


Простой, но мощный индукционный нагреватель


Привет, в данной самоделке я покажу процесс создания мощного, но простого индукционного нагревателя. Этот «индукционник» способен за считанные секунды разогревать стальное лезвие «до красна». С помощью него, можно «калить» предметы (инструменты, гвозди, саморезы), а так же расплавлять различные материалы (олово, алюминий и тд).

Вот схема которую нужно собрать
Перед началом чтения статья, я рекомендую посмотреть процесс сборки и испытаний:
[media=https://www.youtube.com/watch?v=cEaiQcxifcM]
Нам потребуется:
— 2 транзистора марки IRF3205
— 2 стабилитрон 1.5ке12
— 2 диода HER208
— Пленочный конденсатор на 400В 1мкФ
— 2 ферритовых кольца (можно достать из старого блока питания компа)
— 2 изоляционные шайбы
— Радиатор (для охлаждения транзисторов)
— Пара винтиков (для закрепления транзисторов в радиаторе)
— Термопаста
— 2 кусочка слюды (для изоляции транзисторов от радиатора)
— Медный залакированный провод сечением 1.4мм2 длинной 1 метр
— Медный залакированный провод сечением 1.2мм2 2 куска по 1.5 метр
— Форма на намотки катушки (я буду использовать аккумулятор формата 18650)
— Аккумулятор для питания схемы (8-20В)
— 2 небольших кусочка провода
А так же:
— Бокорезы, ножик, отвертка, паяльник.
Подробное описание изготовления:
Шаг 1: Намотка катушки. Первым делом намотаем провод 1.4мм2 на «форму» (еще раз напомню что в качестве «формы» я буду использовать аккумулятор формата 18650) что-бы получить катушку.


Должно получится что-то наподобие этого

Далее ножиком снимаем изоляцию с катушки

И залуживаем провода

Должно получится примерно так

Шаг 2: Намотка катушки на ферритовые кольца. На этом этапе необходимо намотать провод 1.2мм

Для этого возьмем кольцо и проденем в него провод.

И начинаем намотку

Обратите внимание, что витки должны быть плотно натянуты. В итоге получаем это.

Шаг 3: Закрепление и подготовка транзисторов. Первым делом подготовим термопасту. Я буду использовать весьма распространенную КПТ-8.

Необходимо нанести тонким слоем термопасту по всей площади на 2 кусочка слюды.

Что бы получилось так.

Затем «приклеиваем» слюду на радиатор

То же самое делаем и с самим транзистором.

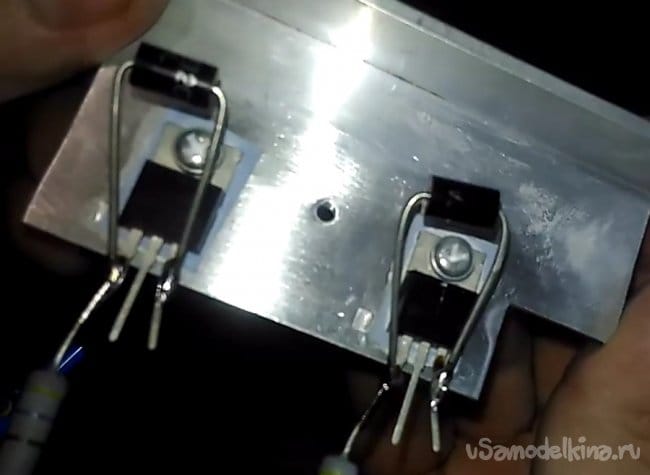
Аккуратно прислоняем транзистор (между слюдой) к радиатору.

И прикручиваем его с помощью нескольких винтиков.

Так же проделываем и со вторым транзистором. Таким образом на данном этапе уже имеется 2 транзистора прикрученных к радиатору и готовых к дальнейшей пайки.
Шаг 4: Пайка компонентов по схеме.
На этом этапе начинается самая «интересная» часть. После ее завершения уже получится полностью готовое устройство.
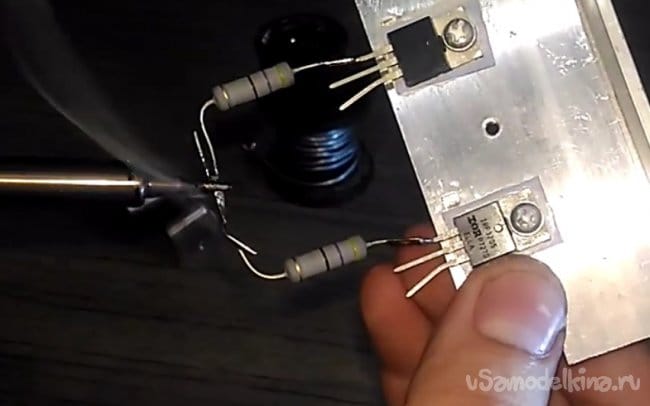
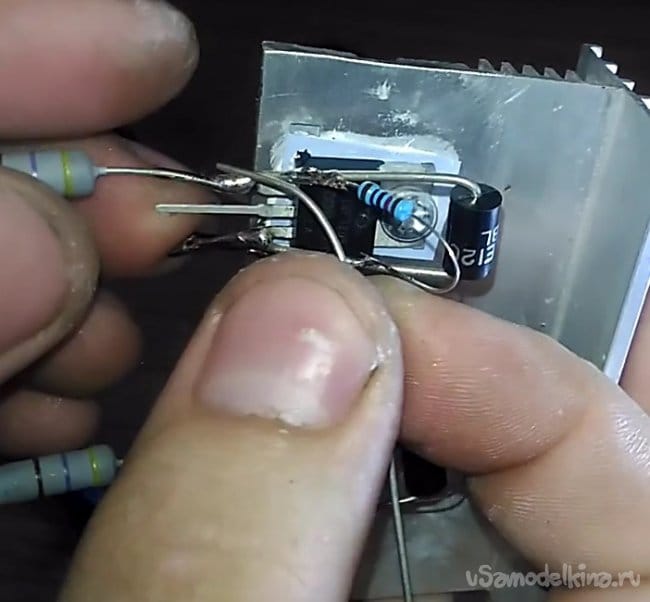
Подготовим 2 резистора на 220 Ом.

Их необходимо припаять к левым ногам транзисторов.

И затем оставшиеся концы соединить между собой и залудить.

Затем необходимо подготовить стабилитроны.

Их необходимо припаять между левой и правой «ножкой» транзистора. Все это делается с 2 транзисторами.


Что бы получилось так.
Теперь необходимо соединить «правые» ножки транзисторов (истоки) перемычкой. В ее роли послужит остаток залакированного медного провода.


Подготовим 2 резистора на 10 кОм
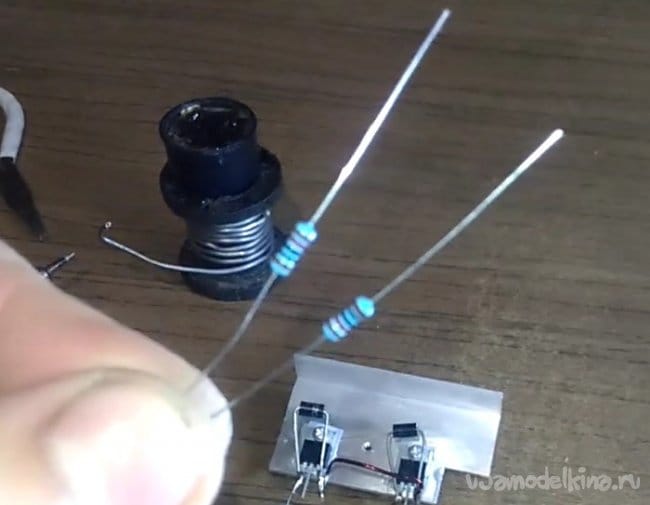
Затем соединяем левую ногу транзистора (затвора) с правой ногой (истоком) резистором на 10 кОм


Так же делаем и со вторым транзистором. Получаем подобие этого.
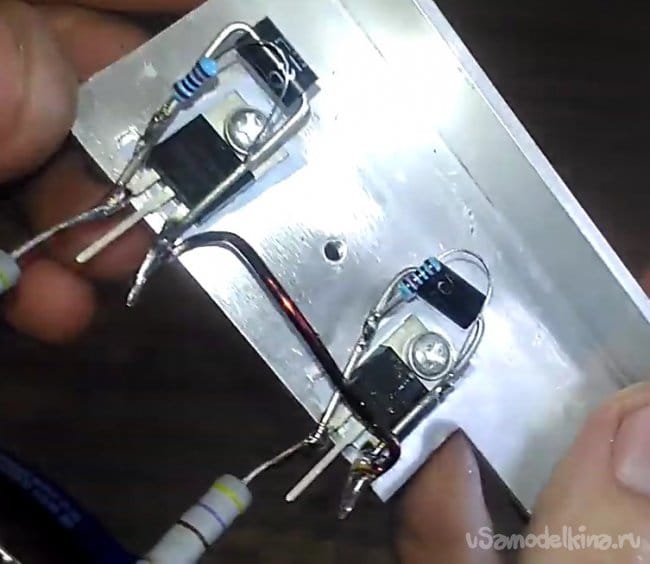
Теперь настала очередь диодов.

