


Холодная пайка — Карта знаний
- Холодная пайка (англ. Cold solder joint) — дефект пайки, при котором не образуется прочного паяного соединения (надёжного электрического контакта).
«Холодные» соединения имеют характерную зернистую структуру и тускло-серый цвет.
Вызывается: недостаточной температурой при пайке, недостаточной адгезией паяемых поверхностей (вызванной недостаточным качеством применяемого флюса, плохой зачисткой паяемых мест), смещением паяемых элементов в процессе охлаждения.
Холодная пайка возникает при температурах в пределах 183—220 °C. При этих температурах припой размягчается, оплавляется, но не расплавляется, диффузия металлов не происходит на достаточном уровне, поэтому прочность соединений при холодной пайке очень низкая.
Источник: Википедия
Связанные понятия
Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником. Сварочная ванна — часть сварного шва в изделии, где основной металл достиг точки плавления и куда проникает присадочный материал. Наличие сварочной ванны является залогом успешного процесса сварки. Эта статья о способе обработки металлов. О методе укрепления здоровья человека см. ЗакаливаниеЗака́лка — вид термической обработки материалов (металлы, сплавы металлов, стекло), заключающийся в их нагреве выше критической точки (температуры изменения типа кристаллической решетки, то есть полиморфного превращения, либо температуры, при которой в матрице растворяются фазы, существующие при низкой температуре), с последующим быстрым охлаждением. Закалку металла для получения избытка вакансий не следует…Как припаять без паяльника и электричества или метод холодной пайки
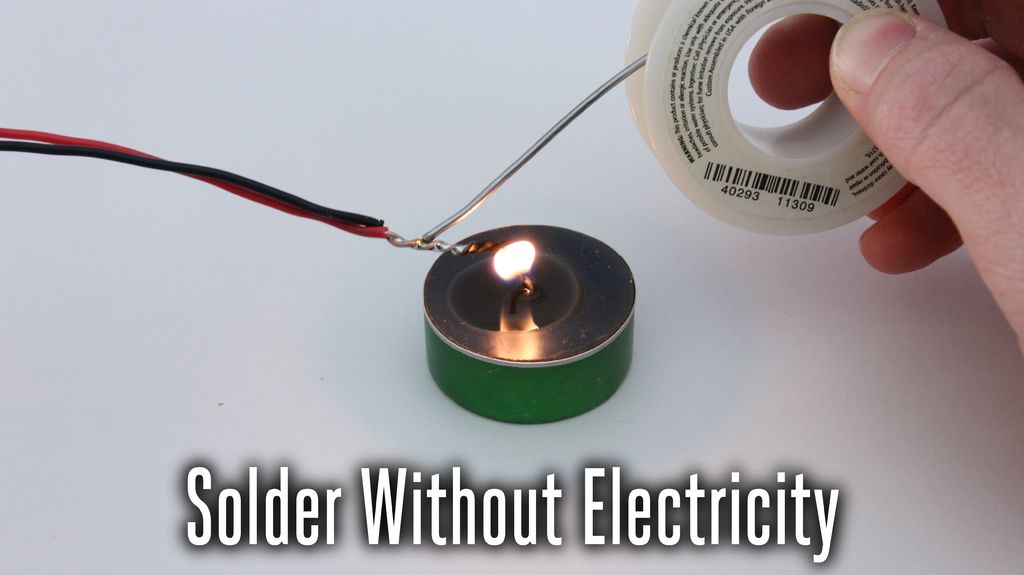
Итак, сегодня я собираюсь показать вам, как запаять, используя объекты и приспособления, которые находятся рядом с вами (и немного припоя).
Шаг 1: Посмотрите видео
Посмотрите видео, в котором отражен этот проект.
Шаг 2: Обязательное предупреждение о мерах безопасности
Этот проект предполагает работу с открытым огнем. Поэтому обязательно примите все необходимые меры безопасности. Всегда внимательно следите за огнем и никогда не оставляйте его без присмотра. Держите рядом ответственного взрослого со средствами пожаротушения. Приложите все усилия, чтобы держать огонь вдали от легковоспламеняющихся предметов. Избегайте свободной одежды и волос. Будьте осторожны, чтобы не обжечься, особенно при работе с объектами, которые находятся в огне или нагреты на огне. По возможности носите огнестойкие перчатки. Я не несу ответственности, если вы сожжете что-либо или получите ожог.
Шаг 3: Найдите источник жара
Первое, что вам нужно, это соответствующий источник тепла. У вас есть много доступных вариантов. Вы можете использовать все, что способно нагреть кусок металла до температуры плавления вашего припоя (между 200°C и 370°C).
Бутановые зажигалки работают в этом плане лучше всего, но вы также можете использовать свечи, масляные лампы, спиртовые горелки или даже открытые костры.
Шаг 4: Пайка напрямую разогретых проводов
Самый простой вид пайки — это просто соединить два провода вместе. Это можно сделать, нагревая провода напрямую без паяльника.
Возьмите два провода и снимите изоляцию с их концов. Вам нужно снять около 2-3 см изоляции, а затем плотно скрутить провода.
Чтобы спаять провода, мы будем нагревать их концы и наносить припой на противоположную сторону открытой части (см. фото). Не пытайтесь наносить припой на нагретую область, потому что сажа и другие химические остатки могут накапливаться на этой области и мешать правильному прилипанию припоя.
Возьмите свой источник тепла (желательно свечу или зажигалку) и используйте его, чтобы нагреть концы проводов. Подождите около 20 секунд, пока провода не нагреются. Затем медленно нанесите припой на другую сторону оголенного участка провода.
Если припой не плавится, дайте проводам нагреться еще немного. Вам нужно, чтобы провода были достаточно горячими, чтобы правильно паять припой, в противном случае вы можете получить холодное соединение.
Как только у вас будет хорошее спаяное соединение, отрежьте непаянный участок оголенных проводов. Таким образом у вас останется лишь короткий спаяный участок соединения. По возможности также рекомендуется изолировать любые соединения с помощью термоусадочной трубки или изоленты.
Шаг 5: Найдите любой ненужный кусок метала, чтобы использовать его как паяльник
При пайке на печатной плате, вы не можете нагреть её напрямую открытым пламенем. Поэтому вам нужно использовать что-то в качестве паяльника. Вы можете найти для этого подходящий кусок металла.
