


Установки индукционного нагрева, ТВЧ установки, кузнечные и закалочные комплексы :: Оборудование ТВЧ для закалки стали
Впервые закалку деталей с помощью индукционного нагрева предложил производить В.П. Володин. Было это почти век назад – в 1923 году. А в 1935 г. данный вид термической обработки стали использовать для закалки стали. Популярность закалки сегодня сложно переоценить – ее активно применяют практически во всех отраслях машиностроения, также очень востребованы и установки ТВЧ для закалки.
Для увеличения твердости закаленного слоя и повышения вязкости в центре стальной детали необходимо использовать поверхностную ТВЧ закалку. При этом происходит нагрев верхнего слоя детали до температуры закалки и резкое охлаждение. Важно, что свойства сердцевины детали остаются неизменными. Так как центр детали сохраняет вязкость, сама деталь становится более крепкой.
С помощью ТВЧ закалки удается упрочить внутренний слой легированной детали, ее применяют для среднеуглеродистых сталей (0,4-0,45% С).
Преимущества ТВЧ закалки:
- При индукционном нагреве изменяется только нужная часть детали, данный способ экономичнее обычного нагрева. Кроме того, ТВЧ закалка занимает меньше времени;
- При ТВЧ закалке стали удается избежать появления трещин, а также снизить риски брака по короблению;
- Во время нагрева ТВЧ не происходит выгорание углерода и образование окалины;
- При необходимости возможны изменения глубины закаленного слоя;
- Используя ТВЧ закалку, удается повысить механические свойства стали;
- При применении индукционного нагрева удается избежать появления деформаций;
- Автоматизация и механизация всего процесса нагрева находится на высоком уровне.
Однако ТВЧ закалка имеет и недостатки. Так, некоторые сложные детали обрабатывать весьма проблематично, а в некоторых случаях индукционный нагрев и вовсе недопустим.
Закалка ТВЧ стали – разновидности:
Стационарная ТВЧ закалка. Она применяется для закалки небольших плоских деталей (поверхностей). При этом положение детали и нагревателя постоянно сохраняется.
Она применяется для закалки небольших плоских деталей (поверхностей). При этом положение детали и нагревателя постоянно сохраняется.
Непрерывно-последовательная ТВЧ закалка. При осуществлении данного вида закалки деталь либо перемещается под нагревателем, либо остается на месте. В последнем случае нагреватель сам движется по направлению детали. Такая ТВЧ закалка подходит для обработки плоских и цилиндрических деталей, поверхностей.
Тангенциальная непрерывно-последовательная ТВЧ закалка. Ее применяют при нагреве исключительно небольших цилиндрических деталей, которые прокручиваются единожды.
Вы хотите приобрести качественное оборудование для закалки? Тогда обращайтесь в научно-производственную компанию «Амбит». Мы гарантируем, что каждая выпущенная нами установка ТВЧ для закалки – надежна и высокотехнологична.
Индукционный нагрев различных резцов перед пайкой, закалкой,
установка индукционного нагрева IHM 15-8-50

Индукционная пайка, закалка (ремонт) дисковых пил,
установка индукционного нагрева IHM 15-8-50
Индукционный нагрев различных резцов перед пайкой, закалкой
установка индукционного нагрева IHM 25-8-50

Закалка маховика D 225мм,
установка индукционного нагрева IHM 30-8-50
Индукционный нагрев перед закалкой
установка индукционного нагрева IHM 100-8-50
 youtube.com/v/CD_eUS3cJI0?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
youtube.com/v/CD_eUS3cJI0?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
Закалка шестерни
установка индукционного нагрева IHM 100-8-50
Закалка вала,
установка индукционного нагрева IHM 100-8-50
 youtube.com/v/TtbmFXiNnq0?version=3&hl=ru_RU&rel=0″ type=»application/x-shockwave-flash»>
youtube.com/v/TtbmFXiNnq0?version=3&hl=ru_RU&rel=0″ type=»application/x-shockwave-flash»>
Нагрев перед закалкой внутренней части детали,
установка индукционного нагрева IHM 100-8-50
Установки индукционного нагрева, ТВЧ установки, кузнечные и закалочные комплексы :: Видео :: Заказ по телефону +7-499-6413840
Установка индукционного нагрева IHM 15-8-50
Индукционный нагрев различных резцов перед пайкой, закалкой
 youtube.com/v/tpqQkuakKgY?version=3&hl=ru_RU&rel=0″ type=»application/x-shockwave-flash»>
youtube.com/v/tpqQkuakKgY?version=3&hl=ru_RU&rel=0″ type=»application/x-shockwave-flash»>
Индукционная пайка (ремонт) дисковых пил
Установка индукционного нагрева IHM 25-8-50
Индукционный нагрев различных резцов перед пайкой, закалкой
 youtube.com/v/ZcLqgQ9oC0I?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
youtube.com/v/ZcLqgQ9oC0I?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
Установка индукционного нагрева IHM 30-8-50
Наплавка чугуна
Термообработка тонкостенных труб с целью повышения пластичности
 youtube.com/v/6f-Nzp6MGlA?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
youtube.com/v/6f-Nzp6MGlA?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
Применение выносного индуктора, длинна кабеля 4,5м
Индукционный нагрев мерных заготовок перед пластической деформацией диаметром 22мм длинной 100мм, темп 20сек/шт,
подача осуществляется устройством подачи заготовок УПЗ-200
youtube.com/v/cUXpzu8_BpI?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
Закалка маховика D 225мм
Установка индукционного нагрева IHM 50-8-50
Нагрев концов заготовок
 youtube.com/v/-FAZezREyoI?version=3&hl=ru_RU&rel=0″ type=»application/x-shockwave-flash»>
youtube.com/v/-FAZezREyoI?version=3&hl=ru_RU&rel=0″ type=»application/x-shockwave-flash»>
Установка индукционного нагрева IHM 100-8-50
Индукционный нагрев концов заготовок перед пластической деформацией
Индукционный нагрев перед закалкой
 youtube.com/v/CD_eUS3cJI0?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
youtube.com/v/CD_eUS3cJI0?version=3&hl=ru_RU» type=»application/x-shockwave-flash»>
Закалка шестерни
Нагрев мерных заготовок перед ковкой
com/v/zjmSPmi1tfI?version=3&hl=ru_RU&rel=0″ type=»application/x-shockwave-flash»>
ТВЧ нагрев оси балансира перд закалкой
Нагрев перед ковкой деталей 24х93 мм
Нагрев концов заготовок перед высадкой головок болтов
Индукционные установки – Индукционная литейная установка – Установка индукционного нагрева
ИНДУКЦИOННAЯ УСТАНOВКA — это оборудование, необходимое для индукционного нагрева металлических изделий и деталей электрическим током, индуцируемым переменным магнитным полем. РОСИНДУКТОР — это установка индукционного нагрева от профессионалов. Здесь можно купить по хорошей цене установки для закалки, пайки и плавки. Каждая индукционная литейная установка собрана по схемам с использованием современных IGBT модулей. Специалисты нашей компании модернизируют индукционные установки, а так же их ремонт и обслуживание.
Установка индукционного нагрева
Установки индукционного нагрева делятся на транзисторные и тиристорные. Тиристорная индукционная установка нагрева имеет слишком узкий предел изменения генерируемой частоты. Транзисторные установки индукционного нагрева металла отличаются более высоким КПД, они не нуждаются в предварительном прогреве. Кроме того каждая установка нагрева имеет контроль и регулировку выходной частоты в большом диапазоне.
Транзисторные установки индукционного нагрева металла отличаются более высоким КПД, они не нуждаются в предварительном прогреве. Кроме того каждая установка нагрева имеет контроль и регулировку выходной частоты в большом диапазоне.