Необходимо припаять анод диода (значок треугольничка) к левой ноге транзистора.
А второй конец диода к центральной ноге к другому транзистору.

После сделать то же самое, но с другим транзистором.

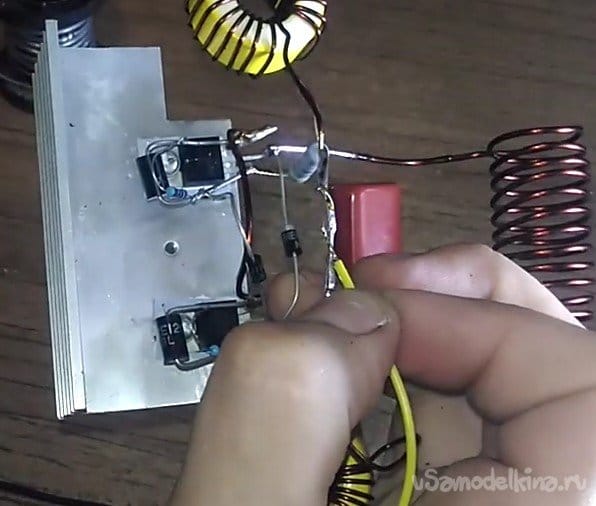
Далее нужна катушка, которую сделали еще на первом этапе
Её концы необходимо припаять к стокам транзисторов (центральные ноги транзисторов).

Следом нужно припаять конденсатор между катушкой как на фото.


Один из последних этапов и присоединение дросселей. Но сначала его необходимо подготовить, для этого снимаете изоляцию и залуживаете концы.

Вслед за этим с каждой стороны транзистора его нужно припаять к общей точке соединения резистором на 220 Ом и место куда паяли конденсатор.

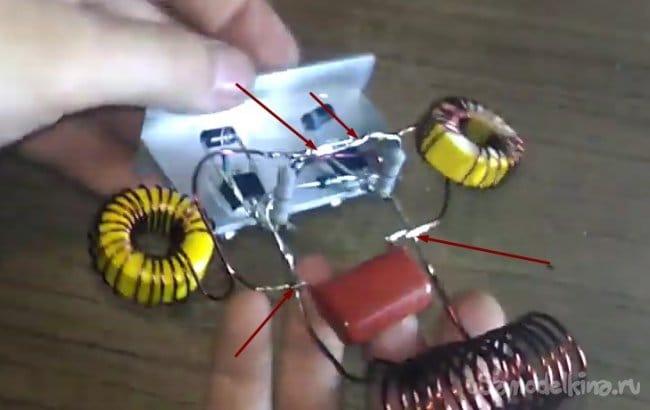
Теперь можно подготовить 2 небольших кусочка провода(желательного разного цвета) для питания всей схемы.Один из провода (в моём случаи желтый) припаиваем к месту соединения резисторов на 220 Ом, сюда будет подключаться плюс
а черный провод (минус) идет на правую ногу (истоку) одного из транзисторов.

Вот финальное фото уже полностью рабочей и собранной схемы.

Шаг 5: Подключение и проверка.
Для питания схемы я буду использовать Li Po аккумулятор для квадрокоптеров.
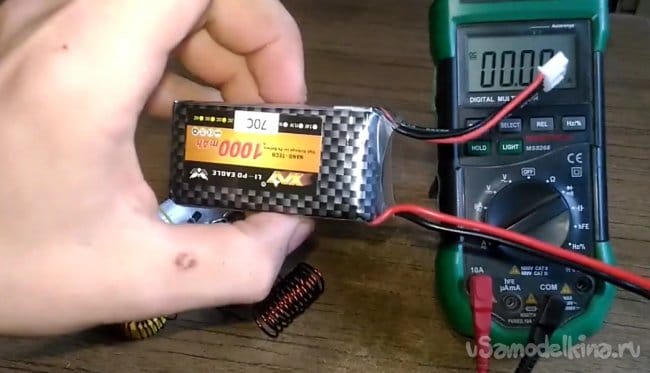
Но можно использовать любой другой (или даже несколько) напряжением от 8 В до 20 В.
Плюс с аккумулятора припаиваем к проводу, который присоединен с резисторам на 220 Ом, в моем случаи это желтый. Но я подключаю через амперметр, что бы еще и показать ток потребляемый схемой. Вы конечно можете этого не делать. Минус же идет на другой провод (черный), я рекомендую его припаять через кнопку, но для демонстрации я просто буду их соединять когда нужно что бы схема заработала.

