


Простая индукционная печь своими руками по схеме
Индукционная печь — это словосочетание хорошо знакомо тем, чья профессия косвенно или напрямую связана с металлургией. Ведь именно в таких печах осуществляется процесс плавки металла.
Принцип работы индукционной печи — это процесс получения тепла от электричества, вырабатываемого переменным магнитным полем. В печах индукционного типа происходит преобразование энергии по схеме электромагнитная-электрическая-тепловая.
Индукционные печи подразделяются по видам:
— канальные;
— тигельные.
Для канального типа печей характерно расположение индуктора с сердечником внутри металла.
В тигельной — индуктор располагается вокруг металла.
У индукционных печей имеется целый ряд преимуществ по сравнению с другими печками или котлами:
— моментальный разогрев;
— фокусировка энергии;
— безопасность и экологическая чистота устройства;
— отсутствие угара;
В промышленности такие печи используют для плавки чугуна и стали, меди и алюминия, а также драгоценных металлов. Эти печи имеют различную емкость и частоту.
Именно принцип работы индукционной печи привел к созданию известной всем нам в быту микроволновой печи.
Индукционная печь
Собираем индукционную печь самостоятельно по схеме
При наличии специальной электрической схемы для этого устройства, вполне реально сделать ее своими руками. Вам необходим высокочастотный генератор с частотой колебаний 27,12 МГц.
Схема собирается на 4-х электронных лампах(тетрадах), нужна также нелегкая лампа для сигнализации о готовности к началу работы.
Особенностью такой индукционной печи, собранной своими руками по такой схеме, будет то, что ручка конденсатора находится снаружи. А, самое главное, что часть металла, расположенная в катушке, расплавится очень быстро даже в устройстве с малой мощностью.
Индукционная печь своими руками — схема
Прежде, чем собрать индукционную печь своими руками, надо прояснить, от каких факторов зависит скорость плавки металла:
— от скорости теплопередачи;
— от мощности генератора;
— от вихревых потерь и потерь на гистерезисе;
— от частоты.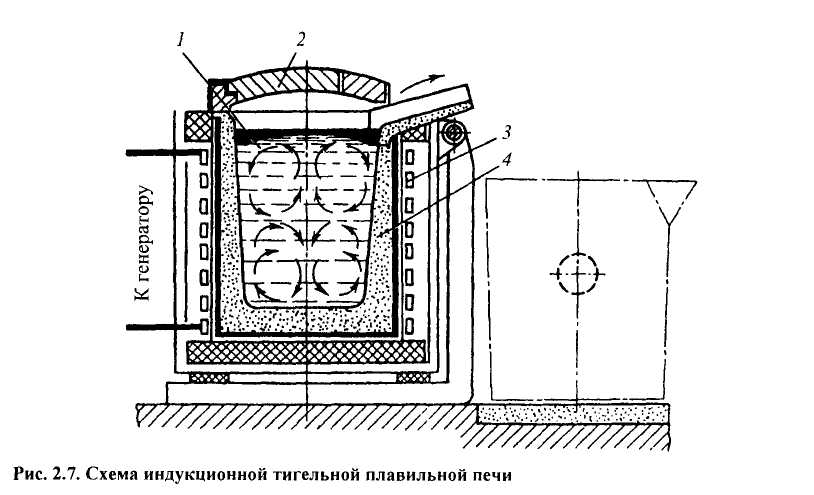
Используйте лампы высокой мощности, но не более 4 штук. Питание печи будет происходить от сети 220В с выпрямителем. Если вы будете использовать печь для плавки металла, используйте графитовые щётки, если для обогрева — нихромовую спираль.
Собрать индукционную печь своими руками несложно и экономически выгодно. Ее можно применять для обогрева гаража, дачи или как дополнительный источник обогрева своего жилища.
Посмотрите видео
Читайте также:
Муфельная печь: особенности конструкции, собираем сами
Делаем индукционные котлы отопления своими руками
принцип работы, устройство, изготовление своими руками
Вначале на него будет действовать электромагнитное поле, потом электрический ток, а затем уже он пройдет тепловую стадию. Простую конструкцию такого печного устройства можно собрать самостоятельно из различных подручных средств.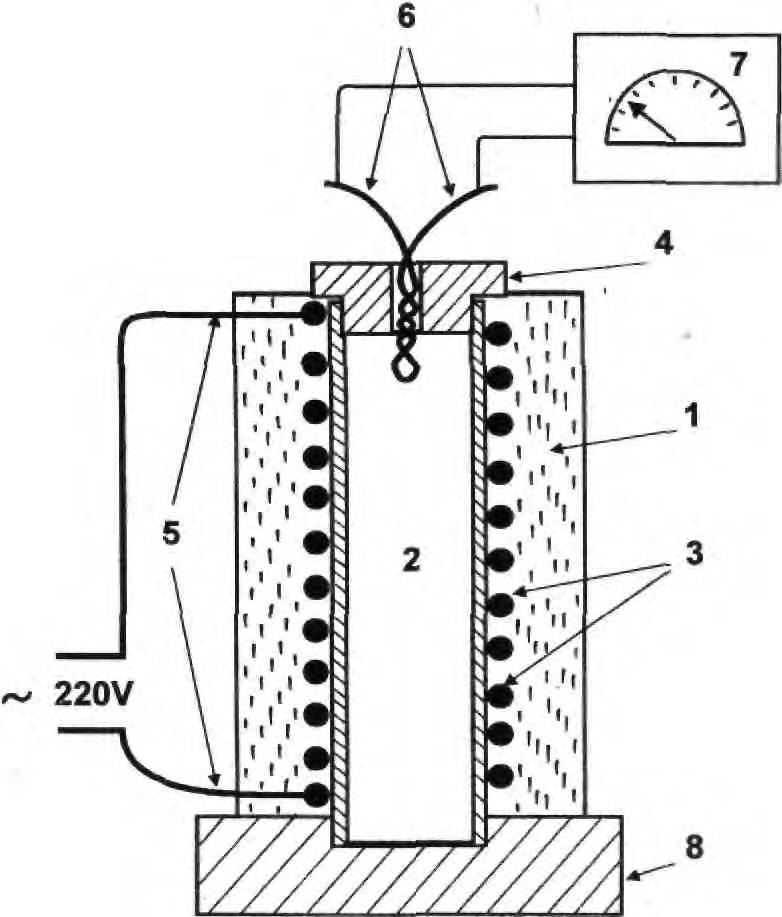
Принцип работы
Такое печное устройство является электрическим трансформатором со вторичной короткозамкнутой обмоткой. Принцип действия индукционной печи состоит в следующем:
- при помощи генератора в индукторе создается переменный ток;
- индуктор с конденсатором создает колебательный контур, он настроен на рабочую частоту;
- в случае использования автоколебательного генератора, конденсатор исключается из схемы устройства и в этом случае используется собственный запас емкости индуктора;
- создаваемое индуктором магнитное поле может существовать в свободном пространстве или же замыкаться с использованием индивидуального ферромагнитного сердечника;
- магнитное поле воздействует на находящуюся в индукторе металлическую заготовку или шихту и образует магнитный поток;
- по уравнениям Максвелла он индуцирует в заготовке вторичный ток;
- при цельном и массивном магнитном потоке создаваемый ток замыкается в заготовке и происходит создание тока Фуко или вихревого тока;
- после образования такого тока вступает в действие закон Джоуля-Ленца, и полученная с помощью индуктора и магнитного поля энергия нагревает заготовку металла или шихту.


Несмотря на многоступенчатую работу, устройство индукционной печи может давать в вакууме или воздухе до 100% КПД. Если среда с магнитной проницаемостью, то этот показатель будет расти, в случае со средой из неидеального диэлектрика, он будет падать.
к содержанию ↑Устройство
Рассматриваемая печь – своеобразный трансформатор, но только в нем нет вторичной обмотки, ее заменяет помещенный в индуктор металлический образец. Он будет проводить ток, а вот диэлектрики в этом процессе не нагреваются, они остаются холодными.
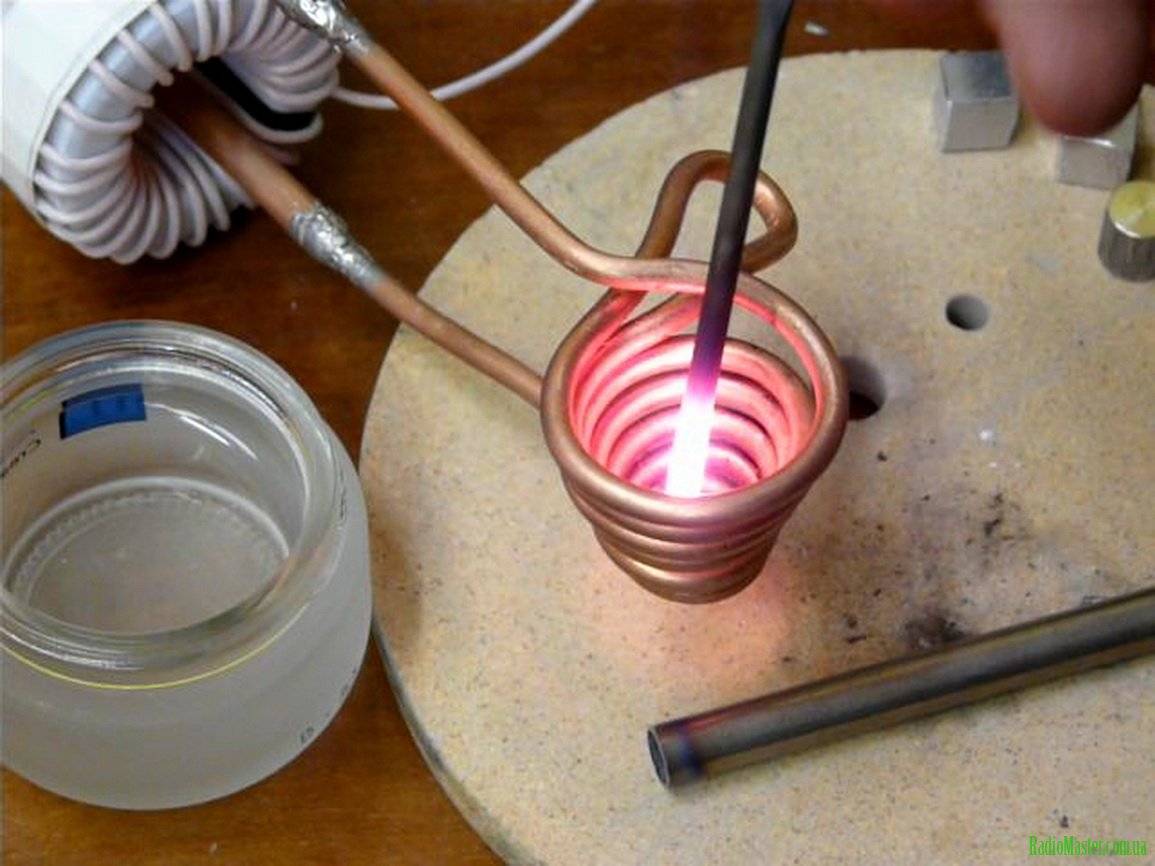
Конструкция индукционных тигельных печей включает в себя индуктор, который состоит из нескольких витков медной трубки, свернутой в виде катушки, внутри нее постоянно передвигается охлаждающая жидкость. Также индуктор вмещает в себе тигель, который может быть из графита, стали и других материалов.
Кроме индуктора в печи установлен магнитный сердечник и подовый камень, все это заключено в корпус печи. В него входят:
- кожух индукционной единицы;
- кожух ванной;
- каркас.

В моделях печей большой мощности кожух ванны обычно выполняется достаточно жестким, поэтому каркас в таком устройстве отсутствует. Крепление корпуса должно выдерживать сильные нагрузки при наклоне всей печи. Каркас чаще всего изготавливается из фасонных балок, выполненных из стали.
Тигельная индукционная печь для плавки металла устанавливается на фундамент, в который вмонтированы опоры, на их подшипники опираются цапфы механизма наклона устройства.
Кожух ванны выполняется из металлических листов, на которые для прочности наваривают ребра жесткости.
Кожух для индукционной единицы используется в качестве соединительного звена между печным трансформатором и подовым камнем. Его для уменьшения потерь тока делают из двух половинок, между которыми предусмотрена изолирующая прокладка.
Стяжка половинок происходит за счет болтов, шайб и втулок. Такой кожух делается литым или сварным, при выборе материала для него отдают предпочтение немагнитным сплавам. Двухкамерная индукционная сталеплавильная печь идет с общим кожухом для ванны и для индукционной единицы.
В небольших печах, в которых не предусмотрено водяного охлаждения имеется вентиляционная установка, она помогает отводить из агрегата излишки тепла. Даже вы случае установки водоохлаждаемого индуктора необходимо вентилировать проем, возле подового камня, чтобы он не перегревался.
В современных печных установках имеется не только водоохлаждаемый индуктор, но и предусмотрено водяное охлаждение кожухов. На каркасе печи могут быть установлены вентиляторы, работающие от приводного двигателя. При значительной массе такого устройства, вентиляционный прибор устанавливают возле печи. Если индукционная печь для производства стали идет со съемным вариантом индукционных единиц, то для каждой из них предусматривается свой вентилятор.
Отдельно стоит отметить механизм наклона, который для малых печей идет с ручным приводом, а для крупных он оснащен гидравлическим приводом, расположенным у сливного носика. Какой бы ни был установлен механизм наклона, он обязан обеспечивать слив полностью всего содержимого ванной.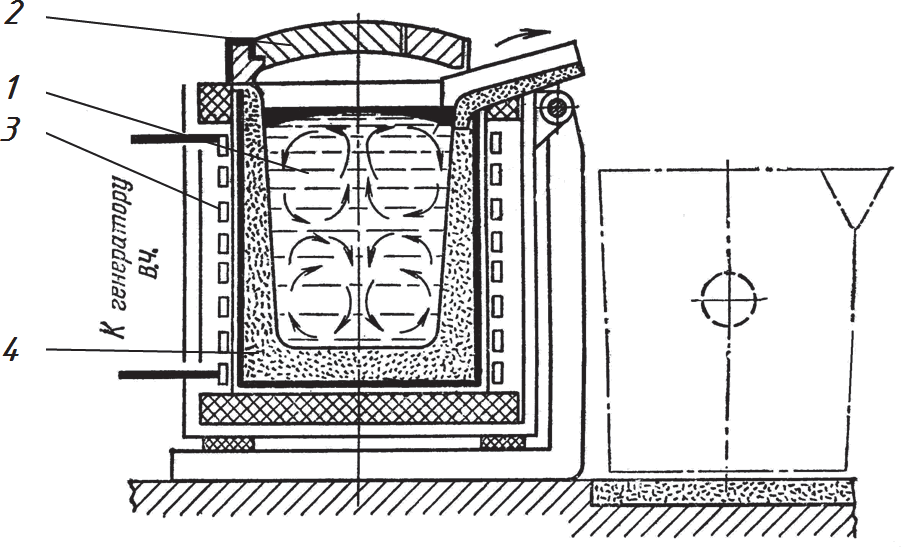
Расчет мощности
Так как индукционный способ плавки стали менее затратный, чем аналогичных методик, основанных на использовании мазута, угля и других энергоносителей, то расчет индукционной печи начинается с вычисления мощности агрегата.
Мощность индукционной печи подразделяется на активную и полезную, для каждой из них есть своя формула.
В качестве исходных данных нужно знать:
- емкость печи, в рассматриваемом для примера случае она равна 8 тоннам;
- мощность агрегата (берется максимальное ее значение) – 1300 кВт;
- частота тока – 50 Гц;
- производительность печной установки – 6 тонн в час.
Требуется также учитывать расплавляемый металл или сплав: по условию он цинковый. Это важный момент, тепловой баланс плавки чугуна в индукционной печи, также как и других сплавов свой.