Установки индукционного нагрева (УИН) делятся на транзисторные и тиристорные. Тиристорная индукционная нагревательная установка имеет слишком узкий предел изменения генерируемой частоты. Транзисторные установки индукционного нагрева металла отличаются более высоким КПД, они не нуждаются в предварительном прогреве. Кроме того транзисторные ТВЧ генераторы подходят для контроля и регулировки выходной частоты в большом диапазоне.
Установки индукционного нагрева бывают следующих типов:
- Среднечастотные индукционные установки, работающие в частотном диапазоне от 0,5 до 20 кГц и имеющие мощность от 15 до 500 кВт, идеально подходят для максимально глубокого прогрева металлических деталей. Глубина прогрева может достигать 10 мм. Этот вид установок применяется для горячей штамповки, плавки черных и цветных металлов и глубокой закалки металлов.

- Высокочастотные индукционные установки осуществляют работу с частотой от 30 до 100 кГц. Глубина прогрева деталей в этих установках составляет всего 2-3 мм, благодаря чему они подходят для поверхностной закалки металлических изделий, восстановления деталей, сварки и наплавки деталей.
- Кузнечные индукционные установки необходимы для эффективного нагрева металлических заготовок. Используемая температура колеблется от 500 до 1200 градусов в зависимости от вида металла и следующих за нагревом процессов. Так, перед горячей штамповкой алюминиевые заготовки необходимо нагреть до 500 градусов, а медные — до 700.
- Индукционные плавильные установки необходимы для плавки цветных и черных металлов. Такие установки оборудуются индукционными печами, подходящими для обработки того или иного металла или сплава.

Индукционная литейная установка
Индукционные литейные установки рассчитаны для работы со сплавом неблагородных и благородных металлов. В таких установках используются печи с тиглями, наиболее подходящими для определенной шихты. Индукционные литейные печи обладают высокой производительностью и легко встраиваются в рабочий конвейер цеха.
В таких установках используются печи с тиглями, наиболее подходящими для определенной шихты. Индукционные литейные печи обладают высокой производительностью и легко встраиваются в рабочий конвейер цеха.
Применение индукционных установок
Индукционные установки широко применяются в чугунном и сталелитейном производстве, а также в ювелирном и любом другом производстве, связанным с обработкой металла. Разные индукционные установки используются для поверхностной и глубокой закалки металлических деталей, наплавки, пайки, плавки, сварки металлов, гибки и предварительного нагрева металла, стерилизации медицинских инструментов, ювелирного производства.
Принцип работы индукционных установок
Принцип работы индукционных установок основан на нагреве металлических материалов электрическими токами, которые создаются переменным магнитным полем индуктора. Индуктор представляет собой несколько витков провода. При помощи генератора в индукторе создаются мощные токи, благодаря чему образуется магнитное поле, которое наводит вихревые токи в помещенной в центр индуктора заготовке. В результате происходит нагрев заготовки под действием закона Джоуля-Ленца. Интенсивность и глубина прогрева металлических деталей зависит от выбранной частоты.
В результате происходит нагрев заготовки под действием закона Джоуля-Ленца. Интенсивность и глубина прогрева металлических деталей зависит от выбранной частоты.
Преимущества индукционных установок
Преимущества индукционных установок очевидны: высокий уровень КПД, высокая скорость прогрева или плавления электропроводящего материала, возможность проведения местного нагрева, отсутствие загрязнения материала продуктами горения, нагрев металлических деталей через стенки камеры, выполненной из материалов, не нагревающихся вследствие электромагнитного излучения, возможность автоматизации большинства процессов, происходящих в установке.
Нужна более подробная информация на индукционные установки?
Москва + 7 (499) 649-29-80
Санкт-Петербург + 7 (812) 426-33-17
Челябинск + 7 (351) 729-83-71
Запчасти для установки индукционного нагрева Agroheat 130
Перечень товаров, работ, услуг
«Позиция 1»
«Кольцо гильзы»
Кол-во: 12
«Позиция 2»
«Соленоид»
Кол-во: 2
«Позиция 3»
«Кольцо поршневое (к-кт)»
Кол-во: 12
«Позиция 4»
«Кольцо уплотнительное»
Кол-во: 6
«Позиция 5»
«Комплект прокладок под головку блока Deutz»
Кол-во: 2
«Позиция 6»
«Комплект цилиндр+поршень Deutz BF3/4/6L914 102.
 00mm STD»
00mm STD»Кол-во: 6
«Позиция 7»
«Насос масляный»
Кол-во: 1
«Позиция 8»
«Натяжитель ремня»
Кол-во: 3
«Позиция 9»
«Ось вентилятора»
Кол-во: 1
«Позиция 10»
«Патрубок»
Кол-во: 2
«Позиция 11»
«Полный набор прокладок Deutz F6L914»
Кол-во: 3
«Позиция 12»
«Кольцо уплотнительное»
Кол-во: 6
«Позиция 13»
«Прокладка Deutz CP»
Кол-во: 3
«Позиция 14»
«Прокладка ГБЦ»
Кол-во: 6
«Позиция 15»
«Прокладка головки блока»
Кол-во: 12
«Позиция 16»
«Прокладка задней крышки»
Кол-во: 18
«Позиция 17»
«Прокладка клапанной крышки»
Кол-во: 12
«Позиция 18»
«Прокладка поддона»
Кол-во: 3
«Позиция 19»
«Прокладка турбокомпрессора»
Кол-во: 3
«Позиция 20»
«Реле регулятор напряжения 01178336 Deutz»
Кол-во: 2
«Позиция 21»
«Сальник»
Кол-во: 3
«Позиция 22»
«Сальник коленчатого вала»
Кол-во: 3
«Позиция 23»
«Сальник коренной»
Кол-во: 4
«Позиция 24»
«Сальник передней крышки»
Кол-во: 4
«Позиция 25»
«Трубка масляная»
Кол-во: 3
«Позиция 26»
«Трубка топливная высокого давления»
Кол-во: 1
«Позиция 27»
«Трубка топливная высокого давления»
Кол-во: 1
«Позиция 28»
«Трубка топливная высокого давления»
Кол-во: 1
«Позиция 29»
«Трубка топливная высокого давления»
Кол-во: 1
«Позиция 30»
«Трубка топливная высокого давления»
Кол-во: 1
«Позиция 31»
«Трубка топливная высокого давления»
Кол-во: 1
«Позиция 32»
«Турбонагнетатель»
Кол-во: 2
«Позиция 33»
«Форсунка»
Кол-во: 6
«Позиция 34»
«Шайба форсунки»
Кол-во: 24
«Позиция 35»
«Шкив вентилятора»
Кол-во: 1
«Позиция 36»
«Шланг топливный»
Кол-во: 1
«Позиция 37»
«Втулка нейтрали»
Кол-во: 10
«Позиция 38»
«Выключатель нейтрали»
Кол-во: 15
«Позиция 39»
«Выход ОГ 45град.
