


Самодельная индукционная печь для плавки металла своими руками: схема и видеоинструкция
Уже давно мужчины стали думать о том, как создать собственную печь для плавки металла в домашних условиях. Она должна быть портативной и соответствовать всем условиям. На производстве установлены печи для плавки большого количества металла. В домашних условиях можно собрать печь для плавки до пяти килограмм алюминия. Рассмотрим, как сделать плавильню в домашних условиях.
Плавка металла в домашних условиях
Плавка металла и чугуна
Печь для плавки металла представляет собой корпус, изготовленный из шамотного кирпича. Связующим элементом является глина. Топка предназначена для горения угля. Снизу предусматривается отверстие, через которое ведется наддув в пекло. Внизу размещается чугунная решетка, которая называется колосником. На ней выкладывается кокс или уголь. Его можно снять со старой печи. Иногда огнеупорный кирпич, при формировании корпуса, укладывается на ребро. Готовая конструкция скрепляется снаружи металлическим поясом.
Готовая конструкция скрепляется снаружи металлическим поясом.
Печь для переплавки металлов должна иметь тигель. Это может быть эмалированный или чугунный казанок. Месторасположение тигля — рядом с горящим коксом. С целью улучшения поддува рядом устанавливают вентилятор. Оборудование применяется для выплавки стали, но можно использовать как печь для выплавки чугуна.
Сортировка
К черным металлам относят:
- сталь,
- чугун,
- железо.
Лом на предприятиях сортируют по следующим критериям:
- габариты;
- разделение по химическому составу.
Крупные организации по переработке металлического вторсырья автоматизируют процесс сортировки, значительно ускоряя его.
Сначала из металлолома:
- убирают примеси,
- удаляют мусор.
Если работа проводится с крупными металлоконструкциями, то для проведения сортировки используют погрузочное оборудование.
Сортировка по химическому составу осуществляется с учетом показателя качества металла, а также по его виду. Кроме того, при сортировке разделение может проходить по факту содержания в металлоломе легирующих и углеродных компонентов.
На небольших предприятиях сортировка часто выполняется вручную, сразу на стадии приемки. Лом разделяют на:
- тяжелый;
- легкий;
- средней тяжести.
Также разделяют
- крупногабаритные элементы,
- малогабаритные.
Сортировка необходима для подготовки лома к переплавке.
Для корректной переработки метал режут на фрагменты перед переплавкой.
Электрические печи для плавки металла
Основу такой печи составляет асбест, который можно заменить кафелем. Электроды, установленные в плавильной печи своими руками должны иметь напряжение 25 В.
Изготавливаются они в следующем порядке:
- Вытачиваются из щеток электрического мотора.

- Сбору сверлятся отверстия 6 мм.
- В них пропускается провод, сечением 5 мм.
- Для закрепления проводки вбивается гвоздь.
- С целью улучшения контакта с графитом, напильником, делаются насечки.

В качестве теплоизолятора, внутри печи выкладывается слюда. При подключении к сети нужно использовать понижающий трансформатор. После изготовления, печь включается и работает некоторое время в холостом режиме.
Вольфрам — 19,29 г/см³
Считается одним из самых плотных элементов в мире. В дополнение к своим исключительным свойствам (высокая теплопроводность и электропроводность, очень высокая стойкость к воздействию кислот и истиранию) вольфрам также отличается тремя уникальными свойствами:
- После углерода он имеет самую высокую температуру плавления — плюс 3422 ° C. А его температура кипения — плюс 5555 ° C, эта температура примерно сопоставима с температурой поверхности Солнца.
- Сопровождает оловянные руды, однако препятствует выплавке олова, переводя его в пену шлаков. За это и получил свое название, которое в переводе с немецкого означает «волчьи сливки».
- Вольфрам имеет самый низкий коэффициент линейного расширения при нагревании из всех металлов.
 За это и получил свое название, которое в переводе с немецкого означает «волчьи сливки».
За это и получил свое название, которое в переводе с немецкого означает «волчьи сливки».Муфельная печь
Муфельные печи часто используются для термообработки деталей. Такое оборудование характеризуется большим температурным диапазоном, от 20 до 1000 градусов.
Муфельная печь для закалки металла работает на разных видах энергии. Однако в домашних условиях лучше применять агрегат, работающий на электроэнергии. Закаливание ведется в муфеле печи.
Муфельная печь своими руками изготавливается за несколько этапов:
- Изготовление муфеля ведется из шамотного кирпича. Из-за круглой формы корпуса печи, у них скашиваются углы. В каждом кирпиче выбираются канавки, куда ведется закладка спирали.
- Если муфельная печь для плавки изготавливается из духовки, то внутри она обкладывается огнестойким кирпичом. В кладке прорезаются канавки для спирали.
- Изготовленная из огнеупорного кирпича камера, помещается в корпус, сделанный из стали. На дно укладывается изоляция. Зазор между боковыми стенками камеры и корпуса составляет 4 см, куда вставляется утеплитель. Верх состоит из 2 слоев металла и утеплителя.
- В корпусе сверлятся отверстия, и через них выводятся концы спирали, которые подключаются к сетевому кабелю.
- В случае использования духовки, утеплитель не требуется. Он в ней уже предусмотрен.
 На дно укладывается изоляция. Зазор между боковыми стенками камеры и корпуса составляет 4 см, куда вставляется утеплитель. Верх состоит из 2 слоев металла и утеплителя.
На дно укладывается изоляция. Зазор между боковыми стенками камеры и корпуса составляет 4 см, куда вставляется утеплитель. Верх состоит из 2 слоев металла и утеплителя.Как плавить сталь в домашних условиях
Термообработка металлов – это один из основных способов улучшения их механических и физико-химических характеристик: твердости, прочности и других.
Одним из видов термообработки является закалка. Она успешно применялась человеком кустарным способом еще с давних времен. В Средневековье этот способ термической обработки использовали, чтобы улучшить прочность и твердость металлических предметов быта: топоров, серпов, пил, ножей, а также боевого оружия в виде копий, сабель и других.
И сейчас используют такой способ улучшения характеристик металла, не только в промышленных масштабах, но и в домашних условиях, в основном для закалки металлических предметов быта.
Что такое закалка металлов и ее виды
Под закалкой понимают вид термообработки металла, состоящий из его нагрева до температуры, при достижении которой наступает изменение структуры кристаллической решетки (полиморфное превращение) и дальнейшего ускоренного охлаждения в воде или масляной среде. Целью такой термообработки является повышение твердости металла.
Применяется также закалка, при которой температура нагрева металла не дает состояться полиморфному превращению. В этом случае фиксируется его состояние, которое свойственно металлу при температуре нагрева. Это состояние называют пересыщенным твердым раствором.
Технологию закалки с полиморфным превращением используют в основном для изделий из стальных сплавов. Цветные металлы подвергают закалке без достижения полиморфного изменения.
После такой обработки стальные сплавы становятся тверже, но при этом они приобретают повышенную хрупкость, теряя пластичность.
Чтобы снизить нежелательную хрупкость после нагрева с полиморфным изменением, применяется термообработка, называемая отпуском. Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
Она проводится при более низкой температуре с постепенным дальнейшим охлаждением металла. Таким способом снимается напряжение металла после процесса закаливания, и уменьшается его хрупкость.
При закалке без полиморфного превращения нет проблемы с излишней хрупкостью, но твердость сплава не достигает требуемого значения, поэтому при повторной термической обработке, называемой старением, ее наоборот повышают за счет распада пересыщенного твердого раствора.
Особенности закалки стали
Закаливаются в основном нержавеющие стальные изделия и сплавы, предназначенные для их изготовления. Они имеют мартенситную структуру и характеризуются повышенной твердостью, приводящей к хрупкости изделий.
Если провести термообработку таких изделий с нагревом до определенной температуры с последующим быстрым отпуском, то можно добиться повышения вязкости. Это позволит использовать такие изделия в различных сферах.
Виды закаливания сталей
В зависимости от предназначения нержавеющих изделий, можно провести закалу всего предмета или только той его части, которая должна быть рабочей и иметь повышенные прочностные характеристики.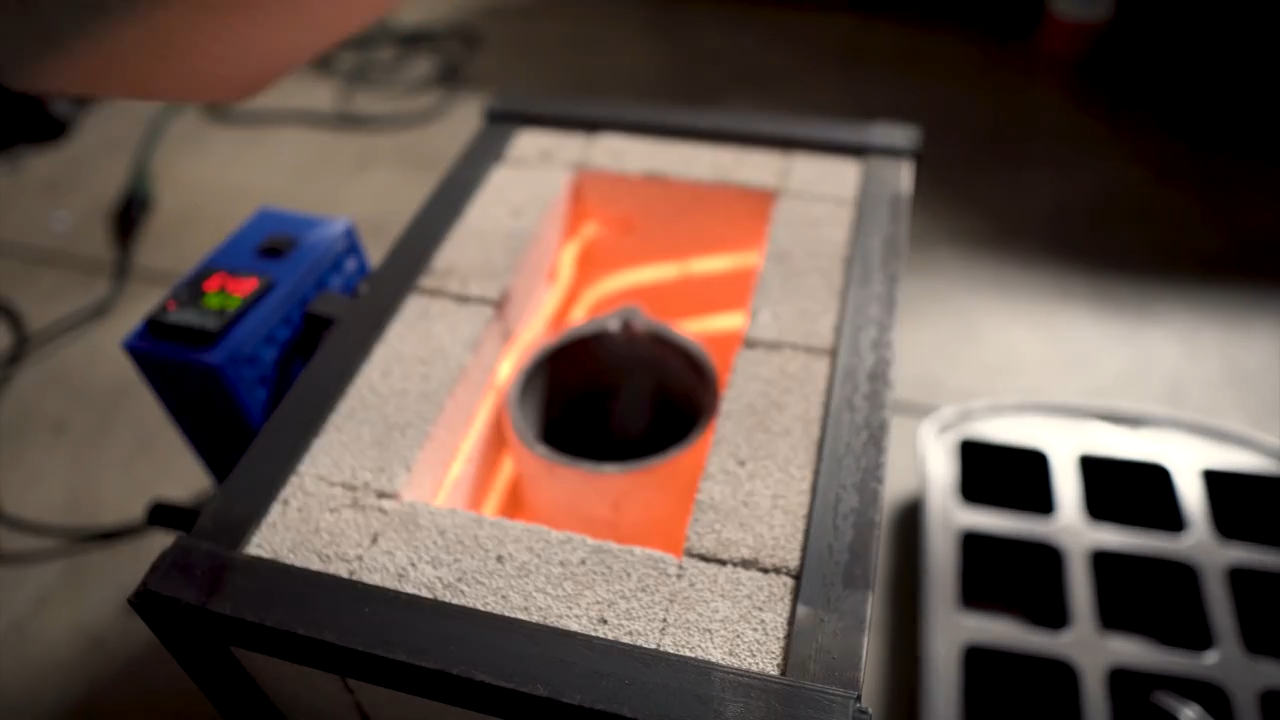
Поэтому закалку нержавеющих изделий подразделяют на два способа: глобальный и локальный.
:
Охлаждающая среда
Достижение необходимых свойств нержавеющих материалов во многом зависит от выбора способа их охлаждения.
Разные марки нержавеющих сталей подвергаются охлаждению по-разному. Если низколегированные стали охлаждают в воде или ее растворах, то для нержавеющих сплавов для этих целей применяют масляные растворы.
Важно: При выборе среды, в которой проводят охлаждение металла после нагрева, следует учитывать, что в воде охлаждение проходит быстрее, чем в масле! Например, вода температурой 18°C способна охладить сплав на 600°C за секунду, а масло всего на 150°C.
Для того, чтобы получить высокую твердость металла, охлаждение проводят в проточной холодной воде. Также для повышения эффекта закалки для охлаждения готовят соляной раствор, добавляя в воду около 10% поваренной соли, или используют кислотную среду, в которой не менее 10% кислоты (чаще серной).
Кроме выбора охлаждающей среды немаловажным является режим и скорость охлаждения. Скорость снижения температуры должна быть не меньше 150°C за секунду. Таким образом, за 3 секунды температура сплава должна снизиться до 300°C. Дальнейшее снижение температуры может проводиться с любой скоростью, т. к. зафиксированная в результате быстрого охлаждения структура при низких температурах уже не разрушится.
Важно: Слишком быстрое охлаждение металла приводит к его излишней хрупкости! Это следует учитывать при самостоятельной закалке.
Различают следующие способы охлаждения:
- С использованием одной среды, когда изделие помещают в жидкость и держат там до полного охлаждения.
- Охлаждение в двух жидких средах: масле и воде (или солевом растворе) для нержавеющих сталей. Изделия из углеродистых сталей сначала охлаждают в воде, т. к. она является быстро охлаждающей средой, а потом в масле.
- Струйным методом, когда деталь охлаждается струей воды. Это очень удобно, когда требуется закалить определенную область изделия.
- Методом ступенчатого охлаждения с соблюдением температурных режимов.

Температурный режим
Правильный температурный режим проведения закалки нержавеющих изделий является важным условием их качества. Для достижения хороших характеристик их равномерно прогревают до 750-850°C, а потом быстро проводят охлаждение до температуры 400-450°C.
Важно: Нагрев металла выше точки рекристаллизации приводит к крупнозернистому строению, ухудшающему его свойства: излишней хрупкости, приводящей к растрескиванию!
Для снятия напряжения после нагрева до нужной температуры упрочнения металла, иногда используют поэтапное охлаждение изделий, постепенно снижая температуру на каждом из этапов нагрева. Такая технология позволяет полностью снять внутренние напряжения и получить прочное изделие с нужной твердостью.
Как закалить металл в домашних условиях
Пользуясь элементарными знаниями, можно провести закалку стали в домашних условиях. Нагревание металла обычно проводят с помощью костра, муфельных электропечей или горелок с использованием газа.
Закалка топора на костре и в печи
Если требуется придать дополнительную прочность бытовым инструментам, например, сделать топор более прочным, то самый простой способ его закалки можно провести в домашних условиях.
На топорах при изготовлении ставится клеймо, по которому можно узнать марку стали. Мы рассмотрим процесс закалки на примере инструментальной стали У7.
Плавка алюминия
Изготовить печь для плавки алюминия своими руками вещь реальная. В промышленном производстве, агрегаты с названием — печи карусельного типа — очень дорогостоящие.
Чтобы понять, как сделать печь для плавки алюминия, нужно понять их принцип действия. Существует несколько видов, где проводится плавление цветного металла.
Мини-печь
Берется автомобильный диск и закапывается в землю так, чтобы верхний срез не выступал наружу. Посередине изготавливается отверстие для патрубка. Один конец пропускается в отверстие, а другой выводится наружу. На него одевается кулер, для нагнетания воздуха. Плавильня заполняется углями и алюминиевым ломом. Подается воздух и температура поднимается.
Плавильня заполняется углями и алюминиевым ломом. Подается воздух и температура поднимается.
Металлический бак
Изготовить печь для алюминия можно из металлического бака. Например, корпуса стиральной машины с вертикальной загрузкой. Внутренняя часть конструкции выкладывается огнеупорным кирпичом. Снизу монтируется труба для подачи воздуха. Таким образом, получается переносное оборудование.
Из бутылки
Один из необычных способов, каким расплавляют алюминий. Вокруг бутылки наматывается проволока нихром. Предварительно поверхность бутылки смазывается маслом. Сверху наносится смесь жидкого стекла и глины. Просушивание ведется в течение недели. Затем наматывается еще слой проволоки и наносится глина. После 7 дней, бутылка вынимается и остается только термостойкая оболочка. К концам проволоки подключается напряжение для накаливания нихрома, а в очаг загружается сырье.
Алюминиевая промышленность
Крупной отраслью в цветной металлургии считается алюминиевая промышленность. В России все центры производства алюминия расположены на небольшом расстоянии от гидроэлектростанций.
В России все центры производства алюминия расположены на небольшом расстоянии от гидроэлектростанций.
Алюминий обладает высокими конструктивными свойствами, он легкий и прочный. Благодаря этому он широко используется в машиностроении, строительстве. Сплавы из алюминия по своей прочности не уступают стали.
Плавка свинца
Электрическая печь для плавки свинца состоит из следующих элементов:
- Круглый кожух, сделанный из нержавейки, внутри которого проложен утеплитель. Он прикреплен кронштейнами к стене.
- Снизу подводится промышленный ТЕН.
- Сверху расположен клапан поворотного типа.
- Датчик, который находится на расстоянии 3 см от дна.
- Сбоку расположен температурный регулятор.
Устанавливая регулятор на определенную температуру, прогреваем прибор. Находящийся внутри свинец плавится. В конце плавки, под низ подводится форма и открывается клапан. Расплавленный свинец заполняет внутреннее пространство формы.
Тантал — 16,67 г/см³
Десятую строчку в рейтинге занимает синевато-серый, очень твердый металл со сверхвысокой температурой плавления. Несмотря на свою твердость он пластичен, как золото.
Несмотря на свою твердость он пластичен, как золото.
Тантал является важным компонентом во многих современных технологиях. В частности, он используется для производства конденсаторов, которые применяются в компьютерной технике и мобильных телефонах.
Плавка меди
В домашних условиях для плавки меди можно использовать материал пенобетон. Вырезается из такого материала 2 цилиндра, диаметром 100 мм. Высота одного 100 мм, а второго 15. Накладывая один на другой, сверлится посередине отверстие диаметром 15 мм. В большем цилиндре, посередине, изготавливается отверстие в виде воронки на глубину 85 мм. В середине цилиндра, с наружной стороны, прорезается канавка и ведется стяжка проволокой. Она нужна для того, чтобы деталь не развалилась от температуры.
На газовую плиту, ставится переходник. Сверху располагается больший цилиндр так, чтобы конусная воронка была направлена вверх. Сверху накрывается маленьким цилиндром с отверстием. Зажигая горелку, опускают кусочек медного стержня в маленькое отверстие до упора в стенку воронки. Через минуту стержень расплавится.
Через минуту стержень расплавится.
Никель-кобальтовая промышленность
Эта группа очень зависит от источника сырья. Основные металлургические заводы расположены:
- Кольский полуостров – заложение сульфидно-никелевых руд.
- Низовье Енисея – громоздится крупный завод, в Норильске. На нем занимаются производством платины, никеля, меди, кобальта.
- Предприятия, расположенные на хребте Урала, занимаются прежде всего переработкой окисленных руд.
Плавка золота и серебра
Печь для плавки золота легко сделать в домашних условиях. Она применима и для плавки серебра.
Порядок работы следующий:
- Берется шамотный кирпич и разрезается на 2 части. Победитовым сверлом диаметра 48 мм, делается в одной половинке, в середине, сквозное отверстие. А во второй отверстие сверлится на половину высоты.
- Через отверстие, проводится спираль и обе половинки стягиваются болтами, отверстия для которых сверлятся с боков.
- Сверху устанавливается графитовый тигель.
- Изготавливается металлический каркас и обе половинки вставляются в него.
- Все боковые зазоры замазываются глиной.
- К выведенным концам спирали подводится напряжение.
- В тигель бросаются куски золота или серебра.
- В процессе нагрева идет расплавление цветного металла.

Изготовление печей для плавки металла своими руками процесс сложный, но выполнимый. Для этого нужно изучить характеристики видов оборудования. Определиться какое из них наиболее предпочтительно к данным условиям. Затраты на изготовление быстро себя окупят.
Как расплавить сталь в домашних условиях — Справочник металлиста
В отличие от промышленного оборудования, самодельная печь для плавки металла — компактное приспособление. На таком портативном оборудовании можно вести выплавку, закалку или плавку цветных металлов.
Плавление меди в домашних условиях: пошаговая инструкция, видео
Изделия из меди активно используются не только в различных отраслях промышленности, но и в быту.
В связи с этим вполне естественно, что у многих умельцев возникает вопрос о том, как расплавить медь и в домашних условиях изготавливать из нее различные изделия методом литья.
Знание такой технологии, которая известна человечеству еще с древних времен, позволяет создавать различные предметы не только из меди, но и из ее сплавов – латуни и бронзы.
Плавка меди в самодельной печке
Понятие о шкале температур
Некоторые неметаллические предметы тоже обладают похожими свойствами. Самым распространённым является вода. Относительно свойств жидкости, занимающей господствующее положение на Земле, была разработана шкала температур. Реперными точками признаны температура изменения агрегатных состояний воды:
- Превращения из жидкости в твердое вещество и наоборот приняты за ноль градусов.
- Кипения (парообразования внутри жидкости) при нормальном атмосферном давлении (760 мм рт. ст.) принята за 100 ⁰С.
Внимание! Кроме шкалы Цельсия на практике измеряют температуру в градусах Фаренгейта и по абсолютной шкале Кельвина. Но при исследовании свойств металлических предметов другие шкалы используют довольно редко.
Индукционная печь для плавки серебра своими руками. Как своими руками собрать индукционную печь для плавки металла в домашних условиях. Канальные печи разделяют на
Индукционная печь часто используется в сфере металлургии, поэтому данное понятие хорошо знакомо людям, которые в той или иной степени связаны с процессом плавки различных металлов. Устройство позволяет преобразовывать электричество, образованное магнитным полем, в тепло.
Подобные устройства продаются в магазинах по довольно высокой цене, но если вы обладаете минимальными навыками использования паяльника и умеете читать электронные схемы, то можно попробовать изготовить индукционную печь своими руками.
Самодельное устройство вряд ли подойдёт для выполнения сложных задач, но вполне справится с базовыми функциями. Собрать устройство можно на основе рабочего сварочного инвертора из транзисторов, либо на лампах. Самым производительным при этом является именно устройство на лампах за счёт высокого КПД.
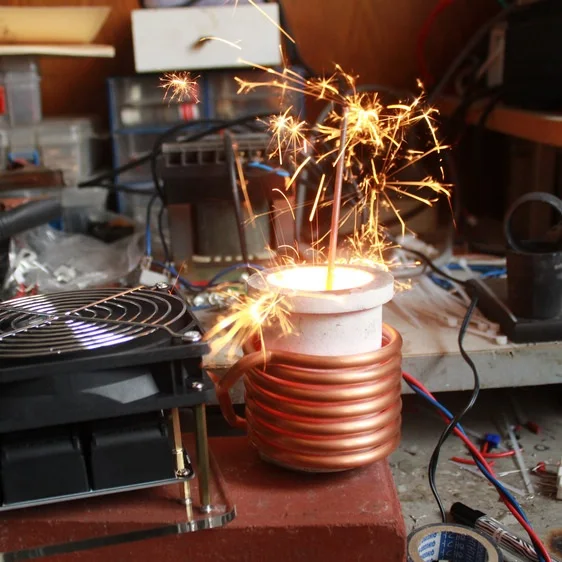
Принцип работы индукционной печи
Нагревание металла, помещённого внутрь устройства, происходит путём перехода электромагнитных импульсов в энергию тепла. Электромагнитные импульсы вырабатываются катушкой с витками из медной проволоки или трубы.
Схема индукционной печи и схемы проведения нагрева
При подключении устройства через катушку начинает проходить электрический ток, а вокруг появляется электрическое поле со временем меняющее своё направление. Впервые работоспособность такой установки была описана Джеймсом Максвеллом.
Объект, который нужно нагреть, необходимо поместить внутрь катушки или недалеко от неё. Целевой предмет будет пронизываться потоком магнитной индукции, а внутри появится магнитное поле вихревого типа. Таким образом, индукционная энергия перейдёт в тепловую.
Разновидности
Печи на индукционной катушке, принято подразделять на два вида в зависимости от типа конструкции:
- Канальные;
- Тигельные.
В первых устройствах металл для расплавки находится перед индукционной катушкой, а в печах второго типа помещается внутри неё.
Собрать печь можно, соблюдая следующие шаги:
- Медную трубу сгибаем в виде спирали. Всего необходимо сделать около 15 витков, расстояние между которыми должно быть не меньше 5 мм. Внутри спирали должен свободно располагаться тигель, где и будет происходить процесс выплавки;
- Изготавливаем надёжный корпус для устройства, который не должен проводить электрический ток, и обязан выдерживать высокие температуры воздуха;
- Дросселя и конденсаторы собираются по обозначенной выше схеме;
- К схеме подключается неоновая лампа, которая будет сигнализировать о том, что устройство готово к работе;
- Также припаивается конденсатор для подстройки ёмкости.
Использование для обогрева
Индукционные печи подобного вида могут использоваться и для обогрева помещения. Чаще всего их используют вместе с котлом, который дополнительно производит нагрев холодной воды. На деле конструкции применяются крайне редко из-за того, что в результате потерь электромагнитной энергии КПД устройства минимален.
Ещё один недостаток основан на потреблении устройством больших объёмов электроэнергии в процессе работы, потому устройство относится к категории экономически невыгодных.
Охлаждение системы
Устройство, собранное самостоятельно, необходимо оборудовать системой охлаждения, так как при работе все составные части будут находиться под воздействием высоких температур, конструкция может перегреться и сломаться. В печах, продающихся в магазине, охлаждение производится водой или антифризом.
При выборе охладителя для дома предпочтение отдаётся вариантам, которые наиболее выгодны для реализации с экономической точки зрения.
Для домашних печей можно попробовать использовать обычный лопастной вентилятор. Обращайте внимание на то, что устройство не должно стоять слишком близко к печи, так как металлические детали вентилятора негативно воздействуют на работоспособность устройства, а также способны размыкать вихревые потоки и снижать производительность всей системы.
Меры предосторожности при использовании устройства
Работая с устройством следует придерживаться следующих правил:
- Некоторые элементы установки, а также металл, который плавится, подвергаются сильному нагреву, в результате чего существует риск получить ожог;
- При использовании ламповой печи, обязательно размещайте её в закрытом корпусе, иначе велика вероятность поражения электрическим током;
- Перед работой с устройством уберите из зоны работы прибора все металлические элементы и сложные электронные приборы. Использовать устройство не стоит людям, у которых установлен кардиостимулятор.
Печь для плавки металлов индукционного типа может применяться при лужении и формовке металлических деталей.
Самодельную установку легко подогнать под работу в конкретных условиях, меняя некоторые настройки. Если придерживаться указанных схем при сборе конструкции, а также соблюдать элементарные правила безопасности, самодельное устройство практически не будет уступать магазинным бытовым приборам.
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
Принцип действия
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
- Сливной насос .
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит .
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто . Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение,
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8-10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов , довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Принцип действияРабота индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры. Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печейИндукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печиТакая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки
- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.
Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Канальные индукционные печиПечи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.
1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.
На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
Недостатки канальных печей
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм 2 , при охлаждении водой допустимый ток 20 ампер на мм 2 . Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печиОсновными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.
Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей
- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
Недостатки тигельных печей
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещенияЧаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.
Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное . В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печейПроцесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Индукционные нагреватели работают по принципу “получение тока из магнетизма”. В специальной катушке генерируется переменное магнитное поле высокой мощности, которое порождает вихревые электрические токи в замкнутом проводнике.
Замкнутым проводником в индукционных плитах является металлическая посуда, которая разогревается вихревыми электрическими токами. В общем, принцип работы таких приборов не сложен, и при наличии небольших познаний в физике и электрике, собрать индукционный нагреватель своими руками не составит большого труда.
Самостоятельно могут быть изготовлены следующие приборы:
- Приборы для нагрева в котле отопления.
- Мини-печи для плавки металлов.
- Плиты для приготовления пищи.
Индукционная плита своими руками, должна быть изготовлена с соблюдением всех норм и правил для эксплуатации данных приборов. Если за пределы корпуса в боковых направлениях будет выделяться опасное для человека электромагнитное излучение, то использовать такой прибор категорически запрещается.
Кроме этого большая сложность при конструировании плиты заключается в подборе материала для основания варочной поверхности, которое должно удовлетворять следующим требованиям:
- Идеально проводить электромагнитное излучение.
