляете всеми параметрами сварки вручную. Вы держите электрододержатель или горелку TIG в руке и вручную управляете углом перемещения, рабочим углом, скоростью перемещения, длиной дуги и скоростью подачи электрода в соединение. В процессах SMAW и GTAW (т. Е. Ручных процессах) CC является предпочтительным типом выхода от источника питания.
И наоборот, процесс газовой дуговой сварки (GMAW) (он же MIG) и процесс дуговой сварки порошковой проволокой (FCAW) (он же флюсовый сердечник) обычно считаются полуавтоматическими процессами.Это означает, что вы по-прежнему держите сварочный пистолет в руке и вручную контролируете угол перемещения, рабочий угол, скорость перемещения и расстояние между контактным наконечником и рабочим расстоянием (CTWD). Однако скорость подачи электрода в соединение (известная как скорость подачи проволоки (WFS)) автоматически регулируется устройством подачи проволоки с постоянной скоростью. Для процессов GMAW и FCAW (то есть полуавтоматических процессов) предпочтительным выходом является CV.
Таблица 1 содержит сводку рекомендуемых типов выходного сигнала для сварочного процесса.
Таблица 1: Рекомендуемый тип выходной мощности источника питания для процесса дуговой сварки |
Чтобы использовать более простую конструкцию и снизить затраты на закупку, источники сварочного тока обычно предназначены для использования только с одним или двумя типами сварочных процессов. Таким образом, базовая машина для стержневой сварки будет иметь мощность только CC, поскольку она предназначена только для сварки стержнем.Аппарат TIG также будет иметь выход только CC, так как он предназначен только для сварки TIG и электродной сварки. И наоборот, базовая машина MIG будет иметь только выходное напряжение CV, поскольку она предназначена только для сварки MIG и сердечника под флюсом. Что касается вашего первого вопроса: «Почему я не могу выполнять сварку с помощью сварочного шва на моем аппарате MIG», то ответ заключается в том, что ваш аппарат MIG имеет только выходное напряжение CV, что не предназначено и не рекомендуется для сварки штангой. И наоборот, вы, как правило, не можете выполнять сварку MIG на ручном станке с выходом CC, потому что это неправильный тип мощности для сварки MIG.Как упоминалось ранее, существуют источники питания для многопроцессорной сварки, которые могут обеспечивать выход как CC, так и CV. Однако они, как правило, более сложные, имеют более высокую производительность, предназначены для промышленного применения и не имеют цены в базовом ценовом диапазоне сварочных аппаратов начального уровня. На рисунке 3 показаны примеры типичных сварочных аппаратов CC, CV и многопроцессорных сварочных аппаратов.
Рисунок 3: Пример источников сварочного тока по типу выхода |
Вы можете создать сварочную дугу с помощью любого из сварочных процессов на выходе типа CC или CV (если вы можете настроить сварочное оборудование для этого).Однако, когда вы используете предпочтительный тип выхода для каждого соответствующего процесса, условия дуги очень стабильны. Однако, когда вы используете неправильный тип вывода для каждого соответствующего процесса, условия дуги могут быть очень нестабильными. В большинстве случаев они настолько нестабильны, что поддерживать дугу невозможно.
Теперь давайте обсудим, почему эти последние утверждения верны. С помощью двух ручных процессов, SMAW и GTAW, вы контролируете все переменные вручную (вот почему они являются двумя процессами, требующими наибольшего количества навыков оператора).Электрод должен плавиться с постоянной скоростью, чтобы можно было подавать его в соединение с постоянной скоростью. Для этого сварочная мощность должна поддерживать постоянный ток (т. Е. CC), чтобы результирующая скорость плавления была постоянной. Напряжение — менее контролируемая переменная. При ручных процессах очень трудно постоянно поддерживать одну и ту же длину дуги, потому что вы также постоянно вводите электрод в соединение. Напряжение меняется в результате изменения длины дуги.С выходом CC ток — это ваша предварительная установка, регулирующая переменная и напряжение просто измеряются (обычно как среднее значение) во время сварки.
Если вы попытаетесь выполнить сварку методом SMAW, например, используя выходное напряжение CV, ток и итоговая скорость плавления будут слишком сильно отличаться. Когда вы двигались вдоль стыка (пытаясь согласоваться со всеми другими параметрами сварки), электрод плавился бы быстрее, затем с меньшей скоростью, затем с большей скоростью и т. Д. вы вставили электрод в стык.Это невыполнимое условие, поэтому выход CV нежелателен.
Когда вы переключаетесь на полуавтоматический процесс, такой как GMAW или FCAW, что-то меняется. Хотя вы все еще контролируете многие параметры сварки вручную, электрод подается в соединение с постоянной скоростью (в зависимости от конкретной WFS, установленной на механизме подачи проволоки). Теперь вы хотите, чтобы длина дуги была одинаковой. Для этого сварочная мощность должна поддерживать напряжение на постоянном уровне (т.е.е., CV), так что результирующая длина дуги согласована. Ток — менее контролирующая переменная. Он пропорционален WFS или является его результатом. По мере увеличения WFS увеличивается и ток, и наоборот. С выходом CV напряжение и WFS являются вашими предустановками, а управляющие переменные и ток просто измеряются во время сварки.
Если вы попытаетесь выполнить сварку с использованием процессов GMAW или FCAW, используя выход CC, напряжение и результирующая длина дуги будут слишком сильно отличаться. При уменьшении напряжения длина дуги становилась очень короткой, и электрод входил в пластину.Затем по мере увеличения напряжения длина дуги станет очень большой, и электрод сгорит обратно к контактному наконечнику. Электрод будет постоянно вонзаться в пластину, затем гореть обратно к кончику, затем врезаться в пластину и т. Д. Это невыполнимое условие, что делает выход CC нежелательным.
В качестве примечания: также часто полностью автоматизируют процессы сварки GTAW, GMAW и FCAW. В случае полной автоматизации все переменные контролируются машиной и удерживаются под постоянным углом, расстоянием или скоростью.Следовательно, меньше изменений в условиях дуги. Однако предпочтительным типом вывода для автоматизированной GTAW по-прежнему является CC, а для автоматизированных GMAW и FCAW — по-прежнему CV. Пятый распространенный процесс дуговой сварки, сварка под флюсом (SAW) (также известный как поддуговая сварка), также обычно является автоматизированным процессом. Для SAW обычно используется выход CC или CV. Определяющими факторами, определяющими, какой тип вывода является наилучший, обычно являются диаметр электрода, скорость перемещения и размер сварочной ванны. Для полуавтоматической резки SAW предпочтительным типом вывода является CV.
