


Сварочный полуавтомат из латра 9а своими руками. Сварочный трансформатор своими руками на магнитопроводе от латров
Уверен: от компактного и вместе с тем достаточно надежного, дешевого и простого в изготовлении “сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата — легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных уроков физики) лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный минирегулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220 В. но и изменять u на электроде, а значит, выбирать нужную величину тока сварки.
Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полу периода. открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В.
Резисторы R2 и RЗ шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1. C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора НL1, сигнализирующего о включении аппарата в бытовую электросеть, используется нвоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъем, который в обиходе называют “евровилка-евророзетка” . А в качестве выключателя SB1 подойдет «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (про-тивоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосьемный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надежную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоем. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя ее от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SВ1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сва-рочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3 – VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).
Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Сварочный трансформатор на базе широко распространенного ЛАТР2 (а), его подключение к принципиальная электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжений (в), поясняющая работу резисторного регулятора режима горения электродуги.
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнет «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность.![]()
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от uсв зависит ширина шва: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее Ucв) двумя способами. Суть первого в легком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод.
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклоненным вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером).
Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.![]()
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.
В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.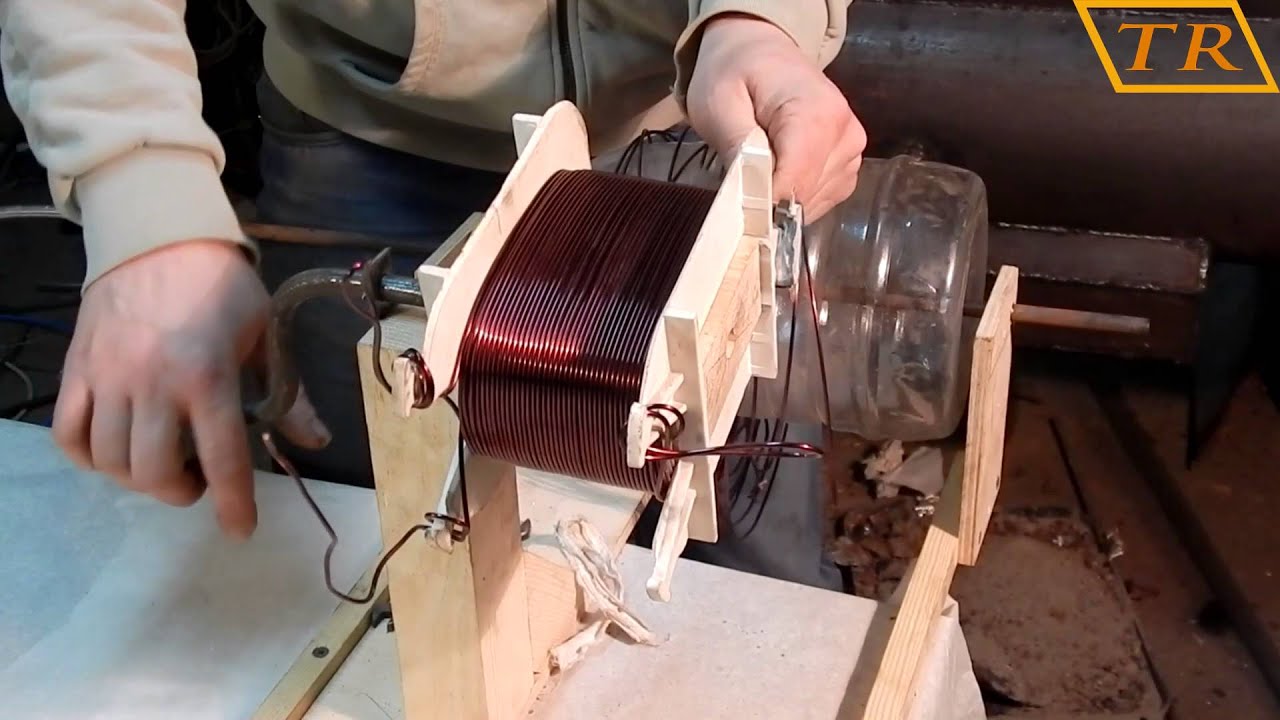
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Обратите внимание!
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Фото сварочного аппарата своими руками
Обратите внимание!
Распространенным материалом для изготовления самодельных сварочных трансформаторов издавна являются сгоревшие ЛАТРы (лабораторные автотрансформаторы). Внутри корпуса ЛАТРа находится тороидальный автотрансформатор, выполненный на магнитопроводе значительного сечения. Именно этот магнитопровод понадобится от ЛАТРа для изготовления сварочного трансформатора. Для трансформатора обычно требуется два одинаковых кольца-магнитопровода от крупных ЛАТРов.
ЛАТРы выпускаются разных типов, с максимальными токами от 2 до 10А, не все из них годятся для изготовления трансформаторов для сварки, только те, размеры магнитопроводов которых позволяют уложить необходимое количество витков. Наиболее распространенным среди них, наверное, является автотрансформатор типа ЛАТР-1М. Он в зависимости от провода обмотки рассчитан на токи 6,7-9А, хотя размеры самого автотрансформатора от этого не меняются.![]() Магнитопровод ЛАТР-1М имеет следующие размеры: внешний диаметр D=127 мм, внутренний диаметр d=70 мм, высота кольца h=95 мм, сечение S=27 см 2 , вес около 6 кг. Из двух колец от ЛАТР-1М можно изготовить хороший сварочный трансформатор, правда, из-за малого внутреннего объема окна, нельзя использовать слишком толстые провода и придется экономить каждый миллиметр пространства окна. Существенным недостатком трансформатора из ЛАТРов, по сравнению со схемой П-образного трансформатора, является также то, что нельзя изготовить катушки отдельно от магнитопровода. Это означает, что придется мотать, протягивая каждый виток через окно магнитопровода, что конечно же сильно усложняет процесс изготовления.
Магнитопровод ЛАТР-1М имеет следующие размеры: внешний диаметр D=127 мм, внутренний диаметр d=70 мм, высота кольца h=95 мм, сечение S=27 см 2 , вес около 6 кг. Из двух колец от ЛАТР-1М можно изготовить хороший сварочный трансформатор, правда, из-за малого внутреннего объема окна, нельзя использовать слишком толстые провода и придется экономить каждый миллиметр пространства окна. Существенным недостатком трансформатора из ЛАТРов, по сравнению со схемой П-образного трансформатора, является также то, что нельзя изготовить катушки отдельно от магнитопровода. Это означает, что придется мотать, протягивая каждый виток через окно магнитопровода, что конечно же сильно усложняет процесс изготовления.
Существуют ЛАТРы и с более объемными кольцами-магнитопрводами. Они намного лучше подходят для изготовления сварочных трансформаторов, но менее распространены. У других автотрансформаторов, аналогичных по параметрам ЛАТР-1М, например АОСН-8-220, магнитопровод имеет другие размеры: внешний диаметр кольца больше, но зато меньше высота и диаметр окна d=65 мм. В этом случае диаметр окна необходимо расширить до 70 мм.
В этом случае диаметр окна необходимо расширить до 70 мм.
Кольцо магнитопровода состоит из намотанных друг на друга отрезков железной ленты, скрепленной по краям точечной сваркой. Для того чтобы увеличить внутренний диаметр окна, необходимо изнутри отсоединить конец ленты и отмотать ее необходимое количество. Но не пытайтесь отмотать за один раз все. Лучше отматывать по одному витку, каждый раз отрезая лишнее. Иногда таким образом расширяют и окна более крупных ЛАТРов, хотя при этом неизбежно уменьшается площадь сечения магнитопровода.
В принципе для сварочного трансформатора было бы достаточно площади сечения и одного кольца. Но проблема заключается в том, что магнитопроводы меньшей площади неизбежно требуют большего количества витков, что увеличивает объем катушек и требует большего пространства окон.
Трансформатор с разнесенными плечами
В начале изготовления трансформатора необходимо изолировать оба кольца. Особое внимание при этом следует обратить на углы краев колец — они острые, могут запросто разрезать наложенную изоляцию, а потом замкнуть собой провод обмотки. Углы лучше сначала несколько сгладить напильником, а потом вдоль наложить какую-нибудь крепкую и эластичную ленту, например, плотную киперную или разрезанную вдоль трубку кембрика. Сверху кольца, каждое отдельно, обматываются нетолстым слоем тканевой изоляции.
Углы лучше сначала несколько сгладить напильником, а потом вдоль наложить какую-нибудь крепкую и эластичную ленту, например, плотную киперную или разрезанную вдоль трубку кембрика. Сверху кольца, каждое отдельно, обматываются нетолстым слоем тканевой изоляции.Далее изолированные кольца соединяются вместе. Кольца плотно стягиваются крепкой лентой, а по бокам фиксируются деревянными колышками, также потом стянутыми лентой, — сердечник магнитопровод для трансформатора готов.
Следующий шаг самый ответственный — укладка первичной обмотки. Обмотки этого сварочного трансформатора мотаются по схеме: первичная посредине, две секции вторичной на боковых плечах.
На первичную обмотку уходит около 70-80 м провода, который придется с каждым витком протягивать через оба окна магнитопровода. При этом никак не обойтись без нехитрого приспособления.
Сначала провод наматывается на деревянное мотовило и в таком виде без проблем протягивается через окна колец.
Провод первичной обмотки может иметь диаметр 1,6-2,2 мм. Для магнитопроводов, составленных из колец с диаметром окна 70 мм, можно применять провод диаметром не более 2 мм, иначе останется мало места для вторичной обмотки. Первичная обмотка содержит, как правило, 180-200 витков при нормальном сетевом напряжении, что достаточно для эффективной работы 3-миллиметровым электродом.
Для магнитопроводов, составленных из колец с диаметром окна 70 мм, можно применять провод диаметром не более 2 мм, иначе останется мало места для вторичной обмотки. Первичная обмотка содержит, как правило, 180-200 витков при нормальном сетевом напряжении, что достаточно для эффективной работы 3-миллиметровым электродом.
На конец провода надевается кембрик, который притягивается ХБ изолентой к началу первого слоя. Поверхность магнитопровода имеет закругленную форму, поэтому первые слои будут содержать меньше витков, чем последующие — для выравнивания поверхности.
Провод ложится виток к витку, ни в коем случае не допуская захлестывания провода на провод. Слои провода обязательно изолируются друг от друга. Опять же, для экономии пространства обмотку следует класть как можно компактнее. На магнитопроводе из некрупных колец межслоевую изоляцию следует использовать потоньше. Не следует стремиться намотать первичную обмотку быстро. Процесс этот медленный, а после укладки жестких проводов начинают болеть пальцы. Лучше сделать это за 2-3 подхода — ведь качество важнее скорости.
Лучше сделать это за 2-3 подхода — ведь качество важнее скорости.
Если первичная обмотка изготовлена, большая часть работы выполнена, остается вторичная. Но сначала нужно определить количество витков вторичной обмотки на заданное напряжение. Для начала включите уже готовую первичную в сеть. Ток холостого хода этого варианта трансформатора небольшой — всего 70-150 мА, гул трансформатора должен быть еле слышен. Наматываем на одно из боковых плеч 10 витков любого провода и измеряем выходное напряжение на них. На каждое из боковых плеч приходится по половине магнитного потока, создаваемого на центральном плече, поэтому здесь на каждый виток вторичной обмотки приходится 0,6-0,7В. Исходя из полученного результата, рассчитывается количество витков вторичной обмотки, ориентируясь на напряжение 50В (около 75-80 витков).
Выбор материала вторичной обмотки ограничен оставшимся пространством окон магнитопровода. Тем более что каждый виток толстого провода придется протягивать по всей длине в узкое окно. Проще всего намотать обычным многожильным проводом 16 мм 2 в синтетической изоляции — он мягкий, гибкий, хорошо изолирован, при работе будет лишь слегка греться. Можно изготовить вторичную обмотку и из нескольких жил медного провода.
Проще всего намотать обычным многожильным проводом 16 мм 2 в синтетической изоляции — он мягкий, гибкий, хорошо изолирован, при работе будет лишь слегка греться. Можно изготовить вторичную обмотку и из нескольких жил медного провода.
Половина витков вторичной обмотки мотается на одно плечо, половина на другое. Если не окажется проводов достаточной длины, можно соединить из кусков — ничего страшного. Намотав обмотки на оба плеча, нужно измерить напряжение на каждой из них, оно может отличаться на 2-3В — сказываются несколько отличные свойства магнитопроводов разных ЛАТРов, что особо не влияет на свойства дуги при сварке. Потом обмотки на плечах последовательно соединяются, но надо следить, чтобы они не оказались в противофазе, иначе на выходе получится напряжение, близкое к нулю (см. статью Обмотка сварочного трансформатора). При напряжении сети 220-230В сварочный трансформатор данной конструкции должен развивать в дуговом режиме ток 100-130А. Ток при коротком замыкании вторичной цепи — до 180А.
Может оказаться, что в окна не удалось вместить все рассчитанные витки вторичной обмотки, и выходное напряжение оказалось ниже желаемого. Рабочий ток уменьшится от этого не сильно. В большей степени понижение напряжения холостого хода влияет на процесс зажигания дуги. Дуга зажигается легко при напряжениях, близких к 50В и выше. Хотя дугу можно без особых проблем зажигать и при более низких напряжениях. Так что если изготовленный транформатор имеет выход около 40В, то его вполне можно применять для работы. Другое дело, если попадутся электроды, рассчитанные на высокие напряжения, — некоторые марки электродов работают от 70-80В.
Тороидальный трансформатор
На кольцах от ЛАТРов можно также изготовить сварочный трансформатор по другой — тороидальной схеме. Для этого необходимы также два кольца, лучше от крупных ЛАТРов. Кольца соединяются и изолируются: получается одно кольцо-магнитопровод со значительной площадью сечения.Первичная обмотка содержит столько же витков, как и в предыдущей схеме, но мотается по длине всего кольца и, как правило, ложится в два слоя. Проблема дефицита внутреннего пространства окна магнитопровода такой схемы трансформатора стоит еще более остро, чем для предыдущей конструкции. Поэтому изолировать здесь нужно как можно более тонкими слоями и материалами. Нельзя здесь применять и толстые обмоточные провода. Хотя в некоторых установках применяются ЛАТРы особенно больших размеров, только на одном кольце такого можно изготовить тороидальный сварочный трансформатор.
Проблема дефицита внутреннего пространства окна магнитопровода такой схемы трансформатора стоит еще более остро, чем для предыдущей конструкции. Поэтому изолировать здесь нужно как можно более тонкими слоями и материалами. Нельзя здесь применять и толстые обмоточные провода. Хотя в некоторых установках применяются ЛАТРы особенно больших размеров, только на одном кольце такого можно изготовить тороидальный сварочный трансформатор.
Выгодное отличие тороидальной схемы для сварочного транформатора — более высокий КПД. На каждый виток вторичной обмотки теперь будет приходиться более одного вольта напряжения, следовательно, «вторичка» будет иметь меньше витков, а выходная мощность будет выше чем, в предыдущей схеме. Однако длина витка на тороидальном магнитопроводе будет больше, и сэкономить на проводе здесь вряд ли удастся. К недостаткам данной схемы следует отнести: сложность намотки, ограниченный объем окна, невозможность использования провода большого сечения, а также большую интенсивность нагрева. Если в предыдущем варианте все обмотки находились раздельно и хоть частично имели контакт с воздухом, то теперь первичная обмотка находится полностью под вторичной, и их нагрев взаимоусиливается.
Если в предыдущем варианте все обмотки находились раздельно и хоть частично имели контакт с воздухом, то теперь первичная обмотка находится полностью под вторичной, и их нагрев взаимоусиливается.
Использовать для вторичной обмотки жесткие провода сложно. Ее легче намотать мягким многожильным или изготовленным из нескольких жил проводом. Если правильно подобрать все провода и аккуратно их уложить, то в пространство окна магнитопровода вместится необходимое количество витков вторичной обмотки и на выходе трансформатора получится нужное напряжение.