- Не являться токопроводящим материалом.
- Выдерживать высокую температурную нагрузку.
В бытовых варочных индукционных поверхностях используется дорогая керамика, при изготовлении в домашних условиях индукционной плиты, найти достойную альтернативу такому материалу – довольно сложно. Поэтому, для начала следует сконструировать что-нибудь попроще, например, индукционную печь для закалки металлов.
Инструкция по изготовлению
Чертежи
Рисунок 1. Электрическая схема индукционного нагревателя
Рисунок 2. Устройство. Рисунок 3. Схема простого индукционного нагревателя
Для изготовления печи понадобятся следующие материалы и инструменты:
- припой;
- текстолитовая плата.
- мини-дрель.
- радиоэлементы.
- термопаста.
- химические реагенты для травления платы.
Дополнительные материалы и их особенности:
- Для изготовления катушки , которая будет излучать необходимое для нагрева переменное магнитное поле, необходимо приготовить отрезок медной трубки диаметром 8 мм, и длиной 800 мм.
- Мощные силовые транзисторы являются самой дорогой частью самодельной индукционной установки. Для монтажа схемы частотного генератора необходимо приготовить 2 таких элемента. Для этих целей подойдут транзисторы марок: IRFP-150; IRFP-260; IRFP-460. При изготовлении схемы используются 2 одинаковых из перечисленных полевых транзисторов.
- Для изготовления колебательно контура понадобятся керамические конденсаторы ёмкостью 0,1 mF и рабочим напряжением 1600 В. Для того, чтобы в катушке образовался переменный ток высокой мощности, потребуется 7 таких конденсаторов.
- При работе такого индукционного прибора , полевые транзисторы будут сильно разогреваться и если к ним не будут присоединены радиаторы из алюминиевого сплава, то уже через несколько секунд работы на максимальной мощности, данные элементы выйдут из строя. Ставить транзисторы на теплоотводы следует через тонкий слой термопасты, иначе эффективность такого охлаждения будет минимальна.
- Диоды , которые используются в индукционном нагревателе, обязательно должны быть ультрабыстрого действия. Наиболее подходящими для данной схемы, диоды: MUR-460; UF-4007; HER – 307.
- Резисторы, которые используются в схеме 3: 10 кОм мощностью 0,25 Вт – 2 шт. и 440 Ом мощностью – 2 Вт. Стабилитроны: 2 шт. с рабочим напряжением 15 В. Мощность стабилитронов должна составлять не менее 2 Вт. Дроссель для подсоединения к силовым выводам катушки используется с индукцией.
- Для питания всего устройства понадобится блок питания мощностью до 500. Вт. и напряжением 12 – 40 В. Запитать данное устройство можно от автомобильного аккумулятора, но получить наивысшие показания мощности при таком напряжении не получится.
Сам процесс изготовления электронного генератора и катушки занимает немного времени и осуществляется в такой последовательности:
- Из медной трубы делается спираль диаметром 4 см. Для изготовления спирали следует медную трубку накрутить на стержень с ровной поверхностью диаметром 4 см. Спираль должна иметь 7 витков, которые не должны соприкасаться. На 2 конца трубки припаиваются крепёжные кольца для подключения к радиаторам транзистора.
- Печатная плата изготавливается по схеме. Если есть возможность поставить полипропиленовые конденсаторы, то благодаря тому, что такие элементы обладают минимальными потерями и устойчивой работой при больших амплитудах колебания напряжений, устройство будет работать намного стабильнее. Конденсаторы в схеме устанавливаются параллельно образуя с медной катушкой колебательный контур.
- Нагрев металла происходит внутри катушки, после того как схема будет подключена к блоку питания или аккумулятору. При нагреве металла необходимо следить за тем, чтобы не было короткого замыкания обмоток пружины. Если коснуться нагреваемым металлом 2 витка катушки одновременно, то транзисторы выходят из строя моментально.
Нюансы
- При проведении опытов по нагреву и закалке металлов , внутри индукционной спирали температура может быть значительна и составляет 100 градусов Цельсия. Этот теплонагревательный эффект можно использовать для нагрева воды для бытовых нужд или для отопления дома.
- Схема нагревателя рассмотренного выше (рисунок 3) , при максимальной нагрузке способна обеспечить излучение магнитной энергии внутри катушки равное 500 Вт. Такой мощности недостаточно для нагрева большого объёма воды, а сооружение индукционной катушки высокой мощности потребует изготовление схемы, в которой необходимо будет использовать очень дорогие радиоэлементы.
- Бюджетным решением организации индукционного нагрева жидкости , является использование нескольких устройств описанных выше, расположенных последовательно. При этом, спирали должны находиться на одной линии и не иметь общего металлического проводника.
- В качестве используется труба из нержавеющей стали диаметром 20 мм. На трубу «нанизываются» несколько индукционных спиралей, таким образом, чтобы теплообменник оказался в середине спирали и не соприкасался с её витками. При одновременном включении 4 таких устройств, мощность нагрева будет составлять порядка 2 Квт, что уже достаточно для проточного нагрева жидкости при небольшой циркуляции воды, до значений позволяющих использовать данную конструкцию в снабжении тёплой водой небольшого дома.
- Если соединить такой нагревательный элемент с хорошо изолированным баком , который будет расположен выше нагревателя, то в результате получится бойлерная система, в которой нагрев жидкости будет осуществляться внутри нержавеющей трубы, нагретая вода будет подниматься вверх, а её место будет занимать более холодная жидкость.
- Если площадь дома значительна , то количество индукционных спиралей может быть увеличено до 10 штук.
- Мощность такого котла можно легко регулировать путём отключения или включения спиралей. Чем больше одновременно включённых секций, тем больше будет мощность работающего таким образом отопительного устройства.
- Для питания такого модуля понадобится мощный блок питания. Если есть в наличии инверторный сварочный аппарат постоянного тока, то из него можно изготовить преобразователь напряжения необходимой мощности.
- Благодаря тому, что система работает на постоянном электрическом токе , который не превышает 40 В, эксплуатация такого устройства относительно безопасна, главное обеспечить в схеме питания генератора блок предохранителей, которые в случае короткого замыкания обесточат систему, там самым исключив возможность возникновения пожара.
- Можно таким образом организовать “бесплатное” отопление дома , при условии установки для питания индукционных устройств аккумуляторных батарей, зарядка которых будет осуществляться за счёт энергии солнца и ветра.
- Аккумуляторы следует объединить в секции по 2 шт., подключённые последовательно. В результате, напряжение питания при таком подключении будет не менее 24 В., что обеспечит работу котла на высокой мощности. Кроме этого, последовательное подключение позволит снизить силу тока в цепи и увеличить срок эксплуатации аккумуляторов.
- Эксплуатация самодельных устройств индукционного нагрева , не всегда позволяет исключить распространение вредного для человека электромагнитного излучения, поэтому индукционный котёл следует устанавливать в нежилом помещении и экранировать оцинкованной сталью.
- Обязательно при работе с электричеством следует соблюдать правила техники безопасност и, особенно это касается сетей переменного тока напряжением 220 В.
- В качестве эксперимента можно изготовить варочную поверхность для приготовления пищи по схеме указанной в статье, но эксплуатировать данный прибор постоянно не рекомендуется по причине несовершенства самостоятельного изготовления экранирования данного устройства, из-за этого возможно воздействие на организм человека вредного электромагнитного излучения, способного негативно сказаться на здоровье.
Бытовая индукционная печь способна с легкостью обогреть жилище. В промышленности данные устройства задействованы в плавке различных металлов. Дополнительно они могут участвовать в термообработке деталей, а также их закалке. Основным преимуществом печи индукционного типа является простота использования. Вдобавок, они просты в обслуживании и не требуют периодических осмотров, что очень важно.
Для установки данного устройства абсолютно не нужно выделять отдельное помещение. Производительность у этих приборов очень хорошая. Во многом это связано с тем, что в конструкции отсутствуют детали, которые подвержены механическому износу. В целом печи индукционного типа являются безопасными для здоровья человека и опасности во время эксплуатации не представляют.
Как это работает?
Работа индукционной печи начинается с подачи переменного тока на генератор. При этом он проходит через специальный индуктор, который находится внутри конструкции. Далее в устройстве задействуется конденсатор. Его основной задачей является образование колебательного контура. При этом вся система настраивается на рабочую частоту. Индуктор в печи занимается созданием переменного магнитного поля. В это время напряжение в устройстве возрастает до 200 В.
Для замыкания цепи в системе имеется феромагнитный сердечник, однако он устанавливается не во всех моделях. Впоследствии магнитное поле взаимодействует с заготовкой и создает мощный поток. Далее происходит индуцирование электропроводящего элемента и возникает вторичное напряжение. При этом в конденсаторе образуется вихревой ток. Согласно закону Джоуля-Ленца он отдает свою энергию индуктору. В результате заготовка в печи нагревается.
Самодельные печи индукционного типа
Индукционная печь своими руками делается строго по чертежам с соблюдением правил безопасности. Корпус устройства следует подбирать из алюминиевого сплава. В верхней части конструкции должна быть предусмотрена большая площадка. Ее толщина обязана составлять не менее 10 мм. Для набивки тигля чаще всего используют шаблон из стали. Для слива расплавленного металла потребуется полость футеровки в виде носика. При этом в конструкции должна иметься площадка для набивки.
Для секций над шаблоном устанавливают изолирующую подставку. Непосредственно под ней будет располагаться шарнирная опора. С целью охлаждения индуктора в печи должен иметься штуцер. Напряжение на прибор подается через мост, который находится в нижней части устройства. Для наклона емкости индукционная печь, своими руками сделанная, должна иметь отдельный редуктор. При этом лучше всего сделать рукоять, чтобы была возможность сливать металл вручную.
Печи компании «Термолит»
Индукционные печи для плавки металла данной торговой марки имеют приемлемую мощность преобразователя. При этом емкость камер в моделях может сильно отличаться. Средняя скорость плавления металла составляет 0.4 т/ч. При этом номинальное напряжение питающей сети колеблется в районе 0.3 В. Расход воды в печи индукционного типа зависит от системы охлаждения. Обычно данный параметр составляет 10 куб.м/ч. При этом удельный расход электроэнергии довольно высокий.
Характеристики печи «Термолит ТМ1»
Данная печь для плавки (индукционная) имеет общую емкость 0.03 тонны. При этом мощность преобразователя составляет только 50 кВт, а средняя скорость плавления — 0.04 тонны в час. Напряжение питающей среды должно быть не менее 0.38 В. Расход воды для охлаждения в этой модели незначительный. Во многом это связано с малой мощностью устройства.
Из недостатков следует выделить большой расход электроэнергии. В среднем за час работы печи потребляется примерно 650 кВт. Преобразователь частоты в данной модели имеется класса «ТПЧ-50». В целом «Термолит ТМ1» является оборудованием экономным, но со слабой производительностью.
Печь индукционного типа «ТГ-2»
Индукционные плавильные печи серии «ТГ» выпускаются с емкостью камеры 0.6 тонны. Номинальная мощность устройства составляет 100 кВт. При этом за час непрерывной работы есть возможность расплавить 0.16 тонны цветных металлов. Питается данная модель от сети с напряжением 0.3 В.
Расход воды у печи «ТГ-2» индукционного типа довольно значительный и за час работы в среднем расходуется до 10 кубических метров жидкости. Все это связано с необходимостью интенсивного охлаждения редуктора. Положительной стороной является умеренное потребление электроэнергии. Обычно за час эксплуатации потребляется до 530 кВт электричества. Преобразователь частоты в модели «ТГ-2» установлен класса «ТПЧ-100».
Печи «Термо Про»
Основными модификациями оборудования от данной компании являются индукционные плавильные печи «САТ 05», «САК-1», и «СОТ 05». Средняя номинальная температура плавления составляет у них 900 градусов. При этом мощность устройств колеблется в районе 150 кВт. Дополнительно следует отметить хорошую их производительность. За час работы цветных металлов можно расплавить 80 кг. При этом многие модели «Термо Про» изготавливаются для узконаправленного использования. Некоторые из них предназначены исключительно для работы с алюминием, в то время как другие модификации служат для расплавления свинца или олова.
Модификация «САТ 05»
Данная индукционная печь предназначена для расплава алюминия. Мощность этого устройства составляет ровно 20 кВт. При этом за час работы можно пропускать до 20 кг металла. Емкость камеры в модели «САТ 05» составляет 50 кг, а преобразователь частоты имеется класса «ТПЧ».
Батареи в устройстве установлены конденсаторного типа. В нижней части конструкции производителем проведен специальный водоохлаждаемый кабель. Пульт управления в данной модели имеется. Среди прочего следует отметить большой комплект печи «САТ 05». Включает он в себя все монтажные принадлежности, а также эксплуатационные документы.
Параметры печи «САК-1»
Данная индукционная печь чаще всего используется для плавки свинца, а также олова. В отдельных случаях разрешается закладывать медь, однако производительность значительно падает. Средняя температура плавления колеблется в районе 1000 градусов, мощность данное устройство имеет в 250 кВт. За час непрерывной работы есть возможность пропустить до 400 кг цветных металлов. При этом емкость оборудования позволяет загружать до 1000 кг материала. Напряжение питающей сети составляет 0.3 кВ.
Расход воды для охлаждения модели «САК-1» незначительный. За час печью потребляется примерно 10 кубических метров жидкости. Удельный расход электроэнергии также небольшой и составляет 530 кВт. Преобразователь частоты в данной конструкции предусмотрен марки «ТПЧ-400». В целом модель «САК-1» получилась экономичной и простой в использовании.
Обзор модели «САК 05»
Индукционные печи для плавки металла «САК 05» отличаются большой емкостью — 0.5 т. При этом мощность питающего преобразователя составляет 400 кВт. Рабочая скорость расплавления в данной печи довольно высокая. Номинальное напряжение устройства равняется 0.3 кВ. За час работы воды для охлаждения системы расходуется примерно 11 кубических метров. Также следует отметить, что расход электроэнергии немалый и составляет 530 кВт. Преобразователь частоты в устройстве имеется класса «ТПЧ-400». При этом он способен нагнетать предельную температуру до 800 градусов. Предназначена индукционная печь «САК 05» исключительно для расплава алюминия и бронзы. Теплообменный шкаф установлен производителем марки «ИМ». Еще следует отметить удобный пульт для управления. Сигнализация и гидростанция в системе имеются.
Помимо прочего, в стандартный комплект включается набор турбошин и монтажных принадлежностей. В целом модель «САК 05» получилась довольно защищенной, и пользоваться ей можно без риска для здоровья. Во многом это было достигнуто за счет штоков, которые крепятся на гидроцилиндрах. При этом металл практически не брызгает. Непосредственно подстройка частоты во время работы происходит в автоматическом режиме. Конденсаторы применяются в этой модели среднего напряжения.
Индукционная тигельная печь своими руками:схемы, конструкция
Для организации плавки металла вполне может использоваться индукционная печь. Ее принцип работы был заложен в далеком 19 веке путем открытий в физике. Суть его в том, что вырабатывается тепло от электричества, которое создает переменное магнитное поле. Таким образом, из электромагнитной энергии образуется электрическая, а из нее – тепловая.
Классификация
Если классифицировать индукционные печи по масштабам использования, то можно выделить два типа: промышленные и бытовые. Однако есть и такое условное разделение:
1. Канальные. По конструкции они похожи на трансформаторы. Индуктор в такой конструкции находится вокруг металла. Индукционная печь такого типа при первом запуске заливается расплавленным металлом, может использоваться металлический шаблон. После завершения процесса сырье сливается частично, чтобы оставить часть на следующую плавку.
Разновидность индукционных печей — канальные2. Тигельные. Распространенный вариант в металлургическом производстве, используемый для обработки и плавки металлов всех видов (сталь, алюминий, магний, медь, драгоценные, цветные металлы и пр.). Индукционная тигельная печь используется и в других отраслях, к примеру, в ювелирном деле. В таких устройствах нет сердечника. Важное преимущество тигельных устройств – простота исполнения. Тигель погружается в индуктор для последующего нагрева металла. Такая емкость может быть изготовлена из графита, керамики, стали и прочих материалов.
Разновидность индукционных печей — канальные
Современные модели тигельных индукционных печей
3. Вакуумные. Эффективное средство для удаления из расплава различных примесей.
Разновидность индукционных печей — вакуумнаяЭто разделение, конечно, относится к промышленным индукционным печам. Что касается бытовых устройств, они делятся на такие типы:
- Для приготовления пищи. Важная характеристика таких плит – экономный расход электроэнергии. К тому же они характеризуются повышенным уровнем безопасности.
- Для отопления. Небольшие отопительные устройства используются в схемах систем автономного отопления.
По организации процесса могут быть разного действия:
- непрерывного;
- полунепрерывного;
- периодического.
Тигельные устройства
Индукционные печи без сердечника называют тигельными. Основа их схемы – плавильный тигель. Его изготавливают из огнеупорного материала, устанавливают в полость индуктора. В тигель загружается металлический элемент, через который проходит электромагнитная энергия.
Плавильная тигельная индукционная печь промышленного образцаПреимущества тигельные печей:
- не используются промежуточные нагревательные элементы;
- в тигельной печи может создаваться любая атмосфера: от нейтральной до окислительной;
- высокая эффективность, обеспеченная мощностью;
- слабое загрязнение воздуха;
- удобство и простота обслуживания;
- обеспечивается быстрый переход с одного металла на другой.
Из недостатков можно выделить низкую температуру шлаков.
Работа промышленной тигельной индукционной печи
По конструкции тигля бывают такие схемы тигельных печей:
- с холодильным;
- с графитовым;
- с металлическим;
- с керамическим тиглем.
Отличие самодельного и заводского устройства
Многих интересует, может ли быть изготовлена индукционная печь своими руками. Ведь это достаточно сложное устройство. Однако довольно простой принцип работы позволяет реализовать задачу самостоятельно. Опытные специалисты могут создать прибор своими руками буквально из подручных материалов, руководствуясь простыми схемами. Для работы понадобятся определенные знания, навыки. Схемы можно использовать готовые.
Конструкция индукционной печи серийного производстваПреимущества
Рассматривая индукционные печи, нельзя не отметить их достоинства. А они таковы:
- Обеспечивается моментальный нагрев.
- Создается фокусировка энергии.
- Отсутствует угар.
- Можно изменять емкость, частоту в широких пределах.
- Можно использовать не только для прямого обогрева, но и применять в качестве источника для водяного контура.
- Теплоносителем могут быть любые жидкие составы: вода, масло, антифриз и прочие.
- Экономичнее стандартных электрических нагревателей.
- Обладают высокой надежностью.
- Изготовленная индукционная печь своими руками может использоваться в частных целях и для отопления, и для создания ювелирных украшений.
- Для организации домашнего отопления не требуется отдельное помещение, поскольку печь может устанавливаться в любой комнате, работает бесшумно.
- Может использоваться в качестве основного источника тепла или же участвовать в комбинированной схеме с участием других приборов.
- Простота и надежность конструкции гарантируют отсутствие необходимости в сервисном обслуживании.
- Приборы отвечают требованиям пожарной безопасности, не выделяют вредных веществ.
Особенности работы плит
Индукционными могут быть не только печи, но и плиты. Сегодня на рынке бытовой техники широко представлены различные варианты исполнения. И они успешно ломают представление об электрических плитах, как о блинах или спиралях, которые раскаляются докрасна.
Индукционная панель в домеВажная особенность таких плит – необходимость использовать специальную посуду, поскольку традиционные варианты в большинстве случаев не подходят. Нужны изделия из ферримагнитного сплава. Посуда пропускает через себя магнитное поле, которое в результате физических реакций преобразуется в тепловую энергию, используемую для нагрева продуктов, воды и т. д. При этом сам прибор не нагревается! А когда кастрюля или сковорода убирается с плиты, нагрев прекращается (сердечник размыкается).
В результате можно выделить несколько существенных плюсов индукционных плит:
- КПД таких устройств высокий – 90%. Это очень хороший показатель, если сравнивать с другими вариантами подогрева пищи. Например, у электрических этот параметр меньше, у газовых – еще меньше.
- Обеспечивается высокая точность контакта с нагреваемой поверхностью. Достаточно закрыть 70% рабочей поверхности, чтобы устройство самостоятельно определило площадь обогрева и начало действовать.
- Приготовление блюд на таких плитах ускоряется. Это положительный момент, однако при первом знакомстве нужно учесть этот факт, чтобы еда не пригорела. Пища, вода будет нагреваться моментально.
- Производители намеренно оснащают подобное оборудование дополнительные функциями, чтобы расширить их применение.
- Если на такую рабочую поверхность попадает еда, воды или еще что-то, что сопровождает приготовление пищи, ничего не пригорает, не появляется запах.
- Плита не нагревается, выглядит привлекательно. Может поставляться как отдельно стоящая конструкция, так и встроенная.
- Не требуется специальных условий ухода. Можно использовать губку и моющее средство.
- Безопасность эксплуатации на высоте, однако панели рекомендуется располагать на столешнице, но не стиральных, посудомоечных, холодильниках и прочих приборах.
Примечание: Однако нужно помнить, что при работе индукционной печи человеку приходится находиться рядом с ней, а значит, на него действуют вихревые токи, что может иметь нежелательные последствия. И, конечно, для работы с техникой потребуется особая посуда, о чем уже было сказано.
Конструкция
Классическая индукционная печь имеет такой состав:
- корпус;
- индуктор;
- генератор;
- камера (если устройство используется для плавления) или нагревательный элемент (если прибор применяется для обогрева).
Питание от генератора запускает токи в индуктор, создающий источник вихревых токов – электромагнитное поле. Оно поглощается металлом, в результате чего он нагревается, расплавляется (в зависимости от необходимости).
Отопительная система
Организация отопления с помощью индукционного котлаПримечание: Для организации индукционной печи своими руками в схеме часто используются бюджетные варианты сварочных инверторов. И тут нужно учесть энергопотребление такого оборудования, поэтому для подачи напряжения потребуется кабель сечением 4–6 мм2.
Такие системы управляются автоматически, являются закрытыми. Дополнительно нужен насос, обеспечивающий циркуляцию теплоносителя. Также должен быть предусмотрен манометр и приспособление, которое обеспечит эффективный выход воздуха из системы.
Регламентируются такие расстояния:
- от стен, других предметов – более 30 см;
- от пола, потолка – 1 м.
Генератор
Индукторы в бытовых условиях могут работать от преобразователей разных частот или от генераторов. В промышленных масштабах используются специальные установки. Если индукционная печь создается своими руками, необходимо использовать высокочастотные генераторы. При этом оборудование должно давать достаточно мягкий спектр тока. Рекомендуемая частота – 27,12 МГц.
Индуктор
Можно использовать разные модификации индуктора. Центральный элемент – металлическое или графитовое изделие. Вокруг него наматывается проводник. Нихромовая спираль и графитовые щетки прогреваются до высоких температур.
Схема организации отопления с применением индукционного котлаДля изготовления индуктора лучше всего использовать спираль, внутренний диаметр ее может составлять 80–150 мм. Материалом для создания может служить ПЭВ 0,8. Число витков диаметром 10 мм может составлять 8–10, расстояние между которыми – 5–7 мм.
Охлаждение
Чтобы индукционная печь работала эффективнее, требуется создание охлаждения. Это необходимое условие не только для промышленных, но и бытовых устройств. Если же самодельное устройство создается небольшой мощности, к тому же будет использоваться непродолжительные отрезки времени, тогда вполне можно обойтись в схеме и без охлаждения.
Эта функция не может быть реализована домашним мастером, поскольку окалина на меди приводит к прекращению работы печи, а значит, потребуется замена индуктора.
Организация отопления с помощью индукционного котлаВ промышленных условиях используется либо воздушное в комбинации с водяным, либо только водяное охлаждение. Воздушный метод в одиночку не используется, поскольку вентилятор может нарушить процесс, что приведет к понижению коэффициента полезного действия.
Безопасность
Если рядом находится индукционная печь, самая большая опасность – термические ожоги. К тому же нужно учитывать пожарную опасность прибора. Устройства нельзя перемещать во время их работы. И особенно внимательно нужно относиться к условиям безопасности, если индукционная печь используется в жилых домах.
Создание отопительной системы на базе индукционного котлаСледует понимать, что такие приборы обеспечивают нагрев всего окружающего пространства, включая приборы, металлические предметы, ткани людей и т. д. Если у человека есть имплантированные кардиостимуляторы, это нужно учитывать при использовании печи.
Создаем
Индукционные печи очень часто делают своими руками умельцы, которые занимаются изготовлением изделий из металла. Для этих целей может использоваться питание от трансформатора или электросети. Также подобные устройства могут использоваться для обогрева помещений.
Создание индукционного котла своими руками
Для сборки печи своими руками можно использовать высокочастотный генератор. Частота его колебаний, как упоминалось, может составлять 27,12 МГц. Схема включает в себя 4 тетрады, а также лампу, необходимую для сигнализации о возможности старта функционирования.
Ручка конденсатора в таком устройстве находится снаружи. Перед сборкой подобной печи нужно учесть факторы, влияющие на скорость плавки:
- мощность генератора;
- частота;
- вихревые потери;
- скорость теплопередачи.
Необходимо применять ламы высокой мощности – до 4 штук. Для питания используется сеть 220 В с выпрямителем. Если индукционные печи используются для обогрева, тогда применяется нихромовая спираль, для плавки – графитовые щетки.
Нужно помнить, что при первом пуске не стоит сразу подавать максимальное напряжение, это следует делать постепенно, добавляя по 12 В. При этом нужно смотреть за транзисторами, которые могут быть только теплыми, но ни в коем случае не горячими.
Итоги
Как видим, индукционные печи представляют собой полезное устройство, которое нашло широкое применение в быту и промышленности. В первом случае распространение этих приборов во многом обеспечено возможностью их создания своими руками. Это позволяет владельцу сэкономить и получить эффективное устройство, которое можно использовать или для плавки металла, или для отопления помещений.
Установки твч с регулятором частоты. Как своими руками собрать индукционную печь для плавки металла в домашних условиях. Индукционная печь на транзисторах: схема
Не рекомендуется использовать установку людям с вживлёнными кардиостимуляторами!Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке. Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.
По договоренности возможна термическая обработка и закалка металлических и стальных деталей с большими чем в данной таблице габаритами.
Термическая обработка (термообработка стали) металлов и сплавов в Москве – это услуга, которую предоставляет своим заказчикам наш завод. У нас есть все необходимое оборудование, за которым работают квалифицированные специалисты. Все заказы мы выполняем качественно и в установленные сроки. Так же мы принимаем и выполняем заказы на термообработку сталей и ТВЧ поступающие к нам и из других регионов России.
Основные виды термической обработки стали
Отжиг I рода:
Отжиг I рода диффузионный (гомогенизация) — Быстрый нагрев до t 1423 К, длительная выдержка и последующее медленное охлаждение. Происходит Выравнивание химической неоднородности материала в крупных фасонных отливках из легированной стали
Отжиг I рода рекристаллизационный — Нагрев до температуры 873-973 К, длительная выдержка и последующее медленное охлаждение. Происходит Уменьшение твердости и увеличение пластичности после холодного деформирования (обработка является межоперационной)
Отжиг I рода уменьшающий напряжения — Нагрев до температуры 473-673 К и последующее медленное охлаждение. Происходит Снятие остаточных напряжений после литья, сварки, пластической деформации или механической обработки.