Ваш последний вопрос касался переносных механизмов подачи проволоки (см. Пример на , рис. 4 ). Это оборудование, которое позволяет вам идти вразрез с основными правилами, описанными в этой статье… в некоторой степени. Они разработаны в первую очередь для сварки в полевых условиях и обладают тремя уникальными особенностями по сравнению с традиционными механизмами подачи проволоки в заводских условиях. Во-первых, провод заключен в жесткий пластиковый футляр для лучшей защиты и долговечности в полевых условиях. Во-вторых, им не нужен кабель управления для питания приводного двигателя, а скорее используется провод измерения напряжения от механизма подачи проволоки.Таким образом, подключение выполняется просто, для этого достаточно использовать имеющийся сварочный кабель источника питания (и добавить газовый шланг). В-третьих, они могут работать с источником питания CC, но с ОГРАНИЧЕННЫМ успехом. У них есть тумблер «CC / CV», с помощью которого вы выбираете тип выхода от источника питания.
Когда эти портативные механизмы подачи проволоки впервые появились, теория заключалась в том, что они могут использоваться с большой существующей базой источников питания CC, уже имеющихся в поле (в основном, сварочных аппаратов с приводом от двигателя), и, таким образом, теперь дают производителям GMAW и FCAW (т.е. проволочная сварка) возможность. Вместо того, чтобы покупать новый источник питания постоянного тока, им нужно было только получить механизм подачи проволоки. Чтобы компенсировать колебания напряжения, которые вы получаете на выходе CC, эти механизмы подачи проволоки имеют дополнительную схему, которая замедляет реакцию скорости подачи проволоки на изменения напряжения, чтобы помочь стабилизировать дугу (обратите внимание, что на CC скорость подачи проволоки равна больше не является постоянным, а, скорее, постоянно увеличивается и уменьшается в попытке сохранить ток на постоянном выходе).
Рисунок 4: Пример переносного устройства подачи проволоки |
Реальность сварки проволокой с выходом CC состоит в том, что она довольно хорошо работает с одними приложениями и плохо работает с другими. Относительно хорошая стабильность дуги достигается при использовании процесса наплавки флюсом в среде защитного газа (FCAW-G) и процесса GMAW в режиме струйной дуги или импульсной струйной дуги для переноса металла. Тем не менее, стабильность дуги все еще очень неустойчива и неприемлема для самозащитной порошковой проволоки (FCAW-S) и процесса GMAW в режиме передачи металла при коротком замыкании.Хотя напряжение изменяется в зависимости от выхода CC, процессы, которые обычно работают при более высоких напряжениях (например, 24 В или более), такие как FCAW-G и струйная дуга или импульсная дуга MIG со струйным распылением, менее чувствительны к изменениям напряжения, возникающим при выходе CC. Поэтому стабильность дуги очень хорошая. В то время как такие процессы, как короткое замыкание MIG и FCAW-S, которые обычно работают при более низких настройках напряжения (например, 22 В или меньше), более чувствительны к колебаниям напряжения. Поэтому стабильность дуги намного хуже и обычно считается неприемлемой.Другой фактор, связанный с использованием электродов FCAW-S на выходе CC, заключается в том, что чрезмерное напряжение дуги и, как следствие, большая длина дуги, по сути, могут привести к чрезмерному попаданию дуги в атмосферу. Это потенциально может привести к пористости сварного шва и / или резкому снижению ударной вязкости металла шва при низких температурах.
В заключение, выход CV ВСЕГДА рекомендуется для сварки проволокой. Поэтому при использовании этих переносных механизмов подачи проволоки с источником питания с выходом CV используйте его вместо выхода CC.=
Поскольку магнитная цепь трансформатора состоит из металлических пластин, возникают гистерезисные потери. Чтобы ограничить эти потери, желательно, чтобы постоянная материала была как можно меньше.
В этом случае возможен сплав железа с использованием кремния (например,2 Вт / кг
Здесь:
k w = константа материала относительно потерь на вихревые токи
δ = толщина листа в мм.
При добавлении кремния увеличивается электрическое сопротивление, в результате чего снижаются потери на вихревые токи. Согласно последней формуле, предпочтительно, чтобы пластины были как можно более тонкими. Типичная толщина пластины составляет от 0,3 до 1 мм для работы при 50 Гц. Тарелок может быть 0.2
1,11 = коэффициент формы синусоидального напряжения
a = коэффициент формы фактического напряжения.
Гистерезис и потери на вихревые токи формируют потери в стали. Иногда их называют постоянными потерями трансформатора, поскольку они зависят не от нагрузки, а только от магнитной индукции. Магнитная индукция зависит только от приложенного напряжения. Следующая таблица дает представление о потерях в стали с пластинами толщиной от 0,2 до 0,5 мм и частотой 50 Гц с индукцией 1 Тесла.
| Материал | Потери в Вт / кг |
|---|---|
| товарный чугун | 5… 10 |
| Si-Fe, теплопрокат | 1… 3 |
| Si-Fe, холодный прокатанный и ориентированный на кристаллы | 0,3… 0,6 |
| 50% Ni-Fe | 0,2 |
| примерно 65% Ni-Fe | 0,06 |
На рис. 50 Гц для тороидальных ленточных сердечников 0.3 мм (данные для холоднокатаных сердечников из 3% Si-Fe). На рис. 16-12 мы видим влияние частоты на общие потери в железе для того же материала. Такие сердечники используются для силовых трансформаторов, импульсных трансформаторов, сварочных трансформаторов, линейных трансформаторов и т. Д.
Рис. 16-11. Потери в стали как функция индукции
Рис. 16-12. Потери в стали с частотой в качестве параметра
Для ограничения потерь на вихревые токи на более высоких частотах используются ферромагнитные сердечники. Эти ферриты состоят из сплава оксида железа с современными материалами, такими как марганец, никель,… Оксиды обладают низкой электропроводностью.Ферриты могут изготавливаться без потерь в МГц-диапазоне. Максимальная самоиндукция ферритов (от 0,3 до 0,5 Тл) меньше, чем у пластин из кремнистой стали (от 1 до 1,5 Тл), поскольку большая часть объема состоит из атомов кислорода, которые явно немагнитны. На рис. 16-13 показаны потери в сердечнике для феррита (Сименс) в зависимости от индуктивности, а на рис. 16-14 показаны потери как функция частоты для одного и того же материала.
Рис. 16-13. Потери в сердечнике N27 (для кольцевых сердечников R16)
Рис.16-14. Потери N27 (для кольцевых сердечников R16)
Руководство пользователя сварочных аппаратов iBELL
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
СВАРОЧНЫЙ АППАРАТ
Дуга: 200A / 220A / 250A
МЕРЫ ПРЕДОСТОРОЖНОСТИ: ДУГОВАЯ СВАРКА
ВНИМАНИЕ! Прочтите все предупреждения по технике безопасности, инструкции, иллюстрации и спецификации, прилагаемые к этому устройству. Несоблюдение всех приведенных ниже инструкций может привести к поражению электрическим током, возгоранию и / или серьезным травмам.Сохраните все предупреждения и инструкции для использования в будущем. Только квалифицированный персонал должен устанавливать, эксплуатировать, обслуживать и ремонтировать это устройство.