Иногда из нескольких колец ЛАТРов делают тороидальный сварочный трансформатор по-другому, ставят их не друг на друга торцами, а перематывают железные полосы ленты из одного на другой. Для этого сначала из одного кольца выбираются внутренние витки полос, чтобы расширить окно. Кольца других ЛАТРов распускаются полностью на полосы ленты, которые потом как можно плотнее наматываются на наружный диаметр первого кольца. После этого собранный единый магнитопровод очень плотно обматывается изолирующей лентой. Таким образом, получается кольцо-магнитопровод с более объемным внутренним пространством, чем у всех предыдущих. В такой можно будет вместить провод значительного сечения. Необходимое количество витков рассчитывается по площади сечения собранного кольца.
Таким образом, получается кольцо-магнитопровод с более объемным внутренним пространством, чем у всех предыдущих. В такой можно будет вместить провод значительного сечения. Необходимое количество витков рассчитывается по площади сечения собранного кольца.
К недостаткам этой конструкции следует отнести трудоемкость изготовления магнитопровода. Тем более что как ни старайся, а вручную намотать железные полосы друг на друга так же плотно, как раньше, все равно не удастся. В результате магнитопровод получается хлипким. При работе в режиме сварки железо в нем сильно вибрирует, издавая мощный гул.
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Основа сварочного аппарата первой конструкции
— лабораторный трансформатор ЛАТР на 9 А. С него снимают кожух и всю арматуру, на сердечнике остается лишь обмотка. В трансформаторе сварочного аппарата она будет первичной (сетевой). Эту обмотку изо-лируют двумя слоями изоленты или лакоткани. Поверх изоляции нама-тывают вторичную обмотку — 65 витков провода или набора проводов общим сечением 12—13 мм 2 . Обмотку укрепляют изолентой.
Трансфор-матор устанавливают на изолирующей подставке из текстолита или гетинакса внутри кожуха из листовой стали или дюралюминия толщиной не более 3 мм. В крышке кожуха, на задней и боковых стенках делают отверстия диаметром 8—10 мм для вентиляции. Сверху укрепляют руч-ку из стального прутка.
Поверх изоляции нама-тывают вторичную обмотку — 65 витков провода или набора проводов общим сечением 12—13 мм 2 . Обмотку укрепляют изолентой.
Трансфор-матор устанавливают на изолирующей подставке из текстолита или гетинакса внутри кожуха из листовой стали или дюралюминия толщиной не более 3 мм. В крышке кожуха, на задней и боковых стенках делают отверстия диаметром 8—10 мм для вентиляции. Сверху укрепляют руч-ку из стального прутка.
На переднюю панель выводят индикаторную лампочку, выключа-тель на 220 В, 9 А и клеммы вторичной обмотки — к одной из них при-соединяют кабель с держателем электродов, к другой — кабель, второй конец которого во время сварки прижимают к свариваемой детали. Кроме того, эта последняя клемма при работе обязательно должна быть заземлена. Индикаторная лампочка переменного тока типа СН-1, СН-2, М.Н-5 сигнализирует о включении аппарата.
Электроды для этого аппарата должны иметь диаметр не более 1,5 мм.
Для сварочного аппарата второй конструкции
(рис.![]() 126) необходи-мо изготовить трансформатор. Из Ш-образного трансформаторного же-леза набирают сердечник сечением около 45 см 2 , наматывают на него первичную (сетевую) обмотку — 220 витков провода ПЭЛ 1,5 мм. От 190-го и 205-го витков делают отводы, после чего изолируют обмотку Двумя-тремя слоями изоленты или лакоткани.
126) необходи-мо изготовить трансформатор. Из Ш-образного трансформаторного же-леза набирают сердечник сечением около 45 см 2 , наматывают на него первичную (сетевую) обмотку — 220 витков провода ПЭЛ 1,5 мм. От 190-го и 205-го витков делают отводы, после чего изолируют обмотку Двумя-тремя слоями изоленты или лакоткани.
Поверх изолированной первичной обмотки наматывают вторичную.
Она содержит 65 витков провода или набора проводов общим сечени-ем 25—35 мм 2 . В наборе лучше всего использовать провода типа ПЭЛ или ПЭВ 1,0—1,5 мм. Как и в первой конструкции, готовый трансфор-матор закрепляют на изолирующей подставке и помещают в кожух. Стенки кожуха должны быть удалены от трансформатора не менее чем на 30 мм. На переднюю панель кроме лампочки, выключателя и клемм выводят переключатель, регулирующий силу тока.
В сварочном аппарате этой конструкции можно использовать элек-троды диаметром 1,5 и 2 мм.
При работе необходимо надеть маску. Подключать этот аппарат к домашней сети нельзя, так как он потребляет около 3 кВт. Пользовать-ся аппаратом можно в мастерской при наличии электрической сети, к которой разрешается подключать аппараты мощностью до 5 кВт.
Пользовать-ся аппаратом можно в мастерской при наличии электрической сети, к которой разрешается подключать аппараты мощностью до 5 кВт.
Внимание! Перед началом работы проверьте заземление.
Надевайте во время сварки сухую брезентовую спецодежду и рука-вицы. Подкладывайте под ноги резиновый коврик. Не работайте без маски.
Сварочный аппарат своими руками: расчёт и последовательность сборки
Современному человеку тяжело представить себе создание и возведение металлических конструкций без использования сварки. Данный метод позволяет качественно и надежно соединять между собой металлические детали.
В результате технология сварки получила широкое распространение и в промышленности, и в быту. Сердцем сварочного аппарата является трансформатор. Его задача заключается в преобразовании электричества сети до необходимого значения.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение сварочного трансформатора заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В.
 Предназначен для бытовых нужд.
Предназначен для бытовых нужд. - Трехфазный трансформатор – работает при напряжении сети 380 В. Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
 Предназначен для бытовых нужд.
Предназначен для бытовых нужд.Сварочный аппарат: дуговая характеристика
Дуга — электроразряд, протекающий несколько минут между электродом (плюсовым или фазным выводом) и массой (вывод минусовой). Помещенный в эту зону металл разогревается и плавится. При возникновении дуги возникает пробой газа межэлектронной области, а при стабилизации дугового процесса появится проводимость ионов. Стабилизатором нормальной дуги считается верхний слой электрода, так называемая обмазка, улетучивающаяся при сварке.
В процессе соединения металлов электродом, под воздействием высоких температур, осуществляется непосредственное расплавление металла с последующим формированием капли, а затем ее перенос с электрода на конструкцию. Возникновение, формирование и диаметр капель, а также скорость их появления, в основном зависят от длины электродуги, параметров электрода и силы тока.
Если система работает нормально, металл наваривается ровно, а дуга стабильна, то все выполнено прекрасно. Если нет, то ВАХ системы жесткая. Это исправляется включением балластного резистора номиналом меньше 1 Ом (часть проволоки нихромовой). Такой резистор ограничит I max трансформатора (ток максимальный) и выправит его ВА характеристику.
Так возможно получить хорошие результаты протекания нормальной дуги при ручной сварке. Улучшения крутизны ВА характеристики можно добиться, увеличив холостой ход (выходное напряжение) за счет снижения КПД системы.
Устройство трансформатора
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Естественно, каждый процесс сваривания в зависимости от особенностей материалов требует определенные параметры трансформатора. В результате это отображается в принципе действия и особенностях конструкции трансформатора.
В результате это отображается в принципе действия и особенностях конструкции трансформатора.
Изменения касаются регулировки параметров. В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
Многие модели характеризуются практически одинаковым набором функций и состоят из одних и тех же узлов, а главное отличие между ними заключается в размерах.
В результате становится возможным изготовление однотипных приборов, имеющих различные диапазоны регулировки по максимальному току и напряжению, что, в свою очередь, будет определять и диаметры электродов, с которыми можно работать.
Также в трансформаторе может находиться и выпрямитель. Его главной задачей является преобразование переменного тока сети в постоянный. В результате сварку можно будет выполнять более качественно. В таком случае схема устройства будет включать еще один элемент.
В других случаях устройство трансформаторов может существенно отличаться из-за принципа регулировки напряжения, несмотря на выполнение одних и тех же функций их строение различно.
Устройство сварочного трансформатора.
Существует несколько основных вариантов регулировки:
- изменением расстояния между первичной и вторичной обмоткой;
- за счет подвижного шунта, изменяющего расстояние зазора;
- благодаря секционной обмотке.
Что касается простых пользователей, то для них, вне зависимости от варианта устройства, все сводится к простому повороту ручки.
Кроме перечисленных выше особенностей устройства данного прибора, в нем могут быть реализованы и дополнительные элементы, такие как: вентиляция, система автоотключения, средства для перемещения и транспортировки. Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Чтобы лучше понять устройство сварочного трансформатора, его лучше рассматривать на примере конкретной модели. Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Данное оборудование применяется для понижения напряжения сети до необходимого значения. Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.
Устройство и обслуживание сварочного трансформатора ТДМ такое же, как и у многих других моделей. По сути данный аппарат является регулируемым источником питания сварочного процесса.
Он позволяет осуществлять сварку тонкого металла и более толстых деталей, в зависимости от параметров техники и режимов. Данный аппарат может быть классифицирован по следующим признакам.
Тип подключения:
- возможность подключения к обычной бытовой сети с обыкновенной розеткой, что делает возможным его использование в домашних условиях;
- трехфазные аппараты являются более сложными в подключении и применяются в основном в промышленных целях, кроме того такие устройства отличаются более высокой мощностью.

Первичная и вторичная обмотка трансформатора.
В зависимости от назначения выделяют:
- бытовые аппараты, предназначенные для простых вариантов ручной дуговой сварки, осуществляемой обыкновенными электродами с покрытием;
- промышленные – устройства способные питать сразу несколько рабочих мест одновременно.
Кроме того, существуют и отличия в принципе регулировки напряжения. Выделяют устройства с нормальным рассеиванием магнитного поля, обычно это тиристорные трансформаторы. Такие аппараты применяются в сварке с использованием флюса.
С увеличенным рассеянием существует большее количество моделей, к которым относятся аппараты с подвижным шунтом, подвижной катушкой, а также устройства с секционной обмоткой.
Обычно трансформатор переменного тока имеет следующее устройство:
- первичная обмотка, на которую подается ток из сети;
- вторичная обмотка;
- подвижный элемент замкнутого магнитопровода;
- система подвеса аппарата;
- движущийся винт, позволяющий регулировать воздушный зазор между обмотками;
- рукоять винта управления.

Естественно, приведенное выше устройство не является единственным вариантом исполнения. Это всего лишь один из наиболее распространенных и популярных вариантов трансформатора с подвижными обмотками.
Если необходимо сделать самодельный сварочный трансформатор, тогда нужно, чтобы в нем были реализованы следующие элементы:
- Центральная часть – магнитопровод, изготавливаемый из нескольких пластин, гальванически разъединенных между собой. Самодельные сердечники делают из электротехнической стали, которую можно взять из «донорской» техники.
- Обмотки из изолированного провода размещаются на сердечнике. Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата.
- Регулировку тока можно осуществлять, используя различные решения, приведенные ранее. Речь идет про подвижный шунт, обмотки и т.д.
- В целях защиты устройства его помещают в корпус.
- Не стоит забывать и про дополнительные элементы, такие как: вентиляция, ручки для более комфортной транспортировки и т. д.
 д.
д.Можно также соединить два трансформатора своими руками с разделением первичной обмотки на две.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Принцип работы
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.
Конструкция трансформатора для сварки.
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Окончательная сборка
Чтобы разорвать контакты первичной сети, необходимо правильно подсоединить перемычки. Для этого в блок управления на кнопку пуска заводят кабели и переключатели. Затем их выводят на корпусное основание. Если необходимо, то применяются кулеры.
Под конец желательно использовать шеллак, для пропитки полученного агрегата.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Проверка
Перед использованием, необходимо предварительно проверить технику на безопасность работы. Для этого проводят профилактический осмотр:
- чистят все элементы;
- проверяют правильность изолирования проводов;
- зачищают деформированную поверхность;
- осматривают надежность крепежа всех деталей;
- заземляют аппарат.

Только после проведения вышеуказанных действий, можно приступать к использованию агрегата.
Внимание! Если не соблюдать правила безопасности, можно получить сильный удар током.
Схема конструкции и ее модификации
Помимо стандартного варианта устройства данного аппарата, возможно наличие и некоторых дополнительных узлов, позволяющих в определенной степени усовершенствовать агрегат.
Схема сварочного трансформатора может быть дополнена:
- вторичными намотками;
- конденсаторами;
- стабилизаторами;
- тиристорными фазорегуляторами.
Кроме того, в схему может быть добавлено сопротивление, позволяющее регулировать силу тока, когда разведение катушек уже не дает необходимого результата. Данный вариант устройства сварочного аппарата отлично подойдет для работы с тонким металлом.
Сопротивление может быть выполнено в виде отдельного блока с набором контакторов, задающих необходимую величину Ом.
Стоит отметить, что с того времени, как впервые была открыта электрическая дуга и создан первый сварочный агрегат, прошел не один десяток лет. На протяжении всего этого времени способы сварки, а вместе с ними и оборудование, постоянно совершенствовались.
На данный момент существует несколько вариантов, отличающихся различной сложностью конструкции и принципом работы. Когда речь заходит про возможность изготовить сварочный аппарат своими руками, то следует выделить два основных наиболее популярных варианта сварки: контактную и дуговую.
Трансформаторы дуговой сварки получили наиболее широкое распространение среди народных мастеров.
Сварочный аппарат на основе трансформатора.
Причин данному явлению существует несколько:
- широкий диапазон применения;
- достаточно простая конструкция, отличающаяся высокой надежностью;
- мобильность и простота использования.
Однако подобная модификация обладает и некоторыми недостатками, главным из которых является низкий коэффициент полезного действия и зависимость качества сварки от навыков рабочего.![]()
Ремонтные и строительные работы, возведение металлических конструкций, сварка труб – это лишь некоторые области человеческой жизнедеятельности, в которых ручная дуговая сварка применяется наиболее широко.
Кроме того, данный метод позволяет не только осуществлять соединение различных металлических деталей, но и резать их.
Конструкция подобных агрегатов достаточно проста. Они состоят из трансформатора с первичной и вторичной обмоткой, регулятора силы тока, держателя электродов и зажима массы.
Конечно же, главным узлом подобных приборов является непосредственно трансформатор. Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.
Такой узел устроен следующим образом: намотка сварочного трансформатора выполнена из медного или алюминиевого провода. Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Точечная сварка или, как ее называют, контактная, несколько отличается от дуговой. Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
В контактной сварке происходит локальный нагрев изделия в месте соединения за счет прохождения тока между двумя электродами. Металл в таком варианте также расплавляется и соединяется, однако это происходит только в месте контакта электрода с изделием.
Данный способ соединения металлических заготовок получил широкое распространение в автомобильной промышленности, строительстве и т.д.
Кроме самой методики отличия имеются и в конструкции центрального элемента данного аппарата. В первую очередь тут отсутствуют наплавочные электроды. Вместо них применяются медные заточенные стержни, между которыми устанавливают соединяемые изделия.
Трансформаторы в таких агрегатах отличаются значительно меньшей мощностью. Также наличие конденсаторов в подобном устройстве обязательно, в то время как в электродуговых аппаратах можно обойтись и без них.