Отжиг II рода:
Отжиг II рода полный — Нагрев до температуры выше точки Ас3 на 20-30 К, выдержка и последующее охлаждение. Происходит Снижение твердости, улучшение обрабатываемости, снятие внутренних напряжений в доэвтектоидной и эвтектоидной сталях перед закалкой (см.примечание к таблице)
Отжиг II рода неполный — Нагрев до температуры между точками Ac1 и Ас3, выдержка и последующее охлаждение. Происходит Снижение твердости, улучшение обрабатываемости, снятие внутренних напряжений в заэвтектоидной стали перед закалкой
Отжиг II рода изотермический — Нагрев до температуры на 30-50 К выше точки Ас3 (для доэвтектоидной стали) или выше точки Ас1 (для заэвтектоидной стали), выдержка и последующее ступенчатое охлаждение. Происходит Ускоренная обработка небольших прокатных изделий или поковок из легированной и высокоуглеродистой сталей с целью снижения твердости, улучшения обрабатываемости, снятия внутренних напряжений
Отжиг II рода сфероидизирующий — Нагрев до температуры выше точки Ас1 на 10-25 К, выдержка и после-дующее ступенчатое охлаждение. Происходит Уменьшение твердости, улучшение обрабатываемости, снятие внутренних напряжений в инструментальной стали перед закалкой, повышение пластичности низколегированной и среднеуглеродистой сталей перед холодным деформированием
Отжиг II рода светлый — Нагрев в контролируемой среде до температуры выше точки Ас3 на 20-30 К, выдержка и последующее охлаждение в контролируемой среде. Происходит Защита поверхности стали от окисления и обезуглероживания
Отжиг II рода Нормализация (нормализационный отжиг) — Нагрев до температуры выше точки Ас3 на 30-50 К, выдержка и последующее охлаждение на спокойном воздухе. Происходит Исправление структуры герегретой стали, снятие внутренних напряжений в деталях из конструкционной стали и улучшение их обрабатываемости, увеличение глубины прокаливаемости инструм. стали перед закалкой
Закалка:
Закалка непрерывная полная — Нагрев до температуры выше точки Ас3 на 30-50 К, выдержка и последующее резкое охлаждение. Происходит Получение (в сочетании с отпуском) высокой твердости и износостойкости деталей из доэвтектоидной и эвтектоидной сталей
Закалка неполная — Нагрев до температуры между точками Ас1 и Ас3, выдержка и последующее резкое охлаждение. Происходит Получение (в сочетании с отпуском) высокой твердости и износостойкости деталей из заэвтектоидной стали
Закалка прерывистая — Нагрев до t выше точки Ас3 на 30-50 К (для доэвтектоидной и эвтектоидной сталей) или между точками Ас1 и Ас3 (для заэвтектоидной стали), выдержка и последующее охлаждение в воде, а затем в масле. Происходит Уменьшение остаточных напряжений и деформаций в деталях из высокоуглеродистой инструментальной стали
Закалка изотермическая — Нагрев до температуры выше точки Ас3 на 30-50 К, выдержка и последующее охлаждение в расплавленных солях, а затем на воздухе. Происходит Получение минимальной деформации (коробления), повышение пластичности, предела выносливости и сопротивления изгибу деталей из легированной инструментальной стали
Закалка ступенчатая — То же (отличается от изотермической закалки меньшим временем пребывания детали в охлаждающей среде). Происходит Уменьшение напряжений, деформаций и предупреждение образования трещин в мелком инструменте из углеродистой инструментальной стали, а также в более крупном инструменте из легированной инструментальной и быстрорежущей стали
Закалка поверхностная — Нагрев электрическим током или газовым пламенем поверхностного слоя изделия до закалочной t с последующим быстрым охлаждением прогретого слоя. Происходит Повышение поверхностной твердости на определенную глубину, износоустойчивость и повышенная выносливость деталей машин и инструментов
Закалка с самоотпуском — Нагрев до температуры выше точки Ас3 на 30-50 К, выдержка и последующее неполное охлаждение. Сохранившееся внутри детали тепло обеспечивает отпуск закаленного наружного слояМестное упрочнение ударного инструмента несложной конфигурации из углеродистой инструментальной стали, а также при индукционном нагреве
Закалка с обработкой холодом — Глубокое охлаждение после закалки до температуры 253-193 К. Происходит Повышение твердости и получение стабильных размеров деталей из высоколегированной стали
Закалка с подстуживанием — Нагретые детали перед погружением в охлаждающую среду некоторое время охлаждаются на воздухе или выдерживаются в термостате с пониженной t. Происходит Сокращение цикла термической обработки стали (применяется обычно после цементации).
Закалка светлая — Нагрев в контролируемой среде до температуры выше точки Ас3 на 20-30 К, выдержка и последующее охлаждение в контролируемой среде. Происходит Защита от окисления и обезуглероживания сложных деталей пресс-форм, штампов и приспособлений, не подвергаемых шлифованию
Отпуск низкий — Нагрев в интервале температуры 423-523 К и последующее ускоренное охлаждение. Происходит Снятие внутренних напряжений и уменьшение хрупкости режущего и мерительного инструмента после поверхностной закалки; для цементируемых деталей после закалки
Отпуск средний — Нагрев в интервале t = 623-773 К и последующее медленное или ускоренное охлаждение. Происходит Повышение предела упругости пружин, рессор и других упругих элементов
Отпуск высокий — Нагрев в интервале температур 773-953 К и последующее медленное или быстрое охлаждение. Происходит Обеспечение высокой пластичности деталей из конструкционной стали, как правило, при термическом улучшении
Термическое улучшение — Закалка и последующий высокий отпуск. Происходит Полное снятие остаточных напряжений. Обеспечение сочетания высокой прочности и пластичности при окончательной термической обработке деталей из конструкционной стали, работающих при ударных и вибрационных нагрузках
Термомеханическая обработка — Нагрев, быстрое охлаждение до 673-773 К, многократное пластическое деформирование, закалка и отпуск. Происходит Обеспечение для проката и деталей простой формы, не подвергаемых сварке, повышенной прочности по сравнению с прочностью, полученной при обычной термической обработке
Старение — Нагрев и длительная выдержка при повышенной температуре. Происходит Стабилизация размеров деталей и инструментов
Цементация — Насыщение поверхностного слоя мягкой стали углеродом (науглероживание). Сопровождается последующей закалкой с низким отпуском. Глубина цементированного слоя составляет 0,5-2 мм. Происходит Придание изделию высокой поверхностной твердости с сохранением вязкой сердцевины. Цементации подвергаются углеродистые или легированные стали с содержанием углерода: для мелких и средних изделий 0,08-0,15 %, для более крупных 0,15-0,5%. Цементации подвергаются зубчатые колеса, поршневые пальцы и др.
Цианирование — Термохимическая обработка стальных изделий в растворе цианистых солей при температуре 820. Происходит Насыщения поверхностного слоя стали углеродом и азотом (слой 0,15-0,3 мм.) Цианированию подвергаются малоуглеродистые стали, вследствие чего наряду с твердой поверхностью изделия обладают вязкой сердцевиной. Такие изделия отличаются высоким сопротивлением износу и стойкостью против ударных нагрузок.
Азотирование (нитрирование) — Насыщение азотом поверхностного слоя стальных изделий на глубину 0,2-0,3 мм. Происходит Придание высокой поверхностной твердости, повышенного сопротивления истиранию и коррозии. Азотированию подвергаются калибры, шестерни, шейки валов и др.
Обработка холодом — Охлаждение после закалки до температуры ниже нуля. Происходит Изменение внутренней структуры закаливаемых сталей. Применяется для инструментальных сталей, цементируемых изделий, некоторых высоколегированных сталей.
МЕТАЛЛОВ ТЕРМИЧЕСКАЯ ОБРАБОТКА (ТЕРМООБРАБОТКА), определенный временной цикл нагрева и охлаждения, которому подвергают металлы для изменения их физических свойств. Термообработка в обычном смысле этого термина проводится при температурах, не достигающих точки плавления. Процессы плавления и литья, оказывающие существенное влияние на свойства металла, в это понятие не включаются. Изменения физических свойств, вызываемые термической обработкой, обусловлены изменениями внутренней структуры и химических соотношений, происходящими в твердом материале. Циклы термической обработки представляют собой различные комбинации нагрева, выдерживания при определенной температуре и быстрого или медленного охлаждения, соответствующие тем структурным и химическим изменениям, которые требуется вызвать.
Зернистая структура металлов. Всякий металл обычно состоит из множества соприкасающихся друг с другом кристаллов (называемых зернами), как правило, имеющих микроскопические размеры, но иногда и видимых простым глазом. Внутри каждого зерна атомы расположены так, что образуют правильную трехмерную геометрическую решетку. Тип решетки, называемый кристаллической структурой, является характеристикой материала и может быть определен методами рентгеноструктурного анализа. Правильное расположение атомов сохраняется в пределах всего зерна, если не считать небольших нарушений, таких, как отдельные узлы решетки, случайно оказавшиеся вакантными. Все зерна имеют одинаковую кристаллическую структуру, но, как правило, по-разному ориентированы в пространстве. Поэтому на границе двух зерен атомы всегда менее упорядочены, чем внутри них. Этим объясняется, в частности, то, что границы зерен легче поддаются травлению химическими реагентами. На полированной плоской поверхности металла, обработанной подходящим травителем, обычно выявляется четкая картина границ зерен. Физические свойства материала определяются свойствами отдельных зерен, их воздействием друг на друга и свойствами границ зерен. Свойства металлического материала существенным образом зависят от размеров, формы и ориентации зерен, и цель термической обработки состоит в том, чтобы управлять этими факторами.
Атомные процессы при термической обработке. При повышении температуры твердого кристаллического материала его атомам становится все легче переходить из одного узла кристаллической решетки в другой. Именно на этой диффузии атомов и основана термическая обработка. Наиболее эффективный механизм движения атомов в кристаллической решетке можно представить себе как движение вакантных узлов решетки, которые всегда имеются в любом кристалле. При повышенных температурах благодаря увеличению скорости диффузии ускоряется процесс перехода неравновесной структуры вещества в равновесную. Температура, при которой заметно повышается скорость диффузии, неодинакова для разных металлов. Она обычно выше для металлов с высокой температурой плавления. В вольфраме с его температурой плавления, равной 3387 C, рекристаллизация не происходит даже при красном калении, тогда как термическую обработку алюминиевых сплавов, плавящихся при низких температурах, в некоторых случаях оказывается возможным проводить при комнатной температуре.
Во многих случаях термической обработкой предусматривается очень быстрое охлаждение, называемое закалкой, цель которого сохранить структуру, образовавшуюся при повышенной температуре. Хотя, строго говоря, такую структуру нельзя считать термодинамически устойчивой при комнатной температуре, практически она вполне устойчива благодаря низкой скорости диффузии. Очень многие полезные сплавы обладают подобной «метастабильной» структурой.
Изменения, вызываемые термической обработкой, могут быть двух основных видов. Во-первых, и в чистых металлах, и в сплавах возможны изменения, затрагивающие только физическую структуру. Это могут быть изменения напряженного состояния материала, изменения размеров, формы, кристаллической структуры и ориентации его кристаллических зерен. Во-вторых, изменяться может и химическая структура металла. Это может выражаться в сглаживании неоднородностей состава и образовании выделений другой фазы, во взаимодействии с окружающей атмосферой, созданной для очистки металла или придания ему заданных поверхностных свойств. Изменения того и другого вида могут происходить одновременно.
Снятие напряжений. Деформация в холодном состоянии повышает твердость и хрупкость большинства металлов. Иногда такое «деформационное упрочнение» желательно. Цветным металлам и их сплавам обычно придают ту или иную степень твердости холодной прокаткой. Малоуглеродистые стали тоже часто упрочняют холодным деформированием. Высокоуглеродистые стали, доведенные холодной прокаткой или холодным волочением до повышенной прочности, необходимой, например, для изготовления пружин, обычно подвергают отжигу для снятия напряжений нагревают до сравнительно низкой температуры, при которой материал остается почти столь же твердым, как и раньше, но в нем исчезают неоднородности распределения внутренних напряжений. Благодаря этому ослабевает тенденция к растрескиванию, особенно в коррозионных средах. Такое снятие напряжений происходит, как правило, за счет локального пластического течения в материале, не приводящего к изменениям общей структуры.
Рекристаллизация. При разных методах обработки металлов давлением нередко требуется сильно изменять форму заготовки. Если формообразование должно проводиться в холодном состоянии (что часто диктуется практическими соображениями), то приходится разбивать процесс на ряд ступеней, в промежутках между ними проводя рекристаллизацию. После первой ступени деформации, когда материал упрочнен настолько, что дальнейшее деформирование может привести к разрушению, заготовку нагревают до температуры, превышающей температуру отжига для снятия напряжений, и выдерживают для рекристаллизации. Благодаря быстрой диффузии при такой температуре за счет атомной перестройки возникает совершенно новая структура. Внутри зеренной структуры деформированного материала начинают расти новые зерна, которые с течением времени полностью ее заменяют. Сначала образуются мелкие новые зерна в местах наибольшего нарушения старой структуры, а именно на старых границах зерен. При дальнейшем отжиге атомы деформированной структуры перестраиваются так, что тоже становятся частью новых зерен, которые растут и в конце концов поглощают всю старую структуру. Заготовка сохраняет прежнюю форму, но она теперь из мягкого, ненапряженного материала, который может быть подвергнут новому циклу деформирования. Такой процесс можно повторять несколько раз, если этого требует заданная степень деформирования.
Холодная обработка это деформирование при температуре, слишком низкой для рекристаллизации. Для большинства металлов данному определению соответствует комнатная температура. Если деформирование производится при достаточно высокой температуре, так что рекристаллизация успевает следовать за деформированием материала, то такая обработка называется горячей. Пока температура остается достаточно высокой, его можно сколь угодно сильно деформировать. Горячее состояние металла определяется, в первую очередь, тем, насколько его температура близка к точке плавления. Высокая ковкость свинца означает, что он легко рекристаллизуется, т. е. его «горячую» обработку можно проводить при комнатной температуре.
Контроль текстуры. Физические свойства зерна, вообще говоря, неодинаковы в разных направлениях, так как каждое зерно это монокристалл с собственной кристаллической структурой. Свойства металлического образца представляют собой результат усреднения по всем зернам. В случае беспорядочной ориентации зерен общие физические свойства одинаковы во всех направлениях. Если же некоторые кристаллические плоскости или атомные ряды большинства зерен параллельны, то свойства образца становятся «анизотропными», т. е. зависящими от направления. В этом случае у чашечки, полученной глубоким выдавливанием из круглой пластинки, будут «язычки», или «фестоны», на верхней кромке, объясняющиеся тем, что в одних направлениях материал деформируется легче, чем в других. При механическом формообразовании анизотропия физических свойств, как правило, нежелательна. Но в листах магнитных материалов для трансформаторов и других устройств очень желательно, чтобы направление легкого намагничения, которое в монокристаллах определяется кристаллической структурой, во всех зернах совпадало с заданным направлением магнитного потока. Таким образом, «предпочтительная ориентация» (текстура) может быть желательна или нежелательна в зависимости от назначения материала. Вообще говоря, при рекристаллизации материала его предпочтительная ориентация меняется. Характер этой ориентации зависит от состава и чистоты материала, от вида и степени холодной деформации, а также от длительности и температуры отжига.
Контроль размера зерен. Физические свойства металлического образца в значительной мере определяются средним размером зерен. Наилучшим механическим свойствам почти всегда соответствует мелкозернистая структура. Уменьшение размера зерна часто является одной из целей термической обработки (а также плавления и литья). При повышении температуры ускоряется диффузия, а потому средний размер зерна увеличивается. Границы зерен смещаются так, что более крупные зерна растут за счет мелких, которые, в конце концов, исчезают. Поэтому завершающие процессы горячей обработки обычно проводят при возможно более низкой температуре, чтобы были минимальны размеры зерен. Часто специально предусматривают низкотемпературную горячую обработку, в основном для уменьшения размеров зерен, хотя того же результата можно достичь холодной обработкой с последующей рекристаллизацией.
Гомогенизация. Процессы, о которых говорилось выше, протекают и в чистых металлах, и в сплавах. Но существует ряд других процессов, которые возможны лишь в металлических материалах, содержащих два или большее число компонентов. Так, например, в отливке сплава почти наверняка будут неоднородности химического состава, что определяется неравномерным процессом затвердевания. В затвердевающем сплаве состав твердой фазы, образующейся в каждый данный момент, не таков, как в жидкой, находящейся с ней в равновесии. Следовательно, состав твердого вещества, возникшего в начальный момент затвердевания, будет иным, нежели в конце затвердевания, а это и ведет к пространственной неоднородности состава в микроскопическом масштабе. Такая неоднородность устраняется простым нагреванием, особенно в сочетании с механическим деформированием.
Очистка. Хотя чистота металла определяется в первую очередь условиями плавления и литья, очистка металла часто достигается термической обработкой в твердом состоянии. Примеси, содержащиеся в металле, реагируют на его поверхности с атмосферой, в которой он нагревается; так, атмосфера водорода или другого восстановителя может превратить значительную часть оксидов в чистый металл. Глубина такой очистки зависит от способности примесей диффундировать из объема на поверхность, а поэтому определяется длительностью и температурой термической обработки.
Выделение вторичных фаз. В основе большинства режимов термической обработки сплавов лежит один важный эффект. Он связан с тем, что растворимость в твердом состоянии компонентов сплава зависит от температуры. В отличие от чистого металла, в котором все атомы одинаковы, в двухкомпонентном, например твердом, растворе имеются атомы двух разных сортов, случайно распределенные по узлам кристаллической решетки. Если увеличивать количество атомов второго сорта, то можно достичь состояния, когда они не смогут просто замещать атомы первого сорта. Если количество второго компонента превышает этот предел растворимости в твердом состоянии, в равновесной структуре сплава появляются включения второй фазы, отличающиеся по составу и структуре от исходных зерен и обычно разбросанные между ними в виде отдельных частиц. Такие частицы второй фазы могут оказывать сильное влияние на физические свойства материала, что зависит от их размера, формы и распределения. Эти факторы можно изменять термической обработкой (термообработкой).
Термическая обработка — процесс обработки изделий из металлов и сплавов путём теплового воздействия с целью изменения их структуры и свойств в заданном направлении. Это воздействие может сочетаться также с химическим, деформационным, магнитным и др.
Историческая справка о термической обработке.
Человек использует Термическую обработку металлов с древнейших времён. Ещё в эпоху энеолита, применяя холодную ковку самородных золота и меди, первобытный человек столкнулся с явлением наклёпа, которое затрудняло изготовление изделий с тонкими лезвиями и острыми наконечниками, и для восстановления пластичности кузнец должен был нагревать холоднокованую медь в очаге. Наиболее ранние свидетельства о применении смягчающего отжига наклёпанного металла относятся к концу 5-го тысячелетия до н. э. Такой отжиг по времени появления был первой операцией Термической обработки металлов. При изготовлении оружия и орудий труда из железа, полученного с использованием сыродутного процесса, кузнец нагревал железную заготовку для горячей ковки в древесноугольном горне. При этом железо науглероживалось, то есть происходила цементация одна из разновидностей химико-термической обработки. Охлаждая кованое изделие из науглероженного железа в воде, кузнец обнаружил резкое повышение его твёрдости и улучшение др. свойств. Закалка в воде науглероженного железа применялась с конца 2 начала 1-го тысячелетия до н. э. В «Одиссее» Гомера (8 7 вв. до н. э.) есть такие строки: «Как погружает кузнец раскалённый топор иль секиру в воду холодную, и зашипит с клокотаньем железо крепче железо бывает, в огне и воде закаляясь». В 5 в. до н. э. этруски закаливали в воде зеркала из высокооловянной бронзы (скорее всего для улучшения блеска при полировке). Цементацию железа в древесном угле или органическом веществе, закалку и отпуск стали широко применяли в средние века в производстве ножей, мечей, напильников и др. инструментов. Не зная сущности внутренних превращений в металле, средневековые мастера часто приписывали получение высоких свойств при Термической обработке металлов проявлению сверхъестественных сил. До середины 19 в. знания человека о Термической обработке металлов представляли собой совокупность рецептов, выработанных на основе многовекового опыта. Потребности развития техники, и в первую очередь развития сталепушечного производства, обусловили превращение термообработки металлов из искусства в науку. В середине 19 в., когда армия стремилась заменить бронзовые и чугунные пушки более мощными стальными, чрезвычайно острой была проблема изготовления орудийных стволов высокой и гарантированной прочности. Несмотря на то что металлурги знали рецепты выплавки и литья стали, орудийные стволы очень часто разрывались без видимых причин. Д. К. Чернов на Обуховском сталелитейном заводе в Петербурге, изучая под микроскопом протравленные шлифы, приготовленные из дул орудий, и наблюдая под лупой строение изломов в месте разрыва, сделал вывод, что сталь тем прочнее, чем мельче её структура. В 1868 Чернов открыл внутренние структурные превращения в охлаждающейся стали, происходящие при определённых температурах. которые он назвал критическими точками а и b. Если сталь нагревать до температур ниже точки а, то её невозможно закалить, а для получения мелкозернистой структуры сталь следует нагревать до температур выше точки b. Открытие Черновым критических точек структурных превращений в стали позволило научно обоснованно выбирать режим Термической обработки для получения необходимых свойств стальных изделий.
В 1906 А. Вильм (Германия) на изобретённом им дуралюмине открыл старение после закалки (см. Старение металлов) важнейший способ упрочения сплавов на разной основе (алюминиевых, медных, никелевых, железных и др.). В 30-е гг. 20 в. появилась термомеханическая обработка стареющих медных сплавов, а в 50-е термомеханическая обработка сталей, позволившая значительно повысить прочность изделий. К комбинированным видам Термической обработки относится термомагнитная обработка, позволяющая в результате охлаждения изделий в магнитном поле улучшать их некоторые магнитные свойства.
Итогом многочисленных исследований изменений структуры и свойств металлов и сплавов при тепловом воздействии явилась стройная теория Термической обработки металлов.
Классификация видов Термической обработки основывается на том, какого типа структурные изменения в металле происходят при тепловом воздействии. Термическая обработка металлов подразделяется на собственно термическую, заключающуюся только в тепловом воздействии на металл, химико-термическую, сочетающую тепловое и химическое воздействия, и термомеханическую, сочетающую тепловое воздействие и пластическую деформацию. Собственно термическая обработка включает следующие виды: отжиг 1-го рода, отжиг 2-го рода, закалку без полиморфного превращения и с полиморфным превращением, старение и отпуск.
Азотирование — насыщение поверхности металлических деталей азотом с целью повышения твёрдости, износоустойчивости, предела усталости и коррозионной стойкости. Азотированию подвергают сталь, титан, некоторые сплавы, наиболее часто легированные стали, особенно хромоалюминиевые, а также сталь, содержащую ванадий и молибден.
Азотирование стали происходит при t 500 650 С в среде аммиака. Выше 400 С начинается диссоциация аммиака по реакции Nh4 3H + N. Образовавшийся атомарный азот диффундирует в металл, образуя азотистые фазы. При температуре азотирования ниже 591 С азотированный слой состоит из трёх фаз (рис.): µ нитрида Fe2N, ³» нитрида Fe4N, ± азотистого феррита, содержащего около 0,01% азота при комнатной температуре. При температуре азотирования 600 650 С возможно образование ещё и ³-фазы, которая в результате медленного охлаждения распадается при 591 C на эвтектоид ± + ³1. Твёрдость азотированного слоя увеличивается до HV = 1200 (соответствует 12 Гн/м2) и сохраняется при повторных нагревах до 500 600 C, что обеспечивает высокую износоустойчивость деталей при повышенных температурах. Азотированные стали значительно превосходят по износоустойчивости цементированные и закалённые стали. Азотирование длительный процесс, для получения слоя толщиной 0,2 0,4 мм требуется 20 50 ч. Повышение температуры ускоряет процесс, но снижает твёрдость слоя. Для защиты мест, не подлежащих азотированию, применяются лужение (для конструкционных сталей) и никелирование (для нержавеющих и жаропрочных сталей). Для уменьшения хрупкости слоя азотирования жаропрочных сталей иногда ведут в смеси аммиака и азота.
Азотирование титановых сплавов проводится при 850 950 С в азоте высокой чистоты (азотирование в аммиаке не применяется из-за увеличения хрупкости металла).
При азотировании образуется верхний тонкий нитридный слой и твёрдый раствор азота в ±-титане. Глубина слоя за 30 ч 0,08 мм с поверхностной твёрдостью HV = 800 850 (соответствует 8 8,5 Гн/м2). Введение в сплав некоторых легирующих элементов (Al до 3%, Zr 3 5% и др.) повышает скорость диффузии азота, увеличивая глубину азотированного слоя, а хром уменьшает скорость диффузии. Азотирование титановых сплавов в разреженном азоте позволяет получать более глубокий слой без хрупкой нитридной зоны.
Азотирование широко применяют в промышленности, в том числе для деталей, работающих при t до 500 600 С (гильз цилиндров, коленчатых валов, шестерён, золотниковых пар, деталей топливной аппаратуры и др.).
Лит.: Минкевич А. Н., Химико-термическая обработка металлов и сплавов, 2 изд., М., 1965: Гуляев А. П..Металловедение, 4 изд., М., 1966.
Закалка стали с помощью ТВЧ установок обеспечивают поверхностную твердость и износостойкость материала, не изменяя его свойства в сердцевине. Они имеют возможность регулировки степени твердости. Данные показатели рассчитываются индивидуально для каждой стальной детали, так как зависят от ее характеристик. Приобрести индукционные установки ТВЧ для поверхностной закалки стали предлагает «Завод преобразователей ТВЧ».
Применение и комплектация установок ТВЧ для закалки
ТВЧ установки для закалки используются для деталей с обязательной повышенной твердости к поверхности, которые выполняют кручение, трение или изгиб. В оборудовании применяются транзисторные преобразователи частоты ППЧ-66 кГц мощностью от 50 до 320 кВт. Установки индукционной закалки ТВЧ успешно монтируются на замену старых ламповых генераторов ВЧГ и тиристорных преобразователей частоты ТПЧР. Использование данного оборудования при крупных объемах работ станет высокоэффективным, благодаря производительности установок индукционной закалки стали.
Характеристики установок для поверхностной закалки
Оборудование для поверхностной закалки ТВЧ различаются по следующим параметрам:
- Номинальной частоте, кГц;
- Диапазону рабочей частоты, кГц;
- Входному напряжению, U;
- Мощности, кВт;
- Диаметру закаливаемых деталей, мм;
- Длине закаливаемых швов, мм.
Данные установки имеют высокую эффективность использования. Они позволяют выполнять большой объем работ благодаря высокой производительности и автоматизации процесса закалки. Использование термообработки с помощью данного оборудования исключает окисление и увеличивает допустимые показатели деформации стали.
Чтобы заказать индукционные установки для поверхностной закалки ТВЧ в ООО «Завод преобразователей ТВЧ», обратитесь к нам по телефонам на сайте. Наши специалисты расскажут вам о комплектации оборудования, его технических параметрах и оформят ваш заказ.
Закалка – это неотъемлемая часть производственного процесса термообработки металлических изделий. Производится закалка ТВЧ в целях повышения прочности изделия и увеличения его срока эксплуатации. Раньше закалка металла производилась в раскаленном масле, на открытом огне или в электрических печах, однако сейчас появилось индукционное оборудование, позволяющее производить обработку металла быстро и качественно, повышая его износостойкость и устойчивость к внешним воздействиям.
Установка для закалки ТВЧ
Производителями индукционного оборудования были разработаны линии установок, подходящих для определенного технологичного процесса термообработки металла. Печь для закалки токами высокой частоты – это закалочный станок или закалочный комплекс. Если предприятия производит большой объем изделий, нуждающихся в термообработке и закалке, то лучше всего приобретать закалочный комплекс, комплектация которого включает в себя все необходимое для комфортной обработки металла.
В комплектацию закалочного комплекса входят: индукционная установка, закалочный станок, модуль охлаждения, манипулятор, пульт управления, а если заказчику необходимо, то набор индукторов для обработки изделий, имеющих различную форму и размеры.