УДАР ЭЛЕКТРИЧЕСКИМ ТОКОМ
Прикосновение к частям, находящимся под напряжением, может вызвать смертельный удар током или серьезные ожоги. Электрод и рабочая цепь находятся под напряжением, когда выход включен. Входная силовая цепь и машинные цепи также находятся под напряжением при включенном питании. Неправильно установленное или неправильно заземленное оборудование представляет опасность.
- Не прикасайтесь к токоведущим частям.Надевайте сухие изолирующие перчатки без дырок и средства защиты тела.
- Изолируйте себя от работы и земли, используя сухие изоляционные маты или покрытия, достаточно большие, чтобы предотвратить любой физический контакт с работой или землей.
- Не используйте выход переменного тока во влажных помещениях, если движение ограничено или существует опасность падения. Используйте выход переменного тока ТОЛЬКО, если это необходимо для процесса сварки.
- Не подключайте более одного электрода или рабочего кабеля к одной выходной сварочной клемме.
- Отключите входное питание или остановите машину перед установкой или обслуживанием этого оборудования.
- Всегда проверяйте заземление источника питания — проверьте и убедитесь, что провод заземления входного шнура питания правильно подключен к клемме заземления в разъединительной коробке или вилка шнура подключена к правильно заземленной розетке.
- Часто проверяйте входной шнур питания на предмет повреждений или оголенной проводки — немедленно замените шнур, если он поврежден — оголенная проводка может убить.
- Не прикасайтесь к электроду, если вы контактируете с рабочим, заземленным или другим электродом от другой машины.
ДЫМ И ГАЗЫ
При сварке выделяются пары и газы. Вдыхание этих паров и газов может быть опасным для вашего здоровья. Держите голову подальше от дыма. Не вдыхайте пары.
- Если внутри, проветрите помещение и / или используйте выхлоп на дуге для удаления сварочного дыма и газов. Если вентиляция плохая, используйте одобренный респиратор с подачей воздуха.
- Работайте в замкнутом пространстве только при хорошей вентиляции или в респираторе с подачей воздуха.Всегда имейте поблизости обученного сторожа. Сварочный дым и газы могут вытеснять воздух и снижать уровень кислорода, вызывая травмы или смерть. Убедитесь, что воздух для дыхания безопасен.
- Не выполняйте сварку в местах, близких к операциям очистки или распыления. Тепло и лучи дуги могут вступать в реакцию с парами с образованием высокотоксичных и раздражающих газов.
- Запрещается сваривать металлы с покрытием, такие как оцинкованная сталь, свинец или сталь с кадмиевым покрытием, если только покрытие не удалено с зоны сварного шва, эта зона хорошо вентилируется и, если необходимо, надев респиратор с подачей воздуха.
ЛУЧИ ДУГИ
Дуговые лучи в процессе сварки создают интенсивные видимые и невидимые (ультрафиолетовые и инфракрасные) лучи, которые могут обжечь глаза и кожу. От сварного шва отлетают искры.
- Надевайте сварочный шлем с фильтром подходящего оттенка, чтобы защитить лицо и глаза во время сварки или просмотра.
- Носите утвержденные защитные очки с боковыми щитками под шлемом.
- Используйте защитные экраны или барьеры для защиты других от вспышки и бликов; предупредить других, чтобы они не смотрели дугу.
- Носите защитную одежду из прочного, огнестойкого материала (кожа и шерсть) и средства защиты ног.
ВЗРЫВ
Сварка закрытых емкостей, таких как резервуары, бочки или трубы, может привести к их взрыву. От сварочной дуги могут отлетать искры. Летящие искры, горячая деталь и горячее оборудование могут стать причиной пожара и ожогов. Случайный контакт электродов с металлическими предметами может вызвать искры, взрыв, перегрев или пожар. Перед сваркой проверьте и убедитесь, что это место безопасно.
- Защитите себя и других от летящих искр и горячего металла. Не выполняйте сварку в местах, где летящие искры могут поразить легковоспламеняющийся материал.
- Удалите все легковоспламеняющиеся вещества в пределах 10,7 м (35 футов) от сварочной дуги. Если это невозможно, плотно накройте их одобренными крышками.
- Имейте в виду, что сварочные искры и горячие материалы от сварки могут легко пройти через небольшие трещины и отверстия в прилегающие области.
- Остерегайтесь огня и держите поблизости огнетушитель.
- Имейте в виду, что сварка потолка, пола, перегородки или перегородки может вызвать возгорание на скрытой стороне.Не сваривайте закрытые емкости, такие как цистерны, бочки или трубы, если они не подготовлены должным образом в соответствии с необходимыми стандартами безопасности.
- Подключайте рабочий кабель к объекту как можно ближе к зоне сварки, чтобы сварочный ток не проходил по длинным, возможно неизвестным путям, и не приводил к поражению электрическим током и возгоранию.
Баллоны могут взорваться при повреждении; Баллоны с защитным газом содержат газ под высоким давлением, и поврежденный баллон может взорваться, поэтому обращайтесь с ними осторожно.
- Держите цилиндры вдали от сварочных или других электрических цепей. Никогда не вешайте сварочную горелку на газовый баллон.
- Ни в коем случае не допускайте соприкосновения сварочного электрода с каким-либо цилиндром. Никогда не сваривайте баллон под давлением — это может привести к взрыву.
Не устанавливайте и не размещайте устройство на горючих или легковоспламеняющихся поверхностях, над ними или рядом с ними. Не перегружайте проводку здания — убедитесь, что система электропитания имеет надлежащие размеры, номинал и защиту для работы с этим устройством.
ДРУГИЕ СЛУЧАИ
Горячие детали могут вызвать серьезные ожоги.Не прикасайтесь к горячим частям голыми руками. Прежде чем приступить к работе с пистолетом или резаком, дайте ему остыть.
Чрезмерное использование может вызвать перегрев; Дайте время остыть и соблюдайте номинальный рабочий цикл. Перед повторной сваркой уменьшите ток. Не блокируйте и не фильтруйте поток воздуха к устройству.
Высокая частота из-за сварки может вызывать помехи, она может мешать радионавигации, службам безопасности, сенсорным компьютерам и коммуникационному оборудованию.
Убедитесь, что все оборудование в зоне сварки электромагнитно совместимо.Чтобы уменьшить возможные помехи, держите сварочные кабели как можно короче, близко друг к другу и низко, например, на полу. Сварочные работы располагайте в 100 метрах от любого чувствительного электронного оборудования.
Движущиеся части могут нанести травму. Держитесь подальше от движущихся частей, таких как вентиляторы. Держите все двери, панели, крышки и ограждения закрытыми и надежно закрепленными.
Сварочная проволока может стать причиной травмы; Не нажимайте на курок пистолета до тех пор, пока не будет получено соответствующее указание. При заправке сварочной проволоки не направляйте пистолет на какие-либо части тела, других людей или какой-либо металл.
