


Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям.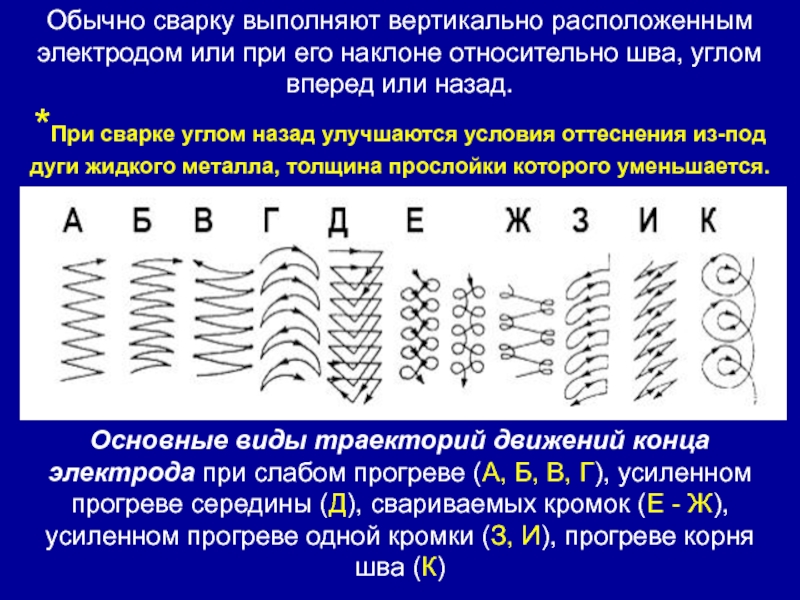 Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Контакты Поиск по сайту
Россия, г. Петропавловск-Камчатский, Северо-Восточное шоссе, 48 ст1 р-он «Лыжная база Лесная» г. Елизово ул. Магистральная 8а к1. р-он Кольца Телефон: Петропавловск-Камчатский +7 (4152) 49-51-79; 49-34-33 WhatsApp +79098904703 Елизово +7 (4152) 33-73-83 Сервисный Центр 8(9638) 315-063 E-mail: w123w8@yandex.
| Эта статья — небольшой теоретический урок сварки для начинающих. Дуговая сварка металла — наиболее общий и универсальный метод соединения металла. Технология дуговой сварки: электрический ток от сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от контакта с кислородом воздуха. Окружающий газ перегрет и плавит металл, при этом металл с электрода переносится в сварочную ванну. Когда вы будете учится сварке или что-то чинить, первым шагом будет научится хорошо вести сварочный шов. Перед тем, как начнем жечь электроды, мы узнаем об применяемом оборудовании. Задача сварочного аппарата , независимо от его размера или формы, проста: обеспечить большой регулируемый ток, идущий к электроду. Сварка прямой и обратной полярности. Если вы используете переменный ток, то и электроды должны использовать для переменки. Профессиональные сварщики используют постоянный ток. Сварка постоянным током дает поток электронов одного направления. На сварочном инверторе есть возможность выбрать полярность. Полярность при сварке определяет направление движения потока электронов. И зависит от того, как подключены провода к положительной и отрицательной клемме. Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Известно, что ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла. Комплектация сварочника. Запомните! Разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3 или 4 метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200А или более крупным на 300 А или даже на 500А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения 200А удобнее. Есть разные виды держателей: один как пасатижи, а есть  Так же нужна клемма заземления с быстросъемным зажимом. Так же нужна клемма заземления с быстросъемным зажимом.Светофильтры. Яркость дуги очень высокая, поэтому вам нужен защитный светофильтр, для того, чтобы видеть расплавленную ванну и для того, чтобы защитить глаза от ожога. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с большим номером. Светофильтры для масок достаточно хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Когда начнете варить, проверьте снова, и если есть засветка, вы гарантированно получите ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Начинаем сваривать! Электроды сварочные покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха. Сварка — это практика шаг за шагом, это не трудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно. Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась. Зажигать дугу надо, как зажигают спичку: чиркайте электродом по металлу и ведите конец на начало шва. Удобнее брать держак так, чтобы его рычаг был под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то скорее всего флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до того, как начнет заполняться сварочная ванна. Когда дуга загорелась, начинайте формировать ванну, здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Контроль дугового промежутка. Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и наверное САМОЕ ВАЖНОЕ, чему надо научиться. Во время продвижения по шву электрод расходуется, поэтому его надо опускать. Все время вам надо удерживать постоянный зазор между концом электрода и основным металлом.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Формирование шва. Дефекты сварных швов. Это шов электродом, который быстро двигали. Линия ванны находится ниже поверхности основного металла. Интенсивная дуга этого электрода проникая глубоко в основной металл, отталкивает ванну назад и формирует шов. Когда свариваете, смотрите по сторонам шва, он должен быть на уровне металла.Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу, такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом. Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. Электроды. Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности, часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации. Управление процессом сварки. Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Если ток мал, то основной металл будет не прогрет и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет слишком горячий, дуга будет проникать вглубь и будет отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс. В зависимости от сварочной ситуации установки тока могут меняться. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начнем с установок рекомендованных производителем и не бойтесь увеличить или уменьшить ток.Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой, когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
Траектория движения электрода Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории.
Схема дуговой сварки Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3.
С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д
Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги — дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях — снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом — поперек, чтобы удалить последние остатки шлака.
|

 Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети.
Сварочный аппарат ручной дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, так как они легки, не габаритны, стойки к просаживанию сети.
 Чистота стекла очень важна для четкого видения сварочной ванны.
Чистота стекла очень важна для четкого видения сварочной ванны.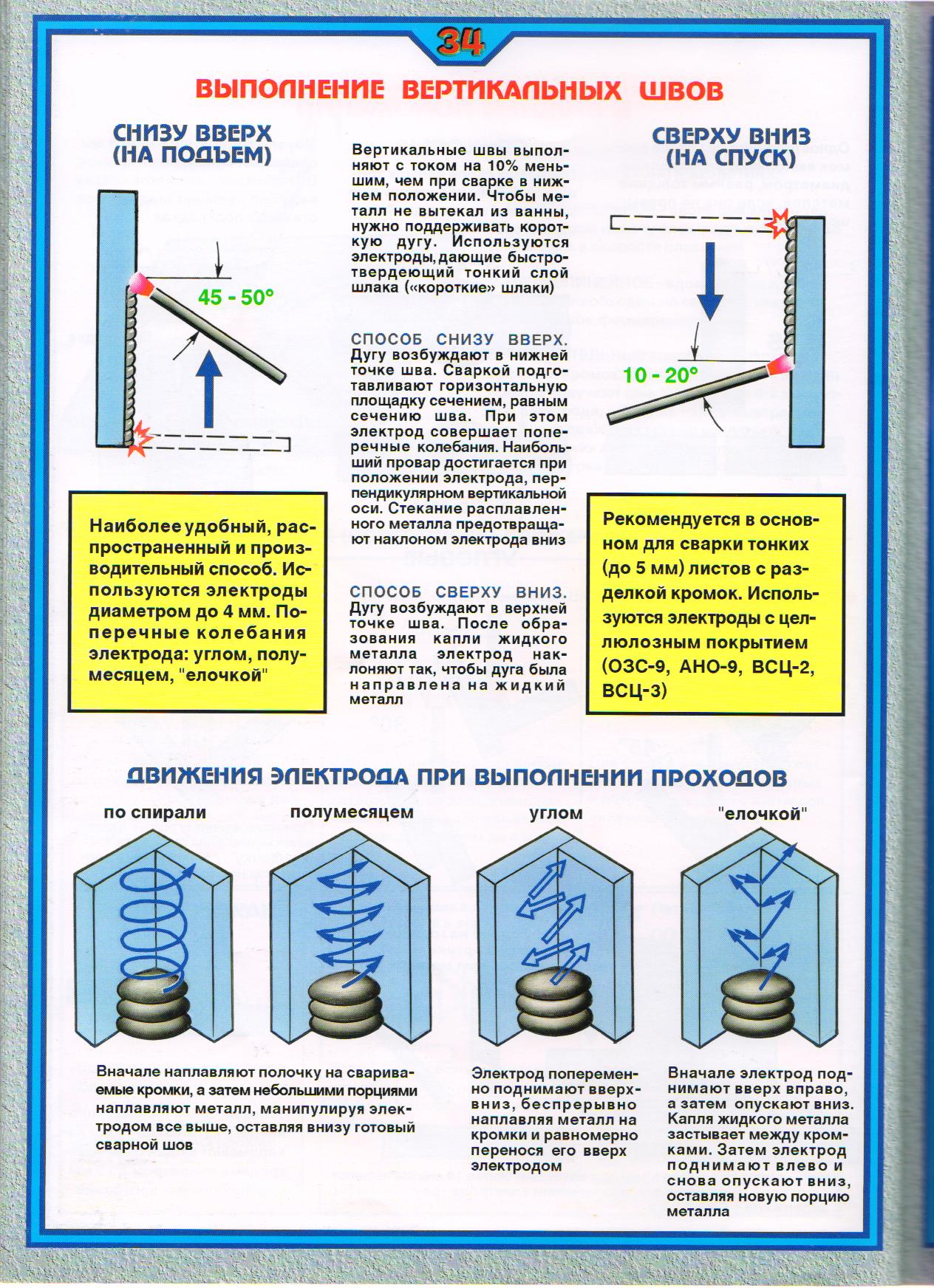 При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
При чиркании начнет плавится флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении, куда будете варить. После чирканья электродом возник поджиг дуги, конец электрода должен находится в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. Когда свариваете, не надо смотреть на свет, смотрите дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.
Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.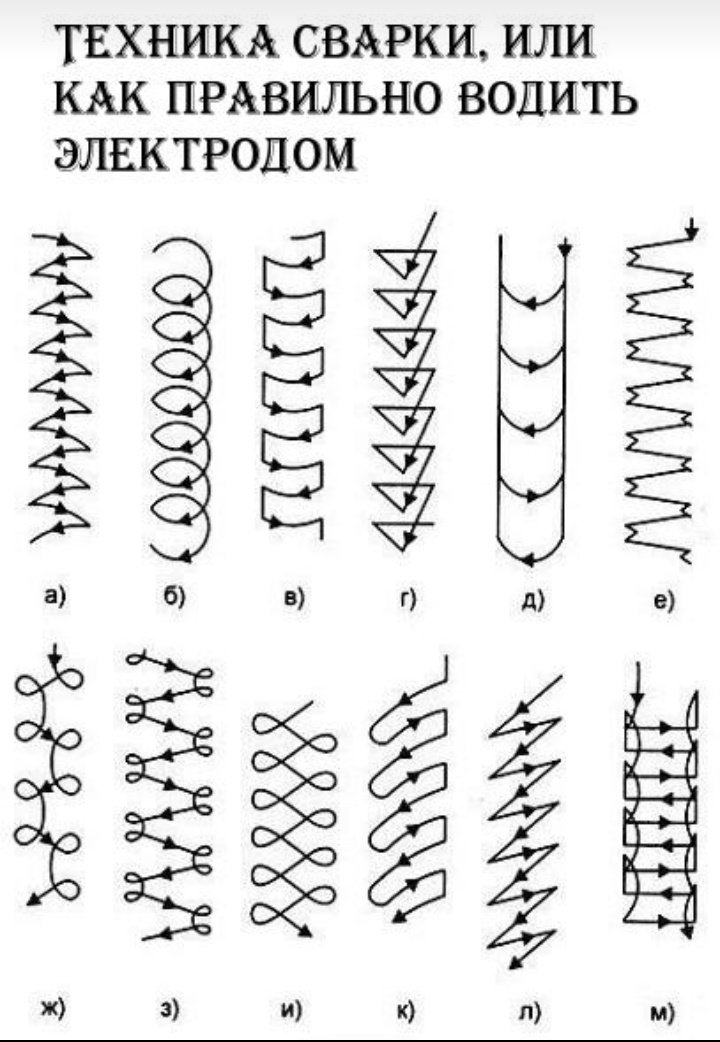 Так же она переносит металл с электрода в ванну.
Так же она переносит металл с электрода в ванну. Подрез- это пустое место, канавка на краю шва, ниже уровня металла.
Подрез- это пустое место, канавка на краю шва, ниже уровня металла. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
 Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.
По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной — увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением.Теория сварки. Советы для начинающих сварщиков
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка — процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации дуговая сварка подразделяется:
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность. Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором — дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
Электроды для дуговой сварки бывают
- плавящиеся сварочные электроды
- неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше — многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание — сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла — светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.Закрытая дуга располагается полностью в расплавленном флюсе — шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) — сварка в среде углекислого газа, аргонно-дуговая сварка.
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные электродные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Полную информацию смотрите здесь >>>
Наибольшее применение имеют средне — и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Сварка для начинающих (ММА)
В этой статье мы проведем небольшой теоретический урок по сварке для начинающих.
Дуговая сварка металла в защитной среде (ММА)
Сварка MMA — (международное обозначение MMA — Manual Metal Arc) — ручная дуговая сварка штучными электродами с покрытием — наиболее распространенный и универсальный метод соединения металла. Сварочная дуга горит между электродом с покрытием и изделием, оплавляя кромки свариваемых деталей и расплавляя металлический стержень электрода и его покрытие. При остывании (кристаллизации) расплавленного металла образуется неразъемное соединение — сварной шов. Используется для сварки углеродистых и нержавеющих сталей.