Тем не менее в независимости от того, какой трансформатор будет использован, главное знать его характеристики. Также важно понимать, за что они отвечают и как их можно поменять. Ниже в таблице представлены некоторые параметры данного элемента.
| Параметры | Тип трансформатора | |||||||
| СП-1 | ТСП-2 | СТШ-500 | ТС-500 | ТД-500 | ТД-300 | ТД-304 | ТДП-1 | |
| Напряжение сети, В | 220/380 | 220/380 | 380 | 220/380 | 380 | 380 | 380 | 220/380 |
| Номинальный ток, А | 160 | 300 | 500 | 500 | 500 | 300 | 300 | 160 |
| Интервал изменения сварочного тока, А | От 105 до 180 | От 90 до 300 | От 145 до 650 | От 165 до 650 | От 80 до 700 | От 60 до 400 | От 60 до 385 | От 55 до 175 |
| Номинальное напряжение дуги, В | 25 | 30 | 30 | 30 | 30 | 30 | 35 | 26,4 |
| Напряжение холостого хода, В | 65-70 | 62 | 60 | 60 | 60-76 | 61-79 | 61-79 | 68 |
| Номинальная мощность, кВ*А | 12 | 19,4 | 33 | 32 | 32 | 19,4 | 19,4 | 11,4 |
| КПД устройства | 0,750 | 0,760 | 0,90 | 0,850 | 0,870 | 0,860 | 0,870 | 0,720 |
| Коэффициент мощности cosϕ | 0,46 | 0,6 | 0,53 | 0,53 | 0,53 | 0,51 | 0,6 | 0,65 |
| Размеры, мм | ||||||||
| Длина | 254 | 510 | 670 | 840 | 515 | 692 | 692 | 435 |
| Ширина | 424 | 370 | 666 | 576 | 725 | 620 | 620 | 290 |
| высота | 435 | 590 | 753 | 1060 | 815 | 710 | 710 | 535 |
| Масса, кг | 38 | 65 | 220 | 250 | 210 | 137 | 137 | 38 |
Важной характеристикой является также количество фаз и напряжение сети. В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
Однако возможно использование и трехфазного сварочного трансформатора, который питается от сети 380 В. Данная характеристика является основной при создании и проектировании сварочного агрегата.
Номинальный сварочный ток определяет возможности аппарата в сваривании и резке металлических деталей различной толщины. Если речь идет о самодельном трансформаторе, тогда в них величина данного параметра не превышает двухсот ампер. На практике этого вполне достаточно для выполнения практически любых работ, которые могут появиться быту.
Также следует отметить, что большее значение номинального тока приведет к увеличению массы аппарата. Например, промышленный трансформатор, способный обеспечить ток в тысячу ампер, весит около трехсот килограмм.
Соединение металлических изделий различной толщины требует определенного значения силы тока, в противном случае металл попросту не расплавится и не соединится. В этих целях в аппаратах предусмотрено наличие регулятора, позволяющего задавать сварочный ток.
Обычно интервал регулировки определяется потребностями применения электродов заданного диаметра. В самодельных устройствах диапазон значений тока может варьироваться от 50 до 200 ампер.
Соединение металлических заготовок различной толщины с помощью одного и того же устройства требует не только контроля величины номинального тока, но и использования электродов различного диаметра.
Особенности конструкции сварочных трансформаторов.
Следует хорошо представлять для себя тот факт, что сварка тонкими электродами требует меньшего значения величины номинального сварочного тока, а работа с толстыми электродами – наоборот, больших величин. Тоже самое относится и к толщине металла.
Как уже было отмечено ранее, сварочный трансформатор работает на понижение напряжения электрической сети. На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
Важно понимать: данный параметр нельзя регулировать, он задается изначально.
Устройства для точечной сварки предполагают еще более низкое значение напряжения от полутора до двух вольт. Это вполне закономерно, исходя из связи величины напряжения с силой тока. Чем больше ток, тем меньше будет напряжение.
Ключевой характеристикой устройства является номинальный режим работы. Он определяет продолжительность беспрерывной работы, а также время, необходимое для остывания.
В самодельных приборах данный показатель обычно находится на уровне тридцати процентов. Это значит, что в течении десяти минут можно беспрерывно работать только три минуты, а остальное время аппарат должен «отдыхать».
Потребляемая и выходная мощность – не столь важные параметры. Тем не менее на их основе можно рассчитать коэффициент полезного действия. Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Напряжение холостого хода является важным критерием для дуговой сварки. При более высоких значениях этого параметра вызвать дугу проще. Выше уже упоминалось о том, что обычно данное значение не превышает восьмидесяти вольт.
Обойтись без принципиальной схемы данного устройства при его самостоятельном изготовлении просто невозможно. По большому счету в конструкции прибора не должно возникнуть особых трудностей, особенно если речь идет про дуговой метод соединения изделий.
С развитием микроэлектроники и электротехники схема трансформатора совершенствовалась. В интернете можно без проблем найти принципиальную схему данного узла. На ней обязательно будут присутствовать различные диодные мосты, регуляторы и, возможно, блоки сопротивления.
Что касается схемы, соответствующей аппарату точечного соединения металлических заготовок, то она существенно сложнее. На ней можно встретить конденсаторы, тиристоры и диоды. Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Существует множество различных схем. Ознакомиться с ними можно как во всемирной паутине, так и в специализированных журналах или книгах.
Из чего состоит споттер и как им пользоваться
Споттеры визуально представляют собой аппарат, который состоит из коробки, кабеля, пистолета (стаддера) и острого прута (электрода). В коробке находится вся система сварочного аппарата, в том числе трансформаторы или инвертора. Сам процесс точечной сварки для кузовных работ авто выглядит так: на месте поврежденного металла приваривается крепеж, к которому закрепляется споттер и с помощью дополнительных механизмов или вручную вытягивается вмятина. Этот способ удобен тогда, когда выровнять поверхность кузова изнутри неудобно или невозможно. При этом существует много преимуществ работы с таким специализированным оборудованием – минимум сил, быстро и без рисков нанести больший ущерб.
Для того чтобы максимально быстро и четко произвести кузовные работы авто нужно соблюдать определенный порядок и технологию процесса, а также учесть небольшие нюансы:
- Поверхность, которая была деформирована, сначала нужно зачистить от любого вида покрытий (лака, краски, ржавчина). Этот этап работы очень важен, потому что от качества соединения двух металлов будет зависеть и результат всего процесса.
- К поверхности, которая будет корректироваться, нужно присоединить контакт заземления.
- На уже очищенную поверхность поврежденного места металла следует приварить крепеж, через который будет присоединен споттер.
- К приваренному крепежу производится захват пистолетом споттера, после чего вмятину вытягивают. Для коррекции поверхности используется обратный молоток, гидроцилиндры, стапели и так далее. Учитывая толщину металла, нужно определить каким именно приспособлением лучше рихтовать вмятину, чтобы не навредить кузову. Допустим, обратный молоток нельзя использовать для алюминия, и оцинкованный кузов возьмет не каждый споттер.
- После завершения рихтовки кузова приваренная деталь скручивается, а контактное место зачищается шлифовальной машинкой.
Расчёт
Ранее уже говорилось о том, что трансформатор для сварки состоит из сердечника, первичной и вторичной обмотки. Именно эти узлы и определяют основные рабочие параметры прибора.
Необходимо заранее определиться с тем, какими должны быть напряжение на обмотках, номинальный ток и т.д. Основываясь на этих значениях следует провести расчет обмоток, сердечника и сечения провода.
В расчете необходимо использовать такие величины, как:
- напряжение сети, являющееся напряжением первичной обмотки U1;
- напряжение вторичной обмотки U2, величина которого не должна быть меньше восьмидесяти вольт;
- номинальная сила тока вторичной обмотки I, определяемая исходя из толщины металла и электродов, с которыми предстоит работать;
- сечение сердечника Sc, площадь которого определяет надежность прибора;
- площадь окна сердечника So выбирается исходя из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода;
- плотность тока А/мм2 – важный параметр, определяющий электропотери в обмотках.
Чтобы лучше представлять специфику расчета параметров трансформатора, следует рассмотреть весь этот процесс на примере. Предположим, что известны следующие данные: U1=220 В, U2=60 В, I= 180 А, Sc=45 см2, Sо=100 см2, и плотность тока 3 А/мм2.
В первую очередь следует определить мощность: P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Затем устанавливается необходимое количество витков в первичной и вторичной обмотке. Данное значение определяется из количества витков на один вольт: K = 50/Sс = 50/45 = 1,11; и максимальной силы тока на первичной обмотке: Imax = P/U = 6750/220 = 30,7 А.
После того, как будут получены значения данных параметров, можно определить количество витков на вторичной обмотке: W2 = U2*K = 60*1,11 = 67 витков.
Расчет витков в первичной обмотке рассчитывается по другой формуле, которая будет указана ниже.
Нередко в случае необходимости расчета тороидального трансформатора определяют ступени регулирования силы тока. Это необходимо для вывода провода на определенном витке. Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Но для начала следует установить напряжение каждой ступени. Сделать это можно исходя из простого соотношения U=P/I.
Конструктивные особенности сварочного трансформатора.
Например, нужно сделать четыре ступени на 90, 100, 130 и 160 ампер. Мощность устройства составляет 6750 Ватт. Воспользовавшись приведенным соотношением, получим: 75, 67,5, 52, 42,2 вольт. Затем данные подставляются в выражение для ступеней.
В результате получим такие значения: 197, 219, 284, 350 витков. К последней величине следует добавить еще 5 процентов. В результате количество витков составит 385.
В конечном итоге нужно определить сечение провода на обмотках. Чтобы получить это значение необходимо максимальный ток обмотки разделить на плотность тока.
Приведенный выше расчет достаточно прост. Он не вызовет труда ни у одного мастера. Однако порой даже на такие простые вещи не хочется терять время. Также всегда существует вероятность того, что в каком-то действии может быть допущена машинальная описка или опечатка, что приведёт к серьезным последствиям.
Обезопасить себя и сберечь время поможет онлайн калькулятор, позволяющий произвести все описанные выше расчеты автоматически.
После того, как будут произведены все расчеты и при наличии схемы, можно приступать к сборке устройства. Сложной работу не назовешь, однако она потребует определённой усидчивости. Это связано с необходимостью четкого подсчета количества витков.
Выше уже говорилось о высокой популярности именно тороидального варианта устройства, однако далее будет рассмотрен случай трансформатора с П-образным сердечником. Данная модификация отличается большей простотой, именно поэтому она и выбрана.
В первую очередь необходимо изготовить каркасы для обмоток. В этих целях можно использовать текстолитовые плиты. Данный материал нетрудно найти, так как он широко применяется при создании плат. Из них собираем каркасы и изолируем их термостойкой изоляцией. Затем делаем обмотку.
После того, как будет уложен слой, его необходимо заизолировать и только после этого приступать к укладке следующего. По завершению данного процесса на концах отводов закрепляются медные болты.
После формирования обмотки собирается магнитопровод. В качестве материала используется железо, созданное специально в этих целях. Металл характеризуется определенными значениями магнитной индукции, и неправильная марка стали способна все испортить.
Металлические пластины для сердечника можно снять со старых устройств или приобрести по отдельности. Сами пластины имеют толщину около одного миллиметра, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
Высококачественный самодельный трансформатор может не получиться с первого раза. Виной этому могут быть различные ошибки связанные с неправильными расчетами и отсутствием практики сборки подобных устройств.
Если процесс расчета можно существенно упростить с помощью онлайн калькулятора, то опыт можно получить только методом проб и ошибок. Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Сердечник
На подготовительном этапе мы взяли нужное количество и тип проводов. Далее следует приступить к созданию сердечника.
На рисунке ниже представлен оптимальный по всем характеристикам сердечник для самостоятельно собираемого трансформатора – тип «стержневый».
Напоминаем, для сборки сердечника берите только пластины из электротехнического металла. Понадобится пластины толщиной от 0,35 мм, но не толще 0,55мм.
Габариты сердечника (А, В, С, D – на рис.) просчитываем исходя из сечения провода. Конечно, с опытом можно и «с закрытыми глазами его собирать, главное – все ветки на своем месте.
Собираем сердечник. Берем пластины Г-образной формы и далее собираем как на рисунке ниже. Когда будет достигнута нужная толщина сердечника, болтами скрепляют пластины по углам.
Рекомендуем обрабатывать пластины тонким напильником. Затем сердечник изолируют.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.
Особенности
Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Невозможно сделать самому из подручных материалов заводской агрегат. Если экстерьер принципиален, конечно, можно сделать самому, но дешевле это не будет. Проще купить.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Самодельный сварочный аппарат из латра. Сварочный трансформатор своими руками на магнитопроводе от латров Сварочный полуавтомат из латра 9а своими руками
Данный самодельный сварочный аппарат из ЛАТР 2 построен на базе девяти амперного ЛАТР 2 (лабораторный регулируемый автотрансформатор) и в его конструкции предусмотрена регулировка сварочного тока. Наличие в конструкции сварочного аппарата диодного моста позволяет производить сварку постоянным током.
Схема регулятора тока для сварочного аппарата
Режим работы сварочного аппарата регулируется переменным резистором R5. Тиристоры VS1 и VS2 открываются каждый в свой полупериод попеременно на определенный промежуток времени благодаря фазосдвигающей цепи, построенной на элементах R5, С1 и С2.
В итоге появляется возможность изменять на первичной обмотке трансформатора входное напряжение от 20 до 215 вольт. В результате трансформации на вторичной обмотке появляется пониженное напряжение, позволяющее с легкостью поджечь сварочную дугу на клеммах X1 и X2 при сварке переменным током и на клеммах X3 и X4 при сварке постоянным током.
Подключение сварочного аппарата к электросети производится обыкновенной штепсельной вилкой. В роли включателя SA1 можно использовать спаренный автомат на 25А.
Переделка ЛАТР 2 под самодельный сварочный аппарат
Сперва с автотрансформатора удаляют защитный кожух, электросъемный контакт и крепление. Далее на существующую обмотку 250 вольт наматывают хорошую электроизоляцию, к примеру, стеклоткань, сверху которой укладывают 70 витков вторичной обмотки. Для вторичной обмотки желательно выбрать медный провод с площадью сечения около 20 кв. мм.
В случае если нет провода подходящего сечения, можно сделать намотку из нескольких проводов с общей площадью сечения 20 кв.мм. Видоизмененный ЛАТР2 монтируют в подходящий самодельный корпус имеющий вентиляционные отверстия. Там же необходимо установить плату регулятора, пакетный выключатель, а так же клеммы для Х1, Х2 и Х3, Х4.
В случае отсутствия ЛАТР 2, трансформатор можно сделать самодельный, намотав первичную и вторичную обмотки на сердечник из трансформаторной стали. Сечение сердечника должно быть примерно 50 кв. см. Первичная обмотка наматывается проводом ПЭВ2 диаметром 1,5мм и содержит 250 витков, вторичная такая же которая наматывается на ЛАТР 2.
На выходе вторичной обмотки подключают диодный мост из мощных выпрямительных диодов. Вместо указанных на схеме диодов можно применить диоды Д122-32-1 или 4 диода ВЛ200 (электровозные). Диоды для охлаждения необходимо установить на самодельные радиаторы с площадью не менее 30 кв. см.
Еще существенным моментом является выбор кабеля для сварочного аппарата. Для данного сварочника необходимо применить медный многожильный кабель в резиновой изоляции с сечением не менее 20 кв.мм. Необходимо два куска кабеля по 2 метра длинной. Каждый необходимо хорошо обжать клеммными наконечниками для подключения к сварочному аппарату.
Портативный USB осциллограф, 2 канала, 40 МГц….
В наше время трудно представить любые работы с металлом без использования сварочного аппарата. При помощи данного устройства Вы с легкостью можете соединять или резать железо различной толщины и габаритов. Естественно для выполнения качественных работ Вам потребуются определенные навыки в этом вопросе, но в первую очередь Вам необходим сам сварочник. В наше время его естественно можно купить, как в принципе и нанять сварщика, но в данной статье речь пойдет о том, как сделать сварочный аппарат своими руками. Тем более, что при всем богатстве различных моделей, надежные стоят достаточно дорого, а дешевые не блещут качеством и долговечностью. Но даже если Вы решили купить сварочник в магазине – знакомство с данной статьей поможет выбрать необходимый аппарат, так как Вы будете знать основы их схемотехники. Сварочники бывают нескольких типов: постоянного тока, переменного, трехфазные и инверторные. Для того чтобы определится какой вариант Вам необходим, рассмотрим конструкцию и устройство первых двух типов, которые можно без специфических навыков собрать своими руками в домашних условиях.
На переменном токе
Данный вид сварочных аппаратов, является одним из наиболее распространенных вариантов, как в промышленности, так и в частных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого вам необходимо иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор большой мощности.
Оптимальное напряжение при работе сварочного аппарата, собранного в домашних условиях — 60В. Оптимальный ток 120-160А. Теперь несложно посчитать, какое сечение должно быть у провода для того, чтобы сделать первичную обмотку трансформатора (ту, которая будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальная же — 7 кв. мм, ведь необходимо учитывать и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода нужно умножить на коэффициент 1,6.