Электростатический разряд может повредить печатные платы. Перед тем, как брать в руки платы или детали, наденьте заземленный браслет. Используйте соответствующие антистатические пакеты и коробки для хранения, перемещения или транспортировки печатных плат. ДАЛЬНЕЙШИЕ СЛУЧАИ
ОБЗОР ПРОДУКЦИИ
ИБЛ M200-89
| 1. Ручка регулировки тока | 6. Гнездо быстрого соединения: Выход сварочного аппарата (+) |
| 2. Индикатор питания | 7.Гнездо быстрого соединения: Выход сварочного аппарата (-) |
| 3. Индикатор нагрева | 8. Двухпозиционный выключатель |
| 4. Индикатор контроля качества | 9. Крепление шнура питания |
| 5. Цифровой дисплей | 10. Умный вентилятор |
IBL M200-77
| Рукоятка регулировки рентабельности | 6. Гнездо быстрого соединения: Выход сварочного аппарата (+) |
| 2. Индикатор питания | 7.Гнездо быстрого соединения: Выход сварочного аппарата (-) |
| 3. Индикатор нагрева | 8. Двухпозиционный выключатель |
| 4. Индикатор контроля качества | 9. Крепление шнура питания |
| 5. Цифровой дисплей | 10. Умный вентилятор |
IBL M220-76
| Ручка регулировки тока | 6. Гнездо быстрого соединения: Выход сварочного аппарата (+) |
| 2.Индикатор питания | 7. Гнездо быстрого соединения: Выход сварочного аппарата (-) |
| 3. Индикатор нагрева | 8. Двухпозиционный выключатель |
| 4. Индикатор контроля качества | 9. Крепление шнура питания |
| 5. Цифровой дисплей | 10. Умный вентилятор |
IBL M220-78
1. Ручка регулировки тока
2. Цифровой дисплей
3. Переключатель VRD
4. Светодиодный индикатор
5. Гнездо быстрого подключения: выход сварочного аппарата (-)
6.Гнездо быстрого подключения: выход сварочного аппарата (+)
7. Двухпозиционный переключатель
8. Крепление шнура питания
IBL M250-103
| 1. Ручка регулировки тока | 7. Кнопка усиления мощности |
| 2. Индикатор питания | 8. Гнездо быстрого соединения: сварочное выход аппарата (+) |
| 3. Индикатор нагрева | 9. Гнездо быстрого соединения: сварочное мощность аппарата (-) |
| 4.Индикатор контроля качества | 10. Двухпозиционный выключатель |
| 5. Ручка | 11. Крепление шнура питания |
| 6. Цифровой дисплей | 12. Умный вентилятор |
IBL M250-104
| 1. Ручка регулировки тока | 7. Цифровой дисплей |
| 2. Регулятор силы дуги | 8. Гнездо быстрого соединения: Выход сварочного аппарата (+) |
| 3.Регулятор горячего пуска | 9. Гнездо быстрого соединения: Выход сварочного аппарата (-) |
| 4. Индикатор питания | 10. Двухпозиционный выключатель |
| 5. Индикатор нагрева | 11. Крепление шнура питания |
| 6. Индикатор контроля качества | 12. Умный вентилятор |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ИЗДЕЛИЯ
| Номер модели | IBL M200- 89 | IBL M200- 77 | IBL M220- 76 | IBL M250- 103 | IBL M250- 104 |
| Входная мощность (В) | 220 В ± 15% | 220 В ± 15% | 220 В ± 15% | 220 В ± 15% | 220 В ± 15% |
| Частота питания (Гц) | 50/60 Гц | 50/60 Гц | 50/60 Гц | 50/60 Гц | 50/60 Гц |
| Входная мощность (кВА) | 6.1 | 6,1 | 7,2 | 10,8 | 8,9 |
| Входной ток (А) | 28 | 28 | 33 | 49 | 41 |
| Напряжение холостого хода (В) | 48 | 45 | 45 | 45 | 45 |
| Текущее [электронная почта защищена] 100% | 20–140 | 20–140 | 20–160 | 20–140 (190) | 30-220 |
| Максимальный ток (А) | 200 | 200 | 220 | 200 (250) | 250 |
| КПД (%) | 85% | 85% | 85% | 85% | 85% |
| Используемые электроды (мм) | с 1 по 4 | с 1 по 4 | 1–5 | 1–5 | 1–5 |
| Горячий старт | Встроенный | Встроенный | Встроенный | Встроенный | регулируемый |
| Антипригарный | Встроенный | Встроенный | Встроенный | Встроенный | Встроенный |
| ARC Force | Встроенный | Встроенный | регулируемый | Встроенный | регулируемый |
| Повышение мощности | X | X | X | Есть | X |
| Передовая технология IGBT | Есть | Есть | Есть | Есть | Есть |
| Компенсация напряжения | Есть | Есть | Есть | Есть | Есть |
| VRD | Встроенный | Встроенный | Встроенный | Встроенный | Встроенный |
| Тепловая защита | Есть | Есть | Есть | Есть | Есть |
| Класс изоляции | F | F | H | F | F |
| Класс защиты | IP21S | IP21S | IP21S | IP21S | IP21S |
| Охлаждение | Умный вентилятор ** | Умный вентилятор ** | Умный вентилятор ** | Умный вентилятор ** | Умный вентилятор ** |
| Требуется усилитель для розетки | 32A | 32A | 32A | 32A | 32A |
| Непрерывная сварка 0100% | 140 | 140 | 160 | 140/190 | 220 |
| Калибр сварочного электрода непрерывного действия | 10 | 10 | 8 | 8 | 6 |
| Максимальная длина кабеля электрода (КПД 100%) | 20М *** | 20М *** | 20М *** | 20М *** | 2011 |
| Требуется генератор (кВт) | 5 | 5 | 5.8 | 5,8 | 5,8 |
** Smart Fan работает только тогда, когда требуется охлаждение.
*** Ток пропорционально уменьшается при увеличении длины кабеля электрода.
| Номер модели | IBL M220- 78 | ||||
| Входная мощность (В) | 220 В ± 15% | ||||
| Частота питания (Гц) | 50/60 Гц | ||||
| Входная мощность (кВА) | 7.2 | ||||
| Входной ток (А) | 33 | ||||
| Напряжение холостого хода (В) | 45 | ||||
| Текущий [электронная почта] 100% | 20–160 | ||||
| Максимальный ток (А) | 220 | ||||
| КПД (%) | 85% | ||||
| Используемые электроды (мм) | 1.С 6 по 4 | ||||
| Горячий старт | Встроенный | ||||
| Антипригарное покрытие | Встроенный | ||||
| ARC Force | Встроенный | ||||
| Повышение мощности | х | ||||
| Advanced IGBT Технология | Есть | ||||
| Компенсация напряжения | Есть | ||||
| VRD | регулируемый | ||||
| Тепловая защита | Есть | ||||
| Класс изоляции | H | ||||
| Класс защиты | IP21S | ||||
| Охлаждение | – | ||||
| Гнездо усилителя Требуется | 32A | ||||
| Непрерывная сварка 0100% | 160 | ||||
| Калибр сварочного электрода для непрерывной сварки | 8 | ||||
| Максимальная длина электрода Длина кабеля (100% КПД) | 20М *** | ||||
| Генератор (кВт) Требуется | 5.8 |
НАСТРОЙКА
РАСПАКОВКА И ОБЕСПЕЧЕНИЕ
- Оборудование упаковано в прочную упаковку. Тем не менее, всегда перед использованием оборудования убедитесь, что оно не было повреждено во время транспортировки / доставки.