Первый шаг в обучении сварке — научится хорошо вести сварочный шов. Но перед этим узнаем поподробнее об применяемом оборудовании. Задача сварочного аппарата — независимо от его размера или формы — обеспечить большой регулируемый ток, идущий к электроду. Ручной сварочный аппарат дает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы, сейчас большим спросом пользуется сварка сварочным инвертором, благодаря их малому весу, габаритам, стойкости к перепадам напряжения.
Комплектация аппарата
Важно помнить, что разные аппараты сваривают по-разному. Поэтому при обучении лучше всего использовать один аппарат. Также важны изолированные медные провода, которые бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем, он может быть разным: небольшим на 200 А или более крупным на 300 А или 500 А (используются для толстых электродов и больших токов). Для обычного (домашнего) применения удобнее 200 А. Есть разные виды держателей: один как пассатижи, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, вы можете согнуть его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Правильно подобранный электрод
Сварочный электрод состоит из металлического стержня и электродного покрытия. Металлический стержень электрода должен быть схожим по химическому составу с металлом свариваемых деталей. Выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
| Толщина металла, мм | Диаметр электрода, мм |
| 2 — 3 | 1,6; 2,0 |
| 3 — 5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
| 5 — 8 | 3,0; 3,2; 4,0; 5,0 |
Выбираем сварочный ток
Сварочный ток выбираем в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия. Рекомендуются следующие соотношения:
| Диаметр электрода, мм | Сварочный ток, А |
| 1,6 | 35 — 60 |
| 2,0 | 30 — 80 |
| 2,5 | 50 — 110 |
| 3,0 | 70 — 130 |
| 3,2 | 80 — 140 |
| 4,0 | 110 — 170 |
| 5,0 | 150 — 220 |
| 2,5 | 50 — 110 |
При подборе источника тока в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножаем на 35-40 А сварочного тока. Пример: диаметр электрода 3 мм.
3 х (35..40) = 105..120 А, таким образом источник должен иметь максимальный ток не менее 120 А.
Важно: для сварки вертикальных и потолочных швов силу тока уменьшают на 10-20 %.
Начинаем сварку
Сварочные электроды покрыты флюсом, он делает возможным весь процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, обеспечивая дополнительную защиту металла от воздуха.
Перед началом сварки убедитесь, чтобы все для нее готово. Примите удобное положение, возьмите держак обеими руками и обопритесь о стол максимально устойчиво. Теперь можете начинать процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась.
Для начала, нужно зажечь дугу. Для этого есть два способа:
- электрод подводят перпендикулярно к месту начала сварки и после сравнительно легкого прикосновения к изделию отводится вверх. Этот способ называется «зажигание дуги касанием».
- второй способ напоминает процесс зажигания спички и называется «зажигание дуги чирканьем».
При сварке не смотрите на свет, а дальше дымящихся искр, необходимо сфокусироваться на расплавленной ванне за электродом. Держак удобнее брать так, чтобы его рычаг был под большим пальцем (это пригодиться при извлечении электрода).
При сварке держите электрод над металлом. Это называется дуговой промежуток. Старайтесь поддерживать его по мере выгорания электрода и одновременно перемещайте его по горизонтали. Если электрод прилипает, качните его из стороны в сторону и снова зажгите дугу. Добейтесь навыка получения устойчивой дуги при расстоянии 3-5 мм между электродом и деталью. Чем лучше вы управляете длиной дуги, тем лучше будет сварка!
Формирование шва. Дефекты сварных швов
При сварке, смотрите по сторонам шва, он должен быть на уровне металла. Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигаясь вбок, смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. Каждый раз, когда вы меняете направление, нужно понимать, что расплавленная ванна следует за теплом.
При движении ванны поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, остаются подрезы (пустые места, канавки на краю шва, ниже уровня металла). Этого можно избежать, контролируя внешние границы, наблюдая за ванной и утоньшая ее на поверхности. Если электрод держать более вертикально шов будет менее выпуклым. И наоборот, чем больше его наклон, тем выпуклее будет шов.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад, поэтому используются разные углы наклона электрода электрода. В начале мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
Управление процессом сварки
Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. При малом токе основной металл не прогреется и сварочная ванна будет «бежать» за электродом. Если ток слишком большой, то основной металл будет слишком горячий, дуга будет проникать вглубь и отталкивать металл назад. Когда ток нормальный, ванна растекается и внешние края тонкие, мы можем расширять ванну, можем двигать ее движением электрода и контролировать сварочный процесс.
Сварка покрытым электродом зависит от температуры основного металла, поэтому нельзя говорить о токе без учета скорости сварки. При быстром движении электрода меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаться медленнее, тепла поступит больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не прогреется, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывется и станет трудноуправляемой, когда же скорость перемещения соответствует току, ванна растекается, но остается управляемой, оставляя тонкие края и шов одинаковый толщины.
Когда вы научитесь управлять электродом, вы можете поставить чуть больший ток и увеличить скорость сварки. Больший ток обеспечивает лучшее проплавление и более гладкий шов в итоге, но в этом случае труднее контролировать ванну.
При окончании шва надо наплавить чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
Можно ли варить под дождём, и чем это грозит?
Можно ли варить под дождём, и чем это грозит?Иногда случаются разные ситуации, когда необходимо варить под дождём. Сварочные работы на открытом воздухе, да ещё и в мокрую погоду, всегда имеют риск повышенной опасности.
И, тем не менее, многие как варили, так и варят под дождём. Что следует при этом учитывать? Можно ли вообще, варить под дождём, и чем это опасно?
Можно ли варить под дождём?
Если вы неопытный специалист, то варить под дождём не рекомендуется. Основная цель сварки — это получить крепкую и надежную металлоконструкцию, а не удар током. Даже мокрая обувь может стать причиной поражения электрическим током от сварки, не говоря уже о дожде, который, так или иначе, попадёт на сварочное оборудование и инвентарь.
Поэтому, отвечая на вопрос, можно смело утверждать, что нет, варить под дождём, строго не рекомендуется. Другое дело это использовать различные защищающие конструкции, но и в этом деле нужен опыт и знания. В противном случае можно подставить под угрозу не только свою жизнь, но и жизнь окружающих вас людей.
Требования к сварке во время дождя
Во-первых, сварочное оборудование должно быть надежно защищено от прямых потоков дождя. Также, варить нужно под тентами или навесами, чтобы в место проведения сварочных работ не попадала влага.
Тело и руки сварщика во время сварки под дождём должны быть надежно защищены специальной одеждой. Такая спецодежда не промокает, что очень важно. То же самое касается и обуви сварщика, это должны быть прочные, надежные, а главное — непромокаемые сапоги.
Сварочный аппарат должен быть заземлён. Вообще, во время дождя лучше отдать предпочтение не дуговой сварке, а плазменной. Именно плазменная сварка идеально подходит для работ во время непогоды. Бояться в данном случае нечего, в том числе и удара током.
Кроме того, важно знать, что большое количество влаги в воздухе во время дождя, отрицательным образом сказывается на качестве получаемого соединения. Сварочные швы, которые были сварены во время дождя, будут иметь большое количество различных дефектов, а об их прочности и надежности, речи идти не может.
Техника безопасности при сварке в непогоду
Во избежание проблем при сварке во время дождя, не рекомендуется отступать от следующих правил:
- Сварочное оборудование должно быть полностью исправно. В особенности это касается кабелей и проводов. Они должны быть в целой изоляционной оболочке, не порванными и без скруток.
- Наличие специальной одежды у сварщика, которая защищала бы его от дождя.
- Обязательно нужно предусмотреть защиту сварочного оборудования от попадания прямых потоков дождя. Также важно защитить сварочный аппарат от больших колебаний температуры.
В большинстве случаев, лучше вообще отказаться от идеи сварки под дождём. Никакой сварочный шов не стоит потери здоровья. Всегда помните об этом и соблюдайте технику безопасности при сварке. В любом случае, надеемся, что данные советы, которые были приведены в данной статье, помогут вам уберечься, во время сварки в непогоду.
Поделиться в соцсетях
«Мой первый урок по сварке» С чего начать? | Сергей Gofman
Приветствую вас, Друзья на своём канале.
Сегодня технология «сварка» «электросварка» проста, любому человеку доступна, тот, кто хочет научиться использовать сварку, тот научиться, если будет желание!.
Давайте попробуем изучить тему?
- Тема: С чего начать?
Для аккуратного выполнения сварочных работ требуется усидчивость, большое терпение и, конечно, ответственный подход со стороны сварщика.
Это я 😎Это я 😎
Уроки сварки должны проходить в специализированных учебных заведений, где студенты описывают всю технологическую часть и проводят практические задания.
Сварной обязательно должен очень хорошо разобраться в технологии выполнения дуговой сварке, чтобы надёжный получился шов, а также прочный нужно будет соблюдать несколько условий.
- Сварка для новичков в первую очередь должна начинаться с техники безопасности.
- Оптическая безопасность
Во время горения сварочной дуги образуется мощный ярчайший свет, который не виден глазу, так-как называемых ультрафиолетвых и инфокрасных лучей.
Вот прежде чем начинать сварочные работы, необходимо о защите глаз, и одеть сварочную маску.
Фильтр маски подбирается в зависимости от того, какой величины будут сварочные работы.
Например: Просто приварить делать к другой детали, или же резка металла на повышенных токах.Кроме того, сваривать металл намного проще, когда чётко и понятно видно сварочную ванну.
Кроме того, сваривать металл намного проще, когда чётко и понятно видно сварочную ванну.
Защита тела.
Чтобы избежать ожиги рук и всего тела от ультрафиолетвых излучения, а также самой сварки. Нужно пользоваться защитной одеждой, а именно: сварочная роба, сварочные краги, обувь для сварочных работ.
Сварочная роба, Керзаки, и крагиСварочная роба, Керзаки, и краги
Обучение сварки.
Обучение сварки начинается с азов.
Чтобы разобраться сварочным аппаратом, необходимо изучать его принцип работы.
Существуют источники питания переменного и постоянного тока.
Вторым видом пользуются сварщики.
В сварочном аппарате если два отвода, которые имеют разную полярность (+ плюс — минус).
От, того какая полярность будет выбрана для сварочного металла , зависит вся дальнейшяя работа.
Существует две полярность: Прямая и обратная.
В чем разница?В чем разница?
В кратере сварочной ванны, и кончике электрода возникает две области, которые называются катодным и анодным пятном.
При сварки анодное пятно возникает на плюсе, а катодное на минусе. В области анодного пятна выделяется больше тепла (до 3900 С), чем на катодном (3200 С). То есть при сварки постоянным током прямой полярности большее количество тепла выделяется на металле, что приводит более глубокому провару сварочного шва.
Вот значит обратную полярность используют для таких вот сталей как: тонколистовых, легко плавких, а также металлов очень чувствительных к перегреву легирующих элементов, ну также можно добавить высокоуглиродистых и нержавеющих сталей.
Сварочные работы.
Ну вот настало время начать сварочные работы.
Перед началом работы нужно будет сделать зажим (заземления) на металле, которую необходимо сварить.
Сварной смотрит на сварочный аппарат.
Теперь необходимо выставить ток нужной величины. Выбранный сварочный ток на прямую зависит от диаметра выбранного электрода.
Диаметр электрода зависит от толщены металла
А также от требуемых характеристик от сварного соединения.
Диаметр электрода от толщены металлаДиаметр электрода от толщены металла
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ.
Многие пугаются внешнего вида проделанной работы. Самое главное быть в расслабленном состоянии. Думаю о своём о чем-нибудь, а главное кисть расслабить. Вот вспоминаю, как учитель мою руку не мог сдвинуть сместа, чтобы показать мне как правильно вести. Вскоре сваривать металл будет на много проще, ведь каждая следующая работа будет на много лучше предыдущей.
Опыт приходит с годами.
Удачи вам!!!
Друзья, пожалуйста поставьте лайки и оставьте комментарий, а также подпишитесь на мой канал.
Урок технологии сварочных работ по теме «Сварочные соединения и швы»
Цели:
- Изучить виды сварных соединений и швов; систематизировать полученные знания.
- Воспитать трудолюбие, уважительного отношения к своей будущей профессии.
- Развить память, мышление, внимание.
Оборудование:
1. Авторская презентация.
2. Компьютер.
3. Экран.
4. Мультимедийная установка.
5. Раздаточный материал.
6. Образцы сварных соединений (стыковое,
нахлесточное, тавровое) и сварных швов (стыковое,
угловое).
7. Пластины размером 8х5 мм.
Ход урока
На экране авторская презентация.
Приложение 1
Слово учителя:
1.
“Волну встречают грудью корабли,
Гудят мосты под ветрами натружено,
Уходят в космос спутники Земли…
И всюду, сварщик, есть твой труд!
Заслуженно
Гордишься ты профессией своей
И, если надо, не считаясь с отдыхом,
Творишь ты мир и счастье для людей
Горячим сердцем, сварки жарким сполохом”
От качества соединений зависит успех дела и технический прогресс.
