


Как сделать аргонную сварку своими руками из инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере.
 Благодаря этому сварочный шов получается без образования оксидной пленки, что
Благодаря этому сварочный шов получается без образования оксидной пленки, что - Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
 Благодаря этому сварочный шов получается без образования оксидной пленки, что
Благодаря этому сварочный шов получается без образования оксидной пленки, что Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.

Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая
Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
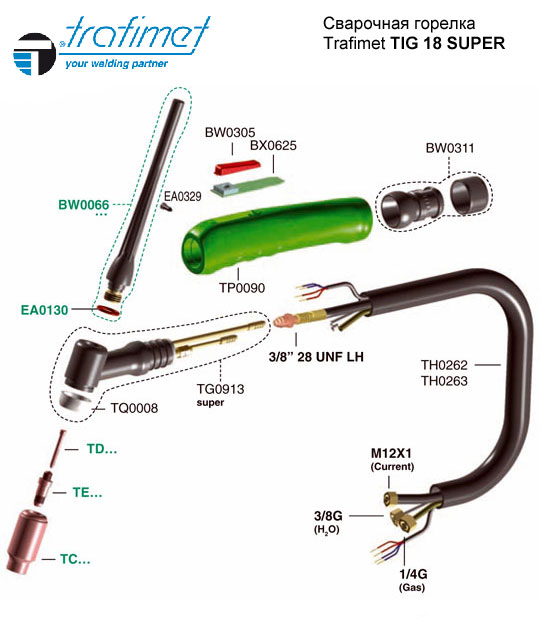
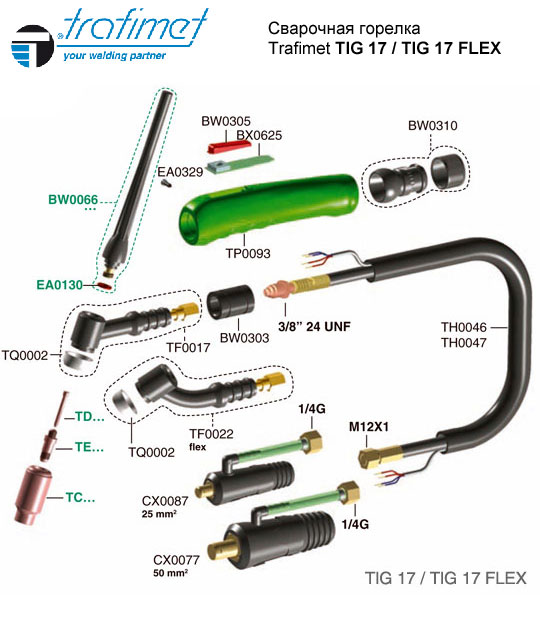
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
 Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др. ) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.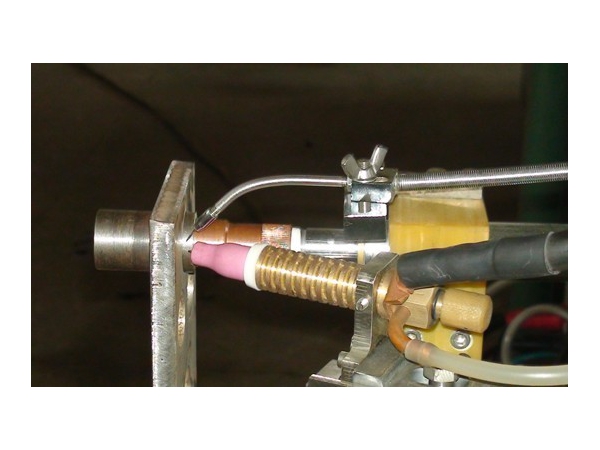
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.

Сварка аргоном своими руками. Как быстрее освоить процесс?
Хотите самостоятельно освоить ручную аргонодуговую сварку? С чего начать? Какое оборудование понадобится? В чем тонкости работы с разными материалами? Конечно, можно обратиться за советом к мастеру. Но прежде – прочитайте нашу статью. Имея представление о методе в целом, вы будете разговаривать с опытными сварщиками на одном языке.
Содержание:
- 1. Аргонодуговая сварка. Что это?
- 2. Что понадобится для работы?
- 3. Описание сварочного процесса
- 4. Тонкости сваривания различных металлов
Не зря аргонодуговую сварку называют гибридом электродуговой и газовой сварки. Чтобы успешно освоить процесс, желательно иметь хотя бы небольшой опыт сварочных работ. Так вы сможете более уверенно вести горелку, правильно направлять инструмент на металл, соблюдать нужное расстояние от заготовки.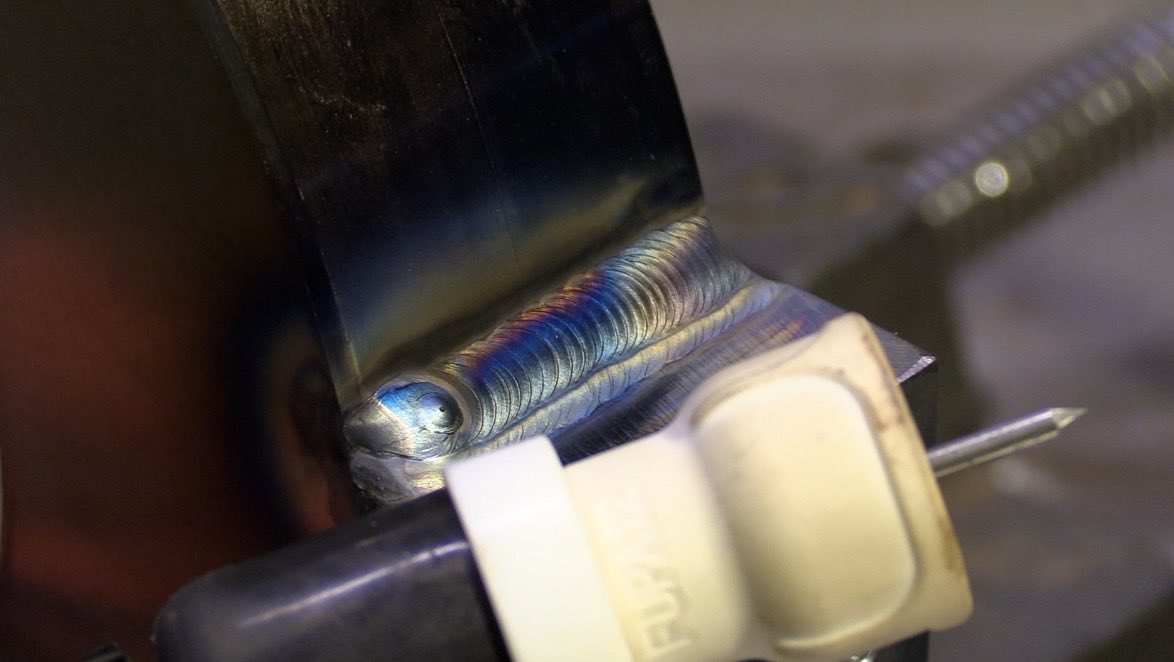 Но об этом позже. Сначала разберемся в особенностях метода.
Но об этом позже. Сначала разберемся в особенностях метода.
Аргонодуговая сварка. Что это?
Принцип: электродуга является источником нагрева, именно за счет нее происходит расплавление металла, а аргон выступает в роли инертного газа – он тяжелее воздуха, поэтому мгновенно вытесняет кислород из зоны образования сварного шва. Поэтому в месте соединения не будет кислорода и находящихся в окружающем воздухе примесей, что обеспечивает высокую чистоту процесса. Отсекание кислорода способствует получению прочного, однородного шва.
Существует несколько методов: ручная сварка с неплавящимся электродом, автоматическая сварка с неплавящимся электродом и автоматическая сварка с плавящимся электродом. Мы поговорим о ручной аргонодуговой сварке неплавящимся электродом, которую еще называют TIG-сваркой. Именно она широко применяется и в профессиональной сфере, и любителями. У данного метода есть свои сильные и слабые стороны.
Начнем с преимуществ:
- можно сваривать металлы, которые при нагреве боятся контакта с кислородом; например, легированные стали и цветные металлы окисляются, а алюминий может воспламеняться;
- высокотемпературная дуга способствует мгновенному прогреву заготовки, что ускоряет рабочий процесс;
- защита аргоном шва от кислорода помогает получить надежное соединение без инородных включений и пор;
- нагрев участка осуществляется локально, поэтому исключен риск деформации деталей и элементов конструкций даже сложной формы.

Однако у аргонодуговой сварки есть два недостатка: сложность использования оборудования и технология, требующая особого навыка сварочных работ. Несмотря на это все-таки данный метод набирает популярность. Ведь ряд материалов, например, алюминий, медь, цветные металлы, предпочтительнее сваривать именно аргоном. Кроме того, сварочный шов имеет одинаковую глубину проплавления, что важно при обработке тонких металлических заготовок, к которым возможен лишь односторонний доступ.
Данный вид сварки находит широкое применение в сфере ремонта автомобилей, например, когда нужно заварить масляный поддон, трубки кондиционера, радиатор и даже кузовные элементы. Используется также при монтаже трубопроводов, в строительных и ремонтных работах. Услуги сварщика-аргонщика стоят недешево, поэтому если вы будете выполнять эту работу самостоятельно, сможете значительно сэкономить. А может быть, вы планируете этим зарабатывать? В любом случае вам потребуется специальное сварочное оборудование. Расскажем какое.
Расскажем какое.
Что понадобится для работы?
Перечень всего необходимого для сварки аргоном представлен в таблице.
| Название оборудования | Описание |
| Источник сварочного тока | Аппарат для TIG-сварки – это трансформатор или инвертор. При выборе обратите внимание на возможности оборудования. Если вы планируете сваривать алюминий, установка должна работать на переменном токе (АС). Для работы со сталями нужен аппарат постоянного тока (DC). Если же необходим универсальный вариант, ищите модель, в которой совмещены два эти режима. Учитывайте и рабочее напряжение: для сварки в гараже или мастерской с однофазной электросетью подходят аппараты, рассчитанные на 220 В. Кстати, есть модели, в которых совмещены два метода: ММА и TIG |
| Газовый баллон | На баллоне с аргоном должен быть редуктор для регулировки подачи газа, а также шланг, идущий к рабочему инструменту |
| Горелка | Это инструмент пистолетной формы. Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа Присоединяется к газовому шлангу, через который аргон поступает из баллона. В держатель горелки вставляется электрод, конец которого на несколько миллиметров выходит за пределы ее корпуса. Через шланг газ идет в сопло на конце инструмента. На рукоятке есть кнопки для подачи тока и газа |
| Электроды | Для TIG-сварки используются неплавящиеся вольфрамовые, покрытые или графитовые электроды. Их диаметр подбирается под толщину свариваемых деталей |
| Присадочная проволока | Может понадобиться при сваривании толстых металлических заготовок. Представляет собой пруток из того же металла, что и свариваемый. Толщина прутка подбирается в зависимости от толщины заготовки |
Запомните! Сварочные работы должны проводиться в защитной экипировке. Вам обязательно понадобится сварочная маска – для защиты глаз и лица от опасного ультрафиолетового излучения, и перчатки – для защиты рук от ожогов.
Описание сварочного процесса
Чтобы легче было самостоятельно освоить метод аргонодуговой сварки, опишем его поэтапно, начиная с подготовительных работ.