- Установите устройство на горизонтальную твердую и чистую поверхность. Защитите его от проливного дождя и палящего солнца. Убедитесь, что охлаждающий воздух циркулирует свободно.
ВНИМАНИЕ! Перед эксплуатацией изделие необходимо полностью собрать! Не используйте продукт, который собран частично или собран с поврежденными частями! Не подключайте изделие к источнику питания, пока оно не будет полностью собрано!
НАЗНАЧЕНИЕ
Сварочные аппараты — один из самых необходимых инструментов для профессионалов в области сварки.Сварочные аппараты выделяют тепло, плавящее металлические части, так что эти части можно соединить.
При ручной дуговой сварке металла (MMA), расходуемого материала, электрода с флюсовым покрытием и заземляющего зажима сначала происходит короткое замыкание на сварной детали. Между электродом и деталью образуется электрическая дуга, которая нагревается достаточно, чтобы расплавить и то, и другое. По мере плавления электрода флюсовое покрытие на электроде выделяет газ и шлак, которые помогают защитить сварочную ванну. Газ удерживает воздух и другие загрязнители, в то время как шлак образуется на поверхности сварочной ванны для защиты сварного шва.Шлак быстро остывает и затвердевает, защищая зону сварного шва после исчезновения газа. В аппарате используется высокопроизводительная технология IGBT, которая очень полезна, поскольку дает мощность, которую можно использовать для различных сварочных процессов.
УСТАНОВКА
- Убедитесь, что вентиляционное отверстие машины не закрыто и не забито, чтобы избежать выхода из строя системы охлаждения. Все наши сварочные аппараты оснащены технологией VRD (Voltage Reduction Device).
- Правильно подсоедините сварочные клещи (зажим заземления и электрододержатель), как показано на следующем рисунке.Во-первых, убедитесь, что кабель, сварочные клещи и быстроразъемные соединения надежно подсоединены.
- Вставьте быстроразъемную вилку, которая соединяет электрододержатель в быстросъемное гнездо, с полярностью «+», а затем затяните ее с усилием по часовой стрелке.
- Вставьте быстроразъемную вилку, соединяющую зажим заземления, в быстроразъемную розетку с полярностью «-» на панели сварочного аппарата, затяните ее с усилием по часовой стрелке, зажим заземления подсоединяется к заготовке.
- Обратите внимание на полярность подключения , при неправильном подключении может возникнуть нестабильная электрическая дуга, большие брызги и залипание сварочного стержня.
- Подключите вилку кабеля питания к распределительной коробке соответствующего класса напряжения в соответствии с классом входного напряжения сварочного аппарата, не подключайте напряжение по ошибке. Убедитесь, что допуск по напряжению питания находится в допустимом диапазоне.
ПАРАМЕТРЫ
Настройка тока: Правильная настройка тока или силы тока в первую очередь зависит от диаметра и типа выбранного электрода. Сторона коробки электродов обычно указывает рабочие диапазоны.Выбирайте силу тока в зависимости от толщины материала, положения сварки (примерно на 15% меньше тепла для работы над головой по сравнению с плоским сварным швом) и наблюдения за готовым сварным швом.
Длина дуги: Правильная длина дуги зависит от электрода и приложения. В качестве отправной точки длина дуги не должна превышать диаметр металлической части электрода. Чрезмерно длинные дуги (слишком высокое напряжение) приводят к разбрызгиванию, низкой скорости наплавки, поднутрениям и иногда пористости.
Угол перемещения: Удерживая стержень перпендикулярно стыку, наклоните верхнюю часть электрода в направлении движения приблизительно на 5–15 °. Для сварки вертикально вверх используйте технику форхэнда и наклоните верх стержня на 15 ° от направления движения.
Скорость движения: При правильной скорости движения получается сварной шов желаемого контура (или гребня), ширины и внешнего вида. Отрегулируйте скорость движения так, чтобы дуга оставалась в пределах одной трети сварочной ванны.На малых скоростях движения получается широкий выпуклый борт с неглубоким проникновением. Чрезмерно высокие скорости движения также уменьшают проникновение, создают узкий и / или сильно выпуклый борт и, возможно, поднутрения.
Манипуляции: Каждый сварщик манипулирует или плетет электрод в уникальном стиле. Развивайте свой собственный стиль, наблюдая за другими, практикуясь и создавая метод, который приносит вам хорошие результаты. Обратите внимание, что на материале толщиной 1/4 дюйма и тоньше плетение стержня обычно дает бусину шире, чем необходимо.Во многих случаях обычное прямое движение работает нормально. Чтобы создать более широкий валик на более толстом материале, перемещайте электрод из стороны в сторону, создавая непрерывную серию частично перекрывающихся кругов или в Z-образной, полукруглой или ступенчатой форме. Ограничьте поперечное движение до двух с половиной диаметров сердечника электрода. Чтобы покрыть более широкую область, сделайте несколько проходов или бусинок. При сварке вертикально вверх сосредоточьтесь на сварке сторон стыка, а середина сама позаботится о себе.
| Диаметр сварочного стержня (мм) | φ1,6 | φ2,0 | φ2,5 | φ3,2 | φ4,0 | φ5,0 | φ5,8 |
| Сварочный ток (А) | 40 | 55 | 80 | 115 | 160 | 1 | 250-300 |
Толщина стального листа и диаметр сварочного стержня
| Толщина стального листа (мм) | 1-2 | 2-5 | 5-10 | Более 10 |
| Диаметр сварочного стержня (мм) | 1-2.5 | 2,5–4 | 3,2-5,8 | 4-8 |
ПРИМЕЧАНИЕ: Рекомендуется сначала опробовать сварку и величину сварочного тока на чем-то еще, а не на самой заготовке. Вы можете начать сварку после того, как сделаете необходимый выбор. Дуга зажигается при царапании сварочной детали электродом. Длина дуги регулируется удерживанием наконечника электрода на подходящем расстоянии от свариваемой детали. Подходящая длина дуги обычно составляет около половины диаметра электродной проволоки.
ОРГАНЫ УПРАВЛЕНИЯ И ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
При включении машины выполняется автоматическая проверка, загорается индикатор питания (ЗЕЛЕНЫЙ) и включается дисплей. Машина готова к работе, когда на передней панели управления загорается светодиодный индикатор питания.
Перечисленные ниже детали помечены в обзоре продукта. За исключением двух или трех, все остальные части являются общими для каждой машины.
Ручка регулировки тока:
Потенциометр используется для установки выходного тока во время сварки.
Регулятор силы дуги (для M220-76 и M250-104):
Сила дуги — это временное увеличение выходного тока во время сварки, когда дуга слишком короткая. Это также упрощает сварку положения, облегчая работу. Чтобы обеспечить отличные сварочные характеристики на различных электродах, Arc Force можно точно отрегулировать с помощью простой ручки.