Создавая новое или укрепляя действующее, человек всегда стремился соединить различные детали. Одним из уникальных способов соединения материалов является сварка.
В настоящее время ручная дуговая сварка является самым распространенным способом получения сварных соединений и швов. Кромки свариваемого изделия и присадочный металл расплавляются сварочной дугой, горящей между покрытым электродом и изделием. Сварной шов образуется за счет расплавленного расплавления металла свариваемых кромок и плавления стержня сварочного электрода.
Основными видами ручной дуговой сварки являются:
— Механизированная дуговая сварка плавящимся электродом в защитном газе. Кромки свариваемого изделия расплавляются дугой, горящей между изделием и плавящейся электродной проволокой, непрерывно поступающей в дугу и служащей одновременно присадочным материалом. Дуга расплавляет проволоку и кромки изделия, образуя сварочную ванну. Дуга, металл сварочной ванны, плавящийся электрод и кристаллизующийся шов защищены от воздействия воздуха газом, подаваемым в зону сварки горелкой. По мере перемещения дуги сварочная ванна кристаллизуется, образуя, сварной шов.
— Ручная дуговая сварка неплавящимся электродом в защитных газах. Кромки свариваемого изделия и присадочного металла расплавляются дугой горящей между неплавящимся электродом и изделием. Дуга, сварочная ванна, торец присадочной проволоки, и кристаллизующийся шов защищены от воздействия воздуха газом, подаваемым в зону сварки горелкой.
2. Сварные соединения.
У учеников на столе лежат образцы сварных соединений и раздаточный материал.
Приложение 2
Слово учителя:
Сварное соединение – неразъемное соединение элементов, выполненное при помощи сварки. Стыковое соединение – сварное соединение двух плоских или трубных элементов, примыкающих друг к другу торцевыми поверхностями.
Нахлесточное соединение – сварное соединение, в котором свариваемые элементы расположены параллельно и частично перекрывают друг друга.
Торцовое соединение – сварное соединение, в
котором основные поверхности примыкают друг к
другу без перекрытия торцов.
Угловое соединение – сварное соединение дух
элементов, расположенных под углом друг к другу и
сваренных вместе примыкания краев.
Тавровое соединение – сварное соединение, в
котором торец одного элемента примыкает под
углом к основной поверхности другого элемента.
3. Практическая работа:
У учеников на столе лежат пластины. По заданию учителя они складывают пластины в соединения: стыковое, нахлесточное, тавровое.
4. Слово учителя:
Сварное соединение состоит из:
(образец сварного соединения)
— основного металла свариваемых между собой
деталей, который нагревается в процессе сварки
выше температуры 1000 С;
— околошовной зоны, представляющей собой
основной металл свариваемых деталей, которые
нагреваются в процессе сварки свыше 1000 С,
но не ниже температуры плавления;
— сварного шва, представляющего собой литой сплав
основного и присадочного металла.
5. Сварные швы.
На экране авторская презентация.
Приложение 1
Слово учителя:
Приложение 3
В зависимости от типа сварного соединения, различают стыковые и угловые сварные швы
Стыковой шов – сварной шов стыкового соединения плоских или трубных элементов
Приложение 4
Характеризуется :
— шириной шва,
— высотой усиления,
— глубиной провара.
Угловой шов – сварной шов углового, нахлесточного и таврового соединения.
Характеризуется:
— катетами,
— высотой шва.
По пространственному расположению сварные швы различают: в нижнем, в вертикальном, горизонтальном, в потолочном расположении сварного шва и в положении “в лодочку”.
Учитель показывает на образцах сварных швов.
6. Практическая работа: ученики складывают по заданию учителя из пластин сварные соединения: стыковое, нахлесточное, тавровое и поочередно устанавливают в нижнее положение сварного шва, вертикальное, горизонтальное и потолочное.
Сварные швы по выполнению:
Приложение 1
Односторонний сварной шов, выполненный с одной
стороны, и двусторонний сварной шов, выполненный
с двух сторон.
Многослойный сварной шов: сварной шов,
поперечное сечение которого заварено не менее
чем за два слоя.
7. Повторение и закрепление пройденного материала.
Вопросы для учащихся:
- Назовите виды сварных соединений.
- Назовите два основных вида сварных швов.
- Назовите сварные швы, выполненные в пространственном расположении шва.
- Какие бывают сварные швы по внешнему виду?
- По протяженности сварные швы бывают?
- По выполнению сварные швы бывают?
- Какие сварные швы по числу слоев и проходов, вы узнали?
8. Практическая работа:
На компьютере с помощью универсальной программы оболочки “Hot Potatoes” решить кроссворд “Сварные швы”. Приложение 5
9. Подведение итогов:
Учитывая работу учеников, выставляются отметки.
Сварка: ARC — Forsyth Tech
Сварка: ARC
Это односеместровый курс, предназначенный для обучения студентов основным принципам дуговой сварки. Студенты будут работать на сварочных аппаратах трансформаторного типа AC-DC. Исследования будут включать диапазоны нагрева, полярность и использование сварочных электродов с флюсовым покрытием. Сварка будет выполняться на низкоуглеродистой стали в плоском, горизонтальном и вертикальном положениях. При использовании инструментов и оборудования на протяжении всего курса особое внимание уделяется безопасности.Требуются защитные очки.
Свяжитесь с Майклом Глонцем по телефону 336-757-3701 или [email protected] , чтобы узнать, соответствуете ли вы требованиям, и запланировать ориентацию на стипендию. Или заполните и отправьте форму ниже.
Описание занятия
Предполагается, что сварщик произведет следующие ремонтные работы:
- Ремонт и установка трубопроводных систем
- Ремонт механических систем
- Ремонт и строительство различных металлоконструкций
Дополнительная информация
Экономическое развитие трудовых ресурсов: Технические стандарты сварки
Вакансии
Сварщиков нанимают сварочные подрядчики, ремонтные предприятия, больницы, фабрики и другие обслуживающие компании.
Профессиональный прогноз
Цели обучения
Основные темы:
- Принципы дуговой сварки
- Аппарат для сварки трансформаторов постоянного и переменного тока
- Диапазон нагрева и полярность, необходимые для сварки различных металлов
- Типы сварочных стержней, применяемые для каждого свариваемого материала
- Сварочные позиции; потолочные, горизонтальные, вертикальные
- Безопасность магазина
Посредством лекций в аудитории и практических занятий в лаборатории студент узнает о безопасном и практическом применении дуговой сварки.Учебные занятия проводятся в лаборатории / классе по сварке технических навыков. Лаборатория оснащена необходимыми принадлежностями и инструментами для преподавания этого курса и ознакомления студентов с принципами дуговой сварки.
Рекомендуемые курсы и навыки
Предварительных условий нет, но очень важна сильная механическая способность.
Полезные личные качества
Должен уметь работать в команде, быть организованным, ориентированным на детали и решать проблемы.
Расписание курсов
| Даты | дней | раз | Местоположение | Стоимость | Единицы | Код курса |
|---|---|---|---|---|---|---|
| 10.01.2022 — 09.05.2022 | Пн, Ср | 18:00 — 21:00 | GWIL Goodwill Industries 011 | 230 долларов.00 | 10,20 | 148805 |
Контактная информация по программе
Для получения дополнительной информации обратитесь в службу поддержки клиентов по телефону 336.734.7023.
Сварочное оборудование | HCC
Что такое сварочная техника?
Программа сваркиHCC позволяет работать с самыми современными инструментами и станками. чтобы вы могли продолжить свое образование.Вы свариваете различные металлы, например низкоуглеродистая сталь, алюминий, чугун и нержавеющая сталь. Вы также узнаете:
- Электродуговая сварка.
- Ацетиленовая газовая сварка и резка.
- Сварка металлов в инертном газе (МИГ).
- Сварка вольфрамом в среде инертного газа (TIG).
- Чтение чертежей.
- Сварка металлов из низкоуглеродистой стали, алюминия, чугуна и нержавеющей стали.
- Работа пил, сверлильных станков, шлифовальных станков, механических ножниц, металлических тормозов и валков, и множество других ручных инструментов.
Какой у меня выбор карьеры?
Большинство сварщиков работают в обрабатывающих отраслях.Остальные работают в строительстве фирмы и предприятия, оказывающие различные ремонтные услуги. Опытный сварщик может получить квалификацию как техник, супервайзер, инспектор или как владелец сварочного бизнеса. Проверенный сварщики — одни из самых высокооплачиваемых специалистов из всех профессий.
Ознакомьтесь с некоторыми из наших выпускников IMT и FAME, когда они применяют свое производственное образование работа в местной промышленности в этом видео от Henderson Economic Development!
Какие у меня варианты степени, диплома или сертификата?
- Аппарат для дуговой сварки
- AWS Национальный стандарт навыков, уровень I
- Аппарат для газовой дуговой сварки металлов
- Аппарат для газовой вольфрамовой дуговой сварки
- Сварщик трубопроводов
- Сварщик производственной линии
- Аппарат для дуговой сварки экранированных металлов
- Сварщик прихваток
Дополнительная информация
Продолжительность программы
Вы можете получить степень младшего специалиста по прикладным наукам за два года, если будете работать на полную ставку. положение дел.
Эту информацию не следует рассматривать как замену Каталога KCTCS. Вы всегда должны выбирать классы в сотрудничестве со своим консультантом факультета, чтобы гарантировать что вы соответствуете всем требованиям к ученой степени.
Академические планы
Заявление на получение сертификата, диплома или степени (.doc)
Двухлетний график
Сколько часов для занятий в классе / онлайн?
AWS National Skills Standards Level I : 33–34 из * требуемых 33–34 кредитных часа — это обучение в классе / лаборатории.
Сварщик прихваток : 10 из * требуемых 10 кредитных часов — это обучение в классе / лаборатории.
Сварщик производственной линии : 19-20 из * необходимых 19-20 кредитных часов — это обучение в классе / лаборатории.
Дуговый сварщик : 24-25 * требуемых 24-25 кредитных часов — это обучение в классе / лаборатории.
Дуговая сварка экранированного металла : 17-18 из * требуемых 17-18 кредитных часов — это обучение в классе / лаборатории.
Газовая дуговая сварка металлов : 17-18 из * требуемых 17-18 кредитных часов — это обучение в классе / лаборатории.
Газовая вольфрамо-дуговая сварка : 17-18 из * требуемых 17-18 кредитных часов — это обучение в классе / лаборатории.
* не включает курсы кредитных часов <100 уровней
Сварочные курсы
Диплом
Сварочная техника
Сертификаты
Сварка 108
Ацетилено-дуговая сварка
Ранее: Сварка 008, Ацетилено-дуговая сварка
Шт. : 3.0
Часы занятий: Лекций 16, лабораторий 96.
Технические знания и базовые навыки, необходимые для профессиональных процессов и применений кислородно-ацетиленовой и дуговой сварки. Студенты должны предоставить средства защиты. (То же, что и Automotive Technology 108 и Diesel 108). CSU
Сварка 125A
Промежуточная дуговая сварка Уровень I
Ранее: Сварка 025A, промежуточная дуговая сварка, уровень I
Шт. : 3.0
Часы работы: Лекций 16, Всего лабораторий 96.
Предварительное условие : Сварка 108 с минимальной оценкой C.
Этот курс разработан для улучшения ранее приобретенных студентами навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом E-7018 (SMAW).CSU
Сварка 125B
Промежуточная дуговая сварка Уровень II
Ранее: Сварка 025B, промежуточная дуговая сварка, уровень II
Шт. : 3,0
Часы занятий : 16 лекций, 96 Всего лабораторий.
Пререквизиты: Сварка 108 и Сварка 125A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по навыкам дуговой сварки, проводимого инструктором по сварке SAC.
Этот курс предназначен для улучшения ранее полученных студентом навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Студент знакомится с приготовлением 1-дюймовой пластины. Этот курс познакомит студентов с лицензионным классом D1.1. правила и положения Департамента строительства и безопасности города Лос-Анджелес. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом E-7018 (SMAW).
Сварка 129A
Дуговая сварка Advanced, уровень I
Ранее: Welding 029A, Advanced Arc Welding Level I
Шт. : 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительное завершение квалификационного экзамена по дуговой сварке
Этот курс разработан, чтобы помочь студентам улучшить ранее приобретенные навыки дуговой сварки и подготовить их к сдаче сертификационного экзамена по сварке.Обеспечивает передовые навыки манипуляции и технические знания, необходимые для прохождения испытания на изгиб пластин с направляющими диаметром 1 дюйм, необходимого для сертификации конструкционной стали. CSU
Сварка 129B
Продвинутый уровень дуговой сварки II
Ранее: Welding 029B, Advanced Arc Welding Level II
Шт. : 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 129A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.
Этот курс разработан для развития ранее приобретенных студентами навыков дуговой сварки и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки защищенным металлом (SMAW) E-7018 в соответствии с правилами и положениями D1 Американского общества сварки.1 Кодовая книга. CSU
Сварка 129C
Продвинутый уровень дуговой сварки III
Ранее: Welding 029C, Advanced Arc Welding Level III
Шт. : 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 129B с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.Этот курс предназначен для улучшения и овладения студентами ранее приобретенных навыков дуговой сварки до продвинутого уровня и подготовки студента к сдаче сертификационного экзамена по сварке. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием процесса дуговой сварки экранированным металлом E-7018 в соответствии с правилами и положениями Американского общества сварки. На этом уровне учащиеся сдают сертификационный тест D1.1. CSU
Сварка 129D
Продвинутый уровень дуговой сварки IV
Ранее: Сварка 029D, расширенный уровень дуговой сварки IV
Шт. : 3.0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 129C с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.