Закалочный станок может быть двух типов: горизонтальный и вертикальный. Горизонтальный закалочный станок больше всего подходит для обработки изделий более 3000 мм длиной, а вертикальный менее 3000 мм длиной.
Закалка ТВЧ – достоинства индукционных печей
Установка для закалки ТВЧ отлично справляется со своими функциями, по этой причине быстро стала занимать лидирующие позиции среди всех существующих на сегодняшний день видов нагрева.
У индукционных печей , предназначенных для закалки ТВЧ, есть очень много достоинств. Основные преимущества закалки ТВЧ:
- Закалка ТВЧ имеет высокое качество, так как тепло образуется напрямую в металле, равномерно распределяясь по всей его поверхности.
- Оборудование для закалки токами высокой частоты обладает компактным размером, благодаря чему не занимает много места в цеху и может устанавливаться на предприятиях с небольшой площадью.
- Закалка ТВЧ происходит за короткий промежуток времени, что дает возможность увеличить уровень производимой продукции.
- Индукционный нагрев по праву признан экологически чистым. Он не вредит и не создает дискомфорта сотрудникам предприятия находящимся в цеху.
- Закалочный комплекс ЭЛСИТ облает автоматизированным программным обеспечением, позволяющим производить закалку с высокой точностью.
Закалка ТВЧ становится все более популярной, поэтому, если вы еще не приобрели индукционное оборудование, то задумайтесь над этим.
отопление на основе плавки металла
Индукционная печь знакома, прежде всего, людям, связанным с металлургией. В печах на индукционном нагреве производится плавка металлов. Созданы печи такого типа и для обогрева жилища. Мастера умельцы собирают индукционную печь из подручных материалов.
Что это за печь и каков ее принцип работы?
Индукционная печь: принцип работы
В основе работы устройства лежит индукционный нагрев. Речь идет о получении тепла от электрического тока, который вырабатывается переменным магнитным полем. Но не нужно путать такое оборудование с электрическими котлами и печами. В индуктор, который представляет собой несколько витков провода, помещается электропроводящая заготовка. Заготовку берут графитовую или металлическую. При помощи специального генератора в индукторе запускаются мощные токи различной частоты. Вокруг индуктора, в свою очередь, создается электромагнитное поле. Электромагнитное поле оказывает воздействие на графитовую заготовку и создает в ней вихревые токи. Эти токи разогревают заготовку. Вот принцип работы индукционной печи.
Возникающая высокая температура может использоваться:
- Для обогрева жилища;
- Для плавки различных металлов;
- Для поверхностной закалки металлов;
- Для термообработки деталей.
Виды печей на индукционном нагреве
Можно выделить два вида печей, в соответствии с их назначением. Это:
- Индукционные плавильные печи. Сюда относятся электрические печи для выплавки металлов. Нагрев в печах производится за счет действия вихревых токов, которые возникают в тигле или непосредственно в металле. Удобнее производить плавку в тигле (емкости, куда помещаются исходные материалы), изготовленном из неметаллического вещества. Распространено применение печей небольшого размера в ювелирном деле. Вакуумные индукционные печи предназначены для выплавки стали и сплавов повышенной чистоты.
- Бытовые индукционные печи. Это конструкции, применяемые для обогрева жилища. Они могут быть выполнены как автономные агрегаты, или как индукционные котельные установки.
Третий вариант устройства, работающего на индукционном нагреве – индукционная бытовая плита. Ее используют современные хозяйки, чтобы готовить пищу и значительно экономить электрическую энергию.
Как сделать индукционную печь
Современные мастера легко могут собрать обогревательное устройство, в которых применяется индукционный нагрев. При этом они могут преследовать различные цели. Ими может быть создана:
Индукционная плавильная печь своими руками. В обычном гараже или мастерской они создают нагревательное устройство для работы с небольшим количеством металла. Чаще всего это драгоценные металлы, из которых изготавливаются авторские ювелирные изделия, другие металлы, применяемые в украшениях из камня, или иных целях. Ток для них может поступать как из электрической сети, так и через трансформатор.
Печь индукционная бытовая. Домашний мастер может применять ее для обогрева гаража, теплицы, мастерской, сделать печь для дачного домика, либо в качестве дополнительного обогревателя в городской квартире.
Схема индукционной печи включает индуктор, общий каркас, камеру для плавки (если печь используется как плавильная) или нагревательный элемент. В соответствии с этой схемой собрать конструкцию может человек, обладающий знаниями в области физики на достаточном уровне. Самодельную печь можно изготовить двумя способами. В первом случае печь выполняется с применением графитовых щеток. Во втором – для нагрева используется нихромовая спираль. Первый вариант нацелен на плавку металлов. Второй может использоваться для нагрева окружающего воздуха. Нихромовая спираль подключается к сети с напряжением в 220 вольт. Индукционная печь — схема ее сборки и подключения размещена на тематических сайтах и форумах, и доступна для скачивания. Собирать индукционные печи своими руками довольно выгодно.
Обогреваем дом
В торговой сети можно найти индукционные котлы трансформаторного типа, работающие на токах промышленной частоты (массивные), и компактные котлы на токах высокой частоты. Это – надежные и долговечные нагревательные устройства. Они эргономичны, и позволяют оптимально расходовать электрическую энергию.
Индукционные печи для дома (котлы) быстро нагревают воду в контуре и поддерживают стабильную температуру. В печи предусмотрена система управления, позволяющая регулировать и температуру воздуха в доме, и температуру теплоносителя.
Индукционная печь цена которой очень розница в разных регионах страны как и котел функционирует практически бесшумно, эффективно, автономно. Простое устройство индукционной печи снижает до минимума необходимость ремонтных работ. В ней отсутствуют сложные элементы, которые могли бы выходить из строя.
Преимущества индукционного котла
- Не требует отдельного помещения для установки;
- Совместим с другими, традиционными системами обогрева;
- Его эксплуатация не предполагает проведения профилактических работ;
- Минимизирует уровень накипи внутри отопительной системы;
- Способен использовать в системе любые жидкие теплоносители;
- Конструкция не содержит элементов, подверженных механическому износу;
- Отличается повышенным уровнем пожарной безопасности.
Работа устройства осуществляется от индукционной катушки, которая использует переменный ток частотой 50 Гц. Работающая катушка формирует магнитное поле. В течение всего периода эксплуатации данный элемент не требует ремонта или обслуживания.
Индукционная печь – купить ее можно в специализированных магазинах. При покупке следует внимательно прочитать инструкцию, либо расспросить продавца, чтобы под видом индукционной вам не продали обычную электрическую печь.
Козырьки и навесы. Наружные и внутренние лестницы. Комплектующие
Не рекомендуется использовать установку людям с вживлёнными кардиостимуляторами!Печь для плавки металлов в домашних условиях может использоваться также для быстрого нагрева металлических элементов, например, при их лужении или формовке. Характеристики работы представленных установок можно подогнать под конкретную задачу, меняя параметры индуктора и выходной сигнал генераторных установок — так можно добиться их максимальной эффективности.
Домашнее декоративное растение, которое показано на видео, на самом деле искусно замаскированная плавильня. Эта идея станет настоящей находкой для тех, кто время от времени работает с металлом, чтобы изготовить на этой очередную поделку из алюминия или другого металла, но в мастерской или дома мало места, чтобы под каждую вещь иметь свое место.
Кое-какие изобретения для себя вы найдете в в этом китайском магазине .
Необходимые средства.
В этом проекте мы используем в одинаковых пропорциях песок и гипс, чтобы сделать простую плавильню, достаточно мощную, чтобы за секунду расплавить металлический лом и приятную на вид, чтобы не приходилось ее прятать. Это мини плавильня для металла.
Для начала нам понадобятся большие мешки с песком и гипсом. И то и другое можно купить в строительном магазине. Также нужно металлическое ведро на 9 с половиной литров и покрывало чтобы накрыть им рабочие место, потому что, скорее всего, мы его немного запачкаем. Ведро на два с половиной литра можно использовать как мерное, но вы скоро увидите что у него есть и более важное значение.
Для нашей огнеупорной футеровки используем следующий рецепт 4,2 литра гипса, 4,2 литра песка, а также 3 литра воды. Когда вода соприкоснется с сухой смесью, начнется обратный отсчет. У нас будет около 15. Так что, начнем все перемешивать. Очень важно чтобы вся сухая смесь намокла, избавляетесь от комков как можно быстрее.
После пары минут перемешивания смесь должна стать довольно жидкой и примерно одного цвета. Убедившись, что не осталось никаких комков, переходим к переливанию. Осторожно перелейте смесь в металлическое ведро, стараясь ничего не расплескать. Смеси хватит, чтобы заполнить ведро, оставив сверху примерно 8 см.
Теперь мы можем взять пластиковое мерное ведро и использовать его для формирования центра плавильни. Можно заполнить его водой,чтобы придать вес, но подойдут также песок или камни. Когда мы вталкиваем ведро, смесь поднимается, но не выливаестя. Смесь уже начала твердеть. Так что давайте подвигаем ведро вверх и вниз, чтобы разровнять. Нужно удерживать ведро в таком положении 2-3 минуты, за это время гипс достаточно затвердеет, чтобы ведро оставалась на месте.
Для полного затвердевания нужно около одного часа, но гипс достаточно мягкий, чтобы подровнять его. Если смочить тряпку и осторожно провести ее сверху, можно очень хорошо подровнять гипс и придать ему красивую текстуру. Когда все закончите, оставьте все сохнуть примерно на час.
Плавильный тигель из огнетушителя.
Почему бы не превратить этот старый огнетушитель в плавильный тигель? Можно понять, что он сделан из стали, потому что, если поднести магнит, он притягивается. С алюминием такого не происходит.
Сбросив давление в баллоне, открутим верхний клапан, чтобы легко и безопасно распилить его слесарной ножовкой, на что ушло меньше минуты. Для тигеля мы будем использовать нижнюю часть, потому что это по сути стальная емкость 8 см в диаметре и 13 см высотой. Хороший размер для нашей самодельной мини плавильни.
К этому моменту гипс должен хорошо затвердеть. Выльем воду. Далее используйте щипцы или нечто подобное, чтобы осторожно притянуть одну из сторон ведра к центру Теперь, если взяться обеими руками и немного покрутить, ведро освободится и его будет легко вытащить.
Мы получили удивительно гладкую поверхность, благодаря которой наши самодельная плавильная выглядит на удивление профессионально.
Отверстие для подвода воздуха.
Нам не хватает только отверстия для подвода воздуха и крышки. Давайте ими займемся. Насадка для кольцевой пилы на три с половиной сантиметра отлично подходит для этой трубки. Если установить центр насадки на верхней линии ведра, можно начать осторожно прорезать металл. Когда мы пройдем сквозь металл, нужно наклонить инструмент вниз примерно на 30 см, что легко, потому что гипс еще не полностью затвердел и режется, как масло. Теперь у нас есть отверстие, в которое отлично входит трубка воздуходувки. Она будет размещена в нескольких сантиметрах от дна.
Воздуходувка.
Теперь, если тигель не выдержит и выльет расплавленный металл, в плавильне металл остается внутри, а не польется по трубке наружу. Воздуходувку сделать очень просто. Для начала нужно взять трубку на 3 см, она будет находиться рядом с горячими углями.
Также понадобится трубка из ПВХ на 3 см. Как видите, нарезка с одного конца муфта накручивается на металлическую трубку, а адаптер с другой стороны просто накручивается на трубку из ПВХ.
Крышка.
Давайте пойдем еще дальше. Сделаем крышку, которая поможет сохранить температуру. Нужна пара U-болтов на 10 см. Поместим их вертикально в широкое ведро, наполненное половиной начального объема нашей смеси. Спустя час гипс затвердеет и его легко можно достать из ведра. И вот крышка для плавильни готова.
Отверстие для сброса давления.
Нужно сделать отверстие для сброса давления. его можно сделать до затвердевания, но можно просверлить дрелью с насадкой на 8 сантиметров. Когда отверстие будет сделано, у вас получится крышка, которая похожа на огромный пончик. Такая конструкция позволяет сбрасывать давление и плавить металл даже не снимая крышку.
Заключение.
Если развести огонь, можно увидеть,что внутри становится так жарко, что банка из под газировки плавится за секунду и тигель наполняется жидким алюминием. С такой миниплавильней мы можем расплавить алюминий у себя во дворе и отливать все, что может прийти на ум.
Лучше всего то, что когда вы не плавите лом, плавильня не занимает место и не бросается в глаза. Вы можете вставить внутрь горшок с растением и мгновенно превратить ее в часть декора. Эта превращающаяся в горшок плавильня нечто большее, чем кажется. Только сделайте вашу плавильню устойчивой , это крайне важно для техники безопасности.
Кстати, вы можете попробовать применить плавильную печь как кузнечный горн или даже как барбекю, ведь в конце концов она работает на угле.
Теперь вы знаете, как из широко доступных материалов сделать мини плавильню, достаточно мощную, чтобы плавить металл за секунды и при этом достаточно приятную на вид, чтобы не приходилось ее прятать. Переведено и озвучено каналом Наука и техника.
В другой публикации еще полезное про .
Если вы хотите плавить металл и придавать ему различную форму, вам понадобится печь, способная разогреться до достаточно высокой температуры, чтобы расплавить металл. Можно купить готовую печь или сделать ее самостоятельно из герметичного ведра для мусора. Для начала обрежьте ведро, чтобы оно имело подходящие размеры, и застелите внутреннюю поверхность термостойким изоляционным материалом. Затем покройте крышку теплоизоляцией и плотно приладьте ее, чтобы она удерживала тепло и избыточное давление. Наконец, установите нагревательный элемент, и вы сможете плавить металл!
Шаги
Часть 1
Корпус печиОбрежьте с помощью угловой шлифовальной машины стальное мусорное ведро так, чтобы его высота составляла 45 сантиметров. Найдите стальное ведро для мусора высотой хотя бы 45 сантиметров и диаметром не меньше 40 сантиметров. Если ведро выше 45 сантиметров, поставьте на угловую шлифовальную машину круг для резки металла и включите ее. Осторожно обрежьте верхнюю кромку ведра до нужной высоты.
- При работе с угловой шлифовальной машиной наденьте защитные очки, чтобы прикрыть глаза от металлической стружки.
- Будьте осторожны и не порежьтесь об острые обрезанные края мусорного ведра.
- Если у вас нет угловой шлифовальной машины или вы хотите сделать меньшую печь, можно использовать стальное ведро объемом 10 литров и высотой около 30 сантиметров.
Просверлите в боковой стенке мусорного ведра отверстие на расстоянии 10 сантиметров от дна. Прикрепите к дрели кольцевую пилу диаметром 2,5 сантиметра и плотно зажмите ее. Отметьте место отверстия сбоку ведра примерно на 10 сантиметров выше дна. Просверлите боковую стенку ведра насквозь.
- Через боковое отверстие в печь будет поступать воздух или другой газ.
- Не делайте отверстие возле самого дна, иначе оно может забиться, если в печи разольется жидкость.
Выстелите внутреннюю поверхность ведра слоем ваты из керамического волокна толщиной 5 сантиметров. Вата из керамического волокна обладает теплоизоляционными и огнеупорными свойствами и хорошо подходит для самодельных печей. С помощью универсального ножа вырежьте круглый кусок ваты из керамического волокна такого же диаметра, что и дно мусорного ведра. Протолкните этот кусок в ведро и плотно прижмите его ко дну. После этого плотно оберните ватой внутреннюю сторону боковых стенок мусорного ведра.
- Вату из керамического волокна можно приобрести в магазине хозяйственных товаров или заказать через интернет.
- При контакте с кожей вата из керамического волокна может вызвать раздражение. Чтобы избежать этого, наденьте одежду с длинными рукавами и рабочие перчатки.
Предупреждение: при разрезании ваты из керамического волокна выделяется пыль, которая может нанести вред, если попадет в легкие, поэтому обязательно наденьте респиратор.
Вырежьте вату в том месте, где она закрывает отверстие в мусорном ведре. Найдите отверстие, которое вы проделали в стенке мусорного ведра, и вырежьте в этом месте вату универсальным ножом. Для этого пройдитесь ножом вдоль края отверстия. После того как вы вырежете вату по всей окружности, вытяните ее из отверстия.
Распылите на вату отвердитель и подождите 24 часа. Отвердитель представляет собой химическое соединение, которое активирует частицы керамической ваты, в результате чего она становится тверже и сохраняет свою форму. Залейте отвердитель в бутылку с распылителем и нанесите его на всю поверхность ваты. Подождите хотя бы 24 часа, пока отвердитель застынет на воздухе и укрепит слой ваты.
- Отвердитель можно заказать в интернете.
- Пометьте бутылку, которую вы использовали для отвердителя, чтобы не спутать ее с другими бутылками.
- Некоторые виды керамической ваты уже обработаны отвердителем и начинают затвердевать на воздухе. Проверьте, нет ли на упаковке ваты каких-либо указаний насчет этого.
Нанесите на поверхность ваты печной цемент и дайте ему полностью затвердеть. Перемешайте печной цемент палочкой, чтобы получить однородную смесь. После этого нанесите цемент на поверхность ваты с помощью кисти для краски с 5-сантиметровой щетиной. Необходимо покрыть всю поверхность, чтобы из печи не выходило тепло. Подождите хотя бы 24 часа, чтобы цемент застыл, прежде чем использовать печь.
- Уже разведенный печной цемент можно приобрести в магазине хозяйственных товаров или заказать через интернет.
- Можно обойтись и без печного цемента, однако он поможет продлить срок службы печи и получить гладкую чистую поверхность.
Часть 2
Теплоизоляция крышкиПросверлите вентиляционное отверстие диаметром 5 сантиметров в крышке мусорного ведра. Возьмите крышку к тому ведру, которое вы использовали для корпуса печи. Прикрепите к дрели кольцевую пилу диаметром 5 сантиметров и плотно зажмите ее. Просверлите в крышке вентиляционное отверстие в 7,5–10 сантиметрах в стороне от ручки.
- Используйте кольцевую пилу, предназначенную для сверления металла, чтобы не повредить инструмент.
- Ни в коем случае не используйте крышку, в которой нет вентиляционного отверстия, иначе возросшее давление внутри печи может привести к ее взрыву и разрушению.
Заполните нижнюю часть крышки 5-сантиметровым слоем керамической ваты. Вырежьте круглый кусок ваты из керамического волокна диаметром на 2,5–5 сантиметров больше нижней стороны крышки. Вдавите вату в дно крышки, чтобы она прижалась к бокам и крепко держалась на месте. Продолжайте добавлять слои керамической ваты, пока ее толщина не достигнет 5 сантиметров, чтобы обеспечить максимальную термостойкость.
- При работе с керамической ватой наденьте одежду с длинными рукавами и респиратор N95 или более высокой степени защиты, чтобы предотвратить раздражение и зуд.
- Обязательно изучите этикетку на керамической вате и соблюдайте все рекомендованные меры предосторожности.
- Если керамическая вата не пристает к дну крышки, можно предварительно напылить на него термостойкий клей. Термостойкий клей можно приобрести в магазине хозяйственных товаров или заказать через интернет.
Вырежьте вату там, где она закрывает отверстие в крышке. Переверните крышку ручкой кверху и найдите отверстие, которое вы просверлили в ней. Просуньте универсальный нож вдоль края отверстия и проткните им слой ваты. Разрежьте вату вдоль края отверстия и достаньте вырезанный кусок.
- Отверстие в крышке не должно быть закрыто ватой, иначе в печи не будет нужной вентиляции.
Совет: если вам сложно вырезать вату в отверстии с помощью универсального ножа, попробуйте использовать зазубренный нож для хлеба — возможно, им легче будет разрезать вату.
Нанесите на вату отвердитель и оставьте его застывать на 24 часа. Залейте отвердитель в бутылку с распылителем и нанесите его прямо на керамическую вату на дне крышки. Покройте отвердителем всю поверхность ваты, чтобы она как следует затвердела. После того как вы нанесете отвердитель на вату, оставьте крышку хотя бы на 24 часа в хорошо проветриваемом месте, чтобы он застыл.
- Если у вас нет под рукой бутылки с распылителем, можно нанести отвердитель с помощью кисти для краски.
Нанесите печной цемент на всю поверхность ваты для лучшей теплоизоляции. Перемешайте печной цемент палочкой, чтобы получилась однородная смесь. С помощью 5-сантиметровой кисти нанесите цемент на внешнюю поверхность ваты. Разровняйте цемент кистью и оставьте его хотя бы на 24 часа, чтобы он застыл.
- Прежде чем наносить цемент, подложите под крышку лист картона или салфетки, чтобы не испачкать рабочую поверхность.
Часть 3
Нагревательный элементПроденьте через отверстие в стенке печи стальную трубу или форсунку. Тип трубы зависит от того, что вы собираетесь использовать в качестве источника тепла. Если вы хотите разогревать печь древесным углем, пропустите через отверстие стальную трубу длиной 30 сантиметров и диаметром 2,5 сантиметра. При этом труба должна выступать из внутренней стенки печи хотя бы на 3 сантиметра. Если вы собираетесь использовать пропан, поместите горелку внутрь печи и пропустите конец клапана через боковое отверстие. Расположите конец горелки внутри печи так, чтобы он был направлен от центра.
- Пропановую горелку для печей можно заказать через интернет.
- Не используйте для пропана обычную стальную трубу, так как в этом случае вам будет сложно контролировать пламя.
- К печи можно подсоединить любой баллон с пропаном, однако учтите, что в небольших баллонах быстрее закончится газ.
Разогрейте печь. Если вы используете древесный уголь, заполните дно печи на 5–8 сантиметров брикетами и подожгите их с помощью зажигалки. Включите воздуходувку на минимальной мощности, чтобы печь разогревалась. Если вы используете пропан, откройте вентили на баллоне и горелке. Просуньте зажигалку в середину печи и подожгите пропан. Накройте печь крышкой, чтобы из нее не выходило тепло.
- Регулируйте интенсивность пламени с помощью вентилей на баллоне с пропаном и горелке.
- Пламя может выходить из вентиляционного отверстия в крышке, поэтому будьте осторожны.
- Как правило, печи на угле могут разогреваться примерно до 650 °C, в то время как при использовании пропана температура может достигать 1250 °C.
Расплавьте металл в тигле. Тигель представляет собой металлическую емкость внутри печи, в которой находится расплавленный металл. Положите в тигель металл, который вы хотите расплавить, и поместите его в центр печи с помощью жаростойких щипцов. Подождите, пока печь разогреет тигель и расплавит металл, а затем достаньте его щипцами, чтобы залить в форму.
- С помощью подобной печи можно расплавить легкоплавкие металлы, например алюминий или латунь.
Плавка металла методом индукции широко применяется в различных отраслях: металлургии, машиностроении, ювелирном деле. Простую печь индукционного типа для плавки металла в домашних условиях можно собрать своими руками.
принцип действия
виды
Вихревые токи замыкаются по контуру, ограниченному магнитным полем индуктора. Поэтому нагрев токопроводящих элементов возможен как внутри катушки, так и с внешней ее стороны. Поэтому индукционные печи бывают двух типов:
канальные, в которых емкостью для плавки металлов являются каналы, расположенные вокруг индуктора, а внутри него расположен сердечник;
тигельные, в них используется специальная емкость — тигель, выполненный из жаропрочного материала, обычно съемный.
Канальная печь слишком габаритная и рассчитана на промышленные объемы плавки металлов. Ее используют при выплавке чугуна, алюминия и других цветных металлов. Тигельная печь достаточно компактная, ей пользуются ювелиры, радиолюбители, такую печь можно собрать своими руками и применять в домашних условиях.
устройство
Самодельная печь для плавки металлов имеет достаточно простую конструкцию и состоит из трех основных блоков, помещенных в общий корпус:
генератор переменного тока высокой частоты;
индуктор — спиралевидная обмотка из медной проволоки или трубки, выполненная своими руками;
тигель.
Тигель помещают в индуктор, концы обмотки подключают к источнику тока. При протекании тока по обмотке вокруг нее возникает электромагнитное поле с изменяемым вектором. В магнитном поле возникают вихревые токи, направленные перпендикулярно его вектора и проходят по замкнутому контуру внутри обмотки. Они проходят через металл, положенный в тигеле, при этом нагревая его до температуры плавления.
Быстрый и равномерный нагрев металла сразу после включения установки;
направленность нагрева — греется только металл, а не вся установка;
высокая скорость плавления и однородность расплава;
отсутствует испарение легирующих компонентов металла;
установка экологически чистая и безопасная.
В качестве генератора индукционной печи для плавки металла может быть использован сварочный инвертор. Также можно собрать генератор по представленным ниже схемам своими руками.
Печь для плавки металла на сварочном инверторе
Эта конструкция отличается простотой и безопасностью, так как все инверторы оборудованы внутренними защитами от перегрузок. Вся сборка печи в этом случае сводится к изготовлению своими руками индуктора. Выполняют его обычно в форме спирали из медной тонкостенной трубки диаметром 8-10 мм. Ее сгибают по шаблону нужного диаметра, располагая витки на расстоянии 5-8 мм. Количество витков — от 7 до 12 в зависимости от диаметра и характеристик инвертора. Общее сопротивление индуктора должно быть таким, чтобы не вызвать перегрузки по току в инверторе, иначе он будет отключаться внутренней защитой. Индуктор можно закрепить в корпусе из графита или текстолита и установить внутрь тигель. Можно просто поставить индуктор на термостойкую поверхность. Корпус не должен проводить ток, иначе замыкания вихревых токов будет проходить через него, и мощность установки снизится. По этой же причине не рекомендуется располагать в зоне плавления посторонние предметы. При работе от сварочного инвертора его корпус нужно обязательно заземлить! Розетка и проводка должны быть рассчитаны на потребляемый инвертором ток.
Существует множество различных способов собрать индукционный нагреватель своими руками.
Чтобы собрать установку своими руками, понадобятся следующие детали и материалы:
два полевых транзистора типа IRFZ44V;
два диода UF4007 (можно также использовать UF4001)
резистор 470 Ом, 1 Вт (можно взять два последовательно соединенных по 0,5 Вт)
пленочные конденсаторы на 250 В: 3 штуки емкостью 1 мкФ; 4 штуки — 220 нФ; 1 штука — 470 нФ; 1 штука — 330 нФ;
медные обмоточные провода в эмалевой изоляции Ø1,2 мм;
медные обмоточные провода в эмалевой изоляции Ø2 мм;
два кольца от дросселей, снятых с компьютерного блока питания.
* Полевые транзисторы устанавливают на радиаторы. Поскольку схема в процессе работы сильно греется, радиаторы должны быть достаточно большими. Можно установить их и на один радиатор, но тогда нужно изолировать транзисторы от металла с помощью прокладок и шайб из резины и пластика.
* Необходимо изготовить два дросселя. Для их изготовления нужна медная проволока диаметром 1,2 мм, ее наматывают на кольца, снятые с блока питания любого компьютера. Эти кольца состоят из порошкового ферромагнитного железа. На них необходимо намотать от 7 до 15 витков провода, пытаясь выдерживать расстояние между витками.
* Собирают вышеперечисленные конденсаторы в батарею общей емкостью 4,7 мкФ. Соединение конденсаторов — параллельное.
* Выполняют обмотку индуктора из медной проволоки диаметром 2 мм. Наматывают на подходящий по диаметру тигля цилиндрический предмет 7-8 витков обмотки, оставляют достаточно длинные концы для подключения к схеме.
* Соединяют элементы на плате согласно схеме. В качестве источника питания используют аккумулятор на 12 В, 7,2 A / h. Ток в режиме работы — около 10 А, емкости аккумулятора в этом случае хватит примерно на 40 минут. При необходимости производят корпус печи из термостойкого материала, например, текстолита. Мощность устройства можно изменить, поменяв количество витков обмотки индуктора и их диаметр.
При длительной работе элементы нагревателя могут перегреваться! Для их охлаждения можно использовать вентилятор.