Сталь — хороший материал для этих целей. Она сильна, хорошо сохраняет тепло и очень распространена. Таким образом, вы можете довольно легко найти сталь практически повсюду. Медь тоже подойдёт, но она остывает намного быстрее, чем сталь. Поэтому, если вы используете медь, вам нужно будет работать быстро.
Вот несколько примеров того, что может подойти:
- стальная проволока (не менее 14 калибра)
- гвозди
- отвертка
- болты
- биты для мультитула
- арматура
Чем толще объект, тем больше тепла потребуется для его нагрева до соответствующей температуры. Поэтому для небольших источников тепла, таких как свечи и зажигалки, используйте более тонкие паяльники. Для более крупных источников тепла, вы можете использовать большие паяльники.
Шаг 6: Создание паяльника для использования с небольшими источниками тепла, такими как свечи и зажигалки
При работе с небольшими источниками тепла, такими как зажигалки и свечи, необходимо использовать небольшой паяльник. Идеальный материал для этого — стальная проволока 14 калибра. Она достаточно мала, чтобы быстро нагреваться, но достаточно велика, чтобы достаточно долго удерживать тепло для пайки. Также очень легко согнуть проволоку в любую форму, с которой вам удобно работать. Но если вы не можете найти стальную проволоку, вы можете использовать гвозди и отвертки соответствующего размера.
Я согнул конец провода. Это фактически удвоило толщину наконечника паяльника. Затем я согнул конец провода под углом 90 градусов. Форма буквы «L» облегчает попадание пламени под кончик.
В большинстве случаев вы, вероятно, будете держать паяльник отдельно от источника тепла. Однако в случае с кухонной зажигалкой можно легко прикрепить провод к концу этой зажигалки. Все, что вам нужно сделать, это обернуть проволоку вокруг металлической шейки зажигалки и расположить наконечник паяльника над пламенем.
При использовании паяльного инструмента вам нужно нагреть участок металла на расстоянии около 2 см от его конца. Это оставляет другой конец инструмента чистым и свободным от окисления или химических остатков.
Дайте металлу нагреться в течение 10-20 секунд. Затем быстро переместите его на компоненты, которые вы хотите паять. Обычно у вас будет достаточно времени для пайки одного соединения. Затем поместите инструмент обратно на пламя и дайте ему снова нагреться.
Шаг 7: Создание паяльника для использования с большими источниками тепла, такими как открытый огонь
Если вы работаете с большим источником тепла, таким как камин или костер, то вам нужно подойти к процессу немного по-другому. Прежде всего, вам нужно будет принять дополнительные меры предосторожности. Носите огнестойкие перчатки и, когда это возможно, при работе с нагретым паяльным инструментом используйте металлические щипцы или плоскогубцы.
Дровяной огонь намного жарче, чем свеча или зажигалка. Поэтому вам понадобится инструмент, который позволит работать на безопасном расстоянии. Для этого вы можете использовать длинную проволоку или прикрепить паяльник к концу негорючего стержня, такого как кусок стальной арматуры.
Открытый огонь дает гораздо больше тепла, чем зажигалка, но его гораздо сложнее контролировать. Так что вы, вероятно, захотите, чтобы ваш паяльник был сделан из более толстого металла. Это поможет паяльнику уловить и сохранить больше тепла. Если вы используете проволоку в качестве инструмента для пайки, вы можете сделать наконечник толще, сложив конец проволоки в несколько раз.
Как и где вы нагреваете инструмент для пайки, зависит от того, с каким огнем вы работаете. Горячие угли, как правило, будут более устойчивым источником тепла, чем пляшущее пламя, но для нагрева вашего паяльного инструмента вам понадобится много горячих углей. Возможно, вам придется использовать метод проб и ошибок, пока вы не почувствуете, как всё работает. Чтобы облегчить себе жизнь, начните с большего огня. Это даст вам больший и более долгоиграющий пласт угля.
После того, как вы нагрели инструмент, быстро переместите его к объекту, который вы хотите паять. Когда инструмент для пайки больше не сможет расплавить припой, верните его обратно в огонь и разогрейте.
Шаг 8: Используйте ваши навыки, чтобы сохранить своё время
Теперь у вас есть знания и навыки, которые позволят вам паять где угодно. Они действительно могут вам пригодиться в чрезвычайной ситуации. Так что начните включать небольшое количество припоя в свои наборы для выживания и аварийные наборы.
Пайка проводов холодным способом — Сварка, пайка, металлообработка
Пайка проводов: сварочный аппарат, холодная пайка и тонкие провода