Этот курс предоставляет инструкции первого уровня по принципам, оборудованию, методам сварки, режиму операций и безопасности дуговой сварки порошковой проволокой (FCAW), используемой для конструкционной стали. Он также призван улучшить ранее полученные студентом навыки дуговой сварки и подготовить его к сдаче сертификационного экзамена по сварке D1.1. Особое внимание уделяется сварке в вертикальном и верхнем положении, а также подготовке испытательных пластин (сталь 1 дюйм) с использованием проволоки FCAW 2/32 (дуговая сварка под флюсом). CSU
Сварка 139A
Сварка в среде инертного газа, уровень I
Ранее: Сварка 039A, Сварка в инертном газе, уровень I
Шт. : 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Предварительные требования : Сварка 108 с минимальным баллом C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.
Этот курс познакомит студентов с дуговой сваркой вольфрамовым электродом (GTAW) и сваркой в среде инертного газа (MIG) алюминия, низкоуглеродистой и нержавеющей стали. CSU
Сварка 139B
Сварка в среде инертного газа, уровень II
Ранее: Сварка 039B, сварка в инертном газе, уровень II
Шт. : 3.0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 139A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по сварке в инертном газе, проводимого инструктором по сварке SAC. Этот курс предназначен для развития у студентов навыков дуговой сварки вольфрамовым электродом (GTAW) и сварки в среде инертного газа (MIG). Особый упор сделан на горизонтальное положение алюминия, низкоуглеродистой и нержавеющей стали.CSU
Сварка 139C
Сварка в среде инертного газа Уровень III
Ранее: Сварка 039C, сварка в инертном газе, уровень III
Шт. : 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 139B с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по сварке в инертном газе, проводимого инструктором по сварке SAC.
Это продвинутый курс по сварке с использованием процесса газовой вольфрамовой дуговой сварки (GTAW). Этот курс предназначен для того, чтобы дать студентам навыки, необходимые для прохождения сертификационного экзамена по сварочным процессам GTAW и MIG. Студент должен освоить горизонтальное и вертикальное положение при сварке вверх. CSU
Сварка 140A
Сварка Сертификация Уровень подготовки I
Ранее: Сварка 040A, сертификация по сварке, уровень I
Шт. : 3.0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.Это продвинутый курс, который будет включать лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в защитном металлическом корпусе (SMAW), а также дуговой сварки под флюсом
(FCAW).Студент сосредоточится на сварке в вертикальном положении и над головой, а также на подготовке испытательных пластин. CSU
Сварка 140B
Сертификация по сварке Уровень II
Ранее: Сварка 040B, сертификация по сварке, уровень II
Шт. : 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 140A с минимальной оценкой C или удовлетворительное завершение квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.Это продвинутый курс, в рамках которого будут проводиться лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в экранированном металле
(SMAW), а также дуговой сварки под давлением порошковой проволоки (FCAW) в вертикальном и потолочном положениях.Студент сосредоточится на сварке с использованием SMAW, FCAW и сварки труб в положениях 1G и 2G с использованием электрода E6010. CSU
Сварка 140C
Сварка Сертификация Уровень подготовки III
Ранее: Сварка 040C, Сертификация сварщика, уровень III
Шт. : 3.0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 140B с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.Это продвинутый курс, в рамках которого будут проводиться лекции и практические занятия по сварке в различных областях сертификации с использованием дуговой сварки в экранированном металле
(SMAW), а также дуговой сварки под давлением порошковой проволоки (FCAW) в вертикальном и потолочном положениях.Студент сосредоточится на сварке с использованием SMAW, FCAW и сварки труб в положениях 5G и 6G с использованием электрода E6010. CSU
Сварка 141A
Сертификационный экзамен по сварке Уровень подготовки I
Ранее: Сварка 041A, подготовка к экзамену по сварке, уровень I
Шт. : 3.0
Часы занятий: 48 Всего лекций.
Пререквизиты: Сварка 108 с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке, проводимого инструктором по сварке SAC.
Этот практический курс предназначен для продвинутых студентов-сварщиков. Инструкция будет охватывать дизайн, предварительно прошедшую квалификацию основу / материал наполнителя, процедуры / квалификацию сварщика, основы изготовления и испытания, как указано Американским сварочным обществом (AWS) D1.1. Спецификации структурного кодекса, ведущие к получению сертификатов сварочных работ в Лос-Анджелесе или AWS. CSU
Сварка 141B
Сертификационный экзамен по сварке Уровень подготовки II
Ранее: Сварка 041B, Подготовка к экзамену по сварке, уровень II Единица (и): 3,0
Часы занятий: 48 Всего лекций.
Пререквизиты: Сварка 141A с минимальной оценкой C.
Этот курс предназначен для продвинутых студентов, изучающих сварку. Инструктор расскажет о предварительно прошедших квалификацию материалах основы / наполнителя, процедуре / квалификации сварщика и испытаниях в соответствии с требованиями Американского общества сварщиков (AWS). Спецификации структурного кодекса D1.1 приводят к получению сертификатов сварочных работ в Лос-Анджелесе или AWS. CSU
Welding 153A
Math / Blue Print Reading для сварщиков
Ранее: Welding 053, Math / Blue Print Reading для сварщиков
Шт. : 3.0
Часы занятий: Всего лекций 48.
Этот класс разработан, чтобы познакомить студентов-сварщиков с математикой и чертежами, а также их приложениями для сварщиков, связанных со сварочной отраслью. Упор будет сделан на практические проблемы математических (для сварщиков) измерений, приборов, площади, объема, дробей, десятичных знаков и метрической системы. Этот курс позволит студентам читать и интерпретировать заводские и полевые чертежи и печатные издания, относящиеся к сварочной промышленности.CSU
Сварка 153B
Math / Blue Print Reading для сварщиков
Шт. : 3,0
Часы занятий: Всего лекций 48.
Это продвинутый курс, разработанный, чтобы позволить студентам работать на более высоком уровне математики и чтения чертежей и их приложений для сварщиков, связанных с сварочной промышленностью.Акцент будет сделан на обыкновенные дроби, десятичные дроби, периметр квадратов, площади
треугольника, объемы, окружности окружностей и периметр. Студент сможет читать и интерпретировать заводские и полевые чертежи, а также печатные издания, относящиеся к сварочной промышленности. CSU
Сварка 154A
Начало работы с трубами
Ранее : Сварка 054A, основы трубопровода
Шт. : 3.0
Часы работы: Лекций 16, Всего лабораторий 96.
Необходимое условие: Сварка 125A с минимальным классом прочности C.
В отрасли сварки труб требуется более квалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на листе с использованием процесса дуговой сварки экранированного металла с использованием электродов E6010 и E7018.Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности. CSU
Сварка 154B
Сварка промежуточных труб
Ранее: Сварка 054B, Сварка промежуточных труб
Единица (и): 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Необходимое условие: Сварка 154A с минимальным классом прочности C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на трубе с использованием процесса дуговой сварки защищенного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности.Студенты познакомятся с технологией орбитальной сварки. CSU
Сварка 154C
Продвинутая сварка труб
Ранее: Welding 054C, Advanced Pipe Welding
Единица (и): 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Необходимое условие: Сварка 154B с минимальным классом прочности C.
В отрасли сварки труб требуется высококвалифицированный сварщик. Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться сварным швам с открытыми корневыми канавками на трубе с использованием процесса дуговой сварки экранированного металла с использованием электродов E6010 и E7018. Студенты изучат терминологию трубок и надлежащие практики, используемые в различных отраслях промышленности.Студенты установят и будут использовать аппарат орбитальной сварки. CSU
Сварка 155A
Начало изготовления металла
Шт. : 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 125A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке. Производителю в сварочной промышленности требуется высококвалифицированный сварщик / слесарь.
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться надлежащей эксплуатации торгового оборудования, сварке, подгонке, металлическим профилям и различным методам строительства и сборки.CSU
Сварка 155B
Производство промежуточных металлов
Единица (и): 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Пререквизиты: Сварка 155A с минимальной оценкой C или удовлетворительным завершением квалификационного экзамена по дуговой сварке.
Этот курс состоит из 112 часов обучения технике безопасности, подготовке, сварке, терминологии, чертежам и кодам. Особое внимание будет уделяться надлежащей эксплуатации торгового оборудования, сварке, подгонке, металлическим профилям и различным методам строительства и сборки. Например, аэрокосмический, военный или специальный инструмент, который может помочь в соблюдении жестких допусков, требуемых инженером. Студенты изучат терминологию изготовления и надлежащие методы, используемые в различных отраслях промышленности. Этот курс предназначен для адаптации и повышения квалификации в соответствии с отраслевыми стандартами, а также для развития производственных навыков в дополнение и для расширения навыков сварки.CSU
Сварка 156A
Начало роботизированной сварки
Ранее: Сварка 056A, Начало роботизированной сварки
Шт. : 3.0
C человек Часы работы: 32 Лекционных, 48 Лабораторных всего.
Предварительные требования: Сварка 108 с минимальной оценкой C. Одновременное зачисление на курс Сварка 157A. Этот курс представляет собой базовый курс программирования, который учит студентов, как безопасно управлять роботом с помощью правильного использования контроллера робота и обучающего подвесного устройства. Этот курс также знакомит студентов с процессом дуговой сварки металлов и порошковой проволоки.Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов, различным методам сварки, а также идентификации основного и наполняющего металла. Этот курс представляет собой введение в робототехнику / лазерную технику для начинающих. (То же, что и Engineering 156A). CSU
Сварка 156B
Роботизированная сварка промежуточного звена
Ранее: Сварка 056B, Роботизированная сварка промежуточного уровня
Единица (и): 3.0
Часы занятий: Всего 32 лекций, 48 лабораторий.
Предварительные требования: Сварка 156A и Сварка 157A с минимальным баллом C. Одновременное зачисление на курс Сварка 157B. Курс роботизированной сварки учит студентов, как безопасно манипулировать роботом с помощью правильного использования роботизированного контроллера и обучающего пульта. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Студенты смогут вводить сварочные процедуры, поворотные рамки, круговые перемещения, ткачество, команды копирования-удаления, шеститочечный инструментальный центр и другие действия, связанные с процессом роботизированной сварки. (То же, что и Engineering 156B). CSU
Сварка 156C
Продвинутая роботизированная сварка
Ранее: Welding 056C, Advanced Robotic Welding
Единица (и): 3.0
Часы занятий: Всего 32 лекций, 48 лабораторий.
Предварительные требования: Сварка 156B с минимальной оценкой C. Параллельная запись на курс Сварка 157C. Продвинутый курс роботизированной сварки учит студентов, как безопасно манипулировать роботом посредством правильного использования контроллера робота и обучающей подвески. Особое внимание уделяется безопасным методам эксплуатации, обращению со сжатыми газами и их хранению, принципам процесса, идентификации компонентов и процедурам сварки.Студенты смогут создавать программы по безопасности роботизированной сварки, управлению TPP, кадрам USER, скоординированному движению, TAST, TAST-RPM, регистрам положения и смещениям, касанию и считыванию, а также действиям, связанным с процессом роботизированной сварки. (То же, что и Engineering 15). CSU
Сварка 157A
Базовое программирование роботов
Единица (и): 3.0
Часы работы: Лекций 16, Всего лабораторий 96.
Необходимое условие: Сварка 108 с минимальным баллом C. Параллельное обучение по специальности Сварка 156A.Это базовый курс программирования, который учит студентов, как безопасно манипулировать промышленным роботом с помощью правильного использования контроллера.Темы включают безопасные методы работы, линейные перемещения, системы координат, обучение программированию с помощью подвесного пульта и интеграцию программного и аппаратного обеспечения. (То же, что и Engineering 157A). CSU
Сварка 157Б
Промежуточное программирование роботов
Единица (и): 3.0
Часы работы: Лекций 16, Всего лабораторий 96.
Предварительные требования: Сварка 156A и Сварка 157A с минимальной оценкой C. Одновременное зачисление на курс Сварка 156B. Этот курс представляет собой курс программирования, который учит студентов, как безопасно управлять промышленным роботом с помощью правильного использования контроллера. Темы включают безопасные методы работы, круговые движения, настройку робота, расширенное программирование и функции Teach Pendant, а также вспомогательное оборудование.(То же, что и Engineering 157B). CSU
Сварка 157C
Расширенное программирование роботов Сварка
Единица (и): 3,0
Часы работы: Лекций 16, Всего лабораторий 96.
Предварительные требования: Сварка 156B и Сварка 157B с минимальной оценкой C. Одновременное зачисление на Сварку 156C.