Регулятор горячего старта (для M250-104):
Горячий старт обеспечивает отличное зажигание дуги без прилипания электрода и предотвращает металлургические дефекты сварного шва.
Anti-прилипание (INBUILT):
Это электронное устройство минимизирует ток короткого замыкания в случае прилипания электрода к заготовке. Если короткое замыкание все же произойдет, будет легко снять электрод с заготовки, а электродная горелка и кабель останутся неповрежденными. Он также служит предохранительным устройством для защиты оператора.
Мультиметалл (для M220-78):
Эта функция позволяет аппарату сваривать цинк, углеродистую сталь, медь, железо и алюминий.Эта особенность достигается только в M220-78.
Индикатор включения / выключения питания:
Этот индикатор загорается, когда аппарат включен.
Светодиод нагрева:
Этот индикатор загорается, когда машина перегрета и выход отключен. Обычно это происходит при превышении рабочего цикла машины. Оставьте машину включенной, чтобы внутренние компоненты остыли. Когда индикатор погаснет, снова возможна нормальная работа.
Светодиод контроля качества:
Загорается при перегреве / перегрузке машины.
Цифровой дисплей:
Измеритель отображает текущий сварочный ток перед сваркой и фактический сварочный ток во время сварки.
Гнездо быстрого соединения: выход сварочного аппарата (+):
Подсоедините электрододержатель к этому гнезду.
Гнездо быстрого соединителя: выход сварочного аппарата (-):
Подключите заземляющий кабель к этому гнезду.
Кнопка повышения мощности (для M250-103):
Кнопка для увеличения выходного тока до 40% при использовании электродов 4 или 5 мм.
Smart Fan:
В этой машине есть схема Smart Fan, которая работает только тогда, когда требуется охлаждение. Эта функция уменьшает количество грязи, которая может попасть внутрь машины, и снижает энергопотребление. Вентилятор будет продолжать работать во время сварки.
VRD (INBUILT ):
VRD (Устройство понижения напряжения) обеспечивает дополнительную меру безопасности, особенно при работе в среде с повышенным риском поражения электрическим током, например, во влажных помещениях и в жарких, влажных и потных условиях.VRD снижает напряжение холостого хода источника сварочного тока (OCV).
ОБЩИЕ ОПЕРАЦИИ
При ручной дуговой сварке металлом (MMA) присадочный материал плавится от электрода до сварочной ванны. Скорость сварочного тока выбирается в зависимости от размера используемого электрода и положения сварки. Между наконечником электрода и сварочной деталью образуется дуга. Покрытие плавящегося электрода образует газ и шлак, которые защищают сварочную ванну.
ВНИМАНИЕ! Убедитесь, что соединения сварочного кабеля и кабеля заземления затянуты.Если соединение ненадежно, это приведет к падению напряжения, которое вызовет нагрев соединения. Во время сварки запрещается отсоединять какие-либо вилки или кабели, так как это может привести к опасности для жизни и серьезному повреждению аппарата.
- Всегда закрепляйте зажим кабеля заземления непосредственно на сварочной детали. Очистить поверхность соединения зажима заземления от краски и ржавчины. Осторожно подсоедините зажим так, чтобы контактная поверхность была как можно большей.
- Установите выключатель питания в положение «ON».Вентилятор охлаждения внутри аппарата должен заработать сразу после начала сварки. Все сварочные аппараты iBELL оснащены системой автоматического охлаждения; Умный вентилятор будет работать только тогда, когда начнется сварка, и поможет охладить внутренний контур и компоненты.
- Зажмите сварочный стержень на держателе электрода, аппарат находится в режиме ручной сварки и в состоянии ожидания.
- Убедитесь, что сварочный ток соответствует толщине сварочной детали, диаметру сварочного стержня, рабочему положению и технологическим требованиям.Если сила тока слишком велика, интенсивное разбрызгивание может привести к ухудшению качества сварного шва, а при слабом токе расплавленный сварочный стержень станет жидким, и перенос капель не будет происходить плавно.
Для новичков первая сложность — это затравка дуги. Для достижения наилучших результатов действуйте следующим образом:
- Проверьте силу тока и электрод на куске металлолома. Держите электрод примерно на 2 см выше начала сустава и держите защитную маску перед лицом.Прикоснитесь к заготовке электродом и несколько раз проведите им по заготовке и от нее, чтобы зажглась дуга. Сильным рывком в сторону снимите электрод.
- Наблюдайте за дугой только через защитную маску и поддерживайте длину дуги примерно в 1–1,5 раза больше диаметра электрода. Длина дуги очень важна, поскольку она влияет на сварочный ток и сварочное напряжение.
- Неправильная сила тока приводит к некачественному и слабому стыку. Держите электрод под углом примерно 70 ° — 80 ° к заготовке в направлении продвижения.Если угол слишком большой, шлак может проникнуть в стык; если угол слишком мал, дуга трепещет и разбрызгивает расплавленный металл. В обоих случаях получается слабый пористый шов.
- Дождитесь полного остывания стыка перед удалением шлака. Если вы хотите продолжить сварку стыка после перерыва, сначала необходимо удалить шлак на конце стыка. Зажечь дугу в стыке и расплавить электрод в точке соединения двух стыков.
ПРИМЕЧАНИЕ: Всегда используйте клещи или плоскогубцы для удаления отработанных электродов и для перемещения деталей, которые вы только что сварили.Обратите внимание, что электрододержатель необходимо всегда опускать, чтобы он был изолирован после завершения сварочных работ. Не удаляйте шлак, пока сварной шов не остынет. Если вы хотите продолжить сварку после прерывания, сначала необходимо удалить шлак от вашей первоначальной попытки. Не ударяйте электродом по заготовке, так как это может повредить покрытие электрода и затруднить зажигание дуги.
СВАРОЧНЫЕ ПАДКИ
Техника дуговой сварки — это приобретенный навык и требует значительной практики для получения идеальных результатов.Приведенные ниже схемы помогут объяснить подводные камни (проблемы) вашей техники и способы их преодоления.
Слишком короткая дуга
Это вызывает образование неравномерных масс сварного шва с загрязнением шлака на неровной поверхности.
Слишком длинная дуга
Это вызывает плохое проплавление, что приводит к слабому сварному шву с чрезмерным разбрызгиванием и пористостью.
Электрод двигался слишком медленно
Это вызывает очень широкий и тяжелый осадок, который перекрывается по бокам.Это расточительно как с точки зрения времени, так и с точки зрения использования электродов.
Электрод двигался слишком быстро
Это приводит к плохому проплавлению с «волокнистым» и неполным наплавленным швом. Шлак удалить очень сложно.
Слишком низкий ток
Это вызывает плохое проплавление и приводит к слишком быстрому прилипанию электрода к заготовке. Также приводит к очень неравномерному сварному шву с высоким содержанием наплавленного металла.
Слишком высокий ток
Это вызывает чрезмерное проникновение брызг и глубокую заостренную воронку.Это также может привести к прожиганию отверстий в заготовке.