Прежде всего следует хорошо очистить поверхность заготовок. Затем к обрабатываемой детали прикрепить кабель массы, как это делается при ручной дуговой сварке. Горелка присоединяется к аппарату и газовому баллону. Пользователь берет ее в одну руку, а в другую – присадочный пруток. В зависимости от толщины металла на аппарате выставляется значение тока. Вы можете выбрать его опытным путем или по специальной таблице, которая должна быть в инструкции сварочного аппарата. Выбирается и режим сварки. На постоянном токе с прямой полярностью свариваются основные стали и сплавы. При работе с цветными металлами нужно разрушить образующуюся оксидную пленку, поэтому требуется обратная полярность или переменный ток. Если варить на постоянном токе, следует использовать прямую полярность: это обеспечит хороший прогрев металла без излишнего нагрева электрода.
Перед началом работ нужно включить подачу газа на 20 сек. Затем сопло подносят к поверхности заготовки, но не касаются ее – расстояние до конца электрода должно быть около 2 мм. Между электродом и заготовкой образуется электрическая дуга, которая расплавляет кромки металла и присадочную проволоку. При методе соединения заготовок расплавлением кромок присадочный материал не используется. Направленный поток газа изолирует сварочную зону, отсекая кислород.
Запомните! При сварке тугоплавким электродом дугу не получают путем касания о заготовку. Во-первых, электрод может загрязниться; во-вторых, не удастся эффективно ионизировать интервал между ним и поверхностью детали при искре от касания.
Больше всего вопросов у начинающих сварщиков-аргонщиков связано с тем, как вести горелку. Итак, следует делать только одно перемещение по оси сварного шва, исключая перпендикулярные ему движения. Присадочный пруток нужно подавать в зону сварки плавно, располагая его перед соплом горелки.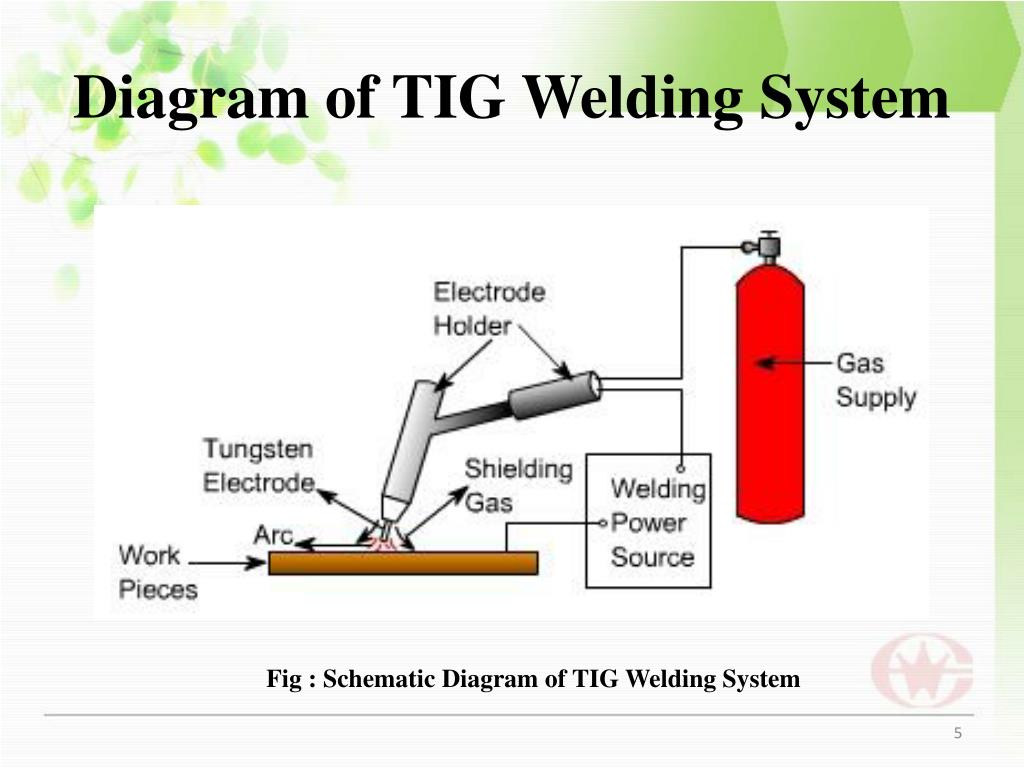 Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Избегайте резких движений, которые могут привести к разбрызгиванию металла. Чтобы получить прочное и эстетичное соединение, следует соблюдать одинаковое расстояние между горелкой и металлом, при этом подносить электрод как можно ближе к поверхности. Так дуга будет короче, а материал будет проплавлен глубоко. При увеличении дуги металл расплавляется хуже, шов становится шире и выглядит менее эстетично, кроме того, ухудшается качество сварного соединения. В идеале шов должен иметь одинаковую ширину, а его структура напоминать чешуйки.
Запомните! Подачу газа прекращают через 7 – 10 сек после завершения работы. Это нужно для продувки сопла горелки.
Тонкости сваривания различных металлов
Теперь, когда вы знаете о последовательности процесса аргонодуговой сварки, можно перейти к более частным вопросам. Ведь при работе с разными видами металлов есть свои нюансы. Расскажем о самых распространенных.
- Алюминий (таблица 1). В данном случае аргон служит не только для вытеснения кислорода, но и для создания электропроводной плазмы. Это заметно упрощает получение качественного шва. Во время нагрева металла на нем появляется тугоплавкая пленка, которую можно разрушить при сварке на переменном токе или обратной полярности. Газ разрушает пленку, если у детали положительный заряд, а работа ведется на обратной полярности. В случае со сваркой на переменном токе данный процесс осуществляется, когда заготовка выступает в роли катода. Подробнее о порядке работы читайте в статье «Как варить алюминий: обзор моделей и правила работы».
- Титан (таблица 2). Сложности сварки обусловлены тем, что данный металл обладает высокой химической активностью при контакте с газами, когда осуществляется нагрев и расплавление. При взаимодействии с кислородом он окисляется, образуется твердая пленка, а водород снижает качество металла. Кроме того, титан имеет низкую теплопроводность, что может потребовать наложения дополнительных швов по краям основного шва. Сварка заготовок толщиной от 1,5 мм ведется вольфрамовым электродом с присадочной проволокой – при этом угол между ними должен быть 90°.
- Медь (таблица 3). При контакте с воздухом она окисляется, что может привести к неоднородному шву. Кроме того, закись меди вступает в реакцию с водородом, который содержится в окружающей среде, – возникает пар, образующий поры в сварном шве. Поэтому медь варят аргоном, причем на переменном токе или обратной полярности. Используется графитовый или покрытый электрод. Соединение осуществляется методом расплавления кромок, то есть без присадочной проволоки.
Таблица 1
| Толщина заготовки, мм | Диаметр вольфрамового электрода, мм | Диаметр прутка, мм | Сила тока, А |
| 1 – 2 | 2 | 1 – 2 | 50 – 70 |
| 4 – 6 | 3 | 2 – 3 | 100 – 130 |
| 4 – 6 | 4 | 3 | 160 – 180 |
| 6 – 10 | 5 | 3 – 4 | 220 – 300 |
| 11 – 15 | 6 | 4 | 280 – 360 |
Таблица 2
| Толщина заготовки, мм | Диаметр электрода, мм | Диаметр проволоки, мм | Сила тока, А |
| 0,3 – 0,7 | 1,6 | — | 40 |
| 0,8 – 1,2 | 1,6 | — | 60 – 80 |
| 1,5 – 2,0 | 2 | 2,0 – 2,5 | 80 – 120 |
| 2,5 – 3,5 | 3 | 2,0 – 2,5 | 150 – 200 |
Таблица 3
| Вид электрода | Толщина заготовки, мм | Диаметр электрода, мм | Сила тока, А | Длина дуги, мм |
| Графитовый | 2 | 6 | 125 – 200 | 5 – 8 |
| 5 | 8 | 200 – 350 | 10 – 15 | |
| 8 | 10 | 300 – 450 | 15 – 20 | |
| 13 | 15 | 450 – 700 | 25 – 30 | |
| Покрытый | 2 | 2 – 3 | 100 – 120 | — |
| 3 | 3 – 4 | 120 – 160 | — | |
| 4 | 4 – 5 | 160 – 200 | — | |
| 5 | 5 – 6 | 240 – 300 | — | |
| 6 | 6 – 7 | 260 – 340 | — | |
| 8 | 7 – 8 | 380 – 400 | — | |
| 10 | 7 – 8 | 400 – 420 | — |
Надеемся, наша статья будет для вас полезна и поможет в успешном освоении аргонодуговой сварки. Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Регулярная практика и терпение уже в скором времени дадут свои результаты. А с качественным оборудованием осуществить это еще легче! Аппарат для TIG-сварки вы можете купить в нашем интернет-магазине. Также у нас вы найдете необходимую оснастку и расходные материалы для сварочных работ. Изучайте ассортимент, сравнивайте и делайте заказ на сайте или по телефону 8-800-333-83-28.
Аргонная сварка, контактная: своими руками из микроволновки
Общие понятия
Что же такое сварка? Это процесс, при котором получаются неразъемные соединения деталей за счет создания межатомных связей в шве сварки. Возникают подобные связи под воздействием общего или местного нагрева свариваемых деталей или при воздействии пластической деформации либо того и другого вместе. Чаще всего сварка применяется для скрепления между собой двух элементов в основном металлов. Одним из популярных и очень удобных видов является аргонная сварка. Она применяется для соединения различных цветных металлов, таких как:
Процесс получения неразъемного металлического соединения- медь;
- бронза;
- титан;
- алюминий и другие.

В отличие от обычной сварки тут применяется газ аргон. А сделать какую-либо работу, используя подобный вид сварки, будет очень прибыльно, ведь готовая продукция стоит гораздо дороже. В основе аргонно-дуговой сварки лежит смешивание электрической (дуговой) и аргонной. Дуга производит термическое воздействия на края металлов, а плазма, которая получается в процессе отщепления от аргона электронов, при своей высокой ионизации, плавит материал. Кроме этого, аргон является защитной средой, который предохраняет соединяемые металлы от различных примесей воздуха, благодаря чему делает сварочный шов не только очень ровным, но и прочным.
