


Собираем простой сварочный аппарат в домашних условиях

Сварочный аппарат нельзя назвать инструментом первой необходимости дома, как например отвертку или молоток. Однако бывают ситуации, когда сварочный аппарат бывает действительно необходимым. В данном материале мы рассмотрим способ сборки простого сварочного аппарата в домашних условиях.
Предлагаем в первую очередь просмотреть видеоролик по изготовлению сварочного аппарата
Итак, нам понадобится:
— емкость для воды;
— соль;
— вода;
— две металлические пластины;
— провод с вилкой;
— два провода;
— сварочный электрод.
По утверждению автора самоделки, процесс создания отнимает всего 15 минут, так что давайте не терять время зря и перейти к изготовлению самодельного сварочного аппарата. Первым делом нам необходимо взять одну металлическую пластину и прикрутить к ней один из двух проводов.

Повторяем процесс со второй пластинкой и вторым проводом.
Далее берем емкость и наливаем в нее воды. Автор использует обычную банку, что может стать отличным решением благодаря своему маленькому размеру. Воды нужно залить примерно до половины:
Следующим делом засыпаем в воду две столовых ложки соли и хорошенько размешиваем все.

В получившуюся смесь погружаем две пластинки и проводами, накрученными на них.

В целях безопасности металлические пластинки советуется закрепить прищепками.

Пластины фактически позволяют регулировать ток сварки. Как именно это работает? Чем глубже мы погружаем пластинки, тем больше получаем ток.

Один провод, идущий от одной из пластинок, мы должны подключить к фазу, а второй провод – к сварочному электроду.
Также берем нулевой провод и подсоединяем к предмету, который нам необходимо варить.

Возникает вполне логический вопрос – как можно определить, где фаза и где ноль, если по каким-то причинам дома нет специальных аппаратов по измерению. Есть старый верный способ: нужно всего лишь прикоснуться проводом до земли. Тот провод, который будет искрить при касании с землей, то и является фазовый.
Следует обязательно предупредить, что сварочный аппарат является опасным для здоровья, если не соблюдать правил безопасности. Ни в коем случае не прикасайтесь к электроду голыми руками, также остерегайтесь проводов. Исключительно все детали сварочного аппарата находятся под напряжением 220 в.
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Как сделать сварочный аппарат своими руками — инструкция
На переменном токе
Данный вид сварочных аппаратов, является одним из наиболее распространенных вариантов, как в промышленности, так и в частных хозяйствах. Он прост в эксплуатации, по сравнению с остальными его довольно легко можно сделать в домашних условиях, что подтверждает фото ниже. Для этого вам необходимо иметь провод для первичной и вторичной обмоток, а также сердечник из трансформаторной стали для намотки сварочника. Простыми словами сварочный аппарат переменного тока – это понижающий трансформатор большой мощности.
Оптимальное напряжение при работе сварочного аппарата, собранного в домашних условиях — 60В. Оптимальный ток 120-160А. Теперь несложно посчитать, какое сечение должно быть у провода для того, чтобы сделать первичную обмотку трансформатора (ту, которая будет подключаться к сети 220 В). Минимальная площадь сечения медного провода должна быть 3-4 кв. мм, оптимальная же — 7 кв. мм, ведь необходимо учитывать перепады напряжения и возможную дополнительную нагрузку, а также необходимый запас прочности. Получаем, что оптимальный диаметр медной жилы для первичной обмотки понижающего трансформатора должен быть 3 мм. Если Вы решите взять алюминиевый провод для того, чтобы сделать сварочный аппарат своими руками, то сечение для медного провода нужно умножить на коэффициент 1,6.
Важно, чтобы провода были в тряпичной оплетке, нельзя использовать проводники в ПВХ изоляции – она при нагреве проводов расплавится и произойдет короткое замыкание. Если у вас нет провода необходимого диаметра, то можно использовать более тонкие жилы, наматывая их параллельно. Но тогда следует учитывать, что толщина обмотки увеличится, а соответственно и габариты самого аппарата. Нужно иметь ввиду, что ограничивающим фактором может являться свободное окно в сердечнике и провод может попросту не поместиться там. Для вторичной обмотки можно использовать толстый многожильный медный провод – такой же, как и жила на держателе. Его сечение следует выбирать исходя из тока во вторичной обмотке (напомним, что мы ориентируемся на 120 – 160А) и длинны проводов.
Первым делом необходимо изготовить сердечник трансформатора самодельного сварочного аппарата. Оптимальным вариантом будет сердечник стержневого типа как показано на рисунке 1:

Этот сердечник нужно сделать из пластин трансформаторной стали. Толщина пластин должна быть от 0,35 мм до 0,55 мм. Это необходимо для уменьшения токов Фуко. Прежде чем собирать сердечник нужно просчитать его размеры, делается это следующим образом:
- Во-первых, рассчитывается величина окна. Т.е. размеры с и d на рисунке 1 необходимо выбирать такими, чтобы поместить все обмотки трансформатора.
- Во-вторых, площадь крена, которая вычисляется по формуле: Sкрена=a*b, должна быть не меньше 35 кв. см. Если Sкрена будет больше – тогда трансформатор будет меньше нагреваться и соответственно дольше работать, и Вам не надо будет часто прерываться для того, чтобы он остыл. Лучше, чтобы Sкрена была равна 50 кв. см.
Далее приступаем к сборке пластин самодельного сварочного аппарата. Необходимо взять Г-образные пластины и складывать их, как показано на рисунке 2, пока не получится сделать сердечник необходимой толщины. После чего скрепляем его болтами по углам. В завершении необходимо надфилем обработать поверхность пластин и заизолировать их, обмотав тряпичной изоляцией, чтобы дополнительно защитить трансформатор от пробоя на корпус.
Далее приступаем к намотке сварочного аппарата из понижающего трансформатора. В начале, наматываем первичную обмотку, которая будет состоять из 215 витков, как это показано на рисунке 3.
Целесообразно сделать ответвление от 165 и 190 витка. Сверху трансформатора прикрепляем толстую текстолитовую пластину. Концы обмоток закрепляем на ней при помощи болтового соединения пометив что первый болт – это общий провод, второй – ответвление от 165 витка, 3-й – ответвление от 190 витка и 4-й – от 215-го. Это даст возможность впоследствии регулировать силу тока при сварке, путем переключения между разными выводами Вашего сварочного устройства. Это очень важная функция, и чем больше ответвлений вы сделаете, тем более точной у вас получится регулировка.
После приступаем к намотке 70-и витков вторичной обмотки, как показано на рисунке 4.
Меньшее количество витков наматывают на ту сторону сердечника – куда намотана первичная обмотка. Соотношение витков нужно сделать примерно 60% к 40%. Это способствует тому, что после того, как Вы поймаете дугу и начнете сварку, вихревые токи частично отключат работу обмотки с большим количеством витков, что приведет к уменьшению тока сварки, а соответственно улучшит качество шва. Таким образом дуга будет легко ловиться, но слишком большой ток не будет мешать качественно варить. Концы намотки также закрепим при помощи болтов на текстолитовой пластине. Можно не прикреплять их, а провести провода напрямую к держателю электродов и крокодилу на массу, это уберет соединения, где потенциально может быть просадка по напряжению и нагрев. Для лучшего охлаждения крайне желательно установить вентилятор для обдува, например от холодильника или микроволновки.
Теперь Ваш самодельный сварочный аппарат готов. Подключив держатель и массу к вторичной обмотке, необходимо подключить сеть к общему проводу и проводу, отходящему от 215-го витка первичной обмотки. Если вам необходимо увеличить силу тока, то можно сделать меньшее количество витков первичной намотки, переключив второй провод на контакт с меньшим количеством витков. Уменьшить ток можно при помощи сопротивления выполненного из изогнутой в виде пружины куска трансформаторной стали, подключенной к держателю. Всегда необходимо следить, чтобы сварочный аппарат не перегревался, для этого регулярно проверяйте температуру сердечника и обмоток. Для этих целей можно даже установить электронный термометр.
Вот таким образом можно сделать сварочный аппарат из понижающего трансформатора своими руками. Как Вы видите, инструкция не слишком уж сложная и даже неопытный электрик сможет самостоятельно собрать прибор.
На постоянном токе
Для некоторых видов сварки необходим сварочник на постоянном токе. Таким инструментом можно варить чугун и нержавеющую сталь. Сделать сварочный аппарат постоянного тока своими руками можно не больше, чем за 15 минут, переделав самоделку на переменном токе. Для этого к вторичной обмотке необходимо подключить выпрямитель, собранный на диодах. Что касается диодов, они должны выдерживать ток в 200 А и иметь хорошее охлаждение. Для этого подойдут диоды Д161.
Выравнивать ток нам помогут конденсаторы С1 и С2 со следующими характеристиками: емкость 15000 мкФ и напряжение 50В. Далее собираем схему, которая указанна на чертеже ниже. Дроссель L1 необходим для регулировки тока. Контакты х4 — плюс для подключения держателя, а х5 — минус для подачи тока на свариваемый участок детали.