Идеальный сварной шов
При правильном сочетании длины дуги, регулирования силы тока, наклона и скорости электрода вы (с практикой) получите идеальный сварной шов.
ХРАНЕНИЕ
Храните оборудование и аксессуары в недоступном для детей, темном и сухом месте при температуре выше нуля. Идеальная температура хранения от 5 ° C до 30 ° C. Храните электроинструмент в оригинальной упаковке.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Все работы по техническому обслуживанию должны проводиться при полном отключении электроэнергии; пожалуйста, убедитесь, что вилка питания вынута.
- Регулярно удаляйте пыль со сварочного аппарата сухим сжатым воздухом. При использовании в условиях сильного дыма и загрязненного воздуха выполняйте эту работу не реже одного раза в месяц. Сжатый воздух должен упасть до необходимого давления, чтобы не повредить мелкие детали и узлы машины.
- Избегайте попадания воды или влаги в сварочный аппарат, в противном случае немедленно продуйте сварочный аппарат, чтобы он высох, затем измерьте изоляцию с помощью измерителя сопротивления изоляции. Его можно использовать только после подтверждения результата измерения.
- В случае, если сварочный аппарат не будет использоваться длительное время, его следует поместить в оригинальную упаковку и хранить в сухом месте.
- Любая неправильная или неправильная работа может привести к отказу и повреждению сварочного аппарата. Регулярное техническое обслуживание переключателя управления мощностью, заземляющего устройства, держателя сварочного электрода, соединительного устройства и установочных винтов следует проводить на регулярной основе.
- Измерьте сопротивление изоляции сварщика с помощью измерителя сопротивления изоляции.
ПРИМЕЧАНИЕ: Ремонт сварочного оборудования должен выполняться квалифицированным специалистом с использованием оригинальных запасных частей.Это обеспечивает безопасность как устройства, так и вас самих.
УСТРАНЕНИЕ НЕПОЛАДОК
Следующие операции должны выполняться квалифицированными электриками с действующими сертификатами. Перед техническим обслуживанием, пожалуйста, свяжитесь с нами для получения профессионального предложения.
| Проблема | Решение |
| 1. Счетчик не показывает, вентилятор не работает, нет сварочной мощности. | 1.1 Убедитесь, что выключатель питания выключен. 1.2 Убедитесь, что источник питания, подключенный к входному кабелю, работает нормально. 1.3 Убедитесь, что входное напряжение трехфазное. |
| 2. Счетчик в норме, вентилятор работает, сварочная мощность. нет | 2.1 Проверить, не сломан ли разъем выходной клеммы. 2.2 Проверьте, не повреждена ли плата управления (обратитесь к дилеру или производителю). |
| 3. Индикатор QC горит, вентилятор работает нормально. метр | 3.1 IGBT поврежден. |
| 4. Слишком много брызг | 4.1 Неправильная полярность подключения выходной клеммы. Пожалуйста, измените полярность |
| S. Неустойчивый сварочный выходной ток или неконтролируемый потенциометр. | 5.1 Потенциометр поврежден. 5.2 Убедитесь, что все разъемы плохо контактируют, особенно вилки. |
| 6. Не работает выключатель | 6.1 Выключатель питания сломан. 6.2 Трехфазный выпрямительный мост сломан, замените. 6.3 Проверить, нет ли короткого замыкания внутренней машины. |
Отработанные электрические изделия нельзя выбрасывать вместе с бытовыми отходами. Пожалуйста, утилизируйте там, где есть оборудование. Обратитесь в местные органы власти или в местный магазин за советом по утилизации.
Не выбрасывайте этот продукт вместе с обычными бытовыми отходами, а сдавайте его в пункт сбора и переработки электрического и электронного оборудования.Об этом свидетельствует символ на продукте, руководстве пользователя или упаковке. Повторное использование, утилизация материалов или других форм старой техники — вы вносите важный вклад в защиту окружающей среды.
СВЯЗАТЬСЯ С НАМИ
HiTech Machineries & Equipments
IV / 540E, Thottumugham, P.O, Aluva
Ernakulam (Dist), Kerala, India- 683105
http://www.ibelltools.com
Бесплатный звонок: 1800103 4090
Whatsapp: +91 8943 651651
Веб-сайт: www.ibelltools.com
Электронная почта: [адрес электронной почты защищен]
— TWI
Основная цель источника питания для дуговой сварки — подавать регулируемый сварочный ток при напряжении, требуемом для процесса сварки. К процессам дуговой сварки предъявляются различные требования в отношении средств управления, необходимых для обеспечения требуемых условий сварки, которые, в свою очередь, влияют на конструкцию источника питания. Чтобы понять, как требования процессов влияют на конструкцию источника питания, необходимо понимать взаимодействие источника питания и характеристик дуги.
Если построить график зависимости напряжения сварочной дуги при различной длине дуги от сварочного тока, то получатся кривые, показанные на рис. 1. Наибольшее напряжение — это напряжение холостого хода источника питания. После зажигания дуги напряжение быстро падает, поскольку газы в дуговом промежутке становятся ионизированными и становятся электропроводными, электрод нагревается и размер столба дуги увеличивается. Сварочный ток увеличивается по мере падения напряжения, пока не будет достигнута точка, в которой соотношение напряжение / ток становится линейным и начинает соответствовать закону Ома.Из рисунка 1 важно отметить, что при изменении длины дуги изменяются и напряжение, и сварочный ток — более длинная дуга дает более высокое напряжение, но с соответствующим падением сварочного тока и наоборот. Эта характеристика сварочной дуги влияет на конструкцию источника питания, поскольку большие изменения сварочного тока при ручной металлической дуге (MMA) и сварке TIG нежелательны, но необходимы для процессов сварки MIG / MAG и порошковой дугой.
Поэтому источники питанияMMA, TIG и дуговой сварки под флюсом разработаны с так называемой статической характеристикой падающего выхода или постоянного тока, источники питания MIG / MAG и FCAW с плоской статической характеристикой или статической характеристикой постоянного напряжения.На большинстве источников питания наклон характеристики можно изменить, чтобы сгладить или сделать более крутыми кривые, показанные на Рис. 2 и Рис. 3
На рис. 2 показаны статические характеристики падающего или постоянного тока источника питания, такие как те, которые используются для процесса MMA или TIG, наложенные на характеристические кривые дуги. При ручной сварке длина дуги постоянно меняется, поскольку сварщик не может поддерживать постоянную длину дуги. При использовании источника постоянного тока, когда длина дуги изменяется из-за того, что сварщик манипулирует сварочной горелкой, происходит лишь небольшое изменение сварочного тока — чем круче кривая, тем меньше изменение тока, поэтому не будет скачков тока и достигается стабильное состояние сварки.Поскольку в первую очередь сварочный ток определяет такие характеристики, как проплавление и расход электрода, это означает, что длина дуги менее критична, что упрощает задачу сварщика по получению прочных бездефектных сварных швов. Обычно изменение на ± 5 В приводит к изменению примерно на ± 8 А при сварочном токе 150 А.