Спайка проводов – это обязательный комплекс мероприятий, задача которых – установить электропроводку в помещении. Качественное соединение жил пайкой, соединение проводов в распределительном щитке, правильная скрутка – это факторы, от которых зависит долговечность и работоспособность электрической проводки.
Преимущества и недостатки пайки электропроводки
Паяное соединение считается одним из лучших по надёжности
Чтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае – если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.
Что нужно для пайки электропроводки
Перед тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Газовая горелка Припой Канифоль сосновая для пайки
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
| Используются составы из олова и свинца. Маркировка следующая: |
|
Как правильно запаять провода
Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей области
Процесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса. Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
- Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.
Если требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Зачистка проводов от изоляции
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом.
Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Как паять медные и алюминиевые провода
Пайка проводов методом скрутки
Медный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Рекомендации, меры предосторожности
Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментов
Следует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.
Источник: https://StrojDvor.ru/elektrosnabzhenie/kak-pravilno-spayat-provoda-mezhdu-soboj-mednye-provoda-i-skrutka/
Разбираемся как паять провода – два способа и рекомендации к паячному процессу

- 1. Способы пайки
- 2. Рекомендации
- 3. Заключение по теме
Процесс пайки проводов может показаться простым, и это на самом деле так и есть. Вот только не у всех получается качественное соединение двух проводов между собой. Почему? Потому что есть определенные требования к самому паяльнику, а также к процессу пайки. Итак, рассмотрим вопрос, как паять провода?
Начнем с самого инструмента – паяльника. Перед тем как проводить пайку, необходимо паяльник подготовить. Что для этого нужно сделать?
- Зачистить его жало. Для этого можно использовать напильник или наждачную бумагу. Важно снять с жала напильника остатки олова и грязь, то есть, главное добраться до меди, из которого паяльник сделан.
- Теперь включаем инструмент для пайки в розетку 220 вольт. Начинаем его нагревать.
- Теперь периодически касаемся концом жала то канифоли, то припоя. Делаем то несколько раз. Наша задача – равномерно покрыть рабочую поверхность инструмента припоем.
Итак, паяльник готов, можно переходить к вопросу, как правильно паять провода паяльником.
Способы пайки
Перед тем как перейти к главному вопросу темы статьи, как припаять два конца между собой, хотелось бы дать несколько советов относительно правильно проведенной пайки.
Во-первых, необходимо отметить, что сам паяльник играет роль только нагревательного элемента. С его помощью нагревается провод, который уже сам расплавляет припой. И именно так необходимо действовать, а не наоборот, припой нагревается паяльником и прилипает к проводу. Это неверно.
Во-вторых, припой сцепляется с жилами на уровне молекул. Это не просто налипший под температурой слой металла, это прочное молекулярное соединение, которое делает два металла одним целым.
В-третьих, прикладывать паяльник к нагреваемому элементу надо всей плоскостью жала. Это увеличивает теплоотдачу инструмента.
В-четвертых, сам процесс надо проводить быстро.
Внимание! Если пайка с первого раза не получилась, не стоит приступать к процессу тут же. Необходимо дать проводам остыть, и уже после этого попробовать еще раз.
В-пятых, время пайки определяется только экспериментальным путем, так сказать, методом «тыка». Если провести процесс слишком быстро, то провод может не прогреться. Обратите внимание, что флюс необходимо наносить только перед самой пайкой, чтобы он не испарился.
В-шестых, качественно проведенный паячный процесс видно невооруженным глазом: слой припоя блестит, он уложен равномерно без бугорков и вмятин.