Это продвинутый курс программирования, который учит студентов, как безопасно управлять промышленным роботом посредством правильного использования контроллера. Темы включают безопасные методы работы, логические команды и системы координат, расширенное программирование Teach Pendant, сетевая интеграция, моделирование и интеграция программного и аппаратного обеспечения.(То же, что и Engineering 157C). CSU
Сварка 160
Введение в валидацию и проверку процесса лазерной сварки: уровень 1
Единица (и): 3.0
Часы работы: 18 лекций, 108 Всего лабораторий.
Этот курс предназначен для ознакомления студентов с валидацией лазерной сварки и развитием производственных возможностей с использованием оборудования для волоконной лазерной сварки. CSU
Сварка 161
Планирование валидации и проверка процесса лазерной сварки: уровень 2
Единицы: 3.0
Часы работы: 18 лекций, 108 Всего лабораторий. Пререквизиты: Сварка 160 с минимальной оценкой C
Этот курс предназначен для ознакомления студентов с процессом лазерной сварки, ориентированным на три основных вида деятельности: план квалификации установки (IQ), план эксплуатационной квалификации (OQ) и план квалификации производительности (PQ). ) согласно MVP.CSU
Сварка 162
Проведение валидации и верификации процесса лазерной сварки: уровень 3
Единицы: 3,0
Часы занятий: 18 Лекций, 108 Всего лабораторий. Предварительные требования: Сварка 161 с минимальной оценкой C
Этот курс предназначен для выполнения действий по валидации процессов лазерной сварки, сфокусированных на трех основных направлениях: отчет о квалификации установки (IQ), отчет о квалификации эксплуатации (OQ) и отчет о квалификации производительности ( PQ) на MVP.CSU
Сварка
Возможно, вы слышали о недавнем партнерстве CSM с Earlbeck Gases and Technologies из Балтимора, и мы обновляем нашу учебную программу по сварке, описания курсов, номера курсов и названия курсов, чтобы отразить текущие стандарты сварочной отрасли.Ниже вы увидите более конкретную информацию о различных сварочных процессах и доступных сертификатах. Мы также будем предлагать испытания сварных швов в дополнение к нашим курсам сварки.
Завершители нашей вводной сварочной программы смогут приступить к сварке в качестве сварщика начального уровня, способного работать под руководством опытного сварщика.
CSM предлагает шесть направлений, чтобы стать сертифицированным сварщиком: сертифицированный аппарат для дуговой сварки экранированного металла (SMAW), сертифицированный аппарат для дуговой сварки экранированных металлических труб, сертифицированный сварщик газовой дуговой сварки (GMAW), сертифицированный сварщик газовой дуговой сварки труб, сертифицированный сварщик газовой вольфрамовой дуговой сварки (GTAW ) и сертифицированный сварщик газо-вольфрамовой дуговой сварки.
Свидетельства об обучении персонала
Сертифицированный аппарат для дуговой сварки экранированного металла
Чтобы получить Сертификат обучения персонала для Сертифицированный аппарат для дуговой сварки экранированного металла , вы должны заполнить:
- TEC-5010 Основы сварки
- TEC-5040 Промежуточная дуговая сварка защищенного металла
Сертифицированный аппарат для дуговой сварки экранированных металлических труб
Чтобы получить Сертификат обучения персонала для сертифицированного сварщика экранированных металлических труб , необходимо заполнить:
- TEC-5010 Основы сварки
- TEC-5040 Промежуточная дуговая сварка защищенного металла
- TEC-6000 Усовершенствованная система дуговой сварки экранированных металлических труб
Сертифицированный аппарат для газовой дуговой сварки металлов
Чтобы получить Сертификат обучения персонала для Сертифицированный аппарат для газовой дуговой сварки , вы должны заполнить:
- TEC-5010 Основы сварки
- TEC-5060 Промежуточная газовая дуговая сварка металла
Сертифицированный аппарат для газовой дуговой сварки металлических труб
Чтобы получить Сертификат обучения персонала для сертифицированного сварщика газовых металлических труб , необходимо заполнить:
- TEC-5010 Основы сварки
- TEC-5060 Промежуточная газовая дуговая сварка металла
- TEC-6100 Современная газовая дуговая сварка металлических труб
Сертифицированный аппарат для газовой вольфрамовой дуговой сварки
Чтобы получить Сертификат обучения персонала для сертифицированного газо-вольфрамового сварочного аппарата , необходимо заполнить:
- TEC-5010 Основы сварки
- TEC-5070 Промежуточная газовая дуговая сварка вольфрамом
Сертифицированный аппарат для газовой дуговой сварки вольфрамовых труб
Чтобы получить Сертификат обучения персонала для сертифицированного газо-вольфрамового сварочного аппарата , необходимо заполнить:
- TEC-5010 Основы сварки
- TEC-5070 Промежуточная газовая дуговая сварка вольфрамом
- TEC-6200 Современная дуговая сварка газо-вольфрамовых труб
Посмотрите наши курсы
TEC-5020 Сварка, это для вас?
В этом кратком и базовом введении в сварку студент изучит принципы безопасности при сварке, безопасную и правильную настройку и использование сварочного оборудования, а также использование надлежащих средств защиты (СИЗ) при сварке.Новички приобретут базовые техники процессов SMAW, GMAW и GTAW и будут практиковать каждый процесс под руководством сертифицированного инструктора. Будет предоставлено основное сварочное оборудование и инструменты.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Найдите TEC-5020
TEC-5010 Основы сварки
В рамках этого курса стажер осознает важность безопасности при сварке, пройдет тест AWS на безопасность при сварке и применит тренинг по технике безопасности к практической сварке в сварочной лаборатории.Стажеры смогут проанализировать конструкцию соединений и типы сварных швов, а также определить термины. Будут исследованы металлургические свойства, области сварного шва, сварочное напряжение, коррозионная стойкость и символы сварки. Стажеры получат краткий обзор кислородно-ацетиленовой сварки, пайки и резки. Также включен обзор неразрушающего контроля сварных швов. Стажеры выполнят безопасную настройку сварочного оборудования и отработают процессы SMAW, GMAW и GTAW. Предоставляется набор сварщика. Учебник включен.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Найдите TEC-5010
TEC-5040 Дуговая сварка промежуточного защищенного металла
Стажеры сварщиков будут повышать свои навыки в процессе SMAW.Во время обучения в классе и в лаборатории основное внимание при обучении уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной установке, использованию и уходу за сварочным оборудованием, а также умению обучаемого готовить материал и выполнять сварку угловых и канавок на сварных швах. углеродистая сталь с использованием электродов E7018 во всех положениях. Сварочная практика разработана в соответствии с требованиями Кодекса по сварке конструкций при вертикальных и потолочных испытаниях. После успешного прохождения курса тестовый образец сварки отправляется на сертификацию.Учебник включен.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Найдите TEC-5040
TEC-6000 Усовершенствованная сварка экранированных металлических труб для дуговой сварки
Стажеры-сварщики будут повышать и адаптировать свои навыки в области дуговой сварки экранированных металлов (SMAW) к сварке труб.Стажер будет обучен методам работы сертифицированного сварщика труб. Во время обучения в классе и в лаборатории основное внимание при обучении уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной установке, использованию и уходу за сварочным оборудованием, а также умению обучаемого готовить материал и выполнять правильные прихватки и окантовку перьев, наполнитель. металлические уголки и манипуляции по сварке открытых корневых труб. Обучение будет состоять из корневого прохода E6010 и горячего прохода с низким содержанием водорода E7018 и крышкой.Сварочная практика предназначена для сертификации в соответствии с ASME IX, Кодексом по котлам и сосудам высокого давления в позиции 6G для углеродистой стали. После успешного прохождения курса тестовый образец сварки отправляется на сертификацию. Учебник включен.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Найдите TEC-6000
TEC-5060 Промежуточная газовая дуговая сварка металла
Стажеры-сварщики будут повышать свои навыки в области дуговой сварки металлическим электродом в газе (GMAW) и дуговой сварки порошковой проволокой (FCAW).Во время обучения в классе и в лаборатории основное внимание при обучении уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной установке, использованию и уходу за сварочным оборудованием, а также умению обучаемого готовить материал и выполнять сварку угловых и канавок на сварных швах. углеродистая сталь во всех позициях. Сварочная практика разработана в соответствии с требованиями Кодекса по сварке листового металла и вертикальными и потолочными испытаниями по сварке конструкций. После успешного прохождения курса тестовый образец сварки отправляется на сертификацию.Учебник включен.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Найдите TEC-5060
TEC-6100 Современная газовая дуговая сварка металлических труб
В рамках этого продвинутого курса стажеры-сварщики будут совершенствовать и адаптировать свои процессы газовой дуговой сварки (GMAW) к сварке труб.Стажер будет обучен методам работы сертифицированного сварщика труб. Во время обучения в классе и в лаборатории основное внимание при обучении уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной установке, использованию и уходу за сварочным оборудованием, а также умению обучаемого готовить материал и выполнять правильные прихватки и окантовку перьев, наполнитель. металлические уголки и манипуляции по сварке открытых корневых труб. Обучение будет включать сварку труб из углеродистой стали с использованием процессов GMAW Short Circuit и FCAW (порошковая сварка).Сварка выполняется сплошной проволокой ER70S с переносом короткого замыкания GMAW вниз по корню валика с использованием порошковой проволоки E71T-1 горячего и заполняющего проходов, восходящей прогрессии. Сварочная практика предназначена для сертификации в соответствии с ASME IX, Кодексом по котлам и сосудам высокого давления в позиции 6G для углеродистой стали. После успешного прохождения курса тестовый образец сварки отправляется на сертификацию. Учебник включен.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Найдите TEC-6100
TEC-5070 Промежуточная газовая дуговая сварка вольфрамом
Стажеры-сварщики будут повышать свои навыки в области газо-вольфрамовой дуговой сварки (GTAW).Во время обучения в классе и в лаборатории особое внимание при обучении уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной установке, использованию и уходу за сварочным оборудованием, а также способности обучаемого готовить материал и выполнять плоское, горизонтальное и вертикальное скругление. и плоские швы с разделкой кромок на углеродистую сталь, нержавеющую сталь и алюминий. Сварочная практика разработана в соответствии со спецификацией AWS D17.1 для сварки плавлением в аэрокосмической отрасли. После успешного прохождения курса тестовый образец сварки отправляется на сертификацию.Учебник включен.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Найдите TEC-5070
TEC-6200 Современная дуговая сварка газо-вольфрамовых труб
В рамках этого продвинутого курса стажеры по сварке будут совершенствовать и адаптировать свои процессы газо-вольфрамовой дуговой сварки (GTAW) к сварке труб.Стажер будет обучен методам работы сертифицированного сварщика труб. Во время обучения в классе и в лаборатории основное внимание при обучении уделяется правильному использованию средств индивидуальной защиты (СИЗ), правильной и безопасной установке, использованию и уходу за сварочным оборудованием, а также умению обучаемого готовить материал и выполнять правильные прихватки и окантовку перьев, наполнитель. металлические уголки и манипуляции по сварке открытых корневых труб. Обучение будет включать сварку труб из углеродистой стали методом GTAW. Сварка выполняется сплошной проволокой из углеродистой стали ЭР70С в направлении вверх.Сварочная практика предназначена для сертификации в соответствии с ASME IX, Кодексом по котлам и сосудам высокого давления в позиции 6G для углеродистой стали. После успешного прохождения курса тестовый образец сварки отправляется на сертификацию. Учебник включен.
Зарегистрируйтесь сейчас
Поиск по номеру курса: Найдите TEC-6200
Сварка | Общественный колледж Чемекета
Chemeketa предлагает варианты получения степени и сертификата, которые помогут вам начать свою сварочную карьеру.
Возможная зарплата $ 30 000
Тем:Сделки
Навыки и интересы Решение проблем
Карьера и технологии
Почему выбирают сварочное производство?
Сварщик — это высокооплачиваемая карьера с множеством возможностей для изучения — ее можно делать даже под водой.Если вы готовы сделать долгую карьеру сварщика, Chemeketa — это то, что вам нужно.
Вы можете получить диплом Chemeketa по производству сварочных материалов всего за 21 месяц или получить 10-месячный сертификат с передовыми технологиями и инструкциями.
Некоторые варианты программы имеют ограничения на зачисление и крайние сроки подачи заявок. Когорты класса начинают каждую осень.
Что вы узнаете?
В дополнение к основам, ведущим к карьере, вы изучите расширенную дуговую сварку, сварку MIG и TIG; прецизионное измерение; чтение и зарисовка чертежей; производственные процессы; и металлургия.Программа Chemeketa включает в себя классные и лабораторные работы, а также совместную работу, которая принесет вам кредиты и деньги в колледже.
Что ты будешь делать?
Будучи студентом программы «Сварка», вы научитесь —
- Наладка и эксплуатация ручного и полуавтоматического сварочного и режущего оборудования, используемого в металлообрабатывающей промышленности
- Выполнение основных навыков компоновки и изготовления для производства сварных металлических деталей и изделий
- Чтение и интерпретация инженерных чертежей в соответствии со стандартами Американского общества сварки
- Использовать сварочные процессы и приложения
- Применять базовые знания металлургии к производственным процессам
- Выполнение основных настроек и операций на ручном обрабатывающем оборудовании
- Выполнение процедур планирования для ручных фрезерных и токарных операций
- Выбрать инструменты и оборудование для измерения, изготовления и проверки сварных конструкций
- Выбрать инструменты и оборудование для производства, измерения и проверки деталей для процессов ручного фрезерования и токарного станка
- Действовать как член команды и практиковать навыки, отражающие профессиональное и этическое поведение на рабочем месте
Выпускники со степенью сварщика или сертификатом могут в конечном итоге работать в области робототехники, автоспорта, военной поддержки, судостроения и ремонта, управления проектами, инспекций, инженерии, образования и продаж.