 «
«Кол-во: 2
«Позиция 40»
«Головка цилиндров в сборе»
Кол-во: 30
«Позиция 41»
«Датчик давления масла»
Кол-во: 10
«Позиция 42»
«Датчик числа оборотов»
Кол-во: 10
«Позиция 43»
«Дисплей»
Кол-во: 2
«Позиция 44»
«Контактор дополнительный для установки индукционного нагрева Argohaet-130»
Кол-во: 15
«Позиция 45»
«Замок зажигания для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 46»
«Клавиша START для установки индукционного нагрева Argohaet-130»
Кол-во: 4
«Позиция 47»
«Клавиша STOP для установки индукционного нагрева Argohaet-130»
Кол-во: 4
«Позиция 48»
«Кольцо под цилиндр»
Кол-во: 30
«Позиция 49»
«Кольцо уплотнения»
Кол-во: 60
«Позиция 50»
«Комплект поршневых колец»
Кол-во: 60
«Позиция 51»
«Комплект прокладок»
Кол-во: 15
«Позиция 52»
«Контроллер температуры для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 53»
«Контроллер управления двигателем для установки индукционного нагрева Argohaet-130»
Кол-во: 8
«Позиция 54»
«Натяжитель ремня вентилятора в сборе»
Кол-во: 2
«Позиция 55»
«Плата питания для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 56»
«Плата тока для установки индукционного нагрева Argohaet-130»
Кол-во: 2
«Позиция 57»
«Плата управления для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 58»
«Подшипник основного генератора 6313-2RS1 (SKF)»
Кол-во: 4
«Позиция 59»
«Предохранитель»
Кол-во: 30
«Позиция 60»
«Предохранитель»
Кол-во: 20
«Позиция 61»
«Прокладка клапанной крышки»
Кол-во: 60
«Позиция 62»
«Процессор для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 63»
«Распылитель»
Кол-во: 72
«Позиция 64»
«Регулятор напряжения»
Кол-во: 15
«Позиция 65»
«Реле для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 66»
«Реле»
Кол-во: 30
«Позиция 67»
«Реле времени»
Кол-во: 15
«Позиция 68»
«Ремень вентилятора»
Кол-во: 100
«Позиция 69»
«Ремень генератора»
Кол-во: 100
«Позиция 70»
«Соленоид»
Кол-во: 3
«Позиция 71»
«ТНВД»
Кол-во: 1
«Позиция 72»
«Трансформатор тока для установки индукционного нагрева Argohaet-130»
Кол-во: 3
«Позиция 73»
«Турбокомпрессор»
Кол-во: 10
«Позиция 74»
«Указатель давления масла»
Кол-во: 10
«Позиция 75»
«Указатель моточасов»
Кол-во: 10
«Позиция 76»
«Указатель температуры двигателя»
Кол-во: 10
«Позиция 77»
«Указатель уровня топлива»
Кол-во: 10
«Позиция 78»
«Фильтр воздушный»
Кол-во: 100
«Позиция 79»
«Фильтр масляный»
Кол-во: 300
«Позиция 80»
«Фильтр топливный»
Кол-во: 300
«Позиция 81»
«Цилиндр»
Кол-во: 30
«Позиция 82»
«Шатун»
Кол-во: 12
«Позиция 83»
«Электрогенератор GS280/32»
Кол-во: 1
«Позиция 84»
«Элемент воздушного фильтра»
Кол-во: 40
«Позиция 85»
«Втулка нейтрали»
Кол-во: 10
«Позиция 86»
«Выключатель нейтрали»
Кол-во: 15
«Позиция 87»
«Выход ОГ 45град.
 «
«Кол-во: 2
«Позиция 88»
«Головка цилиндров в сборе»
Кол-во: 30
«Позиция 89»
«Датчик давления масла»
Кол-во: 10
«Позиция 90»
«Датчик числа оборотов»
Кол-во: 10
«Позиция 91»
«Дисплей»
Кол-во: 2
«Позиция 92»
«Контактор дополнительный для установки индукционного нагрева Argohaet-130»
Кол-во: 15
«Позиция 93»
«Замок зажигания для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 94»
«Клавиша START для установки индукционного нагрева Argohaet-130»
Кол-во: 4
«Позиция 95»
«Клавиша STOP для установки индукционного нагрева Argohaet-130»
Кол-во: 4
«Позиция 96»
«Кольцо под цилиндр»
Кол-во: 30
«Позиция 97»
«Кольцо уплотнения»
Кол-во: 60
«Позиция 98»
«Комплект поршневых колец»
Кол-во: 60
«Позиция 99»
«Комплект прокладок»
Кол-во: 15
«Позиция 100»
«Контроллер температуры для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 101»
«Контроллер управления двигателем для установки индукционного нагрева Argohaet-130»
Кол-во: 8
«Позиция 102»
«Натяжитель ремня вентилятора в сборе»
Кол-во: 2
«Позиция 103»
«Плата питания для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 104»
«Плата тока для установки индукционного нагрева Argohaet-130»
Кол-во: 2
«Позиция 105»
«Плата управления для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 106»
«Подшипник основного генератора 6313-2RS1 (SKF)»
Кол-во: 4
«Позиция 107»
«Предохранитель»
Кол-во: 30
«Позиция 108»
«Предохранитель»
Кол-во: 20
«Позиция 109»
«Прокладка клапанной крышки»
Кол-во: 60
«Позиция 110»
«Процессор для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 111»
«Распылитель»
Кол-во: 72
«Позиция 112»
«Регулятор напряжения»
Кол-во: 15
«Позиция 113»
«Реле для установки индукционного нагрева Argohaet-130»
Кол-во: 10
«Позиция 114»
«Реле»
Кол-во: 30
«Позиция 115»
«Реле времени»
Кол-во: 15
«Позиция 116»
«Ремень вентилятора»
Кол-во: 100
«Позиция 117»
«Ремень генератора»
Кол-во: 100
«Позиция 118»
«Соленоид»
Кол-во: 3
«Позиция 119»
«ТНВД»
Кол-во: 1
«Позиция 120»
«Трансформатор тока для установки индукционного нагрева Argohaet-130»
Кол-во: 3
«Позиция 121»
«Турбокомпрессор»
Кол-во: 10
«Позиция 122»
«Указатель давления масла»
Кол-во: 10
«Позиция 123»
«Указатель моточасов»
Кол-во: 10
«Позиция 124»
«Указатель температуры двигателя»
Кол-во: 10
«Позиция 125»
«Указатель уровня топлива»
Кол-во: 10
«Позиция 126»
«Фильтр воздушный»
Кол-во: 100
«Позиция 127»
«Фильтр масляный»
Кол-во: 300
«Позиция 128»
«Фильтр топливный»
Кол-во: 300
«Позиция 129»
«Цилиндр»
Кол-во: 30
«Позиция 130»
«Шатун»
Кол-во: 12
«Позиция 131»
«Электрогенератор GS280/32»
Кол-во: 1
«Позиция 132»
«Элемент воздушного фильтра»
Кол-во: 40
Исследование энергетических показателей установки индукционного нагрева
Please use this identifier to cite or link to this item: http://earchive. tpu.ru/handle/11683/27655
tpu.ru/handle/11683/27655
| Title: | Исследование энергетических показателей установки индукционного нагрева |
| Authors: | Ли-Мин, Дмитрий Минович |
| metadata.dc.contributor.advisor: | Петрович, Виталий Петрович |
| Keywords: | Установка индукционного нагрева; Преобразователь частоты; Резонансный контур; инвертор тока; выпрямитель; Induction heating; Joule heat; Induction heating systems; thyristors; frequency transformers |
| Issue Date: | 2016 |
| Citation: | Ли-Мин Д. М. Исследование энергетических показателей установки индукционного нагрева : дипломный проект / Д. М. Ли-Мин ; Национальный исследовательский Томский политехнический университет (ТПУ), Энергетический институт (ЭНИН), Кафедра электропривода и электрооборудования (ЭПЭО) ; науч. рук. В. П. Петрович. — Томск, 2016. |
| Abstract: | Цель и задачи исследования
Целью является исследование преобразователя частоты для установок индукционного нагрева на основе резонансного инвертора тока с параллельным контуром в нагрузке. Согласно этой цели , будут решены следующие задачи:
1. Обзор схемотехники существующих преобразователей частоты для установок индукционного нагрева.
2. Исследование ПЧ на основе параллельного и последовательного резонансных инверторов с помощью математического моделирования и сравнение этих устройств по электрическим параметрам.
3. Исследование влияния условий эксплуатации установки индукционного нагрева на ее энергетические показатели. Согласно этой цели , будут решены следующие задачи:
1. Обзор схемотехники существующих преобразователей частоты для установок индукционного нагрева.