Итак, у нас паяльник готов, мы теперь знаем требования, можно переходить к основному процессу. Какова его последовательность?
- В первую очередь необходимо провести подготовку. Если это многожильный кабель, то с него надо снять изоляцию и скрутить, чтобы мелкие жилки стали единым целым.
- Далее, на кончик жала паяльника нужно взять немного припоя, уложить провод в канифоль и начинать расплавлять его, нанося равномерно припой на голый провод. Это называется лужение. Точно также поступаем и с другим концом.
- Теперь все просто, надо уложить два конца провода около друг друга, прижать их и спаять, то есть, прогревать паяльником, на жало которого нанесен припой. Опять-таки, обращаем ваше внимание, что верхний слой припоя должен быть блестящим и равномерно нанесенным.
- Есть другой способ. Для этого два луженных конца надо соединить между собой в скрутку, и уже после этого провести пайку соединения. Но лучше пайку скрутки провести по подобию процесса лужения. То есть, опускаете ее в канифоль, нагреваете последнюю паяльником и наносите припой внутри канифоли.
Рекомендации
Некоторые полезные советы уже были даны, но хотелось бы остановиться на некоторых дополнительных рекомендациях. К примеру, какое количество припоя нужно, чтобы пайка прошла качественно. Здесь точно сказать невозможно, но если припоя будет мало, то его не хватит для покрытия всего стыка. Если его будет много, то пайка получится в виде капли, что тоже недопустимо, особенно в системе прокладки (в пучке).
То же самое относится и к температуре паяльника. Если она низкая или слишком высокая, то пайка получается неблестящей и рыхлой с низкими качественными показателями. Это в полной мере относится и к количеству канифоли и припоя. Если канифоли больше чем припоя, то первый будет кипеть и разбрызгиваться, что очень плохо для соседних соединений и контактов.
Если все вышеперечисленное будет в норме, то припой сам равномерно распределиться по соединению. Форма пайки и ее прочность как бы сама собой сформируется. И еще один момент: пайка медных проводов (качество) – это их подготовка, то есть, лужение. Без этого процесс соединения не провести, ведь соединить медные провода в чистом виде можно или клепанием, или сваркой.
Новичкам можно посоветовать в первую очередь определить, через какое время паяльник перегревается. Если это минут десять-пятнадцать, то лучше приобрести дополнительно трансформатор с плавной регулировкой напряжения или электронный терморегулятор.
Кстати, определить, что кончик паяльника перегрелся, можно очень просто – припой слетел с кончика жала, которое почернело (окислилось). Конечно, можно и не покупать дополнительные приборы, тогда в процессе пайки инструмент придется периодически отключать от сети.
Хотя этот метод не самый лучший, потому что контролировать температуру в такой ситуации практически невозможно.
Внимание! Канифоли расходуется в десять раз меньше, чем припоя. Не стоит окунать паяльник во флюс целиком (имеется в виду наконечник), необходимо всего лишь дотронуться до него.
И последний совет в нашей статье – никогда не охлаждайте место пайки искусственно. Охлаждение должно пройти естественным путем. Не стоит на соединение дуть или прикладывать к нему мокрые предметы.
Заключение по теме
Итак, мы постарались ответить в этой статье на вопрос, как паять концы проводов между собой? Были даны полезные советы и рекомендации по процессу, обратили ваше внимание на некоторые нюансы, которые делают его качественным. И, конечно, расписали два способа соединения и скрепления.
Как видите, чтобы спаять провода необходимо знание некоторых моментов относительно температуры процесса и количества необходимых материалов. В дополнение скажем о том, что специалисты рекомендуют правильно паять провода, используя припой марки ПОС-1; 40 или 50, а также флюс на основе спиртового раствора канифоли.
Так как припаять провода несложно, можно приступать к процессу сразу же после изучения данной информации.
Источник: http://OnlineElektrik.ru/paika/kak-payat-provoda-dva-sposoba-i-rekomendacii-k-payachnomu-processu.html
Холодная пайка — Википедия (с комментариями)
Материал из Википедии — свободной энциклопедии