Сварное соединение путём нагрева металла проходящим через негоКонтактная сварка, она же точечная, относится к термомеханическому классу. В данном процессе детали предварительно совмещаются друг с другом в нужном положении, после этого помещаются между электродов сварочной машины, после чего прижимаются друг к другу. Далее следует нагрев до состояния пластичности и дальнейшая совместная пластическая деформация.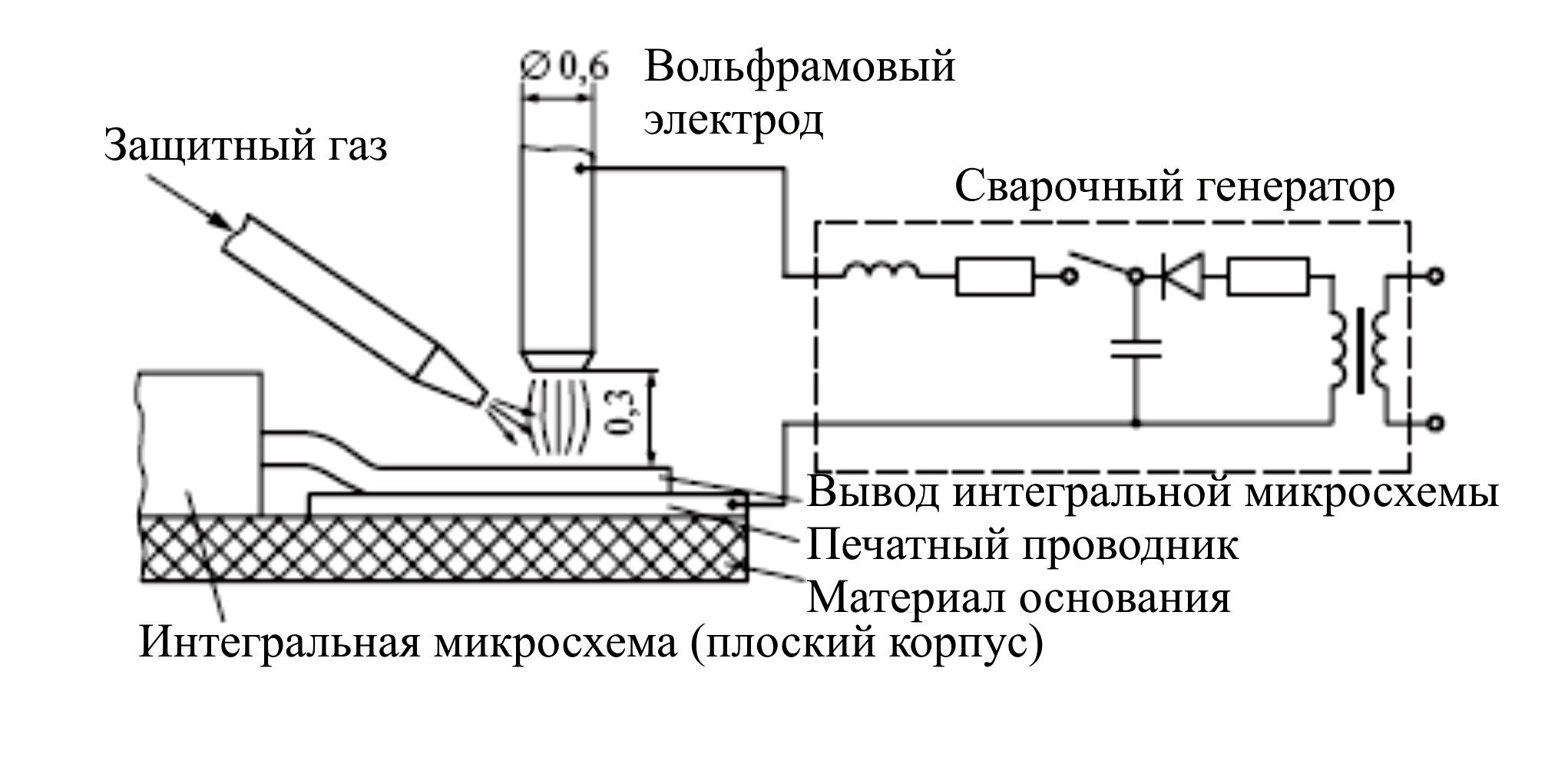 Процесс нагрева деталей осуществляется при подаче кратковременного импульса сварочного тока. Этот импульс в зоне сварочного электрода обеспечивает расплавление металла, вследствие чего образовывается общее жидкое ядро. После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
Процесс нагрева деталей осуществляется при подаче кратковременного импульса сварочного тока. Этот импульс в зоне сварочного электрода обеспечивает расплавление металла, вследствие чего образовывается общее жидкое ядро. После окончания импульса детали удерживаются между собой под давлением в течение некоторого времени для кристаллизации расплавленного ядра и остывания.
Сварочные технологии достигли высокого развития в современном мире, работы проводятся не только на производстве, но теперь возможно проводить их на открытом воздухе и даже под водой. Но чтобы не искать выход для решения технических вопросов по сварочным работам, теперь каждый может самостоятельно сделать для себя сварочное оборудование.
Собираем аргонно-дуговую сварку
Не каждый может позволить себе купить готовое оборудование для сварки, хотя рынки дают огромный выбор того или иного оборудования, на любой вкус и для выполнения различных видов работ. Но благодаря небольшой смекалке и желанию достичь нужного результата всегда можно выгодно найти выход из трудной ситуации. А ответ этому — контактная и аргонная сварка своими руками.
А ответ этому — контактная и аргонная сварка своими руками.
Для собственного создания сварочного оборудования необязательно обладать великими знаниями в области электроники или самой сварки, достаточно следовать предложенным инструкциям и результат не даст себя долго ждать. Для начала следует определиться с видом сварки, которое наиболее необходимо и требуется для выполнения предложенных работ. Для начала рассмотрим принцип сборки сварочного аппарата с помощью газа аргона. Необходимые материалы:
- Источник тока. Для этого подойдет стандартный трансформатор, возможно, для ручной сварки, с переменным или постоянным током.Редуктор для газового баллона
- Баллон с газом аргона. Желательно с наличием манометра.
- Газовый редуктор.
- Специальная аргоновая горелка.
- Газовый клапан.
- Осциллятор, который преобразует электрический ток в высокочастотные импульсы, для поджигания сварочной дуги. Для этого нежелательно касания с рабочей поверхностью из-за слишком низкой ионизации, при которой слабо вырабатывается искра. При этом электрод может окислиться и загрязниться.
- Сварочная маска.
 При этом электрод может окислиться и загрязниться.
При этом электрод может окислиться и загрязниться.Газовая горелка подключается к трансформатору и редуктору, параллельно источнику питания подключается осциллятор. Масса подается, как и при любом другом виде сварки.
Главное не забывать, что при ручной сборке аргонной сварки необходимо особое внимание уделить технике безопасности. Во время сборки собственной конструкции выключите из сети все элементы питания.
Все используемые агрегаты должны быть исправлены, на накидных гайках присутствует рабочая резьба, шланг, через который подается газ, должен быть надежно присоединен, так же как и редуктор. На всем оборудовании должно быть надежное заземление кабелем, у которого сечения не менее 25 мм.
Аргоновая горелкаЧтобы сварочные работы велись правильно нужно обратить внимание на некоторые моменты:
- при включении аргон имеет малое шипение
- поверхности, которые задействованы в сварке, должны быть обезжирены и зачищены
- переключатели тока возможны не только ручные, но и педальные (при ручных переключателях не предусмотрено использование обеих рук в процессе сварки)
- движение горелки по шву должно быть только продольное, что будет гарантировать высокое качество при сварке.
Данный тип сварки является универсальным и незаменимым во многих случаях, который позволяет выполнять широкий спектр операций. А тот факт, что есть возможность собрать его своими руками, чувствительно сэкономит средства, которые были бы потрачены на покупку подобного оборудования в специализированных магазинах.
Собираем точечную сварку
Для домашней мастерской контактная сварка своими руками будет неотъемлемым помощником в решении многих производственных вопросов. Следует понимать, что точечная сварка, в зависимости от материала, его теплопроводности, геометрических размеров деталей, а также мощности, которая используется для сваривания, должна проходить при следующих параметрах:
Точечная сварка- в силовой сварочной цепи должно быть низкое напряжение — 1 — 10 В
- время должно быть очень малым — от 0,01 до нескольких секунд
- ток сварочного импульса должен быть большой — от 1000 А или выше
- зона расплавления должна быть маленькой
- место сварки должно подвергаться большим сжимающим усилиям, от десяток до сотни килограмм.
От соблюдения всех этих характеристик будет зависеть качество сварного соединения.
Процессов создания этой сварки может быть очень много, но самый простой и распространенный — это контактная сварка из микроволновки. Из этого прибора нам понадобится повышающий трансформатор. Неважно, будет он рабочий или нет. В данном трансформаторе нужна только первичная обмотка, а, как правило, при сгорании портится вторичная обмотка, которую нужно будет аккуратно удалить.
Трансформатор из микроволновкиПри этом важно не повредить первичную обмотку. Для создания вторичной обмотки подойдет толстый медный кабель с сечением более 100 мм2 и диаметром более 1 см. Длина провода должна быть как можно меньше, чтобы избежать дополнительного сопротивления. Надо сделать два или три витка, при этом на выходе напряжение будет около 2В. В зависимости от увеличения витков, будет увеличиваться и напряжение, при этом ток будет дольше. Также, чтобы увеличить мощность аппарата, можно увеличить количество трансформаторов, но только если для этого позволяет электрическая сеть.
Контактная сварка своими руками из микроволновки очень практична в использовании. Электродами служат медные стержни и чем толще они будут, тем лучше, главное, чтобы электрод не был меньше диаметра провода. Если аппарат выдает небольшую мощность, то могут подойти жала от мощных паяльников. Электроды со временем использования теряют свою форму и их требуется подтачивать, но в итоге все равно придется менять. В работе точечной сварки единственными органами управления служат выключатель и рычаг. Выключатель обязательно подключать к первичной обмотке, так как на вторичной проходит очень большой ток, при этом он будет создавать большое сопротивление и контакты в выключателе могут просто расплавиться. Чтобы создать наибольшее усилие можно использовать рычажные и рычажно-винтовые зажимы, хотя имея широкую фантазию можно придумывать и другие способы для максимального усилия прижима.
Данный тип сварки подходит в основном для работы с такими металлами:
- листовой металл, с толщиной не более 1 мм
- прутки и проволоки с диаметром не более 4 мм
При увеличении мощности можно работать с более толстыми металлами, но всегда нужно знать меру и перед тем, как над чем-либо экспериментировать следует детально разобрать все технические вопросы и возможные проблемы. Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Включать и выключать ток нужно только при полностью сжатых сварочных электродах. Если не выполнять данное правило, то электроды будут искрить, что приведет их к подгоранию. Внимательно следите за температурой аппарата и используйте принудительное охлаждение с помощью вентилятора. Греться могут электроды, провода, трансформатор, а перерыв всегда будет полезен не только сварщику, но и аппарату.
Производственная необходимость
Контактная сварка из трансформатора для микроволновкиТочечная или контактная сварка всегда была и есть практичным ответом на многие производственные вопросы. Она будет не менее полезна и в домашних условиях для ремонта автомобиля или бытовой техники. Простота конструкции и универсальность собственной сборки делает её незаменимым помощником в любых технических и производственных процессах. Благодаря короткому времени для образования прочного соединения, в отличие от сварки плавлением, она обеспечивает более высокую производительность при меньшей порче деталей. Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Широкую популярность в промышленности данный тип сварки получил благодаря возможности соединять много однотипных деталей и за короткий промежуток времени. Эффективность и экономичность такого аппарата стоит того, чтобы сделать его самому и использовать во всех производственных решениях.
Видео: Контактная сварка своими руками
Аргонно дуговая сварка TIG
Здравствуйте дорогие читатели!
В этой статье понятным языком рассмотрим устройство и процесс сварки TIG.
Когда речь идёт о кузовном ремонте, сварка TIG в основном ассоциируется с ремонтом алюминиевых кузовов транспортных средств. Кроме алюминия такой сваркой можно соединять любой другой металл, в том числе разные виды металлов можно сварить в одну деталь. Рассмотрим устройство, принцип действия и некоторые подробности применения этого вида сварки.
Сварка TIG представляет собой ручной процесс, который требует от сварщика задействовать обе руки. Что отличает TIG от других видов сварки, так это то, как создаётся дуга и как подаётся присадочный материал. Одной рукой сварщик держит горелку, которая создаёт дугу, а другой подаёт присадочный металл к месту сварочного соединения. Из-за того, что приходится использовать обе руки, эта сварка считается наиболее сложной в усвоении, но также, считается наиболее универсальной, так как может применяться даже при сваривании разных металлов. Процесс получается достаточно медленный, но при правильном применении, получается шов высокого качества. Обычно сварку TIG применяют, если требуется сварить что-то необычное, отличающееся от стали и там, где нужен аккуратный, тонкий шов.
TIG (Tungsten Inert Gas Welding) переводится как Сварка Вольфрамовым электродом в среде Инертного Газа. Полное и более правильное название TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Полное и более правильное название TIG – Gas Tungsten Arc Welding (GTAW, Дуговая Сварка Вольфрамовым электродом в среде защитного газа).
Впервые эта сварка была представлена в 1940‑х годах и применялась с Гелием в качестве защитного газа.