Важно, чтобы провода были в тряпичной оплетке, нельзя использовать проводники в ПВХ изоляции – она при нагреве проводов расплавится и произойдет . Если у вас нет провода необходимого диаметра, то можно использовать более тонкие жилы, наматывая их параллельно. Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Нужно иметь ввиду, что ограничивающим фактором может являться свободное окно в сердечнике и провод может попросту не поместиться там. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе. Его сечение следует выбирать исходя из тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длинны проводов.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:
Этот сердечник нужно сделать из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Это необходимо для уменьшения . Прежде чем собирать сердечник нужно просчитать его размеры, делается это следующим образом:
- Во-первых, рассчитывается величина окна. Т.е. размеры с и d на рисунке 1 необходимо выбирать такими, чтобы поместить все обмотки трансформатора.
- Во-вторых, площадь крена, которая вычисляется по формуле: Sкрена=a*b, должна быть не меньше 35 кв. см. Если Sкрена будет больше – тогда трансформатор будет меньше нагреваться и соответственно дольше работать, и Вам не надо будет часто прерываться для того, чтобы он остыл. Лучше, чтобы Sкрена была равна 50 кв. см.
Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. В начале, наматываем первичную обмотку, которая будет состоять из 215 витков, как это показано на рисунке 3.
Целесообразно сделать ответвление от 165 и 190 витка. Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, путем переключения между разными выводами Вашего сварочного устройства. Это очень важная функция, и чем больше ответвлений вы сделаете, тем более точной у вас получится регулировка.
После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают на ту сторону сердечника – куда намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% к 40%. Это способствует тому, что после того, как Вы поймаете дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к уменьшению тока сварки, а соответственно улучшит качество шва. Таким образом дуга будет легко ловиться, но слишком большой ток не будет мешать качественно варить. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Можно не прикреплять их, а провести провода напрямую к держателю электродов и крокодилу на массу, это уберет соединения, где потенциально может быть просадка по напряжению и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор для обдува, например от холодильника или микроволновки.
Теперь Ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке, необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. Если вам необходимо увеличить силу тока, то можно сделать меньшее количество витков первичной намотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали, подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался, для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Вот таким образом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как Вы видите, инструкция не слишком уж сложная и даже неопытный электрик сможет самостоятельно собрать прибор.
На постоянном токе
Для некоторых видов сварки необходим сварочник на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, переделав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161.
Выравнивать ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: емкость 15000 мкФ и напряжение 50В. Далее собираем схему, которая указанна на чертеже ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для подачи тока на свариваемый участок детали.
Трехфазные сварочные аппараты используются для сварки в производственных условиях, на них установлены двухэлектродные держатели, поэтому в данной статье мы рассматривать их не будем, а инверторы изготавливаются на основе печатных плат и сложных схем с большим количеством дорогостоящих радиодеталей и сложным процессом настройки с использованием специального оборудования. Однако мы все же рекомендуем Вам ознакомиться с инверторной конструкцией на видео ниже.
Наглядные мастер-классы
Итак, если Вы решили сделать сварочный аппарат в домашних условиях, рекомендуем просмотреть видео уроки, предоставленные ниже, которые наглядно покажут, как самому собрать простой сварочник из подручных материалов, а также объяснят Вам некоторое детали и нюансы работы:
Теперь Вы знаете основные принципы конструкции сварочников и можете сделать сварочный аппарат своими руками, как на постоянном, так и на переменном токе, используя инструкции из нашей статьи.
Также читают:
Основа сварочного аппарата первой конструкции — лабораторный трансформатор ЛАТР на 9 А. С него снимают кожух и всю арматуру, на сердечнике остается лишь обмотка. В трансформаторе сварочного аппарата она будет первичной (сетевой). Эту обмотку изо-лируют двумя слоями изоленты или лакоткани. Поверх изоляции нама-тывают вторичную обмотку — 65 витков провода или набора проводов общим сечением 12—13 мм 2 . Обмотку укрепляют изолентой. Трансфор-матор устанавливают на изолирующей подставке из текстолита или гетинакса внутри кожуха из листовой стали или дюралюминия толщиной не более 3 мм. В крышке кожуха, на задней и боковых стенках делают отверстия диаметром 8—10 мм для вентиляции. Сверху укрепляют руч-ку из стального прутка.
На переднюю панель выводят индикаторную лампочку, выключа-тель на 220 В, 9 А и клеммы вторичной обмотки — к одной из них при-соединяют кабель с держателем электродов, к другой — кабель, второй конец которого во время сварки прижимают к свариваемой детали. Кроме того, эта последняя клемма при работе обязательно должна быть заземлена. Индикаторная лампочка переменного тока типа СН-1, СН-2, М.Н-5 сигнализирует о включении аппарата.
Электроды для этого аппарата должны иметь диаметр не более 1,5 мм.
Для сварочного аппарата второй конструкции (рис. 126) необходи-мо изготовить трансформатор. Из Ш-образного трансформаторного же-леза набирают сердечник сечением около 45 см 2 , наматывают на него первичную (сетевую) обмотку — 220 витков провода ПЭЛ 1,5 мм. От 190-го и 205-го витков делают отводы, после чего изолируют обмотку Двумя-тремя слоями изоленты или лакоткани.
Поверх изолированной первичной обмотки наматывают вторичную.
Она содержит 65 витков провода или набора проводов общим сечени-ем 25—35 мм 2 . В наборе лучше всего использовать провода типа ПЭЛ или ПЭВ 1,0—1,5 мм. Как и в первой конструкции, готовый трансфор-матор закрепляют на изолирующей подставке и помещают в кожух. Стенки кожуха должны быть удалены от трансформатора не менее чем на 30 мм. На переднюю панель кроме лампочки, выключателя и клемм выводят переключатель, регулирующий силу тока.
В сварочном аппарате этой конструкции можно использовать элек-троды диаметром 1,5 и 2 мм.
При работе необходимо надеть маску. Подключать этот аппарат к домашней сети нельзя, так как он потребляет около 3 кВт. Пользовать-ся аппаратом можно в мастерской при наличии электрической сети, к которой разрешается подключать аппараты мощностью до 5 кВт.
Внимание! Перед началом работы проверьте заземление.
Надевайте во время сварки сухую брезентовую спецодежду и рука-вицы. Подкладывайте под ноги резиновый коврик. Не работайте без маски.
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.
В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Обратите внимание!
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Фото сварочного аппарата своими руками
Обратите внимание!
При конструировании или ремонте техники, бытового оборудования часто встает проблема: как сварить те или иные детали. Купить сварочный аппарат не совсем просто, а сделать самому…
В этой статье Вы можете познакомится с несложным самодельным сварочным аппаратом, изготовленном по оригинальной схеме.
Сварочный аппарат работает от сети 220 В и обладает высокими электротехническими характеристиками. Благодаря применению новой формы магнитопровода вес аппарата составляет всего 9 кг при габаритных размерах 125 х 150 мм. Это достигнуто использованием ленточного трансформаторного железа, свернутого в рулон в форме тора, вместо традиционного пакета Ш-образных пластин. Электротехнические характеристики трансформатора на тормагнитопроводе примерно в 5 раз выше, чем у Ш-образного, а электропотери минимальные.
Чтобы избавиться от поисков дефицитного трансформаторного железа, можно приобрести готовый ЛАТР на 9 А или использовать тормагнитопровод от сгоревшего лабораторного трансформатора. Для этого снимают ограждение, арматуру и удаляют сгоревшую обмотку. Освобожденный магнитопровод должен быть изолирован от будущих слоев обмотки электрокартоном или двумя слоями лакоткани.
Сварочный трансформатор имеет две самостоятельные обмотки. В первичной применен провод ПЭВ-2 1,2 мм, длиной 170 м. Для удобства работы можно использовать челнок (деревянная рейка 50 х 50 мм с прорезями на концах), на который предварительно намотан весь провод. Между обмотками помещают слой изоляции. Вторичная обмотка — медный провод в хлопчатобумажной или стекловидной изоляции — имеет 45 витков поверх первичной. Внутри провод располагают виток к витку, а с внешней стороны с небольшим зазором — для равномерного расположения и лучшего охлаждения.
Работу удобнее выполнять вдвоем: один осторожно, не задевая за соседние витки, чтобы не повредить изоляцию, протягивает и укладывает провод, а помощник удерживает свободный конец, предохраняя от его скручивания. Сварочный трансформатор, изготовленный таким способом, будет давать ток 50 — 185 А.
Если вы приобрели «Латр» на 9 А и при осмотре оказалось, что его обмотка в сохранности, то дело значительно упрощается. Используя готовую обмотку в качестве первичной, можно за 1 час собрать сварочный трансформатор, дающий ток 70 — 150 А. Для этого необходимо снять ограждение, токосъемный ползунок и крепежную арматуру. Затем определить и промаркировать выводы на 220 В, а остальные концы, надежно заизолировав, временно прижать к магнитопроводу, чтобы не повредить их при работе со вторичной обмоткой. Монтаж последней осуществляется так же, как и в предыдущем варианте, при этом используется медный провод того же сечения и длины.
Собранный трансформатор помещают на изолированную площадку в прежний кожух, предварительно просверлив в нем отверстия для вентиляции. Провода первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП. В цепи необходимо предусмотреть отключающий автоматический выключатель.
Выводы вторичной обмотки соединяют с гибкими изолированными проводами ПРГ, к одному из них крепится держатель электродов, а к другому — свариваемая деталь. Этот же провод для безопасности сварщика заземляется.
Регулировка тока предусматривается включением последовательно в цепь провода держателя электродов балластника — нихромовой или констатановой проволоки диаметром 3 мм и длиной 5 м, свернутой змейкой, которая крепится к асбестоцементному листу. Все соединения проводов и балластника — с помощью болтов М10. Методом подбора, перемещая по змейке точку присоединения провода, устанавливают требуемый ток. Возможен вариант регулировки тока использованием электродов различного диаметра. Для сварки применяются электроды типа диаметром 1 — 3 мм.
Все необходимые материалы для сварочного трансформатора можно приобрести в торговой сети. А человеку, знакомому с электротехникой, сделать такой аппарат не представляет трудностей.
При работе во избежание ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательны также головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочный режим работы с электродом диаметром 3 мм: для трансформатора с током 50 — 185 А — 10 электродов, а с током 70 — 150 А — 3 электрода, после чего аппарат необходимо отключить от сети минимум на 5 минут.
Сварочный полуавтомат своими руками от латра 9а. Трансформатор сварочный на магнитопроводе своими руками от латр
Уверен: от компактного и в то же время достаточно надежного, дешевого и простого в изготовлении «сварщика» не откажется ни один ремесленник, невзрачный хозяин. Особенно, если он узнает, что в основе этого устройства лежит 9-амперный лабораторный автотрансформатор ЛАТР2, который легко модернизируется (знаком почти всем по школьным урокам физики) и самодельный тиристорный мини-регулятор с выпрямительным мостом.Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220 В., но и изменять u на электроде, а значит, выбирать необходимое значение сварочного тока.
Режимы работы устанавливаются потенциометром. Вместе с конденсаторами C2 и C3 он образует фазосдвигающие цепи, каждая из которых срабатывает в течение своего полупериода. открывает соответствующий тиристор на определенное время. В результате первичная обмотка сварки Т1 получается регулируемой на 20-215 В.Преобразование во вторичной обмотке необходимое -u позволяет легко зажигать дугу для сварки на переменном (клеммы X2, X3) или выпрямленном (X4, X5) токе.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы С1. C2 снижается до приемлемого уровня радиопомех, сопровождающих дуговый разряд. В роли светового индикатора HL1 используется новая лампа с токоограничивающим резистором R1, сигнализирующая о том, что прибор включен в бытовую электросеть.
Для подключения «сварщика» к квартирной проводке используется обычная вилка Х1. Но лучше использовать более мощный электрический разъем, который принято называть «евровилкой-евророзеткой». А в качестве выключателя SB1 подойдет «мешок» VP25, рассчитанный на ток 25 А и позволяющий размыкать сразу оба провода.
Как показывает практика, устанавливать какие-либо предохранители (предохранители) на сварочный аппарат не имеет смысла. Вот с такими токами придется столкнуться, при превышении обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки из цоколя ЛАТР2 снимаем кожух, токовый бегунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывается надежная изоляция (например, из лакированной ткани), поверх которой ставится вторичная (понижающая) обмотка. А это 70 витков изолированной шины из меди или алюминия диаметром 25 мм2. Допускается выполнение вторичной обмотки из нескольких параллельных проводов одинакового общего сечения.
Намотка удобнее для двоих. При этом один, стараясь не повредить изоляцию соседних витков, аккуратно тянет и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя ее от перекручивания.
Модернизированный ЛАТР2 помещен в защитный металлический кожух с вентиляционными отверстиями, на котором размещена монтажная плата из 10-мм гетинакса или стеклопластика с пакетным переключателем SB1, тиристорным регулятором напряжения (с резистором R6), световым индикатором HL1. для включения устройства и выходных клемм для сварки переменным током подается (X2, X3) или постоянный (X4, X5) ток.
При отсутствии базового ЛАТР2 его можно заменить на самодельный «сварщик» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичный ничем не отличается от того, что используется в модернизированном LATR2.
На выходе обмотки НН установлен выпрямительный блок с силовыми диодами VD3 — VD10 для сварки постоянным током. Помимо этих вентилей вполне приемлемы более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).
Силовые диоды и тиристоры устанавливаются на радиаторах, радиаторах, площадь каждого из которых составляет не менее 25 см2. Ось регулировочного резистора R6 вынесена из корпуса. Под ручкой находится шкала с делениями, соответствующими конкретным значениям постоянного и переменного напряжения. А рядом — таблица зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1.5 мм).
Сварочный трансформатор на основе широко распространенного LATR2 (a), его подключение к принципиальной схеме самодельного регулируемого сварочного аппарата для сварки переменным или постоянным током (b) и диаграмма напряжения (c), поясняющая принцип работы резисторного регулятора режима горения электрической дуги.
Разумеется, допустимы и самодельные электроды из углеродистой стали «катанка» диаметром 0,5–1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставляя незащищенными 40-миллиметровые концы, необходимые для подключения к сварочному аппарату.Покрытие тщательно просушивают, иначе при сварке оно начнет «стрелять».
Хотя для сварки можно использовать как переменный (клеммы X2, X3), так и постоянный (X4, X5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет важную роль. В частности, когда «плюс» приложен к «земле» (свариваемому объекту) и, соответственно, электрод подключен к выводу со знаком «минус», имеет место так называемая прямая полярность.Для него характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подключен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность используется, когда необходимо уменьшить тепловыделение, например, при сварке тонких металлических листов. Практически вся энергия, выделяемая электрической дугой, расходуется на формирование сварного шва, поэтому глубина проплавления на 40-50 процентов больше, чем при токе такой же величины, но прямой полярности.
И еще несколько очень важных особенностей. Увеличение тока дуги при постоянной скорости сварки приводит к увеличению глубины проплавления. Причем, если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Сварочное напряжение мало влияет на глубину проплавления. Но ширина шва зависит от uw: она увеличивается с увеличением напряжения.
Отсюда важный вывод для тех, кто занимается, скажем, сваркой при ремонте кузова автомобиля из тонколистовой стали: наилучшие результаты дает сварка постоянным током обратной полярности при минимальном напряжении (но достаточном для стабильного горения дуги). .
Дуга должна быть как можно короче, при этом электрод расходуется равномерно, а глубина проплавления свариваемого металла максимальна. Сам шов получается чистым и прочным, практически без шлаковых включений. А от редких брызг расплава, которые сложно удалить после остывания изделия, можно обезопасить себя, потерев околошовную поверхность мелом (капли будут скатываться, не прилипая к металлу).