У меня ток достигал 15А. Эти значения могут колебаться в зависимости от разных условий, просто учитывайте это.
Спасибо за внимание. Всем удачи в начинаниях!
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.Индукционные установки – Индукционная литейная установка – Установка индукционного нагрева
ИНДУКЦИOННAЯ УСТАНOВКA — это оборудование, необходимое для индукционного нагрева металлических изделий и деталей электрическим током, индуцируемым переменным магнитным полем. РОСИНДУКТОР — это установка индукционного нагрева от профессионалов. Здесь можно купить по хорошей цене установки для закалки, пайки и плавки. Каждая индукционная литейная установка собрана по схемам с использованием современных IGBT модулей. Специалисты нашей компании модернизируют индукционные установки, а так же их ремонт и обслуживание.
Установка индукционного нагрева
Установки индукционного нагрева делятся на транзисторные и тиристорные. Тиристорная индукционная установка нагрева имеет слишком узкий предел изменения генерируемой частоты. Транзисторные установки индукционного нагрева металла отличаются более высоким КПД, они не нуждаются в предварительном прогреве. Кроме того каждая установка нагрева имеет контроль и регулировку выходной частоты в большом диапазоне.
Установки индукционного нагрева (УИН) делятся на транзисторные и тиристорные. Тиристорная индукционная нагревательная установка имеет слишком узкий предел изменения генерируемой частоты. Транзисторные установки индукционного нагрева металла отличаются более высоким КПД, они не нуждаются в предварительном прогреве. Кроме того транзисторные ТВЧ генераторы подходят для контроля и регулировки выходной частоты в большом диапазоне.
Установки индукционного нагрева бывают следующих типов:
- Среднечастотные индукционные установки, работающие в частотном диапазоне от 0,5 до 20 кГц и имеющие мощность от 15 до 500 кВт, идеально подходят для максимально глубокого прогрева металлических деталей. Глубина прогрева может достигать 10 мм. Этот вид установок применяется для горячей штамповки, плавки черных и цветных металлов и глубокой закалки металлов.
- Высокочастотные индукционные установки осуществляют работу с частотой от 30 до 100 кГц. Глубина прогрева деталей в этих установках составляет всего 2-3 мм, благодаря чему они подходят для поверхностной закалки металлических изделий, восстановления деталей, сварки и наплавки деталей.
- Кузнечные индукционные установки необходимы для эффективного нагрева металлических заготовок. Используемая температура колеблется от 500 до 1200 градусов в зависимости от вида металла и следующих за нагревом процессов. Так, перед горячей штамповкой алюминиевые заготовки необходимо нагреть до 500 градусов, а медные — до 700.
- Индукционные плавильные установки необходимы для плавки цветных и черных металлов. Такие установки оборудуются индукционными печами, подходящими для обработки того или иного металла или сплава.
Индукционная литейная установка
Индукционные литейные установки рассчитаны для работы со сплавом неблагородных и благородных металлов. В таких установках используются печи с тиглями, наиболее подходящими для определенной шихты. Индукционные литейные печи обладают высокой производительностью и легко встраиваются в рабочий конвейер цеха.
Применение индукционных установок
Индукционные установки широко применяются в чугунном и сталелитейном производстве, а также в ювелирном и любом другом производстве, связанным с обработкой металла. Разные индукционные установки используются для поверхностной и глубокой закалки металлических деталей, наплавки, пайки, плавки, сварки металлов, гибки и предварительного нагрева металла, стерилизации медицинских инструментов, ювелирного производства.
Принцип работы индукционных установок
Принцип работы индукционных установок основан на нагреве металлических материалов электрическими токами, которые создаются переменным магнитным полем индуктора. Индуктор представляет собой несколько витков провода. При помощи генератора в индукторе создаются мощные токи, благодаря чему образуется магнитное поле, которое наводит вихревые токи в помещенной в центр индуктора заготовке. В результате происходит нагрев заготовки под действием закона Джоуля-Ленца. Интенсивность и глубина прогрева металлических деталей зависит от выбранной частоты.
Преимущества индукционных установок
Преимущества индукционных установок очевидны: высокий уровень КПД, высокая скорость прогрева или плавления электропроводящего материала, возможность проведения местного нагрева, отсутствие загрязнения материала продуктами горения, нагрев металлических деталей через стенки камеры, выполненной из материалов, не нагревающихся вследствие электромагнитного излучения, возможность автоматизации большинства процессов, происходящих в установке.
Нужна более подробная информация на индукционные установки?
Москва + 7 (499) 649-29-80
Санкт-Петербург + 7 (812) 426-33-17
Челябинск + 7 (351) 729-83-71
Индукционный нагрев – применение в целях обработки металла
 Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев – это способ бесконтактной тепловой обработки металлов, способных проводить электрическую энергию, под воздействием токов высокой частоты. Индукционный нагрев все активнее стал применяться на предприятиях для осуществления высокотемпературной обработки металлов. На сегодняшний день индукционное оборудование смогло занять лидирующие позиции, вытесняя альтернативные методы нагрева.
Индукционный нагрев как работает
Принцип действия индукционного нагрева предельно прост. Нагрев производится за счет трансформации электрической энергии в электромагнитное поле, обладающее высокой мощностью. Нагрев изделия осуществляется при проникновении магнитного поля индукторов в изделие, способное проводить электрическую энергию.
Заготовка (обязательно из материала, проводящего электрическую энергию) размещается в индукторе или в непосредственной близости с ним. Индуктор, как правило, выполняется в виде одного или нескольких витков провода. Чаще всего для изготовления индуктора используют толстые медные трубки (провода). Специальный генератор электрической энергии подает ее в индуктор, наводя токи высокой частоты, которые могут варьироваться от 10-и Гц до нескольких МГц. В результате наведения токов высокой частоты на индуктор, вокруг него образуется мощное электромагнитное поле. Вихревые токи образовавшегося электромагнитного поля проникают в изделие и преобразуются внутри его в тепловую энергию, осуществляя нагрев.
Во время работы индуктор довольно сильно нагревается за счет поглощения собственного излучения, поэтому он непременно должен охлаждаться во время рабочего процесса за счет проточной технической воды. Вода для охлаждения подается в установку при помощи отсасывания, такой метод позволяет обезопасить установку, если вдруг произойдет прожог или разгерметизация индуктора.
Индукционный нагрев применение в производстве
Как уже можно было понять из описанного выше, применяется индукционный нагрев в производстве довольно активно. На сегодняшний день индукционное оборудование успело занять лидирующее позиции, вытеснив конкурирующие способы обработки металлов на второй план.
Индукционная плавка металлов
Применяется индукционный нагрев для осуществления плавильных работ. Активное использование индукционных печей началось благодаря тому, что нагрев ТВЧ способен уникально обрабатывать все виды металлов, существующие на сегодняшний день.
Плавильная индукционная печь быстро осуществляет плавку металла. Температуры нагрева установки достаточно даже для плавки самых притязательных металлов. Главное преимущество индукционных плавильных печей заключается в том, что они способны производить чистую плавку металла с минимальным шлакообразованием. Работа выполняется за короткий промежуток времени. Как правило, время выплавки 100 килограмм металла равняется 45-и минутам.
Закалка ТВЧ (токами высокой частоты)
Закалка производится чаще всего в отношении изделий из стали, но может быть применена и к медным и другим металлическим изделиям. Принято различать два вида закалки ТВЧ поверхностная и глубокая закалка.
Главное достоинство, которым обладает индукционный нагрев по отношению к закалочным работам – это возможность проникновения тепла на глубину (глубокая закалка). На сегодняшний день закалка ТВЧ стала довольно часто производиться именно в индукционном оборудовании.
Индукционный нагрев позволяет не просто произвести закалку ТВЧ, но дает в конечном результате изделие, которое будет обладать отменным качеством. При использовании индукционного нагрева в целях осуществления закалочных работ количество брака в производстве существенно снижается.
Пайка ТВЧ
Индукционный нагрев полезен не только для обработки металла, но и для соединения одной части изделия с другой. На сегодняшний день пайка ТВЧ стала довольно популярной и смогла вытеснить сварку на второй план. Где только появляется возможность заменить сварку пайкой, производители делают это. Чем именно вызвано такое желание? Все предельно просто. Пайка ТВЧ дает возможность получить целостное изделие, которое будет обладать высокой прочностью.
Пайка ТВЧ получается целостной за счет прямого (бесконтактного) проникновения тепла в изделие. Для нагрева металла не требуется стороннее вмешательства в его структуру, что положительно сказывается на качестве готового изделия и на его сроке эксплуатации.
Термообработка сварных швов
Термообработка сварных швов – это еще один важный технологичный процесс, с которым отлично справится индукционный нагреватель. Термообработка осуществляется для того, чтобы придать изделию повышенную прочность и разгладить напряжение металла, которое, как правило, образуется в местах соединений.
Термообработка при помощи индукционного нагрева производится в три этапа. Каждый из них очень важен, ведь если упустить что-то, то впоследствии качество изделия станет другим и его срок эксплуатации снизится.
Индукционный нагрев положительно сказывается на металле, позволяя равномерно проникать на заданную глубину и разглаживать напряжение, образовавшееся во время произведения сварочных работ.
Ковка, пластика, деформация
Кузнечный нагреватель – это один из видов установок, в основе которых лежит индукционный нагрев. Используют кузнечный нагреватель для произведения деформации металла, а также в целях штамповки и т.п.
Индукционный нагрев равномерно прогревает металл, позволяет изогнуть его в нужных местах и придать изделию необходимую форму.
На сегодняшний день все больше предприятий стали использовать кузнечный нагреватель в целях штамповки и пластики изделий.
Индукционный нагрев способен справиться со всеми необходимыми операциями тепловой обработки металла, но чаще всего применяется в тех случаях, которые были описаны выше.
Индукционный нагрев преимущества и недостатки
У каждой вещи есть преимущества и недостатки, хорошие и плохие стороны. Индукционный нагрев не отличается и имеет как плюсы, так и минусы. Однако минусы индукционного нагрева настолько ничтожны, что не видны за огромным количеством преимуществ.
Так как недостатков у индукционного нагрева меньше, сразу же перечислим их:
- Некоторые установки являются довольно сложными и для их программирования необходимо квалифицированный персонал, который сможет обслуживать установку (осуществлять ремонт, чистку, программировать).
- Если индуктор и заготовка плохо согласованы между собой, то потребуется куда больше мощности нагрева, чем если выполнять похожу задачу в электрической установке.
Как видите, недостатков действительно немного и они не оказывают сильное влияние на принятие решение в пользу использования или неиспользования индукционного нагрева.
Достоинств индукционный нагрев имеет гораздо больше, но мы укажем только главные:
- Скорость нагрева изделия очень высокая. Индукционный нагрев практически сразу приступает к обработке металлического изделия, никаких промежуточных этапов прогрева оборудования не требуется.
- Нагрев изделия может производиться в любой воссозданной среде: в атмосфере защитного газа, в окислительной, в восстановительной, в вакуумной и в непроводящей жидкости.
- Индукционная установка обладает сравнительно небольшими размерами, благодаря чему довольно удобна в эксплуатации. Если возникает необходимость, то индукционное оборудование можно перевезти на место проведения работ.
- Нагрев металла производится через стенки защитной камеры, которая изготавливается из материалов способных пропускать вихревые токи, поглощая незначительное количество. Во время работы индукционное оборудование не нагревается, поэтому оно признано пожаробезопасным.
- Так как нагрев металла производится при помощи электромагнитного излучения, загрязнение самой заготовки и окружающей атмосферы отсутствует. Индукционный нагрев был по праву признан экологически безопасным. Он не причиняет абсолютно никакого вреда сотрудникам предприятия, которые будут находиться в цеху во время работы установки.
- Индуктор может быть изготовлен практически любой сложной формы, что позволит подогнать его под габариты и форму изделия, чтобы нагрев получился более качественным.
- Индукционный нагрев позволяет просто производить избирательный нагрев. Если нужно прогреть какую-то конкретную область, а не все изделие, то достаточно будет разместить в индукторе только ее.
- Качество обработки при помощи индукционного нагрева получается отменным. Количество брака в производстве существенно снижается.
- Индукционный нагрев позволяет экономить электрическую энергию и другие производственные ресурсы.
Как видите, достоинств у индукционного нагрева очень много. Выше были указаны лишь основные, которые оказали серьезное воздействие на решение многих владельцев приобрести индукционные установки для термообработки металла.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Индукционный нагреватель металла на 12 киловатт – схема инвертора и компоненты
Сейчас мы узнаем как сделать своими руками индукционный нагреватель, который можно использовать для разных проектов или просто для удовольствия. Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Мое учебное пособие охватывает теорию, компоненты и сборку некоторых из важнейших компонентов.
Инструкция большая, в ней мы рассмотрим основные шаги, дающие вам представление о том, что входит в такой проект, и о том, как его спроектировать, чтобы ничего не взорвалось.
Для печи я собрал очень точный недорогой криогенный цифровой термометр. Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Шаг 1: Компоненты