Трехфазные сварочные аппараты используются для сварки в производственных условиях, на них установлены двухэлектродные держатели, поэтому в данной статье мы рассматривать их не будем, а инверторы изготавливаются на основе печатных плат и сложных схем с большим количеством дорогостоящих радиодеталей и сложным процессом настройки с использованием специального оборудования. Однако мы все же рекомендуем Вам ознакомиться с инверторной конструкцией на видео ниже.
Наглядные мастер-классы
Итак, если Вы решили сделать сварочный аппарат в домашних условиях, рекомендуем просмотреть видео уроки, предоставленные ниже, которые наглядно покажут, как самому собрать простой сварочник из подручных материалов, а также объяснят Вам некоторое детали и нюансы работы:
Теперь Вы знаете основные принципы конструкции сварочников и можете сделать сварочный аппарат своими руками, как на постоянном, так и на переменном токе, используя инструкции из нашей статьи.
Также читают:
как сделать трансформатор или мини-сварку своими руками
 Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
 Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
 транзисторов;
транзисторов;- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
 транзисторов;
транзисторов;Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
 Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м2. Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм2, оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
- стержень графитовый из старой батарейки;
- бокорезы или пассатижи;
- нож;
- сухая тряпка;
- наждачная бумага;
- перчатки;
- 20 см проволоки диаметром 5 мм из алюминия или меди;
- 6 см проволоки ПЭВ 0,5 из меди;
- изолента;
- провод многожильный;
- любой металлический зажим;
- трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.
 стержень графитовый из старой батарейки;
стержень графитовый из старой батарейки;Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Мини сварочный аппарат 12 В
С помощью этого простого сварочного аппарата вы сможете резать тонкие металлы, сваривать медные провода, наносить гравировку на металлическую поверхность. Без проблем можно найти и другие применения. Такой мини сварочный аппарат возможно питать напряжением 12-24 В.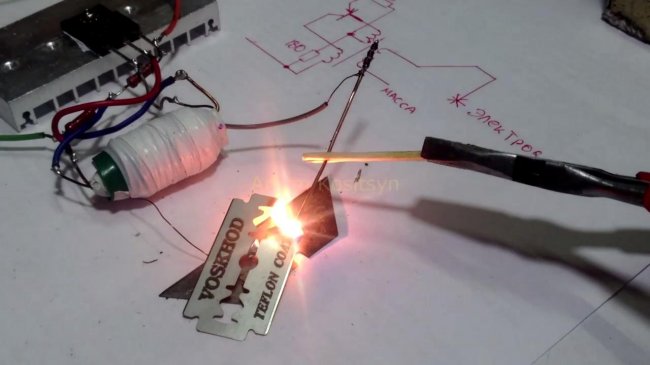
В основе сварочного аппарата лежит высоковольтный преобразователь высокой частоты. Построенный по принципу блокинг-генератора с глубокой трансформаторной обратной связью. Генератор формирует кратковременные электрические импульсы, повторяющиеся через сравнительно большие интервалы. Частота тактирования лежит в пределах 10-100 кГц.
Коэффициент трансформации этой схемы будет 1 к 25. Это значит, что если подать на схему напряжение 20 В, то на выходе должно быть порядка 500 В. Это не совсем так. Так как любой импульсный трансформаторный источник или генератор без нагрузки имеет мощные высоковольтные импульсы, достигающие напряжения 30000 В! Поэтому, если вы разберете любую импульсную китайскую зарядку, то увидите параллельно выходному конденсатору подпаянный резистор. Это и сеть нагрузка, без резистора выходной конденсатор быстро вытечет из-за превышения напряжение, или хуже того взорвется.
Поэтому, внимание! Напряжение на выходе трансформатора опасно для жизни!
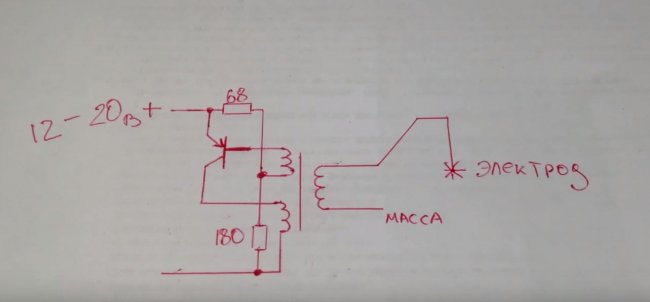
Схема мини сварочного аппарата
Необходимые детали:
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
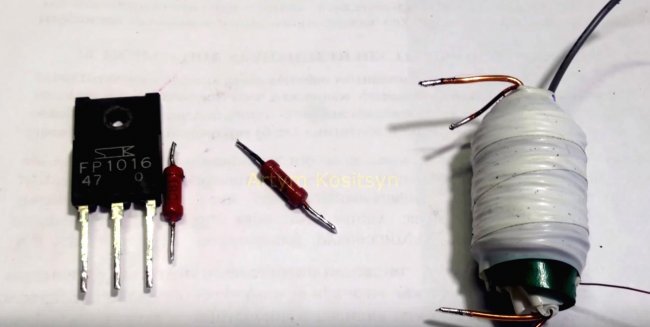
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
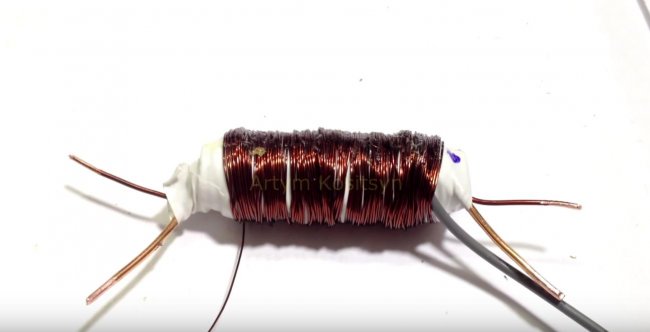
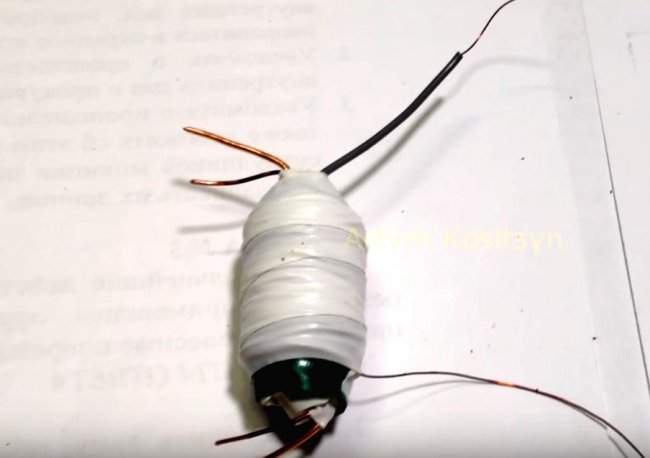
Изготовление трансформатора
Трансформатор намотан на куске ферритового стержня от радиоприемника.
- Обмотка коллектора – 20 витков провода 1 мм.
- Обмотка базы – 5 витков поводом 0,5-1 мм.
- Высоковольтная обмотка – 500 витков поводом 0,14-0,25 мм.
Все обмотки мотаются в одну сторону. Сначала коллекторная обмотка, по верх неё обмотка базы. Затем следует трехслойная изоляция из белой изоленты. Далее наматываем высоковольтную обмотку, 1 слой 125 витков потом изоляция, затем повторяем. Итого должно получиться 4 слоя, что равно 500 виткам. Сверху так же изолируем белой изолентой в несколько слоев.





