


О клубе — Яхт клуб Ост-Вест
 Яхт-клуб «Ост Вест» вырос из парусной секции 93 спортивного клуба Балтийского флота. В 1985 году в Калининграде появились три уже не новые килевые парусные яхты. Две класса «Четвертьтонник» и одна «Полутонник». Все корпуса деревянные, постройки Таллинской экспериментальной верфи спортивного судостроения. Капитанами яхт были назначены в то время действующие офицеры ВМФ: Багров И.Л., Жадобко С.М., Нечасткин О.А. Позднее, в 1987 году, появились ещё две новые яхты: деревянный «Четвертьтонник» «Норд» и пластиковый «3/4 тонник» «Аскольд» ( Типа «Телига-104», Польской постройки).
Яхт-клуб «Ост Вест» вырос из парусной секции 93 спортивного клуба Балтийского флота. В 1985 году в Калининграде появились три уже не новые килевые парусные яхты. Две класса «Четвертьтонник» и одна «Полутонник». Все корпуса деревянные, постройки Таллинской экспериментальной верфи спортивного судостроения. Капитанами яхт были назначены в то время действующие офицеры ВМФ: Багров И.Л., Жадобко С.М., Нечасткин О.А. Позднее, в 1987 году, появились ещё две новые яхты: деревянный «Четвертьтонник» «Норд» и пластиковый «3/4 тонник» «Аскольд» ( Типа «Телига-104», Польской постройки).
С началом перестройки в начале 90-х годов, когда было открыто более-менее свободное плавание по Мировому океану, а не только в территориальном море СССР, экипажи буквально ринулись «На Запад». «Четвертьтонники» ( капитаны Жадобко С.М., Горшков В.С.,Нечасткин О.А. ) активно осваивали Вислинский и Гданьский заливы – порты Гданьск, Элдьблонг, Гдыня, Крыница Морска, Хель и с тех пор яхтсмены нашего клуба поддерживают исключительно тёплые и дружеские отношения с польскими яхтсменами этого региона. Эти отношения никогда, ни разу за прошедшие годы не были омрачены политическими передрягами между нашими государствами.