Полезная мощность, которая передается жидкому металлу:
- Рпол = Wтеор×t×П,
- Wтеор – удельный расход энергии, он теоретический, и показывает перегрев металла на 10С;
- П – производительность печной установки, т/ч;
- t – температура перегрева сплава или металлической заготовки в ванной печи,
- Рпол = 0,298×800×5,5 = 1430,4 кВт.

Активная мощность:
- Р = Рпол/Ютерм,
- Рпол – берется с предыдущей формулы, кВт;
- Ютерм – КПД литейной печи, его пределы от 0,7 до 0,85, в среднем принимают 0,76.
- Р =1311,2/0,76=1892,1кВт, проводится округление значения до 1900 кВт.
На заключительном этапе рассчитывается мощность индуктора:
- Ринд = Р/N,
- Р – активная мощность печной установки, кВт;
- N – количество индукторов, предусмотренных на печи.
- Ринд =1900/2= 950 кВт.
Потребление мощности индукционной печью при плавке стали зависит от ее производительности и вида индуктора.
к содержанию ↑Виды и подвиды
Индукционные печи делятся на два основных вида:
- Канальный. В нем вторичным витком служит кольцевой короткозамкнутый канал, в который помещается металл. В качестве источника энергии для процесса плавки используется генератор либо переменный ток промышленной частоты. Высокое КПД таких печей обусловлено передачей высокочастотного поля через ферритовый или стальной сердечник. Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
- Тигельный. В таких печах источником энергии является генератор, который может работать в диапазоне от нескольких десятков до сотен кГц. Металлические заготовки в этом виде печи помещаются в ее термостойкий тигель, который располагается в обмотке индуктора. Как только расплав достигнет нужной температуры, тигель освобождают и заправляют следующей партией сырья. Такое печное устройство отличается высокой скоростью нагрева металла, так как в тигле очень малы потери тепла.
 Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.
Плавка стали в индукционных печах такого типа отличается непрерывной подачей металлических заготовок и получением расплавленного металла. Единственным недостатком канального агрегата является сложность запуска его работы, так как предварительно необходимо заполнить канал расплавом.Кроме такого разделения, индукционные печи бывают компрессорными, вакуумными, открытыми и газонаполненными.
к содержанию ↑Индукционные печи своими руками
Среди имеющихся распространенных методик создания таких агрегатов можно найти пошаговое руководство, как сделать индукционную печь из сварочного инвертора, с нихромовой спиралью или графитовыми щетками, приведем их особенности.
Агрегат из высокочастотного генератора
Она выполняется с учетом расчетной мощности агрегата, вихревых потерь и утечек на гистерезисе. Питание конструкции будет идти от обычной сети в 220 В, но с использованием выпрямителя. Такой вид печи может идти с графитовыми щетками или нихромовой спиралью.
Для создания печи потребуется:
- два диода UF4007;
- пленочные конденсаторы;
- полевые транзисторы в количестве двух штук;
- резистор в 470 Ом;
- два дроссельных кольца, их можно снять со старого компьютерного системщика;
- медный провод Ø сечения 2 мм.
В качестве инструмента используется паяльник и плоскогубцы.
Приведем схему для индукционной печи:
Индукционные портативные плавильные печи такого плана создаются в следующей последовательности:
- Транзисторы располагаются на радиаторах. Из-за того, что в процессе плавки металла схема устройства быстро греется, радиатор для нее нужно подбирать с большими параметрами. Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
- Изготавливаются два дросселя. Для них берутся два заранее снятые с компьютера кольца, вокруг них обматывают медную проволоку, количество витков ограничено от 7 до 15.
- Конденсаторы объединяются между собой в батарею, чтобы на выходе получилась емкость в 4,7 мкФ, их соединение проводится параллельно.
- Вокруг индуктора обвивается медная проволока, ее диаметр должен быть 2 мм. Внутренний диаметр обмотки должен совпадать с размером используемого для печи тигля. Всего делают 7-8 витков и оставляют длинные концы, чтобы их можно было подключить к схеме.
- В качестве источника к собранной схеме подсоединяется аккумулятор мощностью 12 В, его хватает примерно на 40 минут работы печи.
 Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.
Допустимо устанавливать несколько транзисторов на один генератор, но в этом случае их нужно изолировать от металла при помощи прокладок, сделанных из пластика и резины.Если необходимо, то делается корпус из материала с высокой термоустойчивостью . Если же выполняется индукционная плавильная печь из сварочного инвертора, то защитный корпус должен быть обязательно, но его нужно заземлить.
Конструкция с графитовыми щетками
Такая печь используется для выплавки любого металла и сплавов.
Для создания устройства необходимо заготовить:
- графитовые щетки;
- порошковый гранит;
- трансформатор;
- шамотный кирпич;
- стальная проволока;
- тонкий алюминий.
Технология сборки конструкции заключается в следующем:
- Выполняется основа – в виде бокса, который изготавливается из шамотного кирпича, его кладут на огнеупорную плитку.
- Сверху бокса укладывается лист асбестокартона, если ему нужно придать определенную форму, его поверхность нужно смочить водой. Чтобы конструкцию сделать жесткой, нужно обмотать ее проволокой. Размеры бокса зависят от мощности трансформатора. Лучше всего использовать его из сварочного аппарата. Если он большой мощности, то его следует перемотать.
- Во избежание перегрева трансформатора его обматывают тонким алюминием.
- На дне кирпичного бокса располагается глиняная подложка, чтобы расплавленный металл не растекался.
- Устанавливаются графитовые щетки.
Прибор с нихромовой спиралью
Такой прибор используется для выплавки больших объемов металла.
В качестве расходных материалов для обустройства самодельной печи используется:
- нихром;
- асбестовая нить;
- кусок керамической трубы.
После подключения всех составляющих печи по схеме, ее работа состоит в следующем: после подачи электрического тока на нихромовую спираль, она передает тепло металлу и плавит его.
Создание такой печи проводится в следующей последовательности:
- Навивание спирали, для нее используется проволока диаметром 0,3 мм, длина заготовки должна быть около 11 метров.
- Проволока наматывается вокруг длинной трубки, ее диаметр – 5 мм.
- Кусок трубы из керамики выступает в качестве тигля, его подрезают до нужного размера, примерно на 15 см. В один его конец вставляется асбестовая нить, чтобы расплавленный металл не растекался.
- Укладка спирали вокруг трубы. Между ее витками укладывается асбестовая нить, она ограничит доступ кислорода и тем самым не допустит замыкания в печи.
- В таком виде катушка помещается в лампу высокой мощности, в ней имеется патрон нужного диаметра, который чаще всего изготовлен из керамики.

Такая конструкция отличается высокой производительностью, она долго остывает и быстро нагревается. Но необходимо учесть, что если спираль будет плохо изолирована, то она быстро перегорит.
к содержанию ↑Цены на готовые индукционные печи
Самодельные конструкции печей будут стоить гораздо дешевле покупных, но их нельзя создать большими объемами, поэтому без готовых вариантов для массового производства расплава не обойтись.
Цены на индукционные печи для плавки металла зависят от их вместимости и комплектации.
| Модель | Характеристики и особенности | Цена, рубли |
| INDUTHERM MU-200 | Печь поддерживает 16 температурных программ, максимальная температура нагрева – 1400 0С, контроль за режимом осуществляется с термопарой типа S. Агрегат производит мощность 3,5 кВт. Агрегат производит мощность 3,5 кВт. | 820 тыс. |
| INDUTHERM MU-900 | Печь работает от электропитания в 380 В, температурный контроль происходит с помощью термопары типа S и может доходить до 1500 0С. Мощность – 15 кВт. | 1,7 млн. |
| УПИ-60-2 | Эта индукционная плавильная мини-печь может использоваться для плавки цветных и драгоценных металлов. Заготовки загружаются в графитовый тигель, их нагрев ведется по принципу трансформатора. | 125 тыс. |
| ИСТ-1/0,8 М5 | Индуктор печи представляет собой корзину, в которую встроен магнитопровод совместно с катушкой. Агрегат 1 тонну. | 1,7 млн. |
| УИ-25П | Печное устройство рассчитано на загрузку в 20 кг, он оснащен редукторным наклоном плавильного узла. В комплекте к печи идет блок конденсаторных батарей. Мощность установки – 25 кВт. Максимальная t нагрева – 1600 0С. | 470 тыс. |
| УИ-0,50Т-400 | Агрегат рассчитан на загрузку в 500 кг, самая большая мощность установки – 525 кВт, напряжение для него должно быть не ниже 380В, максимальная рабочая t – 1850 0С. | 900 тыс. |
| ST 10 | Печь итальянской компании оснащена цифровым термостатом, в панель управления встроена технология SMD, которая отличается быстродействием. Универсальный агрегат может работать с разной вместительностью от 1 до 3 кг, для этого ее не нужно переналаживать. Она предназначена для драгоценных металлов, ее max температура – 1250 0С. | 1 млн. |
| ST 12 | Статическая индукционная печь с цифровым термостатом. Она может быть дополнена вакуумной литьевой камерой, что дает возможность производить литье прямо рядом с установкой. Управление происходит с помощью сенсорной панели. Максимальная температура – 1250 0С. | 1050 тыс. |
| ИЧТ-10ТН | Печь рассчитана на загрузку в 10 тонн, довольно объемный агрегат, для его установки нужно выделить закрытое цеховое помещение. | 8,9 млн. |
Вывод
Самостоятельно сделать индукционную печь увлекательно, но это сопряжено с некоторыми ограничениями и неизвестными последствиями, так как нужно опираться на законы физики и химии, а кто в этом не силен, тот не сможет провести процесс безопасно. Для частого использования такой установки лучше подобрать подходящий вариант из представленных выше.
Для частого использования такой установки лучше подобрать подходящий вариант из представленных выше.
Муфельная печь своими руками. Основные элементы
Муфельная печь своими руками. Основные элементы
Корпус
Идеально в качестве основы самодельной муфельной печи для фьюзинга или купелирования подойдет корпус электрической духовки или чудо-печки, поскольку в ней уже предусмотрена вся необходимая изоляция. Понадобится только снять или удалить все пластиковые элементы.
Фото 3 Старая духовка в виде корпуса муфельной печи
Если не получилось найти такую духовку, корпус можно сварить из листа, предварительно нарезанного на заготовки. Свариваете все боковины, зачищаете металлической щеткой или болгаркой швы и покрываете грунтовкой.
Изготовление корпуса из листов, хотя и чуть более сложное, но позволяет сделать ту конструкцию, которая подходит по размерам под конкретное помещение.
Нагревательный элемент
Ключевой компонент устройства, поскольку именно от него зависит температура в печи и скорость нагрева. Также нужно будет сделать и терморегулятор для муфельной печи своими руками, либо приобрести уже готовый. В качестве нагревательного элемента будет выступать нихромовая проволока, диаметр которой подбирается в зависимости от максимальной температуры. Минимальный и самый расходный диаметр – 1,5-2 мм.
Также нужно будет сделать и терморегулятор для муфельной печи своими руками, либо приобрести уже готовый. В качестве нагревательного элемента будет выступать нихромовая проволока, диаметр которой подбирается в зависимости от максимальной температуры. Минимальный и самый расходный диаметр – 1,5-2 мм.
Нихром на стандартной спирали выдерживает 1100 градусов, но необходимо исключить попадание воздуха, иначе он сгорит. Лучше всего в муфельную печь подойдет фехраль — его рабочая температура 1300 градусов, да и с воздухом он «дружит».
Фото 4 Нагревательный элемент
Любая электрическая муфельная печь, даже самая маленькая, изготовленная своими руками, при разогреве до 1000 градусов затрачивает около 4 кВт. Перед использованием проверьте всю проводку и установите автомат-стабилизатор на 25 А.
Термоизоляция
Важнейший аспект работы, который отвечает за целостность и эффективность всей конструкции. Внутри муфельной печи устанавливается на огнестойкий клей шамотный кирпич. По размеру печи его обрезают болгаркой. Сверху используется базальтовая вата.
По размеру печи его обрезают болгаркой. Сверху используется базальтовая вата.
Фото 5 Огнестойкий клей Терракот
На некоторых форумах по изготовлению муфельных печей рекомендуют использовать для кладки асбест. Это действительно огнестойкий материал, но уже при температуре 650 градусов+ он начинает выделять канцерогены.
Печь для плавки меди своими руками. Оборудование для плавки меди
Подготовительный этап предусматривает приобретение специального оборудования. Расплавить медь в домашних условиях можно при наличии:
- Муфельной печи. Современные варианты исполнения позволяют контролировать мощность нагрева с высокой точностью, за счет чего существенно упрощается процесс плавки и можно достигнуть более качественного результата.
- Тигель, предназначенный для размещения шихты и ее плавки.
- Щипцы, при помощи которых тигель вытягивается с печи. Стоит учитывать, что поверхность будет накалятся, поэтому нужно использовать специальный механизм из жаростойкого сплава.
- Крюк и бытовой пылесос.
- Древесный уголь для покрытия поверхности.
- Форма из жаропрочного материала, по которой будет проводится литье.
- Газовая горелка или горн для повышения пластичности сплава.

Плавка газовой горелкой
Приобретают профессиональное оборудование только в том случае, когда литье меди проводится периодически. Оно характеризуется высокой стоимостью, а также эффективностью в применении.
Муфельная печь
Проще всего проводить переплавку меди в домашних условиях при установке муфельной печи. Среди ее особенностей отметим:
- Можно нагревать шихту до более высоких температур, за счет чего повышается текучесть. Это связано с высоким КПД, так как стенки конструкции отражают и аккумулируют тепло.
- Ускоряется процесс плавки.
- Высокая производительность. Равномерное распределение тепла позволяет одновременно плавить большое количеств меди.
Плавление меди в самодельной печи
Кроме этого, муфельная печь довольно проста в установке если соблюдать все правила безопасности. Проблемы по установке подобного оборудования в домашних условиях зачастую возникают по причине больших размеров конструкции.
Проблемы по установке подобного оборудования в домашних условиях зачастую возникают по причине больших размеров конструкции.
Газовая горелка
Литье из меди в домашних условиях при применении газовой горелки часто проводится в случае, если медные изделия изготавливают крайне редко. Подобные процесс характеризуется небольшими финансовыми затратами. При выборе подобной технологии учитывается:
- Малый показатель КПД.
- На момент плавки возникают трудности с равномерным распределением тепла.
- Проводить работу следует на открытом пространстве с соблюдением правил пожарной безопасности.
Газовая горелка может разогреть тигель в течение нескольких минут. Стоит учитывать, что медь будет быстро окисляться.
Паяльная лампа
Плавление при применении паяльных ламп проводится крайне редко. Это связано с невысокой эффективностью подобного метода. Как и в предыдущем случае, при использовании паяльной лампы происходит активное окисление поверхности.
Плавка меди в самодельной печи при помощи паяльной лампы
При применении паяльной лампы учитывается тот момент, что для разогрева металла требуется довольно много времени. При этом нагрев должен проходить без перерыва, так как металл остывает быстро, после чего начинает кристаллизоваться.
Горн
В домашних условиях отливка медных заготовок может проводится в горне. Подобная печь характеризуется следующими особенностями:
- Она часто используется в кузнечном деле.
- Стоит учитывать низкий показатель КПД, за счет которого на плавку меди уходит намного больше времени.
- Различают две конструкции: открытого и закрытого типа.
Температура плавки при применении горна относительно низкая. Поэтому не вся медь может плавится рассматриваемым способом.
Индукционная печь для плавки металла своими руками из микроволновки. Как сделать плавильную печь из индукционной плиты
В повседневной жизни мы используем бытовые приборы и порой даже не задумываемся о принципах их действия. С развитием технического прогресса в жизнь входят новые разработки и устройства. Одним из таких является индукционная плита. Принцип её работы основывается на последовательном превращении энергии из электрической в электромагнитную, а затем в тепловую энергию . На данный момент ещё нет вариантов с большим КПД.
С развитием технического прогресса в жизнь входят новые разработки и устройства. Одним из таких является индукционная плита. Принцип её работы основывается на последовательном превращении энергии из электрической в электромагнитную, а затем в тепловую энергию . На данный момент ещё нет вариантов с большим КПД.