Возбуждение дуги осуществляется (предварительно приложив к электроду и «массу» соответствующую Ucv) двумя способами.Суть первого заключается в легком прикосновении электрода к свариваемым деталям с последующим удалением его на 2-4 мм в сторону. Второй метод похож на чирку спички над коробкой: скользя электродом по свариваемой поверхности, он сразу же уносится на небольшое расстояние. В любом случае нужно уловить момент дуги и только потом, плавно перемещая электрод по сразу образовавшемуся шву, поддерживать его спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирается тот или иной электрод.Если, например, есть стандартный ассортимент на лист Ст3 толщиной 1 мм, подойдут электроды диаметром 0,8-1 мм (это в основном рассматриваемая конструкция). Для сварки проката толщиной 2 мм желательно иметь более мощный «сварщик» и более толстый электрод (2–3 мм).
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). С помощью защиты от углекислого газа можно сваривать менее стойкие к окислению металлы.
В любом случае работа может выполняться как с вертикально расположенным электродом, так и с наклоном вперед или назад. Но искушенные профессионалы говорят: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечивается более полный провар и меньшая ширина самого шва. Сварка с обратным углом рекомендуется только для стыков внахлест, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром, швеллером).
Важно сварочный кабель. Для рассматриваемого устройства как нельзя лучше подойдет медный многопроволочный (общее сечение около 20 мм2) в резиновой изоляции. Необходимое количество — две полутораметровые секции, каждая из которых должна быть снабжена тщательно обжатым и припаянным наконечником для подключения к «сварочному аппарату». Для непосредственного соединения с «массой» используется мощный зажим «крокодил», а с электродом — держатель, напоминающий трехзубую вилку.Также можно использовать автомобильный «прикуриватель».
Хороший сварочный аппарат значительно упрощает любые работы с металлом. Он позволяет соединять и резать различные железки, которые отличаются толщиной и плотностью стали.
Современная техника предлагает огромный выбор моделей, различающихся мощностью и габаритами. Надежные конструкции имеют довольно высокую стоимость. Бюджетные варианты, как правило, недолговечны.
В нашем материале есть подробная инструкция, как сделать сварочный аппарат своими руками.Перед началом рабочего процесса рекомендуется ознакомиться с типом сварочного оборудования.
Виды сварочного аппарата
Устройства данной техники бывают нескольких типов. Каждый механизм имеет некоторые особенности, которые отражаются в выполняемой работе.
Современные сварочные аппараты делятся на:
- моделей постоянного тока;
- при переменном токе
- трехфазный Инвектор
- .
Модель переменного тока считается самым простым механизмом, который вы легко можете сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать такую конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для намотки; Сердечник
- из трансформаторной стали. Это необходимо для намотки сварщика.
Все эти запчасти можно приобрести в специализированных магазинах. Подробная консультация специалистов помогает сделать правильный выбор.
Конструкция переменного тока
Опытные сварщики называют это понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое, что нужно сделать, это сделать правильный сердечник. Для этой модели рекомендуется выбрать тип стержневой детали.
Для его изготовления потребуются пластины из трансформаторной стали. Их толщина 0,56 мм. Прежде чем приступить к сборке сердечника, необходимо соблюсти его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия (окна) должны соответствовать всей обмотке трансформатора. На фото сварочного аппарата представлена подробная схема сборки механизма.
Следующим шагом будет сборка сердечника. Для этого берутся тонкие пластины трансформатора, которые соединяются между собой на необходимую толщину детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки.Для этого делается 210 витков тонкой проволоки. С другой стороны намотано 160 витков. Третья и четвертая первичные обмотки должны содержать 190 витков. После этого на поверхность крепится толстая пластина.
Концы намотанной проволоки фиксируются болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки фиксируем аналогично с нанесением соответствующей разметки.
Примечание!
Готовая конструкция должна иметь 4 болта с разным числом оборотов.
В готовой конструкции коэффициент намотки будет от 60% до 40%. Такой результат обеспечивает нормальную работу устройства и хорошее качество сварочной арматуры.
Вы можете контролировать подачу электроэнергии, переключая провода на необходимое количество обмоток. Не рекомендуется перегревать сварочный механизм во время работы.
Аппарат постоянного тока
Эти модели позволяют выполнять сложные работы с толстыми листами стали и чугуном.Главное достоинство этого механизма — простая сборка, не занимающая много времени.
Сварочный инвертор представляет собой конструкцию с вторичной обмоткой с дополнительным выпрямителем.
Примечание!
Будет диодным. В свою очередь, они должны выдерживать электрический ток 210 А. Для этого подойдут элементы с маркировкой D 160-162. Такие модели часто используются для работы в промышленных масштабах.
Главный сварочный инвертор выполнен на печатной плате.Такой сварочный полуавтомат выдерживает скачки напряжения при длительной эксплуатации.
Ремонт сварочного аппарата не составит труда. Здесь достаточно заменить поврежденный участок механизма. В случае серьезной поломки необходимо заново установить первичную и вторичную обмотки.
Сварочный аппарат своими руками фото
Примечание!
Обгоревшие ЛАТР (лабораторные автотрансформаторы) давно стали широко распространенным материалом для изготовления самодельных сварочных трансформаторов.Внутри корпуса ЛАТР находится тороидальный автотрансформатор, выполненный на магнитопроводе значительного сечения. Именно этот магнитопровод понадобится от ЛАТР для изготовления сварочного трансформатора. Для трансформатора обычно требуются два идентичных кольца магнитопровода от больших LATR.
ЛАТР выпускаются разных типов, с максимальными токами от 2 до 10А, не все из них подходят для изготовления трансформаторов под сварку, только те, размер магнитопроводов которых позволяет проложить необходимое количество витков .Наиболее распространенным среди них, наверное, является автотрансформатор ЛАТР-1М. В зависимости от обмоточного провода он рассчитан на токи 6,7-9А, хотя габариты самого автотрансформатора от этого не меняются. Магнитопровод ЛАТР-1М имеет следующие размеры: внешний диаметр D = 127 мм, внутренний диаметр d = 70 мм, высота кольца h = 95 мм, сечение S = 27 см 2, масса около 6 кг. Хороший сварочный трансформатор можно сделать из двух колец ЛАТР-1М, однако из-за небольшого внутреннего объема окна нельзя использовать слишком толстые провода и придется экономить каждый миллиметр оконного пространства.Существенным недостатком трансформатора ЛАТР, по сравнению с П-образной схемой трансформатора, является еще и то, что невозможно изготовить катушки отдельно от магнитопровода. Это значит, что вам придется наматывать, протягивая каждый виток через окошко магнитопровода, что, конечно, сильно усложняет процесс изготовления.
Есть ЛАТР с более объемными магнитными приводными кольцами. Они намного лучше подходят для изготовления сварочных трансформаторов, но встречаются реже.В других автотрансформаторах, аналогичных по параметрам ЛАТР-1М, например АОСН-8-220, магнитопровод имеет другие размеры: наружный диаметр кольца больше, но высота и диаметр окна меньше, d = 65 мм. В этом случае диаметр окна необходимо увеличить до 70 мм.
Кольцо магнитопровода состоит из намотанных друг на друга отрезков железной ленты, скрепленных по краям точечной сваркой. Для того, чтобы увеличить внутренний диаметр окна, необходимо отсоединить конец ленты изнутри и размотать необходимое количество.Но не пытайтесь перемотать все сразу. Лучше разматывать по одному витку, каждый раз обрезая лишнее. Иногда таким образом также расширяются окна больших LATR, хотя это неизбежно уменьшает площадь поперечного сечения магнитной цепи.
В принципе, для сварочного трансформатора достаточно площади поперечного сечения и одного кольца. Но проблема в том, что магнитные цепи меньшего размера неизбежно требуют большего количества витков, что увеличивает объем катушек и требует больше оконного пространства.
Трансформатор с раздвижными плечами
В начале производства трансформатора необходимо заизолировать оба кольца. При этом особое внимание следует уделить углам краев колец — они острые, легко могут разрезать наложенную изоляцию, а затем замкнуть провод обмотки собой. Углы лучше сначала немного сгладить напильником, а затем наклеить на него какой-нибудь прочный и эластичный скотч, например, плотную кипер-ленту или отрезанный по длине батистовый тюбик.Поверх колец, каждое в отдельности, они оборачиваются тонким слоем тканевого утеплителя.Затем изолированные кольца соединяются между собой. Кольца плотно стягиваются прочной лентой, а по бокам фиксируются деревянными колышками, также затем стягиваются лентой, — магнитопровод для трансформатора готов.
Следующий этап самый ответственный — прокладка первичной обмотки. Обмотки этого сварочного трансформатора намотаны по схеме: первичная в середине, две вторичные секции на боковых плечах.
Первичная обмотка занимает около 70-80 м провода, который нужно протягивать через оба окна магнитопровода с каждым витком. В этом случае без простого приспособления не обойтись.
Сначала проволока наматывается на деревянную катушку и в таком виде легко протягивается через окна колец.
Первичный провод может иметь диаметр 1,6-2,2 мм. Для магнитопроводов из колец с диаметром окна 70 мм можно использовать провод диаметром не более 2 мм, иначе будет мало места для вторичной обмотки.Первичная обмотка содержит, как правило, 180-200 витков при нормальном сетевом напряжении, что достаточно для эффективной работы с электродом 3 мм.
На конец проволоки надевается батист, который притягивается изолентой НВ к началу первого слоя. Поверхность магнитопровода имеет округлую форму, поэтому первые слои будут содержать меньше витков, чем следующие, чтобы выровнять поверхность.
Проволока ложится от поворота к повороту, ни в коем случае не позволяя проводу выходить за пределы провода.Слои проволоки обязательно изолированы друг от друга. Опять же, для экономии места обмотку следует размещать как можно компактнее. На магнитопроводе из колец средних размеров следует использовать межслойную изоляцию более тонкую. Не стоит стремиться быстро наматывать первичную обмотку. Этот процесс идет медленно, и после прокладки жестких проводов у вас начинают болеть пальцы. Лучше сделать это за 2-3 подхода — ведь качество важнее скорости.
Если первичная обмотка сделана, большая часть работы выполняется, а вторичная обмотка остается.Но для начала нужно определить количество витков вторичной обмотки для заданного напряжения. Для начала включите в сеть готовую первичку. Ток холостого хода у этой версии трансформатора небольшой — всего 70-150 мА, гул трансформатора должен быть едва слышен. На одно из боковых плеч наматываем 10 витков любого провода и замеряем на них выходное напряжение. На каждое из боковых плеч приходится половина магнитного потока, создаваемого на центральном плече, поэтому здесь 0,6-0.На каждый виток вторичной обмотки приходится 7В. На основании полученного результата рассчитывается количество витков вторичной обмотки, ориентируясь на напряжение 50В (примерно 75-80 витков).
Выбор материала вторичной обмотки ограничен оставшимся пространством окон магнитопровода. Причем каждый виток толстой проволоки придется по всей длине затягивать в узкое окно. Проще всего намотать обычным многожильным проводом 16 мм2 в синтетической изоляции — он мягкий, гибкий, хорошо изолирован, при работе лишь слегка нагревается.Вторичную обмотку можно сделать из нескольких жил медной проволоки.
Половина витков вторичной обмотки намотана на одно плечо, половина — на другое. Если нет проводов достаточной длины, можно соединить их по кусочкам — ничего страшного. Намотав обмотки на оба плеча, нужно измерить напряжение на каждом из них, оно может отличаться на 2-3В — сказываются несколько отличные свойства магнитопроводов разных ЛАТР, что особо не сказывается на свойствах дуги. во время сварки.Затем последовательно подключаются обмотки на плечах, но нужно следить, чтобы они не были в противофазе, иначе на выходе будет напряжение, близкое к нулю (см. Статью Обмотка сварочного трансформатора). При напряжении в сети 220-230В сварочный трансформатор данной конструкции должен развивать ток 100-130А в дуговом режиме. Ток короткого замыкания вторичной цепи — до 180А.
Может оказаться, что не удалось уместить все расчетные витки вторичной обмотки в окна, и выходное напряжение оказалось ниже желаемого.Рабочий ток от этого не сильно уменьшится. В большей степени снижение напряжения холостого хода влияет на процесс зажигания дуги. Дуга легко зажигается при напряжении около 50 В и выше. Хотя дугу можно без проблем зажигать даже при более низких напряжениях. Так что если изготовленный трансформатор имеет выходную мощность около 40В, то его можно использовать в работе. Другое дело, если вы встретите электроды, рассчитанные на высокое напряжение — некоторые марки электродов работают от 70-80В.
Тороидальный трансформатор
На кольцах ЛАТР также можно сделать сварочный трансформатор по другой тороидальной схеме. Для этого также требуется два кольца, желательно от больших LATR. Кольца соединяются и изолируются: получается одна кольцевая магнитопровод со значительной площадью поперечного сечения.Первичная обмотка содержит такое же количество витков, как и в предыдущей схеме, но намотана по длине всего кольца и, как правило, лежит в два слоя.Проблема отсутствия внутреннего пространства окна магнитопровода у такой схемы трансформатора стоит еще острее, чем у предыдущей конструкции. Следовательно, здесь необходимо использовать для изоляции как можно более тонкие слои и материалы. Толстые обмоточные провода здесь тоже использовать нельзя. Хотя в некоторых установках используются LATR особенно больших размеров, только одно такое кольцо можно использовать для изготовления тороидального сварочного трансформатора.
Выгодным отличием тороидальной схемы сварочного трансформатора является более высокий КПД.Каждый виток вторичной обмотки теперь будет иметь напряжение более одного вольт, следовательно, «вторичная» будет иметь меньше витков, а выходная мощность будет выше, чем в предыдущей схеме. Однако длина витка на тороидальном магнитопроводе будет больше, и на проводе здесь вряд ли удастся сэкономить. К недостаткам данной схемы можно отнести: сложность намотки, ограниченный объем окна, невозможность использования провода большого сечения, а также высокую интенсивность нагрева.Если в предыдущем варианте все обмотки были раздельными и хотя бы частично контактировали с воздухом, то теперь первичная обмотка полностью находится под вторичной, а их нагрев взаимно усилен.
Жесткие провода для вторичной обмотки использовать сложно. Его проще намотать мягкой многожильной или многожильной проволокой. Если правильно подобрать все провода и аккуратно их уложить, то необходимое количество витков вторичной обмотки уместится в пространство окна магнитопровода и на выходе трансформатора будет получено необходимое напряжение.
Иногда тороидальный сварочный трансформатор изготавливают из нескольких колец LATR по-другому, они не кладут друг на друга, а наматывают друг на друга железные полоски ленты. Для этого сначала из одного кольца выбираются внутренние витки полосок, чтобы расширить окно. Кольца других LATR полностью растворяются в полоски ленты, которые затем максимально плотно наматываются на внешний диаметр первого кольца. После этого собранный одиночный магнитопровод очень плотно обматывается изолентой.Таким образом получается кольцевая магнитопровод с более объемным внутренним пространством, чем все предыдущие. В такой можно будет уместить провод значительного сечения. Необходимое количество витков рассчитывается от площади сечения собранного кольца.
К недостаткам данной конструкции можно отнести трудоемкость изготовления магнитопровода. Более того, как бы вы ни старались, все равно не получится вручную намотать полосы утюга друг на друга так плотно, как раньше.В результате магнитопровод получается хлипким. При работе в режиме сварки утюг в нем сильно вибрирует, издавая мощный гул.
При использовании содержания этого сайта вам необходимо разместить активные ссылки на этот сайт, видимые для пользователей и поисковых роботов.
Основа первой конструкции сварочного аппарата — лабораторный трансформатор ЛАТР на 9 А. С него снимается кожух и вся арматура, на сердечнике остается только обмотка. В трансформаторе сварочного аппарата он будет первичным (сетевым).Эта обмотка изолирована двумя слоями изоленты или лакированной ткани. Поверх изоляции наматывается вторичная обмотка — 65 витков провода или набора проводов общим сечением 12-13 мм2. Обмотка армируется изолентой. Трансформатор установлен на изоляционной стойке из текстолита. или гетинакс внутри кожуха из листовой стали или дюралюминия толщиной не более 3 мм. В крышке кожуха, на задней и боковых стенках сделаны отверстия диаметром 8-10 мм для вентиляции.Ручка стального стержня усилена сверху.