С появлением яхты «Аскольд» спортивные дальние походы совершались каждый год. Освоены порты и яхтенные гавани Польши, Германии, Дании, Швеции, Голландии и Великобритании. Походы имели и политическую подоплёку: мы несли на Запад флаг нового государства – Россия. В тот период на «Аскольде», в разные годы ходили капитанами: Горшков В.С., Жадобко С.М., Багров И.Л.
Осенью 1992 года офицеры – члены парусной секции Спортклуба Балтийского флота участвовали в дерзком, по своей сути, и не безопасном, по существу, выводе двух яхт из Рижского яхтклуба ВМФ в Калининград. В этом экстремальном походе принимали участие Шуткин А.Н., Корогодский С.Н., Горшков В.С. и другие офицеры ВМФ. Несмотря на сопротивление, в том числе и силовых структур Латвии, яхты благополучно дошли до Калининграда. Это были деревянные яхты: две — постройки Ленинградской верфи ВЦСПС типа «Л-6», «Арктика» и «Балтика», а так же один «Четвертьтонник» Таллинской постройки «Ушкуйник». Яхта «Балтика» простояла на стенке в навигацию 1993 года пока экипаж не возглавил яхтенный капитан Евченко С.В.
В 1993 году экипаж офицеров ВМФ с капитаном Горшковым В.С. на яхте «Арктика» был приглашён наследником Английского престола принцем Чарльзом в королевский яхт-клуб «Вулверстоун» (Порт Ипсвич) на празднование 150 — летия образования этого яхт-клуба.
что такое канифоль и флюс? можно ли паять без этого…
нет, лучше паять канифолью без флюса
Да, есть такой припой с флюсом внутри. Смело паяйте: работая один период своей жизни радиомонтажником, мы использовали такой припой.
канифоль это паяльная смола, флюс это кислота. припоем с флюсом паятьвпринципе можно. но смотря что.
Если есть выбор, то тогда уж лучше припой с канифолью. Ест такой припой внутри которого канифоль. Очень удобно.
Флюс — вещество, подготавливающее спаиваемые детали (снятие жира, оксидных пленок и прочего, мешающего спаиванию при воздействии температуры) к принятию припоя. Паять припоем с флюсом внутри можно, но лучше механически очищать спаиваемые детали от оксидных пленок, жира и прочего.
Флюс (пайка) — вещества (чаще смесь) органического и неорганического происхождения, предназначенные для удаления окислов с поверхности под пайку, снижения поверхностного натяжения, улучшения растекания жидкого припоя и/или защиты от действия окружающей среды. В зависимости от технологии флюс может использоваться в виде жидкости, пасты или порошка. Флюсы для пайки чёрных металлов Сильно-кислые флюсы («активные флюсы» ) — Хлорид цинка Флюсы средней и малой активности — Хлорид аммония (нашатырь) Флюсы для электротехники Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность. Простейшие флюсы такого типа создают на основе канифоли, например растворы канифоли в этаноле или спирто-бензиновой смеси. Флюсы для алюминиевых сплавов Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы. Применяется «бинарный» флюс — фосфорная кислота (концентрированная) — до побеления, затем 20%-я эвтектика (50 мол. %, а. и. 8:11,5) NaOH-KOH в глицерине. Флюсы для пайки нержавеющих сталей Фосфорная кислота ———————————— Канифоль, искаж. лат. colophonium, от названия древнегреческого города Колофон — хрупкое, стекловидное, аморфное вещество от тёмно-красного до светло-жёлтого цвета. Входит в состав смол хвойных деревьев и получается из живицы (смолистого вещества (терпентин) , выделяющегося при ранении деревьев хвойных пород) после экстракции измельчённой древесины органическими растворителями или перегонкой сырого таллового масла. Применяется в качестве флюса при лужении и пайке.
Я паяю припоем ПОС-61, и канифоль юзаю отдельно. ИМХО флюс бывает нужен по любому, например, если выводы микрухи заляпал припоем! Так, что лучше иметь и то и другое.
Флюсы — это ОБЩЕЕ НАЗВАНИЕ для веществ, облегчающих процесс пайки (очистка спаиваемых поверхностей от плёнки окисла, загрязнений и т. п.) . Канифоль, стало быть, — просто один из вариантов флюса, причём мастера используют не сухую канифоль, а раствор канифоли в спирте с добавками. Второй, более распространённый, — водно-глицериновый флюс (хорош тем, что у него нейтральная реакция) . В очень сложных ситуациях, бывало, мне помогал обычный аспирин. Опять же личный опыт: припой с флюсом внутри хорош для спаивания свежих компонентов, но при этом всё равно флюс (или канифоль) не помешают. С ними пайка получается надёжнее.
канифоль это кажется сосновая смола, используется при пайке для лучшего спаивания материалов и уменьшения доступа воздуха в принципе тоже является флюсом, флюс это состав который используется для изоляции спаиваемого (свариваемого) шва или точки от контакта с воздухом для получения более качественного соединения
Канифоль: что это такое и как пользоваться
Эх, знали бы вы, сколько я пожег дорожек, транзисторов и диодов, пока научился самостоятельно паять в детстве без наставника. Мне было интересно осваивать ремонт бытовой техники самому, а хорошего наставника, да и интернета тогда у меня не было.
Я ничего не знал про канифоль: что это такое и как ей пользоваться. Поэтому наделал очень много ошибок. Вы не должны их повторять. Написал статью на эту тему. Читайте и делитесь своим мнением.
Содержание статьи
Историческим названием канифоли стало словосочетание «колофонская смола» благодаря древнему греческому городу Колофон. В нем очень ценилась хорошая музыка, а музыканты натирали ей смычки и струны.
В основу состава канифоли входят смеси природных карбоновых кислот с их изомерами.
По внешним признакам она выглядит хрупким аморфным веществом, обладающим характерным изломом с раковинами, и блестит подобно стеклу. Ее оттенки: от яркого светло желтого до темного красного цвета.

Электрики издавна используют ее при пайке в качестве флюса для соединения металлов. Потребительские свойства этого вещества сильно зависят от способов его получения.
3 метода промышленного изготовления канифоли и как они влияют на качество пайки
Производственное получение канифоли осуществляется одним из трех способов:
- Термической переработкой живицы (народное название смоляного сока от хвойных деревьев: сосны, лиственницы, кедра) с целью выпаривания из нее воды со скипидаром. Полученные твердые полупрозрачные куски очищают химическими веществами.
- Измельчением на механическом оборудовании хвойной древесины до мельчайших частиц и экстракцией (извлечением смол) специальными растворителями (экстрагентами), не смешивающимися со смолами.
- Перегонкой таллового масла, выделяемого в качестве отходов во время производства целлюлозы и бумаги.