Запрос «Сухая пайка» перенаправляется сюда; статью об индивидуальном или коллективном рационе питания военнослужащих в условиях пребывания за пределами пункта постоянной дислокации или полевого лагеря см. Сухой паёк.Холодная пайка (англ. Cold solder joint) — дефект пайки, при котором не образуется прочного паяного соединения (надёжного электрического контакта). «Холодные» соединения имеют характерную зернистую структуру и тускло-серый цвет[1].
Вызывается: недостаточной температурой при пайке, недостаточной адгезией паяемых поверхностей (вызванной недостаточным качеством применяемого флюса, плохой зачисткой паяемых мест), смещением паяемых элементов в процессе охлаждения.
Холодная пайка возникает при температурах в пределах 183—220 °C[2]. При этих температурах припой размягчается, оплавляется, но не расплавляется, диффузия металлов не происходит на достаточном уровне, поэтому прочность соединений при холодной пайке очень низкая[3].
Напишите отзыв о статье «Холодная пайка»
Примечания
- ↑ [www.elinform.ru/dictionary_393.htm Холодная пайка.]. // Словарь терминов ЭЛИНФОРМ. Проверено 24 августа 2011. [www.webcitation.org/666BU1A9J Архивировано из первоисточника 12 марта 2012].
- ↑ [www.n-audio.com/laboratory/temp3.htm Технологический процесс паяния]. // n-audio.com. Проверено 24 августа 2011. [www.webcitation.org/666BUpvYw Архивировано из первоисточника 12 марта 2012].
- ↑ [library.espec.ws/section6/article78.html Пайка для начинающих]. // library.espec.ws. Проверено 24 августа 2011. [www.webcitation.org/666BVUavR Архивировано из первоисточника 12 марта 2012].
Отрывок, характеризующий Холодная пайка
Пьер был один из тех людей, которые, несмотря на свою внешнюю, так называемую слабость характера, не ищут поверенного для своего горя. Он переработывал один в себе свое горе.«Она во всем, во всем она одна виновата, – говорил он сам себе; – но что ж из этого? Зачем я себя связал с нею, зачем я ей сказал этот: „Je vous aime“, [Я вас люблю?] который был ложь и еще хуже чем ложь, говорил он сам себе. Я виноват и должен нести… Что? Позор имени, несчастие жизни? Э, всё вздор, – подумал он, – и позор имени, и честь, всё условно, всё независимо от меня.
«Людовика XVI казнили за то, что они говорили, что он был бесчестен и преступник (пришло Пьеру в голову), и они были правы с своей точки зрения, так же как правы и те, которые за него умирали мученической смертью и причисляли его к лику святых. Потом Робеспьера казнили за то, что он был деспот. Кто прав, кто виноват? Никто. А жив и живи: завтра умрешь, как мог я умереть час тому назад. И стоит ли того мучиться, когда жить остается одну секунду в сравнении с вечностью? – Но в ту минуту, как он считал себя успокоенным такого рода рассуждениями, ему вдруг представлялась она и в те минуты, когда он сильнее всего выказывал ей свою неискреннюю любовь, и он чувствовал прилив крови к сердцу, и должен был опять вставать, двигаться, и ломать, и рвать попадающиеся ему под руки вещи. «Зачем я сказал ей: „Je vous aime?“ все повторял он сам себе. И повторив 10 й раз этот вопрос, ему пришло в голову Мольерово: mais que diable allait il faire dans cette galere? [но за каким чортом понесло его на эту галеру?] и он засмеялся сам над собою.
Все про микротрещины в пайке на печатных платах
 Здравствуйте, друзья! Сегодня попытаюсь рассказать почти все про микротрещины в пайке на печатных платах. Я не буду тут рассказывать про микротрещины в микросхемах, трещины в компаунде, в проводящих дорожках, в резисторах, конденсаторах и катушках индуктивности, сердечниках трансформаторов и кварцевых резонаторах. Все это темы для отдельных статей.
Здравствуйте, друзья! Сегодня попытаюсь рассказать почти все про микротрещины в пайке на печатных платах. Я не буду тут рассказывать про микротрещины в микросхемах, трещины в компаунде, в проводящих дорожках, в резисторах, конденсаторах и катушках индуктивности, сердечниках трансформаторов и кварцевых резонаторах. Все это темы для отдельных статей.
А в этом материале сможете прочитать о том, как выглядят микротрещины в пайке, почему они образуются, как проявляются неисправности от микротрещин, чем они опасны и как их исправить.
Как выглядят микротрещины в пайке на печатных платах
Микротрещины в пайке вокруг выводов радиоэлементов при монтаже в отверстие очень хорошо заметны даже невооруженным взглядом. Часто видны также отслоения дорожек от платы.