Почему используется Вольфрам для сварки?
Вольфрам очень твёрдый, слабо радиоактивный и хрупкий металл. Его применение ограниченно, в сравнении с другими металлами. В сварке TIG Вольфрам применяется в виде неплавящегося электрода, который используется, чтобы создавать дугу. Он накаляется до 6000 градусов по Цельсию. Высокая точка плавления и хорошая электрическая проводимость позволяет ему не сгорать.
Как работает сварка TIG?
Для этого вида сварки требуется три вещи: высокая температура, защитный газ и присадочный металл. Высокая температура достигается за счёт электричества, проходящего через Вольфрамовый электрод и создаёт дугу с металлом.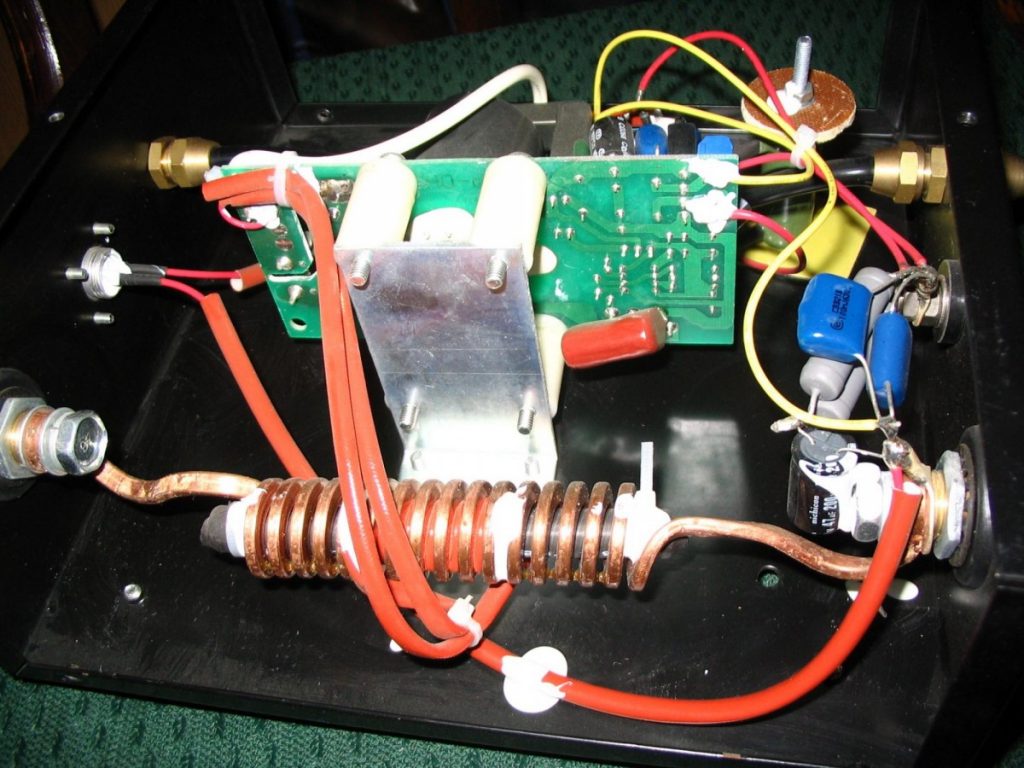 Газ поступает из баллона и течёт к месту сварки, чтобы защитить шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Газ поступает из баллона и течёт к месту сварки, чтобы защитить шов от воздействия воздуха. Присадочный металл – это проволока, которая подаётся сварщиком в дугу и плавится. Процесс происходит в следующей последовательности: сначала сварщик открывает газ, далее электрод подносится к соединению свариваемых деталей на достаточном расстоянии, чтобы не касаться металла, потом нажимается педаль и образуется сварочная дуга. Начинает происходит плавление металла свариваемых деталей, а сварщик второй рукой начинает просовывать присадочную проволоку в зону сварочной дуги, которая плавится и заполняет сварочное соединение.
Сварка TIG похожа на электродугавую сварку электродами. Рукав с держателем электрода от сварки TIG может быть установлен на аппарат для электродуговой сварки, и такая конструкция будет работать как TIG.
Сварочная дуга в сварке TIG может образовываться также, как и в электродуговой сварке электродами, но чаще аппараты TIG имеют функцию «высокочастотный старт» (high frequency start). Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Это позволяет не касаться металла, чтобы создать сварочную дугу. Как только подано электропитание на электрод, дуга образуется на расстоянии до 2.5 см от металла. Это осуществляется за счёт короткого момента подачи высокого напряжения, которое помогает преодолеть расстояние до металла и создать электрическую дугу. Сразу после образования дуги напряжение падает до значения, которое выставлено на аппарате. Таким образом, Вольфрамовый электрод не получает физического воздействия и не изнашивается.
Защитный газ для сварки TIG
Защитный газ защищает место сварки от воздуха. Могут применяться Аргон/Ar и Гелий/He. Чаще всего применяется аргон. Так как эти газы являются инертными, они не изменяют характеристики сварочного шва. Реже используются три типа смеси газов. Первая – Аргон и Гидроген, вторая – Аргон и Нитроген, третья – Аргон и Гелий. Аргон, смешанный с Гелием применяется при сваривании толстых металлов для лучшего проникновения шва. Для большинства сварочных работ хорошо подходит чистый Аргон.
Для большинства сварочных работ хорошо подходит чистый Аргон.
Типы Вольфрамовых электродов
Вольфрам является главным ингредиентом, из которого изготовлен электрод для сварки TIG. Иногда добавляют незначительный процент других металлов, для улучшения характеристик сварочной дуги, создаваемой электродом. Добавляются Церий, Лантан, Цирконий.
Электроды бывают разных диаметров и имеют разные формы концов. От формы конца зависят характеристики создаваемой сварочной дуги. Форму концу электрода нужно придавать вручную.
Острый «наконечник» применяется для сваривания стали. Такую форму концу можно придать на мелкозернистом точильном круге или специальном заточном приспособлении для Вольфрамовых электродов.
Электрод с закруглённым «наконечником» обычно применяют для сварки алюминия и магния. Чтобы получить такую форму, нужно создать сварочную дугу, по возможности над медью (но можно и другой металл). В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
В качестве защитного газа должен быть Аргон. Сварочный аппарат настраивается определённым образом, так чтобы Вольфрамовый электрод начал плавиться и образовалась капля на его конце. Когда капля сформируется в виде небольшого шара, нужно остановить сварочную дугу.
Подготовка металла для сварки TIG
Подготовка металла особенно важна, когда производится сварка TIG. На нём не должно быть ржавчины, окисления, окалины, остатков краски, масла и прочих загрязнений. Должен быть только чистый металл. Он должен быть очищен физическими способами, либо химическими кислотными очистителями, в случае сваривания алюминия.
Настройка сварочного аппарата TIG
Существует две главных настройки аппарата – изменение силы тока и регулировка потока защитного газа. Настройка величины силы тока зависит от типа металла и его толщины. Поток защитного газа регулируют в зависимости от условий окружающей среды, типа металла и раструба держателя электрода.
Сварка алюминия
Для сварки алюминия применяется электрод из чистого Вольфрама или Вольфрама с добавкой Церкония. Требуется, чтобы его наконечник был подготовлен в форме небольшого шара (см. выше). Аппарат должен быть настроен на A/C (переменный ток). Требуется, чтобы сварочная дуга создавалась дистанционно (функция «high frequency start»). В качестве защитного газа применяется 100%-ый Аргон. При правильной настройке сварочного аппарата и выборе подходящего электрода можно сваривать листы алюминия любой толщины. Как видно на фото ниже шов получается с высокими декоративными и прочностными характеристиками.
Процесс сварки TIG
Новичкам лучше учиться варить сваркой TIG, начиная с 2 — 3 мм стали. При сварке необходимо контролировать дистанцию между электродом и привариваемым металлом. Для этого нужно занять устойчивое положение. Электрод располагается примерно на 20 градусах от вертикальной позиции. Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Расстояние между электродом и металлом должно составлять от 1 до 1.5 диаметра электрода. Если , к примеру, используется электрод диаметром 1.6 мм, то расстояние будет примерно 2 мм. Перед началом сварки нужно медленно провести рукой над поверхностью, контролирую угол положения электрода и расстояние, чтобы понять, что ничего не мешает.
Начните с образования сварочной дуги. Длина дуги влияет на нагрев в области сварки. Чем больше дуга, тем больше нагрев. Прочувствуйте, как она действует на металл, расплавляя его. Пробуйте сначала варить без присадочного металла. После понимания всего процесса, начинайте добавлять присадочную проволоку в область сварки. Присадочный металл должен правильно подаваться, и плавится под воздействием свариваемого металла, а не сварочной дугой. Он должен подаваться рядом с дугой и попадать в область действия защитного газа.
В заключение можно сказать, что сварка TIG, не смотря на первоначальную сложность освоения, считается одним из самых универсальных видов сварки, дающая сварной шов высокого качества.
Печатать статью
Ещё интересные статьи:
Сварка тиг обучающее видео особенности
Ручная аргонодуговая сварка – один из самых универсальных способов сварки металлов. При наличии должного опыта и навыков сварщика – оператора, данный вид сварки позволяет получать высококачественные сварные швы с отличными прочностными характеристиками и внешней эстетикой сварных соединений.
Потребность в сваривании алюминия, меди, титана, нержавеющих сталей давно стала возникать не только в производстве, но и в быту. Традиционное оборудование не всегда отлично справляется с такими задачами. Для различных ремонтных работ и изготовления конструкций из таких материалов применяется сварка аргоном, обучение которой на нашем сайте поможет в осуществлении ее собственными руками.
На самом деле сварочный процесс — не такая уж сложная процедура, и добиться хороших результатов можно даже при таком методе, как аргоновая сварка: видео уроки дают возможность в этом убедиться.
Особенности аргонодуговой сварки
Главной и отличительной особенностью является использование неплавящегося (вольфрамового) электрода и инертного защитного газа аргона, за счет применения которого обусловлено высокое качество и надежность сварных соединений.
Применение технологии аргонодуговой сварки позволяет получать прочные, ровные и аккуратные швы. Как происходит аргоновая сварка, видео уроки демонстрируют наглядно и подробно, ведь необходимо учесть в процессе множество тонкостей.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.
Предварительная подготовка кромок
Универсальность применения ручной аргонодуговой сварки имеет и обратную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это и абразивный инструмент, и огромное количество борфрез, шарошек, насадок, а также все, что обеспечивает химический способ очистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до огромных электрохимических гальвано — ванн, используемых в крупном производстве: станко- и судостроении, при изготовлении емкостей для химической, пищевой и криогенной промышленности.
50% успеха при аргонодуговой сварке – это чистота свариваемых элементов, как бы банально это ни звучало, поэтому начать работу рекомендуется с очистки от жиров, окислов и других загрязнений частей свариваемых поверхностей.
Еще по этой теме на нашем сайте:
- Новые уроки сварки электродом — что такое «сварка в лодочку»
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Сварка нержавейки электродом — процесс сварки нержавеющей стали
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Аргоновая сварка — цены за см от хорошего сварщика по сварке аргоном
Аргоновая сварка популярна тем, что по сравнению с другими видами сварки отличается аккуратностью шва, его прочностью и долговечностью. Сварку аргоном можно выполнять самостоятельно или пригласить.
Содержание:
Среди методов сваривания выделяется TIG сварка, позволяющая при сваривании различных металлов получать высокое качество шва. Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.
Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.
Принцип действия
Для того, чтобы разобраться что это – аргонодуговая сварка TIG, необходимо иметь хотя бы элементарные познания в области сварки. Технология процесса методом сварки TIG была разработана в 1841 году. Прогресс состоял в том, что это позволило производить сварку ранее не соединяемых этим способом материалов.