Способ изготовления канифоли и ее сырье закладывают в ее название. Например, галловая, экстрационная, сосновая или гарпиус. По нему, как и по цвету, можно уже судить, пользуясь вторичным методом, о качестве продукта.
Самая светлая желтая канифоль лучше всего подходит в качестве флюса для пайки, а более темная работает хуже, оставляя больший нагар на жале паяльника.
Состав и физико-химические свойства: на что обращать внимание
Будем использовать научный подход. Для этого вначале обратимся к требованиям государственного стандарта по характеристикам канифоли, как выпускаемой продукции, а затем — на производственные возможности технологического оборудования ее изготовления разными способами.
ГОСТ 19113-84 определяет технические требования к качеству канифоли и подразделяет ее на три сорта по потребительским показателям:
- высший;
- первый;
- второй.

В то же время промышленность способна обеспечить только следующие характеристики качества при производстве тремя перечисленными выше способами.

В живичной канифоли практически отсутствуют жирные кислоты, применять которые часто недопустимо при выполнении определенных операций. А экстракционный состав может содержать их до 10%.
Полезные свойства канифоли
Для практического применения в домашней мастерской следует учитывать следующие качества колофонской смолы:
- высокие диэлектрические свойства, которые позволяют в ряде случаев после пайки не удалять остатки флюса на спаиваемых деталях. Исключением являются очень ответственные соединения на микрочипах точной электроники;
- хорошее растворение такими органическими растворителями, как ацетон, бензин, спирт, хлороформ, эфир;
- не растворяется в воде;
- температура плавления колеблется от 50÷70 градусов до 130 у отдельных сортов. Она зависит от исходного материала, из которого производится, и способа получения;
- основную часть смоляных кислот, а это порядка 90% всей массы, составляет полезная абиетиновая кислота;
- даже большие куски довольно просто разделять и размельчать самыми простыми механическими инструментами;
- срок годности практически ничем не ограничен.
Домашнему мастеру полезно знать, что кроме пайки это вещество используют:
- в процессе изготовления большого ассортимента красок или лаков;
- при производстве пластмасс;
- для обработки струн и смычков на музыкальных инструментах;
- как порошок для натирки подошв у балетной обуви или обеспечения хорошего хвата ладонями у гимнастов на спортивных снарядах;
- в качестве эффективного средства, создающего дымовые завесы при постановках в театре и кино.
2 технических приема, которые портят полезные свойства канифоли для пайки
Обратите внимание на:
- Температуру нагрева жала паяльника, которое должно надежно расплавить флюс, но не пережечь его. Иначе происходит повышенное образование дыма. Из продуктов сгорания создаются твердые частицы. На соединяемых деталях образуется нагар. Наблюдать этот процесс можно по образованию слоя сажи на паяльнике, преобразованию светлого цвета колофонской смолы в темно бурый.
- Хотя канифоль и не растворяется в воде, но обладает определенной гигроскопичностью. При хранении в неотапливаемых влажных помещениях она может впитать влагу, что значительно ухудшит ее применение в качестве флюса.
Краткие сведения о получении в домашних условиях
Канифоль среднего качества можно успешно изготавливать своими руками без дорогого промышленного оборудования для собственных нужд. По этой теме имеются видеоролики на канале Ютуб.
Рекомендую посмотреть один из них: владельца Эквибривалентум. Однако он допускает определенные ошибки в технологии. На них в комментариях обратил внимание посетитель Сяотестер Сяомей.
После просмотра ролика обязательно прочитайте его комментарий в случае, если возникнет желание заняться подобной деятельностью.
Простое объяснение технологии пайки с научной точки зрения: что делают флюсы
Под пайкой принято понимать технологический процесс безразъёмного соединения различных деталей за счет ввода между ними другого металла с более низкой температурой плавления (припоя), нежели у соединяемых элементов.
При этом соединение создается за счет образования межатомных связей между материалами при их нагреве меньшем, чем температура собственного плавления. Жидкий горячий припой затекает в зазоры между деталями, заполняет их, а при дальнейшем охлаждении кристаллизуется и прочно схватывает.
Припой в жидком состоянии взаимодействует с основным металлом. В результате между ними создаются переходные процессы, образующие твердые растворы и интерметаллоиды.
Они обеспечивают адгезию (прилипание) соединяемых частей. Надо знать, что на качество и прочность создаваемого контакта влияет его величина. Толстый слой интерметаллоидов обладает повышенной хрупкостью, легко разрушается.
На адгезию также сильно влияет чистота поверхностей припоя и соединяемых деталей. Грязь, коррозия, минеральные примеси, масла, жиры не позволяют качественно соединить детали.
Поэтому их до пайки очищают различными способами, а при нанесении припоя используют флюсы — химические вещества или их смеси, способные удалять слои оксидов с поверхностей спаиваемых деталей. При этом они дополнительно:
- понижают поверхностное натяжение расплавленного припоя;
- улучшают его растекание по образованным зазорам;
- защищают от воздействия внешней окружающей среды, предохраняя от начала образования окислительных процессов.
Канифоль является универсальным флюсом, хорошо подходит для спаивания большинства металлов кроме стали, чугуна, алюминия. Благодаря своей универсальности ее издавна применяют при домашнем ремонте и в небольших мастерских.
Однако пайка деталей в производстве промышленных масштабов требует более качественного соблюдения технологии, точного подбора характеристик флюса. По этим причинам колофонской смолой пользуются реже, а для каждой технологии применяют свои специально подобранные флюсы.
Виды флюсов из канифоли для пайки: 3 состава для разных ситуаций
Канифоль для спаивания металлов используют в различных физических состояниях. Она выпускается промышленностью в:
- твердом кристаллообразном состоянии;
- специальным жидким раствором;
- в виде геля.