Более мощную индукционную печь для плавки металлов можно собрать своими руками на электронных лампах. Для генерации высокочастотного тока используются 4 лучевые лампы, соединенные параллельно. Как индуктор используется медная трубка диаметром 10 мм. Установка оснащена подстроечным конденсатором для регулирования мощности. Представляется частота — 27,12 МГц.
Для составления схемы необходимы:
4 электронные лампы — тетрода, можно использовать 6L6, 6П3 или Г807;
4 дросселя на 100 … 1000 мкГн;
4 конденсатора на 0,01 мкФ;
неоновая лампа-индикатор;
подстроечный конденсатор.
Индукционная печь для плавки металла схема. Индукционная печь своими руками
Домашняя индукционная печь справляется с плавкой относительно небольших порций металла. Однако такой горн не нуждается ни в дымоходе, ни в мехах, подкачивающих воздух в зону плавки. А всю конструкцию подобной печи можно разместить на письменном столе. Поэтому разогрев с помощью электрической индукции является оптимальным способом плавки металлов в домашних условиях. И в этой статье мы рассмотрим конструкции и схемы сборки подобных печей.
Как устроена индукционная печь – генератор, индуктор и тигель
В заводских цехах можно встретить канальные индукционные печи для плавки цветных и черных металлов. У этих установок очень высокая мощность, задаваемая внутренним магнитопроводом, который повышает плотность электромагнитного поля и температуру в тигле печи.
Однако канальные конструкции расходуют большие порции энергии и занимают много места, поэтому в домашних условиях и небольших мастерских применяется установка без магнитопровода – тигельная печь для плавки цветного/черного металла. Такую конструкцию можно собрать даже своими руками, ведь тигельная установка состоит из трех основных узлов:
- Генератора, выдающего переменный ток с высокими частотами, которые необходимы для повышения плотности электромагнитного поля в тигле. Причем, если диаметр тигля можно будет сопоставить с длинной волны частоты переменного тока, то такая конструкция позволит трансформировать в тепловую энергию до 75 процентов электричества, потребляемого установкой.
- Индуктора – медной спирали, созданной на основе точного просчета не только диаметра и количества витков, но и геометрии проволоки, используемой в этом процессе. Контур индуктора должен быть настроен на усиление мощности в результате возникновения резонанса с генератором, а точнее с частотой питающего тока.
- Тигля – тугоплавкого контейнера, в котором и происходит вся плавильная работа, инициируемая за счет возникновения в структуре металла вихревых токов. При этом диаметр тигля и прочие габариты этого контейнера определяются строго по характеристикам генератора и индуктора.
Такую печь может собрать любой радиолюбитель. Для этого ему нужно найти правильную схему и запастить материалами и деталями. Перечень всего этого вы сможете найти ниже по тексту.
Из чего собирают печи – подбираем материалы и детали
В основе конструкции самодельной тигельной печи лежит простейший лабораторный инвертор Кухтецкого. Схема этой установки на транзисторах имеет следующий вид:
На основе этого рисунка-схемы вы сможете собрать индукционную печь, используя следующие компоненты:
- два транзистора – желательно полевого типа и марки IRFZ44V;
- медный провод диаметром 2 миллиметра;
- два диода марки UF4001, еще лучше — UF4007;
- два дроссельных кольца – их можно извлечь из старого блока питания от десктопа;
- три конденсатора емкостью по 1 мкФ каждый;
- четыре конденсатора емкостью по 220нФ каждый;
- один конденсатор с емкостью 470 нФ;
- один конденсатор с емкостью 330 нФ;
- один резистор на 1 ватт (или 2 резистора по 0,5 ватта каждый), рассчитанный на сопротивление 470 Ом;
- медный провод диаметром 1,2 миллиметра.
Кроме того, вам понадобится пара радиаторов – их можно снять со старых материнских плат или кулеров для процессоров, и аккумуляторная батарея емкостью не менее 7200 мАч от старого источника бесперебойного питания на 12 В. Ну а емкость-тигель в данном случае фактически не нужна – в печи будет плавиться прутковый металл, который можно удерживать за холодный торец.
Пошаговая инструкция для сборки – несложные операции
Распечатайте и повесьте над рабочим столом чертеж лабораторного инвертора Кухтецкого. После этого разложите все радиодетали по сортам и маркам и разогрейте паяльник. Закрепите два транзистора на радиаторах. А если вы будете работать с печью дольше 10-15 минут подряд, закрепите на радиаторах кулеры от компьютера, подключив их к рабочему блоку питания. Схема распиновки транзисторов из серии IRFZ44V выглядит следующим образом:
Возьмите медную проволоку на 1,2 миллиметра и намотайте на ее на ферритовые кольца, сделав по 9-10 витков. В итоге у вас получатся дроссели. Расстояние между витками определяется диаметром кольца, исходя из равномерности шага. В принципе все можно сделать «на глаз», варьируя число витков в пределах от 7 до 15 оборотов. Соберите батарею из конденсаторов, соединяя все детали параллельно. В итоге у вас должна получиться батарея на 4,7 мкФ.
Теперь сделайте индуктор из медной 2-миллиметровой проволоки. Диаметр витков в этом случае может равняться диаметру фарфорового тигля или 8-10 сантиметрам. Число витков не должно превышать 7-8 штук. Если в процессе испытаний мощность печи покажется вам недостаточной – переделайте конструкцию индуктора, меняя диаметр и число витков. Поэтому на первых парах контакты индуктора лучше сделать не паянными, а разъемными. Далее соберите все элементы на плате из текстолита, опираясь на чертеж лабораторного инвертора Кухтецкого. И подключите к контактам питания аккумулятор на 7200 мАч. Вот и все.
Индукционная печь уже давно не новинка – это изобретение существует еще с 19-го века, однако лишь в наше время, с развитием технологий и элементной базы, оно наконец-то начинает повсеместно входить в быт. Раньше в тонкостях работы индукторных печей было множество вопросов, не все физические процессы были до конца понятны, а сами агрегаты имели массу недостатков и использовались только в промышленности, в основном для плавки металлов.
Теперь же, с появлением мощных высокочастотных транзисторов и дешевых микроконтроллеров, совершивших прорыв во всех сферах науки и техники, появились и по-настоящему эффективные индукционные печи, которые можно свободно использовать для бытовых нужд (готовка еды, подогрев воды, отопление) и даже собрать своими руками.
Физические основы и принцип действия печи
Рис.1. Схема индукционной печиПрежде чем выбрать или изготовить индукторный нагреватель, следует разобраться, что это такое. В последнее время наблюдается вспышка интереса к данной теме, но мало кто имеет полноценное представление о физике магнитных волн. Это породило множество заблуждений, мифов и массу неработоспособных либо небезопасных самоделок. Сделать индукторную печь своими руками можно, но перед этим стоит получить хотя бы элементарные знания.
Индукционная печка по принципу работы основана на явлении электромагнитной индукции. Ключевой элемент здесь – это индуктор, представляющий собой высокодобротную катушку индуктивности. Индукционные печи широко применяются для нагрева или плавления электропроводящих материалов, чаще всего металлов, за счет термического эффекта от наведения в них вихревого электрического тока. Представленная выше схема иллюстрирует устройство этой печи (рис. 1).
Генератором G вырабатывается напряжение переменной частоты. Под действием его электродвижущей силы в катушке индуктора L протекает переменный ток I 1 . Индуктор L совместно с конденсатором C представляет собой колебательный контур, настроенный в резонанс с частотой источника G, благодаря чему эффективность работы печи существенно возрастает.
В соответствии с физическими законами в пространстве вокруг индуктора L возникает переменное магнитное поле H. Это поле может существовать и в воздушной среде, но для улучшения характеристик иногда применяют специальные ферромагнитные сердечники, имеющие лучшую магнитную проводимость в сравнении с воздухом.
Силовые линии магнитного поля проходят сквозь объект W, помещенный внутрь индуктора, и наводят в нем магнитный поток Ф. Если материал, из которого сделана заготовка W, является электропроводным, в ней возникает наведенный ток I 2 , замыкающийся внутри и формирующий вихревые индукционные потоки. В соответствии с законом теплового воздействия электричества вихревые токи разогревают объект W.
Изготовление индуктивного нагревателя
Индукционная печь состоит из двух основных функциональных блоков: индуктора (нагревающая индукционная катушка) и генератора (источника переменного напряжения). Индуктор представляет собой оголенную медную трубку, свернутую в спираль (рис. 2).
Для изготовления своими руками печи мощностью не более 3 кВт индуктор должен быть сделан со следующими параметрами:
- диаметр трубки – 10 мм;
- диаметр спирали – 8-15 см;
- количество витков катушки – 8-10;
- расстояние межу витками – 5-7 мм;
- минимальный просвет в экране – 5 см.
Нельзя допускать соприкосновения соседних витков катушки, соблюдайте указанное расстояние. Индуктор никаким образом не должен соприкасаться с защитным экраном печи, зазор между ними должен быть не меньше указанного.
Изготовление генератора
Рис.3. Схема на лампах
Стоит отметить, что индукционная печь для своего изготовления требует хотя бы средних радиотехнических навыков и умений. Особенно важно обладать ими для создания второго ключевого элемента – высокочастотного генератора тока. Ни собрать, ни воспользоваться сделанной своими руками печью не получится без этих знаний. Более того, это может быть опасно для жизни.
Для тех же, кто берется за это дело со знанием и пониманием процесса, существуют различные способы и схемы, по которым может быть собрана индукционная печь. Выбирая подходящую схему генератора, рекомендуется отказываться от вариантов с жестким спектром излучения. К ним относится широко распространенная схема с использованием тиристорного ключа. Высокочастотное излучение от такого генератора способно создать мощнейшие помехи для всех окружающих радиоприборов.
Еще с середины 20 века среди радиолюбителей большим успехом пользовалась индукционная печь, собранная на 4-х лампах. Ее качество и КПД далеко не самые лучшие, а радиолампы в наше время труднодоступны, тем не менее многие продолжают собирать генераторы именно по этой схеме, так как у нее есть большое преимущество: мягкий, узкополосный спектр генерируемого тока, благодаря которому такая печь излучает минимум помех и максимально безопасна (рис. 3).
Настройка режима работы этого генератора производится при помощи переменного конденсатора C. Конденсатор обязательно должен быть с воздушным диэлектриком, зазор между его пластинами должен составлять не менее 3 мм. На схеме также присутствует неоновая лампа Л, служащая индикатором.
Схема универсального генератора
Современные индукционные печи работают на более совершенных элементах – микросхемах и транзисторах. Большим успехом пользуется универсальная схема двухтактного генератора, развивающая мощность до 1 кВт. Принцип работы основан на генераторе независимого возбуждения, при этом индуктор включен в режиме моста (рис. 4).
Достоинства двухтактного генератора, собранного по такой схеме:
- Возможность работать на 2-й и 3-й моде помимо основной.
- Присутствует режим поверхностного нагрева.
- Диапазон регулирования 10-10000 кГц.
- Мягкий спектр излучения во всем диапазоне.
- Не нуждается в дополнительной защите.
Перестройка частоты осуществляется с помощью переменного резистора R 2 . Рабочий диапазон частот задается конденсаторами C 1 и C 2 . Межкаскадный согласующий трансформатор должен быть с кольцевым ферритовым сердечником сечением не менее 2 кв.см. Намотка трансформатора делается из эмалированного провода сечением 0,8-1,2 мм. Транзисторы нужно усадить на общий радиатор площадью от 400 кв.см.
Заключение по теме
Излучаемое индукторной печкой электромагнитное поле (ЭМП) оказывает воздействие на все проводники вокруг. В том числе происходит влияние на организм человека. Внутренние органы под действием ЭМП равномерно прогреваются, повышается общая температура тела во всем объеме.
Поэтому при работе с печью важно соблюдать определенные меры предосторожности во избежание негативных последствий.
Прежде всего, корпус генератора должен быть экранирован при помощи кожуха из листов оцинкованного железа или сетки с мелкими ячейками. Это снизит интенсивность облучения в 30-50 раз.
Также следует иметь в виду, что в непосредственной близости от индуктора плотность энергетического потока будет выше, особенно вдоль оси намотки. Поэтому индукционная катушка должна быть расположена вертикально, а за нагревом лучше наблюдать издалека.
Сейчас печи с индукционной системой повсеместно используются в процессе плавки металлов. Ток, производимый в поле индуктора, способствует нагреву вещества, и эта особенность таких устройств является не только основной, но и важнейшей. Обработка приводит к тому, что вещество претерпевает несколько превращений. Первым этапом преобразования является электромагнитная стадия, после нее электрическая, а потом и тепловая. Температура, которую выделяет печка, применяется практически без остатка, поэтому такое решение является самым лучшим среди всех прочих. Многих может заинтересовать печь изготовленная. Далее будет рассказано о возможностях реализации подобного решения.
Типы печей для плавки металлов
Этот вид оборудования можно условно разделить на основные категории. У первой в качестве основания выступает сердечный канал, а металл размещается в таких печах кольцевым способом вокруг индуктора. У второй категории нет такого элемента. Этот вид имеет название тигля, и металл тут размещается внутри самого индуктора. Замкнутый сердечник в этом случае использовать технически невозможно.
Базовые принципы
Плавильная печь в данном случае работает на базе явления магнитной индукции. И тут имеется несколько компонентов. Индуктор — это важнейшая составляющая этого приспособления. Он представляет собой катушку, проводниками в которой служат не обычные провода, а медные трубки. Это требование выставляет сама конструкция плавильных печей. Ток, который проходит в индукторе, порождает магнитное поле, оказывающее воздействие на тигель, внутри которого расположен металл. В этом случае на материал возложена роль вторичной трансформаторной обмотки, то есть сквозь него проходит ток, нагревающий его. Так и осуществляется плавление, даже если сделана индукционная печь своими руками. Как построить такой тип печи и увеличить ее эффективность? Это важный вопрос, на который есть ответ. Использование токов повышенной частоты позволяет заметно увеличить степень эффективности оборудования. Для этого уместно использовать специальные блоки питания.
Особенности индукционных печей
Этот тип оборудования обладает определенными характерными чертами, которые являются как преимуществами, так и недостатками.
Так как распределение металла должно быть равномерным, полученный материал характеризуется хорошей однородной массой. Этот тип печи работает за счет транспортировки энергии по зонам, при этом представлена и функция фокусировки энергии. Для использования доступны такие параметры, как емкость, рабочая частота и способ футеровки, а также регуляция температуры, при которой происходит плавление металла, что заметно облегчает рабочий процесс. Имеющийся технологический потенциал печи создает высокий темп плавки, устройства являются экологически чистыми, совершенно безопасными для человека и готовыми к работе в любой момент.
Самым заметным недостатком такого оборудования является сложность его чистки. Так как нагревание шлака происходит исключительно за счет тепла, выделяемого металлом, этой температуры не хватает для обеспечения его полноценного использования. Высокая разница в температуре металла и шлака не позволяет делать процесс удаления отходов максимально простым. В качестве еще одного недостатка принято выделять зазор, из-за которого требуется всегда уменьшать толщину футеровки. Из-за таких действий спустя некоторое время она может оказаться неисправной.
Использование индукционных печей в промышленных масштабах
В промышленности чаще всего встречаются тигельные и канальные индукционные печи. В первых осуществляется плавка любых металлов в произвольных количествах. Емкости для металла в таких вариантах способны умещать до нескольких тонн металла. Конечно, индукционные плавильные печи своими руками в данном случае сделать невозможно. Канальные печи предназначены для выплавки цветных металлов разных видов, а также чугуна.
Этой темой часто интересуются любители радио-проектирования и радио-технологий. Сейчас становится понятно, что создавать индукционные печи своими руками — это вполне реально, а сделать это удавалось очень многим. Однако для создания подобного оборудования требуется воплотить в жизнь действие электрической схемы, которая содержала бы прописанные действия самой печи. Подобные решения требуют привлечения способных производить волновые колебания. Простая индукционная печь своими руками по схеме может быть построена с использованием четырех электронных ламп в комбинации с одной неоновой, подающей сигнал о том, что система готова к работе.
В данном случае ручка конденсатора переменного тока размещается не внутри прибора. Благодаря этому может быть создана индукционная печь своими руками. Схема прибора подробно описывает расположение каждого отдельного элемента. Убедиться в том, что устройство получилось достаточно мощным, можно, если воспользоваться отверткой, которая должна доходить до раскаленного состояния буквально за несколько секунд.
Особенности
Если вами создается индукционная печь своими руками, принцип работы и сборка которой изучается и производится по соответствующей схеме, вам стоит знать, что на скорость плавления в данном случае может повлиять один или несколько факторов, перечисленных далее:
Импульсная частота;
Гистерезисные потери;
Генераторная мощность;
Период выхода тепла наружу;
Потери, связанные с возникновением вихревых токов.
Если вами собирается печь индукционная своими руками, то при использовании ламп требуется помнить, что их мощность должна распределяться так, чтобы четырех штук было достаточно. При использовании выпрямителя получится сеть примерно в 220 В.
Бытовое применение печей
В быту такие устройства используются достаточно редко, хотя подобные технологии можно встретить в отопительных системах. Их можно увидеть в форме микроволновых духовок и В среде новых технологий данная разработка нашла широкое применение. К примеру, использование вихревых индукционных токов в индукционных плитах позволяет готовить огромное разнообразие блюд. Так как для разогрева им требуется очень мало времени, конфорку нельзя включить, если на ней ничего не стоит. Однако для использования таких особых и полезных плит требуется специальная посуда.
Процесс сборки
Индукционная своими руками состоит из индуктора, который представляет собой соленоид, произведенный из водоохлаждаемой медной трубки и тигля, который может быть изготовлен из керамических материалов, а иногда из стали, графита и прочих. В таком устройстве можно выплавлять чугун, сталь, драгоценные металлы, алюминий, медь, магний. Индукционные печи своими руками изготавливаются с емкостью тигля от пары килограмм до нескольких тонн. Они могут быть вакуумными, газонаполненными, открытыми и компрессорными. Питаются печи токами высокой, средней и низкой частоты.
Итак, если вас интересует индукционная печь своими руками, схема предполагает использование таких основных узлов: плавильной ванны и индукционной единицы, в которую включаются подовый камень, индуктор и магнитный сердечник. Канальная печь отличается от тигельной тем, что электромагнитная энергия преобразуется в тепловую в канале тепловыделения, в котором постоянно должно быть электропроводящее тело. Чтобы произвести первичный пуск канальной печи, в нее заливают расплавленный металл либо вставляют шаблон из материала, способного расправиться в печи. Когда плавка завершается, металл сливается не полностью, а остается «болото», предназначенное для заполнения канала тепловыделения для пуска в будущем. Если собирается печь индукционная своими руками, то для облегчения замены подового камня для оборудования он делается отъемным.
Компоненты печи
Итак, если вас интересует индукционная мини-печь своими руками, то важно знать, что ее главным элементом является нагревательная катушка. В случае самодельного варианта достаточно использовать индуктор, выполненный из голой медной трубки, диаметр которой составляет 10 мм. Для индуктора используется внутренний диаметр 80-150 мм, а количество витков — 8-10. Важно, чтобы витки не соприкасались, а расстояние между ними было 5-7 мм. Части индуктора не должны соприкасаться с его экраном, минимальный зазор должен быть 50 мм.
Если вами собирается печь индукционная своими руками, то вы должны знать, что в промышленных масштабах охлаждением индукторов занимается вода или антифриз. В случае малой мощности и непродолжительной работы создаваемого прибора можно обойтись и без охлаждения. Но при работе индуктор сильно нагревается, а окалина на меди может не просто резко снизить КПД устройства, но и привести к полной утрате его работоспособности. Самостоятельно невозможно сделать индуктор с охлаждением, поэтому потребуется его регулярная замена. Нельзя использовать принудительное воздушное охлаждение, так как корпус вентилятора, размещенного поблизости с катушкой, «притянет» к себе ЭМП, что приведет к перегреву и падению КПД печи.
Генератор
Когда собирается индукционная печь своими руками, схема предполагает использование такого важного элемента, как генератор переменного тока. Не стоит пытаться делать печь, если вы не владеете основами радиоэлектроники хотя бы на уровне среднеквалифицированного радиолюбителя. Выбор схемы генератора должен быть таким, чтобы он не давал жесткий спектр тока.
Использование индукционных печей
Данный тип оборудования получил широкое распространение в таких областях, как литейное производство, где металл уже прошел очистку и требуется придать ему какую-то конкретную форму. Так же можно получить некоторые сплавы. В ювелирном производстве они тоже получили распространение. Несложный принцип работы и возможность того, чтобы была собрана печь индукционная своими руками, позволяют повысить рентабельность ее использования. Для этой области можно использовать приборы с емкостью тигля до 5 килограмм. Для небольших производств такой вариант будет оптимальным.
На протяжении многих лет люди проводят плавку металла. Каждый материал имеет свою температуру плавления, достигнуть которую можно только при применении специального оборудования. Первые печи для плавки металла были довольно большими и устанавливались исключительно в цехах крупных организаций. Сегодня современная индукционная печь может устанавливаться в небольших мастерских при налаживании производства ювелирных изделий. Она небольшая, проста в обращении и обладает высокой эффективностью.
Принцип действия
Плавильный узел индукционной печи применяется для нагрева самых различных металлов и сплавов. Классическая конструкция состоит из следующих элементов:
- Сливной насос .
- Индуктор, охлаждающийся водой.
- Каркас из нержавеющей стали или алюминия.
- Контактная площадка.
- Подина из жаропрочного бетона.
- Опора с гидравлическим цилиндром и подшипниковым узлом.
Принцип действия основан на создании вихревых индукционных токов Фуко. Как правило, при работе бытовых приборов подобные токи вызывают сбои, но в этом случае они применяются для нагрева шихты до требуемой температуры. Практически вся электроника во время работы начинает нагреваться. Этот негативный фактор применения электричества используется на полную мощность.
Преимущества устройства
Печь плавильная индукционная стала применяться относительно недавно. На производственных площадках устанавливаются знаменитые мартены, доменные печи и другие разновидности оборудования. Подобная печь для плавки металла обладает следующими преимуществами:
Именно последнее преимущество определяет распространение индукционной печи в ювелирном деле, так как даже небольшая концентрация посторонней примеси может негативно сказаться на полученном результате.
В зависимости от особенностей конструкции выделяют напольные и настольные индукционные печи. Независимо от того, какой именно вариант был выбран, выделяют несколько основных правил по установке:
Во время работы устройство может серьезно нагреваться. Именно поэтому поблизости не должно быть никаких легковоспламеняющихся или взрывчатых веществ. Кроме этого, по технике пожарной безопасности вблизи должен быть установлен пожарный щит .
Широкое применение получили только два типа печи: тигельные и канальные. Они обладают сходными преимуществами и недостатками, отличия заключаются лишь в применяемом методе работы:
Большей популярностью пользуется тигельная разновидность индукционных печей. Это связано с их высокой производительностью и простотой в эксплуатации. Кроме этого, подобную конструкцию при необходимости можно изготовить самостоятельно.
Самодельные варианты исполнения встречаются довольно часто . Для их создания требуются:
- Генератор.
- Тигель.
- Индуктор.
Опытный электрик при необходимости может сделать индуктор своими руками. Этот элемент конструкции представлен обмоткой из медной проволоки. Тигель можно приобрести в магазине, а вот в качестве генератора используется ламповая схема, собранная своими руками батарея их транзисторов или сварочный инвертор.
Использование сварочного инвертора
Печь индукционная для плавки металла своими руками может быть создана при применении сварочного инвертора в качестве генератора. Этот вариант получил самое широкое распространение, так как прилагаемые усилия касаются лишь изготовления индуктора:
- В качестве основного материала применяется тонкостенная медная трубка. Рекомендуемый диаметр составляет 8-10 см.
- Трубка изгибается по нужному шаблону, который зависит от особенностей применяемого корпуса.
- Между витками должно быть расстояние не более 8 мм.
- Индуктор располагают в текстолитовом или графитовом корпусе.
После создания индуктора и его размещения в корпусе остается только установить на свое место приобретенный тигель.
Подобная схема довольно сложна в исполнении, предусматривает применение резисторов, нескольких диодов, транзисторов различной емкости, пленочного конденсатора, медного провода с двумя различными диаметрами и колец от дросселей. Рекомендации по сборке следующие:
Созданная схема помещается в текстолитовый или графитовый корпус, которые являются диэлектриками. Схема, предусматривающая применение транзисторов , довольно сложна в исполнении. Поэтому браться за изготовление подобной печи следует исключительно при наличии определенных навыков работы.
Печь на лампах
В последнее время печь на лампах создают все реже, так как она требует осторожности при обращении. Применяемая схема проще в сравнении со случаем применения транзисторов. Сборку можно провести в несколько этапов:
Применяемые ламы должны быть защищены от механического воздействия.
Охлаждение оборудования
При создании индукционной печи своими руками больше всего проблем возникает с охлаждением. Это связано со следующими моментами:
- Во время работы нагревается не только расплавляемый металл, но и некоторые элементы оборудования. Именно поэтому для длительной работы требуется эффективное охлаждение.
- Метод, основанный на применении воздушного потока, характеризуется низкой эффективностью. Кроме этого, не рекомендуется проводить установку вентиляторов вблизи печи. Это связано с тем, что металлические элементы могут оказывать воздействие на генерируемые вихревые токи.
Как правило, охлаждение проводится при подаче воды. Создать водяной охлаждающий контур в домашних условиях не только сложно, но и экономически невыгодно. Промышленные варианты печи имеют уже встроенный контур, к которому достаточно подключить холодную воду.
Техника безопасности
При использовании индукционной печи нужно соблюдать определенную технику безопасности. Основные рекомендации:
При установке оборудования следует рассмотреть то, как будет проводиться погрузка шихты и извлечение расплавленного металла. Рекомендуется отводить отдельное подготовленное помещение для установки индукционной печи.
Индукционная печь часто используется в сфере металлургии, поэтому данное понятие хорошо знакомо людям, которые в той или иной степени связаны с процессом плавки различных металлов. Устройство позволяет преобразовывать электричество, образованное магнитным полем, в тепло.
Подобные устройства продаются в магазинах по довольно высокой цене, но если вы обладаете минимальными навыками использования паяльника и умеете читать электронные схемы, то можно попробовать изготовить индукционную печь своими руками.
Самодельное устройство вряд ли подойдёт для выполнения сложных задач, но вполне справится с базовыми функциями. Собрать устройство можно на основе рабочего сварочного инвертора из транзисторов, либо на лампах. Самым производительным при этом является именно устройство на лампах за счёт высокого КПД.
Принцип работы индукционной печи
Нагревание металла, помещённого внутрь устройства, происходит путём перехода электромагнитных импульсов в энергию тепла. Электромагнитные импульсы вырабатываются катушкой с витками из медной проволоки или трубы.
Схема индукционной печи и схемы проведения нагрева
При подключении устройства через катушку начинает проходить электрический ток, а вокруг появляется электрическое поле со временем меняющее своё направление. Впервые работоспособность такой установки была описана Джеймсом Максвеллом.
Объект, который нужно нагреть, необходимо поместить внутрь катушки или недалеко от неё. Целевой предмет будет пронизываться потоком магнитной индукции, а внутри появится магнитное поле вихревого типа. Таким образом, индукционная энергия перейдёт в тепловую.
Разновидности
Печи на индукционной катушке, принято подразделять на два вида в зависимости от типа конструкции:
- Канальные;
- Тигельные.
В первых устройствах металл для расплавки находится перед индукционной катушкой, а в печах второго типа помещается внутри неё.