На переднюю панель вынесены световой индикатор, выключатель 220 В, 9 А и выводы вторичной обмотки — к одному из них прикреплен кабель с электрододержателем, к другому подсоединен кабель, другой конец которого прижимается к заготовке во время сварки. Кроме того, эта последняя клемма должна быть заземлена во время работы. Индикаторная лампа переменного тока типа Ч-1, Ч-2, М.Н-5 сигнализирует о включении аппарата.
Электроды для этого аппарата должны иметь диаметр не более 1,5 мм.
Для сварочного аппарата второй конструкции (рис. 126) необходимо изготовить трансформатор. Из трансформаторного железа W-образной формы собирается сердечник сечением около 45 см 2, на него наматывается первичная (сетевая) обмотка — 220 витков провода ПЭЛ 1,5 мм. Отводы делают с 190-го и 205-го витков, после чего обмотку изолируют двумя-тремя слоями изоленты или лакированной ткани.
Вторичная обмотка намотана поверх изолированной первичной обмотки.
Содержит 65 витков провода или комплект проводов с общим сечением 25-35 мм 2. В комплекте лучше всего использовать провода ПЭЛ или ПЭВ 1,0-1,5 мм. Как и в первой конструкции, готовый трансформатор закрепляют на изолирующей опоре и помещают в кожух. Стенки корпуса должны находиться на расстоянии не менее 30 мм от трансформатора. На лицевой панели, помимо света, выключателя и клемм, вынесен выключатель, регулирующий силу тока.
В сварочном аппарате данной конструкции можно использовать электроды диаметром 1,5 и 2 мм.
При работе необходимо носить маску. Подключить это устройство к домашней сети нельзя, так как оно потребляет около 3 кВт. Устройство можно использовать в мастерской при наличии электрической сети, к которой разрешено подключать устройства мощностью до 5 кВт.
Внимание! Перед началом работы проверьте заземление.
Во время сварки надевайте сухую брезентовую одежду и перчатки.Подложите резиновый коврик под ноги. Не работайте без маски.
Полуавтоматическая намотка трансформатора
Подмотчик трансформатора Проект
Я начал этот проект весной 2002 года и отложил его через несколько месяцев. Моей целью было создать полуавтоматическую намотку вторичной обмотки трансформатора. Другие намотчики, такие как Терри Фриц и Джеймс Карт, выполнили подобные проекты, которые послужили отправной точкой для моего дизайна. Ссылки на их проекты можно увидеть внизу страницы.Зачем создавать автоматическую намотку? Использовать ручную дрель для намотки вторичной обмотки катушки Тесла достаточно утомительно. Умножьте количество витков на 20 и уменьшите размер провода до размера человеческого волоса. Процесс намотки собственного трансформатора часто называют «не стоящим», «безумным» или «глупым» для обычного гаражного моталки. Это мое решение.
Ах да, эта линейка составляет 6,75 дюйма от конца до конца, для представления о масштабе.
Я должен воспользоваться моментом и сделать очень важное замечание.Для тех из вас, кто думает о реализации аналогичного проекта — ЭТО НЕ ПРОСТОЙ СПОСОБ. Мой проект не полностью посвящен обмоточным трансформаторам. Это больше о том, как сделать точную, удобную и полезную машину с помощью программируемых микроконтроллеров. Если бы я действительно просто хотел сделать трансформатор, я бы сделал очень простое устройство с ручным управлением, подобное тому, которое использовал Финн Хаммер. Я спросил Джеймса Карта, что бы он сделал по-другому, и он сказал мне, что тоже заставит свою руку управлять.Подъемная машина с компьютерным управлением — это гораздо большая банка с червями, чем необходимо. Только не говори, что я тебя не предупреждал.
А теперь немного подробных фото (простите, без постройки) ….
Вот узел направляющей для проволоки. Он изготовлен из полиэтилена высокой плотности (HDPE) и UHMWHDPE (пластик). Провод пройдет через серию черных петель, через отверстие в верхней части пластика и вниз по концу указателя, где он встретится с первым. «Указатель» на самом деле представляет собой отрезок антенны с отрезанным концом.Такое расположение позволяет мне использовать катушки разного диаметра с простой регулировкой. Натяжение проволоки достигается поворотом черных петель, пока проволока находится в направляющей. Это делает трассу более сложной для движения проволоки, не добавляя слишком большого трения. Я могу решить использовать что-нибудь внутри колец, чтобы добавить трение, если это не поможет.
Главный шпиндель установлен на наборе герметичных шарикоподшипников, поэтому трение очень мало.
Детальный вид, показывающий, как узел направляющей проволоки прикреплен к моему самодельному зубчатому ремню.Он вырезан из полоски резинового дверного коврика, который я купил в Ace Hardware примерно за 10 центов.
Я установил двигатель на его собственную съемную пластину, поэтому все, что требуется для его отсоединения, — это удалить винт с накатанной головкой сверху и гайку-барашек под двигателем. Одна вещь, которую я узнал, наматывая множество вторичных обмоток катушек Тесла, заключается в том, что это действительно помогает иметь возможность легко снять катушку (особенно если она намотана хрупким проводом калибра 34).
A Крупный план двигателя главного привода.Не уверен, что крутящего момента будет достаточно, но все же хотелось бы его использовать. Если частота вращения главного приводного двигателя является переменной, может быть достигнута меньшая степень интервала между поворотами. Хотя, оглядываясь назад, я думаю, что стилус с винтовой головкой Терри — лучший способ добиться такого результата.
Быстрый снимок крепления двигателя, контролирующего натяжение ремня. Просто ослабьте винты снизу и сдвиньте двигатель, чтобы отрегулировать.
Мой самодельный шкив на противоположном конце.Он сделан из винтов, гаек, болтов и прочего из моей коллекции металлолома. Не так уж плохо для франкенштейновского лэшапа.
Блоки, которые удерживают поперечные стержни, были обработаны на моем сверлильном станке с использованием фрезы, чтобы вырезать середину для прохода ремня. Однако это была непростая задача — особенно с учетом того, насколько темпераментным может быть акрил. Стержни изготовлены из холоднокатаной стали 1/4 дюйма, которую я отшлифовал / отполировал, а акрил — это лист толщиной 3/4 дюйма.
Весь проект с нетерпением ждет своего мозга…
Будущие разработки
На данный момент планируется использовать пару программируемых микроконтроллеров PIC 16F84 в качестве центра логического управления. Я думаю о создании схемы, позволяющей контролировать расстояние между проводами с помощью поворотного переключателя с разными номиналами резисторов, которые изменяют скорость шага основного двигателя. Я также ищу ЖК-дисплей. Есть много сайтов, которые показывают, как взаимодействовать с обычным чипом драйвера Hitachi.Я хотел бы иметь двухстрочный дисплей, который показывал бы «статус», была ли катушка намотана вправо или влево, приостановлена или закончена, текущий «слой» и количество завершенных «витков». Я думаю, что это дало бы пользователю адекватную информацию в процессе намотки. Также может быть полезна сигнализация, чтобы оператор знал, когда слой был завершен, чтобы можно было добавить изоляцию.
Осталось много экспериментов и планирования. Я постараюсь поддерживать эту страницу в актуальном состоянии по мере продолжения работы.
Прямо сейчас я жду свой комплект программатора PIC … Я заказал его две недели назад и все еще жду «электронного письма с подтверждением доставки» от «Circuit Specialists, Inc.» обещал. Плохие деловые парни.
Ссылки
Виндер Терри Фрица: HTML или ZIP
Джеймс Виндер: Домашняя страница Джеймса или прямая ссылка
Учебное пособие по микроконтроллеру PICСверните свои собственные силовые трансформаторы
Ссылка на интерфейс ЖК-дисплея
ЖК Проекты
ЖК «Инфо»
Тонны информации о шаговых двигателях
Вернуться на мою домашнюю страницу.
HWYJ Water Changer Полуавтоматический аквариум Ch Clean Vacuum Max СКИДКА 50%
Для полноценного функционирования различных учреждений системы здравоохранения, независимо от профиля деятельности, формы собственности, масштаба, необходимо медицинское оборудование. В Украине есть собственный производитель качественного медицинского оборудования, отвечающего современным мировым стандартам. Это завод, расположенный в Киеве, в составе «Завета».
Использование медицинского оборудования
Медицинское оборудование — это собирательное название технического оборудования, используемого в медицине и здравоохранении.Медицинское оборудование различного типа используется для:
- профилактика заболеваний;
- исследований деятельности сердца и мозга, дыхания, артериального давления, крови и других физиологических жидкостей, образцов тканей;
- диагностика различных заболеваний, в том числе на ранней стадии, когда отсутствуют клинические симптомы, мониторинг динамики заболевания, эффективности лечения;
- проведение лечебных процедур и манипуляций;
- на выполнение хирургических вмешательств;
- выполнение реанимационных мероприятий;
- поддержание жизнедеятельности при потере, отказе отдельных органов при нахождении пациента в коме, поиск донорского органа, подготовка к трансплантации;
- эффективная реабилитация больных после перенесенных болезней, операций;
- дезинфекция и стерилизация;
- утилизация медицинских отходов;
- облегчает уход за пациентом.
Медицинское оборудование разделено на несколько функциональных групп. Инструменты, которые используются для проведения манипуляций, процедур, могут быть ручными (приводимыми в действие мышечной силой) или входить в состав аппарата в качестве сменного рабочего органа. Инструменты — это устройства, которые используются в исследовательских и диагностических целях, и они предоставляют точную информацию о состоянии организма. Медицинские изделия — это несколько групп изделий:
- приборы для физиотерапии — генерируют разные виды энергии для терапевтического воздействия на организм;
- устройств, временно выполняющих функции определенных органов, систем;
- аппаратов, в состав которых входят инструменты для механического воздействия на органы.
Оборудование — понятие широкое, это общее название технических устройств, позволяющих создавать необходимые условия для лечения, диагностики, ухода за больными, механизировать или автоматизировать трудоемкие процессы. Также к медицинскому оборудованию относятся расходные материалы, запчасти и аксессуары, необходимые для его работы. Это батарейки для портативных диагностических приборов, аппараты для физиотерапии, рентгеновская пленка, десятки для водного дистиллятора и многое другое.
Разновидности медицинского оборудования
Медицинское оборудование классифицируется по применению.Выделяют следующие группы оборудования:
- для функциональной диагностики — УЗИ, МРТ, кардиографы, электромиографы, спирографы, медицинские тепловизоры, рентген, радиологические приборы и многое другое, в том числе компьютерные диагностические системы, прикроватные мониторы;
- для жизнеобеспечения — аппараты ИВЛ, искусственный пневмоторакс, гемодиализ, инфузионные насосы;
- лаборатория — для автоматизации проведения лабораторных исследований;
- терапевтический — ингаляторы, аппараты для электрофореза, ультразвука, ударно-волновой, лазерной, магнитной и других видов физиотерапии;
- хирургические — лазерные и электрохирургические аппараты, аспираторы, операционные столы, лампы, потолочные консоли для размещения всего необходимого оборудования во время операции;
- реанимация, анестезия-реанимация — дефибрилляторы, ИВЛ;
- для перевозки больных — инвалидных колясок, трансферов;
- для вызова медперсонала — сигнализация палаты;
- реабилитация — вытяжные столы, устройства для пассивного развития конечностей, инвалидные коляски, медицинские кровати, ходунки;
- для скорой помощи — загрузочные устройства, носилки, переносные аспираторы, концентраторы кислорода, дыхательные мешки, иммобилизационные шины, подголовники.
Для дезинфекции и стерилизации используются ультрафиолетовые камеры, рециркуляторы, водные дистилляторы, стерилизаторы воздуха, облучатели для воздуха и воды, которые могут быть настенными, потолочными, мобильными. Также в оборудование для нужд медицины входят утилизаторы, крематоры.
Разделение медицинского оборудования принято не только на диагностическое, терапевтическое, хирургическое, реанимационное и др., Но и на отрасли медицины. Некоторые технические средства могут применяться в разных сферах.Итак, лабораторные исследования, УЗИ назначают при самых разных заболеваниях. Список показаний к физиотерапии также широк. Но также выделяют узкоспециализированное оборудование. Например, неонатологические — в эту категорию входят инкубаторы, облучатели для обогрева новорожденных, лечения желтухи новорожденных, пеленальные столики и функциональные кровати. Также различают гинекологическое оборудование (гинекологические кресла), кардиологическое (кардиостимуляторы), урологическое (ректоскопы) и косметологическое (лимфодренажные устройства).
Купить медицинское оборудование в Киеве и Украине
Завод-производитель «Завет» выпускает широкий ассортимент медицинского оборудования, бытовой техники, мебели. Компания с 19-летним опытом на сегодняшний день является ведущим производителем и поставщиком данной продукции в Украине. В каталоге магазина «Завет», помимо продукции собственного производства, представлены медицинские изделия других производителей с мировым именем. Цены доступные; в этом можно убедиться, изучив наш прайс-лист.Вся продукция качественная, предоставляется гарантия, осуществляется послегарантийное обслуживание. Возможна доставка со склада в Киеве в Запорожье, Харьков, Одессу, Винницу, Херсон, Полтаву, Львов, Днепропетровск, Черкассы, Николаев.
Полуавтоматическая настольная закаточная машина для верхних банок Cannular ProCannular Pro — это полуавтоматическая закаточная машина для консервных банок, которая проста в использовании, надежна и красиво проста.
Cannular — это ответ, независимо от того, являетесь ли вы пивоварней, которая хочет предложить баночное пиво на вынос, или домашним пивоваром, желающим сохранить свежесть своих творений и полностью защитить их от света.Этот настольный аппарат — один из самых компактных и простых в использовании закаточных машин для банок, которые вы найдете. Для работы с Cannular требуется только один человек, и на сшивание каждой банки требуется примерно 3 секунды. Благодаря команде из двух человек, одного фасовочного и одного закаточного, Cannular становится подходящим вариантом для нано-пивоварен, производящих небольшие партии консервов.
Cannular Pro и ручное устройство
Эта новая модель Semi-Auto Pro гарантирует, что вы всегда будете получать стабильный процесс склейки.В отличие от менее дорогой ручной закаточной машины для консервных банок, эта машина не имеет рычага для закаточной операции, что означает, что оператору еще проще сшить банку последовательно и не будет зависеть от того, насколько сильно оператор нажимает на рычаг.
Еще одно важное отличие состоит в том, что распорка для стола Cannular Pro специально разработана для работы со всеми стандартными банками 202, включая популярные в отрасли банки емкостью 16 унций (473 мл) и 12 унций (355 мл), а также наши банки емкостью 500 мл (16,9 унции) и 330 мл. (11,2 унции) могут свежие алюминиевые банки.В отличие от модели с ручным управлением, для которой требуется дополнительная распорка стола для использования с банками емкостью 330 мл, модель Pro имеет регулируемую платформу, позволяющую поднимать или опускать распорку стола в зависимости от того, какой размер вы можете сшить. Необходимо отрегулировать высоту стола, чтобы обеспечить соответствующее давление при подъеме тазов.
Cannular Pro может быть адаптирован для использования с Crowler на 32 унции (банка Ball 300 / конец). Чтобы сшить негабаритные алюминиевые банки Ball 300 с торцом / крышкой, вам необходимо приобрести необходимый патрон для 1 л (32 унции) Crowler отдельно (скоро).
Cannular Pro также может быть адаптирован для использования с оловянными стальными банками для упаковки пищевых продуктов. Прокладка стола предназначена для этих 100-миллиметровых банок, но вам необходимо будет приобрести необходимый 100-миллиметровый патрон отдельно.
Операция:
Прелесть Cannular заключается в том, насколько по-настоящему проста в использовании, а полуавтоматическая профессиональная модель делает консервирование пива еще проще. Имея всего три точки управления, вам понадобится всего несколько минут, чтобы ознакомиться с машиной.Процесс склейки следующий:
- Закройте банку крышкой и поместите ее на распорку стола .
- Поверните рычаг платформы по часовой стрелке, чтобы поднять банку на закаточную машину .
- Нажмите кнопку сшивания и подождите, пока банка перестанет вращаться.
- Поверните рычаг платформы против часовой стрелки, чтобы опустить таз
Вот и все!