Каждый из этих типов имеет свои особенности в применении, достоинства и недостатки.
Колофонская смола в кристаллообразном состоянии применяется издавна, пользуется популярностью, хорошо хранится, проста в обращении. Однако паяльщику необходимо сформировать точные практические навыки, уметь грамотно соблюдать пропорции при нанесении такого флюса в труднодоступных местах.
Жидкий флюс на основе спиртового раствора обладает более универсальными способностями. Он хорошо подходит для спаивания деталей различных размеров, как больших, так и мелких. Правильную пропорцию здесь соблюсти проще, а его нанесение на металлы осуществляется простой кисточкой.
Подобный раствор легко сделать самому на основе концентрированного медицинского или технического спирта и измельченной в мелкий порошок канифоли. В стеклянную баночку заливают жидкость и засыпают порошок. Соотношение примерно 70/30%.
Все перемешиваем и ставим в теплое место для растворения. Периодически проверяем и встряхиваем. Можно немного досыпать порошка при необходимости. Время окончательной готовности — несколько часов, но пользоваться раствором можно и раньше.
Канифоль-гель обладает вязкой консистенцией. Таким веществом просто покрывать обрабатываемые поверхности. Им удобнее пользоваться в труднодоступных местах. Точнее соблюдается дозировка флюса. К тому же гель не так быстро высыхает, как спиртовые растворы. Гель более технологичен чем твердые кристаллы.
Как паять паяльником с канифолью: 2 методики пользования флюсом
В принципе технология пайки во всех случаях имеет общие черты. Отличия заключаются в особенностях применения флюса.
До начала момента спаивания необходимо подготовить рабочее место, инструмент и соединяемые материалы. Всегда обращайте внимание на чистоту жала паяльника, не допускайте образования нагара и сажи на нем.

3 совета по борьбе с нагаром и сажей
Если не рассматривать дорогие паяльные станции, то сейчас можно встретить два вида паяльников:
- старые советского типа с медным наконечником;
- современные с веллеровским жалом из никелевого покрытия.
При неправильном обращении нагар может образоваться на любом. Однако в первом случае достаточно взять напильник или надфиль с мелкой насечкой и просто зачистить им металл меди до чистого слоя. Когда жало съемное, то его лучше слегка проковать на наковальне: станет плотнее поверхностный слой.
Дальше такой паяльник начинают нагревать, но, не доводя до рабочей температуры, его слегка смазывают канифолью и, пока он прогревается, водят по припою, чтобы хорошо залудить.
Во втором случае поступают иначе, ибо механическая очистка даже лезвием ножа способна повредить внешнюю поверхность никелевого покрытия. В нем станут образовываться микротрещины, начнется процесс растворения ядра жала.
Самый безопасный в этом случае способ иной: загрязненный наконечник паяльника прогревают до высокой температуры порядка 450÷480 градусов около пяти минут. За это время весь нагар просто выгорит. Затем ему дают возможность остыть при температуре 280°.
После этого надо взять обыкновенный целлюлозной карандаш, которым чистят подошву утюгов, и окунуть в него жало с последующей обработкой в специальном активаторе. Если же его нет, то просто обработать паяльной губкой. Последняя должна быть пропитана не обыкновенной водой, а водяной глицериновой смесью с соотношением 7/3, где 7 частей отводятся глицерину.
Чистота жала паяльника — первое необходимое условие обеспечения качественной пайки.
Здесь же важно правильно подобрать паяльник по мощности, ибо каждый его вид предназначен для соединения металлов разных объемов и габаритов. При этом учтите:
- Мощные модели хорошо создают высокий нагрев соединяемых деталей, но они легко пережигают малогабаритные электронные детали и дорожки плат.
- Низковатные паяльники используют при точной пайке маломощных транзисторов и микросхем, но ими невозможно нормально прогреть провода.
Я же отдаю предпочтение трансформаторным паяльникам: видимо сказывается сила привычки и необходимость работать в разных местах. С Советских времен использую заводской паяльник Момент.