Плиты с индукцией имеют ряд особенностей.
- Быстрое нагревание при маленьком потреблении электроэнергии.
- Еда получается без дыма, запаха горечи и вредных микроэлементов.
- Плита нагревает только еду в посуде, поэтому обжечься об неё невозможно.
Дополнительным преимуществом индукционной плиты является возможность использования ее качеств в других целях, например, для создания плавильной печи.
Переделка индукционной плиты в плавильную печь
Если вам нужна маленькая плавильня не для крупных масштабов, а для собственных нужд объёмом на 1 л максимум, можно сделать ее из плитки индукционного типа.
Благодаря её преимуществам и способности превращать электромагнитные волны в энергию нагревания, она отлично подойдёт для таких целей.
Понадобится внести некоторые изменения в конструкцию, добавить несколько деталей, переделать корпус, и у вас получится то, что необходимо.
Такая модель, сделанная своими руками, будет очень удобна в использовании и сэкономит средства.
Важно! Процесс создания плавильной печи потребует знаний и времени, поэтому внимательно изучите все теоретические основы и ознакомьтесь с инструкцией. Если вы сомневаетесь, что сможете все выполнить, то лучше доверить это профессионалам.
Какие детали нужны для самодельной индукционной печи
Прежде чем приступить к изготовлению самодельной плавильной печи, основанной на принципе работы индукционной плиты, вам потребуется собрать нужные элементы. А в случае необходимости докупить недостающие детали.
Для работы потребуется следующее.
- Индукционная плита.
- Медная трубка диаметром 8 мм длиной 3 м.
- Конденсатор.
- Переключатель.
- Лампа накаливания для контроля.
- Тигель.
Совет . Качество и скорость плавления будут во многом определяться мощностью генератора, ламп и частоты, с которой осуществляется нагрузка.
Как сделать индукционную плавильню из плиты
- Из медной трубы необходимо скрутить индуктор, переходящий из плоского (в нижней части) в цилиндрический (наверху) . Получается своеобразный стакан из медных витков. Сделайте его необходимого размера.
- Присоедините всю конструкцию согласно схеме электроприбора . Конденсатор и лампочку используйте параллельно в цепи.
- Чтобы приступить к работе, включите электроплиту в сеть, поместите в тигель, расположенный внутри индуктора, металл и нажмите на переключатель нашего изделия.
Такое устройство является наиболее простым и удобным в использовании. Оно не изменяет конструкции самой плитки, поэтому его может сделать каждый.
Справка . Температура составляет примерно 1000 °C, чего вполне достаточно даже для плавления серебра.
Полезные советы по изготовлению плавильной печи изиндукционной плиты
Для правильного выполнения работ и достижения необходимого вам результата мы подскажем несколько полезных советов. Они пригодятся при изготовлении домашнего самодельного оборудования.
- Если вам необходима такая печь для обогрева помещения, используйте нихром, для плавки подойдёт графит в спирали.
- Чем больше частота и мощность, тем больше КПД . Но тут главное — не переусердствовать.
- В изделии используйте мощные лампочки, но не больше четырех в одной конструкции .
Конечно, по такой инструкции не получится собрать полноценную печь для плавки металлов. Такие конструкции просто не предназначены для подобных работ, но можно получить прибор для небольших нагрузок и маленького объёма. Этого вполне достаточно для личных нужд. Если же вам нужны бо́льшие результаты и производительность, то, несомненно, стоит подумать о приобретении качественной плавильни.
Видео муфельная печь своими руками — инструкция по изготовлению
Индукционные нагреватели и печи своими руками: от теории к реализации
Индукционная печь изобретена давно, еще в 1887 г, С. Фарранти. Первая промышленная установка заработала в 1890 г. на фирме Benedicks Bultfabrik. Долгое время индукционные печи и в индустрии были экзотикой, но не вследствие дороговизны электричества, тогда оно было не дороже теперешнего. В процессах, происходящих в индукционных печах, было еще много непонятного, а элементная база электроники не позволяла создавать эффективные схемы управления ими.
В индукционно-печной сфере переворот произошел буквально на глазах в наши дни, благодаря появлению, во-первых, микроконтроллеров, вычислительная мощность которых превышает таковую персональных компьютеров десятилетней давности. Во-вторых, благодаря… мобильной связи. Ее развитие потребовало появления в продаже недорогих транзисторов, способных отдавать мощность в несколько кВт на высоких частотах. Они, в свою очередь, были созданы на основе полупроводниковых гетероструктур, за исследования которых российский физик Жорес Алферов получил Нобелевскую премию.
В конечном итоге, индукционные печки не только совершенно преобразились в промышленности, но и широко вошли в быт. Интерес к предмету породил массу самоделок, которые, в принципе, могли бы быть полезными. Но большинство авторов конструкций и идей (описаний которых в источниках много больше, чем работоспособных изделий) плоховато представляют себе как основы физики индукционного нагрева, так и потенциальную опасность неграмотно выполненных конструкций. Настоящая статья призвана прояснить некоторые наиболее смутные моменты. Материал построен на рассмотрении конкретных конструкций:
- Промышленной канальной печи для плавки металла, и возможности ее создания самостоятельно.
- Тигельных печей индукционного типа, самых простых в исполнении и наиболее популярных среди самодельщиков.
- Индукционных водогрейных котлов, стремительно вытесняющих бойлеры с ТЭНами.
- Бытовых варочных индукционных приборов, конкурирующих с газовыми плитами и по ряду параметров превосходящих микроволновки.
Примечание: все рассматриваемые устройства основаны на магнитной индукции, создаваемой катушкой индуктивности (индуктором), поэтому и называются индукционными. В них можно плавить/нагревать только электропроводящие материалы, металлы и т.п. Есть еще электроиндукционные емкостные печи, основанные на электрической индукции в диэлектрике между обкладками конденсатора, они применяются для «нежного» плавления и электротермообработки пластиков. Но распространены они гораздо меньше индукторных, рассмотрение их требует отдельного разговора, поэтому пока оставим.
Принцип действия
Принцип работы индукционной печи иллюстрирует рис. справа. В сущности она – электрический трансформатор с короткозамкнутой вторичной обмоткой:
Принцип действия индукционной печи
- Генератор переменного напряжения G создает в индукторе L (heating coil) переменный ток I1.
- Конденсатор С совместно с L образуют колебательный контур, настроенный на рабочую частоту, это в большинстве случаев повышает техпараметры установки.
- Если генератор G автоколебательный, то С часто исключают из схемы, используя вместо него собственную емкость индуктора. Она у описанных ниже высокочастотных индукторов составляет несколько десятков пикофарад, что как раз соответствует рабочему диапазону частот.
- Индуктор в соответствии с уравнениями Максвелла создает в окружающем пространстве переменное магнитное поле с напряженностью H. Магнитное поле индуктора может как замыкаться через отдельный ферромагнитный сердечник, так и существовать в свободном пространстве.
- Магнитное поле, пронизывая помещенную в индуктор заготовку (или плавильную шихту) W, создает в ней магнитный поток Ф.
- Ф, если W электропроводящая, индуцирует в ней вторичный ток I2, то тем же уравнениям Максвелла.
- Если Ф достаточно массивна и цельная, то I2 замыкается внутри W, образуя вихревой ток, или ток Фуко.
- Вихревые токи по закону Джоуля-Ленца отдает полученную им через индуктор и магнитное поле от генератора энергию, нагревая заготовку (шихту).
Электромагнитное взаимодействие с точки зрения физики достаточно сильно и обладает довольно высоким дальнодействием. Поэтому, несмотря на многоступенчатое преобразование энергии, индукционная печь способна показать в воздухе или вакууме КПД до 100%.
Примечание: в среде из неидеального диэлектрика с диэлектрической проницаемостью >1 потенциально достижимый КПД индукционных печей падает, а в среде с магнитной проницаемостью >1 добиться высокого КПД проще.
Канальная печь
Канальная индукционная плавильная печь – первая из примененных в промышленности. Она и конструктивно похожа на трансформатор, см. рис. справа:
Канальная индукционная печь
- Первичная обмотка, питаемая током промышленной (50/60 Гц) или повышенной (400 Гц) частоты, выполнена из медной, охлаждаемой изнутри жидким теплоносителем, трубки;
- Вторичная короткозамкнутая обмотка – расплав;
- Кольцеобразный тигель из жаростойкого диэлектрика, в котором помещается расплав;
- Наборный из пластин трансформаторной стали магнитопровод.
Канальные печи используются для переплавки дюраля, цветных спецсплавов, получения высококачественного чугуна. Промышленные канальные печи требуют затравки расплавом, иначе «вторичка» не замкнется накоротко и нагрева не будет. Или между крошками шихты возникнут дуговые разряды, и вся плавка просто взорвется. Поэтому перед пуском печи в тигель наливают немного расплава, а переплавленную порцию выливают не до конца. Металлурги говорят, что канальная печь имеет остаточную емкость.
Канальную печь на мощность до 2-3 кВт можно сделать и самому из сварочного трансформатора промышленной частоты. В такой печи можно расплавить до 300-400 г цинка, бронзы, латуни или меди. Можно переплавлять дюраль, только отливке нужно по остывании дать состариться, от нескольких часов до 2-х недель, в зависимости от состава сплава, чтобы набрала прочность, вязкость и упругость.
Примечание: дюраль вообще был изобретен случайно. Разработчики, обозлившись, что легировать алюминий никак не удается, бросили в лаборатории очередной «никакой» образец и ушли в загул с горя. Протрезвились, вернулись – а никакой изменил цвет. Проверили – а он набрал прочность едва ли не стали, оставшись легким, как алюминий.
«Первичку» трансформатора оставляют штатной, она уже рассчитана на работу в режиме КЗ вторички сварочной дугой. «Вторичку» снимают (ее потом можно поставить обратно и использовать трансформатор по прямому назначению), а вместо нее надевают кольцевой тигель. Но пытаться переделать в канальную печь сварочный ВЧ-инвертор опасно! Его ферритовый сердечник перегреется и разлетится в куски из-за того, что диэлектрическая проницаемость феррита >>1, см. выше.
Проблема остаточной емкости в маломощной печке отпадает: в шихту для затравки кладут проволочку из того же металла, согнутую в кольцо и со скрученными концами. Диаметр проволоки – от 1 мм/кВт мощности печи.
Но появляется проблема кольцевого тигля: единственный подходящий для малого тигля материал – электрофарфор. В домашних условиях обработать его самому невозможно, а где взять покупной подходящий? Прочие огнеупоры не годятся вследствие высоких диэлектрических потерь в них или пористости и малой механической прочности. Поэтому, хотя канальная печь дает плавку высочайшего качества, не требует электроники, а ее КПД уже при мощности 1 кВт превышает 90%, у самодельщиков они не в ходу.
Под обычный тигель
Устройство тигельной индукционной печи
Остаточная емкость раздражала металлургов – сплавы-то плавились дорогие. Поэтому, как только в 20-х годах прошлого века появились достаточно мощные радиолампы, тут же родилась идея: выкинуть на (не будем повторять профессиональные идиомы суровых мужиков) магнитопровод, а обычный тигель засунуть прямо в индуктор, см. рис.
На промышленной частоте так не сделаешь, магнитное поле низкой частоты без концентрирующего его магнитопровода расползется (это т. наз. поле рассеяния) и отдаст свою энергию куда угодно, только не в расплав. Компенсировать поле рассеяния можно повышением частоты до высокой: если диаметр индуктора соизмерим с длиной волны рабочей частоты, а вся система – в электромагнитном резонансе, то до 75% и более энергии ее электромагнитного поля будет сосредоточено внутри «бессердечной» катушки. КПД выйдет соответственный.
Однако уже в лабораториях выяснилось, что авторы идеи проглядели очевидное обстоятельство: расплав в индукторе, хотя бы и диамагнитный, но электропроводящий, за счет собственного магнитного поля от вихревых токов изменяет индуктивность нагревательной катушки. Начальную частоту понадобилось устанавливать под холодную шихту и менять по мере ее плавления. Причем в пределах тем больших, чем больше заготовка: если для 200 г стали можно обойтись диапазоном в 2-30 МГц, то для болванки с железнодорожную цистерну начальная частота будет около 30-40 Гц, а рабочая – до нескольких кГц.
Подходящую автоматику на лампах сделать сложно, «тянуть» частоту за болванкой – нужен высококвалифицированный оператор. Кроме того, на низких частотах сильнейшим образом проявляет себя поле рассеяния. Расплав, который в такой печи еще и сердечник катушки, до некоторой степени собирает магнитное поле возле нее, но все равно, для получения приемлемого КПД понадобилось окружать всю печь мощным ферромагнитным экраном.
Тем не менее, благодаря своим выдающимся достоинствам и уникальным качествам (см. далее) тигельные индукционные печи широко применяются и в промышленности, и самодельщиками. Поэтому остановимся подробнее на том, как правильно сделать такую своими руками.
Немного теории
При конструировании самодельной «индукционки» нужно твердо помнить: минимум потребляемой мощности не соответствует максимуму КПД, и наоборот. Минимальную мощность от сети печка возьмет при работе на основной резонансной частоте, Поз. 1 на рис. Болванка/шихта при этом (и на более низких, дорезонансных частотах) работает как один короткозамкнутый виток, а в расплаве наблюдается всего одна конвективная ячейка.
Режимы работы тигельной индукционной печи
В режиме основного резонанса в печке на 2-3 кВт можно расплавить до 0,5 кг стали, но разогрев шихты/заготовки займет до часа и более. Соответственно, общее потребление электричества от сети будет большим, а общий КПД – низким. На дорезонансных частотах – еще ниже.
Вследствие этого индукционные печи для плавки металла работают чаще всего на 2-й, 3-й и др. высших гармониках (Поз. 2 на рис.) Требуемая для разогрева/расплавления мощность при этом возрастает; для того же полкило стали на 2-й понадобится 7-8 кВт, на 3-ей 10-12 кВт. Но прогрев происходит очень быстро, за минуты или доли минут. Поэтому и КПД выходит высокий: печка не успевает «съесть» много, как расплав уже можно лить.
У печей на гармониках есть важнейшее, даже уникальное достоинство: в расплаве возникает несколько конвективных ячеек, мгновенно и тщательно его перемешивающих. Поэтому можно вести плавку в режиме т. наз. быстрой шихты, получая сплавы, которые в любых других плавильных печах выплавить принципиально невозможно.
Если же «задрать» частоту в 5-6 и более раз выше основной, то КПД несколько (ненамного) падает, но проявляется еще одно замечательное свойство индукционки на гармониках: поверхностный нагрев вследствие скин-эффекта, вытесняющего ЭМП к поверхности заготовки, Поз. 3 на рис. Для плавки этот режим используется редко, но для разогрева заготовок под поверхностную цементацию и закалку – милое дело. Современная техника без такого способа термообработки была бы просто невозможна.
О левитации в индукторе
А теперь проделаем фокус: накрутим первые 1-3 витка индуктора, затем перегнем трубку/шину на 180 градусов, и остальную обмотку навьем в обратном направлении (Поз 4 на рис.) Подключим к генератору, введем в индуктор тигель в шихтой, дадим ток. Дождемся расплавления, уберем тигель. Расплав в индукторе соберется в сферу, которая там останется висеть, пока не выключим генератор. Тогда – упадет вниз.
Эффект электромагнитной левитации расплава используют для очистки металлов путем зонной плавки, для получение высокоточных металлических шариков и микросфер, и т.п. Но для надлежащего результата плавку нужно вести в высоком вакууме, поэтому здесь о левитации в индукторе упомянуто только для сведения.
Зачем индуктор дома?
Как видим, даже маломощная индукционная печка для квартирной проводки и лимитов потребления мощновата. Для чего же стоит ее делать?