В некоторых ситуациях — например, при сварке в верхнем положении или когда сварщик сталкивается с переменными корневыми зазорами — это преимущество, если сварщик имеет гораздо больший контроль над скоростью наплавки, позволяя ему изменять скорость, изменяя длину дуги. .В такой ситуации будет полезна более плоская характеристика источника питания.
Для дуговой сварки под флюсом также используется источник питания с падающей характеристикой, в котором сварочный ток и скорость подачи электрода согласованы со скоростью, с которой проволока плавится и переносится через дугу в сварочную ванну — «скорость выгорания». Это согласование параметров осуществляется системой мониторинга, которая использует напряжение дуги для управления скоростью подачи электрода — если длина дуги / напряжение увеличивается, скорость подачи проволоки увеличивается для восстановления равновесия.Характеристика источника питания с постоянным напряжением проиллюстрирована на рис. 3. Это показывает, что по мере изменения длины дуги и, следовательно, напряжения, происходит большое изменение сварочного тока — по мере того, как дуга удлиняется, сварочный ток падает, поскольку дуга укорачивает ток. увеличивается.
В источниках питания MIG / MAG и FCAW сварочный ток регулируется скоростью подачи проволоки, сварочный ток определяет скорость, с которой сварочная проволока расплавляется и передается через дугу в сварочную ванну — «выгорание». темп.Следовательно, по мере уменьшения тока скорость выгорания также падает, меньше проволоки плавится и кончик проволоки приближается к сварочной ванне. При этом снижается напряжение, увеличивается сварочный ток и, следовательно, скорость выгорания. Поскольку скорость подачи проволоки постоянна, возникает избыток выгорания при подаче проволоки, так что требуемые длина дуги, напряжение и ток восстанавливаются. Также происходит обратное: сокращение длины дуги вызывает снижение напряжения, ток увеличивается, скорость догорания увеличивается, что приводит к удлинению дуги, увеличению напряжения и падению сварочного тока до тех пор, пока не будут установлены предварительно заданные условия сварки. восстановлены.Опять же, типичное значение изменения сварочного тока для источника питания постоянного напряжения будет в диапазоне ± 40 ампер при изменении длины дуги на ± 5 вольт. Эта функция дает нам так называемую «саморегулирующуюся дугу», при которой изменения длины дуги, напряжения и тока автоматически возвращаются к требуемым значениям, обеспечивая стабильные условия сварки. Это несколько упрощает задачу сварщика по сравнению со сваркой MMA или TIG. Хотя в принципе можно использовать источник питания с постоянной характеристикой напряжения для сварки MMA, сварщику гораздо труднее оценить скорость выгорания, чем длину дуги, поэтому возникает нестабильность дуги, и этот метод нецелесообразен.
Помимо этого контроля напряжения сварочной дуги важна скорость, с которой источник питания реагирует на короткое замыкание — это известно как динамическая характеристика источника питания. Короткие замыкания возникают при зажигании дуги и при сварке MIG / MAG при переносе погружением. Когда напряжение падает до нуля, при коротком замыкании ток возрастает. Если это увеличение тока происходит быстро и неконтролируемо, то наконечник электрода перегорает, как электрический предохранитель, что приводит к чрезмерному разбрызгиванию — слишком медленный подъем, и электрод может врезаться в сварочную ванну и погасить дугу.Это не слишком важно при использовании процесса MMA, поскольку максимальный ток при нулевом напряжении контролируется наклоном статической характеристической кривой, и сварщик может легко установить дуговый зазор. Однако это важно в процессе MIG / MAG, когда используется источник питания с плоской статической характеристикой, и ток может возрасти до чрезвычайно высокого значения, в частности, при сварке в режиме погружения или короткого замыкания.
Таким образом, в электрическую цепь источника питания вводится электрический компонент, называемый индуктором.Это устройство противодействует изменениям сварочного тока и, следовательно, снижает скорость увеличения тока во время короткого замыкания. Индуктивность является переменной и может регулироваться для обеспечения стабильного состояния, как показано на рис. 4. Индуктивность в сварочной цепи также приводит к меньшему количеству коротких замыканий в секунду и увеличению времени горения дуги — это дает более гладкий сварной шов лучшей формы. Однако слишком большая индуктивность может привести к такому медленному нарастанию сварочного тока, что у дуги будет недостаточно времени для восстановления и расплавления кончика проволоки, так что сварочная проволока затем попадет в сварочную ванну.Индуктивность во время переноса распылением также способствует лучшему и менее резкому зажиганию дуги.
Эту статью написал Джин Мазерс.
Что такое напряжение холостого хода (OCV)?
Что такое OCV?
Напряжение холостого хода (также известное как напряжение холостого хода) — это напряжение, которое существует между электродом и заданием (или землей), когда сварка не выполняется.
Какое влияние OCV оказывает на характеристики сварки палочкой?
OCV работает аналогично функции горячего старта в том, что «более высокий» OCV улучшает легкость зажигания электрода (а также помогает поддерживать сильную / стабильную дугу), что особенно выгодно при использовании электродов с трудностями в эксплуатации, таких как как с низким содержанием водорода.
В общих чертах;
Машины с OCV менее 50 В будут иметь характеристики дуги «от средних до плохих». Многие старые трансформаторные машины (особенно однофазные) обычно имеют OCV 40-45 В.Эти машины подходят для использования с электродами общего назначения, они могут испытывать затруднения при работе с такими электродами, как электроды с низким содержанием водорода, некоторые типы нержавеющей стали, наплавки и другие более специализированные стержни, для которых требуется более высокий OCV.
Машины с OCV 50 В и выше будут иметь «хорошие» характеристики дуги. У большинства известных инверторных сварочных аппаратов / сварщиков MMA OCV составляет 50 В и более.
Аппараты с OCV 55 В и выше будут иметь «отличные» характеристики дуги. В эту категорию входят такие машины, как Weldforce 135S, 140ST и 180ST.
Машины с OCV 65-70V и выше будут иметь «отличные» характеристики дуги. В эту категорию входят такие машины, как Weldforce 205MST и 255MST.
Чем OCV отличается от сварочного напряжения?
OCV не следует путать со сварочным напряжением. Сварочное напряжение — это напряжение, которое существует между электродом и работой (или землей) во время сварки, и это то, что поддерживает дугу между электродом и работой.
Сварочное напряжение обычно намного ниже, чем OCV, и может меняться в зависимости от многих параметров (таких как длина дуги и т. Д.).
Другие статьи о сварке стержневыми электродами и стержневой сваркой
Процесс сварки стержневыми / стержневыми электродами
Что такое горячий пуск, сила дуги и защита от прилипания?
Использование генераторов для питания инверторных сварочных аппаратов
Сушильные шкафы для сварочных электродов
Преимущества электродов с двойным покрытием
Почему нельзя получить хороший сварной шов из-за плохого зажима заземления
Несмотря на то, что были приняты все меры, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации, ссылках и приложениях.