2. Исследование ПЧ на основе параллельного и последовательного резонансных инверторов с помощью математического моделирования и сравнение этих устройств по электрическим параметрам.
3. Исследование влияния условий эксплуатации установки индукционного нагрева на ее энергетические показатели.Цель и задачи исследования Целью является исследование преобразователя частоты для установок индукционного нагрева на основе резонансного инвертора тока с параллельным контуром в нагрузке. Согласно этой цели , будут решены следующие задачи: 1. Обзор схемотехники существующих преобразователей частоты для установок индукционного нагрева. 2. Исследование ПЧ на основе параллельного и последовательного резонансных инверторов с помощью математического моделирования и сравнение этих устройств по электрическим параметрам. 3. Исследование влияния условий эксплуатации установки индукционного нагрева на ее энергетические показатели. 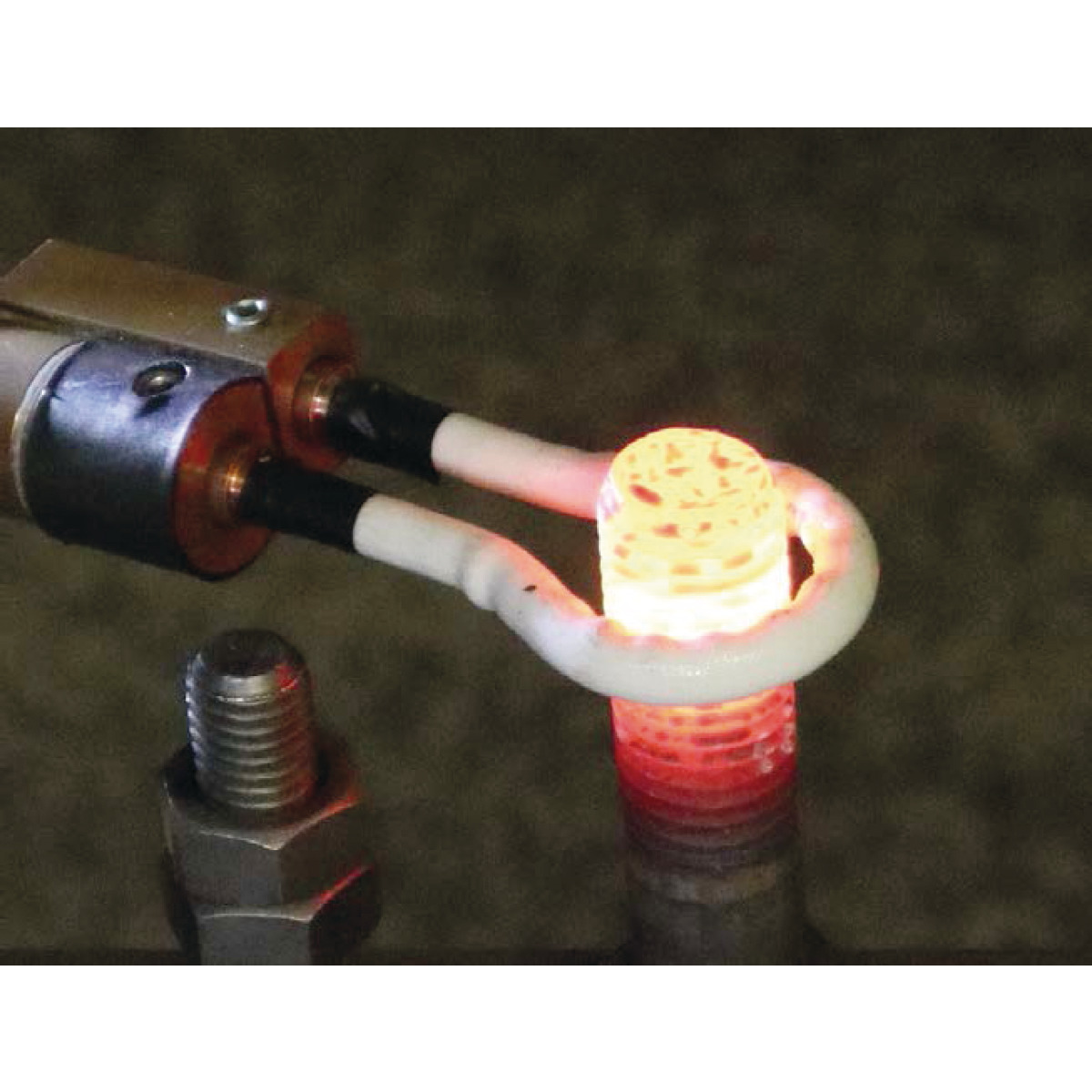 |
| URI: | http://earchive.tpu.ru/handle/11683/27655 |
| Appears in Collections: | Выпускные квалификационные работы (ВКР) |
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
ПАО «ППГХО» — На РМЗ ППГХО введена в эксплуатацию установка индукционного нагрева
Мы используем куки-файлы (cookies) на нашем сайте для того, чтобы улучшить его работу.
Что такое куки-файлы?
Куки-файлы представляют собой небольшие текстовые файлы, которые пересылаются на ваш компьютер (или мобильное устройство), когда вы впервые посещаете сайт. Они помогают опознать вас (ваше устройство), когда вы в следующий раз посетите сайт; помогают вам быстрее справляться с формами для заполнения, а также рекомендовать определенный контент, исходя из вашего предыдущего поведения на сайте. Термин cookies применяется по отношению ко всем файлам, которые собирают информацию подобным образом.
Некоторые куки-файлы содержат личную информацию. Например, если вы кликнете на «напомнить мне» при загрузке, такой файл запомнит ваше имя пользователя. Но большинство куки-файлов не собирает информацию, по которой можно идентифицировать конкретно вас, вместо этого они собирают более общую информацию (местоположение, географическая зона и пр.).
Какими куки-файлами пользуется Урановый холдинг «АРМЗ»?
В общих чертах, наши куки-файлы выполняют четыре различные функции:
Основные куки-файлы
Такие куки-файлы позволяют идентифицировать подписчиков и гарантировать, что они заходят только на страницы, на которые подписались. Если подписчик выберет вариант отмены этих куки-файлов, то он не сможет получить доступ ко всему содержанию, которое обеспечено ему подпиской.
Оперативные куки-файлы
Куки-файлы этого типа используются для анализа того, как вы пользуетесь нашим сайтом, для мониторинга его показателей. Это позволяет нам предоставлять высококачественные услуги за счет предоставления быстрого доступа к наиболее популярным страницам.
Это позволяет нам предоставлять высококачественные услуги за счет предоставления быстрого доступа к наиболее популярным страницам.
Функциональные куки-файлы
Подобные куки-файлы используются, чтобы запоминать предпочтения пользователей. К примеру, они помогают сберечь ваше время при заполнении различных форм, для сохранения указанных вами в качестве предпочтительных настроек.
Другие куки-файлы
Определенные куки-файлы используются для сбора статистики, мониторинга трафика на сайте (например, при работе с программами «Яндекс. Метрика» и Google Analytics), улучшения функциональности сайта, а также выявления использования ботов (роботов).
Больше информацииИногда куки-файлы используются рекламодателями для того, чтобы показывать пользователям рекламу, исходя из их предпочтений. Если вы – резидент Европейского Союза и хотите узнать больше о том, как куки-файлы используются в таких целях или выбрать отказ от них, пожалуйста, посетите www. youronlinechoices.eu. Помните, что если вы выберете отключение использования куки-файлов, вы можете обнаружить, что некоторые разделы сайтов не будут работать привычным для вас образом.
youronlinechoices.eu. Помните, что если вы выберете отключение использования куки-файлов, вы можете обнаружить, что некоторые разделы сайтов не будут работать привычным для вас образом.