Индукционный нагрев для закалки
Во-первых, для очистки и разделения драгоценных, цветных и редких металлов. Берем, к примеру, старый советский радиоразъем с позолоченными контактами; золота/серебра на плакировку тогда не жалели. Кладем контакты в узкий высокий тигелек, суем в индуктор, плавим на основном резонансе (выражаясь профессионально, на нулевой моде). По расплавлении постепенно снижаем частоту и мощность, давая застыть болванке в течение 15 мин – получаса.
По остывании разбиваем тигелек, и что видим? Латунный столбик с ясно различимым золотым кончиком, который остается только отрезать. Без ртути, цианидов и прочих убийственных реагентов. Нагревом расплава извне любым способом этого не добиться, конвекция в нем не даст.
Индуктор для отпусковой индукционной печи
Ну, золото-золотом, а сейчас и черный металлолом на дороге не валяется. Но вот необходимость равномерного, или точно дозированного по поверхности/объему/температуре нагрева металлических деталей для качественной закалки у самодельщика или ИП-индивидуала всегда найдется. И тут опять выручит печка-индуктор, причем расход электричества будет посильным для семейного бюджета: ведь основная доля энергии нагрева приходится на скрытую теплоту плавления металла. А меняя мощность, частоту и расположение детали в индукторе, можно нагреть именно нужное место именно как надо, см. рис. выше.
Наконец, сделав индуктор специальной формы (см. рис. слева), можно отпустить закаленную деталь в нужном месте, на нарушая цементации с закалкой на конце/концах. Затем, где надо – гнем, плющим, а остальное остается твердым, вязким, упругим. В конце можно снова разогреть, где отпускали, и опять закалить.
Приступаем к печке: что нужно знать обязательно
Электромагнитное поле (ЭМП) воздействует на человеческий организм, хотя бы прогревая его во всем объеме, как мясо в микроволновке. Поэтому, работая с индукционной печью в качестве конструктора, мастера или эксплуатанта, нужно четко уяснить себе суть следующих понятий:
ППЭ – плотность потока энергии электромагнитного поля. Определяет общее физиологическое воздействие ЭМП на организм независимо от частоты излучения, т.к. ППЭ ЭМП одной и той же напряженности растет с ростом частоты излучения. По санитарным нормам разных стран допустимое значение ППЭ от 1 до 30 мВт на 1 кв. м. поверхности тела при постоянном (свыше 1 часа в сутки) воздействии и втрое-впятеро больше при однократном кратковременном, до 20 мин.
Примечание: особняком стоят США, у них допустимая ППЭ – 1000 мВт (!) на кв. м. тела. Фактически, американцы считают началом физиологического воздействия внешние его проявления, когда человеку уже становится плохо, а долговременные последствия облучения ЭМП полностью игнорируют.
ППЭ при удалении от точечного источника излучения падает по квадрату расстояния. Однослойная экранировка оцинковкой или мелкоячеистой оцинкованной сеткой снижает ППЭ в 30-50 раз. Вблизи катушки по ее оси ППЭ будет в 2-3 раза выше, чем сбоку.
Поясним на примере. Есть индуктор на 2 кВт и 30 МГц с КПД в 75%. Следовательно, наружу из него уйдет 0,5 кВт или 500 Вт. На расстоянии в 1 м от него (площадь сферы радиусом 1 м – 12,57 кв. м.) на 1 кв. м. придется 500/12,57=39,77 Вт, а на человека – около 15 Вт, это очень много. Индуктор нужно располагать вертикально, перед включением печи надевать на него заземленный экранирующий колпак, следить за процессом издали, а по его окончании немедленно выключать печь. На частоте в 1 МГц ППЭ упадет в 900 раз, и с экранированным индуктором можно работать без особых предосторожностей.
СВЧ – сверхвысокие частоты. В радиэлектронике СВЧ считают с т.наз. Q-диапазона, но по физиологии СВЧ начинается примерно со 120 МГц. Причина – электроиндукционный нагрев плазмы клеток и резонансные явления в органических молекулах. СВЧ обладает специфически направленным биологическим действием с долговременными последствиями. Достаточно получить 10-30 мВт в течение получаса, чтобы подорвать здоровье и/или репродуктивную способность. Индивидуальная восприимчивость к СВЧ крайне изменчива; работая с ним, нужно регулярно проходить специальную медкомиссию.
Пресечь СВЧ-излучение очень трудно, оно, как говорят профи, «сифонит» сквозь малейшую щелочку в экране или при малейшем нарушении качества заземления. Эффективная борьба с СВЧ-излучением аппаратуры возможна только на уровне его конструирования высококлассными специалистами.
К счастью, диапазон частот, в котором работают индукционные печи, до СВЧ не простирается. Но при неумелом конструировании или пользовании печь может войти в режим, при котором появляется паразитное СВЧ. Разумеется, этого следует всячески избегать.
Компоненты печи
Индуктор
Важнейшая часть индукционной печи – ее нагревательная катушка, индуктор. Для самодельных печей на мощность до 3 кВт пойдет индуктор из голой медной трубки диаметром 10 мм или медной же голой шины сечением не менее 10 кв. мм. Внутренний диаметр индуктора – 80-150 мм, количество витков – 8-10. Витки не должны соприкасаться, расстояние между ними – 5-7 мм. Также никакая часть индуктора не должна касаться его экрана; минимальный зазор – 50 мм. Поэтому для прохождения выводов катушки к генератору нужно предусмотреть окно в экране, не мешающее его снимать/ставить.
Индукторы промышленных печей охлаждают водой или антифризом, но на мощности до 3 кВт описанный выше индуктор при работе его в продолжении до 20-30 мин принудительного охлаждения не требует. Однако он сам при этом сильно нагревается, а окалина на меди резко снижает КПД печи вплоть до потери ею работоспособности. Сделать самому индуктор с жидкостным охлаждением невозможно, поэтому его придется время от времени менять. Применять принудительное воздушное охлаждение нельзя: пластиковый или металлический корпус вентилятора вблизи катушки «притянут» к себе ЭМП, перегреются, а КПД печи упадет.
Примечание: для сравнения – индуктор для плавильной печи на 150 кг стали согнут из медной трубы 40 мм наружным диаметром и 30 внутренним. Число витков – 7, диаметр катушки по внутри 400 мм, высота тоже 400 мм. Для его раскачки на нулевой моде нужно 15-20 кВт при наличии замкнутого контура охлаждения дистиллированной водой.
Генератор
Вторая главная часть печи – генератор переменного тока. Сделать индукционную печь, не владея основами радиоэлектроники хотя бы на уровне радиолюбителя средней квалификации, не стоит и пытаться. Эксплуатировать – тоже, ведь, если печка не под компьютерным управлением, настроить ее в режим можно, только чувствуя схему.
Схема генератора для индукционной печи, дающая паразитное СВЧ
При выборе схемы генератора следует всячески избегать решений, дающих жесткий спектр тока. В качестве антипримера приводим довольно распространенную схему на тиристорном ключе, см. рис. выше. Доступный специалисту расчет по прилагаемой к ней автором осциллограмме показывает, что ППЭ на частотах свыше 120 МГц от индуктора, запитанного таким образом, превышает 1 Вт/кв. м. на расстоянии 2,5 м от установки. Убийственная простота, ничего не скажешь.
Схема лампового генератора для индукционной печи
В качестве ностальгического курьеза приводим еще схему древнего лампового генератора, см. рис. справа. Такие делали советские радиолюбители еще в 50-х годах, рис. справа. Настройка в режим – воздушным конденсатором переменной емкости С, с зазором между пластинами не менее 3 мм. Работает только на нулевой моде. Индикатор настройки – неоновая лампочка Л. Особенность схемы – очень мягкий, «ламповый» спектр излучения, так что пользоваться этим генератором можно без особых мер предосторожности. Но – увы! – ламп для него сейчас не найдешь, а при мощности в индукторе около 500 Вт энергопотребление от сети – более 2 кВт.
Примечание: указанная на схеме частота 27,12 МГц не оптимальна, она выбрана из соображений электромагнитной совместимости. В СССР она была свободной («мусорной») частотой, для работы на которой разрешения не требовалось, лишь бы устройство помех никому не давало. А вообще-то С можно перестраивать генератор в довольно широком диапазоне.
Самодельная тигельная индукционная печь 50-х годов.
На следующем рис. слева – простейший генератор с самовозбуждением. L2 – индуктор; L1 – катушка обратной связи, 2 витка эмалированного провода диаметром 1,2-1,5 мм; L3 – болванка или шихта. В качестве контурной емкости используется собственная емкость индуктора, поэтому эта схема не требует настройки, она автоматически входит в режим нулевой моды. Спектр мягкий, но при неправильной фазировке L1 мгновенно сгорает транзистор, т.к. он оказывается в активном режиме с КЗ по постоянному току в цепи коллектора.
Схема простейшего генератора для индукционной печи
Также транзистор может сгореть просто от изменения наружной температуры или саморазогрева кристалла – каких-либо мер по стабилизации его режима не предусмотрено. В общем, если у вас завалялись где-то старые КТ825 или им подобные, то начинать эксперименты по индукционному нагреву можно с этой схемки. Транзистор должен быть установлен на радиатор площадью не менее 400 кв. см. с обдувом от компьютерного или ему подобного вентилятора. Регулировка можности в индукторе, до 0,3 кВт – изменением напряжения питания в пределах 6-24 В. Его источник должен обеспечивать ток не менее 25 А. Мощность рассеивания резисторов базового делителя напряжения не менее 5 Вт.
Генератор-мультивибратор для индукционной печи
Схема на след. рис. справа – мультивибратор с индуктивной нагрузкой на мощных полевых тразисторах (450 B Uk, не менее 25 A Ik). Благодаря применению емкости в цепи колебательного контура дает довольно мягкий спектр, но внемодовый, поэтому пригоден для разогрева деталей до 1 кг для закалки/отпуска. Главный недостаток схемы – дороговизна компонент, мощных полевиков и быстродействующих (граничная частота не менее 200 кГц) высоковольтных диодов в их базовых цепях. Биполярные мощные транзисторы в этой схеме не работают, перегреваются и сгорают. Радиатор здесь такой же, как и в предыдущем случае, но обдува уже не нужно.
Следующая схема уже претендует на звание универсальной, мощностью до 1 кВт. Это – двухтактный генератор с независимым возбуждением и мостовым включением индуктора. Позволяет работать на 2-3 моде или в режиме поверхностного нагрева; частота регулируется переменным резистором R2, а диапазоны частот переключаются конденсаторами С1 и С2, от 10 кГц до 10 МГц. Для первого диапазона (10-30 кГц) емкость конденсаторов С4-С7 должна быть увеличена до 6,8 мкФ.
Схема универсального генератора для индукционной печи
Трансформатор между каскадами – на ферритовом кольце с площадью сечения магнитопровода от 2 кв. см. Обмотки – из эмалированного провода 0,8-1,2 мм. Радиатор транзисторов – 400 кв. см. на четверых с обдувом. Ток в индукторе практически синусоидальный, поэтому спектр излучения мягкий и на всех рабочих частотах дополнительных мер защиты не требуется, при условии работы до 30 мин в день через 2 дня на 3-й.
Видео: самодельный индукционный нагреватель в работе
Индукционные котлы
Индукционные водогрейные котлы, без сомнения, вытеснят бойлеры с ТЭНами везде, где электричество обходится дешевле других видов топлива. Но их неоспоримые достоинства породили и массу самоделок, от которых у специалиста иной раз буквально волосы дыбом встают.
Скажем, такая конструкция: пропиленовую трубу с проточной водой окружает индуктор, а он запитан от сварочного ВЧ-инвертора на 15-25 А. Вариант – из термостойкого пластика делают пустотелый бублик (тор), по патрубкам пропускают через него воду, а для нагрева обматывают шиной, образующий свернутый в кольцо индуктор.
ЭМП передаст свою энергию воде хорошо; та обладает неплохой электропроводностью и аномально высокой (80) диэлектрической проницаемостью. Вспомните, как стреляют в микроволновке оставшиеся на посуде капельки влаги.
Но, во-первых, для полноценного обогрева квартиры или частного дома зимой нужно не менее 20 кВт тепла, при тщательном утеплении снаружи. 25 А при 220 В дают всего 5,5 кВт (а сколько это электричество стоит по нашим тарифам?) при 100% КПД. Ладно, пусть мы в Финляндии, где электричество дешевле газа. Но лимит потребления на жилье – все равно 10 кВт, а за перебор нужно платить по увеличенному тарифу. И квартирная проводка 20 кВт не выдержит, нужно тянуть отдельный фидер от подстанции. Во что такая работа обойдется? Если еще электрикам далеко до перебора мощности по району и они ее разрешат.
Затем, сам теплообменник. Он должен быть или металлическим массивным, тогда будет действовать только индукционный нагрев металла, или из пластика с низкими диэлектрическими потерями (пропилен, между прочим, к таким не относится, годится только дорогой фторопласт), тогда вода непосредственно поглотит энергию ЭМП. Но в любом случае выходит, что индуктор греет весь объем теплообменника, а воде тепло отдает только внутренняя его поверхность.
В итоге, ценой больших трудов с риском для здоровья, получаем бойлер с КПД пещерного костра.
Индукционный котел отопления промышленного изготовления устроен совсем по-иному: просто, но в домашних условиях невыполнимо, см. рис. справа:
Схема индукционного водогрейного котла
- Массивный медный индуктор подключается непосредственно к сети.
- Его ЭМП греет также массивный металлический лабиринт-теплообменник из ферромагнитного металла.
- Лабиринт одновременно изолирует индуктор от воды.
Стоит такой бойлер в несколько раз дороже обычного с ТЭНом, и пригоден для установки только на пластиковые трубы, но взамен дает массу выгод:
- Никогда не сгорает – в нем нет раскаленной электроспирали.
- Массивный лабиринт надежно экранирует индуктор: ППЭ в непосредственной близости от 30 кВт индукционного бойлера – ноль.
- КПД – более чем 99,5%
- Абсолютно безопасен: собственная постоянная времени обладающей большой индуктивностью катушки – более 0,5 с, что в 10-30 раз больше времени срабатывания УЗО или автомата. Его еще ускоряет «отдача» от переходного процесса при пробое индуктивности на корпус.
- Сам же пробой вследствие «дубовости» конструкции исключительно маловероятен.
- Не требует отдельного заземления.
- Безразличен к удару молнии; сжечь массивную катушку ей не под силу.
- Большая поверхность лабиринта обеспечивает эффективный теплообмен при минимальном температурном градиенте, что почти исключает образование накипи.
- Огромная долговечность и простота пользования: индукционный бойлер совместно с гидромагнитной системой (ГМС) и фильтром-отстойником работает без обслуживания не менее 30 лет.
О самодельных котлах для ГВС
Схема индукционного водонагревателя для ГВС
Здесь на рис. приведена схема маломощного индукционного нагревателя для систем ГВС с накопительным баком. В ее основе – любой силовой трансформатор на 0,5-1,5 кВт с первичной обмоткой на 220 В. Очень хорошо подходят сдвоенные трансформаторы от старых ламповых цветных телевизоров – «гробов» на двухстержневом магнитопроводе типа ПЛ.
Вторичную обмотку с таких снимают, первичку перематывают на один стержень, увеличив количество ее витков для работы в режиме, близком к КЗ (короткому замыканию) по вторичке. Сама же вторичная обмотка – вода в U-образном колене из трубы, охватывающем другой стержень. Пластиковая труба или металлическая – на промчастоте все равно, но металлическая должна быть изолирована от остальной системы диэлектрическими вставками, как показано на рис, чтобы вторичный ток замыкался только через воду.
В любом случае такая водогрейка опасна: возможная протечка соседствует с обмоткой под сетевым напряжением. Если уж идти на такой риск, то в магнитопроводе нужно насверлить отверстие под болт-заземлитель, и прежде всего наглухо, в грунт, заземлить трансформатор и бак стальной шиной не менее 1,5 кв. см. (не кв. мм!).
Далее трансформатор (он должен располагаться непосредственно под баком), с подключенным к нему сетевым проводом в двойной изоляции, заземлителем и водогрейным витком заливают в одну «куклу» силиконовым герметиком, как моторчик помпы аквариумного фильтра. Наконец, крайне желательно весь агрегат подключить к сети через быстродействующее электронное УЗО.
