


Для чего нужен паяльный жир
Химия для пайки
Пайка — это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово)
Припой — это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Перед началом пайки разогретый паяльник сначала «макают» в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Флюс
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта ~ 60%, канифоли ~ 40% и абсолютно не вреден для печатных плат.
Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
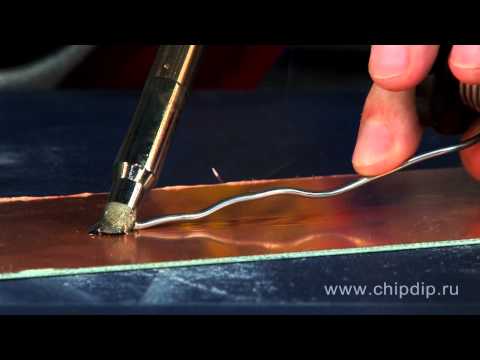
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.
Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если в кратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1.Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир — пожалуйста!
Паяльный жир
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Паяльная кислота
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Бура
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт.
Что такое паяльный жир и паяльная кислота? Как применять паяльный жир и паяльную кислоту?
Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается «инеем». После пайки оксидалом остатки удаляются механическим путем.
Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Подписывайся на Physics.Math.Code.Books
Жир паяльный активный


Активный жир для спаивания считается великолепным веществом для таких случаев, в которых предстоит осуществление процедур соединения трудных материалов. Такое вещество используется для сложно спаиваемых материалов, либо когда требуется работать с заготовками, с наличием большого количества ржавчины, поэтому такой метод считается более востребованным.
Во всех остальных различных процедурах, такой способ считается обыкновенным флюсом, часто используемым для спаивания материалов. Консистенция такого вещества является достаточно специфической, которая напоминает простой жир, но у него нет никакого отношения к животным разновидностям. Тут присутствует наличие сложного химического состава, обладающего некоторыми активными элементами. Благодаря им, может производиться спаивание с наилучшими свойствами для изготовлений, с большой загрязненностью поверхности материала.
Независимо от того, какая толщина заготовки, активные элементы все равно удаляют, различные негативные образования, такие как оксиды, пленки, и остальные появления. Перед осуществлением процесса соединения, конечно, необходимо обработать поверхность металла, однако использование активного жира для спаивания, дает соответственно большой уровень качества конечного результата, в отличие от использования нейтрального.
Нет необходимости в наличии большого опыта для спаивания, чтобы достичь высокого уровня качества соединения, которое является гораздо лучше, чем в применении остальных разновидностей флюса. Особых затруднений в приобретении активного жира для спаивания нет, поскольку их можно приобрести почти в любых необходимых магазинах. Наличие компонентов производится по ГОСТ 19113-84.
Стандарт также выявляет, какое соотношение присутствующих элементов должно входить в состав жира. Благодаря вязкости и мягкости осуществляется специфичность в процедурах, поскольку вещество считается средним результатом между твердыми и жидкими видами флюса.
Отличие особенностей активного жира для спаивания
Использования активного жира для спаивания обозначено особенностями самих деталей. Например, его не рекомендуется применять в местах, где присутствуют тонкие соединения из металла, поскольку контакты на микросхемах, скорее всего, испортятся при соприкосновении с флюсом еще до того, как начнется осуществление процесса спаивания. Виной этому, будут являться активные элементы, которые уничтожают ржавчину и остальные различные налеты. Для подобных веществ, особого значения не имеется, будь то ржавчина или контакты микросхем, поэтому такая сильно влиятельная среда уничтожает почти все, с чем происходит соприкосновения.
Так же немало важной особенностью считается то, что большинство из компонентов состава считаются вредоносными для дыхательной системы человека. В связи с таким негативным проявлением вещества, потребуется аккуратно производить работы, обеспечивая соответствующее проветривание помещения. Подобные свойства в некоторой степени имеют в своем составе и нейтральный жир для спаивания, но в весьма маленькой степени.
Мастера считают, что подобной разновидности флюс считается одним из лучших, поскольку есть возможность в осуществлении процесса спаивания без всяких затруднений, где может справиться, даже новичок. Материал имеет хорошую текучесть и великолепно схватывается. Благодаря ему, есть возможность без всяких затруднений изготовить тонкую пленку металла, что бы осуществить лужение поверхности. После использования активного жира для спаивания на вазелине, почти не остается никаких следов и бугорков на месте спаивания.
Преимущества жира для спаивания
• Благодаря применению подобного вида флюса, можно достичь высокого уровня качества соединение, а главное легко осуществимого, лужения контактов и деталей;
• Использования жира значительно улучшает процесс спаивания различных металлов, и неважно какая марка;
• После применения, подобное вещество легко смывается, поскольку на месте соединения довольно часто присутствуют остатки флюса;
• Активный жир для спаивания СТ-61В и другие подобные разновидности считаются наиболее лучшим вариантом при спаивании затруднительных заготовок с наличием множества различных загрязнений
• Когда при воздействии температуры припой растекается, не появляются никакие зазубрины, если оторвать паяльник;
• Флюс является весьма востребованным и распространенным веществом, при этом владеет соответственно маленькой себестоимостью:
• Данное вещество без всяких затруднений удаляется с поверхности материала с помощью воды.
Недостатки
• Подобная разновидность вещества владеет свойствами коррозии, которые переходят к металлу вместо соединения, если в необходимое время не смыть флюс;