Собрать печь можно, соблюдая следующие шаги:
- Медную трубу сгибаем в виде спирали. Всего необходимо сделать около 15 витков, расстояние между которыми должно быть не меньше 5 мм. Внутри спирали должен свободно располагаться тигель, где и будет происходить процесс выплавки;
- Изготавливаем надёжный корпус для устройства, который не должен проводить электрический ток, и обязан выдерживать высокие температуры воздуха;
- Дросселя и конденсаторы собираются по обозначенной выше схеме;
- К схеме подключается неоновая лампа, которая будет сигнализировать о том, что устройство готово к работе;
- Также припаивается конденсатор для подстройки ёмкости.
Использование для обогрева
Индукционные печи подобного вида могут использоваться и для обогрева помещения. Чаще всего их используют вместе с котлом, который дополнительно производит нагрев холодной воды. На деле конструкции применяются крайне редко из-за того, что в результате потерь электромагнитной энергии КПД устройства минимален.
Ещё один недостаток основан на потреблении устройством больших объёмов электроэнергии в процессе работы, потому устройство относится к категории экономически невыгодных.
Охлаждение системы
Устройство, собранное самостоятельно, необходимо оборудовать системой охлаждения, так как при работе все составные части будут находиться под воздействием высоких температур, конструкция может перегреться и сломаться. В печах, продающихся в магазине, охлаждение производится водой или антифризом.
При выборе охладителя для дома предпочтение отдаётся вариантам, которые наиболее выгодны для реализации с экономической точки зрения.
Для домашних печей можно попробовать использовать обычный лопастной вентилятор. Обращайте внимание на то, что устройство не должно стоять слишком близко к печи, так как металлические детали вентилятора негативно воздействуют на работоспособность устройства, а также способны размыкать вихревые потоки и снижать производительность всей системы.
Меры предосторожности при использовании устройства
Работая с устройством следует придерживаться следующих правил:
- Некоторые элементы установки, а также металл, который плавится, подвергаются сильному нагреву, в результате чего существует риск получить ожог;
- При использовании ламповой печи, обязательно размещайте её в закрытом корпусе, иначе велика вероятность поражения электрическим током;
- Перед работой с устройством уберите из зоны работы прибора все металлические элементы и сложные электронные приборы. Использовать устройство не стоит людям, у которых установлен кардиостимулятор.
Печь для плавки металлов индукционного типа может применяться при лужении и формовке металлических деталей.
Самодельную установку легко подогнать под работу в конкретных условиях, меняя некоторые настройки. Если придерживаться указанных схем при сборе конструкции, а также соблюдать элементарные правила безопасности, самодельное устройство практически не будет уступать магазинным бытовым приборам.
Плюсы и минусы использования индукционной печи и печи сопротивления
23 мая 2014 г., Чарли Парсана,
В зависимости от ваших потребностей, тип печи, которую вы выберете для своей компании, будет иметь большое значение с точки зрения затрат и эффективности. Типы печей, которые вы обязательно должны рассмотреть, включают индукционную печь и печь сопротивления.
Основы индукционной печи Pros
Индукционные печи широко используются в современных литейных, сталелитейных и горнодобывающих предприятиях.Это потому, что индукционная печь более эффективна, а процесс плавки чистый. Индукция также обеспечивает более контролируемый процесс плавления по сравнению с другими видами плавки металлов. Это объясняет, почему старые чугунолитейные заводы начинают заменять свои вагранки индукционными печами. Кроме того, купола выделяют много загрязняющих веществ, в частности, пыль, что делает индукционную плавку более чистым и безопасным способом плавления чугуна.
Другое дело, что индукционные печи не требуют дуги или горения, что делает работу с температурой более безопасной.При использовании индукционной печи вам нужно только достичь температуры, необходимой для плавления металла, что предотвратит потерю ценных легирующих элементов. Индукционная печь работает быстрее и эффективнее. Электромагнитное перемешивание создает однородную смесь жидких металлов. Один образец металлов представляет собой целую партию. Поэтому брать пробу из каждого слитка не требуется.
Минусы
Есть только один большой минус. Индукционная печь не имеет мощности для рафинирования.Материалы, помещаемые в индукционную печь, должны быть чистыми от продуктов окисления и иметь известный состав. Из-за этого некоторые легирующие элементы могут быть потеряны из-за окисления и потребуют повторного добавления в расплав.
Плюсы
Печь сопротивления была разработана для экспоненциальной выгоды от горных работ. Он предлагает диапазон температур, который может превышать 1500 C. Кроме того, имеется автоматизированный блок управления, отвечающий за циркуляцию и поддержание температуры.Благодаря тому, что эти печи хорошо герметичны, в них есть вакуум, который не позволяет теплу любой ценой уйти. Помимо этих преимуществ, печь содержит газообразную среду, которая исключает возможность окисления и упрочнения металлов, с которыми вы имеете дело.
Минусы
Там, где есть плюсы, обязательно будут и минусы. В печах сопротивления, как правило, требуется больше времени для плавления металлов, в отличие от их аналогов. Время, необходимое для достижения требуемой температуры, наряду со временем, необходимым для плавления металла, является серьезным недостатком для большинства горных работ.Поскольку эти печи в основном используются для горнодобывающих предприятий малого и среднего размера, достигнутые температуры никогда не совпадают с температурой плавления металла. Печь сопротивления не подходит для плавки большого количества металла.
Знание разницы между индукционной печью и печью сопротивления определенно будет полезным, поскольку вы сможете принять лучшее решение для своих плавильных нужд.
Кузница лося
Индукционная кузница
Эта информация
взята verbatem
из Википедии
(написано на оригинальном английском
)
Рабочие частоты варьируются от рабочей частоты (50 или 60 Гц) до 400 кГц или выше, обычно в зависимости от плавящегося материала, мощности (объема) печи и требуемой скорости плавления.Как правило, чем меньше объем расплавов, тем выше частота использования печи; это происходит из-за глубины скин-слоя, которая является мерой расстояния, на которое переменный ток может проникнуть под поверхность проводника. При той же проводимости более высокие частоты имеют небольшую толщину скин-слоя, т.е. меньшее проникновение в расплав. Более низкие частоты могут вызвать перемешивание или турбулентность металла.
Предварительно нагретый чугун массой 1 тонна может расплавить холодную шихту до готовности к выпуску в течение часа.Электропитание варьируется от 10 кВт до 15 МВт с размером расплава от 20 кг до 30 тонн металла соответственно.
Работающая индукционная печь обычно издает гудение или вой (из-за колебаний магнитных сил и магнитострикции), шаг которого может использоваться операторами, чтобы определить, правильно ли работает печь или на каком уровне мощности.
Индукционная ковка
Индукционная ковка — это использование индукционного нагревателя для предварительного нагрева металлов перед деформацией с помощью пресса или молотка.Обычно металлы нагревают до температуры от 1100 ° C (2010 ° F) до 1200 ° C (2190 ° F), чтобы повысить их пластичность и улучшить текучесть в штампе для ковки. [1]
Процесс
Индукционный нагрев — это бесконтактный процесс, в котором используется принцип электромагнитной индукции для нагрева детали. Помещая проводящий материал в сильное переменное магнитное поле, в материале протекает электрический ток, тем самым вызывая джоулев нагрев. В магнитных материалах дополнительно выделяется тепло ниже точки Кюри из-за гистерезисных потерь.Генерируемый ток протекает преимущественно в поверхностном слое, глубина которого определяется частотой переменного поля и проницаемостью материала [2].
Потребляемая мощность
Источники питания для индукционной ковки различаются по мощности от нескольких киловатт до многих мегаватт и, в зависимости от геометрии компонента, могут изменяться по частоте от 50 Гц до 200 кГц. В большинстве приложений используется диапазон от 1 кГц до 100 кГц. [3]
Для выбора правильной мощности необходимо сначала рассчитать тепловую энергию, необходимую для нагрева материала до требуемой температуры за отведенное время.Это может быть сделано с использованием теплосодержания материала, которое обычно выражается в киловатт-часах на тонну, веса обрабатываемого металла и временного цикла. Как только это будет установлено, необходимо учесть другие факторы, такие как излучаемые потери в компоненте, потери в катушке и другие системные потери. Традиционно этот процесс включал длительные и сложные вычисления в сочетании с сочетанием практического опыта и эмпирической формулы. Современные методы используют анализ методом конечных элементов [4] и другие методы компьютерного моделирования, однако, как и в случае со всеми такими методами, по-прежнему требуется доскональное знание процесса индукционного нагрева.
Выходная частота
Второй важный параметр, который необходимо учитывать, — это выходная частота источника питания. Поскольку тепло в основном генерируется на поверхности компонента, важно выбрать частоту, которая обеспечивает наибольшую практическую глубину проникновения в материал без риска потери тока. [5] Следует понимать, что, поскольку нагревается только оболочка, потребуется время, чтобы тепло проникло в центр компонента, и что, если слишком большая мощность приложена слишком быстро, можно расплавить поверхность компонента, оставляя ядро круто.Используя данные теплопроводности материала [6] и требования к однородности (физике), указанные заказчиком в отношении поперечного сечения ∆T, можно рассчитать или создать модель для определения необходимого времени нагрева. Во многих случаях время достижения приемлемого значения ∆T будет превышать время, которое может быть достигнуто при нагревании компонентов по одному. Ряд решений по перемещению, включая конвейеры, линейные питатели, системы толкателей и питатели с шагающими балками, используются для облегчения нагрева нескольких компонентов при одновременной доставке отдельных компонентов оператору в требуемом временном цикле.
Преимущества
Управляемость процесса — в отличие от традиционной газовой печи, индукционная система не требует цикла предварительного нагрева или контролируемого отключения. Тепло доступно по запросу. В дополнение к преимуществам быстрой доступности в случае прерывания производства на выходе, питание может быть отключено, что позволяет экономить энергию и уменьшать масштабирование компонентов.
- Энергоэффективность — благодаря теплу, выделяемому внутри компонента, передача энергии чрезвычайно эффективна.Индукционный нагреватель нагревает только часть, но не атмосферу вокруг него.
- Быстрый рост температуры — Высокая удельная мощность гарантирует, что компонент очень быстро нагревается. Снижается окалина, дефекты поверхности и нежелательные воздействия на металлургию поверхности.
- Стабильность процесса — процесс индукционного нагрева обеспечивает чрезвычайно равномерное равномерное нагревание, что повышает точность поковки и может в крайних случаях уменьшить припуски на обработку после ковки и положительно сказаться на сроке службы штампа.
Типы
Подогрев конца прутка
Нагрев конца прутка обычно используется там, где должна быть кована только часть прутка. Типичные области применения нагрева концов прутков:
- Горячая высадка болтов
- Стабилизаторы поперечной устойчивости
- Горный инструмент
В зависимости от требуемой пропускной способности системы манипулирования могут варьироваться от простых двух- или трехпозиционных пневматических толкающих систем до шагающих балок и конвейеров.
Нагрев заготовки
В индукционном нагревателе заготовки нагревается вся заготовка или заготовка.Обычно для коротких заготовок или заготовок используется бункер или чаша, чтобы автоматически подавать заготовки в линию для прижимных роликов, тягачей с цепным приводом или, в некоторых случаях, пневматических толкателей. Затем заготовки проходят через змеевик одна за другой по рельсам с водяным охлаждением или через отверстие змеевика используются керамические вкладыши, которые уменьшают трение и предотвращают износ. Длина бухты зависит от требуемого времени выдержки, времени цикла на компонент и длины заготовки. В больших объемах работы с большим поперечным сечением нет ничего необычного в том, что 4 или 5 катушек последовательно соединяют, чтобы получить 5 м (16 футов) катушки или более.[8]
Типовые детали, обрабатываемые при поточном нагреве заготовок: [9]
- Коленчатые валы малые
- Распредвалы
- Пневматическая и гидравлическая арматура
- Головки молотковые
- Клапаны двигателя
- Одноступенчатый
Для длинных заготовок можно использовать однократный нагрев. В этом процессе используются аналогичные системы для нагрева концов прутков, за исключением того, что вся заготовка превращается в отдельные катушки. Как и в случае нагрева концов стержня, количество витков зависит от требуемого ∆T и тепловых свойств нагреваемого материала.
Типичные детали, обработанные однократным нагревом заготовок: [10]
- Оси легковые
- Распредвалы для судостроения
Индукционная закалка — это форма термической обработки, при которой металлическая деталь нагревается индукционным нагревом, а затем закаляется. Закаленный металл подвергается мартенситному превращению, повышая твердость и хрупкость детали. Индукционная закалка используется для выборочного упрочнения участков детали или сборки, не влияя на свойства детали в целом.[1]
Процесс
Индукционный нагрев — это процесс бесконтактного нагрева, в котором используется принцип электромагнитной индукции для выработки тепла внутри поверхностного слоя детали. Помещая проводящий материал в сильное переменное магнитное поле, можно заставить электрический ток течь в стали, тем самым создавая тепло из-за потерь I2R в материале. В магнитных материалах дополнительно выделяется тепло ниже точки Кюри из-за гистерезисных потерь. Генерируемый ток протекает преимущественно в поверхностном слое, глубина которого определяется частотой переменного поля, поверхностной плотностью мощности, проницаемостью материала, временем нагрева и диаметром стержня или толщиной материала.При закалке этого нагретого слоя в воде, масле или закалке на основе полимера поверхностный слой изменяется с образованием мартенситной структуры, которая тверже основного металла [2].
Определение
Широко используемый процесс поверхностного упрочнения стали. Компоненты нагреваются с помощью переменного магнитного поля до температуры в пределах или выше диапазона превращения с последующей немедленной закалкой. Сердцевина компонента не подвергается влиянию обработки, и его физические свойства аналогичны свойствам прутка, из которого он был изготовлен, в то время как твердость гильзы может находиться в диапазоне 37/58 HRC.Углеродистые и легированные стали с эквивалентным содержанием углерода в диапазоне 0,40 / 0,45% наиболее подходят для этого процесса [1].
Источник высокочастотного электричества используется для пропускания большого переменного тока через катушку. Прохождение тока через эту катушку создает очень интенсивное и быстро меняющееся магнитное поле в пространстве внутри рабочей катушки. Обогреваемая деталь помещается в это интенсивное переменное магнитное поле, в котором внутри детали генерируются вихревые токи, а сопротивление приводит к джоулева нагреву металла.
Эта операция чаще всего используется для стальных сплавов. Многие механические детали, такие как валы, шестерни и пружины, перед поставкой подвергаются поверхностной обработке, чтобы улучшить их износостойкость. Эффективность этих обработок зависит как от изменения свойств материалов поверхности, так и от введения остаточных напряжений. Среди этих обработок индукционная закалка — одна из наиболее широко используемых для повышения долговечности компонентов. Он определяет в заготовке прочный сердечник с остаточными напряжениями при растяжении и твердый поверхностный слой с напряжением сжатия, которые доказали свою эффективность в увеличении усталостной долговечности и износостойкости компонентов.[3]
Низколегированные среднеуглеродистые стали с индукционной поверхностной закалкой широко используются в автомобилях и машиностроении, требующих высокой износостойкости. Износостойкость деталей с индукционной закалкой зависит от глубины закалки, а также от величины и распределения остаточного напряжения сжатия в поверхностном слое [2].
История
Основа всех систем индукционного нагрева была открыта в 1831 году Майклом Фарадеем. Фарадей доказал, что, наматывая две катушки провода вокруг общего магнитного сердечника, можно создать мгновенную ЭДС во второй обмотке, включая и выключая электрический ток в первой обмотке.Он также заметил, что если ток поддерживался постоянным, во второй обмотке не возникала эдс, и что этот ток протекал в противоположных направлениях в зависимости от того, увеличивался или уменьшался ток в цепи [4].
Фарадей пришел к выводу, что электрический ток может создаваться изменяющимся магнитным полем. Поскольку не было физической связи между первичной и вторичной обмотками, считалось, что ЭДС во вторичной катушке индуцирована, и таким образом родился закон индукции Фарадея.После открытия эти принципы использовались в течение следующего столетия или около того в конструкции динамо-машин (электрических генераторов и электродвигателей, которые являются вариантами одного и того же) и в форме электрических трансформаторов. В этих приложениях любое тепло, выделяемое в электрических или магнитных цепях, считалось нежелательным. Инженеры пошли на многое и использовали многослойные сердечники и другие методы, чтобы минимизировать эффекты. [4]
В начале прошлого века эти принципы были исследованы как средство плавления стали, и был разработан двигатель-генератор, обеспечивающий мощность, необходимую для индукционной печи.После всеобщего принятия методологии плавки стали инженеры начали изучать другие возможности использования этого процесса. Уже было понятно, что глубина проникновения тока в сталь зависит от ее магнитной проницаемости, удельного сопротивления и частоты приложенного поля. Инженеры Midvale Steel и Ohio Crankshaft Company использовали эти знания для разработки первых систем индукционного нагрева с поверхностной закалкой с использованием двигателей-генераторов [5].
Потребность в быстрых, легко автоматизированных системах привела к значительному прогрессу в понимании и использовании процесса индукционной закалки, и к концу 1950-х годов многие системы, в которых использовались двигатели-генераторы и триодные генераторы с термоэлектронной эмиссией, стали регулярно использоваться во многих отраслях промышленности.В современных индукционных нагревательных установках используются новейшие полупроводниковые технологии и цифровые системы управления для развития диапазона мощностей от 1 кВт до многих мегаватт.
Основные методы
Закалка однократным выстрелом
В однокомпонентных системах компонент удерживается статически или вращается в змеевике, и вся обрабатываемая область одновременно нагревается в течение заданного времени с последующей закалкой потоком или системой закалки каплей. Одиночный выстрел часто используется в тех случаях, когда никакой другой метод не позволяет достичь желаемого результата, например, при упрочнении плоской поверхности молотков, упрочнении кромок инструментов сложной формы или производстве малых зубчатых колес.[6]
В случае упрочнения вала дополнительным преимуществом метода однократной закалки является время производства по сравнению с методами упрочнения с прогрессивным поперечным перемещением. Кроме того, возможность использования катушек, которые могут создавать продольный ток в компоненте, а не диаметральный поток, может быть преимуществом при определенной сложной геометрии.
У метода одиночного выстрела есть недостатки. Конструкция змеевика может быть чрезвычайно сложным и трудоемким процессом. Часто требуется использование феррита или слоистых загрузочных материалов, чтобы влиять на концентрацию магнитного поля в определенных областях, тем самым улучшая получаемую тепловую картину.Другой недостаток заключается в том, что требуется гораздо больше мощности из-за увеличенной площади нагреваемой поверхности по сравнению с подходом с поперечным расположением элементов [7].
Закалка траверса
В системах поперечной закалки заготовка постепенно пропускается через индукционную катушку и используется последующий закалочный распылитель или кольцо. Упрочнение траверсы широко используется в производстве таких компонентов вала, как полуоси, пальцы ковша экскаватора, компоненты рулевого управления, валы электроинструментов и приводные валы.Компонент подается через индуктор кольцевого типа, который обычно имеет один виток. Ширина поворота определяется скоростью траверсы, доступной мощностью и частотой генератора. Это создает движущуюся полосу тепла, которая при закалке создает твердый поверхностный слой. Закалочное кольцо может быть либо составной частью следующей конструкции, либо их комбинацией в зависимости от требований приложения. Изменяя скорость и мощность, можно создать вал, закаленный по всей длине или только на определенных участках, а также закалку валов со ступенями по диаметру или шлицами.При закалке круглых валов нормально вращать деталь во время процесса, чтобы гарантировать удаление любых отклонений из-за соосности катушки и детали.
Методы поперечного перемещениятакже используются при производстве кромочных элементов, таких как ножи для бумаги, ножи для кожи, нижние ножи газонокосилок и ножовочные полотна. В этих типах применений обычно используется шпилька или катушка с поперечным потоком, которая находится над краем компонента. Компонент проходит через змеевик и последующую закалку распылением, состоящую из сопел или просверленных блоков.
Многие методы используются для обеспечения поступательного движения через катушку, и используются как вертикальные, так и горизонтальные системы. Обычно в них используются цифровой энкодер и программируемый логический контроллер для позиционного управления, переключения, мониторинга и настройки. Во всех случаях необходимо тщательно контролировать и согласовывать скорость перемещения, поскольку изменение скорости будет влиять на глубину твердости и достигаемое значение твердости.
Оборудование
Требуемая мощность
Источники питания для индукционной закалки различаются по мощности от нескольких киловатт до сотен киловатт в зависимости от размера нагреваемого компонента и используемого метода производства i.е. однократная закалка, поперечная закалка или закалка под флюсом.
Чтобы выбрать правильный источник питания, сначала необходимо рассчитать площадь поверхности нагреваемого компонента. Как только это будет установлено, можно использовать различные методы для расчета необходимой плотности мощности, времени нагрева и рабочей частоты генератора. Традиционно это делалось с использованием серии графиков, сложных эмпирических расчетов и опыта. Современные методы обычно используют анализ методом конечных элементов и автоматизированные производственные технологии, однако, как и в случае со всеми такими методами, по-прежнему требуется доскональное знание процесса индукционного нагрева.
Для однократных применений необходимо рассчитать общую обогреваемую площадь. В случае поперечной закалки длина окружности детали умножается на ширину лицевой поверхности бухты. При выборе ширины лицевой стороны катушки необходимо проявлять осторожность, чтобы было практично построить катушку выбранной ширины и чтобы она работала при мощности, необходимой для применения.
Частота
Системы индукционного нагрева для закалки доступны во множестве различных рабочих частот, обычно от 1 кГц до 400 кГц.Доступны более высокие и более низкие частоты, но обычно они используются для специализированных приложений. Зависимость между рабочей частотой и глубиной проникновения тока и, следовательно, глубиной твердости обратно пропорциональна. т.е. чем ниже частота, тем глубже корпус.
| Глубина корпуса [мм] | Диаметр стержня [мм] | Частота [кГц] |
|---|---|---|
| от 0,8 до 1,5 | от 5 до 25 | от 200 до 400 |
| 1.5 до 3,0 | от 10 до 50 | от 10 до 100 |
| > 50 | от 3 до 10 | |
| 3,0 — 10,0 | от 20 до 50 | от 3 до 10 |
| от 50 до 100 | от 1 до 3 | |
| > 100 | 1 |
Приведенная выше таблица является чисто иллюстративной, хорошие результаты могут быть получены за пределами этих диапазонов путем балансировки плотностей мощности, частоты и других практических соображений, включая стоимость, которая может повлиять на окончательный выбор, время нагрева и ширину катушки.Так же, как плотность мощности и частота, время, в течение которого нагревается материал, будет влиять на глубину, на которую тепло будет течь за счет теплопроводности. Время в катушке может зависеть от скорости перемещения и ширины катушки, однако это также будет влиять на общую потребляемую мощность или пропускную способность оборудования.
Из вышеприведенной таблицы видно, что выбор правильного оборудования для любого приложения может быть чрезвычайно сложным, поскольку для одного результата можно использовать несколько комбинаций мощности, частоты и скорости.Однако на практике многие варианты сразу становятся очевидными, исходя из предыдущего опыта и практичности.
Мама, посмотри, что еще я нашла!
| Мудрость моего отца: «Человеку нужно больше, чтобы уйти от битвы, чем остаться и сражаться». | |
Самодельная индукционная печь по схеме плавки металла.Индукционная печь для плавки металлов. Что такое футеровка индукционных печей
Принцип работы самой индукционной печи заключается в том, что тепло для плавки получается от электричества, которое вырабатывается переменным магнитным полем. В таких печах происходит преобразование энергии из электромагнитной, затем в электрическую и в конечном итоге в тепловую. Как индукционная печь своими руками?
Такие печи делятся на два типа:
- Тигель. В таких печах индуктор и сердечник находятся внутри металла.Такие печи используются в промышленных плавках, для плавки меди, алюминия, чугуна, стали, а также на ювелирных заводах для плавки драгоценных металлов.
- Канал. В таком виде индуктор и сердечник находятся вокруг металла.
Индукционные печи по сравнению с котлами или другими печами имеют ряд преимуществ:
- моментально прогрелся;
- энергия фокусировки в указанном диапазоне;
- экологически чистый прибор и относительная безопасность;
- нет avgar;
- огромные возможности регулировки температуры и мощности;
- однородность металла, плавящегося.
Индукционные печи также используются для нагрева. Это удобный и в то же время бесшумный способ обогрева.
Не требует специального помещения для котла. На ТЭНе накипь не накапливается, но для циркуляционной системы отопления можно использовать любую жидкость, будь то масло, воду и другие. Также печь долговечна, так как изнашивается минимально. Как уже было сказано ранее, он очень экологичен, так как не имеет вредных выбросов в атмосферу, а также отвечает всем требованиям пожарной безопасности.
Сбор информации
Человеку, понимающему, как читать и разбирающемуся в электрической схеме, не составит труда разобраться, как сделать подобную индукционную печь. В Интернете вы увидите десятки, а то и сотни вариантов изготовления различных индукционных печей с использованием самодельного хлама, например, от старой СВЧ или сварочного инвертора.
Обязательно помните, что электрический ток — вещь опасная. А для изготовления индукционной печи нужно иметь представления о том, что такое нагрев с помощью индукции.Желательно, чтобы вы были человеком, разбирающимся хотя бы в основах электротехники или имевшим опыт работы с электрооборудованием.
Принцип работы
В основе работы такой печи лежит отбор тепла из электрического тока, создающий переменное магнитное поле с помощью катушки индуктивности. Оказывается, мы получаем тепло сначала от электромагнитной энергии, а затем от электрической. Замкнутость токов, протекающих через катушки индуктивности (катушки индуктивности), выделяет тепло и нагревает металл изнутри.
Такая печь может работать и в упрощенном варианте и от домашней сети 220В. Но для этого нужен выпрямитель, то есть переходник.
Печное устройство
Конструкция индукционного устройства аналогична трансформатору. В нем первичная обмотка питается переменным током, а вторичная служит нагретым телом.
Самым простым индуктором считается изолированный проводник (имеющий вид спирали или сердечника), который располагается на поверхности металлической трубы или внутри нее.
Вот несколько узлов, которые работают на индукции:
- индуктор;
- отсек плавильной печи;
- нагревательный элемент для нагревательной печи; Генератор
- ;
- чехол.
Индукционная печь давно уже не нова — это изобретение существует с 19 века, но только в наше время, с развитием технологий и элементной базы, оно наконец начинает входить в жизнь повсеместно. Раньше в тонкостях работы индукторов было много вопросов, не все физические процессы были до конца понятны, да и сами агрегаты имели много недостатков и применялись только в промышленности, в основном для плавки металлов.
Теперь, с появлением мощных высокочастотных транзисторов и дешевых микроконтроллеров, совершивших прорыв во всех сферах науки и техники, появились действительно эффективные индукционные печи, которые можно беспрепятственно использовать для бытовых нужд (приготовление пищи, подогрев воды, отопление) и даже собрать самому.
Физические основы и принцип работы печи
Рис.1. Схема индукционной печи
Перед тем, как выбрать или изготовить индукционный нагреватель, следует разобраться, что это такое.В последнее время наблюдается всплеск интереса к этой теме, но мало кто имеет полноценное представление о физике магнитных волн. Это породило множество заблуждений, мифов и множество неработающих или небезопасных самоделок. Сделать индукционную печь своими руками можно, но перед этим стоит получить хотя бы элементарные знания.
Индукционная плита по принципу действия основана на явлении электромагнитной индукции. Ключевым элементом здесь является дроссель, который представляет собой дроссель индуктивности с большим количеством комплектующих.Индукционные печи широко используются для нагрева или плавления электропроводных материалов, чаще всего металлов, из-за теплового эффекта от направления вихревого электрического тока. Приведенная выше схема иллюстрирует устройство этой печи (рис. 1).
Генерируется транс-напряжение переменной частоты. Под действием его электродвижущей силы в индукторе индуктора L протекает переменный ток I 1. Катушка индуктивности L вместе с конденсатором С представляет собой колебательный контур, настроенный в резонанс с частотой источника G, благодаря чему значительно повышается эффективность работы духовок.