Микротрещины в пайке вокруг планарных радиоэлементов для поверхностного монтажа видны чаще всего под увеличением в микроскоп под определенным углом отражения света.

Микротрещины в пайке контактов BGA микросхем не видны даже микроскопом. Иногда их можно увидеть с помощью микрозонда с подсветкой. Микрозонд представляет собой световод с линзой на конце. Его помещают в зазор между платой и микросхемой.

Посмотрите видео о визуальных системах контроля качества пайки:
Почему образуются микротрещины в пайке
Микротрещины вокруг контактов, смонтированных в отверстие появляются чаще всего у контактов массивных элементов (трансформаторов, конденсаторов, дросселей) от вибраций платы даже в качественной пайке. Часто трещины появляются вокруг контактов разъемов питания, когда к ним приходится прикладывать усилия. Например, частые неисправности флешек связаны с механическим воздействием на разъем USB – со временем контакты разъемов отслаиваются или даже отрываются.


Микротрещины в припое на контактах SMD компонентов появляются от тех же вибраций и термических напряжений. Также частыми причинами являются дефекты в пайке – полости в толщине припоя, примеси, холодная пайка, наплывы, перегрев, быстрое охлаждение.

Микротрещины в шариковых контактах BGA появляются из-за дефектов пайки – холодная пайка, плохая смачиваемость поверхностей контактов, быстрое охлаждение, смещения во время охлаждения, термические напряжения.

Посмотрите, как паяют платы в Китае:
Как проявляются неисправности, если есть микротрещины в пайке
Микротрещины в пайке приводят к дребезгу в контактах, изменению тока нагрузки, пропаданию или появлению контакта при нагреве устройства в процессе работы. Все это чаще всего выводит из строя импульсные блоки питания. Они боятся резких перепадов напряжения в сильноточных цепях.


Бывает так, что место пайки с микротрещиной сильно греется из-за малого сечения проводника. При этом плата начинает чернеть и обугливаться, появляется нагар, который, как известно проводит электричество. Это прямой путь к выходу из строя источника питания и высоковольтных цепей.