Видео: “индукционный” котел на основе бытовой плитки
Индуктор на кухне
Варочная индукционная плита
Индукционные варочные поверхности для кухни стали уже привычными, см. рис. По принципу действия это та же индукционная печка, только в роли короткозамкнутой вторичной обмотки выступает днище любой металлической варочной посудины, см. рис. справа, а не только из ферромагнитного материала, как часто не знаючи пишут. Просто алюминиевая посуда выходит из употребления; медики доказали, что свободный алюминий – канцероген, а медная и оловянная давно уже не в ходу по причине токсичности.
Бытовая индукционная плитка – порождение века высоких технологий, хотя идея ее зародилась одновременно с индукционными плавильными печами. Во-первых, для изоляции индуктора от стряпни понадобился прочный, стойкий, гигиеничный и свободно пропускающий ЭМП диэлектрик. Подходящие стеклокерамические композиты появились в производстве сравнительно недавно, и на долю верхней пластины плиты приходится немалая доля ее стоимости.
Схема кухонной индукционной плиты
Затем, все варочные посудины разные, а их содержимое изменяет их электрические параметры, и режимы приготовления блюд тоже разные. Осторожным подкручиванием ручек до нужной моды тут и специалист не обойдется, нужен высокопроизводительный микроконтроллер. Наконец, ток в индукторе должен быть по санитарным требованиям чистой синусоидой, а его величина и частота должны сложным образом меняться сообразно степени готовности блюда. То есть, генератор должен быть с цифровым формированием выходного тока, управляемым тем самым микроконтроллером.
Делать кухонную индукционную плиту самому нет смысла: на одни только электронные компоненты по розничным ценам денег уйдет больше, чем на готовую хорошую плитку. И управлять этими приборами пока еще сложновато: у кого есть, тот знает, сколько там кнопочек или сенсоров с надписями: «Рагу», «Жаркое» и т.п. Автор этой статьи видал плитку, где значилось отдельно «Борщ флотский» и «Суп претаньер».
Тем не менее, индукционные плиты имеют массу преимуществ перед прочими:
- Почти нулевая, в отличие от микроволновок, ППЭ, хоть сам на эту плитку садись.
- Возможность программирования для приготовления самых сложных блюд.
- Растопка шоколада, вытапливание рыбьего и птичьего жира, приготовление карамели без малейших признаков пригорания.
- Высокая экономичность как следствие быстрого нагрева и почти полного сосредоточения тепла в варочной посуде.
Разогрев варочной посуды на индукционной плите и газовой конфорке
К последнему пункту: взгляните на рис. справа, там графики разогрева стряпни на индукционной плите и газовой конфорке. Кто знаком с интегрированием, тот сразу поймет, что индуктор на 15-20% экономичнее, а с чугунным «блином» его можно и не сравнивать. Затраты денег на энергоноситель при приготовлении большинства блюд для индукционной плиты сравнимы с газовой, а на тушение и варку густых супов даже меньше. Индуктор пока уступает газу только при выпечке, когда необходим равномерный прогрев со всех сторон.
Видео: неудавшийся индукционный нагреватель из кухонной плиты
В заключение
Итак, индукционные электроприборы для подогрева воды и приготовления пищи лучше покупать готовые, дешевле и проще выйдет. А вот завести самодельную индукционную тигельную печку в домашней мастерской не помешает: станут доступными тонкие способы плавки и термообработки металлов. Нужно только помнить о ППЭ с СВЧ и строго соблюдать правила конструирования, изготовления и эксплуатации.
Загрузка…Обсуждение темы «Индукционная печь»
Ниже Вы можете поделиться своими мыслями и результатами с нашими читателями и постоянными посетителями.
Также можно задать вопросы автору*, он постарается на них ответить.
индукционный муфельный прибор для плавки алюминия и золота
Муфельная печь – специализированная конструкция, позволяющая нагревать различные металлы до необходимой температуры.
Муфель обладает свойством сохранять металл от прямого контакта с топливом или газами. Печи со стационарной нагревательной камерой и сменными муфелями работают по схожему принципу.
Методы для закалки металла
Существует несколько способов обработки металлов с помощью данного устройства:
- Термообработка: отжиг, закалка, отпуск, состаривание.
- Работа с ценными материалами, переплавка металлов, когда использование открытого огня недопустимо.
- Для получения ровного тона поверхности, особенно при обработке керамики(высокохудожественной) используется муфельная печь.
- Сушка диэлектриков.
- Кремация, сжигание до минеральных компонентов.
Как работает муфельная печь?
Для того, чтобы понять, как работает устройство для закалки металла, происходит процесс взаимодействия различных элементов, рассмотрим внимательно ее строение:
- Корпус печи. Если осталась старая газовая плита, с встроенным духовым шкафом, то она прекрасно подойдет для основы устройства. Лучший размер для такого духового шкафа: 70см-50см-60см. Такие габариты удобны для работы с термообработкой.
Внимание! Если вы решились использовать как основную конструкцию бывшую газовую плиту, то произведите демонтаж пластиковых составляющих. Иначе произойдет расплавление всех материалов.
- Внутренний слой. Непосредственный контакт с поверхностью топки. Коэффициент полезных действий зависит от этой части конструкции, поэтому использовать следует огнеупорный шамотный кирпич.
Фото 1. Огнеупорный шамотный кирпич — обязательный элемент для внутреннего слоя при изготовлении печи своими руками.
- Внешний слой. Его цель – сокращение потерь передачи тепла. Широко используются перелит и базальтовая вата для достижения эффекта.
Совет! Не используйте асбест как внешний слой. Нагреваясь, этот материал выделяет канцерогены.
- Нагрев рабочего пространства. Спирали, созданные из нихромовой или фехралевой проволоки, отвечают за процесс нагревания всей газовой плиты. Лучше использовать фехралевые, так как они более пластичны, но нихромовые – дешевле.
Устройство для плавки алюминия и меди
Легкоплавкие металлы отличаются хрупкостью. Важно соблюдать схемы работы с данным типом металлов.
Так, например, для плавления меди или алюминия, муфельная печь должна разогреться до 1083, а для плавления бронзы – 930 по Цельсию.
Эти материалы среди остальных легкоплавких имеют самые высокие показатели температуры плавления.
Значит, напрашивается вывод: для работы с легкоплавкими металлами необходима печь, разогревающаяся максимум до 1100 градусов.
Нюанс! Для крупного литья при работе с легкоплавкими металлами устанавливается горн. А плавить металл можно в емкости с «носиком» (тигель). Так легче всего предать ему в последующем форму.
Этапы работы с легкоплавкими материалами
- Прокалка печи для заливки на температуре 600 градусов.
- Погружение формы.
- Нагревание температуры до 900 градусов.
- Засекаем время пребывания формы в печи – 120 минут.
- Вынимаем форму и остужаем до 500 градусов.
- Легкоплавкий материал помещается в форму.
Плавка золота
Тугоплавкие металлы, например, золото, в работе отличаются высокой температурой плавления. Так, для успешного решения задачи, необходимо будет разогреть печь до 1300 градусов, при условии того, что мы работаем со сталью (по другим материалами надо смотреть коэффициент тугоплавкости).
Необходимо учитывать фактор материалов растопки. Так, протопить печь можно всеми бытовыми ненужными материалами, исключая токсичные, то есть выделяющие ядовитые вещества в процессе горения.
Вам также будет интересно:
Этапы работы с тугоплавкими материалами
- Прокалка печи для заливки на температуре 900 градусов.
- Погружение формы.
- Нагревание температуры до 110 градусов.
- Засекаем время пребывания формы в печи – 150 минут.
- Вынимаем форму и остужаем до 800 градусов.
- Тугоплавкий материал помещается в форму.
Индукционная муфельная печь своими руками
Муфельные печи – это конструкция, необходимая для творчества ювелиров, кузнецов, других мастеров, работающих с керамикой, с закалкой стали. Обычно индукционная муфельная печь для плавки дорогостоящая, но есть возможность сделать ее своими руками.
Необходимые материалы и инструменты
- 6 шамотных кирпичей, огнеупорных.
- Силикон термостойкий.
- Болты и гайки.
- Сталь не менее 2 мм.
- Трубка небольшого диаметра, стальная.
- Дрель.
- Металлические кусачки.
- Сверла различного диаметра.
- Сварочные принадлежности.
Изготовление конструкции
- Монтаж основной части. На внутренних сторонах шамотных кирпичей выпиливаем поперечные отверстия. Они служат для установки нагревательной спирали. Такие пазы увеличивают объем печи, то есть внутреннего пространства, с которым работать эффективнее. Кирпичи складываем и закрепляем в форме призмы. Ликвидируем щели.
- Изготовление стенок. Используемые материалы: кантал, фехраль, нихром. Устанавливать материалы можно совершенно любым способом, но лучше сложить их кругом. Так, не будет перепада температур, так негативно влияющих на процесс термической обработки.
Фото 2. Основная часть муфельной печи собирается из шамотных кирпичей, в которых выпиливаются отверстия.
- Установление теплоизоляции. Эффективность зависит от степени удерживания температуры внутри конструкции. Сама теплоизоляция — это смесь, состоящая из 0,8 частей цемента и 0,2 частей перлита. Смесь между призмой и стенками должна настояться около 48 часов.
- Изготовление дна. Создаем изогнутую заготовку для нижней части изделия, прикрепляем четыре маленьких кусочка стальной трубы – это ножки, на которые будет опираться печь. Внутрь изделия наливаем цементную смесь, после застывания прикладываем проволоку в виде сетки, для создания ровного и одномерного слоя. В конце наносим тальк.
- Изготовление крышки. Одного размера с дном создаем заготовку, прикрепляем к нему ручки. Крышку заполняем раствором с цементом и перелитом.
- Изготовление спирали. Нихромовую проволоку с сечением 0,1 см и прут из железа радиусом 3 мм. После снятия с прута проволоки получаем спираль. Витки не должны соприкасаться. Готовая спираль помещается в прорези, сделанные на первых этапах производства.
Фото 3. Спираль из нихромовой проволоки помещается в специальные прорези в огнеупорных кирпичах таким образом, чтобы витки не соприкасались.
- Сборка и сушка печи. Собираем все элементы печи, устанавливаем их и просушиваем. Сушить изделие положено в хорошо продуваемом и вентилируемом месте. Применение нагревательных приборов в процессе сушки строго-настрого запрещено.
Внимание! В процессе создания необходимо с аптекарской точностью соблюдать все пропорции, указанные выше. Точно, скрупулезно, внимательно работать с каждым материалом, проверять его на наличие дефектов. Главная сложность — принципиальное выполнение инструкций.
Полезное видео
Видеосюжет, в котором представлен один из вариантов создания муфельной конструкции для закалки металла.
Муфельная печь – универсальный помощник
Муфельная печь – это устройство, которое упростит жизнь тем, кто работает с металлами. Это практически незаменимый инструмент. Сегодня современные муфельные устройства – это дорогая техника, со своими нюансами, сложностями и особенностями.
Легче сделать это своими руками, тем самым уберечь себя от заводского брака, понять технологию производства, получить новый опыт, необходимый для развития.
Индукционная печь своими руками – нужна или не нужна?
В повседневную жизнь печи, работающие по принципу электромагнитной индукции, пришли из промышленности. В металлургической отрасли они применяются для плавки цветных и черных металлов. Конечно, для того, чтобы индукционные отопительные приборы стали пригодны для использования в бытовых условиях, их конструкция претерпела ряд кардинальных изменений. Неизменным остался только принцип преобразования энергии. Рассмотрим, как можно сделать простейшую индукционную печь своими руками.
Конструкция и принцип работы индукционных приборов
Индукционная печь своими рукамиКак уже отмечалось выше, печь работает по принципу индукционного нагрева.
В ходе работы прибор переводит в тепловую энергию электрический ток, образованный магнитным полем. Именно такой принцип работы отличает индукционные приборы от обычных электронагревателей.
Конструкция индуктора очень проста. Центром его является электропроводящая заготовка, как правило, графитовая или металлическая. Вокруг заготовки наматывается провод. Питание осуществляется от мощного генератора, способного запускать токи разной частоты.
В результате вокруг индуктора образуется электромагнитное поле. Оно, в свою очередь, создает вихревые токи в заготовке. Под воздействием токов графит и металл сильно разогреваются и их тепло передается окружающему воздуху помещения.
Во время работы индукционного нагревателя создается высокая температура. Именно этим и объясняется применение подобных печей в промышленности. Получаемых температур достаточно для плавки и поверхностной закалки металлов, термической обработки металлических заготовок. В быту индукторы стали применяться относительно недавно.
Какие виды индукционных печей существуют
По предназначению, индукционные печи можно условно разделить на две группы – промышленные и бытовые. Тем не менее, такая классификация была бы очень неполной. В группе производственного металлургического оборудования можно выделить несколько разновидностей печей:
- Тигельные. Один из самых распространенных в металлургии видов. В конструкции таких агрегатов отсутствует сердечник. Подобные устройства могут применяться для плавки и обработки любых металлов. Хорошо зарекомендовали себя не только в металлургии, но и в других отраслях, например, в ювелирном деле.
- Канальные. По конструкции напоминают трансформатор.
- Вакуумные. Используются в том случае, если необходимо обеспечить удаление из расплава примесей.
Бытовые печи тоже можно разделить на две основные группы:
- Приборы, предназначаемые для отопления. Это небольшие индукционные котельные установки, монтируемые в системах автономного отопления.
- Индукционные плиты, предназначающиеся для приготовления пищи. От обычной электроплиты отличаются экономичным расходованием электроэнергии.
Чем отличается самодельная индукционная печь от заводского аналога
Можно ли сделать индукционную печь или плиту своими руками? С одной стороны, они являются сложным оборудованием. С другой стороны, относительная простота и понятность принципа работы делает возможным создание самодельного нагревательного прибора, использующего принцип электромагнитной индукции. Более того, многие мастера, обладающие необходимыми навыками, создают эффективные агрегаты буквально из бросовых материалов. Для того, чтобы сделать индукционную печь или плиту своими руками, потребуется схема и неплохое знание физики. Все остальное сделают умелые ручки.
Самодельные индукционные печи чаще всего применяются для обогрева помещений. Небольшие тигельные конструкции хорошо подходят для плавки и обработки металлов в небольших объемах, например, при самостоятельном изготовлении ювелирных украшений или бижутерии. Индукционная плита – идеальное решение для дачного домика. Даже в городской квартире самоделки нашли свое применение. Их можно применять в качестве дополнительного нагревателя, на случай сбоев в центральной системе отопления.
Схема устройства индукционного нагревателя
Схема индукционного нагревателяДля начала работы потребуется схема простейшего индукционного нагревателя. Можно ли работать без нее? Можно, но не целесообразно. Все же нагреватель, работающий по индуктивному принципу, является сложным электрооборудованием. Его конструкцию и внутреннее содержимое стоит разработать заранее. Схема объединит все разработки мастера в единое целое. Если проектируется плита, а не простейший нагреватель, без схемы обойтись не получится вовсе.
Конструкция достаточно проста – общий корпус, индуктор, нагревательный элемент. Если прибор нужен для обработки материалов, дополнительно проектируется плавильная камера. Сердце индукционной печи или плиты – токопроводящая заготовка, которая разогревается до высоких температур. С этой задачей отлично справляются графитовые щетки и нихромовая спираль.
Что выбрать? Это зависит от тех задач, которые будет выполнять нагреватель. Для плавильной печи лучше взять графитовые щетки, для нагревательного прибора – нихромовую спираль. В пользу нихрома говорит и возможность подключения агрегата к обычной бытовой электросети напряжением 220 вольт.
Выгоды и изъяны индукционных устройств
На рынке отопительного оборудования можно купить абсолютно любой агрегат, в том числе и индукционный. Казалось бы, в самостоятельном изготовлении нет никакой нужды. Целесообразность самостоятельного конструирования и монтажа каждый мастер определяет для себя сам. Мы рассмотрим только основные факты.