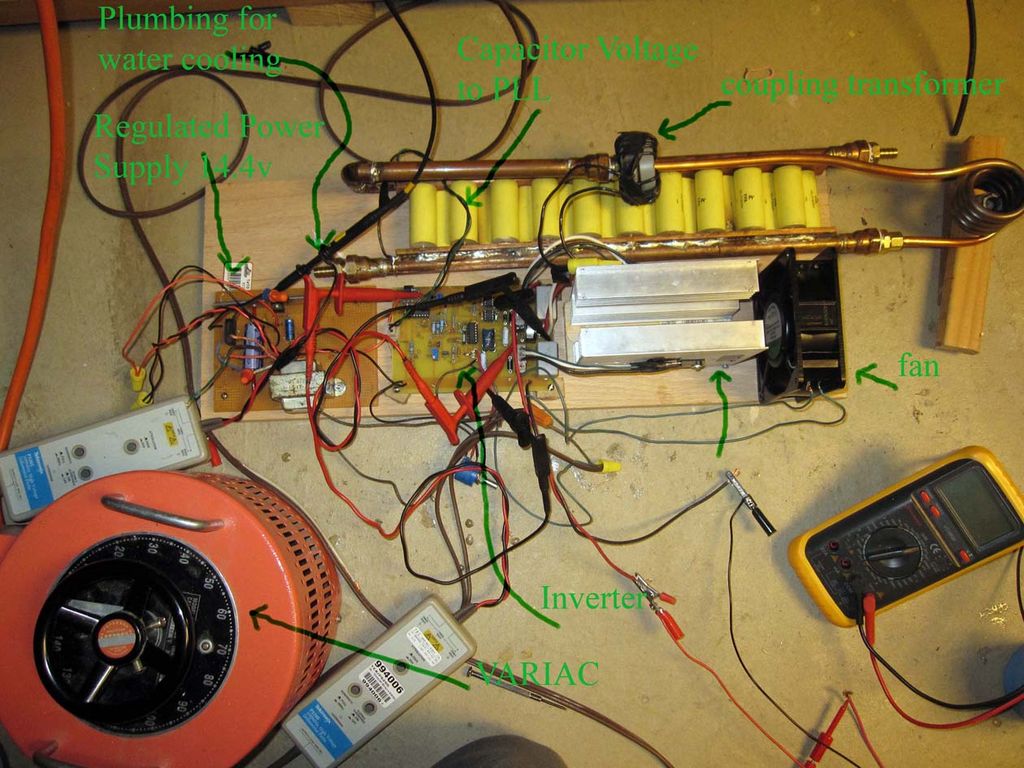
Основные компоненты высокочастотного индукционного нагревателя для нагрева металла электричеством — инвертор, драйвер, соединительный трансформатор и колебательный контур RLC. Вы увидите схему чуть позже. Начнем с инвертора. Это — электрическое устройство, которое изменяет постоянный ток на переменный. Для мощного модуля он должен работать стабильно. Сверху находится защита, которая используется, чтобы защитить привод логического элемента МОП-транзистора от любого случайного перепада напряжения. Случайные перепады вызывают шум, который приводит к переключению на высокие частоты. Это приводит к перегреву и отказу МОП-транзистора.
Линии с большой силой тока находятся внизу печатной платы. Много слоев меди используются, чтобы позволить им пропускать более 50А тока. Нам не нужен перегрев. Также обратите внимание на большие алюминиевые радиаторы с водяным охлаждением с обеих сторон. Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Изначально я использовал вентиляторы, но чтобы справиться с этой мощностью, я установил небольшие водяные насосы, благодаря которым вода циркулирует через алюминиевые теплоотводы. Пока вода чистая, трубки не проводят ток. У меня также установлены тонкие слюдяные пластины под МОП-транзисторами, чтобы гарантировать отсутствие проводимости через стоки.
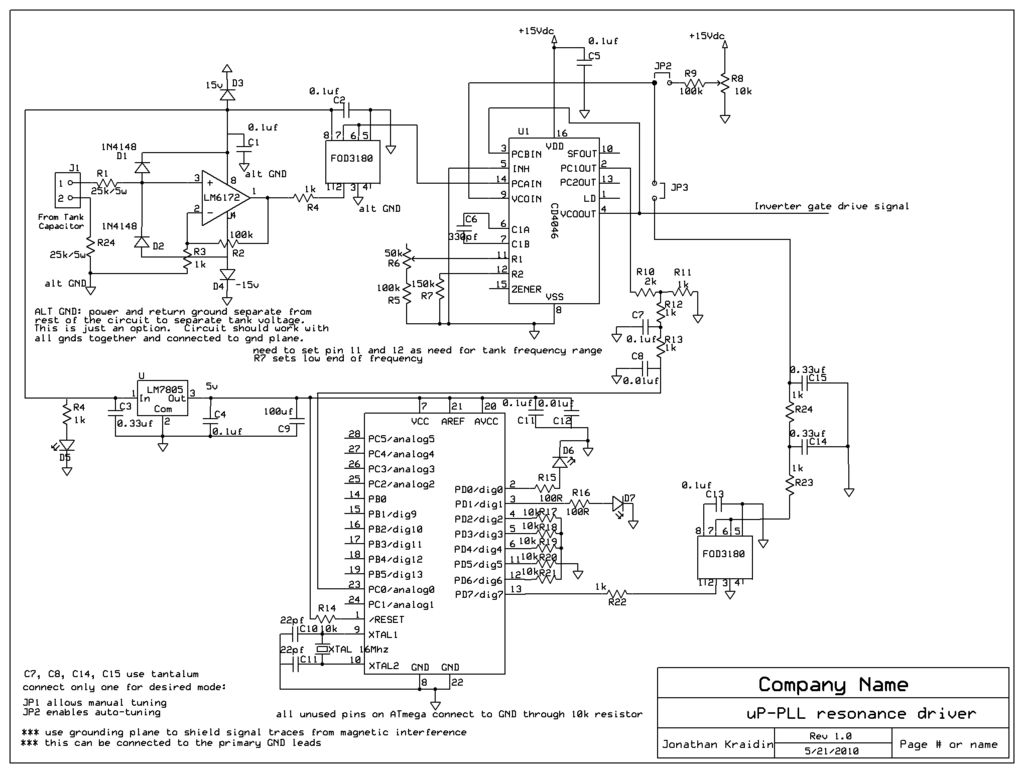
Шаг 2: Схема инвертора
Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 3: Драйвер
Эта схема действительно большая. Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.
Если вы когда-либо строили простой индукционный нагреватель с чипом PLL, вы, вероятно, помните процесс настройки частоты, чтобы металл нагревался. Вы наблюдали за движением волны на осциллографе и корректировали частоту синхронизации, чтобы поддерживать эту идеальную точку. Больше не придется этого делать.
В этой схеме используется микропроцессор Arduino для отслеживания разности фаз между напряжением инвертора и емкостью конденсатора. Используя эту фазу, он вычисляет правильную частоту с использованием алгоритма «C».
Я проведу вас по цепи:
Сигнал емкости конденсатора находится слева от LM6172. Это высокоскоростной инвертор, который преобразует сигнал в красивую, чистую квадратную волну. Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Далее сигнал поступает в PLL через вход PCAin. Он сравнивается с сигналом на PCBin, который управляет инвертором через VCOout. Ардуино тщательно контролирует тактовую частоту PLL, используя 1024-битный импульсно-модулированный сигнал. Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Как Ардуино знает, что делать? Магия? Догадки? Нет. Он получает информацию о разности фаз PCA и PCB от PC1out. R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
Шаг 4: Передохнём
Это был большой массив информации. Вы можете спросить себя, нужна ли вам такая причудливая схема? Зависит от вас. Если вы хотите автонастройку, тогда ответ будет «да». Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Тем не менее, давайте продолжим.
Шаг 5: LC-контур
К этой части есть несколько подходов. Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Во-первых, вам нужно определить, какую рабочую частоту вы будете использовать. Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Мой конденсаторный массив имеет ёмкость 4,4 мкФ и может выдерживать более 300А. Моя катушка около 1мкГн. Также я использую импульсные пленочные конденсаторы. Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Я использовал две медные шины, в которых просверлил соответствующие отверстия с каждой стороны. Паяльником я припаял конденсаторы к этим отверстиям. Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Не берите дешевые конденсаторы. Они будут ломаться, и вы заплатите больше денег, чем если бы вы сразу купили хорошие.
Шаг 6: Сборка трансформатора
Если вы внимательно читали статью, вы зададите вопрос: а как управлять LC-контуром? Я уже рассказывал об инверторе и контуре, не упоминая, как они связаны.
Соединение осуществляется через соединительный трансформатор. Мой от Magnetics, Inc. Номер детали — ZP48613TC. Adams Magnetics также является хорошим выбором при выборе ферритовых тороидов.
Тот, что слева, имеет провод 2мм. Это хорошо, если ваш входной ток ниже 20А. Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Инвертор, который я показал вам ранее, принимает высоковольтный постоянный ток и изменяет его на переменные высокие или низкие значения. Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Медная трубка из емкостного конденсатора проходит через нее, что делает ее одновитковой вторичной обмоткой трансформатора. Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Шаг 7: Делаем рабочую катушку
Один из вопросов, который мне часто задавали: «Как ты делаешь такую изогнутую катушку?» Ответ — песок. Песок будет препятствовать разрушению трубки во время процесса изгиба.
Возьмите медную трубку от холодильника 9мм и заполните ее чистым песком. Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Теперь снимите колпачки и возьмите воздушный компрессор, чтобы выдуть песок. Желательно делать это на улице.
Обратите внимание, что медная трубка также служит для водного охлаждения. Эта вода циркулирует через емкостный конденсатор и через рабочую катушку. Рабочая катушка генерирует много тепла от тока. Даже если вы используете керамическую изоляцию внутри катушки (чтобы удерживать тепло), вы по-прежнему будете иметь чрезвычайно высокие температуры в рабочем пространстве, нагревающие катушку. Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Шаг 8: Обзор проекта
Выше представлен обзор проекта на 3 кВт. Он имеет простой PLL-драйвер, инвертор, соединительный трансформатор и бак.
Видео демонстрирует 12кВт индукционный горн в работе. Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
Индукционная установка | Индукционные установки | Установка индукционного нагрева
 Индукционный нагрев – это способ нагрева материалов при помощи электрического тока, индуцируемого переменным магнитным полем. Индукционные установки используются для нагрева металлических деталей магнитным полем индукторов. Саму технологию индукционного нагрева принято считать энергосберегающей, потому как вся электрическая энергия тратится только для нагрева необходимой детали.
Индукционный нагрев – это способ нагрева материалов при помощи электрического тока, индуцируемого переменным магнитным полем. Индукционные установки используются для нагрева металлических деталей магнитным полем индукторов. Саму технологию индукционного нагрева принято считать энергосберегающей, потому как вся электрическая энергия тратится только для нагрева необходимой детали.