Более подробно о том, как юридические лица могут использовать куки-файлы, рассказано на www.allaboutcookies.org.
Если у вас есть вопросы по поводу использования куки-файлов, пожалуйста, свяжитесь с нашим контактным лицом по эл. почте: [email protected].
индукционных блоков и фанкойлов
Индукционные блоки и фанкойлы долгое время использовались для децентрализованного кондиционирования воздуха в коммерческих зданиях. Они устанавливаются под подвесными потолками для согласования с тепловыми и охлаждающими нагрузками.
Индукционный блок — это тип кондиционера, который является элементом системы HVAC, который охлаждает и распределяет воздух по всему воздуховоду. С другой стороны, фанкойл отличается от индукционного блока HVAC тем, что представляет собой автономную систему, которая обеспечивает циркуляцию воздуха и поддерживает его течение в небольшом пространстве.
В этой статье мы рассмотрим разницу между индукционными блоками и фанкойлами, а также то, как они играют важную роль в системах отопления, вентиляции и кондиционирования воздуха.
Индукционный блок против фанкойлаОбе системы обеспечивают циркуляцию воздуха через воздуховод здания. Оба они имеют различную конструкцию и конфигурацию в соответствии с конкретными потребностями здания.
Индукционный блокСистема HVAC с индукционным блоком позволяет воздуху распространяться по всей площади через сопла.Температура воздуха согласовывается с теплообменниками и снова подается в помещения с первичным воздухом через решетку для выпуска воздуха.
Индукционный блок потребляет большую мощность из-за повышенного давления. Это потребление энергии происходит через вентиляторы центрального вентиляционного устройства. Самая большая причина большего потребления энергии в индукционных установках заключается в том, что количество воздуха, необходимого для минимизации примесей, в значительной степени увеличивается. Потеря давления также увеличивается при тех же размерах воздуховода.Объем воздуха намного больше, чем у фанкойлов.
Потеря давления также увеличивается при тех же размерах воздуховода.Объем воздуха намного больше, чем у фанкойлов.
Увеличенная мощность охлаждения передается на индукционные блоки через вентиляционную установку из-за большего объема воздуха.
ФанкойлФанкойлы поддерживают приточную розетку, установленную в подвесном потолке. Фанкойл отвечает за направление воздуха внутрь через теневую щель в потолке. Температура регулируется непосредственно перед тем, как воздух возвращается в кабину.
Фанкойл обычно используется в таких помещениях, как гостиничные номера и коммерческие здания, для акклиматизации систем отопления, вентиляции и кондиционирования воздуха. Он требует меньше места и обеспечивает более высокую мощность охлаждения и обогрева. Фанкойлы также обеспечивают эффективность на небольших площадях, например в офисных помещениях.
Энергопотребление фанкойлов обычно меньше по сравнению с индукционным агрегатом HVAC. Поскольку объем воздушного потока в системе ограничен, фанкойлы потребляют меньше энергии.
Поскольку объем воздушного потока в системе ограничен, фанкойлы потребляют меньше энергии.
Фанкойлы также подходят для работы с водой в системе HVAC .В них не используются никакие фильтры, поэтому стоимость замены действительно невысока. Вы можете использовать регенеративные фильтры и перестать тратить огромные суммы на замену.
Замена старого индукционного блока на модернизированный индукционный блок
Существенная разница между индукционными блоками и фанкойлами заключается между энергопотреблением и инвестиционными затратами. Индукционные блоки известны более высоким потреблением энергии, в то время как фанкойлы, как правило, могут работать с низким энергопотреблением.
Если вы хотите узнать больше о индукционных агрегатах и фанкойлах, щелкните здесь .
Введение в индукционные системы
Когда мы покидаем февраль и начинаем ощущать первые признаки более теплой погоды, мы подумали, что это идеальное время для обсуждения индукционных систем. Принцип очень простой. Во-первых, мы должны понять эффект Вентури. Это снижение давления жидкости, которое происходит, когда жидкость протекает через суженный участок трубы.Ограничение увеличивает скорость, чтобы сохранить непрерывность массы. Это создает вакуум, если в трубе есть отверстие. (См. Рисунок 1).
Принцип очень простой. Во-первых, мы должны понять эффект Вентури. Это снижение давления жидкости, которое происходит, когда жидкость протекает через суженный участок трубы.Ограничение увеличивает скорость, чтобы сохранить непрерывность массы. Это создает вакуум, если в трубе есть отверстие. (См. Рисунок 1).
Рисунок 1: Принцип работы вакуумного насоса Вентури
В этой статье мы обсудим три разные системы, в которых используется принцип индукции.
Первая система: Индукционный блок
Рисунок 2: Индукционный терминал по периметру
Первая индукционная система — это индукционный терминал по периметру.Он был изобретен Уиллисом Кэрриером для решения проблем, связанных с большими стояками центрального воздуховода и обширным разветвлением ко многим диффузорам. Его изобретение было меньше по размеру и потребляет меньше энергии, чем существующая система отопления, вентиляции и кондиционирования воздуха того периода. Мы нашли эти индукционные терминалы в офисных зданиях, больницах, гостиницах и т. Д. Это была система, которую выбрали в 1930–1970-е годы.
Технически как это работает?
Сначала нам нужна приточно-вытяжная установка (AHU), обеспечивающая приток свежего воздуха. Это дает нам небольшой кондиционер и несколько громоздких воздуховодов, поскольку в большинстве случаев скорость первичного воздуха составляет порядка 15-25 м / с.Этот агрегат состоит из заслонки свежего воздуха, фильтра, змеевика нагрева и охлаждения и постоянного вентилятора. Поток устанавливается в зависимости от количества человек в комнатах. AHU создает первичный воздух всегда с одинаковой температурой для индукционного терминала. Этот первичный воздух проходит через ряд сопел в оконечном блоке, что создает эффект вакуума. Этот эффект является индукционным явлением. Вакуум обеспечивает рециркуляцию воздуха из помещения через змеевик оконечного устройства. Воздух в помещении называется вторичным воздухом.Наконец, этот воздух смешивается с первичным воздухом и выходит в комнату (см. Рисунок 3).
Температура в помещении регулируется путем дросселирования воды через змеевик с помощью клапана или заслонки, которые пропускают воздух вокруг змеевика.
Рисунок 3: Схема индукционных клемм по периметру
Существует множество вариантов индукционных клемм для контроля температуры в помещении. Вот несколько примеров:
- Только змеевик повторного нагрева (2-трубная индукционная система)
- AHU производит первичный воздух всегда одной температуры с нагревательными и охлаждающими змеевиками.Нагревательный элемент вырабатывает горячую воду или горячий гликоль для змеевика повторного нагрева в индукционной клемме. Клапан змеевика повторного нагрева регулируется только в том случае, если требуется комнатный термостат.
- Одинарный водяной змеевик (система с 2-х трубными индукционными блоками)
- AHU производит первичный воздух всегда одной температуры с нагревательными и охлаждающими змеевиками. Блок нагрева и блок охлаждения производят горячую и охлажденную воду для водяного змеевика на индукционном терминале. Есть переключающий клапан, который открывается или закрывается в зависимости от режима работы здания.Клапан на водяном змеевике может служить змеевиком холодной воды или змеевиком горячей воды, в зависимости от режима системы. Этот индукционный блок не может одновременно охлаждать и нагревать.
- AHU производит первичный воздух всегда одной температуры с нагревательными и охлаждающими змеевиками. Блок нагрева и блок охлаждения производят горячую и охлажденную воду для водяного змеевика на индукционном терминале.
