


что это такое и зачем он нужен?
Время чтения: 7 минут
Сварочный трансформатор — это классическая разновидность сварочного аппарата, применяемая уже более ста лет. Трансформаторы зарекомендовали себя как надежные и неприхотливые аппараты, которые способны сварить даже самый толстый металл за счет большой сили сварочного тока. Сейчас трансформаторы используются нечасто, поскольку производители предлагают недорогие функциональные инверторы. Но для профессионалов и сварщиков старой закалки трансформаторы все еще играют большую роль.

В этой статье мы подробно расскажем, что такое сварочный трансформатор, как он устроен, какие существуют типы сварочных трансформаторов и для чего служит сварочный трансформатор. Этот материал создан специально для тех, кто только изучает азы сварки и выбирает сварочный аппарат для себя.
Содержание статьи
Общая информация
Сварочный аппарат трансформаторного типа — это один из классических представителей сварочного оборудования. Основная функция сварочного трансформатора — преобразование напряжения сети 220В или 380В в низкое, а также преобразование тока от низких до высоких значений. Любой трансформатор (будь он современный или выпущенный 30 лет назад) предназначен для ручной дуговой сварки с применением покрытых электродов.

С помощью трансформатора возможна как бытовая, так и профессиональная или промышленная сварка. В 20 веке сварочные трансформаторы широко использовались для профессиональных сварочных работ, пока их не вытеснили компактные инверторы нового поколения. Тем не менее, трансформаторы все еще используются многими сварщиками.
Достоинства:
- Низкая стоимость самого аппарата, а также его запчастей и технического обслуживания
- Неприхотливость к хранению и эксплуатации
- Высокая ремонтопригодность
- Большая мощность
- Возможность сварки толстых металлов
Недостатки:
- Большой вес и габариты, затрудняющие транспортировку
- Не интуитивная регулировка силы тока (отсутствуют ручки и кнопки, регулировка осуществляется путем изменения величины индуктивного сопротивления или вторичного напряжения холостого хода)
- Часто нестабильное горение дуги, затруднительный поджиг
Устройство и принцип работы
Устройство и принцип действия сварочного трансформатора крайне просты. Именно из-за этой особенности трансформаторы настолько ремонтопригодны и недороги в обслуживании.

Устройство сварочного трансформатора
Трансформатор состоит из трансформаторного и регуляторного узла. Трансформаторный узел необходим для понижения напряжения, поступающего от сети 220В или 380В. Регулярный узел позволяет установить нужную вам силу тока.
Состав трансформаторного узла может разниться в зависимости от напряжения, необходимого для стабильной работы аппарата. Существуют однофазные, двухфазные и трехфазные аппараты. Однофазный трансформатор состоит из сердечника и двух обмоток. Двухфазный — из двух однофазных. Трехфазный — из трех однофазных соответственно.
Читайте также: Выбираем лучший сварочный аппарат для гаража
Что касается регуляторного узла, то зачастую это дроссель насыщения. Чтобы отрегулировать силу тока необходимо изменить зазор магнитопровода этого дросселя. Как вы понимаете, выполнять подобные манипуляции, каждый раз снимая корпус с аппарата, очень неудобно. Поэтому умельцы выводят на поверхность корпуса специальную ручку, с помощью которой можно механическим образом регулировать силу сварочного тока.
Два этих узла — трансформаторный и регуляторный — являются основой сварочного трансформаторного аппарата. Помимо этих узлов предусмотрены дополнительные устройства. Тем не менее, стандартная схема сварочного трансформатора все равно очень простая. По этой причине трансформаторы крайне редко выходят из строя. Если у трансформатора обнаружились неполадки, их можно легко устранить в домашних условиях.
Принцип работы сварочного трансформатора
В большинстве сварочных аппаратов сварочный ток преобразовывается из постоянного в переменный, чтобы была возможность зажечь дугу. В случае с трансформатором это правило не работает. Это единственный сварочный аппарат, позволяющий выполнять сварку с применением постоянного тока. Все, что необходимо — это адаптировать электрический ток под необходимые вам условия.
Это задача трансформаторного узла, о котором мы говорили выше. Он понижает входное напряжение до необходимого значения. Затем дело за регуляторным узлом, который позволяет точно настроить силу тока. Вот и все. Принцип действия максимально прост. Дополнительно может быть заземление.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В. Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В.
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.

Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Вместо заключения
Трансформаторы — это надежные и неприхотливые аппараты, зарекомендовавшие себя при выполнении любых задач: от бытовых до промышленных. Сейчас они практически не используются из-за большого разнообразия аппаратов инверторного типа, но это не значит, что трансформаторы исчезнут. У них есть свои неоспоримые преимущества, которыми вряд ли смогут похвастаться даже самые современные инверторы.
С помощью трансформатора можно варить толстый металл, ему под силу сварка любой сложности. Но учтите, что для работы с трансформатором необходимо обладать навыками сварки. Только так вы сможете добиться достойного качества швов. С другой стороны, если вы изучите азы сварки на трансформаторе, то потом сможете качественно выполнять работу на любом типе сварочного оборудования. Желаем удачи в работе!
различные сварочные аппараты постоянного и переменного тока
 Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Конструкция устройства
Схема устройства не является сложной. Многие пользователи способны самостоятельно заняться сборкой такой конструкции. Самая простая схема сварки будет работать на одной фазе. Но этого более чем достаточно.
Она состоит из трёх составляющих:
- магнитный привод или сердечник;
- первый слой обмотки;
- второй слой обмотки.
Таким элементом, как магнитный привод или сердечник, является деталь из ферромагнитного сплава с замкнутым контуром. Первый слой обмотки соединяется с сетью, а второй направляется на массу и держатель электрода, которым непосредственно осуществляется сварка. При этом контур теряет сопротивление, а электромагнитная связь повышается.
Но это конструкция самой простой модели. Более профессиональные модели имеют и дополнительные элементы, такие как дроссель и другие.
Полная конструкция обыкновенного сварочного трансформатора состоит из следующих элементов:
- сердечник;
- держатель коробки;
- зажим для сцепки проводов;
- металлический ящик;
- жалюзи для охлаждения;
- рукоятка;
- болт;
- крышка конструкции;
- вертикальный винт;
- винтовая гайка;
- первичная и вторичная обмотка трансформатора.
Принцип работы аппарата
Работает сварочный трансформатор по такому алгоритму: постепенно понижается напряжение до 55−80 В, и в то же время повышается сила тока до 50−450 ампер. В работе подобная конструкция в основном функционирует благодаря принципу переменного тока. Но есть и альтернативные модели, которые выдают постоянный ток. Также встречаются названия — выпрямительные сварочные аппараты.
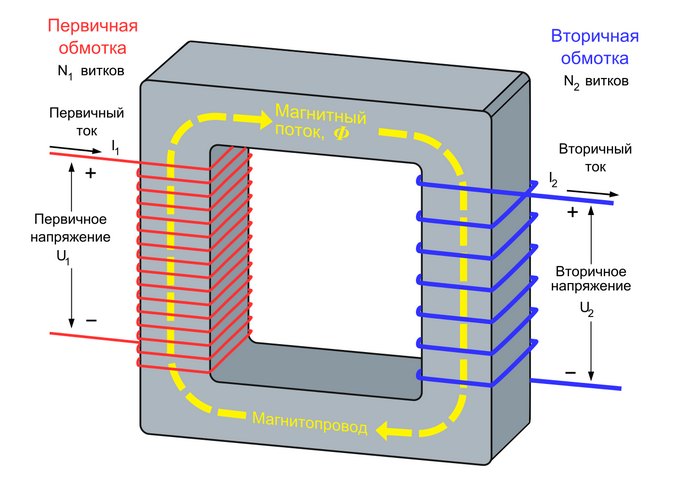
 Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
К примеру, первая обмотка имеет 200 витков, а вторая 10. Коэффициент в этом случае выходит 200:10 = 20. Когда такое оборудование подключаем к обычной сети, то на выходе мы получим примерно одиннадцать ватт.
Для смены нагрузки сварки зачастую меняют зазор магнитного привода. Если зазор увеличить, то сила тока уменьшится. Если уменьшить зазор, то, соответственно, увеличится. Подобрать нужное напряжение можно, узнав количество витков.
Из чего состоит сварка
Такое устройство, как сварка, позволяет понизить напряжение и в этот же момент увеличить силу тока. Это и даёт возможность нагревать металл до нужной для его плавления температуры. Параметры силы и напряжения определяются в момент проектирования и создания трансформаторной сварки. Под определённые функции аппарат оборудуется специальными деталями, которые и определяют назначение работы конструкции.
Кроме первой и второй обмоток и магнитного привода, трансформатор имеет такие детали, как винт с вертикальной резьбой и рукоятка, позволяющая ему вращаться, винтовая гайка и зажимы. Также сварка оборудована корпусом с вентиляцией и подвесной системой, которая защищает сварку от внешних повреждений.
В трансформаторах, работающих по принципу переменного тока, есть и другие детали, позволяющие облегчить работу мастера.
Дополнительные узлы аппарата
Трансформатор для сварки как однофазный, так и трёхфазный и выпрямляющий, может иметь и определённое количество дополнительных узлов. С их помощью аппарат будет работать более качественно.
В качестве дополнительных узлов могут выступать:
- дополнительные обмотки;
- стабилизаторы;
- конденсаторы;
- регуляторы фаз.
Некоторые конструкции оборудованы подвижным шунтом. Расстояние между обмотками меняется за счёт образования новой детали, а не за счёт движения второго слоя обмотки. Дополнительной деталью является шунт, который будет менять зазор между обмотками. Ещё одна обмотка даст возможность регулировки напряжения.