В соответствии с физическими законами в пространстве вокруг индуктора L возникает переменное магнитное поле H. Это поле может существовать и в воздушной среде, но для улучшения характеристик иногда используются специальные ферромагнитные сердечники, имеющие лучшую магнитную проводимость по сравнению с воздухом.
Силовые линии магнитного поля проходят через объект W, помещенный внутри индуктора, и к нему прилагается магнитный поток F. Если материал, из которого изготовлена заготовка W, является электропроводным, в нем возникает индуцированная ток I 2, замыкающийся внутри и образующий вихревые индукционные потоки.В соответствии с законом теплового воздействия электричества вихревые токи нагревают объект W.
Производство индукционного нагревателя
Индукционная печь состоит из двух основных функциональных блоков: индуктора (нагревательной индукционной катушки) и генератора (переменного тока). источник напряжения). Индуктор представляет собой голую медную трубку, свернутую по спирали (рис. 2).
Для изготовления ручных духовок своими руками мощностью не более 3 кВт индуктор должен быть изготовлен со следующими параметрами:
- диаметр трубки — 10 мм;
- Диаметр спирали — 8-15 см;
- количество витков катушки — 8-10;
- расстояние между перемычками — 5-7 мм;
- Минимальный просвет на экране 5 см.
Нельзя допускать контакта витков соседней катушки, соблюдайте указанное расстояние. Индуктор не должен касаться защитного экрана печи, зазор между ними должен быть не менее указанного.
Изготовление генератора
Рис.3. Схема на лампы
Стоит отметить, что индукционная печь для своего изготовления требует как минимум средних радиотехнических навыков и навыков. Иметь их особенно важно для создания второго ключевого элемента — генератора тока высокой частоты.Без этого знания ни собирать, ни использовать печь, изготовленную из печи. Более того, это может быть опасно для жизни.
Для тех, кто берется за это дело со знанием и пониманием процесса, существуют различные методы и схемы, по которым можно собрать индукционную печь. При выборе подходящей схемы генератора рекомендуется отказаться от вариантов с жестким спектром излучения. К ним можно отнести распространенную схему с тиристорным ключом. Высокочастотное излучение такого генератора может создавать более мощные помехи для всех окружающих радиостанций.
С середины 20 века индукционная печь, собранная из 4 ламп, пользовалась большим успехом у радиолюбителей. Его качество и эффективность далеко не самые лучшие, и к рентгенологам в наше время доступ затруднен, тем не менее, многие продолжают собирать генераторы по этой схеме, так как у нее есть большое преимущество: мягкий узкополосный спектр генерируемого тока. , благодаря чему такая печь излучает минимальные помехи и максимально безопасна (рис. 3).
Настройка работы этого генератора осуществляется с помощью переменного конденсатора С.Конденсатор должен быть с воздушным диэлектриком, зазор между его пластинами должен быть не менее 3 мм. На схеме также представлена неоновая лампа, которая служит индикатором.
Схема универсального генератора
Современные индукционные печи работают на более совершенных элементах — микросхемах и транзисторах. Универсальная схема двухтактного генератора, развивающего мощность до 1 кВт, пользуется большим успехом. Принцип работы основан на независимом генераторе возбуждения, при этом индуктор включен в режиме моста (рис.4).
Достоинства двухтактного генератора, собранного по такой схеме:
- Возможность работы на 2-м и 3-м моде помимо основного.
- Есть режим поверхностного обогрева.
- Диапазон регулирования 10-10000 кГц.
- Спектр мягкого излучения во всем диапазоне.
- Не требует дополнительной защиты.
Перестройка частоты осуществляется с помощью переменного резистора R 2. Диапазон рабочих частот определяется конденсаторами С 1 и С 2.Трансформатор межгосударственного согласования должен быть с кольцевым ферритовым сердечником сечением не менее 2 кв. См. Обмотка трансформатора выполнена из эмалированного провода сечением 0,8-1,2 мм. Транзисторы нужно посадить на общий радиатор площадью 400 кв.м.
Заключение по теме
Электромагнитное поле (ЭМП), излучаемое индукционной плитой, оказывает влияние на все проводники вокруг. В том числе воздействие на организм человека. Внутренние органы Под действием ЭМП равномерно согревается, общая температура тела во всем объеме повышается.
Поэтому при работе с печью важно соблюдать определенные меры предосторожности, чтобы избежать негативных последствий.
Прежде всего, корпус генератора должен быть экранирован корпусом из оцинкованного железа или сеткой с мелкими ячейками. Это снизит интенсивность облучения в 30-50 раз.
Также следует учитывать, что в непосредственной близости от индуктора плотность потока мощности будет выше, особенно по оси намотки.Поэтому индукционную катушку нужно располагать вертикально, а за нагревом лучше наблюдать издалека.
Домашняя индукционная печь отлично справляется с плавлением относительно небольших участков металла. Однако такой горе не нужен ни дымоход, ни меха, нагнетающие воздух в плавильный участок. И всю конструкцию подобной печи можно разместить на письменном столе. Поэтому нагрев с помощью электрической индукции является оптимальным методом плавления металлов в домашних условиях. А в этой статье мы рассмотрим конструкции и схемы сборки таких печей.
Как устроена индукционная печь — генератор, индуктор и тигель
В заводских цехах можно найти канальные индукционные печи для плавки цветных и черных металлов. Эти установки имеют очень высокую мощность, создаваемую внутренним магнитным сердечником, что увеличивает плотность электромагнитного поля и температуру в тигле печи.
, но канальные конструкции Потребляют большие порции энергии и занимают много места, поэтому в домашних условиях и в небольших мастерских используется установка без магнитопровода — занавесная печь для плавки цветного / черного металла.Такую конструкцию можно собрать даже своими руками, ведь тигельная установка состоит из трех основных узлов:
- Генератор, вырабатывающий переменный ток с высокими частотами, которые необходимы для увеличения плотности электромагнитного поля в тигле. И если диаметр тигля можно сравнить с длинной волной переменного тока, то такая конструкция преобразует в тепловую энергию до 75 процентов электроэнергии, потребляемой установкой.
- Индуктор — медная спираль, созданная на основе точного просчета не только диаметра и количества витков, но и геометрии используемого при этом провода. Цепь индуктора должна быть настроена так, чтобы получать мощность в результате резонанса с генератором, или, скорее, с частотой питающего тока.
- Тигель — это огнеупорный контейнер, в котором происходит вся работа плавления, инициированная возникновением вихревых токов в конструкции. При этом диаметр тигля и другие размеры этой емкости определяются строго по характеристикам генератора и индуктора.
Такую печь может собрать любой радиолюбитель. Для этого ему нужно найти правильную схему и раскрыть материалы и детали. Список всего этого вы можете найти под текстом.
Какие бывают печи из которых — выбираем материалы и детали
Конструкция самодельной тигельной печи основана на простейшей лабораторной инверторной кухне. Схема этой установки на транзисторах имеет следующий вид:
По этой схеме можно собрать индукционную печь, используя следующие компоненты:
- два транзистора — желательно полевого типа и марки IRFZ44V;
- медная проволока диаметром 2 миллиметра;
- два диода марки UF4001, еще лучше — UF4007;
- два дроссельных кольца — их можно снять со старого блока питания с рабочего стола;
- три конденсатора емкостью по 1 мкФ каждый;
- четыре конденсатора емкостью 220НФ каждый;
- один конденсатор емкостью 470 НФ;
- один конденсатор емкостью 330 нФ;
- один резистор 1 Вт (или 2 резистора 0.По 5 Вт), рассчитанный на сопротивление 470 Ом;
- Медный провод диаметром 1,2 миллиметра.
Кроме того, вам понадобится пара радиаторов — их можно снять со старых материнских плат или кулеров для процессоров, и аккумулятор емкостью не менее 7200 мАч от старого источника бесперебойного питания на 12 В. Ну и контейнер тигель в этом случае фактически не нужен — в печах расплавится металлический стержень, который можно держать на холоде.
Пошаговая инструкция по сборке — несложные операции
Распечатайте и повесьте на рабочий стол кухонного лабораторного инвертора. После этого разложите все радиолисточки по сортам и маркам и прогрейте паяльник. Закрепите два транзистора на радиаторах. А если вы работаете с топкой дольше 10-15 минут подряд, закрепите кулеры от компьютера на радиаторах, подключив их к рабочему блоку. Схема распиновки транзисторов серии IRFZ44V выглядит так:
Берём медный провод за 1.2 миллиметра и намотайте на ферритовые кольца, сделав 9-10 витков. В результате вы получите удушье. Расстояние между витками определяется диаметром кольца, исходя из равномерности шага. В принципе, все можно сделать «на глаз», варьируя количество оборотов от 7 до 15 оборотов. Собрать аккумулятор из конденсаторов, соединив все детали параллельно. В итоге у вас должна получиться батарея на 4,7 мкФ.
Теперь изготовим индуктор из медной проволоки 2 мм.Диаметр витков в этом случае может быть равен диаметру фарфорового тигля или 8-10 сантиметров. Количество витков не должно превышать 7-8 штук. Если в процессе тестирования мощность печи покажется вам недостаточной — измените конструкцию индуктора, изменив диаметр и количество витков. Поэтому на первых парах контакты индуктора лучше делать не солдатиками, а разъемные. Далее соберите из текстолита все элементы на плате, опираясь на чертеж лабораторного инвертора Кувецка.И подключите аккумулятор на 7200 мАч к питанию. Это все.
Индукционные нагреватели можно разделить на промышленные и бытовые. Одним из основных способов получения тепла для плавки металла в металлургической промышленности являются индукционные печи. Приборы, работающие по индукционному принципу, представляют собой сложное электрическое оборудование и продаются в широком ассортименте.
Индукционная технология основана на таких устройствах из нашей повседневной жизни, как микроволновые печи, электрические печи, индукционные кухонные плиты, водогрейные котлы, печи для систем отопления.Кухонные плиты С индукционным принципом работы удобны, практичны и экономичны, но требуют использования специальной посуды .
Наиболее распространены печи с индукционным принципом работы для обогрева помещений. Вариантами такого отопления являются котельные установки или автономные агрегаты. В ювелирном деле и в небольших мастерских незаменимы индукционные печи небольших размеров для плавки металла.
Достоинства плавки
Индукционный нагрев является прямым, бесконтактным, и его принцип позволяет использовать выделяемое тепло с максимальной эффективностью.Коэффициент полезного действия (КПД) при использовании этого метода стремится к 90%. В процессе плавления происходит тепловое и электродинамическое движение жидкого металла, которое способствует равномерной температуре во всем объеме однородного материала.
Технологический потенциал таких устройств создает преимущества:
- скорость — сразу после включения можно использовать;
- высокоскоростной процесс плавления;
- возможность регулировки температуры плавления;
- зона и сфокусированная энергетическая ориентация;
- однородность жидкого металла;
- отсутствие угара из легирующих элементов;
- Экологическая чистота и безопасность.
Преимущества отопления
Схемы
Мастер умеет читать электрические схемы, полностью умею сделать печь для отопления или индукционную плавильную печь своими руками. Целесообразность монтажа самодельного агрегата каждый мастер должен определить для себя. Также необходимо предотвратить потенциальную опасность от неграмотно сделанных подобных конструкций.
Для создания работоспособной печи без готовой схемы необходимо иметь изложение основ физики индукционный нагрев.Без определенных знаний спроектировать и смонтировать подобный электроприбор невозможно. Проектирование устройств состоит из разработки, конструирования, черчения.
Для разумных хозяев, которым нужна безопасная индукционная печь, схема особенно важна, так как объединяет в себе всех работников домашнего мастера. Популярные инструменты, такие как индукционные печи, схемы сборки имеют множество вариантов, где мастера могут выбрать:
- емкость печи;
- рабочая частота;
- метод футеровки.
Характеристики
При создании индукционной плавильной печи нужно учитывать своими руками определенные технические условия. влияет на скорость плавления металла:
- мощность генератора;
- частота импульсов;
- потерь на вихревые течения;
- гистерезисных потерь;
- Интенсивность теплоотдачи (охлаждения).
Принцип работы
Основа работы индукционной печи — получение тепла от электроэнергии, производимой переменного электромагнитного поля (ЭДС) катушки индуктивности (индуктора).То есть электромагнитная энергия преобразуется в вихревую электрическую, а затем в тепловую.
Замкнутые внутри тела (вихревые) токи отделяют тепловую энергию, которая нагревает металл изнутри. Многоступенчатое преобразование энергии не снижает КПД печи. Благодаря простому принципу работы и возможности самостоятельной сборки по схемам, рентабельность использования таких устройств увеличивается.
Эти эффективные устройства в упрощенном исполнении и с уменьшенными габаритами работают от штатной сети до 220В, но при наличии выпрямителя.В таких устройствах можно нагревать и плавить только электропроводящие материалы.
Дизайн
Индукционное устройство типа трансформатора, в котором питается от источника переменного тока индуктор — первичная обмотка Нагреваемое тело представляет собой вторичную обмотку.
Простой индуктор низкочастотного нагрева можно рассматривать как изолированный проводник (прямой или спиральный), расположенный на поверхности или внутри металлической трубы.
Основными узлами прибора , работающими по принципу индукции, считают:
Мощность от генератора запускает мощные токи разной частоты в индукторе, который создает электромагнитное поле.Это поле является источником вихревых токов, которые поглощаются металлом и расплавляют его.
Система отопления
При установке самодельных индукционных нагревателей, недорогих моделей сварочных инверторов часто используют недорогие модели сварочных инверторов (преобразователи постоянного напряжения). Энергопотребление инвертора велико, поэтому для постоянной работы таких систем понадобится кабель сечением 4-6 мм2, вместо обычных 2,5 мм2.
Такие системы отопления должны закрываться и управляться автоматически.Также в целях безопасности потребуется помпа для принудительной циркуляции охлаждающей жидкости, приспособление для снятия манометра, манометр. От потолка и пола обогреватель должен быть на расстоянии не менее 1 м, а от стен и мебели не менее 30 см.
Генератор
Питание от промышленной частоты 50 Гц обеспечивается индукторами на заводе. А от генераторов и преобразователей высоких, средних и низких частот (индивидуальных источников питания) в быту работают индукторы.Наиболее эффективно привлекать к сборке высокочастотные генераторы. В индукционных мини-печах можно использовать токов разной частоты .
Генератор переменного токане должен давать жесткого спектра. По одной из самых популярных схем сборки индукционных печей в бытовых условиях частота генератора рекомендуется 27,12 МГц. Соберите один из этих генераторов из деталей:
- 4 тетроуза (электронные лампы) большой мощности (марка 6П3С), с параллельным подключением;
- 1 Neon Additional — индикатор готовности устройства.
Катушка индуктивности
Различные модификации индуктора могут быть представлены в форме восьмерки и в других вариантах исполнения. Центр узла — это электропроводящая графитовая или металлическая заготовка, вокруг которой наматывается проводник.
Хорошо нагреваются до высоких температур графитовые щетки (плавильные печи) и нихромовая спираль (нагревательное устройство). Самым простым является индуктор поверхности спирали, внутренний диаметр которой составляет 80-150 мм.Материалом для нагревательной змеевики проводника также часто является медная трубка или провод PEV 0,8.
Количество витков нагревательной спирали должно быть не менее 8-10. Требуемое расстояние между витками 5-7 мм, а диаметр медной трубки обычно составляет 10 мм. Минимальный зазор между индуктором и другими частями прибора должен быть не менее 50 мм.
Просмотры
Различают типов индукционных печей своими руками:
- канал — расплавленный металл располагается в ужасе вокруг сердечника индуктора;
- тигель — металл находится в тигеле, взятом внутри индуктора.
В крупных отраслях промышленности канальные печи работают от приборов промышленной частоты, а тигельные печи — от промышленной, средней и высокой частоты. В металлургической промышленности при плавке используются печи тигельного типа:
- чугун;
- стать;
- медь;
- магний;
- алюминий;
- драгоценных металлов.
При плавке используется вид канала индукционных печей:
- чугун;
- различные цветные металлы и их сплавы.
Канал
Индукционная печь канального типа должна иметь при нагревании электропроводящий корпус В зоне отвода тепла. При первичном запуске такой печи внутри зоны плавления расплавленный металл заливается или вставляется металлический узор. По окончании плавки металла сырье не осушается полностью, оставляя «болото» для следующей плавки.
Тигель
Индукционные печиCegile пользуются наибольшей популярностью у мастеров, поскольку просты в исполнении.Тигглс — специальный съемный контейнер, помещаемый в индуктор вместе с металлом для последующего нагрева или плавления. Буксиры могут быть из керамики, стали, графита и многих других материалов. От канального типа отличается отсутствием сердечника.
Охлаждение
Повышает эффективность работы плавильной печи в промышленных условиях и в бытовых малогабаритных устройствах охлаждения заводского производства. В случае непродолжительной работы и малой мощности Самодельный инструмент можно обойтись без этой функции.
Невозможно выполнить задачу охлаждения для охлаждения системы охлаждения. Окало на медали Это может привести к потере работоспособности устройства, поэтому потребуется регулярная замена индуктора.
В промышленных условиях применяется водяное охлаждение, с антифризом, а также совмещенное с воздушным. Принудительное воздушное охлаждение в самодельной бытовой технике недопустимо, так как вентилятор может затянуться на ЭДС, что приведет к перегреву корпуса вентилятора и снижению КПД топки.
Безопасность
При работе с печью следует остерегаться термических ожогов и учитывать высокую пожарную опасность устройства. При работе с инструментами их движение запрещено. Особенно предусмотрительно следует быть при установке печных печей в жилых помещениях.
ЭДС действует и нагревает все окружающее пространство, и эта особенность тесно связана с мощностью и частотой излучения устройства. Мощные промышленные устройства могут воздействовать на металлические детали рядом с собой, на ткани людей, на предметы в карманах одежды.
Необходимо учитывать возможное воздействие таких устройств при работе с людьми с имплантированными кардиостимуляторами. При покупке инструментов с индукционным принципом работы необходимо внимательно прочитать инструкцию по эксплуатации.
Индукционная плавильная печь используется для плавки металлов и сплавов в течение последних нескольких десятилетий. Устройство получило распространение в металлургии и машиностроении, а также в ювелирном деле. При желании простой вариант этого оборудования можно изготовить своими руками.Рассмотрим подробнее принцип работы и особенности использования индукционной печи.
Принцип индукционного нагрева
Для перехода металла из одного агрегатного состояния в другое необходимо его нагреть до достаточно высокой температуры. При этом у каждого металла и сплава своя температура плавления, которая зависит от химического состава и других точек. Индукционная плавильная печь нагревает материал изнутри, создавая вихревые токи, проходящие через кристаллическую решетку.Рассматриваемый процесс связан с явлением резонанса, вызывающего увеличение силы вихревых токов.
Принцип устройства имеет следующие особенности:
- Пространство, которое образуется внутри катушки, используется для размещения обрабатываемой детали. Использовать такой способ нагрева в промышленных условиях можно только в том случае, если вы создадите большой прибор, в котором можно разместить смесь разного размера.
- Установленный змеевик может иметь разную форму, например восьмерку, но наибольшее распространение получила спираль.При этом следует учитывать, что форма змеевика выбирается в зависимости от особенностей обрабатываемой детали, подвергаемой нагреву.
Для создания переменного магнитного поля прибор подключается к бытовой электросети. Генераторы высокой частоты используются для улучшения качества получаемого сплава с высокой текучестью.
Устройство и применение индукционной печи
При желании можно создать индукционную печь для плавки металла из инфракрасных материалов.Классическая конструкция состоит из трех блоков:
- Генератор, создающий высокую частоту переменного типа. Именно он создает электрический ток, который превращается в магнитное поле, проходящее через материал и ускоряющее движение частиц. Благодаря этому происходит переход металла или сплавов из твердого состояния в жидкое.
- Катушка индуктивности отвечает за создание магнитного поля, которое нагревает металл.
- Тигель предназначен для плавления материала.Он помещается в дроссель, а обмотка подключается к источникам тока.
Процесс преобразования электрического тока в магнитное поле сегодня применяется в самых разных отраслях промышленности.
К основным достоинствам индуктора можно отнести следующие моменты:
- Современное устройство может направлять магнитное поле, за счет чего увеличивается КПД. Другими словами, отопление — это смесь, а не прибор.
- Благодаря равномерному распределению магнитного поля заготовка нагревается равномерно.При этом с момента включения устройства до плавления заряда идет небольшой промежуток времени.
- Однородность получаемого сплава, а также его высокое качество.
- При нагревании и плавлении металла испарения не происходит.
- Сама установка безопасна в использовании, образование токсичных веществ не вызывает образование токсичных веществ.
Существует просто огромное количество различных вариантов исполнения самодельных индукционных печей, каждая имеет свои особенности.
Типы индукционных печей
Рассматривая классификацию устройств, отметим, что нагрев заготовок может проходить как внутри, так и снаружи змеевика. Поэтому индукционные печи бывают двух типов:
- Канальные. У этого типа устройства есть небольшие каналы, которые расположены вокруг индуктора. Для создания переменного магнитного поля внутри расположен сердечник.
- Тигель. Для этой конструкции характерно наличие особой емкости, называемой тиглем.Изготовлен из тугоплавкого металла с высокой температурой плавления.
Индукционная печьВажно отметить, что канальные индукционные печи имеют большие габаритные размеры и предназначены для промышленной плавки металла. Благодаря непрерывному процессу плавки можно получить большой объем расплавленного металла. Канальные индукционные печи используются для плавки алюминия и чугуна, а также других цветных сплавов.
Тигельные индукционные печи отличаются относительно небольшими размерами.В большинстве случаев такого рода устройство используется в ювелирном деле, а также при плетении металла в домашних условиях.
Создав печь своими руками, можно провести регулировку мощности, для которой меняется количество витков. При этом следует учитывать, что с увеличением мощности устройства требуется более емкий аккумулятор, так как расход энергии увеличивается. Для того, чтобы снизить температуру основных элементов конструкции, установлен вентилятор. При длительной эксплуатации печи основные ее элементы могут значительно нагреваться, что стоит учесть.
А индукционные печи на лампах получили большее распространение. Эту конструкцию можно изготовить самостоятельно. Процесс сборки имеет следующие особенности:
- Медная трубка используется для создания индуктора, для чего она изгибается по спирали. Концы также должны быть большими, что требуется для подключения устройства к источнику тока.
- Катушка индуктивности должна быть помещена в корпус. Он изготовлен из термостойкого материала, способного отражать тепло.
- Осуществляется подключение каскадов ламп по схеме с конденсаторами и дросселями.
- Неоновая контрольная лампа подключена. Включается схема, чтобы показать, что устройство готово к работе.
- Система подключена к тактовому конденсатору переменной емкости.
Важный момент — как охлаждается система. При работе практически всех индукционных печей основные элементы конструкции могут нагреваться до высокой температуры. Промышленное оборудование имеет систему принудительного охлаждения, работающую на воде или антифризе. Для того, чтобы создать конструкцию водяного охлаждения своими руками, требуются довольно большие деньги.
Дома установлена система воздушного охлаждения. Для этого устанавливаются вентиляторы. Они необходимы, чтобы обеспечить непрерывный приток холодного воздуха к основным элементам конструкции печи.
на продажу | Плавильная печь для всего металла
Chapter1:
Что такое индукционный нагрев?
1.1 Принцип индукционного нагрева
Индукционный нагрев, также известный как электромагнитный индукционный нагрев, представляет собой метод нагрева проводящих материалов, таких как металлические материалы.Он в основном используется для плавки металлов, термообработки, сварки и ковки.
Электромагнитная индукция, открытая Майклом Фарадеем, начинается с катушки из проводящих материалов (таких как медные индукционные катушки). Когда ток течет через катушку, создается магнитное поле внутри и вокруг катушки. Способность магнитного поля действовать зависит от конструкции катушки и количества тока, протекающего через катушку
Направление магнитного поля зависит от направления тока, поэтому переменный ток через катушку вызывает магнитное поле. поле для изменения направления с той же скоростью, что и для переменного тока.Переменный ток частотой 60 Гц заставит магнитное поле переключаться со скоростью 60 направлений в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400000 раз в секунду.
Когда проводящий материал (заготовка) помещается в переменное магнитное поле (например, поле, создаваемое переменным током), в заготовке индуцируется напряжение (закон Фарадея). Наведенное напряжение приведет к потоку электронов: ток! Ток, протекающий через заготовку, будет противоположен току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, он вызывает некоторое сопротивление движению электронов. Сопротивление выражается в виде тепла (эффект нагрева Джоуля). Материалы, которые более устойчивы к потоку электронов, выделяют больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуктивного тока. Это явление очень важно для индукционного нагрева.
Все это говорит нам о том, что для индукционного нагрева необходимы две точки:
- Изменение магнитного поля
- Проводящие материалы помещены в магнитное поле.
Индукционная нагревательная печь производства CDOCAST просто использует электромагнитную индукцию для генерации электрического тока внутри нагретого материала и использует энергию этих вихрей для нагрева.
Основные компоненты системы индукционного нагрева включают индукционную катушку, источник питания переменного тока и заготовку. В зависимости от различных нагревательных объектов змеевик может иметь разную форму. Катушка подключена к источнику питания, который обеспечивает переменный ток для катушки.Переменный ток, протекающий через катушку, создает переменное магнитное поле через заготовку, которое заставляет заготовку генерировать вихревой ток для нагрева.
1.2: что такое индукционная плавильная печь промежуточной частоты?
Среднечастотная индукционная печь (далее именуемая индукционной печью) с рабочей частотой от 50 до 10 Гц, трехфазным переменным током промышленной частоты 50 Гц через выпрямительное оборудование SCR, она превращается в источник пульсирующего постоянного тока, и затем выводит электрическую энергию переменного тока около 1 кГц [средняя частота] в корпус печи через инверсию SCR.Когда ток промежуточной частоты проходит через катушку печи, он преобразует электрическую энергию в магнитную энергию в форме магнитного поля, то есть в корпусе печи создается переменное магнитное поле. Когда корпус печи загружает сталь, в стали индуцируется вихревой ток. Этот вихревой ток приведет к быстрому повышению температуры стали и преобразованию магнитной энергии в тепловую, завершая преобразование электрической и тепловой энергии. Среднечастотная индукционная плавильная печь в основном состоит из:
- тигля из огнеупорного материала
- источника питания средней частоты,
- индукционной катушки
Заряженный металлический материал в тигле эквивалентен вторичной обмотке трансформатора.Когда индукционная катушка подключена к источнику переменного тока, в индукционной катушке создается переменное магнитное поле. Индукционная электродвижущая сила создается в заряде, когда металлический загружаемый материал в тигле разрезается магнитным проводом. Из-за образования замкнутого контура самого шихтового материала характеристика вторичной обмотки составляет всего один виток и является замкнутой. Таким образом, в загружаемом материале одновременно возникает индукционный ток.Когда индукционный ток проходит через заряд, заряд нагревается, что способствует его плавлению.
Среднечастотная индукционная печь использует источник питания средней частоты для создания среднечастотного магнитного поля, заставляет внутреннюю часть ферромагнитного материала производить индукционный вихревой ток для нагрева, достигает цели нагрева материала. Индукционный нагрев применяется в среднечастотной индукционной печи со среднечастотным источником питания 200-2500 Гц для плавления и сохранения тепла.
Среднечастотный Индукционная плавильная установка широко применяется при плавке цветных и черных металлов. По сравнению с другим металлоплавильным оборудованием , индукционная печь IF имеет такие преимущества, как высокая термическая эффективность, короткое время плавки, меньшие потери при выгорании элементов сплава, широкий спектр плавильных материалов, меньшее загрязнение окружающей среды, точный контроль температуры и состава расплавленного металла. .