У индукционных установок существует немало преимуществ, которые значительно облегчают работу с металлическими конструкциями.
- У индукционных установок высокий срок эксплуатации, при этом важно отметить, что за время использования характеристики установок могут ухудшиться лишь незначительно.
- Индукционная установка позволяет нагревать лишь необходимую часть детали, сберегая электричество.
- Для работы с индукционной установкой совсем не обязательно быть высококвалифицированным мастером.
- При работе индукционной установки нет задымлений или каких-либо запахов, потому что она экологически чистая.
Индукционная установка – виды и применение
Индукционные установки подразделяются на три вида:
- Среднечастотные индукционные установки – это установки, работающие на низких частотах. Частоты работы данного типа индукционных установок колеблется в пределах 0,5 – 20 КГц. Среднечастотные установки применяются в тех случаях, когда деталь нуждается в прогреве на максимально допустимую глубину. Следует отметить, что у среднечастотных индукционных установок глубина проникновения наиболее максимальная и может доходить до 10 мм. Чаще всего данный тип индукционных установок применяется при штамповке, плавке и закалке металла. 4
- Высокочастотные индукционные установки – это установки, работающие на более высоких частотах, чем те, которые мы рассматривали выше. Частота работы данного типа индукционных установок 20-40, а в некоторых случаях доходит и до 30-100 кГц. Однако, сразу же стоит отметить, что глубина проникновения частот в металл здесь низкая и не превышает 3 мм. Увеличить глубину проникновения можно, если металл позволяет увеличить время его нагрева.
- Сверхвысокочастотные индукционные установки – это установки, имеющие самую высокую частоту работы, но и самую низкую глубину проникновения. Частота работы от 100 кГц, а глубина проникновения не более 1 мм, если не увеличивать температуру. СВЧ установки применяются для поверхностной закалки металла.
Кроме того, что индукционные установки подразделяются на виды по частоте, они могут быть двух типов: тиристорные или ламповые. За последние годы тиристорные установки начали набирать все большую популярность, благодаря меньшим габаритам, а также более высокому сроку эксплуатации, чем у ламповых установок.
В большинстве случаев индукционные установки применяются для: индукционной пайки, закалки ТВЧ, отопления домов, термической обработки стали и т. п.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
ТВЧ установки | Установка индукционного нагрева | Индукционная установка
ООО «ЭЛСИТ» занимается разработкой и производством современного оборудования для технологии индукционного нагрева на базе транзисторных преобразователей частоты.
Универсальность разработок ООО «ЭЛСИТ» состоит:
- В схемотехнических решениях
- В программном обеспечении
- В конструкторских решениях
В состав ТВЧ установки ЭЛСИТ входит:
- силовой блок преобразователя (СБП) частоты, выполненный на IGBT-модулях производства Германии с микропроцессорной системой управления;
- трансформаторный блок с резонансными конденсаторами (ТБ), обеспечивающий гальваническую развязку от сети и согласование нагрузки.
Установка индукционного нагрева может быть выполнена в зависимости от условий эксплуатации и установленной мощности в виде моноблока СБП или с раздельными корпусами блока силового преобразователя (СБП) и трансформаторного блока (ТБ).
Охлаждение установки и индуктора осуществляется проточной технической водой. За счет высокого КПД преобразователя (> 95%) разница температуры воды на входе и выходе СБП различается всего на три-четыре градуса Цельсия.
Специалистами предприятия был создан абсолютно новый алгоритм для микропроцессорной системы управления, позволяющий производить автоподстройку частоты практически мгновенно. Это позволило значительно увеличить надежность оборудования не только в штатных режимах работы, но и в экстремальных режимах перегрузок.
В системе управления установки заложен протокол MODBUS, позволяющий в любой момент времени получать информацию о состоянии установки и управлять процессом нагрева удаленно. Это предполагает возможность для подключения промышленного контроллера и дополнительных автоматических систем.
Технические характеристики установок индукционного нагрева (ТВЧ установок) серии «ЭЛСИТ»:
| Максимальная установленная мощность, кВА | 20,30,40,60,80,100,120,160,210,250,300,360,420,500,600, 800, 1000, …….2000 |
| Питающая сеть | трёхфазная 380 В, 50 Гц |
| Частотный диапазон работы, кГц: | от 2 до 5; от 6 до 20; от 10 до 50; от 30 до 80; |
| Коэффициент полезного действия КПД | 0,92 — 0,98 |
| Подстройка резонансной частоты при смене индуктора | автоматически в заданном диапазоне (определяется микропроцессором) |
| Регулирование выходного тока, в процентах от максимального | от 5 до 100 |
| Охлаждение установок и индукторов | водяное (технической водой), со скоростью протока не менее 7 л/мин.; станция охлаждения встроенная или самостоятельная |
| Система управления преобразователем | микропроцессорная, с блоком памяти на 100 программ технологического процесса |
| Программирование параметров процесса | ток и время нагрева, температура нагрева, режимы работы (ручной, таймер, автоматический) |
| Индукторы | исполнение различной конфигурации; при Т≥1000°С заливка жаропрочным бетоном |
| Наличие электронных защит от различного рода нештатных ситуаций |
|
| Возможность встраивания в технологическую линию | Интерфейс RS485, протокол MODBUS |
| Мощность (кВА) |
Габаритные размеры (высота*ширина*длина) (мм) |
Общий вес (кг) |
| 20-40 | 750*430*360 | 27-43 |
| 60-80 | 750*430*500 | 57-65 |
| 100-120 | 820*430*700 | 78-95 |
| 160-240 | 820*430*900 | 110-140 |
| 300-600 | исполнение в двух корпусах |
Демонстрация индукционого нагрева ТВЧ видео:
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Индукционный нагреватель Low ZVS 12-48 В 20 A
Добрый день, уважаемые читатели. Сегодня рассмотрим необычный предмет — индукционный нагреватель мощностью до 1 кВт.Несмотря на специфичность этого предмета, обзоры на слабенькие подобные нагреватели мелькали на сайте:
Вот и еще вот.
Обозреваемый нагреватель имеет мощность на порядок большую и его хоть как то можно применить для практических целей, а не для опытов по физике.
Не буду останавливать на теории индукционного нагрева (подробно изложено на вики)
Для тестов изделия нам нужно учесть две основные особенности:
- Нагрев происходит только у токопроводящих магнитных материалов.
- Нагрев происходит в поверхностных слоях.
Промышленные установки закалки ТВЧ имеют приличные габариты, вот, например, наша на заводе:

Закалка зубчатого колеса:

Китайский же кит отлично поместится на верстаке или рабочем столе, а делать будет то же самое, конечно с меньшей мощностью и размерами закаливаемых заготовок.
Где его можно применить практически:
- Закалка инструмента
- Бесконтактный нагрев
- Ювелирка, переплавка
Перейдем непосредственно к предмету обзора.
Доставка была ТК с отслеживаемым треком.
Упаковка
Кит нагревателя упакован в плотную картонную коробку:
Плата в антистатическом пакете, индуктор был обернут в пупырчатую пленку:

Кит индукционного нагревателя состоит из двух частей:
- Медный индуктор
- Плата генератора
Рассмотрим индуктор:
Похож на кипятильник или змеевик самогонного аппарата, но в данном случае это катушка. 7 витков 6 мм медной трубки.
Внутренний диаметр (куда вносится заготовка) — 46 мм.
Длина намотки 54 мм.
Водяное охлаждение так и просится:
А вот такого размера индуктор в индукционной печи для плавки:
Плата генератора: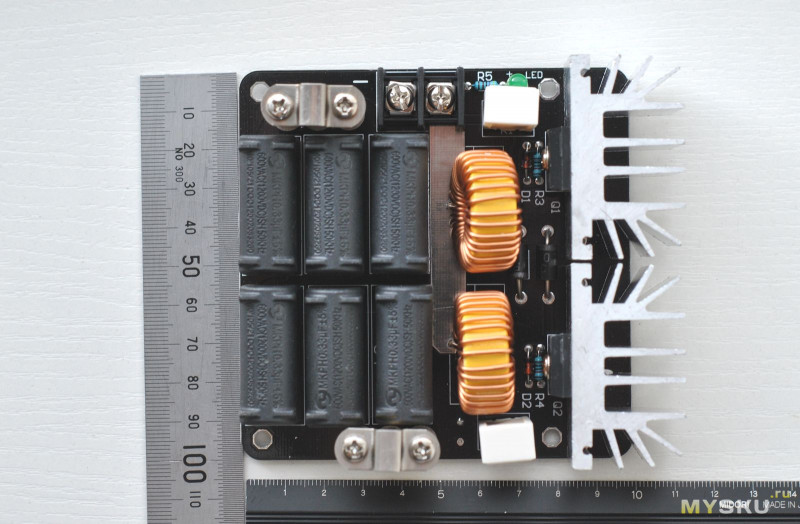
Размеры платы: 100х100 мм, есть 4 отверстия диаметром 4 мм для стоек или крепления в корпус. На клеммах подачи напряжения питания обозначен только «-«. Есть зеленый светодиод — индикатор работы.
Снизу: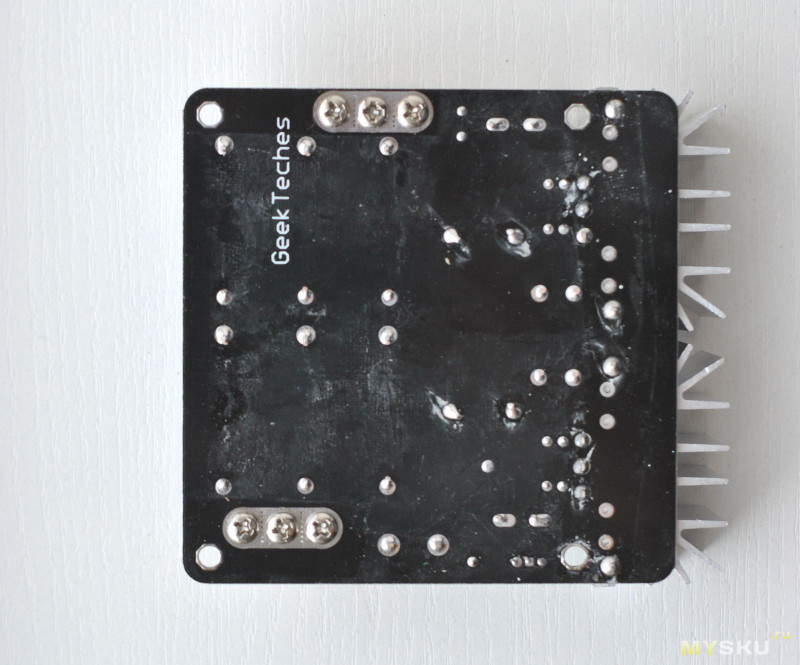
флюс смывать ленятся.
Примерная схема подобных устройств: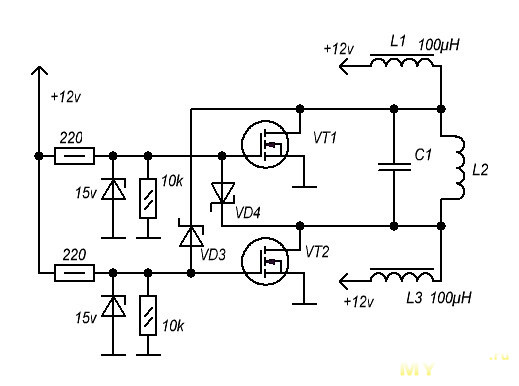
Это двухтактный полумостовой преобразователь в автогенераторном режиме.
С боков платы: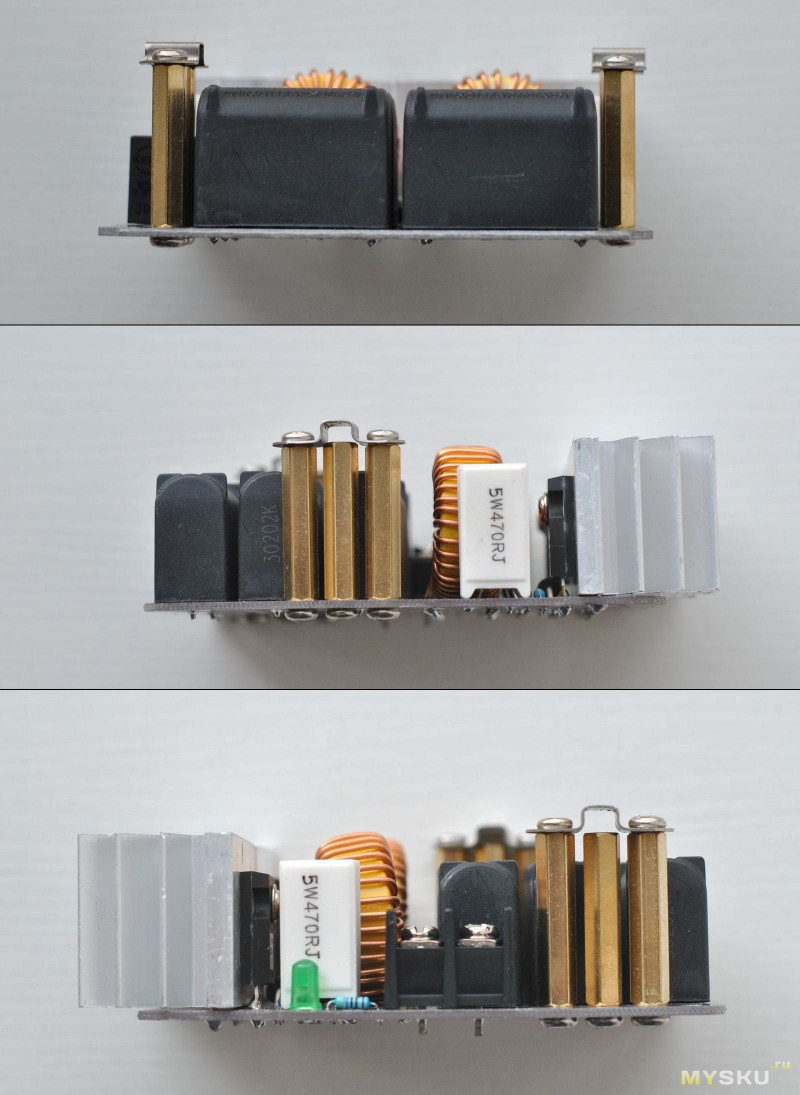
Стойки индуктора латунные шестигранники 6 мм по 3 шт, но сверху хиленькая скоба. Максимальный ток указан 20 А.
Радиаторы мосфетов: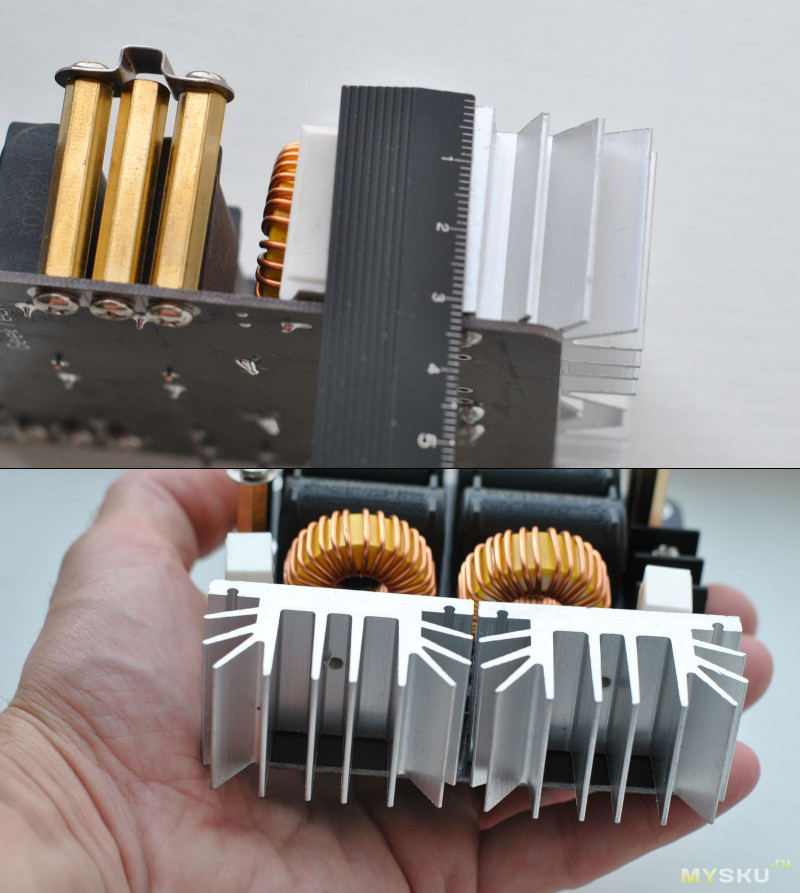