Суть метода – горение электрической дуги в аргоне. Этот газ обладает рядом примечательных свойств. Тяжелее воздуха, он, проникая в сварочную ванну, является ее защитой от других атмосферных газов. В результате шов получается без оксидной пленки. Это способствует хорошему качеству соединения металлов. Аргон – самый недорогой защитный при сварке газ.
Основной элемент – электрод из вольфрама. Температура его плавления почти 4000°С. Это дает возможность работы почти со всеми видам стали. Вольфрамовый электрод не плавится. Необходима лишь его периодическая заточка для обеспечения точного и аккуратного сварочного шва. Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Горелка оканчивается соплом из керамики. По центральной линии сопла проходит электрод, а вокруг находится инертный газ. При сварке ТИГ в качестве инертного газа выступает аргон. Его присутствие исключает попадание воздуха в сварочную ванну, что вызвало бы пористость шва при затвердевании. Запуск аргона регулируется кнопкой на горелке.
Электрод разжигает дугу, а она плавит кромки свариваемых металлов. Если между металлическими пластинами существует зазор или стоит задача создать шов, обладающий высоким сопротивлением на разрыв и излом, то применяют присадочную проволоку. Ее диаметр выбирают в зависимости от толщины изделия и сварного шва. При ручной сварке проволоку в зону плавления подает сварщик.
Качественный шов обеспечивает сварка аргоном с поддувом. Это осуществляется подачей защищающего газа к другой стороне шва.
Аргонодуговая сварка с поддувом имеет следующие режимы:
- автоматический;
- полуавтоматический;
- ручной.
В первом случае аргоновая сварка с поддувом осуществляется полностью автоматически. Прокладывание траекторий, по которым перемещаются электрод и присадочная проволока, – функция аппарата. При полуавтоматическом режиме оператор регулирует сварку с помощью аппарата, а подача проволоки происходит автоматически. При ручном режиме автором процесса является сварщик.
В ручной аргонодуговой сварке не пользуются электродами с покрытием, поскольку защитой является инертный газ. Высокую температуру обеспечивает электрическая дуга. Покрытый электрод не обеспечивал бы необходимого уровня защиты. Кроме того, в отсыревших электродах может скопиться водород, что наносит урон качеству шва.
Автоматическая аргонодуговая сварка работает по такому же принципу, как и ручная. Отличие состоит в том, что управление происходит с помощью автоматов. Оператор устанавливает необходимую программу, и техническое оборудование начинает работать по заданным параметрам. Автоматическая система также подает проволоку с установленной скоростью.
Автоматическая система также подает проволоку с установленной скоростью.
Аргонодуговая сварка плавящимся электродом предполагает, что розжиг дуги возникает при соприкосновении электрода с металлом. Когда применяются неплавящиеся электроды, такой способ неприменим, поскольку у аргона величина ионизации высокая и для розжига потребуется сильная искра. При использовании вольфрамового электрода для разжигания нужен дополнительный прибор – осциллятор. Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
На электрод подается высокое напряжение с большой частотой импульсов. Это обеспечивает ионизацию и розжиг дуги. Применение осциллятора позволяет сварщику спокойно осуществлять сварку, как при переменном, так и при постоянном токах.
Оборудование может работать при разных режимах. Разберемся, что это – режим TIG сварки. Для сваривания применяются два способа в зависимости от вида тока: переменного или постоянного.
При ТИГ сварке переменным током после розжига роль стабилизирующего элемента, подающего импульсы при замене полярности ТИГ сварки, играет осциллятор. Это гарантирует постоянство горения дуги.
Во время TIG сварки на постоянном токе выделяемое тепло на аноде и катоде неодинаково. Для лучшего нагрева металла используют прямой вид полярности, при котором плюс на детали, а минус – на электроде. Такая полярность TIG сварки подходит для всех сплавов, исключая алюминиевых. Для них требуется сварка на переменном токе, чтобы окись на поверхности удалялась более эффективно.
Работа при постоянном токе обладает следующими преимуществами:
- Экономичность процесса.
- Возможность сварки на большой глубине. Шов в результате становится глубоким, но узким.
- Увеличение скорости процесса.
При режиме TIG сварки на переменном токе смена полюсов происходит автоматически. Режимы выбирают в зависимости от свариваемых металлов.
Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.

Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.

При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.
Существует правило – при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током – сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока – 10-20°;
- среднем – 20-30°;
- для тока большой величины – 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.
Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого – преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.
Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.
Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.

Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.
Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности.
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.
Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.

Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.
Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма – куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке – 15 см.
Максимальное расстояние между ними на куртке – 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы – нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку – алюминий и магний.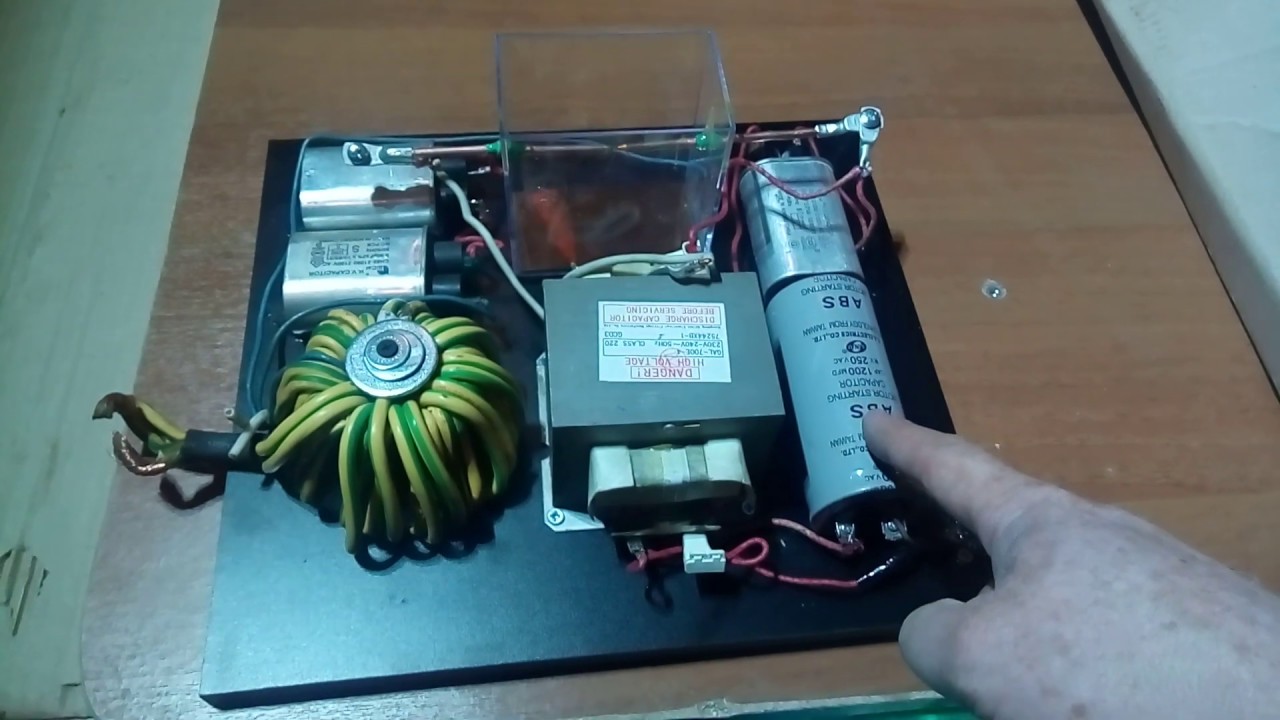 Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция – пульсовый режим. Одна из характеристик – частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.

К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS – позволяет плавно производить отключение дуги;
- BALANCE – возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения – от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство – невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии – большее количество дополнительных функций. Отличительная черта – комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В наличии – большее количество дополнительных функций. Отличительная черта – комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели – РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Ошибки при ТИГ сварке
Основная ошибка – быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина – попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Заключение
Сварка методом – современный способ, позволяющий соединять различные металлы. Результатом является получение швов высокого качества.
Интересное видео
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Аргоновая сварка своими руками
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.
Очень важно использовать исправные шланги для подачи газа в зону плавления и надёжно крепить их во избежание утечек, а также обеспечить надёжные электрические контакты силовых и управляющих кабелей.
Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин. Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки. Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.
Перед тем как подбирать комплектующие, необходимо иметь на руках электрическую схему и чёткий план действий по согласованию отдельных узлов будущей конструкции.
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сборка и настройка аппарата своими руками
Для создания блока питания используется силовой трансформатор мощностью более 1 кВт, первичная обмотка наматывается проводом с диаметром 0,72−0,9 мм от 320 до 410 витков. Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Кроме блока питания, необходимо добиться корректной работы осциллятора, который должен выдавать на выходе напряжение в пределах от 2500 до 6000 В с частотой от 200 до 500 кГц. Именно такие параметры позволяют ионизировать пространство между вольфрамовым электродом и заготовкой, чтобы облегчить розжиг дуги короткого замыкания.
При таком способе, как сварка аргоном, необходимы шланги для подачи газа в зону сварки соединённые с кабелем подачи сварочного тока и управляющего сигнала от кнопки к схеме задержки и газовому клапану. Но самым сложным является изготовление горелки своими руками, поскольку необходимо в одном корпусе разместить кнопку управления, цанговый зажим вольфрамового электрода с подсоединённым сварочным кабелем диаметром 6 мм. Кроме того, необходимо закрепить узел фиксации керамического газового сопла поэтому если есть возможность, то лучше приобрести горелку заводского изготовления наряду с баллонами, манометрами и редуктором.
Последовательность настройки оборудования заключается в проверке работы осциллятора, схемы задержки, газового клапана и сварочных параметров блока питания. Последовательность сварочных работ заключается в выполнении следующих операций, а именно:
- вентилями устанавливается необходимая концентрация газовой смеси и выставляется по манометрам расход от 6 до 12 л/мин в зависимости от тока сварки и толщины заготовок;
- в цанговом зажиме крепится вольфрамовый электрод, который выступает не более 4 мм от среза газового сопла, при этом дуга должна быть не более 2,5−4 мм;
- заготовки фиксируются во избежание сдвига относительно друг друга в процессе работы;
- подбирается проволока и включается инвертор, при этом импульс осциллятора должен подаваться с задержкой на 1−2 сек относительно открытия газового клапана;
- после возникновения стабильной дуги и сварочной ванночки вручную подаётся присадочная проволока в зону шва.
Крайне важно при работе пользоваться защитной маской типа Хамелеон, крагами и специальной одеждой, чтобы избежать ожогов и ущерба для зрения, также необходимо обеспечить электробезопасность при сварочных работах.
Итоги
Мы рассмотрели состав комплекта оборудования для аргоновой сварки и его возможности. Собрать такое оборудование своими руками опытному человеку вполне по силам, но если есть возможность, то лучше покупать готовые блоки и на их основе изготовить работоспособный аппарат. Это, возможно, более дорогостоящий вариант, но он обеспечит лучшее качество и сэкономит много личного времени.
Основы сварочного аппарата TIG | Сделай сам
Электрод сделан из вольфрама, а вольфрам — тот же материал, что и в лампах, но вместо того, чтобы создавать свет, он создает тепло — тепла, достаточного для расплавления металла. Это в основном и есть сварка — нагрев металла.
Имеется заземляющий кабель, который крепится к самой заготовке или сварочному столу. Он действует как осветительный стержень на крыше сарая. Он забирает лишнее электричество, проводит его по кабелю к раме сварочного аппарата и нейтрализует его.