Даже, на основе методики простого расчета трансформатора, сделал
его более мощный аналог на 100 ватт.

Он немного тяжеловат, но для спаивания проводов 2,5 квадрата подходит идеально, а перегорающие тонкие медные наконечники делаю сам. У электрика такой исходный материал всегда имеется под рукой.
Нагрев наконечника происходит быстро. Он регулируется длительностью включения кнопки на рукоятке, позволяет контролировать процесс визуально по дымообразованию от канифоли.
В большинстве случаев домашнего мастера выручают регуляторы температуры жала паяльника, которые можно сделать своими руками из доступных деталей или приобрести в магазине.
Стал часто наблюдать, что многие радиолюбители стали пользоваться простыми диммерами, предназначенными для регулирования освещения.

Только подбирают их по нагрузке и ограничивают величину выходного напряжения в пределах от 150 до 220 вольт.
Во всех случаях пайки необходимо позаботиться не только о чистоте жала паяльника, но не забыть про качество поверхности соединяемых деталей. Минеральные и органические загрязнения, влагу — удалить, а после очистки будущие контактные соединения необходимо по отдельности залудить.
Особенности пайки твердым флюсом
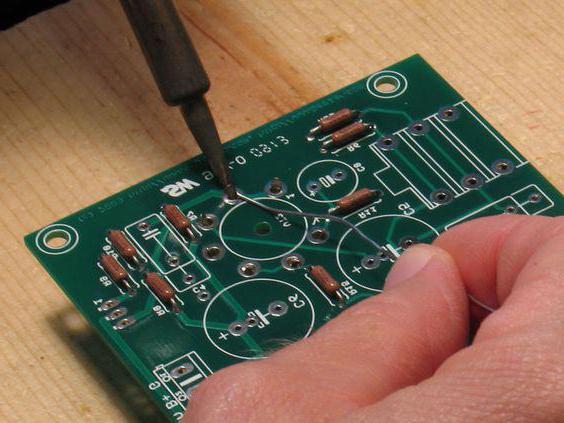
Этот вариант рассматривается как классическая схема пайки. Ее можно представить за пять шагов.
Шаг №1. Подготовительный этап.
Какая бы спешка ни была, всегда начинайте с оборудования рабочего места, обеспечения правил безопасности и подготовки инструмента. Заранее продумайте стационарное фиксирование проводов и соединяемых деталей.
Помните, что закрепленный с одной стороны провод работает как пружина и способен при случайном нажатии на конец паяльником отбросить расплавленный припой в глаз. Пользуйтесь защитными очками, не паяйте навесу.
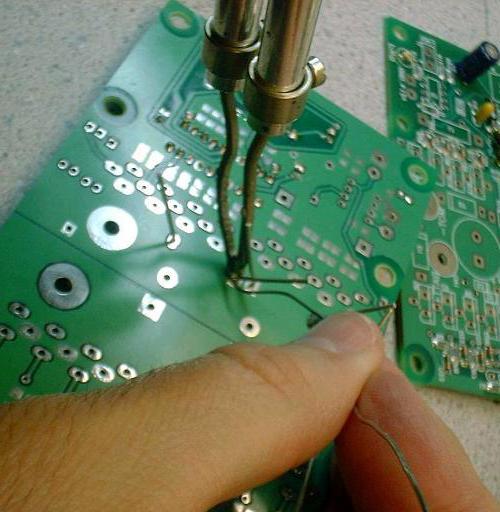
Твердую канифоль удобно держать в специальной жестяной баночке, которая показана на фотографии моего советского паяльника. О чистоте жала и спаиваемых поверхностей я уже заострял внимание выше.
Шаг №2. Лужение соединяемых поверхностей
Процесс сводится к покрытию зачищенных медных жил и контактных площадок тонким слоем припоя.
Для этого начинают нагревать паяльник и его наконечник погружают в твердую канифоль. Она плавится и смачивает жало, дополнительно очищая его. Сразу же быстро касаются припоя. Он переходит в жидкое состояние, а небольшая капелька прикрепляется на конце наконечника.
Ее переносят на очищенную контактную площадку, быстро прогревают колебательными движениями и убирают паяльник в сторону. Припой охлаждается и затвердевает.
Если необходимо залудить обычный конец провода, то его можно просто прогреть паяльником в баночке с канифолью, а затем обработать припоем.
Процесс необходимо выполнять быстро, уложиться буквально за пару секунд. Правильно залуженная поверхность выделяется однородным цветом чистого олова, покрыта ровным тонким слоем.
Новые электронные детали обычно всегда залужены на заводе. Им дополнительная обработка припоем не требуется.
Шаг №3. Фиксация деталей
Элементы, подлежащие спаиванию, необходимо четко соединить и надежно зафиксировать, исключить их случайное смещение. С этой целью используют небольшие тиски, пинцеты, острогубцы.
Удобно пользоваться специальным приспособлением, которое получило название «третья рука».