Чем опасны микротрещины в пайке в работающих устройствах
Самое опасное в микротрещинах – это искрение и воздушный пробой в работающей электронике. Все это сопровождается пожароопасными искрами, громкими хлопками, едким дымом, нагревом и плавлением пластика. Это опасно для человека.



Для электронной схемы это опасно выходом из строя силовых транзисторов, дорогостоящих процессоров и выгоранием дорожек платы. В общем, приятного мало и ведет к дорогостоящему ремонту. На фото показаны дефекты пайки smd компонента (резистора) и неоднородности в BGA-шариках.


Как исправить микротрещины в пайке
Исправить микротрещины в припое чаще всего очень легко – нужно провести качественную пайку с хорошим флюсом.

Контакты DIP-корпусов микросхем и выводов радиодеталей можно пропаивать с твердым, гелевым или жидким флюсом. В любом случае он смачивает спаиваемые поверхности и способствует растеканию припоя. Также выводит примеси и воздух из полостей на поверхность припоя. После пайки флюс лучше смыть.


Многие дефекты пайки SMD компонентов устраняются быстро и просто. Контакты SMD элементов лучше пропаять с гелевым или жидким флюсом, избегая образования лишнего скопления припоя. Жидкий или гелевый флюс легче смыть после пайки.
Дефекты контактов BGA микросхем очень плохо поддаются исправлению без снятия микросхем с платы. Известна популярная методика прожарки и шатания микрочипов с гелевым или жидким флюсом. Однако такая процедура помогает ненадолго. Дело в том, что примеси и воздух из полостей в припое не может выйти при тех силах поверхностного натяжения, которые есть в шариках припоя. Даже с учетом повышения текучести за счет флюса.
Поэтому опытные мастера рекомендуют снимать микросхемы, удалять дефектные шарики припоя и формировать новые шарики. После подготовки контактов к пайке, монтаж осуществлять лучше всего на инфракрасной паяльной станции с соблюдением термопрофиля.