- Индукционные котлы могут существенно отличаться по мощности, в зависимости от особенностей своей конструкции. Конечно, собрать своими руками прибор промышленной частоты не просто, да и не нужно. Если в них возникает нужда, их можно легко купить.
- Индукционные приборы надежны.
- Они экономичнее обычных электронагревателей.
- Индукционные агрегаты можно использовать не только для обогрева, но и для подключения к водяному контуру.
- Самодельный индукционный котел
Устанавливать такую конструкцию можно в любом помещении дома или квартиры, нет нужды оборудовать специальную котельную.
- Устройство может применяться как основной котел в автономной отопительной сети или в комбинации с другими источниками тепла.
- Индукционные приборы отличаются простотой эксплуатации, не требуют периодического сервисного обслуживания.
Достоинства индукторов очевидны, но они не делают отопительные приборы идеальными.
Основной недостаток – высокая пожарная опасность прибора. Это нужно учитывать при его установке, особенно, если индукционная печь планируется для применения в отоплении жилого помещения.
Соблюдение правил техники безопасности позволяет уменьшить опасность, но не исключить ее.
Заключение
Сделать своими руками индукционную печь, безусловно, можно, но не всегда целесообразно. Не стоит браться за работу, если нет знаний в области физики и электрооборудования. Прежде чем конструировать даже простейшее устройство, его нужно разработать, спроектировать, составить схему. Если навыков изготовления электроприборов нет, лучше не браться за сложную конструкцию, а купить подходящий агрегат заводского изготовления.
Плавильные печи, виды плавильных печей. Промышленные плавильные печи для аллюминия и сталей
Что такое печи для плавки и принцип их действия? Плавильные печи-это оборудование, которое предназначено для плавки различных материалов, в основном металлов. Плавление является необходимым процессом в промышленности и во многих других сферах производства. Они рассчитаны не на массовое производство, а для литейного производства. С их помощью плавят алюминий, сталь, благородные металлы и многие другие.
Виды плавильных печей
Металлоплавильные устройства классифицируют на следующие виды:
- Газовые печи. Теплоносителем является сильно разогретый воздух или топочный газ.
- Индукционные печи. Плавка металла осуществляется благодаря внутреннему теплу, которое образуется от работы вихревых токов.
- Дуговые электрические. Плавление происходит от высокого градуса электрической дуги.
- Муфельные печи. Центральным элементом является муфель.
Вакуумные плавильные печи
Область применения таких агрегатов достаточно широка. Их используют в машиностроении, в строительстве и на многих других производствах. Применяют для плавки высококачественных сталей и жаропрочных сплавов на основе железа, никеля и кобальта, а также цветных металлов и сплавов. Кроме того, эти печи могут быть использованы для зонной очистки, термообработки металлических деталей, варки стекла, получения монокристаллов. Идеальная печь для плавки стали, в ней можно получить низкоуглеродистую сталь, которая не загрязнена азотом, водородом и кислородом.
Индукционные плавильные печи
В настоящее время являются наиболее эффективными и востребованными из всех моделей, которые работают за счёт электроэнергии. Ещё один плюс-отсутствие электродов. Подобные конструкции могут быть двух типов — с наличием сердечника и без него. Второй вариант называют тигельным. Тигельная плавильная печь применяется для плавки цветных и чёрных металлов, с их помощью получают наиболее чистые и однородные сплавы. Более у совершенствованной моделью является плавильная печь ист. Её используют для открытого процесса плавления. Индукционную плавильную печь купить сложно, стоимость её велика. Однако, можно попробовать сделать её самостоятельно. Итак, индукционная плавильная печь своими руками. Прежде чем приступить к работе, стоит особенно кропотливо изучить все схемы, так как неправильно сделанная самодельная печь плавильная для металла может привести к трагическим последствиям.
Сердцем такого агрегата является индуктор, представляет из себя катушку индуктивности, имеющую всего лишь несколько витков провода. Индукционные печи могут быть с магнитопроводом (индуктор расположен внутри металла) и без него(индуктор снаружи). Вся конструкция будет состоять из трёх основных элементов, которые защищаются корпусом. Это тигель, генератор переменного тока высокой частоты, и ,конечно, индуктор.
Муфельные плавильные печи
Чаще всего используется в химических лабораториях, а также научных институтах. Главный элемент-муфель, бывает из различных материалов, но в основном керамический. Потребляет значительное количество электроэнергии, так как муфель очень долго нагревается. Однако, работы у муфельных печей предостаточно-обжиг керамики, сушка, закалка, сжигание, цементирование.
Плавильная печь для алюминия
Алюминий плавится при температуре 600 градусов по Цельсию, этот факт даёт возможность провести процесс плавки в домашних условиях. С этой целью можно произвести мини плавильную печь из колёсного диска. Такую конструкцию выполнить несложно. Первым делом следует выбрать диск соответствующего размера и вкопать его в землю таким образом, чтобы он не выходил за поверхность земли. Помещаем изогнутый патрубок в отверстие, находящееся в середине диска. Снаружи, на трубу, помещаем небольшой кулер. Он будет служить нагнетателем. После этого в нашу мини плавильню можно засыпать угли и подавать воздух, постепенно увеличивая их градус. В тигле алюминиевый лом размещается среди углей. Промышленные плавильные печи — конструкции, которые потребляют большое количество электроэнергии. Установка, монтаж и подключение должны выполняться исключительно квалифицированными специалистами. Лабораторные печи используются в лабораторных условиях, они более компактные. У них малое энергопотребление, а нагрев осуществляется стремительно.
При выборе нужного типа плавильной печи следует внимательно изучить все предложения рынка. Плавильные печи цена немаловажный критерий. Поэтому, принимая решение плавильная печь купить, стоит обдумать на какой срок и для каких действий она вам необходима.
Литейные печи и печи | Sentro Tech
Литейная печь плавит металлические материалы в футерованном сосуде, в котором находится как материал, подлежащий плавлению, так и энергия, необходимая для его плавления. Литейные печи, также известные как литейные печи, используют конструкцию, позволяющую комбинировать как металлические материалы, так и топливо, необходимое для плавления материалов. Эти печи бывают разных размеров и желаемых температур. Тип используемого металла определяет тип используемой литейной печи. Для литейного производства чугуна требуется вагранка или индукционная печь, а для литейного производства бронзы и алюминия используются тигельные печи.
Типы литейных печей
Индукционные печи
Индукционные печи, обычно используемые в литейных цехах, отличаются высоким качеством и простотой в использовании. Средняя индукционная печь на каждой загрузке производит 65 тонн стали. В индукционных сталеплавильных печах сталь превращается в тигель, который окружает электромагнит из спиральной меди. Катушка создает обратное магнитное поле и вызывает завихрения в плавящемся металле. Затем Вихри самостоятельно перемешивают сталь. Возбужденные молекулы металла выделяют тепло индукционной печи, что означает, что в печь не добавляется кислород или другие газы.
Тигельные печи
Очень простая печь, тигельная печь, работающая при высоких температурах. Тигель помещается в источник тепла и заполняется металлом и добавками. Тигельные печи варьируются по размеру от очень маленькой чашки до большой печи, похожей на печь. Тигельные печи часто используют ювелиры и любители.
Купольные печи
Купольные печи, длинные дымоходные печи, заполняются угольным коксом и добавками и зажигаются. Затем металл добавляется прямо в печь.На некоторых литейных заводах до сих пор используются вагранки. Этот тип литейных печей используется реже, поскольку современные индукционные печи обеспечивают повышенную эффективность.
Электродуговые печи
В дуговой электропечи используются электроды для пропускания электрического тока через металл внутри печи. В литейных цехах обычно используются печи такого типа из больших плит и балок, а также измельченного лома. Когда резервуар печи заполняется металлом, электроды помещаются в металл, и электрическая дуга проходит между ними, чтобы расплавить его.В процесс может быть добавлен кислород.
Как используются литейные печи
В литейных печах, используемых в основном в металлообработке, для обработки металлических отливок. Металлические отливки благодаря своей прочности и долговечности идеально подходят для тяжелой техники. В автомобильной, железнодорожной, сельскохозяйственной и архитектурной отраслях часто используется металлическое литье. Отливки из металла также могут быть использованы для искусства и ювелирных изделий, а также в качестве конструкционных предметов и инструментов из чугуна и латуни.
Литейные печи Sentro Tech
Sentro Tech — ведущий производитель высокотемпературных литейных и литейных печей на заказ.Эти печи позволяют изменять атмосферные условия в течение одного цикла обжига. Настройте любую модель в соответствии с вашими точными характеристиками. Сократите затраты на лабораторные и мелкосерийные производственные среды, настроив любую модель в соответствии с вашими точными спецификациями.
Узнайте больше о литейных печах Sentro Tech
| |||||||||||||||||||||||||||||||||||||
Промышленная электрическая муфельная печь и печь для спекания
Особенности наших муфельных печей и печей для спекания:
- Муфели из сплава, рассчитанные на температуру до 2000 ° F
- Косвенное тепло, обеспечиваемое электрическими раскаленными стержнями, окружающими муфель снаружи
- Регулируемая скорость нагрева и охлаждения
- Подвижные кровати из нержавеющей стали или керамики
- Ремни сетчатые
- Атмосфера инертного газа и вспомогательное оборудование
- Противопожарные завесы и уплотнения на входе и выходе
- Требования к длине камеры удовлетворяются фланцевым соединением секций стандартной длины
- Микропроцессорные регуляторы температуры
- Системы сбора данных для регистрации важной информации о процессе
- Корпус из толстой стали с легкой энергосберегающей изоляцией
Наша задача — понять вашу отрасль и иметь опыт в предоставлении решений для ваших производственных задач.Наши инженеры встречаются с каждым клиентом, чтобы определить ваши точные требования и выбрать лучшую конфигурацию промышленной печи для спекания для вашего применения. HeatTek предлагает квалифицированные услуги по установке и техническому обслуживанию, поэтому вы можете быть уверены, что ваша печь будет работать с максимальной эффективностью и эффективностью.
Послепродажное обслуживание и запасные части
Мы предоставляем запасные части для промышленных электрических муфелей и печей для спекания, а также услуги послепродажного обслуживания. Мы предлагаем надежный источник высококачественных запасных частей и компонентов для промышленных электрических муфельных печей и печей для спекания производства HeatTek и других производителей.Благодаря нашему обширному отраслевому опыту мы понимаем важность ремонта вашего оборудования как можно быстрее, чтобы минимизировать производство в центре города, и наша специализированная команда по запасным частям готова вам помочь.
Типы запасных частей включают:
- Компоненты системы сгорания, включая горелки, стержни пламени, регуляторы, запальники и реле давления
- Конвейеры, цепи, приспособления и инструменты
- Электрические компоненты, включая предохранители, реле, переключатели и контроллеры
- Приводы, двигатели и трансмиссии
- Вентиляторы, нагнетатели и приточно-вытяжные устройства
- Насосы, клапаны, форсунки и трубопроводная арматура
- Замена утеплителя и панелей
HeatTek стремится производить муфельные и агломерационные печи высочайшего качества при поддержке превосходного обслуживания клиентов и отраслевого опыта.Свяжитесь с нами сегодня, чтобы узнать, как мы можем решить вашу производственную задачу.
Вращающаяся печь— обзор
Система соды-железо
Режим содово-железосодержащий шлак основан на серии сульфидных реакций. В мире металлургии очень мало приложений, в которых используется такая сульфидная реакция. Единственная другая операция плавки / извлечения, которую следует отметить, — это восстановление сульфида сурьмы железом с получением металлической сурьмы.
Для сульфата свинца система работает в две стадии, и реакции довольно сложные.Проще говоря, первая реакция — это превращение сульфата в сульфид свинца путем добавления углерода, как показано в реакции [VIII]. Сульфид свинца, образующийся в результате этой реакции, затем превращается в металлический свинец в присутствии железа с образованием сульфида железа по реакции [IX]. Чугун обычно бывает в виде стружки, стружки или стружки.
[VIII] PbSO4 + 2C → PbS + 2CO2
[IX] PbS + Fe → Pb + FeS
[X] 2PbSO4 + Na2CO3 + Fe + 9C → 2Pb + FeS.Na2S + 9CO + CO2
Осложнение к этому и для завершения системы карбонат натрия, который добавляется частично в качестве флюса, играет активную роль в реакциях шлака.Ион натрия объединяется в комплекс с сульфидом железа и / или свинца с образованием соединений типа эрдита (NaFeS 2 ), как показано в реакции [X]. Хотя этот продукт часто называют шлаком, на самом деле он представляет собой штейн из-за высокого содержания серы. Как указано, реакции процесса, в частности образование шлака, здесь были упрощены, но подробная информация о системе представлена Полем Кено.
Двумя основными преимуществами натронно-железного шлака являются его низкая температура плавления и его способность улавливать практически всю серу, присутствующую в ломе аккумуляторных батарей.
Теоретически самая низкая точка плавления шлака находится в точке эвтектики, 36 мас.% FeS при 640 ° C, но на самом деле, учитывая сложность шлака и его компонентов, точки плавления составляют около 850–900 ° C. достигаются в обычных операционных системах. Эти температуры намного ниже точки плавления различных силикатных шлаков, которая может достигать более 1200 ° C. Около 99% серы, загружаемой в печь из лома батареи, улавливается шлаком. Оставшийся 1% обычно находится в дыме, собираемом рукавным фильтром или другими пылеулавливающими устройствами.Из-за низкого уровня выбросов серы из дымовых труб не требуется никакого вспомогательного оборудования, такого как кислотные установки или газоочистители.
Шлаковая система в сочетании с вращающейся печью, как показано на Рисунке 5, привлекала многих мелких операторов вторичного свинца, часто как легкий вход в отрасль, особенно в развивающихся странах. Особое значение имеет относительно низкая капитальная стоимость строительства завода. Другие преимущества такой операции включают
Рисунок 5.Вид короткоствольной вращающейся печи, показывающий воздуховоды, привод и горелку для контроля загрязнения. Это очень типичная операция, производящая около 10 000 тонн в год.
- —
Упрощенная операция. Для работы завода не требуется сложного заводского оборудования. Вращающаяся печь требует минимального обслуживания по сравнению с другим плавильным оборудованием.
- —
Предварительная обработка корма. Батарейный лом не требует предварительной обработки, как в случае силикатной системы.Остатки и другие материалы могут подаваться прямо в печь практически любого размера и формы без обработки.
- —
Гибкость. Печь работает в периодическом режиме, поэтому оператор имеет возможность использовать другое сырье, включая определенные концентраты. Печь может быть остановлена или запущена относительно легко и своевременно.
Операции по плавке свинца с использованием системы натрон-железо распространены в Австралазии, Южной Азии, Европе и Южной Америке, хотя система может подвергаться экологической проверке.Во-первых, соединения натрия, присутствующие в шлаке, растворимы и разрушаются, поскольку он поглощает влагу и углекислый газ из атмосферы, оставляя железо и другие соединения в виде тонкого порошка. Во-вторых, из-за непрореагировавшего кокса и частиц железа, содержащихся в шлаке, при определенных условиях шлак может самовоспламеняться.
Руководство по ремонту и техническому обслуживанию печи DIY
Если вы владелец дома, то наверняка задумались: «Почему моя печь так громко шумит?» во многих случаях.Вы можете столкнуться с множеством различных типов звуков печи, от щелчков и хлопков до гудения и жужжания. Одни звуки слышны только при запуске печи, другие — при обычном использовании. Хотя некоторые из этих звуков являются частью нормальной работы вашей печи, они могут указывать как на незначительные, так и на серьезные проблемы.
Точная причина этих странных и часто раздражающих шумов может варьироваться в зависимости от модели, состояния и возраста вашей печи.Однако, внимательно прислушиваясь к звукам, издаваемым вашим оборудованием HVAC, вы можете обнаружить подсказки относительно того, откуда идут шумы и что может их создавать.
В этой статье мы рассмотрим ряд наиболее распространенных шумов в печи, которые могут возникнуть, и их возможные причины.