Существует много вариантов его заводского исполнения и самодельных конструкций.
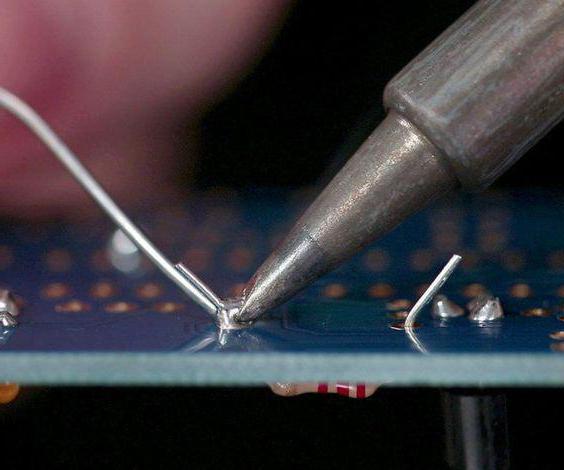
Шаг №4. Непосредственная пайка
Подготовленные детали соединяют и прогревают паяльником с каплей припоя, а затем быстро отводят его, обеспечивая естественное охлаждение.

Работаем быстро, помним о правиле двух секунд.
Шаг №5. Проверка качества и заключительные операции
Созданную спайку необходимо визуально осмотреть, проверить соединение деталей на механическую прочность легким продергиванием. Поверхность застывшего припоя не должна иметь шероховатостей, пор.
На этом этапе многие работники считают процесс законченным, что неправильно. Необходимо удалить следы оставшегося флюса с поверхностей и дорожек.
Дело в том, что канифоль, являясь хорошим диэлектриком, обладает гигроскопичностью. Влага же, впитанная ей, нарушает изоляционные свойства. В результате на ответственных участках микросхем и малогабаритных электронных плат возможны токи утечек. Они приведут к сбоям в работе микропроцессорных устройств.
Да и внешний вид пропаянного участка изменится, станет более аккуратным, скроются следы ремонта.
Удаляют остатки флюса с дорожек спиртом. Он растворяет возникшие подтеки, после чего обработанное место протирается сухой чистой тряпочкой.
В продаже можно встретить трубчатый припой в виде прутков с канифолью, расположенную во внутренних полостях. Такой материал сокращает время пайки, удобен в работе.
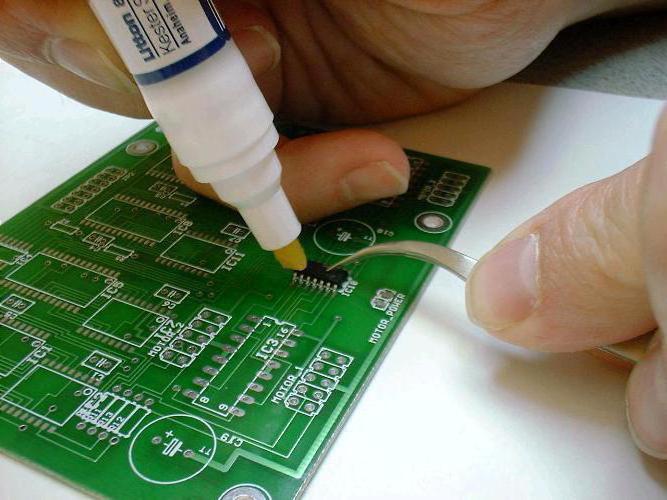
Как паять растворенной и гель-канифолью
Технологический процесс практически повторяет предыдущий метод. Только в нем используется жидкий флюс, диктующий особенности:
- Спиртовым раствором или гель-канифолью первоначально покрывают очищенные контактные площадки для лужения.
- Обрабатывают их разогретым паяльником с каплей припоя, обеспечивая равномерное тонкое покрытие.
Залуженные детали прочно соединяют и пропаивают, как описано выше.
Старый проверенный прием: упражнение для освоения качества пайки от бывалых
Проверить свое мастерство и усовершенствовать практический навык может любой человек. Для этого потребуется паяльник с подготовленным рабочим местом и кусочек медного провода от электропроводки.
Из него нарезается 12 отрезков одинаковой длины порядка пары сантиметров. Они будут служить ребрами кубика. А его потребуется спаять и проверить на прочность небольшим усилием сжатия в ладони.
Тренируйтесь на этом упражнении и осваивайте правильную, качественную пайку. Надеюсь, что мой материал про канифоль: что это такое поможет вам хорошо развить этот навык. Если же знаете другие способы или имеете отличное от меня мнение, то пишите его в комментариях. А я рекомендую посмотреть видеоролик автора AlexGyver «Как паять паяльником».
В нем много полезной информации.
Припой с канифолью: несколько секретов пайки
Каждый радиолюбитель или мастер, занимающийся ремонтом самостоятельно, рано или поздно вынужден будет взять в руки паяльник и попробовать. Качество выполненных работ и даже работоспособность изделия будут напрямую зависеть от множества факторов, знать о которых обязательно нужно, прежде чем начинать работу.
Правильная работа с паяльником
Несмотря на кажущуюся простоту работы паяльником, очень желательно иметь начальные навыки качественной работы и уметь правильно использовать припой с канифолью.