Посмотрите, как проводится профессиональная пайка:
На этом закругляюсь – вопросы по микротрещинам и вызываемым ими дефектам электроники прощу задавать в комментариях или на форуме.Мастер Пайки с Вами.
Холодная пайка — с русского на все языки
См. также в других словарях:
холодная пайка — Дефект пайки, при котором не образуется прочного паяного соединения. Вызван недостаточной температурой при пайке либо смещением паяемых элементов в процессе охлаждения. «Холодные» соединения имеют характерную зернистую структуру и… … Справочник технического переводчика
Холодная пайка — Запрос «Сухая пайка» перенаправляется сюда; статью об индивидуальном или коллективном рационе питания военнослужащих в условиях пребывания за пределами пункта постоянной дислокации или полевого лагеря см. Сухой паёк. Соед … Википедия
Пайка — У этого термина существуют и другие значения, см. Пайка (значения). Отпайка контакта. Пайка технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями… … Википедия
холодная сварка выдавливанием — Холодная сварка давлением с использованием специального штампа (см. рисунок 10). 1 сварной шов; 2 заготовка; 3 пуансон; 4 матрица Рисунок 10 Холодная сварка выдавливанием [ГОСТ Р ИСО 857 1 2009] Тематики сварка, резка, пайка … Справочник технического переводчика
холодная сварка осадкой — Холодная сварка давлением, при которой с помощью зажимов создается требуемая деформация и течение металла (см. рисунок 9). 1 заготовка; 2 сварной шов; 3 зажимы Рисунок 9 Холодная сварка осадкой [ГОСТ Р ИСО 857 1 2009] Тематики сварка, резка,… … Справочник технического переводчика
холодная сварка — Сварка давлением при значительной пластической деформации без нагрева свариваемых частей внешними источниками тепла [ГОСТ 2601 84] холодная сварка Сварка давлением, при которой используют только длительное давление, вызывающее значительную… … Справочник технического переводчика
Электрический контакт — Электрический контакт поверхность соприкосновения проводящих электрический ток материалов, обладающая электропроводностью, или приспособление, обеспечивающее такое соприкосновение (соединение). В зависимости от природы соприкасающихся… … Википедия
Тестирование — В этой статье не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. Вы можете … Википедия
Советская Армия — (СА) Звезда с эмбл … Википедия
Советская армия — (СА) Звезда с эмбл … Википедия
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
Книги
- Лучший телохранитель — ложь, Мартини Стив. Адвокат Пол Мадриани сталкивается с паутиной международного заговора, обмана и убийств, когда берется защищать обворожительную костариканку Катю Солаз, обвиняемую в убийстве своего, как она… Подробнее Купить за 397 руб
- Лучший телохранитель — ложь, Стив Мартини. 543 с. Адвокат Пол Мадриани сталкивается с паутиной международного заговора, обмана и убийств, когда берется защищать обворожительную костариканку Катю Солаз, обвиняемую в убийстве своего,… Подробнее Купить за 327 грн (только Украина)
- Лучший телохранитель — ложь, Стив Мартини. Адвокат Пол Мадриани сталкивается с паутиной международного заговора, обмана и убийств, когда берется защищать обворожительную костариканку Катю Солаз, обвиняемую в убийстве своего, как она… Подробнее Купить за 262 руб
холодная+пайка — с немецкого на русский
См. также в других словарях:
холодная пайка — Дефект пайки, при котором не образуется прочного паяного соединения. Вызван недостаточной температурой при пайке либо смещением паяемых элементов в процессе охлаждения. «Холодные» соединения имеют характерную зернистую структуру и… … Справочник технического переводчика
Холодная пайка — Запрос «Сухая пайка» перенаправляется сюда; статью об индивидуальном или коллективном рационе питания военнослужащих в условиях пребывания за пределами пункта постоянной дислокации или полевого лагеря см. Сухой паёк. Соед … Википедия
Пайка — У этого термина существуют и другие значения, см. Пайка (значения). Отпайка контакта. Пайка технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями… … Википедия
холодная сварка выдавливанием — Холодная сварка давлением с использованием специального штампа (см. рисунок 10). 1 сварной шов; 2 заготовка; 3 пуансон; 4 матрица Рисунок 10 Холодная сварка выдавливанием [ГОСТ Р ИСО 857 1 2009] Тематики сварка, резка, пайка … Справочник технического переводчика
холодная сварка осадкой — Холодная сварка давлением, при которой с помощью зажимов создается требуемая деформация и течение металла (см. рисунок 9). 1 заготовка; 2 сварной шов; 3 зажимы Рисунок 9 Холодная сварка осадкой [ГОСТ Р ИСО 857 1 2009] Тематики сварка, резка,… … Справочник технического переводчика
холодная сварка — Сварка давлением при значительной пластической деформации без нагрева свариваемых частей внешними источниками тепла [ГОСТ 2601 84] холодная сварка Сварка давлением, при которой используют только длительное давление, вызывающее значительную… … Справочник технического переводчика
Электрический контакт — Электрический контакт поверхность соприкосновения проводящих электрический ток материалов, обладающая электропроводностью, или приспособление, обеспечивающее такое соприкосновение (соединение). В зависимости от природы соприкасающихся… … Википедия
Тестирование — В этой статье не хватает ссылок на источники информации. Информация должна быть проверяема, иначе она может быть поставлена под сомнение и удалена. Вы можете … Википедия
Советская Армия — (СА) Звезда с эмбл … Википедия
Советская армия — (СА) Звезда с эмбл … Википедия
Сварка — Сварщик за работой Сварка это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или … Википедия
Книги
- Лучший телохранитель — ложь, Мартини Стив. Адвокат Пол Мадриани сталкивается с паутиной международного заговора, обмана и убийств, когда берется защищать обворожительную костариканку Катю Солаз, обвиняемую в убийстве своего, как она… Подробнее Купить за 397 руб
- Лучший телохранитель — ложь, Стив Мартини. 543 с. Адвокат Пол Мадриани сталкивается с паутиной международного заговора, обмана и убийств, когда берется защищать обворожительную костариканку Катю Солаз, обвиняемую в убийстве своего,… Подробнее Купить за 327 грн (только Украина)
- Лучший телохранитель — ложь, Стив Мартини. Адвокат Пол Мадриани сталкивается с паутиной международного заговора, обмана и убийств, когда берется защищать обворожительную костариканку Катю Солаз, обвиняемую в убийстве своего, как она… Подробнее Купить за 262 руб