И заводские профессиональные модели, и бытовые, как правило, требуют дополнительного сопротивления. Профессиональные мастера могут произвести соответствующую регулировку. Специальные возможности возникают и без разведения обмоток. Опытный мастер может сделать, таким образом, тонкие или толстые швы.
Подобное сопротивление может быть сделано в виде цельного корпуса. В нём расположены различные контакты, с помощью которых можно регулировать сопротивление.
Различные виды конструкции
Принцип действия бытового или профессионального образца определяет то, какими техническими характеристиками владеет определённый прибор. В связи с этим образовалось множество принципов и факторов классификации подобной аппаратуры. Например, на многопостные и однопостные. Последние предназначены исключительно для бытового использования. Они рассчитаны на инвертор в 3−9 кВт. Домашние сети не рассчитаны на мощность более 10 кВт.
В отличие от предыдущих, многопостные конструкции имеют сложное строение. Они считаются профессиональными и применяются с мощностью более 10 кВт. С одним таким аппаратом может одновременно работать до десяти человек.
Также можно разделить трансформаторы по фазному принципу на однофазный и трёхфазный аппарат. Существуют модели, которые могут переключаться на различное напряжение в сети.
Для применения в домашних условиях могут подойти однофазные агрегаты, а для профессионального уровня трёхфазные. По этому фактору можно определить и напряжение на выходе. Толстые детали можно сварить исключительно трёхфазным аппаратом, так как однофазные не смогу этого сделать.
Классифицировать можно также и по типу аппарата. В основном выделяют три лидирующие группы сварок:
- Аппараты с минимальным рассеиванием магнитного поля. Характерно для такого аппарата наличие дросселя.
- Конструкции с большим рассеиванием магнитного поля. Они имеют довольно сложную схему. Основные её детали — это несколько обмоток, конденсаторов и стабилизаторов. Не исключено присутствие и других дополнительных элементов.
- Тиристорные конструкции. Оборудованы фазорегулятором. Характерные особенности и преимущества — это маленький вес, большая сила тока.
Такую классификацию можно применять только к устройствам с переменным током. Сварочные трансформаторы постоянного тока к этому не относятся. Для подобных конструкций характерными особенностями являются большие габариты, сложная схема и наличие выпрямителя. Самодельный сварочный аппарат постоянного тока своими руками может сделать только профессионал.
Они являются более надёжными и удобными в работе. Такой сварочный аппарат считается профессиональным при условиях использования его на постоянном токе. Этим прибором можно работать с различными видами цветных металлов. Их стоимость довольно высока, и в связи с этим применяются для сварки только профессиональными мастерами. Домашние требования может исполнить и сварочный трансформатор переменного тока.
Все модели переменного тока можно сделать самостоятельно, как и трансформатор для полуавтомата своими руками. В качестве исходного материала можно использовать трансформаторы советского производства с двойной намоткой.
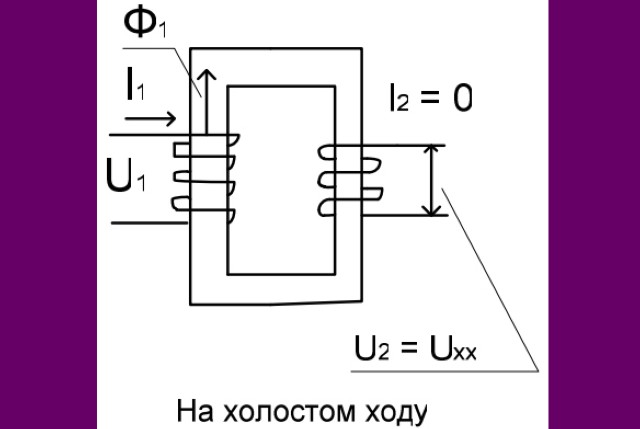
Холостой ход
Сварочные конструкции могут работать как под напряжением, так и в режиме холостого хода. Когда создаётся сварочный шов, между электродом и непосредственно объектом сварки замыкается второй слой обмотки. С помощью электрического тока металл плавится и соединяет две детали в одну конструкцию. Когда детали связаны между собой, аппарат прекращает работу и включает состояние ожидания (холостой ход).
Сборка конструкции своими руками
Все элементы будущей конструкции должны быть на отведённых местах и состоять из металла и текстолита.
 По правилам сборки и большинству схем выпрямитель находится вблизи с трансформатором, а дроссель на одном уровне с выпрямителем. Регулятор напряжения должен находиться на панели аппаратного управления. Как основа для конструкции подойдёт и сталь, но рекомендуется использовать алюминий.
По правилам сборки и большинству схем выпрямитель находится вблизи с трансформатором, а дроссель на одном уровне с выпрямителем. Регулятор напряжения должен находиться на панели аппаратного управления. Как основа для конструкции подойдёт и сталь, но рекомендуется использовать алюминий.
Можно использовать и приобретённый корпус для аппарата, например, основы для системного блока компьютера или т. п. Но главное — это прочность и надёжность конструкции.
Важно и то, что тиристоры должны размещаться на отдельной плате и далеко от трансформатора. Далеко от него также должен быть расположен выпрямитель.
Причиной такому расположению является сильное нагревание дросселя и непосредственно трансформатора.
инверторы и трансформаторные преобразователи, а также электроды для них
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.

Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
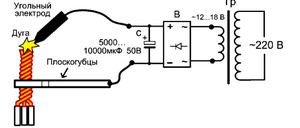
 Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
 По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока. Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
 Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
 Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Сварочные трансформаторы: устройство и принцип работы
Сварочные трансформаторы представляют собой оборудование для преобразования переменного тока для оптимального уровня сварки. Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Оборудование применяется в быту и промышленности, способно работать в тяжелых условиях.
Устройство и принцип работы электрооборудования, какие виды бывают, конструктивные особенности рассмотрим ниже.
В чем состоит принцип устройства?
Из чего состоит трансформатор для сварки и как он устроен? Однофазное устройство имеет простую структуру, состоящую из:
- магнитного привода;
- начальной и вторичной обмоток;
- металлического корпуса;
- рукоятки;
- системы охлаждения;
- зажима для проводов;
- крышки корпуса;
- ходовой гайки;
- вертикального винта с ленточной резьбой.

Коэффициент преобразования определяет количество витков в обмотках. Проходящий переменный ток через сердечник из ферримагнитного сплава с замкнутым контуром, создает внутренне напряжение в каждом витке обмотки, оптимизируя выходное напряжение.
Начальная обмотка соединена с центральной сетью, вторичная – с массой и держателем электродов, который и осуществляет сварку. Контур теряет сопротивление, а связь электромагнитов повышается. Баланс переменного тока осуществляется с помощью регулятора.
Конструктивная особенность каждого вида сварочного трансформатора зависит от параметров:
- формы и типа сердечника, обмоток;
- типа и мощности преобразования тока;
- характеристик охлаждения обмоток;
- параметров изоляции;
- места установки оборудования;
- необходимых требований к массе и сопротивляемости обмоток.
Некоторые модели сварочных трансформаторов оснащены определенными узлами. Дополнительные элементы: конденсаторы, дополнительные обмотки, вентиляция, стабилизаторы, совершенствуют работу аппаратов.
Смотрите познавательно-обучающее видео про устройство сварочного трансформатора:
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.

Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.
Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
Важно! Проводить работы с электрооборудованием нужно в защищенном от влаги месте. Попадание воды на технику может вывести ее из строя.
На этом видео показан принцип работы трансформатора:
По какому принципу рассчитать сварочный трансформатор?
Сварочные аппараты бывают разной мощности. Их выбор будет зависеть от того, для какого вида сварки они используются. Основной расчет производится, исходя из количества витков в намотке и диапазона выдаваемого тока.
По назначению электроприборы делятся на:
- бытовые трансформаторы – для сварки металлических изделий, толщиной не более 6мм, применяются для бытовых нужд в доме, гараже;
- профессиональные аппараты – применяются в промышленных сферах, обеспечивая бесперебойную работу нескольких точек;
- полупрофессиональные приборы – сваривают изделия до 8 мм толщиной, используются как в быту, так и в промышленности.
Отличия трансформаторов от инверторов
Отличие в процессе сварки трансформатором заключается в нестабильности электрической дуги. Сварочный шов изменяется в параметрах при малейшем колебании тока.
Инвертор имеет сложную конструкцию, состоящую из несколько узлов, управляемых блоком. Это дает возможность обеспечивать плавную регулировку тока.

Трансформаторы имеют более простую конструкцию в отличие от инверторов. Поэтому их стоимость значительно ниже, чем у современных инверторов.
Простота конструкции сводит к минимуму возможность поломки. Если оборудование вышло из строя, ремонт не потребует больших затрат.
Правила выбора оборудования
Сварочные трансформаторы выбирают в зависимости от назначения и места эксплуатации.
- Напряжение сети. От требуемого напряжения зависит тип аппарата. Перед покупкой оборудования, нужно выяснить какое напряжение будет в месте работы 220 В или 380 В. Несоответствие этих параметров приведет к поломке техники.
- Напряжение холостого хода. Появление сварной дуги зависит от напряжения холостого хода. Чем выше его показатель, тем легче создать стабильность горения дуги.
- Количество рабочих мест. Если для работы потребуются несколько сварщиков, то бытовые модели для таких целей не подходят.
- Мощность. При выборе оборудования обращают внимание на два показателя мощности – входную и выходную. Между этими показателями должен быть минимальный порог.
- Продолжительность работы. От этого показателя зависит степень производительности аппарата. Чем выше показатель времени работы электрооборудования, тем выше производительность.
- Размеры и масса, мобильность. Габариты сварочного оборудования влияют на показатель производительности. Оснащение аппарата колесами делает его удобным в эксплуатации. Можно выбрать компактный или, наоборот, громоздкий вариант техники. Это будет зависеть от его предназначения.
Важно! Выбирая модель, нужно обратить внимание на защитные функции от перегрева. Это обезопасит сварщика от серьезных последствий во время работы.
Полезное видео, особенности выбора сварочных инверторов и трансформаторов:
Заключение
Что такое сварочный трансформатор и как с ним работать, рассмотрели в данной статье. Соблюдая рекомендации по эксплуатации оборудования для сварки можно избежать существенных проблем.
Правильно выбранный вариант техники обеспечит надежной и долговечной работой в процессе эксплуатации. А результат работы будет виден в качественном сварном шве.
 Загрузка…
Загрузка…расчет и ток в первичной и вторичной обмотке

Современному человеку тяжело представить себе создание и возведение металлических конструкций без использования сварки. Данный метод позволяет качественно и надежно соединять между собой металлические детали.
В результате технология сварки получила широкое распространение и в промышленности, и в быту. Сердцем сварочного аппарата является трансформатор. Его задача заключается в преобразовании электричества сети до необходимого значения.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.

Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В.
Предназначен для бытовых нужд. - Трехфазный трансформатор – работает при напряжении сети 380 В.
Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.
Устройство трансформатора
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Естественно, каждый процесс сваривания в зависимости от особенностей материалов требует определенные параметры трансформатора. В результате это отображается в принципе действия и особенностях конструкции трансформатора.
Изменения касаются регулировки параметров. В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
Многие модели характеризуются практически одинаковым набором функций и состоят из одних и тех же узлов, а главное отличие между ними заключается в размерах.
В результате становится возможным изготовление однотипных приборов, имеющих различные диапазоны регулировки по максимальному току и напряжению, что, в свою очередь, будет определять и диаметры электродов, с которыми можно работать.
Также в трансформаторе может находиться и . Его главной задачей является преобразование переменного тока сети в постоянный. В результате сварку можно будет выполнять более качественно. В таком случае схема устройства будет включать еще один элемент.
В других случаях устройство трансформаторов может существенно отличаться из-за принципа регулировки напряжения, несмотря на выполнение одних и тех же функций их строение различно.

Устройство сварочного трансформатора.
Существует несколько основных вариантов регулировки:
- изменением расстояния между первичной и вторичной обмоткой;
- за счет подвижного шунта, изменяющего расстояние зазора;
- благодаря секционной обмотке.
Что касается простых пользователей, то для них, вне зависимости от варианта устройства, все сводится к простому повороту ручки.
Кроме перечисленных выше особенностей устройства данного прибора, в нем могут быть реализованы и дополнительные элементы, такие как: вентиляция, система автоотключения, средства для перемещения и транспортировки. Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Чтобы лучше понять устройство сварочного трансформатора, его лучше рассматривать на примере конкретной модели. Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Данное оборудование применяется для понижения напряжения сети до необходимого значения. Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.
Устройство и обслуживание сварочного трансформатора ТДМ такое же, как и у многих других моделей. По сути данный аппарат является регулируемым источником питания сварочного процесса.
Он позволяет осуществлять сварку тонкого металла и более толстых деталей, в зависимости от параметров техники и режимов. Данный аппарат может быть классифицирован по следующим признакам.
Тип подключения:
- возможность подключения к обычной бытовой сети с обыкновенной розеткой, что делает возможным его использование в домашних условиях;
- трехфазные аппараты являются более сложными в подключении и применяются в основном в промышленных целях, кроме того такие устройства отличаются более высокой мощностью.

Первичная и вторичная обмотка трансформатора.
В зависимости от назначения выделяют:
- бытовые аппараты, предназначенные для простых вариантов ручной дуговой сварки, осуществляемой обыкновенными электродами с покрытием;
- промышленные – устройства способные питать сразу несколько рабочих мест одновременно.
Кроме того, существуют и отличия в принципе регулировки напряжения. Выделяют устройства с нормальным рассеиванием магнитного поля, обычно это тиристорные трансформаторы. Такие аппараты применяются в сварке с использованием флюса.
С увеличенным рассеянием существует большее количество моделей, к которым относятся аппараты с подвижным шунтом, подвижной катушкой, а также устройства с секционной обмоткой.
Обычно трансформатор переменного тока имеет следующее устройство:
- первичная обмотка, на которую подается ток из сети;
- вторичная обмотка;
- подвижный элемент замкнутого магнитопровода;
- система подвеса аппарата;
- движущийся винт, позволяющий регулировать воздушный зазор между обмотками;
- рукоять винта управления.
Естественно, приведенное выше устройство не является единственным вариантом исполнения. Это всего лишь один из наиболее распространенных и популярных вариантов трансформатора с подвижными обмотками.
Если необходимо сделать самодельный сварочный трансформатор, тогда нужно, чтобы в нем были реализованы следующие элементы:
- Центральная часть – магнитопровод, изготавливаемый из нескольких пластин, гальванически разъединенных между собой.
Самодельные сердечники делают из электротехнической стали, которую можно взять из «донорской» техники. - Обмотки из изолированного провода размещаются на сердечнике.
Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата. - Регулировку тока можно осуществлять, используя различные решения, приведенные ранее.
Речь идет про подвижный шунт, обмотки и т.д. - В целях защиты устройства его помещают в корпус.
- Не стоит забывать и про дополнительные элементы, такие как: вентиляция, ручки для более комфортной транспортировки и т.д.
Можно также соединить два трансформатора своими руками с разделением первичной обмотки на две.
Принцип работы
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.