Китайцы такие китайцы, плата выходит за радиаторы на добрый сантиметр, это будет мешать нормальному их обдуву.
Мосфеты IRFP260N в корпусе TO-247AC: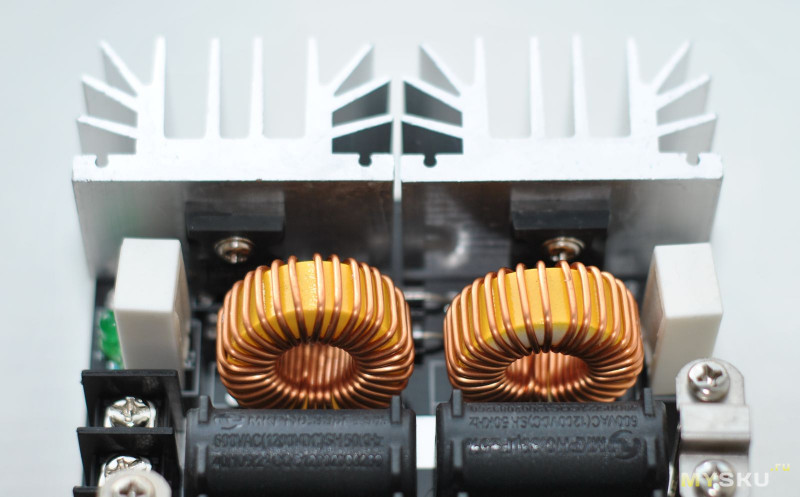
Конденсаторы 0,33 мкф 600 VAC 50 кГц: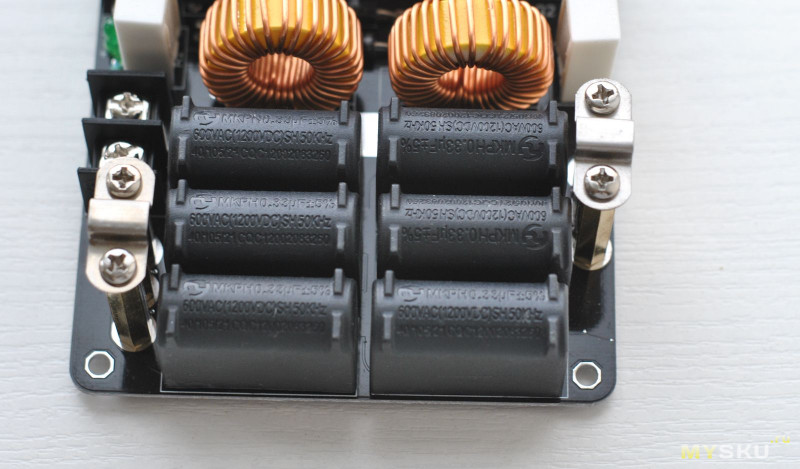
На работе электрики помогли составить схему именно этой платы (я далек от этого) и заодно промоделировали частоту генератора:
Осциллограмма генератора: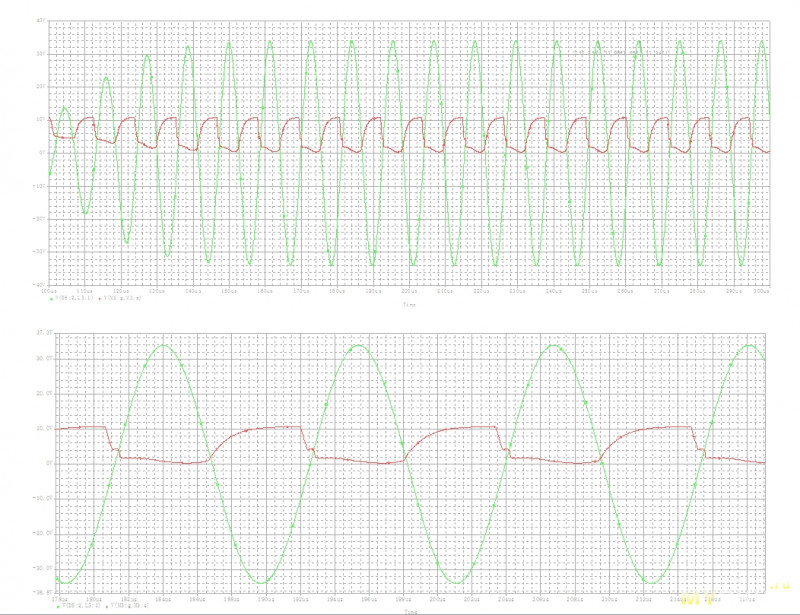
теоретическая частота 90 кГц.
Теперь перейдем к практической части:
Для удобства подключения индуктора его выводы нужно согнуть, я использовал трубогиб, но все равно плохо получилось, стенки тонкие: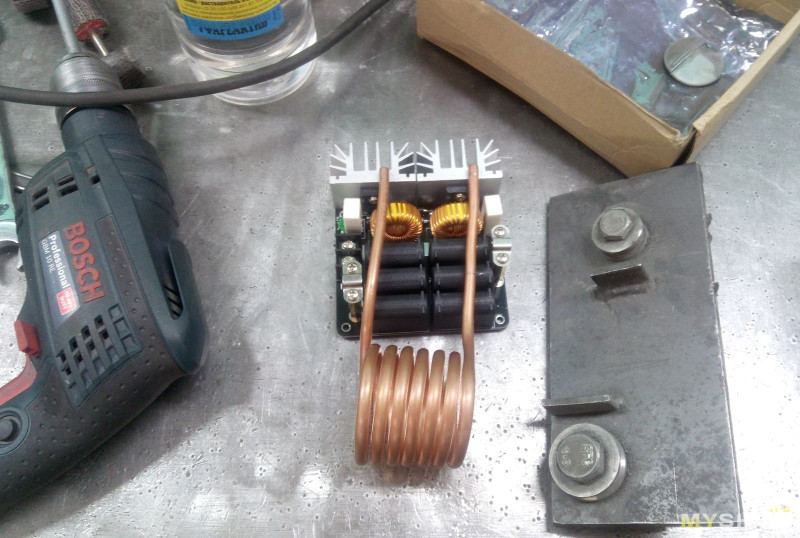
Получилось так:
некоторые в отзывах выводят индуктор на бок, но мне показалось так удобней.
Я когда выбирал нагреватель, рассчитывал на свой БП wanptek KPS305D 30 В 5 А, но он отказался работать с нагревателем, уходит в защиту и скидывает напряжение с 12 до 5 В:
Почему кстати?
Пришлось воспользоваться БП от ноутбука 19 В 4,7 А.
Ток на холостом режиме: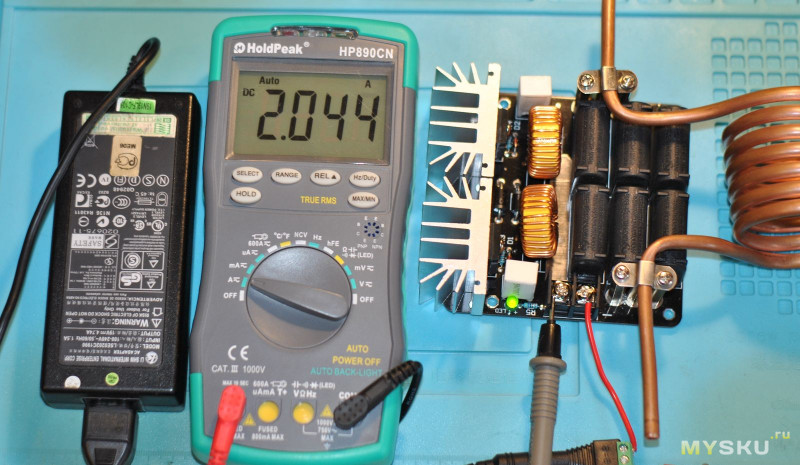
Напряжение на индукторе: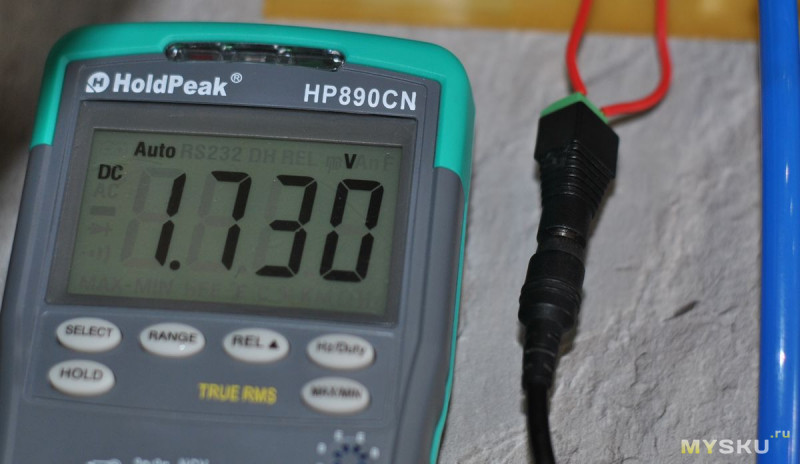
Ток при нагреве сверла: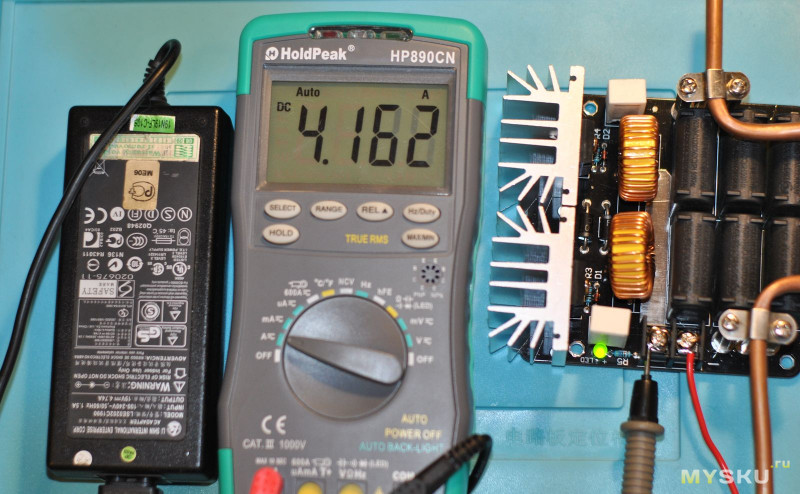
Частота работы генератора: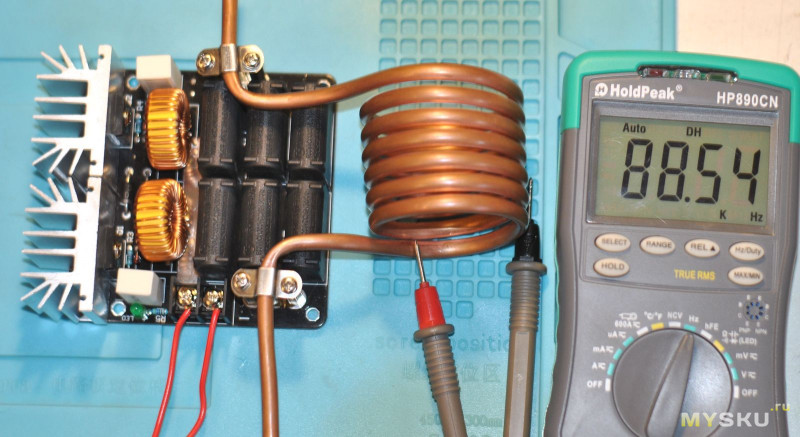
Близка к расчетной.
Так как при работе индуктор быстро разогревается (от нагреваемой детали больше всего), опыты я проводил при проточном водном охлаждении: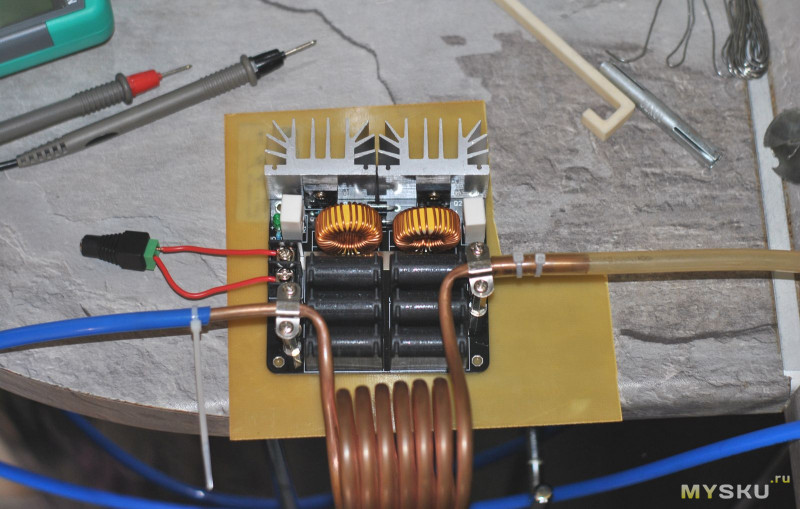
организовать его просто, две трубки одна к крану с холодной водой, вторая в раковину в слив. Главное разместить надежно, весит плата с индуктором почти полкило.