- Змеевики нагрева и охлаждения (4-х трубная система индукционных блоков)
- AHU производит первичный воздух всегда одной температуры с нагревательными и охлаждающими змеевиками. Блок нагрева и блок охлаждения производят горячую и охлажденную воду для нагревательных и охлаждающих змеевиков индукционного терминала.4-трубная система состоит из двух отдельных змеевиков охлаждающей и нагревающей воды. Каждый змеевик имеет свой собственный набор труб и клапана. В отличие от двухтрубной системы, четырехтрубная система не требует переключающего клапана. Этот индукционный блок может одновременно охлаждать и нагревать и не зависит от фактического режима здания.
 Есть переключающий клапан, который открывается или закрывается в зависимости от режима работы здания.Клапан на водяном змеевике может служить змеевиком холодной воды или змеевиком горячей воды, в зависимости от режима системы. Этот индукционный блок не может одновременно охлаждать и нагревать.
Есть переключающий клапан, который открывается или закрывается в зависимости от режима работы здания.Клапан на водяном змеевике может служить змеевиком холодной воды или змеевиком горячей воды, в зависимости от режима системы. Этот индукционный блок не может одновременно охлаждать и нагревать. В настоящее время в новых конструкциях мы находим меньше индукционных выводов по периметру. Были определенные негативные стороны этой системы, которые стали более значимыми.Действительно, чрезмерная энергия вентилятора, связанная с потребностями форсунок в первичном воздухе под высоким давлением (до 2 дюймов вод. Также были причины конденсации влаги в змеевиках во время охлаждения и чрезмерный шум из-за высокого давления, проходящего через форсунки.
Были определенные негативные стороны этой системы, которые стали более значимыми.Действительно, чрезмерная энергия вентилятора, связанная с потребностями форсунок в первичном воздухе под высоким давлением (до 2 дюймов вод. Также были причины конденсации влаги в змеевиках во время охлаждения и чрезмерный шум из-за высокого давления, проходящего через форсунки.
Вторая система: индукционная VAV
Рис. 4. Терминальный блок Barcol-Air Induction VAV
Вторая система — это оконечное устройство с регулируемым объемом воздуха Induction.Он был создан для решения проблемы сброса холодного воздуха с помощью традиционной установки VAV. Действительно, традиционные блоки VAV регулируют воздушный поток, чтобы поддерживать постоянную температуру в комнате. При 100% -ной тепловой нагрузке в комнате должным образом промыт, и все довольны. Но если тепловая нагрузка снижается до 50%, комната перестает промываться должным образом, и она становится неподвижной. Ниже 50% из-за низкой скорости воздуха воздух больше не движется по потолку. Он упадет вертикально из диффузора в пространство.Это называется сбросом холодного воздуха. Индукционный блок VAV устранит эту проблему благодаря тому, что в комнате всегда будет хорошо промыть.
Ниже 50% из-за низкой скорости воздуха воздух больше не движется по потолку. Он упадет вертикально из диффузора в пространство.Это называется сбросом холодного воздуха. Индукционный блок VAV устранит эту проблему благодаря тому, что в комнате всегда будет хорошо промыть.
Технически как это работает?
Индукционные клеммы VAV разработаны специально для систем с большими колебаниями тепловой нагрузки. Он способен поддерживать комфорт даже при экстремальных колебаниях нагрузки. Эта особенность означает, что сброс холодного воздуха никогда не произойдет и что можно использовать низкие температуры первичного воздуха.
Рисунок 5: Индукционный терминал VAV
Главной особенностью этого индукционного VAV-агрегата является демпфер jet tronic.Эта заслонка одновременно регулирует количество первичного воздуха, создавая эффект Вентури, который направляет воздух помещения в терминал. Для поддержания постоянной температуры комнатный термостат регулирует заслонку jet tronic. В результате при 100% тепловой нагрузке теплый всасывающий воздух относительно невелик. При 20% тепловой нагрузке теплый воздух всасывания выше. Объем смешанного воздуха всегда остается неизменным, чтобы поддерживать правильное распределение воздуха в помещении, повышая комфорт и сохраняя энергию.
В результате при 100% тепловой нагрузке теплый всасывающий воздух относительно невелик. При 20% тепловой нагрузке теплый воздух всасывания выше. Объем смешанного воздуха всегда остается неизменным, чтобы поддерживать правильное распределение воздуха в помещении, повышая комфорт и сохраняя энергию.
Этот агрегат является отличной альтернативой пневмоостровам с приводом от вентилятора. Этот тише из-за отсутствия вентилятора и меньшего количества обслуживания.
У них есть много преимуществ для использования индукционного агрегата VAV:
- Экономия энергии
- Диапазон регулирования от 20 до 100%
- Отсутствие сброса холодного воздуха
- Низкий уровень шума
Для большего комфорта можно установить водяной нагреватель или электрический змеевик.
Третья система: охлаждающая балка
Рисунок 6: Активная охлаждающая балка
Наконец, третья — это активная охлаждающая балка.Это два типа охлаждающих балок. Первый — это пассивная охлаждающая балка (PCB), конвективное движение воздуха используется для охлаждения помещения. Второй — активные охлаждающие балки (ACB), которые используют воздух для охлаждения помещения. Этот индукционный процесс позволяет ACB обеспечивать гораздо большую охлаждающую способность, чем PCB. Поэтому они используются чаще.
Первый — это пассивная охлаждающая балка (PCB), конвективное движение воздуха используется для охлаждения помещения. Второй — активные охлаждающие балки (ACB), которые используют воздух для охлаждения помещения. Этот индукционный процесс позволяет ACB обеспечивать гораздо большую охлаждающую способность, чем PCB. Поэтому они используются чаще.
Активная охлаждающая балка
ACB состоит из пластинчатого теплообменника, заключенного в корпус, подвешенный к потолку.Первичный воздух проходит через сопла, которые нагнетают воздух из помещения вверх через охлаждающий змеевик. Одной из самых больших проблем, связанных с ACB, является поддержание первичного воздуха без влажности. Действительно, охлаждающая балка обычно не имеет системы отвода конденсата. Следовательно, система первичного воздуха должна поддерживать точку росы воздуха в помещении ниже температуры поверхности охлаждающей балки, чтобы избежать конденсации влаги на змеевике.
Рисунок 7: Схема активной охлаждающей балки
Вентиляционная установка
Приточно-вытяжная установка (AHU) должна подавать необходимое количество наружного воздуха в каждое помещение для вентиляции. AHU также должен осушать наружный воздух, чтобы он был достаточно сухим, чтобы компенсировать скрытую нагрузку в помещении и поддерживать низкую точку росы в помещении. Наконец, блок должен подавать достаточно воздуха, чтобы вызвать достаточный воздушный поток в помещении, чтобы компенсировать ощутимую охлаждающую нагрузку в помещении. Чем больше первичного воздуха, тем больше воздуха в помещении будет проходить через змеевики охлаждающей балки. Это вызвано высоким статическим давлением. Однако более высокое давление на входе требует большей мощности вентилятора. Чтобы избежать чрезмерной энергии вентилятора, такой как индукционный блок высокого давления по периметру с 1930-х по 1970-е годы, ACB выбираются со статическим давлением на входе между 0.3 и 0,5 дюйма унитаза.
AHU также должен осушать наружный воздух, чтобы он был достаточно сухим, чтобы компенсировать скрытую нагрузку в помещении и поддерживать низкую точку росы в помещении. Наконец, блок должен подавать достаточно воздуха, чтобы вызвать достаточный воздушный поток в помещении, чтобы компенсировать ощутимую охлаждающую нагрузку в помещении. Чем больше первичного воздуха, тем больше воздуха в помещении будет проходить через змеевики охлаждающей балки. Это вызвано высоким статическим давлением. Однако более высокое давление на входе требует большей мощности вентилятора. Чтобы избежать чрезмерной энергии вентилятора, такой как индукционный блок высокого давления по периметру с 1930-х по 1970-е годы, ACB выбираются со статическим давлением на входе между 0.3 и 0,5 дюйма унитаза.