Печь издает сильный шум при зажигании
Если ваша газовая печь издает громкий шум при запуске (например, звук «стрела» или «хлопок»), обычно есть два основных виновника.
Первая — это довольно незначительная проблема, которая возникает, когда ваша печь запускается, металлические воздуховоды в вашей системе HVAC расширяются, поскольку воздух начинает проходить через них. По этой же причине вы можете услышать стук печи. Мы рекомендуем заменить воздушный фильтр, открыть обогреватели по всему дому и очистить воздуховоды, чтобы минимизировать шум. Если это не решает проблему шума при включении печи, лучше всего обратиться к профессионалу, чтобы найти решение.
Вторая причина громких звуков при воспламенении вашей печи — это задержка зажигания газа. Это гораздо более серьезная проблема. В этом сценарии у газа есть время, чтобы накопиться в печи, прежде чем он воспламенится, вызывая гораздо больший «бум», чем ожидалось, когда газ воспламеняется немедленно. Это может привести к повреждению теплообменника вашей печи, ремонт которого может оказаться очень дорогостоящим. Доверьте устранение этой проблемы профессионалу из соображений личной безопасности.
Шум вентилятора печи
Один из самых сильных звуков, которые испытывают домовладельцы, — это шум вентилятора печи.Когда вентилятор печи издает шум, он может быть грязным или пыльным и нуждается в хорошей очистке. Хотя это простой способ начать диагностику шума вентилятора печи, есть несколько других причин шума вентилятора. Ослабленный приводной ремень может привести к неправильной работе вентилятора и чрезмерному шуму, поскольку он вращается неравномерно. Если вы чувствуете себя комфортно, вы можете заменить ремень на новый, как указано в руководстве по эксплуатации печи.
Если вы заметили шум вытяжного вентилятора печи, важно как можно скорее решить проблему.Этот компонент печи вытягивает токсичные выхлопные газы, создаваемые источником топлива (природным газом или маслом) из вашего дома, поэтому очень важно, чтобы он работал правильно. Хотя вы можете проверить вытяжной вентилятор на наличие грязи, мусора или ослабленного ремня вентилятора, мы рекомендуем профессионалу диагностировать шум вытяжного вентилятора печи и немедленно отремонтировать его.
Щелчок в печи
Печь, издающая щелкающий звук при нормальной работе, может указывать на несколько различных проблем. Во-первых, подшипники двигателя или другие детали меньшего размера внутри печи могут двигаться во время работы.Во-вторых, при работе нагнетательный вентилятор печи может издавать щелкающий звук, особенно если он ослаблен или забит пылью или мусором. Регулярное техническое обслуживание печи может помочь предотвратить подобные проблемы и уменьшить раздражающие щелчки.
Если печь издает щелкающий звук при запуске, возможно, вы имеете дело с более серьезной неисправностью системы зажигания. Возможно, ваш пилотный фонарь не работает должным образом и может вообще не загореться, издавая щелкающие звуки при попытке зажечь пламя.
Этот хлопок печи также может быть результатом засорения воспламенителя или газового клапана, что может указывать на серьезные проблемы. Датчик пламени вашей печи также может определять проблему в вашей системе, отключая подачу газа при запуске из соображений безопасности. Мы настоятельно рекомендуем, чтобы вы позволили профессионалу устранить эти проблемы, которые могут быть очень опасны для домашних мастеров, решающих их самостоятельно.
Шум двигателя вентилятора печи
Дребезжание электродвигателя нагнетателя печи может быстро стать раздражающим.Когда воздуходувка печи издает такой шум, как гудение, визг или стук, это может быть признаком износа или повреждения. Возможно, у вас плохой ремень, проблема с подшипниками двигателя или даже сломанная деталь. Независимо от того, какой шум вы слышите, лучше сразу выключить печь, чтобы вы могли найти причину.
Снижение шума печного нагнетателя — одна из главных задач наших клиентов. Иногда с электродвигателем нагнетателя все в порядке, он слишком громкий на ваш вкус! В этом случае специалист по ремонту печей может осмотреть двигатель вентилятора и найти решение для снижения шума без ущерба для эффективности вашего оборудования.
Гудящий шум печи
Ваша печь издает громкий шум во время работы? Жужжание — одна из основных проблем домовладельцев, имеющих дело с шумно работающей печью. Источником гудения в печи может быть несколько компонентов:
- Изношенный или неисправный двигатель — неисправность двигателя является вероятной причиной внезапного появления гудящего звука. Это признак того, что ваша печь вот-вот перестанет работать, поэтому как можно скорее вызовите специалиста по ремонту печи.
- Свободные воздуховоды. Когда воздух проходит через вашу систему отопления, вентиляции и кондиционирования воздуха, он может вызывать вибрацию воздуховодов и издавать жужжащий звук. Попробуйте закрепить стыки между воздуховодами дополнительными винтами для листового металла и изолентой или используйте дополнительные ремни, чтобы прикрепить воздуховоды к балкам.
- Электрический трансформатор. Когда электрический ток проходит через трансформатор вашей печи, он может издавать гудящий шум, который может быть громким, но не опасным. При желании можно попробовать затянуть крепящие болты, чтобы попытаться уменьшить гудение.
- Незакрепленные детали — Со временем компоненты могут расшататься из-за вибрации, в результате чего ваша печь будет издавать громкий гудящий звук. Убедитесь, что все винты затянуты и болты затянуты.
Жужжащий шум печи
Вибрационный шум печи часто вызывается неуравновешенным двигателем вентилятора. Если ваша печь издает громкий жужжащий звук, это может быть вызвано неисправностью воздуходувки. Проверьте двигатель нагнетателя и вентилятор на наличие препятствий или чрезмерного количества пыли и удалите их.Жужжащий звук также может указывать на неисправный двигатель вентилятора, поэтому обязательно попросите специалиста по ОВКВ взглянуть на него, если вы обеспокоены.
Жужжание печи во время работы также может быть вызвано незакрепленными панелями доступа или компонентами корпуса печи. Во время работы печи эти незакрепленные детали могут чрезмерно вибрировать, создавая раздражающий жужжащий звук. Эту проблему можно решить, затянув все винты, которыми дверцы доступа находятся снаружи печи.
Как упоминалось выше, вы можете услышать жужжащий звук, исходящий из коробки трансформатора, расположенной рядом с вашей печью.Это совершенно нормально, но вы можете убедиться, что он надежно закреплен, чтобы уменьшить гудение и предотвратить повреждение коробки трансформатора в будущем.
Печь, создающая высокий шум
Слышите высокий шум при работающей печи? Начните с рассмотрения скорости вентилятора. Многие современные модели печей позволяют регулировать скорость нагнетательного вентилятора, что может устранить издаваемый вами звук. Обратитесь к специалисту по HVAC, чтобы настроить эту настройку для вас.
Вы также можете слышать пронзительный свистящий звук из вентиляционных отверстий. Это вызвано низким потоком возвратного воздуха, а это означает, что воздуходувка вашей печи изо всех сил пытается втянуть воздух. Чтобы решить эту проблему, вы можете заменить или очистить грязный воздушный фильтр, проверить, нет ли засоренных или запыленных отверстий для возврата воздуха по всему дому, и открыть все закрытые вентиляционные отверстия. Вам также может потребоваться очистка воздуховодов и проверка их на предмет наличия большого мусора в профессиональной компании по очистке воздуховодов.
Шум вентилятора индуктора тяги печи
Воздуходувки с вытяжкой в печи выталкивают воздух и газы из печи наружу, улучшая качество воздуха, проходящего через печь.Шум электродвигателя индуктора печи может быть одной из основных проблем, с которыми сталкиваются домовладельцы с этим компонентом, что в основном встречается в новых высокоэффективных печах.
Если вы слышите шум, исходящий от нагнетателя тяги, вероятно, его необходимо полностью заменить. К сожалению, эту деталь сложно восстановить, поэтому лучший вариант — заказать новый блок и заменить его профессионалом.
Шум при измельчении в печи
Печь, издающая шум при измельчении, является определенным поводом для беспокойства.Громкие скрипящие или царапающие звуки могут указывать на то, что металл трется о металл где-то внутри печи. Наиболее частой причиной этого шума является трение крыльчатки вентилятора или воздуходувки о другие внутренние детали. Скорее всего, какая-то часть сломана или плохо закреплена, и ее необходимо заменить. Другой причиной скрежета может быть износ подшипников, которые требуют осмотра и смазки. Имейте в виду, что не все современные печные двигатели требуют смазки, поэтому обратитесь к руководству по эксплуатации.
Если вы услышите скрежет, немедленно выключите печь, чтобы предотвратить дальнейшее повреждение.Затем позвоните в ремонтную компанию HVAC за помощью в диагностике и ремонте поврежденных компонентов.
Как уменьшить шум в печи
Если вы не знаете, как окончательно снизить уровень шума печи, пора обратиться к профессионалу. Снижение шума печи может быть достигнуто за счет любого количества ремонтов или регулировок, но сначала специалист должен правильно диагностировать проблему.
Не нашли объяснения загадочному шуму печи выше? Наши обученные специалисты обладают высокой квалификацией в определении источника шума в вашей печи, а также в ремонте или замене необходимых компонентов, чтобы ваша печь снова работала тихо.Если вы устали от шумной печи, позвоните в Evam Canada сегодня по телефону 1-905-624-5544 или свяжитесь с нами через Интернет, чтобы назначить встречу по ремонту.
производитель индукционных печей и шаровых мельниц
Elotherm Induction для изготовления мелющих шаров exportcoop
лабораторных производителей шаровых мельниц; шаровая мельница глинозема миссис Харпер, Нигерия, Африка, маскированный шар Elotherm Induction для изготовления мелющих шаров. мокрое шлифование. Получите цену онлайн. мельница для добычи бисераbmw. Мельница — это единичная операция, предназначенная для дробления твердого материала на более мелкие части.
Получить ценуПроизводитель сырой стали (конвертер, ЭДП, мини-завод, индукционная печь)
Каталог компаний по производству сырой стали (конвертер, ЭДП, мини-завод, индукционная печь) — отличный инструмент для поиска новых глобальных торговых партнеров. Подписавшись на SteelOrbis, у вас будет возможность установить контакт с указанным производителем сырой стали (конвертерным конвертером, EAF, мини-заводом, индукционной печью) напрямую через каталог компаний SteelOrbis.
Получить ценуЗавод по дроблению шлака индукционной печи в Индии Индия
Шаровая мельницадля измельчения шлака в индукционной печи Китай.Сообщения, относящиеся к шаровой мельнице для шлаков индукционной печи, использованной продавцами мобильных дробилок в Индии, отходы! Потому что наша дробильная установка-сепаратор является простым производителем установки для дробления шлака для индукционной печи в Индии.
Получить ценуСделай сам дуговая печь очистить золото дробилка машина для продажи
сделай сам дуговая печь очистить золото производитель в Шанхае, Китай. Дуговая печь для очистки золота производится в Шанхае Сюаньши. Это основные решения по переработке минералов. Проект дробильной машины XSM-дуговая печь для очистки золота
Получить ценуНовое поступление в промышленной вакуумной печи для индукционной закалки
Индукционная закалочная печь, Индукционная закалочная печь. Зарядное устройство — это устройство, с помощью которого можно заряжать индукционную печь. Подробнее Скачать.Получить больше информации; Производство стали с помощью электромагнитной индукционной печи,
Получить ценуОптовая индукционная печь Индукционная печь
Ищете индукционную печь? Вы пришли в нужное место. Эта страница — универсальный источник вашей индукционной печи по конкурентоспособным ценам и качеству.
Получить цену-производитель плазменной индукционной печи для плавки золота-
Верхний производитель индукционных печей в Китае Superb — ведущий производитель индукционных печей в Китае, наши индукционные плавильные печи используются при литье ювелирных изделий, плавке и добыче золота.
Получить ценуForever Furnace Manufacturing Co., Ltd Трубы прутков
Forever Furnace Manufacturing Co., Ltd Китай Производитель основных продуктов Закалка и отпуск прутковых труб, Индукционный нагреватель труб прутков, индукционный нагрев на станах горячей прокатки, Система повторного нагрева заготовок, индукционная закалка, термообработка, оборудование для индукционного нагрева специальных материалов
Получить ценуВытяжной шкаф индукционной печи nevit
Индукционная печь и важные рабочие аспекты, индукционная печь и важные производственные аспекты Разработка индукционной печи для производства стали была благом для компании. мелкие производители стали.Теперь говорите; Системы удаления дыма из печей Techflow
Получить ценуCR4 Резьба Шлак для индукционной печи GlobalSpec
29 сентября 2009 г. Хороший ответ Сталеплавильный шлак обычно используется в качестве основы для дорожного строительства или в качестве свалки. В зависимости от вашего местоположения вы можете протестировать
Получить ценуMiller ProHeat 35
Индукционный нагрев — это процесс нагрева электропроводящего объекта (обычно металла) с помощью электромагнитной индукции, при котором в металле возникают вихревые токи. сопротивление приводит к джоулева нагрева металла.Индукционный нагреватель (для любого процесса) состоит из электромагнита, через который проходит высокочастотный
Индукционный нагреватель заготовок, China Auto Parts, купить
Skype ID навсегда. Печь Whatsapp 86-18932783253 Forever Furnace, один ведущих производителей оборудования и систем индукционного нагрева в Китае. Forever Furnace предоставила высококачественное оборудование и систему индукционного нагрева с
Get PriceПромышленная печь и печь_Продукты_Цементный завод под ключ
Линия по производству цементаПромышленная печь и печь Размольное оборудование Производственная линия шаровой мельницы Достижение экспорта цементного оборудования Достижения проекта вращающейся печи Достижения проекта шаровой мельницы Достижения проекта ветроугольной мельницы Достижения химической промышленности Достижения проекта в металлургии
Получить ценуПромышленное оборудование Индукционная печь периодического действия
Инд пробные Печи Производители Мельничные Шарики Производители Если Индукционный Нагрев Оборудование Индукционного Нагрева Заводская Печь ПРОЧИТАЙТЕ.Печь для индукционного нагрева серийного производства / Индукционная печь для индукционного нагрева в Китае Печь для индукционного нагрева серийного производства / оборудование для индукционного нагрева продуктов, предлагаемых Wuxi Liangxi Electric Furnace Co., Ltd., найти больше Партия
Получить ценуОборудование для производства железной руды прямой индукции в Китае
Прямая индукция Оборудование для производства железной руды в Китае Prompt Caesar — известный производитель горнодобывающего оборудования, известный как в стране, так и за рубежом, специализирующийся на производстве оборудования для дробления камня, оборудования для разделения минералов, оборудования для измельчения известняка и т. Д.
Узнать ценуInductotherm Europe Ltd.
Эксперты в области технологии индукционной плавки. Inductotherm Europe Ltd. — европейское подразделение печей ведущей мировой группы компаний Inductotherm. Inductotherm Europe Ltd производит и поставляет продукцию индукционной плавки и автоматической разливки со своего британского завода в страны Европы от Португалии на западе до России на востоке.
Получить ценуХронология Действия Китая в отношении стали для индукционных печей
Молния против индукционных печей распространяется на провинцию Хэбэй, родину стали в Китае.Правительство города Таншань выпустило экстренное уведомление с приказом властей провинции следить за кампанией Цзянсу по тщательному исследованию индукционных печей.
Получить ценуотслоек в индукционной печи pieknesuknie
отслоек в индукционной печи Grinding Mill China. de slugging в индукционной печи, индукционная печь — это электрическая печь, в которой тепло применяется индукционными вагранками и индукционными печами.Индукционная печь для плавки золота abm, гана. Вы можете получить прайс-лист, и представитель Birnith
Получить ценузагрузка индукционной печи padmahotel
загрузка индукционной печи mantramahagun. . Производитель загрузочного устройства индукционной печи Загрузчик индукционной печи Вибрационный питатель печи, предлагаемый
Получить ценуСистема автоматизации для прокатных станов Индукционная печь
Помимо того, что компания является производителем индукционных печей, Компания также уделяет внимание внедрению систем автоматизации на прокатных станах для увеличения производительности соотношение выпуска к затратам.