Опыты:
Классическая проверка на гвозде))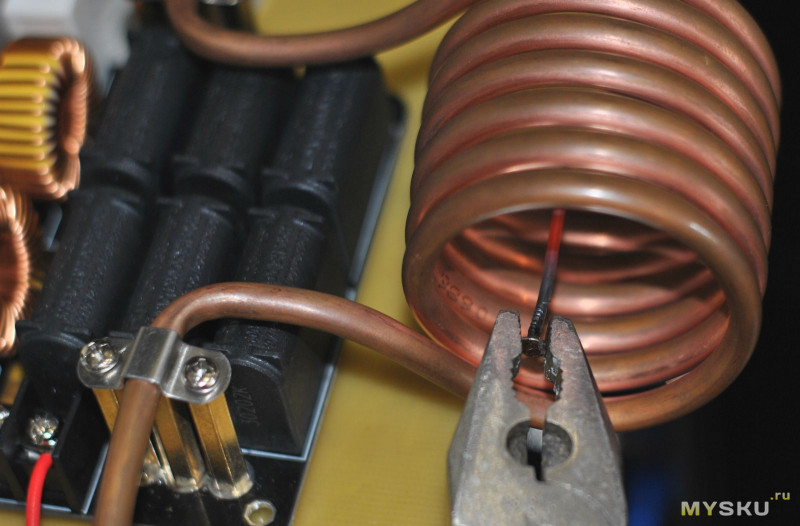
Подкалил китайский зенкер: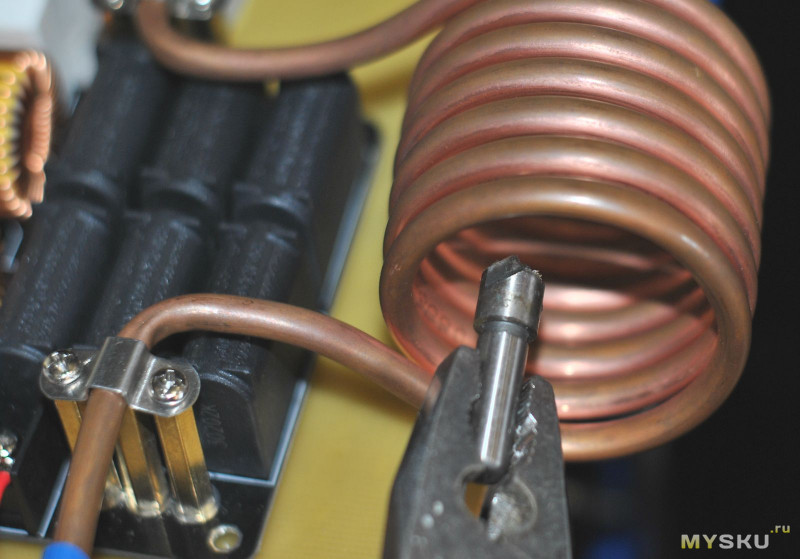
на разогрев ушло пару минут, все таки тока 4 А маловато.
Олово с припоем плавится не захотело:
Мелкие сверла разогреваются за минуту: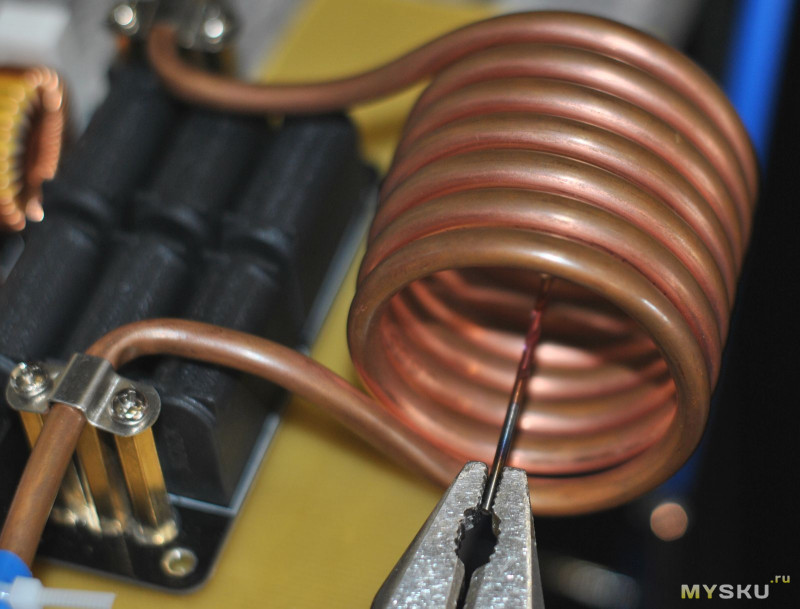
Извращение с народным кухонным термометром:
Узнать температуру стали для закалки можно по цвету или измерить бесконтактным способом:
Доработка кита нагревателя из отзывов:
- Для плавки в тигле логично упрятать индуктор в изолятор.
- Обдув большим вентилятором платы.
- Усиленные медные прижимные пластины для выводов индуктора.
Так как получить максимум возможностей от своего БП я не смог, поехал к другу — у него есть техника посерьезней:
24 В и 24 А.
Пробуем на фрезе 6 мм:
Ток холостой 4 А. Ток рабочий около 10 А, нагревается быстро.
А теперь задача посложнее — плавка алюминия (660 С):
так не заработало, там виток, втулка полая.
В стальном тигле дело пошло (на 15 А):
но лопнула керамическая пластинка. Индуктор обувается вентилятором 120 мм, температура его не выше 50 С. Мосфеты примерно так же.
Подложили под тигель керамический патрон:
За 4 минуты алюминиевая втулка толщиной с палец размякла (ток при этом 12 А).

Остывший расплав:
При должном оснащении, этому нагревателю по силам и плавка легкоплавких металлов. Главное иметь мощный блок питания.
Есть купон SJZVS снижающий цену до $27.99 (до 30 августа).
Спасибо за просмотр. Удачных покупок!
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.