- ПРОВЕРКА УГОЛОВНОЙ ИНФОРМАЦИИ И ТЕСТИРОВАНИЕ НАРКОТИКОВ
Хотя программа Chemeketa не требует проверки биографических данных или тестирования на наркотики, вы можете узнать, как будущие работодатели могут использовать эти процедуры. Принятие вас на работу или повышение по службе может зависеть от информации, полученной при проверке биографических данных. Соискателей и действующих сотрудников, а также волонтеров могут попросить пройти проверку биографических данных.Для некоторых вакансий проверка требуется в соответствии с федеральными законами или законами штата. Текущий упор на безопасность и безопасность резко увеличил количество проводимых проверок данных о приеме на работу. Для получения дополнительной информации посетите сайт privacyrights.org.
Опции программы
- Ассоциированный специалист по сварочному производству со степенью доктора прикладных наук
Эта степень предназначена для тех, кто хочет получить технические знания и навыки, необходимые для работы в области сварки, производства и смежных профессий.Программа предлагает знания в области производства материалов, процессов и систем, включая работу с ножницами и листогибочными прессами, чтение чертежей, а также производственные чертежи и макеты.
См. Последовательность курсов для получения дополнительной информации.
Набор в эту программу ограничен, и есть ранний крайний срок подачи заявок.
- Свидетельство о завершении сварки
Этот сертификат подготовит вас к различным должностям в специализированных производственных и ремонтных мастерских.Выпускники могут найти работу сварщиками MIG, дуговой сваркой, кислородно-ацетиленовыми сварщиками, операторами полуавтоматического сварочного оборудования или сварщиками TIG.
См. Последовательность курса s для получения дополнительной информации.
Набор в эту программу ограничен, и есть ранний крайний срок подачи заявок.
- Свидетельство о карьере в области дуговой сварки
Сертификат «Дуговая сварка» сочетает в себе практическое обучение использованию сварочного оборудования SMAW с курсовыми работами, необходимыми для успеха в этой области.
Этот вариант программы полностью входит в программу получения степени AAS сварочного производства и может служить первым шагом на пути к получению степени.
Для получения дополнительной информации см. Последовательность курсов .
- Сертификат карьеры сварщика MIG
Сертификат MIG Welding сочетает в себе практическое обучение использованию сварочного оборудования GMAW с курсовыми работами, необходимыми для успеха в этой области.
Этот вариант программы полностью входит в программу получения степени AAS сварочного производства и может служить первым шагом на пути к получению степени.
Для получения дополнительной информации см. Последовательность курсов .
Открытые курсы по сварке: Зачет
- Предлагаются классы с открытой записью
Открытые классы не требуют подачи заявки и зачисления на сварочную программу.См. Описание курса для получения дополнительной информации.
* Доступность класса может быть изменена в связи с зачислением и расписанием.
WLD059 Поделки из железа
2 кредита
ПРЕДЛАГАЕМЫЕ: лето, осень, зимаWLD151 Базовая дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: осеньWLD152 Промежуточная дуговая сварка
5 кредитов
ПРЕДЛАГАЕТСЯ: зимаWLD153 Advanced Arc Welding
4 кредита
ПРЕДЛАГАЕТСЯ: пружинаWLD161 Basic MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: зимаWLD163 Advanced MIG Welding
3 кредита
ПРЕДЛАГАЕТСЯ: пружина - Расписание занятий с открытой записью на зимний период 2022 года
WLD152 Промежуточная дуговая сварка
CRN: 62332/62333 (Лекция / Лаборатория)
Понедельник и среда, 18–21: 50
Пятница, 18–18: 50
Кампус СалемаWLD161 Базовая сварка MIG
CRN: 64342/64343 (Лекция / Лаборатория)
Вторник, 18–21: 50
Четверг, 19–21: 50
Салемский кампус
Свободные классы сварщиков: Некредитные
- Предлагаемые классы без кредита
Если вы новичок в сварке или хотите улучшить свои навыки, у нас есть для вас занятия по сварке!
Приветствуются студенты всех уровней. Возраст от 16 лет и старше.
классов, предлагаемых каждый семестр ( при условии записи ). Классы встречаются одновременно.
Осень, зима, весна: суббота утром, с 9.00 до 12.00
Лето: вторник и четверг вечером, 18–21.00Пожалуйста, обратитесь к Список инструментов и шестерен ниже, чтобы узнать, какие инструменты требуются для каждого класса.
* Некредитные классы сварки не дают возможности проходить сертификационные испытания сварщика.Любые сертификационные испытания сварщиков AWS должны проводиться на частной испытательной базе.
Базовая дуговая сварка
Изучите основные принципы выполнения угловых сварных швов на низкоуглеродистой стали с использованием стандартных промышленных процедур, оборудования и электродов с использованием процесса дуговой сварки в защищенном металлическом корпусе (SMAW).Усовершенствованная дуговая сварка
Подготовка к сварке пластины или трубы в соответствии с процедурой кодового типа. Изучение ранее охваченных процедур сварки применительно к сварке больших толщин с соединениями с разделкой кромок.Основы кислородно-ацетиленовой сварки
Основы кислородно-ацетиленовой сварки, включая пайку и резку.Основная дуговая сварка металла (MIG)
Знакомит с основными навыками полуавтоматической сварки металлов в среде защитного газа (MIG). Охватывает принципы, связанные с оборудованием, материалами и процедурами. В типичных промышленных применениях используется сплошная проволока и проволока с флюсовым сердечником.Основы дуговой сварки вольфрамовым электродом (TIG)
Основы процессов сварки вольфрамовым электродом в среде инертного газа (TIG), настройки и применения оборудования, а также развитие навыков сварки в инертном газе.Включает сварку нержавеющей стали и алюминия. - График некредитных занятий зимой 2022 года
суббота, 9.00 — 12.00
8 января — 12 марта 2021 г.Базовая дуговая сварка
CRN: 63307
Идентификатор курса: XWLD9050A
Стоимость: 229 долларов СШАУсовершенствованная дуговая сварка
CRN: 63308
Идентификатор курса: XWLD9050B
Стоимость: 229 долларов СШАОсновная кислородно-ацетиленовая сварка
CRN: 63309
Идентификатор курса: XWLD9050C
Стоимость: 229 долларов СШАБазовая сварка MIG
CRN: 63310
Идентификатор курса: XWLD9050F
Стоимость: 229 долларов СШАБазовая сварка TIG
CRN: 63311
Идентификатор курса: XWLD9050G
Стоимость: 229 долларов США - Как записаться на занятия по некредитной сварке
* Допускается регистрация только для одного некредитного класса сварки за семестр.
Вариант 1: Интернет
Вариант 2: Регистрационная форма
- Запросить регистрационную форму по электронной почте
Платеж:
- Перечень инструментов и приспособлений для некредитных классов сварки
Все классы:
- Кожаные перчатки
- Кожаная обувь
- Бленда с линзой # 10 (ARC, MIG, TIG)
- Защитные очки
- Дополнительная пластиковая крышка линз
- Беруши (рекомендуется, но не обязательно)
- Что-то для заметок на
Классы ARC:
- Отбойный молоток
- Проволочная щетка
- (2) Тиски 11R
- Калибры угловых швов (* Advanced ARC только при необходимости)
Класс MIG:
- Tweco.Контактные наконечники 035 и 0,045 (только # 14, 14H или 14T)
- Проволочная щетка
- Кусачки
- (2) 11r тисковые захваты
Класс оксиацетилена:
- Очиститель наконечников
- Плоскогубцы
- Нападающий
- Очки / очки / маска для лица, оттенок 4 или 5
- Тиски
Класс TIG:
- 3/32 2% торированный (радиоактивный), церированный или лантанированный (нерадиоактивный) вольфрам
- 3/32 чистый вольфрам
- 3/32 цанги
- Цанговые патроны 3/32
- Задняя крышка
- Газовые стаканы
- Плоскогубцы
- 2 зубные щетки из нержавеющей стали
* Все детали резака должны подходить к горелке Weldcraft wp-20
Вопросы? Написать инструктору Терри[email protected]
Программы профессионального и технического образования
Эта программа доступна во всех кампусах.
Описание программы
Программа «Сварка» готовит студентов к работе в области сварки.Инструктаж предоставляется по различным процессам и технологиям сварки, включая кислородную резку, резку угольной дугой, дуговую сварку в защитных слоях металла, дуговую сварку вольфрамовым электродом вольфрамовым электродом, порошковую сварку, дуговую сварку металлическим электродом в газе, сварку труб, плазменную резку, чтение чертежей, обозначения сварных швов и стыков. После завершения этой программы студент овладеет навыками, определенными Американским обществом сварщиков (AWS), и будет готов к сдаче теста сварщика начального уровня AWS.
Выпускники этой программы работают в широком спектре отраслей, включая автомобилестроение и ремонт, химическую переработку, строительство, общее производство, горнодобывающую промышленность, добычу нефти и газа, техническое обслуживание заводов, сантехнику и сварку труб, строительство и ремонт железных дорог, судостроение. , и подводная сварка.
Студенты должны иметь средний балл 2,0 и пройти все необходимые курсы, чтобы закончить эту программу. Время завершения зависит от нагрузки курса, отмены курса и повторных курсов. Программа занимает примерно четыре семестра в зависимости от статуса очного (15+ часов в семестр).
Стоимость
Ориентировочная стоимость программы за семестр (может быть изменена) составляет 2402 доллара США (на основе самого высокого имеющегося сертификата).
Раскрытие информации о доходах
- Эта программа рассчитана на два года.
- Эта программа будет стоить 9608,00 долларов, если она будет завершена в обычное время. Могут быть дополнительные расходы на проживание. Эти расходы были точными на момент публикации, но могли измениться.
- Из студентов, завершивших эту программу в обычное время, типичный выпускник уходит с долгом в размере 4 060,02 доллара.
- В следующих штатах нет требований к лицензированию этой профессии: Луизиана
- Для получения дополнительной информации о процентных ставках выпускников, выплатах по ссуде и доходах после зачисления в это учебное заведение и другие высшие учебные заведения щелкните здесь: https: // collegegescorecard.ed.gov/
Полномочия и точки выхода
Полномочия и точки выхода для сварки перечислены ниже. Студенты, которые получают высшие сертификаты по этой программе (технический диплом), имеют возможность заканчивать каждый семестр с сертификатом компетентности.