Паяние производится с помощью разнообразных припоев. Так называемый припой в катушке с канифолью, пожалуй, самый популярный. При выполнении работ, связанных с пайкой, применяют припой. Количество содержащегося в нем олова и свинца — 60 и 40 % соответственно. Этот сплав плавится при 180 гр.
Что необходимо для работы с паяльником:
- сам паяльник;
- припой;
- канифоль.
Нагретый припой создает достаточное внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д., если выполнить следующие условия:
- Поверхности деталей должны быть зачищены от окислов.
- Деталь в месте пайки прогревают сильнее температуры плавления самого припоя.
- Во время работы место пайки требуется защитить от воздействия кислорода, для этого применяются различные флюсы. Они создают защитную пленку непосредственно над местом пайки.
Книгу о том, как паять, можно прочитать и понять, но навыки пайки можно получить только на практике.
Хитрости и секреты работы с паяльником
После того, как припой начал плавиться, им уже можно паять. Для этого нужно покрыть жало паяльника нетолстым слоем припоя, а затем хорошенько вытереть его о влажную губку. Так удаляют оставшийся от работы припой с канифолью. Не будет лишним взять в привычку протирать жало о мокрую губку каждый раз после пайки.
Перед тем как начать паять радиодеталь, ее нужно подготовить. Следует согнуть ее выводы таким образом, чтобы деталь свободно входила в предназначенные для нее отверстия.

Новички без опыта работы часто касаются места пайки кончиком жала паяльника. А нужно держать паяльник так, чтобы между ним и местом пайки площадь контакта была как можно больше, иначе то место, в котором нужно произвести пайку, нагревается недостаточно для скрепления деталей.
Как вычистить жало паяльника
При паянии часто на паяльнике появляется нагар. Его можно убрать простой водой. Если провести паяльником по влажной ткани, то окалина останется на ней, а жало станет снова чистым. Периодически нужно это проделывать во время работы с паяльником. Если ткань не помогает, можно использовать жесткую губку.
Классы паяльных жал
- Жала съемные с покрытием из никеля.
- Жала медные.
Паяльные жала первого класса обычно используют в сложных паяльниках, в которых есть возможность регулировать температуру.
Жала второго — самые распространенные.
- Жало в форме иглы — им паяют очень маленькие радиодетали, такие как SMD. При осуществлении ремонта телефонов такое жало незаменимо. Оно применяется на платах с высокой плотностью монтируемых деталей.
- Жало-лопаточка — применяется для осуществления выпаивания и в случаях монтажа крупных радиодеталей. Им работают с многовыводными микросхемами.
- Жало в форме капли — им удобно переносить припой с канифолью к месту паяния, что приводит к повышению качества работы.
- Жало с изогнутой формой — чаще всего им отпаивают радиодетали, находящиеся в медной оболочке, чтобы на плате не оставался лишний припой. Оно может применяться и для обычной пайки. Паяльник нагревается до температуры 290-300 С.
Работая с паяльником, необходимо всегда содержать его в идеальной чистоте. Новые паяльные жала обычно обрабатывают с помощью молотка, чтобы на его поверхности образовались мелкие зазубрины. Впоследствии их аккуратно подравнивают напильником, чтобы придать жалу наиболее правильную форму.