Чтобы получить прочный сварной шов, не допускайте попадания загрязнений в металл, пока он находится в жидкой форме, поскольку это ослабит сварной шов и со временем вызовет растрескивание. Инертные газы — это газы, которые нелегко соединяются с другими элементами, такими как металл. Инертный газ аргон в резервуаре прокачивается через сварочный аппарат к наконечнику горелки, где выделяется небольшое количество. Это создает газовый экран вокруг сварного шва, предотвращающий любые загрязнения, пока металл не затвердеет.
Цена на сварочные аппаратыTIG варьируется от 1000 до 3500 долларов, но вы можете взять их напрокат в компании по аренде промышленного оборудования.
Сварка включает в себя электрический ток, который мгновенно выделяет 1600 градусов тепла, и вспышку света, которая настолько ярка, что может ослепить вас. Сварочная маска защищает глаза от вспышки света и закрывает все лицо и часть шеи. Вам также необходимо защитить свои руки, надев кожаные сварочные перчатки и кожаную сварочную куртку с длинным рукавом.Это важно, потому что яркий свет может обжечь вас, как солнечный ожог. Искры в пять раз горячее, чем от режущей пилы.
Металл при сварке коробится от сильного нагрева. Это может вывести вещи из строя, поэтому, чтобы свести деформацию к минимуму и чтобы все детали были идеально выровнены, вы можете построить приспособление, используя металлический уголок. Куски углового железа можно вырезать в соответствии с чертежом, а затем просто приварить к столу.Прихваточный шов — это временный сварной шов, используемый для удержания детали на месте до тех пор, пока не будет получен постоянный сварной шов.
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Хиты страницы: |
Старых плат:
Примечание: я больше не создаю упрощенные доски. У меня не осталось досок.Так что не спрашивайте.200A Аппарат для дуговой, MIG- и TIG-сварки
Посетить Сварщики DIY Yahoo Group
| Оригинальная цифровая плата для сварки MIG, TIG и Arc (Stick). Хорошо зарекомендовал себя как испытательный стенд. |
: 2 марта 2015 г. Наконец-то есть прогресс!
Бился с вариантами нового дизайна. В Оригинальная цифровая плата была сложной и дорогой. Несколько из сложности:
- Изолированный датчик напряжения
- Изолированное измерение тока
- Изолированный выход, до 200 В
- Импульсный источник питания с 3 изолированными выходами.
- Много аналогов для управления в реальном времени
- 150 частей
- Дорогой энкодер для ввода
- Режимы MIG, TIG, Stick и зарядного устройства.
- Механически сложный.
- Текущее ощущение было трудно откалибровать.
Это сработало, но я никогда не хотел строить. Много дорогих деталей, например, линейных оптоизоляторов. Эта сложность Было разрешено использовать его в 3-х конфигурациях:
- Сварщик постоянного тока с автомобильным генератором переменного тока
- Дополнительный модуль TIG и MIG на переменном / постоянном токе для стандартных сварочных аппаратов с приводом от двигателя (Я.e a Pipeliner, SA-250)
- Дополнение для сварщиков трансформаторов, таких как Airco, Miller DDR / 3, Dialarc и другие, использующие трансформаторы насыщения.
Упрощенная плата предназначалась только для генератора переменного тока. Это сработало ну, но как только я начал его строить, переключатели пошли с От 1,49 до почти 6 долларов за штуку. Это было слишком упрощенно: это только приводил к высокому напряжению поля, был исправен в работе и не поддерживайте TIG безопасно.
Stick (SMAW), TIG и MIG — цели новой платы.Если все, что вам нужно, это сварка стержнем, неэлектронный Версия будет всем, что вам нужно.
Одной из проблем упрощенной платы было отсутствие изоляции; все относилось к отрицательному выходу генератора. TIG на постоянном токе — электрод отрицательный. Итак, вы подключаете положительный провод к работе. Это ставит генератор, плату и сварщика в целом. металл на OCV сварщика, обычно 60V. Небезопасная ситуация.
Я обдумывал идеи сделать это относительно недорого.Первое изменение заключается в использовании современного процессора, такого как Microchip PIC32. Это переместит все управление напряжением, током и выходом из множество аналоговых частей к программному обеспечению. Это облегчает изменение и добавить такие функции, как горячий запуск, запуск подъемника, управление двигателем. Наличие встроенного дисплея избавляет пользователя от необходимости добавить счетчики или дисплеи.
У меня почти готово схематическое изображение. Это не так уж и плохо по сложности по схеме или механически. Все равно не дешево, как хотелось бы, но разумный. На данный момент функций:
- 4-значный светодиодный дисплей с 10 светодиодами состояния.
- Пользовательский ввод с помощью 3-х переключателей. Вверх / Вниз, Дисплей и переключатель режима / дистанционного управления. Все переключатели трехпозиционные (ВКЛ / ВЫКЛ / ВКЛ) мгновенно.
- Изолированный датчик напряжения — обеспечивает более безопасную сварку TIG.
- Управляющий выход до 8 ампер для поддержки двух генераторов переменного тока. Возможность сборки до 200В (сварщики двигателей).
- Режимы Stick, TIG, MIG и зарядки аккумулятора.
- Измерение тока через ток возбуждения — неточно, но достаточно хорошо. Мой опыт работы с разными сварщиками — текущий установка в любом случае приблизительная.120А на одной машине действует по разному чем 120А по другому.
- Процессор с разъемом PIC32. Позволяет обновлять программное обеспечение. Я хотел бы чтобы иметь возможность загружать новый код, но с добавлением USB или последовательных интерфейсов это будет редко использоваться и просто увеличивает стоимость.
- Разрешить сохранение и загрузку конфигураций.
- Опора для соленоида холостого хода двигателя.
- Lift start TIG, запуск при минимальном токе до образования дуги.
- Пусковая выходная мощность для внешней высокочастотной пусковой цепи.
- Выход внешнего контактора (полезно для лучшего запуска MIG.)
- Дистанционное управление напряжением / током.
- Одноплатная плата размером 5×3 дюйма. Это можно было бы установить на 4×6 красное оргстекло. Надеюсь, что панели будут шелкографии со всем текстом и этикетками.
- Винтовые клеммы для соединений.
- Опция для внешней платы для измерения истинного тока (полезно для сварщиков двигателей.)
Общая информация на сайте.
Вы можете построить сварочный аппарат с модифицированным генератором переменного тока, несколько резисторов и несколько сварочных кабелей. Может работать от газа или электродвигатель. Есть несколько таких плавающих вокруг как «сварщики». Они в основном работают, но имеют небольшой контроль вывода. Они также, вероятно, взорвут выпрямитель. мост так как нет защиты от разбегания выхода и нет стабилизатора для лучшей дуги. Обычно они работают примерно при 20В; это будет работать, но сложно поддерживать дугу.Идея состоит в том, чтобы иметь общую панель управления, позволяющую любой источник питания с контролем тока / напряжения, который будет использоваться для дуги, Сварка MIG и TIG. Он имеет программируемый наклон и OCV просто как у больших сварщиков. Также он поддерживает как постоянное напряжение (CV) и режимы постоянного тока (CC), поэтому TIG, ARC и MIG могут быть сделано. Его также можно использовать как быстрое зарядное устройство. Это можно использовать для самодельного сварочного аппарата, который можно сделано относительно недорого (второй прототип показан выше). Плата управления с подходящим двигателем (газовым или электрическим), генератор, ремень и шкивы, и у вас будет очень способный Сварщик дуговой сварки на постоянном токе.10 л.с. электрического или 12 л.с. газа должно быть достаточно для Использование DIY. Добавьте газ и механизм подачи проволоки, и у вас будет MIG. Добавлять горелку TIG и газовый соленоид, и вы можете начать TIG с нуля. На плате есть руководство с объяснением всех подключений. Самый работы механический. Поддерживается сварка TIG на постоянном токе с нуля. Планируется ВЧ-старт. В меню вверху показаны параметры простого аппарата для дуговой сварки. к многопроцессорной установке. Также есть примеры моих двух прототипов конструкции .. Вопросы или комментарии, не стесняйтесь обращаться ко мне по адресу Все веб-страницы, изображения и текст Авторские права (c) 2009-2015 гг. SHDesigns.DIY Welder Control Board
DIY Welder Control Board (Плата управления сварщика DIY)| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Хиты страницы: |
Как это работает:
Первая плата была с цифровым управлением, но фактическая сварка ток аналоговый. Это позволяет плате работать в режиме реального времени. ЦП не должен обрабатывать напряжение / ток. А Блок-схема показана ниже:
Это в основном импульсный контроллер блока питания.ЦП генерирует опорное напряжение от 0 до 5 В, что соответствует сварке 0-100 В Напряжение. Усилитель измерения напряжения имеет коэффициент усиления 1/20, поэтому напряжение 0-100 В. Напряжение сварки будет выводить сигнал 0-5 В. Это подводится к суммированию усилитель, генерирующий разностный сигнал. эта разница подпитывается к компаратору. Компаратор также питается треугольником 20 кГц. волна. Затем компаратор будет выводить сигнал ШИМ, который изменяется с разницей в желаемом напряжении и фактическом напряжении. Этот сигнал подается на выходной драйвер для управления током возбуждения.Выходной каскад для повышения эффективности использует полевые МОП-транзисторы.
Для сварки MIG используется все, что указано выше. Для Arc и TIG, напряжение должно падать вместе с током. Текущий ввод смысла также будет подавать ток на суммирующий усилитель. Переменная усиление позволяет программировать текущий наклон. В качестве примера, предположим, что напряжение установлено на 40 В. Текущее чувство запрограммировано до крутизны 0,3 вольт на ампер. При токе около 50 ампер ток sense выдаст эквивалент 15 вольт. Схема будет затем понизьте выходное напряжение до 25 В.На 100 ампер он упадет до 10В.
Входы и выходы оптически изолированы. Это для безопасность, защита от шипов, а также позволяют выходу двигаться ток возбуждения или насыщения при отключении любого источника питания. Там это небольшой импульсный источник питания, который генерирует 3 изолированных источника питания источники питания для входных и выходных цепей.
CPU может программировать переменное усиление с помощью электронного потенциометра. опорное напряжение генерируется выходом PWM процессора, который подается через фильтр нижних частот для генерации сигнала 0-5 В.В ЦП также контролирует выходные сигналы напряжения и тока. к дисплею.
«Упрощенная» плата исключает изоляторы, поэтому цепи управления подключены к выходу — генератора переменного тока. Это избавляет от множества деталей. Опорное напряжение и переменная усиление — это регуляторы на передней панели. Он также предназначен только для управлять генератором.
Пользовательский интерфейс
Пользовательский интерфейс| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Хиты страницы: |
Панельные переключатели:
Выключатель
Контакторный выключатель — позволяет выходу всегда быть включенным (сварка штучной сваркой) или управляется ножной педалью или механизмом подачи проволоки.
Переключатель тока / напряжения — позволяет настраивать локально или удаленно через ножная педаль или механизм подачи проволоки.
Дисплей:
10-светодиодный линейный дисплей:
Arc — режим дуги
TIG — режим TIG
MIG — режим MIG
Set Volts — На дисплее отображается запрограммированное напряжение
Set Current — Дисплей, в настоящее время показывающий запрограммированный ток
склон.
Weld Volts — На дисплее в настоящее время отображается выходное напряжение
Сварочный ток — дисплей В настоящее время отображается выходной ток.
Настройка — дисплей находится в режиме настройки.
Контактор — показывает, включен ли выход.
Питание — мигает, чтобы показать статус.
Кнопки и кодировщик:
Все они многофункциональны в зависимости от текущего режима. Верхние ярлыки предназначены для нормальной работы, нижние ярлыки — для для функций настройки.
Энкодер (ручка) используется для повышения / понижения настроек.