ПОЛНОМОЧИЯ
TD — СВАРКА
ТОЧКИ ВЫХОДА
CTC — ТЕПЛОВЫЙ РЕЗАК
CTC — TACK WELDER / FITTER HELPER
CTS — WELDING I
CTS — WELDING II
CTS– ПРОИЗВОДСТВЕННАЯ ЛИНИЯ СВАРКА
CTS — ПРОИЗВОДСТВЕННАЯ ЛИНИЯ WELDER
ELDER GTA II
CTS — ARC — ARC WELDER-GMAW
CTS — ARC WELDER-FCAW
CTS — ARC WELDER-SMAW
Технический диплом (TD), Сертификат о техническом образовании (CTS), Карьерный и технический сертификат (CTC)
| Онлайн | Сварка | 650 | Сварка | 650100 | Что такое кислородная сварка? 100 | Этот класс описывает основные концепции кислородно-топливной сварки, включая то, какое оборудование и газы необходимы для сварки.Кроме того, в нем описаны различные другие процессы, для которых может использоваться кислородная горелка. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640010 | Основы безопасности при сварке 101 | Класс «Основы безопасности при сварке» дает широкий обзор вопросов безопасности при различных сварочных процессах.Курс описывает общие правила техники безопасности, такие как электробезопасность, пожарная безопасность, безопасность цилиндров и дыма, которым должны следовать сварщики. На занятии также представлен обзор организаций, устанавливающих правила, таких как OSHA и ANSI. Предотвращение несчастных случаев имеет решающее значение для любого сварщика или сварочной организации. Проблемы безопасности ставят под угрозу персонал, снижают качество и производительность и наносят ущерб деятельности любой организации. После прохождения курса «Основы безопасности при сварке» сварщики будут готовы соблюдать правила техники безопасности при сварке и будут проинформированы о стандартах безопасности, важных для сварочной отрасли, что позволит создать продуктивное рабочее место. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 650105 | Безопасность при кислородно-топливной сварке 105 | Этот класс охватывает основные процедуры безопасности при обращении с оборудованием для кислородной сварки, включая средства индивидуальной защиты, вентиляцию и пожарную безопасность. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640020 | СИЗ для сварки 111 | PPE for Welding знакомит с назначением и использованием средств индивидуальной защиты (PPE) для сварщиков.Опасности при сварке включают поражение электрическим током, воздействие дыма и газа, излучение дуги, а также пожар и взрыв. Сварщики чаще всего получают ожоги кожи или глаз. OSHA и ANSI издают стандарты для СИЗ. Во избежание травм сварщики должны носить соответствующие СИЗ, чтобы покрыть все открытые участки кожи, включая защитные очки или защитные очки, сварочный шлем, средства защиты органов слуха, сварочные перчатки и кожаные высокие ботинки. Сварочные СИЗ должны быть огнестойкими, защищать глаза от вредного света, удобно сидеть и обеспечивать адекватную защиту.Работодатели должны обучать сотрудников правильному использованию СИЗ и проводить оценку опасностей. Надлежащие СИЗ не только защищают работников от травм, но и помогают предотвратить снижение производительности из-за больничных часов и обеспечивают соответствие рабочих мест требованиям OSHA. После прохождения этого курса пользователи должны уметь описывать СИЗ, необходимые для безопасного выполнения сварочных работ. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640030 | Безопасность сварочных дымов и газов 121 | Класс «Безопасность сварочного дыма и газов» помогает учащимся понять опасность образования дыма и газов при сварке.Шлейф дыма, видимое облако дыма, поднимающегося из расплавленного металла, состоит из сложных оксидов металлов и частиц, образованных из расходуемого и основного металла. Защитные газы, используемые при сварке, также могут выделять потенциально вредные пары. Воздействие паров можно контролировать с помощью технических средств контроля, вентиляции, надлежащих средств индивидуальной защиты и соблюдения пределов воздействия, установленных OSHA или другими организациями. После прохождения этого курса ученик поймет потенциальную опасность сварочного дыма и газов, а также острые и хронические симптомы, которые могут развиться после чрезмерного воздействия.В этом классе обсуждается, как можно использовать методы рабочего места и технические средства контроля для контроля воздействия, помимо следующих допустимых пределов воздействия и использования респираторов с подачей воздуха, когда это необходимо. | Начинающий | Английский | (650115) Безопасность дуговой сварки 115 |
| Онлайн | Сварка | 650 | Сварка | 640040 | Электробезопасность при сварке 131 | «Электробезопасность при сварке» знакомит пользователей с опасностями, связанными с электричеством при дуговой сварке, и методами их снижения.Для дуговой сварки требуется электрическая цепь под напряжением, что представляет несколько потенциальных угроз безопасности. Электричество может вызвать ожоги, возгорание и поражение электрическим током. Существует два типа поражения электрическим током: удар первичным напряжением и удар вторичным напряжением. Чтобы предотвратить риски, связанные с электричеством, сварщики должны убедиться, что оборудование правильно установлено, заземлено и обслуживается. Сварщики также должны использовать необходимые СИЗ и изоляцию для предотвращения травм. После прохождения этого курса пользователи будут хорошо понимать основные опасности, связанные с электричеством, и меры предосторожности, которые минимизируют эти риски.Эти знания позволяют пользователям более безопасно и эффективно работать с электрооборудованием, которое требуется для всех процессов дуговой сварки. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640060 | Введение в сварку 141 | Введение в сварку знакомит с общими процессами сварки и материалами заготовок, а также типами соединений и сварных швов.В нем также обсуждается подготовка стыков, разрывы, технические требования к процедуре сварки, а также методы испытаний и контроля сварки. Этот класс дает базовые знания, необходимые для повышения квалификации любого сварщика. Эти знания являются основой, на которой строятся более полные и специфичные для процесса знания. | Начинающий | Английский | (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 640070 | Введение в сварочные процессы 151 | Введение в сварочные процессы содержит всесторонний обзор наиболее часто используемых сварочных процессов, включая дуговую сварку в среде защитного металла, дуговую сварку металлическим электродом в среде защитного газа, дуговую сварку порошковой проволокой, дуговую сварку вольфрамовым электродом в среде газа и кислородную сварку.Он также охватывает лазерную сварку и другие новые методы сварки. Кроме того, в нем обсуждается множество переменных, необходимых для выполнения любого сварочного процесса, а также то, как читать спецификацию процедуры сварки (WPS) .После прохождения этого курса пользователи будут иметь базовое понимание нескольких общих процессов сварки и переменных, на которые они полагаются. на. Эта информация подготавливает пользователей к выбору соответствующих процессов сварки и переменных для различных применений. | Начинающий | Английский | (650120) Процессы дуговой сварки 120; (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 650160 | Введение в дуговую сварку под флюсом 160 | Этот класс описывает процесс сварки под флюсом, а также его преимущества и ограничения. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640080 | Основы математики для сварки 161 | Класс «Основы математики для сварки» охватывает основные арифметические операции, используемые при сварке, такие как сложение, вычитание, умножение и деление. В этом классе обсуждается концепция округления целых и десятичных чисел до или после вычисления проблемы.«Основы математики для сварки» также дает обзор дробей, которые используются в сварочных измерениях и чертежах вместе с десятичными знаками. Знание основных математических концепций является неотъемлемой частью понимания сварщиками сварочных измерений и проектирования соединений. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640085 | Основы геометрии для сварки 171 | Класс «Основы геометрии для сварки» обучает студентов использованию геометрии в сварке.Фундаментальное понимание геометрии и геометрических концепций — необходимый навык для сварки. В этом классе обсуждаются линии и углы, которые являются основными строительными блоками геометрии. Этот класс учит пользователей, как определять части круга и как определять различные типы треугольников на основе их сторон и углов. Кроме того, в этот класс включены уроки о том, как найти площадь круга или треугольника. Связь между линиями и углами может использоваться для чтения и интерпретации сварочных чертежей, а также настроек машины.После этого занятия пользователи смогут понимать основные строительные блоки геометрии и работать с ними. Пользователи также смогут рассчитать площадь и длину окружности круга и площадь треугольника. | Начинающий | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640100 | Испытания материалов для сварки 201 | «Испытания материалов для сварки» знакомит пользователей с типами и целями испытаний сварочных материалов.Сварочные материалы проходят испытания для оценки их свойств, проверки на предмет неоднородностей и обеспечения соответствия проекта спецификациям сварочных норм. Тестирование может быть разрушающим или неразрушающим. Тестирование также может использоваться для классификации металлов в соответствии с их содержанием углерода. Этот класс включает уроки по методам неразрушающего контроля, таким как визуальный осмотр, радиографические, ультразвуковые, проникающие и магнитопорошковые испытания. Пользователи также ознакомятся с методами разрушающего контроля, такими как испытание на макротравление, испытание на разрыв углового шва, испытание на управляемый изгиб и испытание на поперечное растяжение.После завершения этого курса пользователи смогут определить общие испытания материалов, практическое применение разрушающих и неразрушающих методов, а также преимущества и недостатки каждого метода. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650250) Символы и коды для дуговой сварки 250; (650280) Визуальный контроль сварных швов 280 |
| Онлайн | Сварка | 650 | Сварка | 640110 | Сварка черных металлов 211 | Сварка черных металлов дает определение черных металлов, описывает общие формы черных металлов и обсуждает передовые методы сварки для каждого из них.Каждый тип черного металла имеет разные механические, физические и химические свойства. Хотя все черные металлы содержат железо, их различный состав требует применения различных подходов к сварке. Черные металлы являются наиболее распространенными металлами, с которыми будут встречаться сварщики. Знание типов, состава черных металлов и передовых методов сварки имеет решающее значение. После прохождения этого курса сварщики должны уметь определять различные черные металлы, их свойства и лучшие методы сварки для каждого типа. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650205) Цветные металлы для сварки 205 |
| Онлайн | Сварка | 650 | Сварка | 640115 | Сварка цветных металлов 212 | Сварка цветных металлов дает определение цветных металлов, описывает ряд цветных металлов и их свойства, а также обсуждает передовые методы сварки для каждого типа.Этикетка из цветных металлов охватывает широкий спектр металлов с различными механическими и физическими свойствами, каждый из которых требует различных подходов к сварке. Цветные металлы, хотя и менее распространены, чем черные металлы, используются в широком диапазоне применений, требующих сварки. Понимание цветных металлов и процессов их сварки необходимо любому сварщику. После прохождения этого курса пользователь сможет идентифицировать различные цветные металлы, объяснять их свойства и описывать наилучший подход к сварке для каждого типа металла. | Промежуточный | Английский | (650200) Черные металлы для сварки 200; (650205) Цветные металлы для сварки 205 |
| Онлайн | Сварка | 650 | Сварка | 640120 | Обзор типов сварных швов 221 | Класс «Обзор типов сварных швов» предоставляет обзор различных соединений и типов сварных швов, а также их применения.Обсуждаются общие типы сварных швов, такие как угловые и канавочные, а также комбинированные, электрозаклепочные, щелевые, точечные и шовные. Кроме того, рассматриваются различные части сварного шва и различные положения сварки. Наконец, класс покрывает требования к множеству суставов. Краткий урок по неоднородности сварных швов также включен, чтобы познакомить пользователя с концепцией. Обзор типов сварных швов помогает заложить прочную основу для передовых методов сварки, а также дает более подробные обзоры конкретных сварочных процессов.После прохождения курса пользователи должны иметь хорошее общее представление о названиях и функциях различных соединений, типах сварных швов, положениях сварки и требованиях к соединениям. | Промежуточный | Английский | (650130) Обзор типов сварных швов 130 |
| Онлайн | Сварка | 650 | Сварка | 640125 | Обзор дефектов сварных швов 222 | Обзор дефектов сварных швов дает исчерпывающее представление о наиболее распространенных разновидностях несплошностей и деформаций сварных швов.Он иллюстрирует причины каждой из двадцати различных несплошностей и дефектов сварных швов и предлагает эффективные решения. Кроме того, в нем представлен обзор шести различных видов трещин и показано, как предотвратить растрескивание и деформацию готового сварного шва. Этот урок особенно важен для начинающих сварщиков, которые еще не имеют навыков или знаний, чтобы избежать многих ошибок, которые класс иллюстрирует. Начинающим сварщикам этот класс будет особенно полезен, поскольку он определяет причины, по которым могут возникать дефекты или нарушения целостности, а также способы их устранения сварщиками. | Промежуточный | Английский | (650250) Символы и коды для дуговой сварки 250; (650280) Визуальный контроль сварных швов 280 |
| Онлайн | Сварка | 650 | Сварка | 640130 | Символы и коды сварки 231 | Сварочные символы и коды описывает, как сварочные отпечатки отражают требования к сварке. Сварной шов отображается на отпечатке с помощью символа сварки.Обозначение сварки включает справочную линию, элемент стрелки, обозначение или символы сварного шва и размеры сварного шва. Символ сварки может также иметь дополнительные символы и / или хвост, когда это необходимо для обозначения дополнительной информации. Американское общество сварки разработало символ сварки для обозначения различных требований к сварке. Многие требования к сварному шву зависят от используемого кода сварки. Различные компоненты символа сварки указывают на характеристики сварного шва и предоставляют сварщику конкретные инструкции.После прохождения этого курса пользователи смогут описывать требования к сварному шву на основе различных частей его символа сварки. | Промежуточный | Английский | (650130) Обзор типов сварных швов 130; (650250) Обозначения и коды для дуговой сварки 250 |
| Онлайн | Сварка | 650 | Сварка | 640160 | Процесс изготовления 232 | Производственный процесс описывает процедуры, которым должен следовать планировщик проекта при создании продукта от начала до конца.Проект изготовления может быть таким простым, как сборка шкафа, или сложным, как сборка мотоцикла. Придумав идею проекта, разработчик должен перечислить все требования, включая материалы, безопасность и бюджетные проблемы. Если все требования могут быть выполнены, проектировщик должен исследовать объекты, похожие на идею проекта, и разработать дизайн. Затем планировщик создает план проекта, а также спецификацию материалов. После принятия решения о порядке операций, которые приведут к завершению проекта, планировщик должен выполнить план шаг за шагом, чтобы завершить проект.При любом процессе изготовления необходимо учитывать множество важных факторов. После этого занятия пользователи смогут разработать план изготовления и завершить проект. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640140 | Электроэнергия для дуговой сварки 241 | «Электроэнергия для дуговой сварки» объясняет основные принципы использования электричества и влияние электричества на процессы дуговой сварки.Электричество передается по замкнутым цепям. Базовая схема состоит из источника, пути, нагрузки и управления. Ток — это поток электричества. Напряжение — это сила, проталкивающая ток через цепь. Сопротивление препятствует прохождению тока, но также позволяет электричеству выполнять работу. Электромонтажные работы называются мощностью. В сварочных цепях сопротивление дуги преобразует электричество в свет и тепло, которые плавят основные металлы. После прохождения этого курса пользователи будут иметь базовое понимание электричества, электрических переменных и того, как электричество используется при дуговой сварке.Это подготовит пользователей к сварке, поскольку каждый сварщик должен понимать основные электрические концепции работы с дугой и сварочным оборудованием, которое создает дугу. | Средний | Английский | (650140) Электроэнергия для дуговой сварки 140 |