Затем жало следует залудить, используя припой с канифолью. То есть покрыть тонким слоем припоя, обмакнув его в канифоль.
Как охладить место пайки
Пинцет из металла, которым придерживают радиодеталь, в процессе пайки работает еще и как теплоотвод. Можно для этой цели использовать и специальный зажим «крокодил».
Секреты пайки паяльником
Для получения хорошего результата при пайке обязательно нужно правильно применять припой с канифолью и флюсом. Это легкоплавкий сплав особого металла, которым спаивают выводы деталей и провода.
- Лучший припой — это олово в чистом виде. Но такой металл стоит слишком дорого, чтобы использовать его при паянии. Поэтому при работе с радиодеталями применяют так называемые свинцово-оловянные припои.
- Свинец с оловом. По прочности пайки эти припои не хуже чистого олова. Плавятся они при температуре 170-190 градусов. Принято обозначать такие припои аббревиатурой «ПОС» — припой оловянно-свинцовый. Стоящая после этих букв в обозначении цифра значит долю олова, выраженную в процентах. Лучше пользоваться припоем «ПОС-6О».
- Флюсы — это вещества, которые обладают противоокислительными свойствами. Их применяют для предотвращения окисления места пайки. Если не применять флюс, то припой просто не прилипнет к поверхности металла.
Виды флюсов
При работе с радиодеталями применяют флюсы, в которых не содержится кислота. Например, канифоль. В магазинах продается и смычковая канифоль для смазки музыкальных инструментов. Ее вполне можно использовать и для пайки. А вот металлическую посуду паяют, используя припой без канифоли. Для ее ремонта потребуется «паяльная кислота». Это растворенный в соляной кислоте цинк. Радиодетали паять таким припоем тоже нельзя, поскольку со временем он разрушит пайку.
Если требуется произвести пайку в труднодоступных местах, то нужно иметь жидкий флюс. Его можно изготовить самостоятельно. Канифоль измельчается в порошок, всыпается в ацетон или этиловых спирт. Перемешав раствор, нужно подсыпать еще канифоль до получения густой кашицеобразной массы. На места пайки такую жидкую канифоль следует наносить кисточкой или палочкой. При этом есть нюанс — для работы с печатными платами флюс должен быть более жидким. Для труднодоступных мест можно также применять припой проволочный с канифолью, что намного удобней.
При работе с различными флюсами необходимо учитывать, что те, которые имеют в своем составе ацетон, — очень токсичны. Поэтому, работая с ними, необходимо избегать попадания паров в дыхательные пути. Паять лучше около окна, если лето, а зимой почаще проветривать помещение, в котором проводится работа. По окончании работы обязательно нужно вымыть руки с мылом в теплой воде.
Как паять припоем с канифолью
Немаловажным условием удачной пайки является и соблюдение чистоты поверхностей, которые требуется спаять. Обязательно следует места пайки зачистить до блеска. Затем детали нужно положить на кусочек канифоли и прогреть. Расплавленная канифоль поможет припою равномерно растечься по проводнику или детали, которую требуется припаять. Можно аккуратно поворачивать деталь, водя при этом по ней жалом паяльника, чтобы припой растекся ровным слоем по поверхности.
Если нужно залудить проводник, который впаян в плату, то после зачистки места пайки шлифовальной бумагой или ножом нужно поднести кусочек канифоли, после чего плавно распределить припой как можно равномерней, проводя паяльником.
На качество пайки влияет и то, насколько правильно соединены при пайке провода или контакты деталей. Их следует плотно прижать между собой и после этого поднести паяльник к подготовленным проводникам, касаясь его. После того, как разогретый припой растечется по поверхности, залив даже небольшие промежутки между ними, паяльник следует убрать.
Время непрерывной пайки должна быть не более пяти секунд. После этого промежутка времени припой затвердеет и детали окажутся прочно скреплены. Однако, чтобы пайка не разрушилась, детали нельзя сдвигать в течение 10-15 секунд после окончания пайки. Иначе соединение будет непрочным.
Если работа производится с транзисторами, то их выводы необходимо беречь, чтобы не перегреть. Лучше держать их либо плоскогубцами, либо пинцетом, выполняя этим отвод тепла.
При выполнении пайки радиодеталей ни в коем случае не стоит скручивать концы деталей. Если требуется перепаивать детали или заменять проводники, то необходимо заранее подумать об этом, до начала монтажа. Концы деталей правильнее всего паять на небольшом расстоянии друг от друга, а не в одном месте.