Load / Save — Нажмите один раз, и на дисплее отобразится «LOnn» для загрузки и номер сохраненного местоположения.Ручку можно повернуть , чтобы выбрать сохраненные настройки для вызова. Нажатие Enter загрузит настройки.
Нажмите еще раз, и на дисплее отобразится «SAnn», th ручку можно использовать для выбора местоположения, и нажатие Enter приведет к спасти.
Напряжение: нажмите, и дисплей переключится на напряжение. Если контактор выключен, он покажет установленное напряжение, а ручка отрегулируйте настройку. Если контактор включен, он покажет выход Напряжение.Режим отображается на полосе светодиода. Нажатие и удерживание кнопка Voltage отобразит напряжение питания (батареи).
Ток: нажмите, и дисплей переключится на ток. Если контактор выключен, на нем будет отображаться установленная крутизна тока и ручка отрегулирует наклон. Если контактор включен, на нем будет отображаться выходной ток.
Настройка: одновременное нажатие переключателей напряжения и тока приведет к войдите в режим настройки. Это позволит установить режим (TIG / MIG / ARC), варианты контакторов, параметры сварки TIG и некоторые варианты подключения.Этот еще не запрограммирован.
Вы действительно можете научиться сварке TIG? — Сварка Mastermind
Сварка вольфрамовым электродом в среде инертного газа (TIG) обеспечивает непревзойденный контроль и позволяет сваривать практически любой металл. Если ваша цель — изучить изящное искусство сварки TIG, также известного как газовая дуговая сварка вольфрамовым электродом (GTAW), вам может быть интересно, сможете ли вы научиться сварке таким способом.
Вы действительно можете научиться сварке TIG? Не рекомендуется учить себя сварке TIG, кривая обучения для TIG намного круче, чем для других типов сварки, и требуется время, чтобы развить навыки работы с этим процессом.
Хотя обучение сварке — очень обширный процесс, понимание нескольких основных концепций может дать вам лучшее представление о том, что вам нужно делать. В этой статье мы рассмотрим некоторые из этих концепций, чтобы вы могли хорошо понять, с чем вы можете столкнуться, пытаясь научиться сварке.
Основы сварки
Все сварочные процессы — это, по сути, методы нагрева металлов, которые объединяются контролируемым образом. Сварка TIG делает это с помощью сильно сфокусированной электрической дуги, защищенной от атмосферы инертным газом.С помощью процесса TIG у вас есть возможность сделать сварной шов ценной «стопкой монет» или похожей на веревку.
В полевых условиях сварка TIG применяется для решения множества различных задач. От сварки листового металла для пищевой промышленности до работы с рамами гоночных автомобилей. Однако сварка TIG предназначена не только для компаний. Любой желающий может использовать TIG для выполнения проектов по сварке дома или создания произведений искусства из металла.
Если вы хотите научиться сварке TIG самостоятельно, рекомендуется пройти соответствующее обучение, которое поможет вам изучить основы и избежать ненужных ошибок.
Обучение сварке TIG
Любая прочная конструкция требует прочного основания, и обучение сварке TIG ничем не отличается. Обучение, подготовка и практика — ключи к тому, чтобы стать профессиональным сварщиком.
Если вы учите себя, никто не сможет исправить ваши плохие привычки или помешать вам сделать что-то плохое. Кроме того, у вас не будет доступа к практическому обучению и советам, или у вас не будет возможности выучить профессиональные приемы.
Что вы узнаете
Правильная сварка TIG требует времени, навыков и координации.Получив надлежащие инструкции, вы узнаете следующее:
- Чистота — При сварке TIG чистота имеет первостепенное значение. На вашей поверхности не должно быть пыли и мусора, и, что наиболее важно, вы должны защищать ваш вольфрам от загрязнения. При приготовлении вольфрама масло с пальца или остатки перчатки могут легко повредить сварной шов.
- Установка полярности аппарата TIG — При подготовке к сварке TIG необходимо настроить полярность на переменный ток (для алюминия) или постоянный ток (для большинства других металлов).Когда мы говорим о полярности при сварке, мы говорим о потоке энергии. Сварка может иметь положительную или отрицательную полярность. Полярность играет большую роль в общем качестве сварного шва.
- Настройка нагрева машины (в амперах) — Различные машины будут иметь разные настройки шкалы, такие как элементы управления точной настройкой или базовый ток. Хорошее практическое правило при настройке нагрева заключается в том, что вам понадобится минимум один ампер на каждую 1/1000 дюйма толщины металла (например, 45 ампер для стали 18-го калибра).Большинство приличных аппаратов для сварки TIG позволяют изменять температуру во время сварки с помощью ножной педали или управления на корпусе горелки.
- Использование подходящего защитного газа при правильном потоке — Использование подходящего защитного газа (в основном аргона) необходимо для получения хорошего сварного шва. Выпуск защитного газа может происходить с разной скоростью. Эти скорости измеряются в CFH или кубических футах в час. Если вы используете недостаточно газа, это не обеспечит адекватную защиту сварочной ванны от атмосферы. Воздух содержит азот, кислород и углекислый газ, которые загрязняют сварной шов.Например, для правильной сварки алюминия требуется около 17 кубических футов в час.
- Удерживание стержня под правильным углом и правильная подача — Угол резака — очень важная часть процесса. Он обеспечивает правильную величину пригорания и обеспечивает достаточное количество защитного газа для сварочной ванны. Если горелка направлена слишком прямо на основной материал, это может привести к неприглядному горению и хрупкости.
- Использование электрода правильного размера — Вольфрамовые электроды бывают разных размеров, каждый из которых предназначен для конкретной работы.Важно знать, какой из них подходит для вашей работы. Неправильный электрод может отрицательно повлиять на внешний вид и прочность сварного шва. Использование электрода, несовместимого с работой, может быть опасно даже для сварщика.
Что вам нужно для сварки TIG
Одна из причин, по которой так сложно изучить сварку TIG, заключается в том, что необходимо овладеть множеством различных навыков. Вы должны не только научиться правильно держать резак и последовательно перемещать его, но также необходимо освоить время для добавления стержня и аккуратного нанесения на него.
Вот более подробный обзор некоторых основных деталей и инструментов, необходимых для сварки TIG:
Аппарат
Сварка TIG использует различные типы оборудования. Если вы только начинаете, недорогая машина начального уровня должна вам подойти. Наименее дорогие машины — только постоянного тока, что подходит для большинства металлов, но не подходит для алюминия или магния. Большинство машин среднего и высшего класса будут иметь как выход постоянного, так и переменного тока.
Еще одна особенность, на которую вы, возможно, захотите обратить внимание, — это частота цепи.Цепи с высокими частотами позволят дуге формироваться без контакта между сварным швом и электродом.
Без этой высокочастотной цепи при сварке может потребоваться сначала соскрести электрод по металлу, чтобы образовалась дуга — метод, называемый скретч-старт. Однако запуск с нуля может легко привести к загрязнению электрода, что вызовет серьезные проблемы с сварным швом.
Факел
Элемент оборудования, который вам понадобится по большей части, — это фонарик.Заполненный стержень добавляется другим. Горелки с воздушным охлаждением проще в использовании и подходят для большинства работ. Горелки с водяным охлаждением меньше по размеру и лучше подходят для сварки с большим током.
Для правильного использования горелки необходимо держать ее под углом 15 градусов к сварному шву. Это даст вам больше контроля, что сделает сварной шов в целом более привлекательным.
Электрод
Используемый электрод зашлифован, до точки почти доходит до точки. Шлифовка должна быть в направлении этой точки, и она должна выглядеть почти как ручка по форме.Дело в точности сварки. Это особенно важно при работе с подробными работами или тонкими материалами.
Цанга, устройство, удерживающее электрод на месте, должна выступать на 1/8 — 3/16 дюйма. Керамическая чашка (доступна в различных размерах) окружает электрод и направляет поток инертного защитного газа.
Как вы могли догадаться, электрод должен находиться на определенном расстоянии от сварного шва. Что касается листового металла, то лужа толщиной более 1/8 дюйма может стать такой большой, что она провалится, оставив отверстие.Во время сварки разумно держать под рукой несколько заостренных электродов, чтобы свести к минимуму ваши поездки к шлифовальной машине для их переточки.
Устранение неисправностей ваших сварочных швов TIG
Изучив основы сварки TIG, вам нужно будет понять некоторые сложности, которые могут возникнуть в процессе. Ниже приведены некоторые признаки, которые вы можете увидеть на сварных швах.
- Коричневое или черное пятно — Коричневое пятно на стали или черное пятно на алюминии является признаком загрязненного электрода.Эти пятна сделают ваш сварной шов менее привлекательным, поэтому старайтесь избегать этого.
- Пористость — Указывает на недостаточное покрытие защитным газом или какое-либо загрязнение, возможно, от остатков краски или смазки, которые не были очищены с металла. Это одна из самых распространенных проблем, потому что очень легко забыть очистить свои материалы. Вот почему очень важно помнить об этом шаге.
- Отсутствие сцепления — Недостаточный нагрев может привести к неполному сцеплению сварного шва с металлом.Совершенно очевидно, что это проблема, делающая ваш сварной шов бесполезным. Понимание уровней нагрева и полярности, необходимых для сварочных работ, поможет вам пропустить подобные ошибки в долгосрочной перспективе.
Хороший сварной шов должен иметь признаки провара на тыльной стороне, но при этом быть немного полнее наверху, где остывает излишек металла.
Заключительные мысли
Как вы прочитали, есть еще много чего узнать о правильной сварке TIG, и вы никогда не сможете сделать это правильно, если вам не поможет.
Будь то община или техническая школа, частный преподаватель или онлайн-курсы, обучение сварке TIG с помощью квалифицированного специалиста будет иметь решающее значение для ваших сварных швов.
Если вам понравилась эта статья, посмотрите другие мои статьи по этой теме, которые я написал!
Можно ли выполнять сварку TIG с помощью ручного сварочного аппарата?
Возможно, вы знаете, что сварка TIG — это, пожалуй, самый сложный из всех сварочных процессов, даже если опытный человек попробует это сделать.Уже один этот факт может заставить вас думать, что сварка металла TIG с помощью аппарата для ручной сварки — это дурацкая идея. Есть ли способ сделать эту идею практичной и разумной? Поскольку мне уже несколько раз задавали этот вопрос, я собрал вокруг него свои выводы.
Вы можете преобразовать аппарат для ручной сварки на постоянном токе в аппарат для сварки TIG, добавив горелку TIG с воздушным охлаждением, чистый аргон и ER70S-6 3/32 X 36 к списку необходимых компонентов. Попробуйте «начать с нуля», чтобы зажечь дугу и продолжить сварку стежком. Вы можете использовать ножную педаль для регулировки силы тока.
Поскольку я собираюсь перейти к деталям, я должен сказать вам, что готовый сварной шов может быть не лучшим из всех сварных швов, которые вы могли бы сделать другими способами. Но следование этому руководству и правильное использование своих навыков может принести отличные результаты.
Сначала я расскажу, почему стоит попробовать именно эту идею. Затем я раскрою фактический рабочий процесс по разным разделам.
Почему вам нужен аппарат для ручной сварки?
Этот вопрос может показаться немного неудобным, поскольку мы хотим знать, можно ли выполнять сварку TIG с помощью аппарата для ручной сварки.Но я должен сообщить вам, есть ли в этом начинании значительные преимущества или это просто способ избежать специальной настройки для сварки TIG.
Использование аппарата для ручной сварки для сварки TIG материалом — это то, что можно было бы счесть нетрадиционным применением. Экономия денег на покупке сварочного аппарата TIG — это, пожалуй, первое, что заставляет задуматься многих профессионалов. Итак, вы определенно можете попробовать, если у вас уже есть сварочный аппарат, и вы не хотите специализироваться на сварке TIG.