Охлаждающие и нагревательные змеевики
Доступны 2-х или 4-х трубные системы. В конструкции с 4 трубками в одни зоны может поступать холодная вода для охлаждения помещения, а в другие зоны одновременно поступает горячая вода для обогрева помещения. Благодаря двухтрубной конструкции все зоны получают либо холодную, либо горячую воду. Такой дизайн может потребовать добавления тепла в комнату с помощью отдельной системы отопления, такой как радиаторы плинтуса или конвекторы.
Благодаря двухтрубной конструкции все зоны получают либо холодную, либо горячую воду. Такой дизайн может потребовать добавления тепла в комнату с помощью отдельной системы отопления, такой как радиаторы плинтуса или конвекторы.
В обоих вариантах есть комнатный термостат, который регулирует работу клапана охлаждения или нагрева для поддержания постоянной температуры в помещении.
Для охлаждающего змеевика температура должна быть относительно высокой (от 58 ° F до 60 ° F), чтобы предотвратить конденсацию. При более высокой температуре воды требуется большая площадь поверхности змеевика для обеспечения требуемой охлаждающей способности.
Плюсы и минусы
Плюсы активной охлаждающей балки:
- Меньшие размеры воздуховодов и кондиционеры по сравнению с системой VAV
- Низкий уровень шума
- Меньшее потребление энергии
- Улучшение качества воздуха в помещении
- Отсутствие сброса холодного воздуха
- Более низкие затраты на техническое обслуживание
- Снижение эксплуатационных расходов
Минусы активной охлаждающей балки:
- Риск утечки воды
- Предотвращение конденсации и влаги
- Высокая стоимость установки
- Ограниченная возможность нагрева
На данный момент это новая технология для США. Он начинает появляться как альтернатива обычной системе VAV. Они успешно использовались в Европе в течение последних 20 лет, где стали стандартной практикой.
Он начинает появляться как альтернатива обычной системе VAV. Они успешно использовались в Европе в течение последних 20 лет, где стали стандартной практикой.
| ||||||||||||||||||
 Силовой кабель длиной 2 м позволяет расположить тепловую станцию и станцию управления на расстоянии до 2 м друг от друга для обеспечения безопасности работы.
Силовой кабель длиной 2 м позволяет расположить тепловую станцию и станцию управления на расстоянии до 2 м друг от друга для обеспечения безопасности работы.Аренда оборудования для индукционного нагрева | Red-D-Arc.
 com
comMiller ProHeat 35 Системы индукционного нагрева
Предназначен для предварительного нагрева до 400 ° F (204 ° C), дополнительный цифровой регистратор
Система может работать в режиме ручного программирования, когда выходная мощность подается на деталь в течение определенного времени, или в режиме программирования на основе температуры, где температура детали используется для управления выходной мощностью.Одеяла с воздушным охлаждением доступны для труб диаметром от 8 до 56 дюймов или, в случае пластины, длиной от 40 до 185 дюймов.
Типичные области применения для систем индукционного нагрева с воздушным охлаждением:
- Береговые магистральные трубопроводы
- Морские транспортные трубопроводы (баржа)
- Судостроение
- Горное дело
- Монтаж стальных конструкций
- Предварительный нагрев при сварке
Предназначен для предварительного нагрева при высоких температурах, снятия напряжения и отжига водородом до 1450 ° F (788 ° C), дополнительный цифровой регистратор
Система может работать в режиме ручного программирования, когда выходная мощность подается на деталь в течение определенного времени, или в режиме программирования на основе температуры, где температура детали используется для управления выходной мощностью. Нагревательные кабели с жидкостным охлаждением представляют собой универсальный инструмент для предварительного нагрева труб различного диаметра и даже плоских пластин. Как правило, для труб меньшего диаметра используются более короткие кабели, которые проще в обращении и настройке. Более длинные кабели используются для труб большего диаметра или небольших сосудов и резервуаров высокого давления. Отлично подходит для предварительного нагрева с геометрическими формами, которые не позволяют использовать одеяла с воздушным охлаждением.
Нагревательные кабели с жидкостным охлаждением представляют собой универсальный инструмент для предварительного нагрева труб различного диаметра и даже плоских пластин. Как правило, для труб меньшего диаметра используются более короткие кабели, которые проще в обращении и настройке. Более длинные кабели используются для труб большего диаметра или небольших сосудов и резервуаров высокого давления. Отлично подходит для предварительного нагрева с геометрическими формами, которые не позволяют использовать одеяла с воздушным охлаждением.
Типичные области применения для систем индукционного нагрева с жидкостным охлаждением:
- Производство труб
- Строительство энергетических и технологических трубопроводов на месте
- Термоусадочная посадка
- Судостроение — гребные валы, системы трубопроводов, пластина (высокий рабочий цикл / высокая температура)
- Горное дело
- Предварительный нагрев сварного шва
Индукционный нагреватель Miller ArcReach с воздушным охлаждением был разработан для предварительного нагрева и отжига водорода при температурах до 600 градусов по Фаренгейту (315 ° C) без использования охладителя и охлаждающей жидкости. Настройки контроля температуры можно запрограммировать вручную или загрузить через USB-накопитель. Все параметры отопления записываются в цифровом виде и могут быть экспортированы в документацию по контролю качества.
Настройки контроля температуры можно запрограммировать вручную или загрузить через USB-накопитель. Все параметры отопления записываются в цифровом виде и могут быть экспортированы в документацию по контролю качества.
Нагрейте трубы, пластины и сосуды под давлением до температуры быстро и безопасно с помощью индукционной системы прокатки Proheat 35.Выходная мощность автоматически регулируется в зависимости от скорости вращения трубы, чтобы избежать перегрева и обеспечить постоянство температуры по всей трубе. Сварщики могут тратить больше времени на сварку и получать более надежные результаты.
Применения включают изготовление труб для:
- Нефть и трубопроводы
- Нефтехимическая промышленность
- Электростанции
- HVAC
Видео: Катковый индуктор Miller ProHeat 35
Огненный щит
Аксессуары для индукционного нагрева, разработанные и изготовленные по индивидуальному заказу, изготовлены в соответствии с вашими требованиями.
Принадлежности для индукционного нагрева Pyro Shield:
- Переносные индукционные печи
- Моллюски
- Индукционные внутренние свечи
- Индукционные одеяла
Бывшее в употреблении оборудование для индукционного нагрева
Хотя аренда оборудования для индукционного предварительного нагрева может быть рентабельной для трубосварочных цехов и монтажников стали, некоторые сварщики предпочитают иметь собственные устройства.Red-D-Arc предлагает широкий выбор бывшего в употреблении оборудования для сварки и предварительного нагрева, которое было квалифицированно откалибровано и обслуживалось в течение всего срока службы. Посетите нашу страницу подержанного оборудования, чтобы увидеть индукционные нагреватели и другое сварочное оборудование, которое у нас есть в настоящее время.
Система индукционного нагрева
Система индукционного нагрева Gleeble (IHS) предлагает альтернативный метод нагрева для повышения гибкости тестированияСистемы
Gleeble исторически полагались на прямой резистивный нагрев, чтобы обеспечить чрезвычайно быстрый, равномерный и отзывчивый нагрев.Хотя этот метод имеет значительные преимущества по сравнению с другими методами нагрева, в некоторых случаях предпочтительным является индукционный нагрев. Для клиентов, которым нужен индукционный нагрев, DSI предлагает систему индукционного нагрева Gleeble. (IHS) Разработанный в партнерстве с ведущим поставщиком в индустрии индукционного нагрева, Gleeble IHS полностью интегрирован с Gleeble и позволяет пользователю выбирать индукционный или резистивный нагрев для каждого теста. IHS требует водяного охлаждения, использует существующий контур охлаждения Gleeble и питается напрямую от блока нагрузки Gleeble.