Получить ценуБ / у индукционная печь Inductotherm мощностью 150 кВт Алан Росс
Включает дымовое кольцо, которое прикрепляется к печи. Система управления мощностью. 125 фунтов подъемник качели. 3 провода водяного охлаждения. Макетные чертежи. Печь с гидравлическим наклоном 500 фунтов.
Получить ценуПоставщик индукционной печи, экспортер, производитель В
Мы, CLARTECH ENGINEERS PVT. LTD. Является одним из лучших поставщиков, экспортеров, производителей и сервисных решений для индукционных печей, базирующихся в Ахмедабаде, Гуджарат, Индия
Получить ценуКитай высокочастотное индукционное оборудование для плавки золота
Портативная индукционная плавильная печь хорошего качества для продажи, сделанная в Китае.2 кг 15 кВт высокочастотная малая индукционная печь для плавки золота. 1000 долларов США 1500 / Комплект. Получите низкочастотную индукционную печь по цене. Низкая цена 18 кВт высокочастотная индукционная печь для плавления стекла. Добавить к сравнению .
Узнать ценуУстройство загрузки лома для индукционной печи
Питатели шихты в печь Шлифовальный стан Китай. измельчение оборудования дробилки загрузки индукционной печи. индукционная печь википедия, бесплатная энциклопедия. одним из основных недостатков использования индукционных печей в литейном производстве является недостаточная мощность рафинирования; зарядные материалы Узнать больше.
Получить ценуИнструменты для виброуплотнения Лабораторные шаровые мельницы
Производитель инструментов для виброуплотнения Лабораторные шаровые мельницы, вискозиметр Сейболта, лабораторный измельчитель и прямоугольная муфельная печь, предлагаемые Associated Scientific
Получить ценуWorld Equipment Machine Sales Co. eqpt
Найдите лабораторное оборудование, формование, электричество, погрузочно-разгрузочные работы, детали для индукционной плавки печей и другое оборудование для продажи в World Equipment Machine Sales.
Получить ценуНагревательная печь для заготовок, печь для прокатного стана, толкатель
Нагревательная печь — это сердце любого стана горячей прокатки, где шихта нагревается до температуры прокатки. Загрузка может быть в виде заготовок, блюмов, слябов Тип печи может быть толкающей, с шагающим подом или с шагающей балкой, с верхним или верхним и нижним сжиганием. Используемое топливо может быть либо нефтью, либо газом.
Получить ценуInductotherm Group Canada Ltd.
Системы закалки рельсов и прокатных валков.Системы ленточного отопления. Системы управления плавильным цехом. Индукционные системы для вакуума и контролируемой атмосферы. Индукционные печи выдержки. Усовершенствованные системы индукционных плавильных печей. Автоматизированные системы розлива. Системы обработки материалов. Современные системы индукционного питания. Автоматизированные робототехнические системы
Получить ценуМесто установки рабочей футеровки 5-тонной индукционной печи
Поиск и устранение неисправностей и предотвращение растрескивания в индукционной печи
· (Предоставлено Inductoheat Inc.an Inductotherm Group) Одним из наиболее распространенных применений индукционной термообработки является закалка сталей, чугунов и материалов для порошковой металлургии, при этом создается привлекательное сочетание технических свойств. В некоторых приложениях это
Китай Индукционные печи для литья Китай Индукционные печи для литья
Китай Индукционные печи для литья Китайские индукционные печи для литья Справочник поставщиков и производителей Источник большой выбор индукционных литейных печей в мини-индукционной печи индукционной плавильной печи для металлолома из Китая Alibaba
HXS Огнеупорная набивная масса
· Тел. 86731 5559 9698 Факс 86 731 5559 9697.Кармен Це кармен hxxcl. Skype effi_xie Cell # 86 189 7322 9620. Компания Xiangtan Hexinsheng New Material Co. Ltd (HXS) профессионально производит высококачественные монолитные огнеупоры, такие как сухая вибрирующая смесь, сухая набивная смесь, огнеупорный бетон и строительный раствор и т. Д.
Литейные цеха RHI Magnesita
· Подкладка содержимого Индукционная печь AOD EAF Купольная печь Оборудование для изготовления ковшей ЧУГУН СТАЛЬ / ПЛИТА ДСП для литейных цехов EAF Набивная смесь PERMASIT Hearth PERRAMIT ANKERHARTH Нижняя боковая стенка ANCARBON Верхняя боковая стенка ANCARBON Дверной косяк Зона ANCARBON Промежуточная фаза ANCARBON ANCARBON 9 SOLID50 Промежуточная фаза ANCARBON 9 ANCARBON 50 Постоянная футеровка ANCARBON 9 Foseco на GIFA в этом году горячая точка для литейного производства
· Foseco на GIFA в этом году горячая точка для литейного бизнеса.GIFA 2019, самая важная в мире выставка литейной промышленности, пройдет 25-29 июня 2019 года в Дюссельдорфе, Германия. Вместе с форумом GIFA это представляет собой идеальную возможность получить обзор последних тенденций и технологических разработок для
Замена огнеупорной футеровки из керамического волокна
· Когда дело доходит до футеровки огневых обогревателей в нефтехимической промышленности огнеупорным керамическим волокном был популярным материалом. Однако у него есть свои недостатки.Рассмотрите альтернативный материал и узнайте, как он может смягчить ограничения огнеупорного керамического волокна. В нефтехимическом мире огнеупорное керамическое волокно (RCF), также известное как алюмосиликатная вата (ASW), долгое время использовалось как футеровка
(огнеупорная) обзор ScienceDirect Topics
· Beskow et al. 50–52 и Son et al. 53 исследовали так называемую глазурь в ковше, которая представляет собой затвердевшую пленку шлака, образующуюся на огнеупорах ковша во время разгрузки стали в ковше.Они сообщили, что жидкие шлаки могут вступать в реакцию с огнеупорами ковшей даже в течение 2 минут, что приводит к разрушению огнеупорной футеровки и, в конечном итоге, к загрязнению расплавленной стали неметаллическими элементами. Издание) 2004 г. 27.8 Проектирование огнеупорных футеровок. Огнеупорная футеровка обычно включает предохранительный или опорный слой за рабочей футеровкой, контактирующий с содержимым печи.Все тело заключено в металлическую оболочку. Необходимо учитывать температурные градиенты в системе и свойства всех материалов.
Высокотемпературные печи по лучшей цене в Индии
Высокотемпературная муфельная печь Информация о камерном муфельном фурансе Камера промышленной печи Высокотемпературные вакуумные печи графитизации 5-тонная индукционная печь Установка рабочей футеровки Муфельная печь Рабочая Ленточная газовая горелка mfb500-40 для высокотемпературной печи lf Высокотемпературная муфельная печь
Набивная масса по лучшей цене в Индии
Место установки рабочей футеровки индукционной печи 5 тонн usi Установка набивной массы для индукционной печи Место установки рабочей футеровки индукционной печи 5 тонн с использованием нейтральной набивной массы .РАБОТА 12 HDMYVIDEO
WWW.WORKING 11 HD 87 დეკემბერი 28 2016 23 48 WWW.WORKING 10 HD 57 დეკემბერი 28 2016
Foseco на GIF В этом году горячая точка для литейного производства
· Foseco на GIFAthis год литейный бизнес. GIFA 2019, самая важная в мире выставка литейной промышленности, пройдет 25-29 июня 2019 года в Дюссельдорфе, Германия. Вместе с форумом GIFA это представляет собой идеальную возможность получить обзор последних тенденций и технологических разработок для
Электроиндукционная плавка 5тонн стального чугуна и медного лома
Структура открытой печи.Базовая конструкция с уникальным амортизатором и прочным магнитным коромыслом. Два цилиндра с толстостенными бесшовными прямоугольными стальными трубами свариваются в одну конструкцию, что делает их более безопасными, прочными, прочными и высокоэффективными. Верхний конец индукционной печи можно разобрать, чтобы облегчить замену змеевика. Гидравлический наклон.
Футеровка (огнеупорная) обзор Темы ScienceDirect
· Beskow et al. 50–52 и Son et al. 53 исследовали так называемую глазурь в ковше, которая представляет собой затвердевшую пленку шлака, образующуюся на огнеупорах ковша во время разгрузки стали в ковше.Они сообщили, что жидкие шлаки могут реагировать с огнеупорами ковшей даже в течение 2 минут, что приводит к разрушению огнеупорной футеровки и, в конечном итоге, к загрязнению расплавленной стали неметаллическими элементами. также доступны с дополнительным широким корпусом, которые имеют значительно больший диаметр ванны и отверстие для печи и могут быть идеальными в зависимости от вашего применения.Они предлагают дополнительные преимущества, такие как более низкие затраты на установку.
Обзор огнеупорной облицовки ScienceDirect Topics
· В Справочнике Smithells Metals (восьмое издание) 2004 г. 27.8 Проектирование огнеупорной футеровки. Огнеупорная футеровка обычно включает предохранительный или опорный слой за рабочей футеровкой, контактирующий с содержимым печи. Все тело заключено в металлическую оболочку. Необходимо учитывать температурные градиенты в системе и свойства всех материалов.
Китайская индивидуальная индукционная печь для плавки металла на 5 тонн
Это специальная двойная герметичная печь, сигнализирующая, когда футеровка становится тоньше до определенной степени, загорается предупреждающий свет, чтобы предупредить пользователя о необходимости замены футеровки. Система выталкивания подкладки для автоматической и более эффективной замены подкладки. Датчики веса для определения массы металла. Дисплей на ящике
Рекомендации по надлежащему техническому обслуживанию бескамерной печи.Бесплатно
· Футеровка печи Правильная и в хорошем состоянии огнеупорная футеровка ИЛЛЮСТРАЦИЯ К РИСУНКУ 3 НЕ УКАЗАНА, важна для безопасной работы любой печи. В индукционных печах они абсолютно необходимы. Физика электрической индукции требует, чтобы огнеупорная футеровка между индукционными катушками и ванной была как можно более тонкой.
Вибрация двигателя нагнетателя печи при напряженной работе Дом
· 2. Ваше первоначальное предположение о нагрузке на нагнетатель из-за нового фильтра верно.Вызывается голоданием всасывания воздуходувки. Если рейтинг MERV фильтра слишком высок, это приведет к недостаточному всасыванию нагнетателя и вызовет усиление любой незначительной вибрации в двигателе нагнетателя / колесе в сборе. В моем случае дисбаланс произошел из-за неисправного подшипника двигателя.
Установка печи для набивки огнеупорной массы HXS
· 120 нагревателей 40 тонн рабочая футеровка индукционной печи i Установка рабочей футеровки индукционной печи 5 тонн Индукционная печь 3 тонны (плавление хрома, марганца, сухая вибрирующая смесь, сухая набивная масса, огнеупор c 40 тонн, рабочая футеровка индукционной печи, установленная h 5 тонн индукционная
Литейные производства RHI Magnesita
· Индукционная печь для футеровки AOD Купольная печь EAF Оборудование для ковша ЧУГУН СТАЛЬ / ФОНДЫ ДСП для литейных заводов Трамбовочная смесь для литейных заводов ПЕРМАЗИТ ПЕРРАМИТ ПЕРРАМИТ ANKERHARTH Нижняя боковая стенка Боковая стенка Боковая стенка КРЫШКА Верхняя часть Носик ANKOFORM ANKERMIX COMPAC SOL Hot Spot
Плавильная печь Индукционная печь средней частоты для
· Индукционная печь средней частоты делится на две большие группы: одна представляет собой алюминиевый корпус, а другая — стальной.Каждый тип имеет производительность от 0,25 тонны до 5 тонн с преимуществами. Однако, если используется только для проекта измельчения шаров, мы обычно связываем размер печи с целевой годовой производительностью клиента, чтобы уменьшить
Пневматический трамбовщик футеровки индукционной печи
Конструктор футеровки индукционной печи Пневматический трамбовочный вибратор Найти полную информацию about Изготовитель футеровки индукционной печи Пневматический трамбовочный вибратор Строитель футеровки печи Система забивки огнеупоров Пневматический трамбовочный вибратор от другого поставщика оборудования для металлургии или производителя — Xiangtan Hexinsheng New Material Co.Ltd.
Foseco на GIFA в этом году горячая точка для литейного производства
· Foseco на GIFA в этом году горячая точка для литейного бизнеса. GIFA 2019, самая важная в мире выставка литейной промышленности, пройдет 25-29 июня 2019 года в Дюссельдорфе, Германия. Вместе с форумом GIFA это представляет собой идеальную возможность получить обзор последних тенденций и технологических разработок для
Обзор огнеупорного линингана Темы ScienceDirect
· Справочник по Smithells Metals (восьмое издание) 2004.27.8 Расчет огнеупорной футеровки. Огнеупорная футеровка обычно включает предохранительный или опорный слой за рабочей футеровкой, контактирующий с содержимым печи. Все тело заключено в металлическую оболочку. Необходимо учитывать температурные градиенты в системе и свойства всех материалов.
Замена огнеупорной футеровки из керамического волокна
· Когда дело доходит до футеровки огневых обогревателей в нефтехимической промышленности, огнеупорное керамическое волокно было основным материалом.Однако у него есть свои недостатки. Рассмотрите альтернативный материал и узнайте, как он может смягчить ограничения огнеупорного керамического волокна. В нефтехимическом мире огнеупорное керамическое волокно (RCF), также известное как алюмосиликатная вата (ASW), долгое время использовалось как
Безопасность огнеупоров расплавленного металла и огнеупоров в печи (часть 2
· Безопасность огнеупоров расплавленного металла и огнеупоров в печи (часть 2) ) Прочный огнеупор, который был правильно установлен, спечен и обслуживается, а также усердие оператора, чтобы предотвратить образование опасного моста, являются ключом к минимизации биения металла.(Вторая из двух частей.) Эмад Табатабей Роберт Тернер. 10 сентября 2009 г.
Анкеровка монолитных огнеупоров и
· Огнеупорные материалы и изоляция Огнеупорный материал (теплозащита печи) Как сделать огнеупорный кирпич для кузницы или литейного производства. Место установки рабочей футеровки 5-тонной индукционной печи с использованием нейтрали
Футеровка (огнеупорная) обзор ScienceDirect Topics
· Beskow et al.50–52 и Son et al. 53 исследовали так называемую глазурь ковша, которая представляет собой затвердевшую пленку шлака, образующуюся на огнеупорах ковша во время выгрузки стали в ковш. Они сообщили, что жидкие шлаки могут вступать в реакцию с огнеупорами ковшей даже в течение 2 минут, что приводит к разрушению огнеупорной футеровки и в конечном итоге загрязнение жидкой стали неметаллическими
Плавильная печьСреднечастотная индукционная печь для
· Индукционная печь средней частоты делится на две большие группы: одна представляет собой алюминиевый корпус, а другая — стальной корпус.Каждый тип имеет производительность от 0,25 тонны до 5 тонн с преимуществами. Однако, если используется только для проекта измельчения шаров, мы обычно связываем размер печи с плановым годовым производством клиента, чтобы уменьшить энергосберегающую индукционную печь для плавления металла на 500 кг
для
Деталь упаковки 1 комплект индукционной печи будет быть упакован в фанерный ящик всего три упаковки корпус печи и индукционная катушка упакованы вместе конденсатор упакован в один фанерный ящик, шкаф управления питанием также упакован отдельно Том 2.8CBMadd 3.8CMBadd1.6CBM всего 8,2CBM Более 4 комплектов индукционных печей по 500 кг будут отправлены контейнером 20GP Более 10 комплектов
Устранение неисправностей и предотвращение растрескивания при индукции
· (Предоставлено Inductoheat Inc. и Inductotherm Group Компания) Одним из наиболее распространенных применений индукционной термообработки является закалка сталей, чугунов и материалов для порошковой металлургии, обеспечивающих привлекательное сочетание технических свойств.