В этой настройке газ настроен на отдельную подачу в горелку. Это позволит вам использовать длинный газовый шланг, который обеспечит большую гибкость ваших усилий. Однако вы не можете быть уверены, что все шансы в вашу пользу.
Нельзя использовать тонкие материалы. Да, я имею в виду те, которые у вас будут при реальной сварке TIG. Среди других недостатков — отсутствие точной дуги и повышенный износ вольфрамового наконечника.
Наконец, готовые сварные швы не будут выглядеть такими чистыми и эстетически богатыми, как можно было бы ожидать от процесса TIG.Таким образом, следуя этому конкретному методу, вы будете выполнять сварку TIG только при отсутствии желаемого качества сварного шва.
Но я думаю, ваша цель — запачкать руки этим экзотическим приложением. Итак, я сразу начну соответствующее обсуждение с самого необходимого для работы.
Инструменты, необходимые для сварки TIG с помощью аппарата для ручной сварки
Любой аппарат для ручной сварки постоянным током может быть преобразован в сварочный аппарат TIG. Итак, убедитесь, что у вас есть сварочный аппарат постоянного тока. Но самое важное после самого сварщика — это горелка, которую вы будете использовать.Это должна быть не что иное, как горелка с воздушным охлаждением, предназначенная для сварки TIG. Вы должны выбрать горелку с клапаном, чтобы оператор мог регулировать подачу газа.
Почему вам следует полагаться на модель с воздушным охлаждением, а НЕ на горелку с водяным охлаждением? Горелка с воздушным охлаждением лучше справляется с источником тепла, чем модель с водяным охлаждением. Таким образом можно упростить процесс.
Далее я должен рассказать вам о размере фонарика, который вам следует выбрать. Хотя большинство экспертов сказали бы, что размер 17 должен быть тем, что вам нужно, я узнал, что меньшая головка, если добавить ее к горелке TIG, может сделать процесс немного проще и универсальнее.Итак, я рекомендую размер 9 для этой конкретной работы.
Не исключено, что взять с собой простой фонарик, но людям без большого опыта это может не пригодиться. Если вы довольны инструментом и тем фактом, что вам придется включать или выключать газ во время процесса, я не вижу для вас проблем в выборе базовой горелки.
В качестве защитного газа удобнее использовать аргон. Аргон не только универсален, но также подходит для мягкой и нержавеющей стали, а также алюминия, которые являются предпочтительными материалами, если вы придерживаетесь процесса TIG.Возьмите баллон / баллон с аргоном с соединителем и газовым шлангом.
Подсоедините баллон к фонарику и используйте расходомер. Для этого процесса требуется много газа. Многие люди употребляют аргон в надежде сэкономить деньги. Но я бы не сказал, что вы должны делать то же самое. В конце концов, перед вами стоит очень срочная задача — полностью защитить стык при сварке.
В качестве присадочного стержня я предлагаю «ER70S-6 3/32 X 36», который является хорошей сварочной проволокой для низкоуглеродистой стали. У вас будет больше вариантов, но это потребует более глубокого обсуждения, которого я здесь не буду.
Ой, подождите, я просто забыл упомянуть отрицательный электрод постоянного тока (DCEN), который особенно необходим для этого приложения. Это своего рода полярность, при которой электричество выходит из сварочного стержня и концентрирует одну треть выделяемого тепла на сварочном стержне.
Это приводит к меньшему проникновению, что может потребоваться при работе с более тонкими стальными или нержавеющими пластинами. Это то, что мы обычно видим при сварке TIG.
Подготовка и настройка
К концу резака необходимо подключить адаптер кабеля питания, чтобы защитный газ проходил через него.Держите заземление подключенным к положительной клемме, пока электрод подключаете к отрицательной стороне. Подсоедините электрододержатель к адаптеру кабеля питания.
Пора вам очистить и подготовить металл. Осмотрите металлические детали и отшлифуйте или отшлифуйте их, чтобы удалить загрязнения. Не оставляйте на металле никаких загрязнений. Не забудьте иметь в мастерской болгарку.
Не забудьте защитное снаряжение. Здесь вам понадобятся сварочные перчатки, рукава и шлем с автозатемнением.Наденьте их, как если бы вы это делали перед началом любого сварочного проекта.
Шаги, показывающие, как выполнять сварку TIG с помощью аппарата для ручной сварки
Честно говоря, этот раздел не будет типичным пошаговым руководством. Скорее, я буду обсуждать шаги в простых абзацах, чтобы вы понимали, что в них задействовано, не ограничиваясь задачами в последовательном порядке.
По сути, я буду говорить о «старте с нуля», поскольку он предлагает некоторые преимущества по сравнению с другими методами, такими как «старт с лифтом».Вам нужно поцарапать поверхность и поднять резак, чтобы зажглась дуга . Постарайтесь вспомнить, как вы начинаете огонь, используя спичку.
Убедитесь, что сила тока сварочного аппарата установлена на 125 для металлических деталей толщиной 1/8 дюйма, а газ включен и расходуется со скоростью 20 кубических футов в час (CFH). Вы можете перевернуть электрод, так как он ударился о металл. Вы также можете повернуть головку вольфрамового электрода, чтобы сделать ее острой и заостренной, прежде чем наносить удары.
Учитывая, что металл, используемый в процессе, не содержит примесей / загрязнений, поддержание чистоты электрода не должно быть проблемой.Помните, что электрод необходимо содержать в чистоте, что, на мой взгляд, является серьезной проблемой для любого, кто пытается выполнить сварку TIG с помощью аппарата для ручной сварки.
Сейчас я расскажу о технике сварки. Большинство профессионалов считают, что сварка стежком предпочтительнее шва, когда дело доходит до старта с нуля. Сшивание сварного шва означает, что вы начнете сварку, чтобы покрыть определенную часть длины соединения, а затем закончите сварку. После этого вы перезапустите его вдоль стыка, сохраняя предыдущий сварной шов отдельно от нового.
Сварка стежками, которую часто называют прерывистой сваркой, идеально подходит для плоских и угловых швов. С помощью этой техники вы можете контролировать тепло с точки зрения его количества, передаваемого целевой части. Поскольку вы не хотите вызывать деформацию и нарушать механические и химические свойства используемого металла, прерывистая сварка — правильный выбор.
Используя горелку с водяным охлаждением, вы можете оставить газ включенным после окончания сварки, потому что защитный газ, в данном случае аргон, может защитить вольфрам при охлаждении электрода.
Стоит ли выбирать старт с лифтом вместо старта с нуля?
Несмотря на то, что старт с нуля более полезен, метод старта с лифтом тоже не ужасен. Все, что вам нужно сделать, это поставить чашку на место и медленно опустить. Затем вы можете осторожно дотронуться до вольфрама, чтобы получить правильный угол, только чтобы снять его. Как только дуга начнется; Вы не должны поднимать резак выше 1/4 дюйма от поверхности.
Предупреждения, которые следует запомнить
- Поддержание оптимального потока газа на протяжении всего процесса имеет решающее значение.Поддерживайте расход от 15 до 20 CFH, чтобы избежать турбулентности дуги и пористости в сварном шве.
- Увеличьте или уменьшите силу тока в зависимости от толщины материала. Слишком высокая сила тока может вызвать дефекты, такие как дыры или прожоги.
- Не позволяйте себе разочароваться, увидев серые сварные швы. Фактически, это одно из ограничений этого метода. Несколько минут очистки после сварки могут избавить от уродливого вида.
Фактически, весь процесс, который я объяснил до сих пор, в основном касается источника питания постоянного тока.Если вы можете произвести достаточно энергии (тепла), чтобы плавно расплавить металл в чистую лужу и управлять этим с помощью базовых навыков сварки, у вас не должно возникнуть проблем с использованием аппарата для ручной сварки в качестве аппарата TIG.
Заключительные мысли
Теперь, когда описан каждый шаг операции, я хотел бы предложить несколько советов, чтобы завершить это обсуждение. Самая сложная часть этой работы, как считают многие профессионалы в области сварки, — это отсутствие легкого управления силой тока.
Ну, добавление ножной педали может показаться одним из дополнительных аксессуаров, но я думаю, что ножная педаль позволяет вам иметь немного больше времени работы с аргоном, вместо того, чтобы ждать, пока горелка регулирует поток газа.
Для тех, кто любит простейшие настройки, это может показаться слишком большим. Однако вам следует использовать этот компонент, потому что предохранение сварочной лужи от любого загрязнения — это то, что вы не можете игнорировать.
Другая проблема, с которой вы можете столкнуться, — это быстрое потребление аргона. По правде говоря, у вас почти нет ничего, что могло бы предотвратить это, потому что сварщик в этом не помогает. После большой практики вы можете ожидать, что станете лучше и быстрее включать или выключать клапан между сварными швами.
Вот и все, что я хотел сообщить. Я надеюсь, что все пойдет легко, и у вас не будет плохих сварных швов. Если вам понадобится дополнительная помощь, я буду рад помочь с этой работой и всем, что связано со сваркой.
Оставайтесь в безопасности!
Можно ли выполнять сварку TIG без газа?
Размещено: 11 мая, 2017 Автор: MattMВ связи со снижением стоимости и повышением качества сварочных аппаратов TIG за последние 5 лет мы получаем намного больше начинающих сварщиков, задающих вопросы о том, что можно сделать с помощью TIG и где его можно использовать.Понимание того, как работает сварочный процесс со сварочным аппаратом TIG, позволит вам понять, является ли он лучшим сварщиком для вашего цеха. Сварка TIG является предпочтительным методом среди большинства сварочных мастерских высокого класса, но у нее есть свои ограничения.
Вам нужно проводить сварку снаружи, где нельзя использовать защитный газ или вы не можете позволить себе баллон с газом? Сварка без защиты сварочной ванны невозможна при ЛЮБОМ типе сварки. Разница в том, что некоторые методы сварки (например, сварка TIG) требуют фактического сварочного газа, а другие используют флюс или покрытие на присадочной проволоке, которое выгорает, создавая защитный экран, необходимый сварочной ванне для предотвращения попадания загрязнений в расплавленный металл.При сварке сварочным аппаратом TIG вы используете кусок оголенной присадочной проволоки без покрытия и вольфрам, который подает электрическую дугу на заготовку, образуя лужу. Этот метод сварки требует, чтобы каждая часть процесса была ОЧЕНЬ чистой, и в качестве защитного газа требуется 100% аргон. Без защитного газа вы сожжете вольфрам, загрязните сварной шов и не получите никакого проникновения в заготовку.
А теперь не теряйте надежды и мечты о приобретении сварочного аппарата TIG из-за проблем с газом! Хорошая новость заключается в том, что многие современные сварочные аппараты TIG представляют собой инверторные, многоцелевые аппараты, которые могут выполнять сварку TIG и сварку палкой одним щелчком переключателя и заменой пары фитингов.Процесс сварки TIG и дуговой сварки ОЧЕНЬ похож, если у вас есть провод с электрододержателем или «горелкой». В любом случае вы либо касаетесь электродом детали, либо подносите ее достаточно близко, чтобы дуга подпрыгивала, и вы начинаете сварку. На этом различия заканчиваются: в дуговой сварке используется расходный материал. Он носит множество шляп, он является присадочным стержнем, создает электрическую цепь для сварки, а также покрыт покрытием, которое создает защитный газ, необходимый для защиты сварочной ванны во время сварки.При сварке TIG вы держите присадочный стержень в одной руке, а горелку / вольфрам — в другой, и вы добавляете присадочный стержень в лужу с защитным газом, текущим из горелки и над расплавленной сварочной лужей.