Собираем схему. Если все исправно – должно запуститься все без проблем. Так как рабочая частота генератора превышает звуковую частоту, то писк при работе вы не услышите, так что не стоит прикасаться к выходу трансформатора руками.
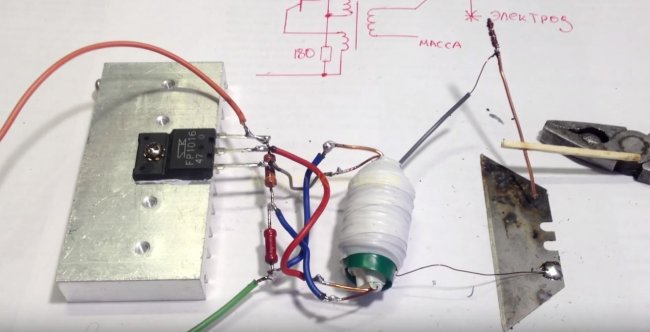
Запуск генератора начните с напряжения 12 Вольт и при необходимости повышайте.
Дуга зажигается с расстояния 1 см, что свидетельствует о напряжении 30 кВ. Высокая частота не дает разорваться горящей дуге, вследствие чего дуга горит очень стабильно. При использовании медного электрода при близком контакте с другим электродом образуется плазменная среда (плазма меди) в результате чего повышается температура дуговой сварки-резки.
Испытания сварочного аппарата резкой и сваркой
Режем дугой лезвие от бритвы.
Сплавляем медные провода, толщиной до 1 мм.
В роли электрода использовалась толстая медная проволока. Он зажат в деревянной спичке, так как сухое дерево является и хорошим изолятором.
Если вам понравился этот небольшой сварочный аппарат, то вы можете сделать его и больших размеров, и мощности. Но будьте крайне осторожны.
Также для увеличения мощности можно собрать генератор по двухтактной схеме, да ещё и на полевых транзисторах, как тут – Простой индукционный нагреватель 12 В. В этом случае мощность будет порядочная.
Также не стоит смотреть на яркие разряды дуги не вооруженным взглядом, используйте специальные защитные очки.
Смотрите видео изготовления сварочного аппарата на блокинг-генераторе
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять делати из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Сварочный аппарат своими руками — 3 конструкции
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.

Трансформатор
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Снятие вторичной обмотки
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.