Строительство:
Cannular был спроектирован так, чтобы быть компактным, прочным и безопасным для работы во влажной среде.Платформа изготовлена из нержавеющей стали марки 304, поэтому независимо от того, насколько грязной становится ваша консервная банка, не нужно беспокоиться о ржавчине или порче. Корпус агрегата изготовлен из кованого листового металла и скреплен винтами из нержавеющей стали. Резиновые ножки предотвращают скольжение и скольжение устройства во время использования. Кроме того, Cannular имеет встроенные кронштейны возле ножек, поэтому у вас есть возможность установить машину на стол или стол. Cannular получает питание 24 В постоянного тока через розетку Андерсона, расположенную на задней панели.Это более низкое напряжение было выбрано специально, чтобы сделать устройство максимально безопасным для использования во влажной среде.
Мощность:
Как отмечалось выше, Cannular поставляется с розеткой Anderson на 24 В постоянного тока, расположенной на задней панели устройства. Однако в комплект не входят шнур и вилка. В этом устройстве используется более мощный блок питания Pro Model, который обеспечивает достаточную мощность для сшивания банок из стали, покрытой оловом, а также алюминиевых банок. Почему банки?
Так почему может , когда можно бутылку ? Несомненно, за последние несколько лет консервирование становится все более популярным форматом упаковки пива среди крафтовых пивоварен, и не без оснований.Алюминиевые банки не только более экологичны, чем бутылки, поскольку банки требуют меньше энергии для транспортировки и переработки, но и намного лучше защищают качество пива. В то время как бутылки пропускают свет, что приводит к скунсу, алюминиевые банки обеспечивают 100% защиту от ультрафиолета и других длин волн света, которые вредны для пива. До сих пор ведутся большие споры о том, лучше ли банки или бутылки сохраняют пиво свежим, но, если все сделано правильно, банки теоретически являются лучшим вариантом.Когда корончатая крышка обжимается на бутылке, подкладка крышки может образовывать несовершенное уплотнение на бутылке, пропуская небольшое количество кислорода внутрь, а также небольшое количество CO2 наружу. Со временем это может привести к окислению пива и потере углекислого газа. С другой стороны, банки со швом образуют гораздо лучшее уплотнение, которое может предотвратить эти проблемы. Конечно, важно убедиться, что перед наполнением баллончик очищен от кислорода и что крышка баллона герметично закрыта пеной для удаления кислорода из свободного пространства.Если не считать всех «научных вещей», банки на просто безопаснее. Возьмите пиво в поход, поход или у бассейна и будьте уверены, что битое стекло не испортит вам день!
Технические характеристики:
- Мощность: 250 Вт 24 В постоянного тока
- Номинальная скорость: 3300 об / мин
- Передаточное число коробки передач: 9,8: 1
- Размеры: 16 дюймов x 9,5 дюймов x 21 дюймов
- Вес: 40 фунтов
- Брызговик не входит в комплект
Обратите внимание: брызговик, изображенный на фото, не входит в комплект закаточной машины.См. CAN106, чтобы добавить брызговик к вашему заказу.
Обратите внимание: При получении канюля ролики были настроены и протестированы на заводе. Для 100 000 банок регулировка не требуется. Стол, однако, не отрегулирован, и его правильная установка очень важна для получения надлежащего уплотнения. Испытания Cannular показывают, что фактическое перекрытие 0,4 мм (0,015 дюйма) — это все, что необходимо для герметизации до 90 фунтов на квадратный дюйм. Правильное натяжение стола требует некоторой практики и требует потратить несколько банок на его установку.Как только вы научитесь правильно регулировать натяжение, это будет очень быстро и легко. Вы хотите, чтобы натяжение было сильным, но не настолько, чтобы на банке образовалась вмятина. Для правильной регулировки натяжения используйте канистры с водой на вашей высоте.
Для получения дополнительной информации о сшивании банок посетите этот сайт здесь.Kegland Номер детали: KL15769
Модель S-4 Автоматическая система весов
Стандартный S-4 включает:
- Саморегулирующийся контроллер
- Считывает до 1 грамма или.001 фунт
- Диапазон контроллера до 10 фунтов.
- Крышка загрузочного бункера. 3,5 куб. Фут. (эквивалент 5 пятигаллонных ведер)
- Включает стандартное шасси:
- Порошковое покрытие
- Площадь основания 4,6 кв. Фута, высота 67 дюймов, высота 41,5 дюйма Настольная модель
- 4 ролика с фиксатором
- Все поверхности, контактирующие с продуктом Нержавеющая сталь 304
- 120 В 60 Гц (опция 240 В 50 Гц)
- Работает со всеми сыпучими материалами, от порошков до крупных деталей
- Может использоваться со всеми мешками и жесткими контейнерами
- Автоматическая регулировка тары
- Саморегулирующийся контроль скорости нарастания и обводки на лету
- До 800 заливок / час
Информация:
Полуавтоматическая система весов Model S-4 — отличный первый шаг на пути вашего бизнеса от ручного черпания к автоматизации.Ваш сыпучий продукт помещается в загрузочный бункер в верхней части машины. S-4 использует электромагнитный вибрационный питатель для перемещения продукта из загрузочного бункера в весовой бункер, где он взвешивается. По достижении заданного веса контроллер останавливает дозатор, и весовой бункер открывается автоматически или с помощью ножного переключателя, чтобы выгрузить продукт в контейнер. Начнется новый цикл наполнения, и теперь ваш наполненный мешок можно запечатать.
Пример: Для обработки относительно сыпучих продуктов в 1 фунт.пакет, продукт загружается в бункер, а общий вес установлен на 1 фунт. После запуска первого цикла заполнения с помощью ножной педали контроллер автоматически переключится в «режим обучения» для первого цикла. В это время контроллер проверяет характеристики потока продукта и определяет оптимальную скорость и продолжительность для насыпи и капания. Контроллер автоматически изменит вибрационную подачу с основной на капельную и остановит весы на 1 фунте. Пакет снимается и запечатывается.Теперь каждый последующий контейнер наполняется, помещая его под воронку и нажимая педаль.
Для получения дополнительной информации о логическом контроллере II щелкните здесь.
Технические характеристики:
- Общая высота: 68 дюймов (41,5-дюймовая модель со столешницей) занимает площадь всего 22 x 30 дюймов.
- Емкость питающего бункера: 3,5 куб. футов (эквивалент 5 пятигаллонных ведер). Масштаб
- Общий вес: 135 фунтов.
- Требования к питанию: 2 А, 110 В 60 Гц переменного тока
- Требования к воздуху: <0.Подача воздуха 25 куб. Футов в минуту при 30 фунтах на кв. Дюйм
- Ограниченная гарантия на один год
Цена:
- $ 7650,00 Стандартный S-4, F.O.B. Charlotte, VT 05445 — Получите мгновенное онлайн-предложение с помощью нашего генератора расценок !
- Опции:
- Заливные патрубки по цене 190,00 $
- Dribble Feed Gate @ $ 940.00 (Нажмите здесь, чтобы просмотреть видео)
- 240 В, 50 Гц, 500 долларов США
- Программное обеспечение контроллера 50 Гц по цене 190 долл. США
- Трансформатор 240 В — 120 В переменного тока по цене 190 долларов США.00
- Срок выполнения заказа S-4 в настоящее время составляет от 4 до 8 недель
Загрузить копию информационного листа S-4 (формат PDF)
Загрузить копию информационного листа S-4 Table Top (формат PDF)
Загрузить копию руководства пользователя S-4 (формат PDF)
Загрузить копия Руководства по мойке S-4 (формат PDF)
Почему так много неправильных остановок на дорогах?
Из New York Times, меня зовут Сабрина Тавернис.Это The Daily.
Сегодня: расследование Times показывает, что за последние пять лет полиция убила 400 невооруженных водителей или пассажиров во время остановок движения транспорта. Я поговорил со своим коллегой Дэвидом Киркпатриком о том, почему происходит так много остановок движения и почему эту проблему так сложно исправить.
Сегодня понедельник, 1 ноября.
Дэвид, с чего вы начали это расследование?
Ну, это началось сразу после осуждения Дерека Човена, полицейского, который вытащил Джорджа Флойда с водительского сиденья автомобиля, а затем убил его на тротуаре.Были и другие случаи, когда невооруженные водители, в основном афроамериканцы, были убиты полицией на остановках, в том числе Даунт Райт в Миннесоте. Был армейский лейтенант Кэрон Назарио, которого остановили и обстреляли перцовым баллончиком в Вирджинии. Итак, мы хотели знать, происходит ли это так часто, как кажется, когда невооруженных водителей убивают на остановках? И если это происходит очень часто, почему?
Итак, что вы сделали, чтобы ответить на эти вопросы? Что вы сделали в первую очередь?
Итак, мои коллеги по расследованию — Стив Эдер, Ким Баркер и я — начали со списка 5000 человек, убитых полицией за последние пять лет.Мы получили это из данных, собранных газетой Washington Post и двумя исследовательскими организациями, которые составили карту случаев насилия со стороны полиции и смертельных столкновений. Оттуда мы собрали все сводки новостей и протоколы судебных заседаний, а также, когда это было возможно, аудио и видеозаписи этих убийств, которые мы могли.
И мы пытались изолировать людей, которые были убиты на остановках автомобилей, людей, которые были невооружены, не имели при себе пистолета или ножа, не угрожали полиции оружием. Кроме того, мы выбросили всех, кого преследовали за тяжкие преступления, чтобы не было грабителей банков или убийц в бегах.Мы хотели выделить только те убийства на остановках, которые казались наиболее сомнительными и которых можно было избежать. И мы получили около 400 водителей или пассажиров за тот пятилетний период, которые погибли на остановках. Это примерно шесть в месяц или больше одного в неделю.
Шесть в месяц, это звучит много.
Да, и, как и в других убийствах американской полицией, афроамериканцы были непропорционально перепредставлены.Во многих случаях, когда мы разговаривали с семьями погибших водителей, они говорили: «Я не думаю, что моего родственника остановили бы, если бы он не был черным». Теперь, если вы посмотрите на всех 400 идентифицированных нами невооруженных водителей, во многих случаях они были пьяны или находились под воздействием наркотиков, или у них были наркотики в машине. Или по тем или иным причинам они пытались бежать. Но при этом все это не означает, что они заслуживают того, чтобы их убили на обочине дороги.
Верно, а что вы узнали о том, почему эти остановки движения становятся такими резкими?
Ну, первая часть ответа приходит довольно быстро.Ну, мы начали разговаривать с полицейскими или бывшими полицейскими, и первое, что они сказали, это, ну, люди гибнут на остановках, потому что нам говорят, что остановки движения очень опасны для нас. И мы начали это изучать. Мы собрали учебные пособия. Мы взяли интервью у тренеров.
И мы узнали все, что могли, о процессе обучения полицейских остановкам транспортных средств. И мы узнали, что им часто говорят, что при остановке транспортных средств погибает больше офицеров, чем в любом другом контексте.Так что это самый распространенный способ убить офицера. В самых агрессивных инструкциях по тренировкам прямо говорится, что каждый водитель может быть убийцей. Осторожно.
Ух ты, это действительно вбивалось в них с самого начала их жизни в качестве полицейских.
Совершенно верно. На протяжении всего обучения, а затем неоднократно на протяжении всей карьеры на брифингах по перекличке перед тем, как отправиться на дежурство, им демонстрируют видеоролики, в которых демонстрируют покладистых, терпимых полицейских, которых косят водители, выхватывающие оружие из ниоткуда.Есть одно особенно знаковое видео.
- архивная запись (
Водитель, отойди ко мне. Вернись сюда за мной.
Офицер по имени Кайл Динкхеллер, который остановил пикап в Джорджии, 1990-е.
- архивная запись (Кайл Динкхеллер)
Держите руки подальше от кармана, сэр.
- архивная запись (драйвер)
Да пошел вы.Проклятье. А вот и я. Стреляй в мою гребаную задницу.
- архивная запись (Кайл Динкхеллер)
Иди сюда.
- архивная запись (драйвер)
Вот я, вот я!
- архивная запись (Кайл Динкхеллер)
Сэр, подойдите сюда.
Водитель выскакивает. И он прыгает, как сумасшедший. Он танцует.
- архивная запись (Кайл Динкхеллер)
Иди сюда.Сэр, вернитесь.
- архивная запись (драйвер)
Что вы [НЕРАЗБОРЧИВО]
- архивная запись (Кайл Динкхеллер)
Сэр, вернитесь. А теперь вернись. Вернись. Сэр, вернитесь сейчас же.
- архивная запись (драйвер)
№
- архивная запись (Кайл Динкхеллер)
Вернуться.
- архивная запись (драйвер)
[РУГАТЕЛЬСТВО] вы.
- архивная запись (Кайл Динкхеллер)
Сэр, вернитесь.
И он не подчиняется ни одному из приказов полицейского.
- заархивированная запись
[НЕРАЗБОРЧИВО]
И через некоторое время —
- заархивированная запись (kyle dinkheller)
- здесь. Положить пистолет.
Водитель вытаскивает полуавтоматическое оружие.
- архивная запись (Кайл Динкхеллер)
Бросьте пистолет.
И он стреляет в офицера прямо здесь. И это зафиксировано на собственном видеорегистраторе офицера.
Итак, Кайл Динкхеллер действительно стал мучеником, и, похоже, каждый офицер, с которым я разговаривал, знает, кто он. И его имя означает постоянную опасность для полиции, когда они останавливают автомобиль.Это чувство опасности настолько укоренилось, что, когда офицеры подходят к окну со стороны водителя, когда они останавливают машину, они часто кладут четыре пальца на багажник. Их так учат оставлять отпечатки пальцев.
Таким образом, если полицейский попал в засаду и был убит водителем, детективы, найдя машину, узнают, кто это сделал. Это почти как своего рода тактильное напоминание о том, насколько опасно для полицейского перетаскивать машину.
ОК.Я слышал, вы говорите, что остановки машин действительно опасны для полицейских. Я имею в виду, что это все для меня.
Что ж, то, что говорят полицейским во время их обучения, на самом деле не является полной картиной. За рассматриваемый нами пятилетний период 20 процентов всех офицеров, погибших в результате совершения преступлений при исполнении служебных обязанностей, были убиты автомобилистами, которых они остановили. Так что в каком-то смысле это много. Но в то же время это заблуждение.
Это вводит в заблуждение, потому что остановки движения — самый распространенный способ взаимодействия полиции с гражданскими лицами. Ежегодно они исполняют их десятки миллионов.
Вау.
И когда вы смотрите на огромное количество остановок транспорта, каждая остановка транспортного средства действительно не так опасна. Фактически, было проведено не одно исследование, показывающее, что вероятность того, что офицер погибнет на остановке транспортного средства, составляет менее одного из трех.6 миллионов. Знаешь, если изолировать только обычные остановки движения, а не преследовать преступников, то их будет меньше одной из 6 миллионов.
Ого. Это очень мало.
Да, так что это действительно относительно небольшой шанс. Я позвонил некоторым статистикам, изучающим подобные вещи, и они сказали, что кто-то с большей вероятностью умрет, покатавшись на лошади или купаясь.
Итак, хотя полицейских учат, что остановки движения невероятно опасны, это не совсем так.
Верно. Это заблуждение. И это предположение имеет последствия. Мы видим, что офицеров учат думать, что, поскольку это так опасно, им нужен полный контроль.
- архивная запись (офицер)
Хорошо. Держись подальше. Ты меня отвлекаешь. Тебя посадят в тюрьму, если ты помешаешь, хорошо.
- архивная запись (динамик)
Я не мешаю.: Вы вмешиваетесь, потому что —
И это заставляет их иногда рассматривать простое неповиновение как смертельную угрозу, принимать ответные меры против разговоров или уклонения —
- архивная запись
Эй, чувак , руки, руки, руки [РУГАТЕЛЬСТВО].
— или несоблюдение.
- архивная запись
Вы двигаетесь Я собираюсь пристрелить вашего [РУГАТЕЛЬСТВО], чувак.Вы двигаетесь, я собираюсь [РУГАТЕЛЬСТВО] оторвать вам голову.
Легко.
Иногда с угрозами применения смертельной силы.