Конструкция трансформатора для сварки.
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Схема конструкции и ее модификации
Помимо стандартного варианта устройства данного аппарата, возможно наличие и некоторых дополнительных узлов, позволяющих в определенной степени усовершенствовать агрегат.
Схема сварочного трансформатора может быть дополнена:
- вторичными намотками;
- конденсаторами;
- стабилизаторами;
- тиристорными фазорегуляторами.
Кроме того, в схему может быть добавлено сопротивление, позволяющее регулировать силу тока, когда разведение катушек уже не дает необходимого результата. Данный вариант устройства сварочного аппарата отлично подойдет для работы с тонким металлом.
Сопротивление может быть выполнено в виде отдельного блока с набором контакторов, задающих необходимую величину Ом.
Стоит отметить, что с того времени, как впервые была открыта электрическая дуга и создан первый сварочный агрегат, прошел не один десяток лет. На протяжении всего этого времени способы сварки, а вместе с ними и оборудование, постоянно совершенствовались.
На данный момент существует несколько вариантов, отличающихся различной сложностью конструкции и принципом работы. Когда речь заходит про возможность изготовить своими руками, то следует выделить два основных наиболее популярных варианта сварки: контактную и дуговую.
Трансформаторы дуговой сварки получили наиболее широкое распространение среди народных мастеров.