• Существует некоторая вероятность в разъедании мелких деталей, поэтому данное средство является не лучшим для спаивания микросхем;
• При использовании такого вещества образуются химические испарения, которые могут плохо влиять вред дыхательную систему человека.
Состав и химическо-физические свойства
Состав активно жира для спаивания имеет в себе такие виды компонентов как:
• Парафин;
• Хлорид цинка;
• Деионизированная вода;
• Вазелин;
• Хлорид аммония.
Подобный состав намного сложнее, и имеет в наличии большой спектр воздействия. Благодаря ему происходит плавное распределение жира по поверхности материала, но не удерживает его в вязких каплях. Благодаря тому, что вещество проникает во все неровности и щели, происходит надежное схватывание, а еще понижается шанс образования бугров, и заостренных краев в напаянном слое припоя.
Также присутствуют некоторые свойства, которые отмечаются большим уровнем растворения в воде, и других различных органических соединениях. Если вещество подвергается воздействию компактной температуры, оно станет вязким, как простой жир. Но если повысить температуру, оно станет более жидким. Благодаря активным химическим составам образуются условия агрессивной среды, из-за чего необходимо весьма аккуратное использование подобного материала.
Особенности выбора
Если выбор использования активного жира для спаивания будет завершен, необходимо заняться рассмотрением вариантов и особенностей подбора флюса. В начале, потребуется выявить стандарты изготовления материала. Самым верным выбором будет приобрести материал, в соответствии с ГОСТом. В некоторых ситуациях производители попросту не соблюдают необходимого стандарта, и предпочитают положиться, на свои разработки. В подобном случае, на гарантию качества и надежности использования жира полагаться не стоит. Надежность в процессе спаивания из-за такого недоразумения может значительно пострадать, поэтому необходимо доверять только проверенным вариантам.
Следующим важным выбором считается вес в упаковке. Если процесс спаивание осуществляется весьма часто, и требуется расходовать большое количество материала, то рекомендуется приобретать активный жир для спаивания 500 грамм и более. Если необходимо произвести работы с редким материалом или пробные работы, то для этого могут подойти более маленькие упаковки, которые имеют емкость в 20-50 грамм.
Приобретенная коробка должна быть герметичной и крепкой, поскольку падения и различные удары во время проведения процедур вполне реальны, как и соприкосновение паяльника с ней. Стоимость подобного вещества не считается слишком большой, а что бы выбрать марку от хорошего производителя может помочь только личный опыт или советы от других покупателей.
Востребованные марки и производители
 400 гр.")
Существует много разных видов флюса, но в нынешнее время наиболее востребованной продукцией от производителей является:
• Тех ноком;
• ЕМ;
• Смол технохим.
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

























канифоль, жир паяльный или кислота?
Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный. Недостаток ее в том, что после пайки она еще долго реагирует с металлом под местом пайки и рядом с ним, а также является очень неплохим проводником эл. тока, почему ее никогда уважающие себя электрики и электронщики не используют, им никчему посторонние пути прохождения тока. При пайке в элетротехнике и электронике желательно использовать только канифоль, лучше всего разведенную в спирте, нанося ее на место пайки кисточкой, в крайнем случае насыпать на место пайки порошок канифоли. И желательно не забывать, что один из секретов пайки находится на жале паяльника, т. е. оно всегда! должно быть облужено, т. е. покрыто тонким слоем припоя. Перегрев жала паяльника — страшный враг пайки! Имей всегда при пайке кусочек наждачной бумаги, для снятия окисла с жала паяльника. Успехов!
Если олово не хочот приставать к металлу, обработай кислотой. А канифоль нужна всегда.
Спрашивай понятнее. Что паять собираешься? Улыбнись, тут плохому не научат.
смотря, что паять. но вообще-то кислота надёжнее…
Это смотря, что паять. Если медь бронзу или латунь канифоль. Если паять свинцовые муфты жир. Если сталь железо кислота, только после пайки остатки кислоты нужно смыть водой. Канифоль лучше развести в спирте если занимаетесь мелкой пайкой, наносить каплю смеси на место пайки и облуживать его.
если есть вариант выбора, то стоит выбирать все таки паяльный жир, т. к. он совмещает в себе преимущества и кислоты и канифоли (жидкой). Но не надо забывать, что как любая химия требует осторожного обращения.
я пользуюсь ортофосфорной