1,21 преимущества индукционной плавильной печи промежуточной частоты
Благодаря преимуществу системы нагрева индукционной печи средней частоты 1: небольшой объем 2: легкий вес, 3: высокая эффективность, 4: отличное качество термической обработки 5: благоприятная среда, Индукционные печи быстро отказываются от угольных печей, газовых печей, мазутных печей и обычных печей сопротивления, это новое поколение оборудования для плавки металлов.Его наиболее примечательными особенностями являются следующие:
- Высокая скорость плавки, хороший эффект энергосбережения, низкие потери металла и низкое энергопотребление.
- Функция самосмешивания, температура плавления и однородный состав металла.
- Отличная рабочая среда с электрическим обогревом
- Идеальные пусковые характеристики, печь с пустой загрузкой и печь с полной загрузкой могут достигать 100% запуска
Chapter2:
Типы плавильных печей для металла
2.1: Классификация печи для плавки металлов
Под печью для плавки металлов понимается установка, которая плавит металлические слитки и некоторые металлические ломы, а также добавляет необходимые компоненты сплава и плавит их в требуемые сплавы с помощью таких операций, как очистка и рафинирование.
По разным источникам тепловой энергии печи для плавки металлов можно разделить на три типа:
- Нагревание топлива : (включая природный газ, сжиженный нефтяной газ, газ, дизельное топливо, мазут, кокс и т. Д.)) реактивное тепло, образующееся при сгорании топлива, используется для нагрева заряженного металла.
- Среднечастотная индукционная плавильная машина , переменное магнитное поле создается переменным током через катушку, а металл в магнитном поле нагревается индукционным током.
- Электропечь для плавки металлов , металл нагревается с помощью элемента сопротивления, который обычно применяется при плавке цветных металлов
Мы выбираем разные печи в зависимости от выплавляемых металлов и конечных продуктов, которые мы хотим получить.
2.2 Классификация плавильных печей для металлов
В зависимости от вида плавки металлов печи для плавки металлов можно разделить на 3 основных типа.
- Плавильная печь для меди
- Плавильная печь для алюминия
- Плавильная печь для стали / железа
- Плавильная печь для драгоценных металлов
Chapter3:
3. Плавильная печь для меди / латуни / бронзы
Медь не является — черный металл, который очень тесно связан с людьми и широко используется.Он используется в электротехнике, легкой промышленности, машиностроении, строительной промышленности, национальной оборонной промышленности и т. Д., Уступая только алюминию по потреблению цветных металлов в Китае. Медь — это красный металл и зеленый металл. Считается, что это зеленый металл, в основном потому, что он имеет низкую температуру плавления и легко переплавляется и переплавляется, поэтому переработка обходится довольно дешево. В древности из него в основном отливали посуду, предметы искусства и оружие. Медные руды из медных рудников обогащаются до медных концентратов или рудных песков с более высоким содержанием меди.Медные концентраты необходимо рафинировать и плавить в плавильной печи, чтобы превратить их в медные изделия, такие как медная проволока, медный слиток, медная пластина и т. Д.
Таким образом, плавильная печь для меди играет важную роль в индустрии рафинирования меди. На рынке в основном представлены машины для плавки меди трех типов
- Печь для плавки меди, работающая на природном газе
- Индукционная печь для плавления меди
- Печь для плавления карбида кремния
3.1 Печь для плавки меди на природном газе
Газовые плавильные печи — максимальная температура может достигать 2400 градусов по Фаренгейту.Работайте на природном газе или пропане, соответствующим образом отрегулируйте газо-воздушную смесь (нет отверстия для замены). Газоплавильная печь чистая и безопасная, что сделает цех чистым и аккуратным, прост в управлении, в основном используется для плавки, разливки без — черные металлы, такие как алюминий, цинк, серебро, свинец, олово, медь и т. д.
Преимущества плавильной печи для медной печи, работающей на природном газе:
- Высокая термическая эффективность при низких эксплуатационных расходах, Большая плавильная способность по сравнению с электрическим нагревом Тигельная печь по сравнению, высокая эффективность, низкое энергопотребление, что полностью исключает затраты на замену электрических нагревательных элементов.
- Используйте высококачественную горелку, сделайте дизельное топливо полностью сожженным, выбросы выхлопных газов полностью свободны от загрязнения, конструкция с несколькими каналами теплового потока, в полной мере используйте энергию, вырабатываемую горелкой, значительно улучшите тепловую эффективность, эффект энергосбережения замечательный
- Газовая медеплавильная машина особенно подходит для регионов с дефицитом электроэнергии, чтобы не беспокоиться о повышении мощности из-за расширения производства.
3.2 Индукционная плавильная печь для меди
Индукционная плавильная печь для меди в основном делится на (индукционную печь с линейно-частотным заполнением сердечника и индукционную печь средней частоты).
Индукционная порошковая печь с линейной частотой плавления и нагрева металла, нагрев происходит равномерно без потерь, что удобно для регулирования состава расплавленного металла. Однако индукционная порошковая печь с линейной частотой плавит холодный материал с низкой скоростью, не способствует образованию шлака и требует пускового блока для запуска холодной печи. Производство недостаточно гибкое, поэтому в основном используется для переплавки и нагрева металлов и сплавов. Кроме того, электрическая печь промышленной частоты имеет низкий коэффициент мощности, поэтому требуется большое количество компенсационных конденсаторов, что также увеличивает площадь и инвестиции в оборудование.
Разница в производительности между печью промежуточной частоты и индукционной печью с линейной частотой:
1: среднечастотная печь имеет более высокую удельную мощность и более высокую производительность. Другими словами, размер тигля той же самой мощной среднечастотной печи составляет только одну треть от размера тигля промышленной электропечи.
2: Во-вторых, индукционная печь промежуточной частоты может опорожнять печь каждый раз при плавке, поэтому легко изменить разновидность расплавленного металла, который может быстро плавиться, в то время как для печи промышленной частоты требуется некоторое количество оставшегося расплавленного металла в печи. тело.Это означает, что с помощью печи промышленной частоты можно плавить только один вид металла.
3: При тех же условиях производительности индукционная печь средней частоты имеет меньшую мощность, поэтому она занимает небольшую площадь, более того, индукционная печь средней частоты потребляет меньше футеровочных материалов, поэтому имеет низкие эксплуатационные расходы.
4: Надежность печи промежуточной частоты выше, а коэффициент использования оборудования улучшен.
5: По сравнению с печью промышленной частоты, индукционная печь промежуточной частоты имеет меньшее усилие перемешивания, что означает меньшую эрозию металлической футеровки и более длительный срок службы футеровки.
Видео о среднечастотной индукционной печи без сердечника:
3.3 Плавильная печь карбида кремния
Плавильная печь карбида кремнияявляется одним из видов плавильных печей сопротивления. Плавильная печь сопротивления — это промышленная печь, которая использует электрический ток для нагрева электрического нагревательного элемента или теплоносителя в печи, чтобы нагреть загруженный материал. Это нагревательная печь, которая использует ток для выработки тепловой энергии через резистивный материал.
Плавильные печи сопротивления широко используются в механической промышленности для нагрева металлов перед ковкой, термической обработки металлов, пайки, спекания в порошковой металлургии, прокаливания и отжига стекла и керамики, плавления металлов с низкой температурой плавления, сушки песчаных форм и красок. покрытия и т. д.
В целом электроплавильная печь основана на различных температурах, необходимых для выбора различных нагревательных элементов, в настоящее время наиболее широко используемыми нагревательными элементами являются железо-хром-алюминиевые проволочные печи с температурой нагрева ниже 1200, в то время как Печь с кремний-углеродным стержнем может использоваться до 1400 градусов, если требуется более высокая температура, мы предлагаем кремний-молибденовый стержень, нагревательные элементы ZrO2, печь для плавки кремний-углеродного стержня является самой популярной на рынке с преимуществом простоты использования, стабильная и надежная
Преимущества плавильной печи из карбида кремния
- Легко получить высокую температуру, когда по сравнению с топочным топливом.
- Может нагреваться изнутри для нагрева материала.
- Плавильная печь карбида кремния доступна для использования в печи с контролируемой атмосферой и вакуумной печи.
- Плавильная печь сопротивления не имеет потерь тепла на выхлопе топливной печи, поэтому термический КПД высокий.
- легко контролировать температуру, система контроля температуры может быть легко установлена
- быстрый нагрев.
- хорошие рабочие характеристики, отсутствие загрязнения окружающей среды.
После плавления медного или латунного лома в плавильной печи большинство людей предпочтут отливать латунные стержни, латунные стержни, медный лист, медную проволоку и т. Д. И другие продукты, соответственно, мы выберем разные машины непрерывного литья для лить те типы медных изделий, которые вы хотите, поэтому на рынке в основном есть два типа машин непрерывного литья, горизонтальная машина непрерывного литья латуни и машина непрерывного литья меди снизу вверх .
3.4 Горизонтальная / бронзовая машина непрерывного литья
Горизонтальная / бронзовая машина непрерывного литья в основном используется для изготовления медных латунных / бронзовых прутков, труб, листов. Материалами могут быть чистая медь / латунь / бронза, медный лом / латунь / бронза и другие материалы из меди / латуни / бронзы.
Принцип горизонтальной разливки — это печь для выдержки плавки с графитовым тиглем, обогреваемая очень эффективными графитовыми нагревательными элементами, система обогрева с охладителем, вместе с графитовой матрицей и охладителем, а также выездной путь с вытяжным оборудованием, а также отключающее устройство.Расплавленный металл течет из тигля прямо в графитовую литейную форму, которая охлаждается с помощью чрезвычайно надежной охлаждающей рубашки.
Графитовые фильеры с водяным охлаждением соединены горизонтально с выдерживающим тиглем. Во время процесса постоянного растекания сталь перемещается прямо в литейную форму из графита, где она затвердевает. Усиленные пряди периодически извлекаются серией «вытягивание-пауза» с помощью оборудования для извлечения. После выхода графита, который находится внутри ключевого охладителя, пряди акторов проходят через вторичный более холодный поток в виде водяного «барботажа», который устраняет избыточное тепло, содержащееся в затвердевшей заготовке.Водяное «барботажное охлаждение» за выходом из фильеры является намного более эффективным с точки зрения тепловыделения по сравнению с использованием более холодного графитового водоохлаждаемого рукава.
Основные составные части :
- Индукционная печь
- Тяговая машина
- Автоматическая отрезная машина
- Очистная машина (окорочная машина)
- Электрическая система управления
- Система водяного охлаждения
- Оборудование для удаления пыли.
3,5 машина непрерывного литья медной проволоки / катанки вверх
Машина непрерывного литья вверх без содержания кислорода в основном используется для производства светлых и бескислородных медных прутков и медных плоских полос.Сырье расплавляется в плавильной печи, а жидкая медь покрывается коксом и чешуйчатым графитом, чтобы избежать окисления. После плавления раздаточная печь поддерживает температуру жидкой меди около 1150 ℃. Разливочная машина быстро кристаллизует жидкую медь в кристаллизаторе и непрерывно выводит медные стержни (плоские медные полосы). Непрерывное литье вверх — это новый процесс производства длинномерных блестящих бескислородных медных стержней. Он обладает высокой проводимостью, низким содержанием кислорода и т. Д.После дальнейшей обработки эти стержни могут использоваться в качестве проводящего материала для электрических проводов и кабелей, провод магнетизма и эмалированных проводов, а также могут использоваться в других электронных электрических изделиях.
- Основные составные части
- Плавильная печь
- Машина непрерывного литья
- Стойка направляющих колес
- Регулятор скорости
- Двухтактная моталка
- Система охлаждения
- Система испытания температуры
- Система загрузки катода
- Электрическое управление система.
Технический процесс
Поместите медный катод над печью с помощью подъемной системы для обжига → Отрегулируйте скорость подачи в соответствии со скоростью разливки. Подайте медный катод в плавильную печь для плавления (древесный уголь должен использоваться для предотвращения окисления) → жидкая медь течет в переходную часть (древесный уголь все еще необходим, чтобы избежать окисления) → жидкая медь течет в печь для выдержки → жидкая медь течет в кристаллизатор должен быть медными стержнями → медные стержни входят в тяговое устройство для движения вверх → проходят через выходную рамку → медные стержни проходят через распределительную рамку (чтобы отделить каждый стержень) → медные стержни проходят через натяжную рамку (для управления приемом скорость) → медные стержни проходят приемную машину для намотки → Следующий процесс
Chapter4:
Плавильная печь алюминия
Алюминий является самым распространенным металлом в земной коре, за ним следует железо.Алюминий составляет 7,45% от общего веса земной коры, что не более чем в два раза хуже железа. Соединения алюминия есть повсюду на Земле. Как и в обычном грунте, здесь много глинозема Al2O3. Поэтому плавильные печи для алюминия широко используются в промышленном производстве для алюминиевых заводов
4.1 Среднечастотная индукционная плавильная печь для алюминия
Среднечастотная плавильная печь для алюминия — новый тип высокой эффективности энергосберегающая печь, разработанная на основе технологии выплавки алюминия.Он может хорошо соответствовать требованиям технологии плавки алюминия, таким как строгий состав сплава, прерывистое производство, большая мощность одной печи и т. Д. Он может снизить потребление, уменьшить потери при горении, улучшить качество продукции, снизить трудоемкость и улучшить рабочую силу. Среднечастотная машина для плавки алюминия подходит для периодической работы с плавлением сплавов и переработанных материалов.
4.2 Преимущества индукционных печей для плавки алюминия
- Небольшие размеры, легкий вес, высокая эффективность, а также низкое энергопотребление;
- Низкая температура окружающей среды, низкий уровень дыма и пыли, а также хорошая рабочая среда;
- Простой рабочий процесс и надежная плавка;
- Температура нагрева однородна, потери при горении невелики, состав металла однороден;
- Качество отливки хорошее, температура плавления высокая, температуру печи легко контролировать, а эффективность производства высокая;
- высокая доступность, легко менять разновидности.
4.3 Газовая печь для плавления алюминия
Из-за низкой температуры плавления алюминия газовая плавильная печь для алюминия идеально подходит для плавления алюминия, который может использоваться для плавки, литья и горячего покрытия большинства цветных металлов, таких как алюминий, цинк, серебро, свинец, олово и медь
Преимущество газовой плавильной печи для алюминия
- Газовая плавильная печь для алюминия использует природный газ (легкое дизельное топливо) в качестве топлива, чистый и безопасный, делает цех аккуратным и аккуратным. чистая, удобная в управлении.
- Высокая тепловая эффективность, низкие эксплуатационные расходы и электрическая нагревательная тигельная печь по сравнению с плавильной емкостью, высокий КПД, низкое энергопотребление, что полностью исключает затраты на замену электрического нагревателя.
- Принять горелки всемирно известных брендов, так что сгорание дизельного топлива, выбросы выхлопных газов полностью свободны от загрязнения, конструкция с несколькими каналами теплового потока, полное использование энергии, вырабатываемой горелкой, значительно улучшают тепловую эффективность, энергосберегающий эффект замечательный.
- Не беспокойтесь о мощности.
4.4 Сопротивление Тигельная печь для плавления алюминия
Тигельная печь для плавления алюминия является одной из самых популярных печей в настоящее время. Преимущество печи этого типа заключается в хороших изоляционных характеристиках, быстрой плавке, низкой стоимости производства, загрязнении и других характеристиках.
Рабочие характеристики тигельной плавильной печи для алюминия:
1. Тигельная плавильная печь для алюминия обладает хорошими теплоизоляционными характеристиками, высокой скоростью плавления, низкой производственной стоимостью, низким уровнем загрязнения, что соответствует требованиям защиты окружающей среды.
2. Принять метод нагрева проволоки сопротивления, принять нагрев проволоки сопротивления высокотемпературного сопротивления железа, хрома, алюминия, максимальная температура может выдерживать 1400 ° C, потому что печь сопротивления в основном оснащена тиглем (графитовый тигель или чугунный тигель, графитовый тигель в основном используется для плавка алюминия, чугун, тигель для плавки цинка, свинца, олова, магния и др.), поэтому печь сопротивления еще называют тигельной электролитической печью.
3. Печи для плавки алюминия CDOCAST изготовлены из высококачественных огнеупоров, а также изоляционных материалов, чтобы обеспечить максимальный эффект теплоизоляции и срок службы печи.Это самый прямой способ снизить производственные затраты для клиентов. Эффект от экономии электроэнергии очевиден.
4. В печах сопротивления оборудуются полностью функциональные шкафы распределения питания .i. Распределительный шкаф имеет функции перегрева и отключения питания печной проволоки, перегрева и отключения жидкого алюминия, управления модулем SCR, стабильной работы, безопасности и надежности, система PID используется для контроля температуры.
5: Подходит для плавления цветных металлов и сплавов с низкой температурой плавления, таких как алюминий, цинк, свинец, олово, магний и т. Д.Изоляционная печь может использоваться для различных видов машин для литья под давлением и механического ручного производственного оборудования.
4.5 Машина для литья алюминиевых / цинковых слитков
Машина для литья алюминиевых слитков изначально была установлена на нашем собственном литейном заводе в основном для обработки алюминия. Машина для разливки слитков должна быть исключительно качественной, чтобы обеспечить долгий срок службы в цехе, а также быть быстрой, эффективной и на 100% надежной. Это нелегкая задача, поэтому мы используем только самые эффективные покрытия, а также элементы и разрабатываем каркасы в жилых домах из высококачественной стали.Наши системы разливки были созданы для минимизации образования окалины, что впоследствии значительно улучшает производимые слитки. Гибкая система скорости позволяет правильно управлять количеством металла, заливаемого в каждую изложницу, создавая слитки одинакового веса и размеров. По мере того, как изложницы перемещаются вверх по склону и вокруг головных звездочек, они переворачиваются, позволяя слиткам упасть с помощью двух молотков.
Существует ряд стандартных моделей, которые генерируют конусы, кубики или длинные слитки с возможностью производства слитков от 5 до 10 тонн в час.Установки для литья алюминиевых слитков Cdocast также могут быть разработаны для удовлетворения потребностей вашего собственного завода.
Chapter5:
Печь для плавки стали и чугуна
Металлы глянцевые, имеют хорошую проводимость, теплопроводность и механические свойства, обычно в зависимости от цвета и свойств металлов и других характеристик, будут разделены на черные металлы и цветные металлы две основные категории. Черный металл в основном относится к чугуну и его сплавам, таким как сталь, чугун, ферросплав, чугун и так далее.Другие металлы, кроме черных, называются цветными металлами. Черные металлы в промышленности вместе называют железом, хромом и марганцем. Сюда также входят сплавы этих трех металлов, особенно легированная черная металлическая сталь, а также железо и сталь. Цветные металлы относятся к черным металлам.
Вот два основных типа печей для плавки черных металлов.
1: среднечастотная индукционная печь
2: электродуговая печь
5.1 Индукционная печь для плавки стали и чугуна
Сталь / чугун Индукционные плавильные печи очень популярны на сталелитейных и литейных заводах.Они используются для хранения и последующей плавки черных металлов, губчатого железа, цветных металлов и многих других стальных ломов. Они используются для замены вагранок, так как их конец выделяет много пыли и других опасных загрязняющих веществ. Средняя частота Изготовлена плавильная печь для чугуна. от COOLDO, имеют идеальные множественные функции защиты — от перегрузки по току, от перенапряжения; недостаточный напор воды; высокая температура воды; низкое напряжение и обрыв фазы. Преимущества нашего плавильного оборудования: высокая экономия энергии; низкое влияние на сетку; высокая скорость плавления; небольшая потеря окисления; однородность металлического состава; легко контролируемая температура; отличные изоляционные качества и т. д. И есть следующие типы корпуса плавильной печи на ваш выбор.
5.2 Классификация корпуса печи
Сталь / железо Индукционные плавильные печи очень популярны на сталелитейных и литейных заводах. Они используются для хранения, а затем плавки черных металлов, губчатого железа, цветных металлов и многих других стальных ломов. Они используются для замены вагранок, так как их конец выделяет много пыли и других опасных загрязняющих веществ.
1. Обычно корпус печи может можно разделить на два вида: алюминиевый корпус
и стальной корпус. В зависимости от формы корпуса печи с алюминиевым кожухом ее можно разделить на круглый корпус печи и квадратный корпус печи (обычно известный как малая печь)
2.Общая емкость печи со стальным кожухом составляет 0,3–60 тонн, емкость круглой печи с алюминиевым кожухом составляет 0,15–5 тонн, емкость печи с квадратным алюминиевым кожухом составляет 0,01–0,15 тонны. Единица мощности рассчитана на толщину стали 7,8.
3-1. Печь со стальным кожухом в основном состоит из корпуса печи (стальной конструкции), горловины печи, рабочего стола, гидроцилиндра, индукционной катушки, магнитного ярма, кирпичей и т. Д. См. Ниже:
3-2. По сравнению с печью с алюминиевым кожухом, печь со стальным кожухом имеет следующие преимущества:
① Экономия энергии 5% на тонну
② Более прочная и долговечная
③ Положение для заливки расплавленной стали практически не изменилось 、
④ Индукционная катушка не изменилась. легко деформируется в защите магнитного ярма.
Круглая печь с алюминиевым корпусом в основном состоит из корпуса печи с алюминиевым корпусом, кирпичей (вверх), кирпичей (вниз), асбестовой плиты, индукционной катушки, винта из нержавеющей стали и т. Д., См. Ниже:
Внутренняя структура печи с квадратным алюминиевым корпусом и Круглая печь с алюминиевым кожухом практически такая же , отличается только внешней формой и устройством наклона. Круглая печь с алюминиевым кожухом широко используется в редукторе с наклоном ножек печи; квадратный алюминиевый кожух печи в целом наклоняется вручную, маховиком или рычагом.
Щелкните здесь, чтобы узнать разницу между корпусом печи с алюминиевым каркасом и корпусом печи со стальным каркасом.
5.3 Система водяного охлаждения для индукционных печей
Система охлаждения в основном состоит из двух частей: водяного охлаждения источника питания и водяного охлаждения корпуса печи. Блок питания включает в себя различные устройства питания в силовом шкафу и группу электронагревательных конденсаторов.
Обычно мы предлагаем использовать в корпусе печи и источнике питания независимое охлаждающее устройство.В среднечастотном источнике питания используется полностью закрытая водяная градирня, а в корпусе печи — водяная градирня открытого типа.
Целью использования двух независимых охлаждающих устройств является предотвращение взаимного влияния. Поскольку среднечастотный источник питания требует низкотемпературного охлаждения вода (чистая вода), температура воды на выходе должна контролироваться в пределах 55 градусов C, но температура охлаждающей воды индукционной катушки может быть немного выше, что может улучшить тепловой КПД печи, более того, это может уменьшить объем охлаждающего устройства, тем самым снижая стоимость.
Подробная схема конфигурации охлаждающей трубы
| Модель | Вентилятор | Вторичный насос | Соединительный патрубок (мм) | Размер | Вес (мм) (кг)||||||||
| кВт | м3 / ч | кВт | м³ / ч | На входе | L на выходе | на выходе на выходе на выходеH | Неактивный | Загруженный | ||||
| NCH-5 | 1.1 × 2 | 15000 × 2 | 1,5 | 45 | DN80 | DN65 | 2800 | 1940 | 2200 | 1050 | 1880 | |
| NCH-6 | 911 911 1,1 × 21,5 | 45 | DN80 | DN65 | 2900 | 1940 | 2200 | 1100 | 2050 | |||
| NCH-7 | 1,1 × 2 | 15000 × 1 | 545 | DN80 | DN80 | 2900 | 1940 | 2200 | 1150 | 2150 | ||
| NCH-8 | 1.1 × 3 | 15000 × 3 | 60200 | 60200 | DN80 | DN80 | 3300 | 1940 | 2200 | 1320 | 2450 | |
| NCH-10 | 1,1 × 3 | 15000 × 3 | 2,2 | 60 | DN100 | DN10060 | DN100 3300 | 1940 | 2610 | 1480 | 3050 | |
| НЧ-13 | 1.5 × 3 | 18500 × 3 | 2.2 | 60 | DN100 | DN100 | 3300 | 1940 | 2780 | 1480 | 3080 | |
| NCH-16 | 1 9119 1.5 × 4 | 2,2 | 114 | DN125 | DN125 | 4400 | 2240 | 2780 | 2080 | 4080 | ||
| NCH-18 | 1.5 × 4 | 18500 × 42 | 114 | DN125 | DN125 | 4400 | 2240 | 2780 | 2150 | 4280 | ||
| NCH-20 | 114 1,5 × 4 | 18500 × 4 | 2,2 DN125 | DN125 | 4400 | 2240 | 2940 | 2180 | 4480 | |||
| NCH-22 | 1,5 × 4 | 18500 × 4 | 2,2 | 114 | DN1179 DN1179 4400 | 2240 | 2940 | 2240 | 4780 | |||
| NCH-25 | 1.5 × 4 | 18500 × 4 | 4 | 140 | DN150 | DN150 | 4800 | 2240 | 3100 | 2520 | 5080 | |
| NCH-30 | 2.2 × 4 | 4 | 140 | DN150 | DN150 | 5440 | 2240 | 3100 | 3080 | 6980 | ||
| NCH-35 | 2,2 × 4 | 25000 × 4 | 140 | DN200 | DN200 | 5440 | 2240 | 3100 | 3180 | 7180 | ||
| NCH-40 | 4 × 4 | 46000 × 4 | 5.5 | 160 | DN200 | DN200 | 5900 | 2600 | 3669 | 4980 | 9080 | |
| NCH-45 | 4 × 4 | 46000 × 4 | 5,5 | 5,5 | DN200DN200 | 5900 | 2600 | 3669 | 5380 | 10050 | ||
| NCH-50 | 4 × 4 | 46000 × 4 | 7,5 | 240 | DN200 | DN200 | 240 | DN200 6600 | 2900 | 3989 | 6530 | 11200 |
| NCH-55 | 4 × 4 | 46000 × 4 | 7.5 | 240 | DN200 | DN200 | 6600 | 2900 | 3989 | 6680 | 12100 | |
| NCH-60 | 4 × 4 | 46000 × 4 | 7,5 | 7,5 | 7,5 | DN200DN200 | 6600 | 2900 | 3989 | 7220 | 13200 | |
| NCH-65 | 5,5 × 5 | 55000 × 5 | 5,5 × 2 | 160 × DN200 2 | 2 | DN200 × 2 | 7400 | 3400 | 3639 | 9980 | 15890 | |
| NCH-70 | 5.5 × 5 | 55000 × 5 | 5,5 × 2 | 160 × 2 | DN200 × 2 | DN200 × 2 | 7400 | 3400 | 3639 | 10500 | 16560 | |
| NCH-75 | 5,5 × 5 | 55000 × 5 | 5,5 × 2 | 160 × 2 | DN200 × 2 | DN200 × 2 | 7400 | 3400 | 3639 | 11400 | 17530 | |
| -80 | 5,5 × 5 | 55000 × 5 | 5.5 × 2 | 160 × 2 | DN200 × 2 | DN200 × 2 | 7400 | 3400 | 3639 | 12600 | 18540 | |
| NCH-85 | 5.5 × 6 | 55000 × 6 | 7,5 × 2 | 240 × 2 | DN200 × 2 | DN200 × 2 | 8200 | 3400 | 3989 | 15900 | 20590 | |
| NCH-90 | 5,5 × 6 | × 6 | 7,5 × 2 | 240 × 2 | DN200 × 2 | DN200 × 2 | 8200 | 3400 | 3989 | 16400 | 21680 | |
| NCH-95 | 5.5 × 6 | 55000 × 6 | 7,5 × 2 | 240 × 2 | DN200 × 2 | DN200 × 2 | 8200 | 3400 | 3989 | 17690 | 22860 | |
| NCH- | 5,5 × 6 | 55000 × 6 | 7,5 × 2 | 240 × 2 | DN200 × 2 | DN200 × 2 | 8200 | 3400 | 3989 | 18640 | 23780 | |