- архивная запись
Могу я посмотреть вашу лицензию?
Или даже иногда смертельная сила.
- архивная запись
Выйдите из машины. Выходи из машины.
[ВЫСТРЕЛЫ ИЗ ОРУЖИЯ]
А также это имеет еще одно последствие.Итак, с одной стороны, из-за этого страха вы видите вполне понятную агрессию со стороны офицеров. Но затем, постфактум, вы также обнаруживаете, что прокуратура и суды предоставляют дополнительную свободу действий для применения силы полиции, которая останавливает движение из-за предполагаемой опасности.
Так как это выглядит?
Что ж, мы должны быть ясны. Сотруднику полиции разрешается применять смертоносную силу только в том случае, если он обоснованно опасается неминуемой угрозы жизни сотрудника полиции или чьей-либо жизни.Им не разрешается применять смертоносную силу только для наказания за непослушание. Но если принять во внимание репутацию опасного человека на этих остановках, прокуроры, судьи и присяжные часто склонны соглашаться с тем, что полицейский действительно опасался за свою жизнь, даже когда на самом деле реальная опасность весьма спорна. .
В нашем списке из 400 погибших безоружных водителей мы нашли десятки случаев, когда офицеры стреляли в автомобилистов только потому, что автомобилисты тянулись к чему-то или держали в руках предмет, который оказался не пистолетом.Это включает в себя, в одном случае, бутылку антифриза, в другом случае пакет с бутербродами, во многих случаях, конечно, просто сотовые телефоны. Таким образом, судье или присяжным очень легко признать, что водитель чего-то тянется, и офицер искренне полагал, что это могло быть ружье.
Или, возможно, водитель крутил двигатель, и офицер достоверно полагал, что даже если водитель, вероятно, пытался сбежать, он также мог сбить офицера. Поэтому, когда речь идет о транспортном средстве, учитывая репутацию опасного объекта, полицейскому очень легко сказать прокурору, судье или присяжным: «Послушайте, я действительно опасался за свою жизнь».
Суды часто оценивают применение смертоносной силы только на основании последнего момента, когда офицер нажимает на курок.
Но мы просмотрели более 120 видеозаписей этих убийств. И мы обнаружили, что если вы откатите видео назад и посмотрите на более широкий контекст, часто история будет намного сложнее.
Мы скоро вернемся.
Итак, Дэвид, вы сказали, что то, что на самом деле происходит во время этих остановок движения, сложнее, чем то, что в итоге видит публика.Как так? Что показали ваши репортажи?
Что ж, наши коллеги из группы визуальных расследований The New York Times выделили 120 из этих видеозаписей убийств на остановках транспортных средств. Они выбрали ролики, на которых действительно хорошо видно, что происходило в момент самой съемки. И они обнаружили, что в 45 из этих 120 случаев офицер фактически подвергал себя опасности, которую криминологи называют угрозой, созданной офицером.
Это означает, что полицейский встал перед движущимся автомобилем или залез в дверь или окно автомобиля. И офицер подверг свою жизнь опасности, а затем назвал эту опасность причиной убийства водителя. Здесь происходит то, что офицер использует момент непослушания и превращает его в столкновение не на жизнь, а на смерть. Это буду ты, или это буду я. Офицер говорит, что вы меня не слушаете и пытаетесь бежать. Что ж, я сделаю выбор между твоей жизнью и моей жизнью.
Правый. Так что водитель не совсем выполняет приказы. Но офицер превращается в битву не на жизнь, а на смерть.
Справа.
Итак, одно из просмотренных нами видео — это убийство водителя по имени Колтин ЛеБлан. Колтин ЛеБлан ведет свой пикап. Он едет неуверенно. Солдат штата Луизиана останавливает его.
- архивная запись (госслужащий)
Сэр, выйдите, пожалуйста.
- архивная запись (coltin leblanc)
Да, сэр.
- архивная запись (государственный солдат)
Шаг сюда —
ЛеБлан выходит из машины.
- архивная запись (военнослужащий штата)
Полиция штата Луизиана, я остановил вас потому, что вы не использовали сигнал поворота.
И он разговаривает с солдатом.Солдат начинает довольно вежливо.
- архивная запись (госслужба)
У вас есть водительские права?
Спрашивает лицензию.
- архивная запись (госслужащий)
У вас есть водительские права, сэр?
- архивная запись (coltin leblanc)
Это в моей машине.
- архивная запись (гос. Солдат)
Пойдем, пожалуйста.
ЛеБлан возвращается к своей машине, чтобы получить права. И вот тогда что-то начинает идти не так.
- архивная запись
Я не вижу.
На видео вы можете увидеть, как ЛеБлан нажимает ногу на тормоз. Он тянется к зажиганию.
- архивная запись
[ДВИГАТЕЛЬ АВТОМОБИЛЯ]
Секундой позже Леблан включает передачу.ЛеБлан на данный момент подозревается только в том, что он, возможно, был пьяным водителем. С тактической точки зрения инструкторы скажут, что офицер должен уехать. У тебя есть его номерной знак. Вы могли бы последовать за ним. Вместо этого этот солдат штата Луизиана хватается за открытую дверь. Он висит над открытой дверью левой рукой, когда ЛеБлан начинает уезжать.
[СКРИПЬ ШИНЫ]
И он кричит ЛеБланку, остановись, остановись, останови машину. Но ЛеБлан не останавливает машину.И в этот момент солдат повесился на открытой двери движущегося пикапа. И его жизнь действительно в опасности.
[ВЫСТРЕЛЫ ИЗ ОРУЖИЯ]
Он вытаскивает пистолет правой рукой. И он трижды стреляет ЛеБлану в туловище, руку и ухо.
- архивная запись (госслужащий)
Прямо сейчас на землю. Садись на землю прямо сейчас. Садись на землю.
ЛеБлан скончался в больнице.
Итак, вы говорите, что когда вы смотрите на саму съемку, вы действительно получаете только половину картины. Потому что, когда перематываешь фильм и смотришь на него целиком, понимаешь, что не всегда все так просто, как офицер опасался за свою жизнь.
Верно. Защитники полиции сказали бы: смотрите, этот водитель был непослушным и фактически угрожал полицейскому, что верно.Но в то же время выбор этого офицера превратил то, что могло быть безобидной или рутинной встречей, в вызов жизни или смерти, который закончился смертью водителя.
Правый. Что это неповиновение становится потенциально смертельным.
Верно. Неповиновение становится преступлением, караемым смертной казнью.
Итак, Дэвид, когда вы мне все это описываете, есть одна вещь, на которой я как бы застрял, а именно, если полицейские обучены, остановки настолько опасны и часто сами себя подставляют. подвергаясь ненужному риску, когда они их делают, то почему бы не сделать их меньше? Я имею в виду, вы сказали, что они делают десятки миллионов остановок в год.
Что ж, часть ответа — деньги. Двое из моих других коллег по расследованию, Майк Макинтайр и Майкл Келлер, были действительно заинтригованы инцидентом, когда полиция в Вирджинии остановила лейтенанта армии Карона Назарио. Они остановили его, обрызгали перцовым баллончиком и угрожали ему. И мои коллеги обнаружили, что на той же неделе городской совет спрашивал начальника полиции о том, почему падают доходы от продажи билетов.
Вау.
И они начали задаваться вопросом, насколько важна выручка от продажи билетов для этого города и других подобных ему городов? И то, что они обнаружили, было действительно удивительным. Более 730 муниципалитетов полагаются на штрафы и сборы, которые составляют не менее 10 процентов их доходов. В одном городе в Луизиане это составляло более 85 процентов его дохода. Они обнаружили кучу небольших городков, которые ежегодно выдают больше билетов, чем жителей.
Это безумие.
Ага. И во многих из этих мест деньги, которые они приносят на билеты, идут на их собственное обучение, в благотворительный фонд полиции или на другие выплаты. Более того, они обнаружили, что федеральное правительство играет в этом роль. Федеральное правительство ежегодно выделяет муниципалитетам 600 миллионов долларов на обеспечение соблюдения правил дорожного движения. И чтобы получить эти деньги, штаты должны представить планы по обеспечению соблюдения правил дорожного движения.
И по крайней мере в 20 из этих штатов они явно оценивают полицию по количеству остановок движения, которые они делают.В некоторых городах полицейским прямо говорят, что нужно делать столько остановок в час.
Таким образом, они напрямую финансово заинтересованы в частых остановках движения.
Да, они есть. И некоторые из этих городов, которые непропорционально полагаются на выручку от продажи билетов, также непропорционально останавливали темнокожих водителей. Например, в городке Ньюбург-Хайтс, расположенном на площади в полквадратной мили с населением 2 000 человек к югу от Кливленда, билеты составляют более половины их городских доходов.22 процента жителей города — черные. И все же на долю чернокожих приходится 76% нарушений прав и страховок и 63% случаев превышения скорости при проезде по городу.
Вау.
Итак, по сути, это преимущественно белый город прямо за пределами Кливленда. Они отправляют на шоссе много солдат. И они ловят непропорционально большое количество черных водителей на пути по шоссе, когда они выезжают из города.Когда мои коллеги спросили о непропорционально большом количестве черных водителей, которых они останавливают на выезде из Кливленда, мэр сказал, что мы не контролируем, кто проезжает через наше сообщество.
Мы также поговорили с бывшим офицером полиции и криминологом афроамериканца. И он сказал, что думает, что остановки движения — это своего рода особая проблема для расовых предубеждений. По его словам, полиция считает остановки движения опасными. Полиция считает, что черные опасны. И комбинация непостоянна.
И добавьте к тому, что вы только что сказали, а именно, что офицеры заинтересованы в том, чтобы увеличивать числа, останавливать много машин, чтобы получить деньги от штрафов.
Ага. Теперь защитники полиции сказали бы: смотрите, остановки движения важны, потому что они сбивают с дороги опасных водителей. И риски для полиции реальны. Таким образом, суды и общественность должны особо учитывать тот факт, что полиция должна принимать жесткие, мгновенные решения, касающиеся жизни или смерти, под давлением.И другие люди, включая судей и присяжных, не должны сомневаться в своем выборе.
Критики полиции сказали бы, что если бы была большая ответственность, если бы больше агентств и офицеров каким-либо образом наказывались или привлекались к ответственности за убийство водителей, которого можно было избежать, то у них был бы стимул прекратить это. Я расскажу, что мы нашли. Когда мы рассмотрели эти дела, мы обнаружили, что из 400 невооруженных водителей, убитых полицией на остановках, которые мы идентифицировали, в этих случаях только около 30 полицейских были обвинены в совершении преступления.
И примерно в 30 случаях только пять полицейских были осуждены за какие-либо преступления. Одному из них дали условный срок без тюремного заключения. И еще одним из этих пятерых был Дерек Човен за убийство Джорджа Флойда. В подавляющем большинстве случаев, которые мы рассмотрели, офицеры, убившие этих невооруженных водителей, не понесли никаких наказаний или последствий. Во многих случаях офицеров хвалили за их поведение.
Один случай, который выделился для нас, был случай заместителя Джейсона Ханратти.В январе 2019 года он вместе с несколькими другими заместителями присоединился к погоне за автомобилем GMC Yukon, который изначально был остановлен из-за сломанной задней фары. GMC Yukon повел их в безумную погоню через графство. Наконец, один из депутатов заставил его раскрутиться на лужайке. В этот момент заместитель Ханратти вышел из своей полицейской машины, чтобы попытаться подойти к внедорожнику.
Он снова покачнулся вперед. На видео этой встречи видно, что он протянул левую руку. Он надел его на капюшон и оттолкнулся.И в этот момент он, возможно, в безопасности. GMC движется за ним. Но он вытащил пистолет правой рукой. И он произвел несколько выстрелов в окно со стороны водителя, ранив водителя, 20-летнюю беременную женщину, и проехав через нее, чтобы убить ее пассажира.
Итак, этой смерти можно избежать. И все же несколько месяцев спустя шериф повысил помощника Ханратти до сержанта. В следующем году шериф наградил его медалью за доблесть. И на церемонии его действия были оценены как поистине героические.
Дэвид, спасибо.
Спасибо.
Мы скоро вернемся.
Вот что вам еще нужно знать сегодня. В воскресенье лидеры группы из 20 стран, включая США, Европейский союз и Китай, направили символическое сообщение об усилиях по борьбе с изменением климата. На встрече в Риме лидеры пообещали приложить все усилия, чтобы ограничить глобальное повышение температуры до 1.5 градусов по Цельсию к концу века. Это число рассматривается как критический порог для ограничения наиболее серьезных последствий изменения климата. И —
- архивная запись (Джо Байден)
Соединенные Штаты и Европейский Союз достигли крупного прорыва, который устранит экзистенциальную угрозу изменения климата, а также защитит рабочие места в США и американскую промышленность.
Президент Байден подписал соглашение об отмене тарифов на импорт стали и алюминия из Европы, разрешив ожесточенный торговый спор с E.U., который начался при президенте Трампе три года назад. В свою очередь, Евросоюз. снизит ответные тарифы на американские товары, такие как апельсиновый сок, бурбон и мотоциклы.
Продюсерами сегодняшнего выпуска выступили Клэр Тоенискуттер, Мудж Зади и Сидни Харпер. Его редактировали Лариса Андерсон и Майкл Бенуа, а разработал Крис Вуд. Содержит оригинальную музыку Рашель Бонха, Дэна Пауэлла и Элишебы Иттуп. Наша музыкальная тема написана Джимом Брунбергом и Беном Ландсверком из Wonderly.
Вот и все для The Daily.Я Сабрина Тавернис, увидимся завтра.
500 — ВНУТРЕННЯЯ ОШИБКА СЕРВЕРА
Существует несколько распространенных причин этого кода ошибки, включая проблемы с отдельным сценарием, который может быть выполнен по запросу. Некоторые из них легче обнаружить и исправить, чем другие.
Владение файлами и каталогамиСервер, на котором вы находитесь, в большинстве случаев запускает приложения очень специфическим образом. Сервер обычно ожидает, что файлы и каталоги принадлежат вашему конкретному пользователю пользователь cPanel .Если вы самостоятельно внесли изменения в право собственности на файл через SSH, пожалуйста, сбросьте владельца и группу соответствующим образом.
Разрешения для файлов и каталоговСервер, на котором вы находитесь, в большинстве случаев запускает приложения очень специфическим образом. Сервер обычно ожидает, что файлы, такие как HTML, изображения и другие носители, будут иметь режим разрешений 644 . Сервер также ожидает, что режим разрешений для каталогов в большинстве случаев будет установлен на 755 .
(См. Раздел о разрешениях файловой системы.)
Ошибки синтаксиса команд в файле .htaccessВ файле .htaccess вы могли добавить строки, которые конфликтуют друг с другом или являются недопустимыми.
Если вы хотите проверить конкретное правило в вашем файле .htaccess, вы можете прокомментировать эту конкретную строку в .htaccess, добавив # в начало строки. Вы всегда должны делать резервную копию этого файла, прежде чем начинать вносить изменения.
Например, если .htaccess выглядит как
DirectoryIndex default.html
Приложение AddType / x-httpd-php5 php
Тогда попробуйте что-нибудь вроде этого
DirectoryIndex default.html
#AddType application / x-httpd-php5 php
Примечание: Из-за способа настройки серверных сред вы не можете использовать аргументы php_value в файле .htaccess.
Превышены пределы процессаВозможно, эта ошибка вызвана наличием слишком большого количества процессов в очереди сервера для вашей индивидуальной учетной записи. Каждая учетная запись на нашем сервере может иметь только 25 одновременных активных процессов в любой момент времени, независимо от того, связаны ли они с вашим сайтом или другими процессами, принадлежащими вашему пользователю, такими как почта.
пс искусственный
Или введите это, чтобы просмотреть учетную запись определенного пользователя (не забудьте заменить имя пользователя фактическим именем пользователя):
ps faux | grep имя пользователя
После получения идентификатора процесса («pid») введите его, чтобы убить конкретный процесс (не забудьте заменить pid на фактический идентификатор процесса):
убить pid
Ваш веб-хостинг сможет посоветовать вам, как избежать этой ошибки, если она вызвана ограничениями процесса.