IHS требует водяного охлаждения, использует существующий контур охлаждения Gleeble и питается напрямую от блока нагрузки Gleeble.
Индукционный нагрев хорошо подходит для использования при испытаниях на одноосное сжатие (напряжение течения), где он может обеспечивать равномерную температуру по всему образцу от опоры до опоры. Индукционный нагрев также может использоваться при испытаниях на растяжение, термообработке и испытаниях на сжатие при плоской деформации.
Полные возможности высокоскоростной системы прямого резистивного нагрева Gleeble по-прежнему сохраняются, обеспечивая скорость нагрева до 10 000ºC / секунду при использовании прямого резистивного нагрева.Обе системы обогрева интегрированы для работы с Gleeble, и программное обеспечение может использоваться для выбора того, какая система обогрева будет использоваться в каждом тесте.
Преимущества индукционного нагрева:- Используется для биметаллических, несимметричных и уникальных образцов (могут потребоваться нестандартные конструкции змеевиков)
- Испытание на сжатие: гибкость наковальни
- Могут использоваться наковальни, которые не являются теплопроводными, чтобы обеспечить максимальную однородность температуры по всему образцу.
- Дополнительно можно использовать неэлектропроводные наковальни и смазочные материалы
- Могут использоваться наковальни, которые не являются теплопроводными, чтобы обеспечить максимальную однородность температуры по всему образцу.
- Больше контроля и гибкости в расположении нагрева на образце
- Магнитные концентраторы позволяют пользователям направлять магнитные поля и энергию в образец для эффективного нагрева
- В зависимости от типа испытаний и размеров образца могут использоваться различные катушки.
- Регулируемость — индукционные катушки можно отрегулировать по 3 осям, чтобы направить места нагрева и упростить установку новых катушек
- Атмосфера: испытание в воздухе, вакууме или инертном газе

Объём поставки:
- Индукционный источник питания
- Блок рабочей головки: — Вакуумный, установлен сзади, с водяным охлаждением, с регулируемыми соединениями для различных вариантов индукционной катушки
- Специальная задняя дверца резервуара и монтажный кронштейн блока рабочей головки
- Одна катушка индукционного нагрева для испытаний образцов и одна большая индукционная катушка для калибровки
- Компоненты для интеграции системы охлаждения
- Электрические и защитные соединения
- Доступны катушки дополнительной геометрии для облегчения различных типов испытаний Gleeble
- Доступны дополнительные материалы для опор для моделирования напряжения течения и плоской деформации
Примечания:
- Скорость нагрева / охлаждения зависит от размера образца и материала. Образцы могут быть закалены с использованием
- воздух, вода, туман или инертный газ. Совершенно новая система закалочного распыления была разработана для улучшения охлаждения.
- Для измерения температуры используются те же термопары, что и в традиционной системе прямого сопротивления Gleeble.
- Совместим с системами Gleeble 3500 и 3800, включая мобильные преобразователи общего назначения и Hydrawedge, а также набор адаптеров для испытаний на сжатие
- IHS требует установки новейшего оборудования и программного обеспечения Gleeble, включая систему Gleeble Touch Control (GTC).
 Образцы могут быть закалены с использованием
Образцы могут быть закалены с использованиемДля получения дополнительной информации и опций настройки,
, пожалуйста, свяжитесь с нами по info @ gleeble.com или +1 (518) 283-5350.
U.S. Solid 15 кВт высокочастотный индукционный нагреватель 30-80 кГц, 220 В или 110 В
Описание продукта
Когда дело доходит до индукционного нагрева, высокочастотный индукционный нагреватель USS-HFIH00001 является одним из лучших. В нем используются новейшие блоки питания MOSFET и IGBT, а также новейшие методы и методы управления частотой, а также обеспечивается высокая эффективность, низкое энергопотребление и очень высокая выходная мощность.Благодаря этому он обеспечивает эффективный и быстрый нагрев любой целевой области и очень полезен при нагревании металлов.
В нем используются новейшие блоки питания MOSFET и IGBT, а также новейшие методы и методы управления частотой, а также обеспечивается высокая эффективность, низкое энергопотребление и очень высокая выходная мощность.Благодаря этому он обеспечивает эффективный и быстрый нагрев любой целевой области и очень полезен при нагревании металлов.
Он рассчитан на 100% нагрузку, что означает, что он может работать 24 часа без остановки. В случае возникновения проблем имеется инфракрасный датчик температуры, который предупреждает оператора о перегреве машины, а также упрощает контроль температуры и упрощает ручное управление.
Технические характеристики
| Модель | USS-HFIH00001 |
| Входное напряжение | однофазный; 220 В или 110 В |
| Макс.Выходная мощность | 15 кВт |
| Выходная мощность | 7 кВт |
Макс. Температура нагрева Температура нагрева | 1200 ° С |
| Колебательная частота | 30 — 80 кГц |
| Колебательный ток нагрева | 200-600 А |
| Ток теплоизоляции | 200-600 А |
| Время охлаждения | 1 — 99 с (Авто) |
| Время термической изоляции | 1-99 с (Авто) |
| Время нагрева | 1-99 с (Авто) |
| Расход охлаждающей воды | 7.5 л / мин, 0,06 — 0,12 МПа |
| Подъем охлаждающей воды | ≥ 30 м |
| Температура воды. Точка защиты | 40 ° С |
| Масса нетто | 25 кг |
| Размер | 550 x 220 x 470 мм |
1. Нагревательный змеевик диаметром 30 мм и медная трубка M6 длиной 1,5 м будут включены бесплатно. Если вы хотите заказать дополнительные нагревательные змеевики или другие размеры, свяжитесь с нами по электронной почте service @ ussolid. com с вашим номером заказа и информацией о катушке, которая вам нужна.
com с вашим номером заказа и информацией о катушке, которая вам нужна.
2. Эту машину нельзя использовать с вилкой. Для прямого подключения машины к источнику питания потребуется провод (площадь поперечного сечения линии электропередачи должна быть больше 6 квадратных миллиметров).
Приложения
1. Работает с золотом, серебром, алюминием и т. Д. Весом от 0,5 до 2 кг;
2. Размер тигля, который можно использовать, составляет от 60 * 80 мм до 100 * 125 мм (обычно 75 * 90 мм).
Упаковочный лист
1 индукционный нагреватель
1 стандартный нагревательный змеевик (диаметр 30 мм, 3 витка)
1 ножная педаль
1 руководство на английском языке
1 медная трубка M6 1,5 м (подарок)
Пользовательское поле
категория продуктов google Бизнес и промышленность> Производство
Продукты ›Автоматизация› QHEAT Система индукционного нагрева для длинномерного и плоского проката ‹Danieli
Индукционная нагревательная печь — это наиболее экологически чистое решение для достижения требуемой температуры прокатки без использования выбросов газа или дыма, а также для значительного снижения образования накипи.
Основываясь на опыте непрерывного процесса горячей зарядки и ноу-хау в преобразователях, Danieli Automation разработала новую систему индукционного нагрева под названием Q-Heat. Металл можно нагревать без прямого контакта и без открытого огня или других источников тепла (например, ИК). Кроме того, индукционная нагревательная печь готова к работе в режиме реального времени: нет необходимости в длительных последовательностях запуска или остановки, как в традиционных нагревательных печах. Таким образом, Q-HEAT максимизирует производительность, поскольку тепло выделяется непосредственно и мгновенно внутри заготовки.
Индукционный нагрев — это процесс нагрева электропроводящего объекта с помощью электромагнитной индукции, при котором внутри металла возникают вихревые токи, а сопротивление приводит к джоулева нагрева металла. Таким образом, можно нагревать металл без прямого контакта и без открытого огня или других источников тепла (например, ИК).