| Онлайн | Сварка | 650 | Сварка | 640152 | Введение в GMAW 251 | Введение в GMAW дает исчерпывающий обзор процесса газовой дуговой сварки (GMAW) и соответствующего оборудования.GMAW — это полуавтоматический или автоматический процесс, в котором используются расходный электрод и защитный газ. Оборудование GMAW включает источник питания, проволочный электрод, механизм подачи проволоки, защитный газ и сварочную горелку. GMAW обычно использует источник питания постоянного напряжения и положительную полярность электрода постоянного тока (DCEP). В GMAW используются три основных режима переноса металла: короткое замыкание, шаровидная сварка и осевое распыление. GMAW — один из самых популярных процессов дуговой сварки. Поскольку он является полуавтоматическим или автоматическим, он также является одним из самых простых в освоении.После прохождения этого курса пользователи будут знакомы с оборудованием GMAW и различными режимами переноса металла. Эта информация обеспечивает основу, необходимую для того, чтобы научиться выполнять GMAW. Хорошее понимание GMAW также полезно при изучении связанных типов сварки, таких как дуговая сварка вольфрамовым электродом в газе (GTAW). | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650220) Приложения GMAW 220; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 640150 | Введение в SMAW 252 | Введение в SMAW охватывает основные теории и методы дуговой сварки в защитном металлическом корпусе (SMAW), а также общие рабочие процедуры.SMAW — это сварочный процесс, в котором используется экранирование для защиты сварного шва от загрязнения. SMAW — один из наиболее распространенных процессов дуговой сварки в мире из-за его простоты, универсальности, доступности и пригодности для большинства применений. SMAW требует специального оборудования, специальных электродов и знания ряда мер безопасности. После прохождения этого курса пользователи будут знать, как безопасно обращаться, готовить и эксплуатировать оборудование SMAW. У них также будет базовое понимание того, как выполнять сварку методом SMAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650210) Приложения 210 SMAW; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 650255 | Применение SAW 255 | Этот класс описывает сварку под флюсом и сварку под флюсом. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640155 | Введение в FCAW 261 | Введение в FCAW дает исчерпывающий обзор процесса дуговой сварки порошковой проволокой (FCAW) и соответствующего оборудования. FCAW делится на два типа: дуговая сварка порошковой проволокой с самозащитой (FCAW-S) и дуговая сварка порошковой проволокой в среде защитного газа (FCAW-G).И FCAW-S, и FCAW-G используют расходуемый трубчатый электрод, заполненный флюсовыми материалами. Оборудование FCAW включает источник постоянного напряжения, проволочный электрод, механизм подачи проволоки, сварочную горелку и, при необходимости, защитный газ. Понимание базовой теории и процесса FCAW имеет важное значение для его успешного использования. После прохождения этого курса пользователи будут знакомы с оборудованием FCAW и смогут различать различные методы FCAW. Пользователи также смогут определять рабочие характеристики, эксплуатационные требования и свойства готовой сварки FCAW-электродов.Эта информация обеспечивает основу, необходимую для успешного и безопасного выполнения FCAW. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650230) Приложения FCAW 230; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 640157 | Введение в GTAW 262 | Введение в GTAW описывает газо-вольфрамовую дуговую сварку (GTAW), инструменты и оборудование, которые она использует, а также различные факторы, которые следует учитывать при ее использовании.GTAW — это точный процесс сварки, в котором используется неплавящийся вольфрамовый электрод и инертный защитный газ. GTAW может применяться на самых разных металлах и может выполняться вручную, полуавтоматически или автоматически. GTAW дает сварщику повышенный контроль над сварным швом, что позволяет выполнять более прочные и качественные сварные швы. Процесс может быть сложным, но улучшение качества сварки жизненно важно для определенных областей применения. После прохождения этого курса пользователи будут знакомы с GTAW и будут готовы изучить более подробные технические аспекты этого процесса. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650120) Процессы дуговой сварки 120; (650140) Электроэнергия для дуговой сварки 140; (650240) Приложения для GTAW 240; (650260) Источники питания для дуговой сварки 260 |
| Онлайн | Сварка | 650 | Сварка | 650270 | Выбор электрода 270 | Этот класс описывает характеристики электродов для четырех основных процессов дуговой сварки и объясняет, как выбрать подходящий электрод для конкретного сварочного применения. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640170 | Обзор пайки 271 | Обзор пайки определяет пайку, описывает инструменты, используемые при пайке, и обсуждает различные процессы пайки. Пайка — это процесс соединения с низким нагревом, используемый в приложениях, где теплота сварки или пайки будет слишком большой или где требуется точный контроль.Существует ряд ручных и автоматических процессов пайки. Пайка особенно полезна в производстве электроники и ювелирных изделий, а также для создания воздухо- и водонепроницаемых уплотнений в водопроводных и других системах. После этого урока пользователи смогут определять пайку, определять важные инструменты, используемые при пайке, перечислять проблемы безопасности при пайке и описать различные процессы пайки. Любому оператору, от которого может потребоваться пайка материалов, важно понимать основное паяльное оборудование, процессы и методы. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640175 | Обзор термической резки 281 | «Обзор термической резки» дает исчерпывающее представление о четырех наиболее распространенных промышленных процессах термической резки. При кислородной резке используется пламя топливного газа, смешанного с чистым кислородом.При резке воздушно-угольной дугой используется тепло, выделяемое электрической дугой. Плазменная резка ионизирует мощный поток газа для создания плазменной дуги. При лазерной резке металл разрезается с помощью высококонцентрированного и сфокусированного лазерного луча. Знание основных теорий, лежащих в основе четырех широко используемых методов термической резки, необходимо для их успешного использования. После прохождения этого курса пользователи смогут различать различные методы термической резки, а также определять оборудование, используемое для каждого из них. Пользователи также смогут определить рабочие характеристики и соображения безопасности для этих процессов термической резки.Эта информация предоставляет необходимую информацию для успешного и безопасного выполнения методов термической резки. | Средний | Английский | (650110) Что такое дуговая сварка? 110; (650207) Применение для кислородно-топливной сварки 207 |
| Онлайн | Сварка | 650 | Сварка | 640185 | Применение кислородной резки 282 | Oxyfuel Cutting Applications предоставляет обзор процесса кислородной резки и его требований безопасности, компонентов оборудования и рабочих процедур.Перед выполнением кислородной резки важно правильно настроить кислородное оборудование и выполнить необходимые проверки безопасности. После зажигания газокислородной горелки оператор должен контролировать соотношение газа, чтобы получить нейтральное пламя для резки. Во время процесса резки оператор должен контролировать определенные переменные, включая высоту наконечника, расход газа, скорость перемещения и углы резака. Понимание этих переменных вместе с правильными процедурами резки поможет произвести качественную кислородно-топливную резку. Информация в этом классе помогает подготовить пользователей к кислородной резке, популярному процессу термической резки с множеством применений.После прохождения этого курса пользователи будут знакомы со многими соображениями и переменными, которые входят в кислородную резку, которая имеет важное значение для безопасного и успешного производства качественной резки. | Средний | Английский | (650207) Применение для кислородно-топливной сварки 207 |
| Онлайн | Сварка | 650 | Сварка | 640180 | Плазменная резка 283 | Plasma Cutting описывает оборудование для плазменной резки и обсуждает процедуры настройки и эксплуатации для плазменной резки.Плазменная резка — это точный и эффективный метод резки, в котором используется ионизированная струя газа для создания высокотемпературной режущей дуги. Это может быть выполнено вручную или автоматизировано на станках с ЧПУ. Системы плазменной резки также могут использоваться для выполнения строжки и пробивки отверстий. Плазменная резка становится все более доступным и популярным методом резки металла. Плазменная резка уравновешивает более низкую стоимость методов резки, таких как кислородная резка, с более высоким качеством лазерной резки. После прохождения этого курса пользователи смогут описывать плазменную резку, строжку и прошивку, а также определять оборудование, используемое для плазменной резки.Они также будут понимать основные правила поиска и устранения неисправностей и правила техники безопасности при плазменной резке, а также ее преимущества и недостатки. Эти знания необходимы для безопасного и эффективного выполнения точной и точной плазменной резки. | Промежуточный | Английский | (650265) Плазменная резка 265 |
| Онлайн | Сварка | 650 | Сварка | 640190 | Введение в автоматизацию 291 | Введение в автоматизацию дает исчерпывающий обзор технологий автоматизации, используемых в процессах сварки и термической резки.Автоматизация — это использование станков с ЧПУ или роботизированных систем как для питания, так и для выполнения одного или нескольких процессов. Автоматизация предлагает производителям несколько преимуществ, таких как минимизация производственных затрат и отходов, сокращение времени цикла детали и занимаемой площади, а также повышение качества деталей и надежности процесса. необходим для выполнения любого процесса автоматической сварки или термической резки. После прохождения этого курса пользователи будут знакомы с автоматизированным оборудованием, эксплуатационными требованиями и мерами безопасности.Эта информация обеспечивает основу, необходимую для успешной и безопасной работы с автоматизированным оборудованием. | Средний | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640210 | Приложения GMAW 301 | GMAW Applications предоставляет исчерпывающий обзор того, как выполнять газовую дуговую сварку (GMAW), важные переменные, которые следует учитывать, и способы предотвращения распространенных дефектов.Перед началом GMAW важно подготовиться, очистив неблагородные металлы и выбрав подходящий электрод. Во время GMAW сварщик контролирует ориентацию электрода и скорость перемещения. Сварщики также должны быть осведомлены о многих переменных, таких как сила тока, напряжение, защитный газ и их влияние. Понимание этих переменных помогает предотвратить несплошность и дефекты сварного шва, включая пористость, поднутрение, непровар и неполное плавление. Информация этого класса подготавливает пользователей к выполнению GMAW, чрезвычайно распространенного процесса сварки.После прохождения этого курса пользователи будут знакомы со многими соображениями и переменными, которые входят в GMAW. Хорошее понимание этих концепций помогает предотвратить получение сварщиками нерегулярных или дефектных сварных швов. | Продвинутый | Английский | (650220) Приложения GMAW 220 |
| Онлайн | Сварка | 650 | Сварка | 640215 | Расширенные приложения GMAW 302 | Advanced GMAW Applications предоставляет обзор различных специализированных процессов GMAW.При выполнении GMAW для нержавеющей стали или алюминия сварщики должны учитывать несколько факторов. Многие передовые процессы используют источники питания, которые предлагают различные типы управления, такие как управление формой волны, адаптивное управление и синергетическое управление. Усовершенствованные процессы GMAW включают передачу импульсов, прецизионный импульс, перенос поверхностного натяжения и импульс алюминия переменного тока. GMAW также хорошо подходит для автоматизации. Роботизированная сварка в среде защитного газа — одна из самых популярных форм автоматической сварки. После прохождения этого курса пользователи будут готовы научиться выполнять более специализированные и продвинутые процессы GMAW.Эти процессы становятся все более популярными, поскольку они обеспечивают неизменно высокое качество сварных швов без тех же недостатков, что и традиционные методы. Понимание передовых и специализированных процессов GMAW важно для сохранения конкурентоспособности в современной сварке. | Продвинутый | Английский | (650220) Приложения GMAW 220 |
| Онлайн | Сварка | 650 | Сварка | 650310 | Дуговая сварка алюминиевых сплавов 310 | Этот класс описывает сварочные характеристики алюминия и объясняет, как его свойства влияют на каждую переменную в процессе сварки. | Продвинутый | Английский | |
| Онлайн | Сварка | 650 | Сварка | 640200 | Приложения SMAW 311 | SMAW Applications подробно описывает процесс подготовки оборудования для сварки SMAW и основные шаги, которые должен предпринять сварщик для выполнения успешной сварки SMAW. Сварщики должны уметь определять различные типы электродов, которые можно использовать для SMAW, и выбирать электрод для конкретного применения.Затем сварщик должен выбрать метод зажигания дуги и запуска валика, а также должен знать, как эффективно разорвать и повторно запустить дугу, когда это необходимо. SMAW не является идеальным процессом, и этот класс охватывает различные дефекты, которые сварочный шов может содержать в результате различных ошибок оператора или других причин. Чтобы быть опытным и квалифицированным сотрудником, сварщик должен знать основные базовые методы процесса сварки. . SMAW Applications обучает сварщиков основным компонентам процесса дуговой сварки в среде защитного металла, а также способам выявления и предотвращения распространенных нарушений непрерывности. | Продвинутый | Английский | (650210) Приложения SMAW 210 |
| Онлайн | Сварка | 650 | Сварка | 640220 | Приложения FCAW 321 | FCAW Applications предоставляет исчерпывающий обзор того, как выполнять процессы FCAW. Перед началом FCAW важно подготовить стык и выбрать подходящий электрод.Во время FCAW сварщик контролирует ориентацию электрода и скорость его перемещения. Сварщики также должны быть осведомлены о многих переменных, связанных с FCAW, таких как сила тока, напряжение и защитный газ, а также о влиянии таких переменных. Понимание переменных помогает предотвратить разрывы и дефекты сварки FCAW, такие как чрезмерное разбрызгивание, пористость и включение шлака. После прохождения этого класса пользователи будут знакомы со многими соображениями и переменными, которые входят в использование процессов FCAW, что важно для обеспечения качества сварные швы и предотвращение разрывов и дефектов сварного шва.Способность распознавать типичные проблемы при сварке и избегать их позволяет сократить количество бракованных деталей и повысить качество. | Расширенный | Английский | (650230) Приложения FCAW 230 |
| Онлайн | Сварка | 650 | Сварка | 640230 | Приложения GTAW 331 | GTAW Applications содержит обзор практических применений процесса дуговой сварки вольфрамовым электродом в газе. |