Сварочный аппарат на основе трансформатора.
Причин данному явлению существует несколько:
- широкий диапазон применения;
- достаточно простая конструкция, отличающаяся высокой надежностью;
- мобильность и простота использования.
Однако подобная модификация обладает и некоторыми недостатками, главным из которых является низкий коэффициент полезного действия и зависимость качества сварки от навыков рабочего.
Ремонтные и строительные работы, возведение металлических конструкций, сварка труб – это лишь некоторые области человеческой жизнедеятельности, в которых ручная дуговая сварка применяется наиболее широко.
Кроме того, данный метод позволяет не только осуществлять соединение различных металлических деталей, но и резать их.
Конструкция подобных агрегатов достаточно проста. Они состоят из трансформатора с первичной и вторичной обмоткой, регулятора силы тока, держателя электродов и зажима массы.
Конечно же, главным узлом подобных приборов является непосредственно трансформатор. Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.
Такой узел устроен следующим образом: намотка сварочного трансформатора выполнена из медного или алюминиевого провода. Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Точечная сварка или, как ее называют, контактная, несколько отличается от дуговой. Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
В происходит локальный нагрев изделия в месте соединения за счет прохождения тока между двумя электродами. Металл в таком варианте также расплавляется и соединяется, однако это происходит только в месте контакта электрода с изделием.
Данный способ соединения металлических заготовок получил широкое распространение в автомобильной промышленности, строительстве и т.д.
Кроме самой методики отличия имеются и в конструкции центрального элемента данного аппарата. В первую очередь тут отсутствуют наплавочные электроды. Вместо них применяются медные заточенные стержни, между которыми устанавливают соединяемые изделия.
Трансформаторы в таких агрегатах отличаются значительно меньшей мощностью. Также наличие конденсаторов в подобном устройстве обязательно, в то время как в электродуговых аппаратах можно обойтись и без них.
Тем не менее в независимости от того, какой трансформатор будет использован, главное знать его характеристики. Также важно понимать, за что они отвечают и как их можно поменять. Ниже в таблице представлены некоторые параметры данного элемента.
| Параметры | Тип трансформатора | |||||||
| СП-1 | ТСП-2 | СТШ-500 | ТС-500 | ТД-500 | ТД-300 | ТД-304 | ТДП-1 | |
| Напряжение сети, В | 220/380 | 220/380 | 380 | 220/380 | 380 | 380 | 380 | 220/380 |
| Номинальный ток, А | 160 | 300 | 500 | 500 | 500 | 300 | 300 | 160 |
| Интервал изменения сварочного тока, А | От 105 до 180 | От 90 до 300 | От 145 до 650 | От 165 до 650 | От 80 до 700 | От 60 до 400 | От 60 до 385 | От 55 до 175 |
| Номинальное напряжение дуги, В | 25 | 30 | 30 | 30 | 30 | 30 | 35 | 26,4 |
| Напряжение холостого хода, В | 65-70 | 62 | 60 | 60 | 60-76 | 61-79 | 61-79 | 68 |
| Номинальная мощность, кВ*А | 12 | 19,4 | 33 | 32 | 32 | 19,4 | 19,4 | 11,4 |
| КПД устройства | 0,750 | 0,760 | 0,90 | 0,850 | 0,870 | 0,860 | 0,870 | 0,720 |
| Коэффициент мощности cosϕ | 0,46 | 0,6 | 0,53 | 0,53 | 0,53 | 0,51 | 0,6 | 0,65 |
| Размеры, мм | ||||||||
| Длина | 254 | 510 | 670 | 840 | 515 | 692 | 692 | 435 |
| Ширина | 424 | 370 | 666 | 576 | 725 | 620 | 620 | 290 |
| высота | 435 | 590 | 753 | 1060 | 815 | 710 | 710 | 535 |
| Масса, кг | 38 | 65 | 220 | 250 | 210 | 137 | 137 | 38 |
Важной характеристикой является также количество фаз и напряжение сети. В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
Однако возможно использование и трехфазного сварочного трансформатора, который питается от сети 380 В. Данная характеристика является основной при создании и проектировании сварочного агрегата.
Номинальный сварочный ток определяет возможности аппарата в сваривании и резке металлических деталей различной толщины. Если речь идет о самодельном трансформаторе, тогда в них величина данного параметра не превышает двухсот ампер. На практике этого вполне достаточно для выполнения практически любых работ, которые могут появиться быту.
Также следует отметить, что большее значение номинального тока приведет к увеличению массы аппарата. Например, промышленный трансформатор, способный обеспечить ток в тысячу ампер, весит около трехсот килограмм.
Соединение металлических изделий различной толщины требует определенного значения силы тока, в противном случае металл попросту не расплавится и не соединится. В этих целях в аппаратах предусмотрено наличие регулятора, позволяющего задавать сварочный ток.
Обычно интервал регулировки определяется потребностями применения электродов заданного диаметра. В самодельных устройствах диапазон значений тока может варьироваться от 50 до 200 ампер.
Соединение металлических заготовок различной толщины с помощью одного и того же устройства требует не только контроля величины номинального тока, но и использования электродов различного диаметра.

Особенности конструкции сварочных трансформаторов.
Следует хорошо представлять для себя тот факт, что сварка тонкими электродами требует меньшего значения величины номинального сварочного тока, а работа с толстыми электродами – наоборот, больших величин. Тоже самое относится и к толщине металла.
Как уже было отмечено ранее, сварочный трансформатор работает на понижение напряжения электрической сети. На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
Важно понимать: данный параметр нельзя регулировать, он задается изначально.
Устройства для предполагают еще более низкое значение напряжения от полутора до двух вольт. Это вполне закономерно, исходя из связи величины напряжения с силой тока. Чем больше ток, тем меньше будет напряжение.
Ключевой характеристикой устройства является номинальный режим работы. Он определяет продолжительность беспрерывной работы, а также время, необходимое для остывания.
В самодельных приборах данный показатель обычно находится на уровне тридцати процентов. Это значит, что в течении десяти минут можно беспрерывно работать только три минуты, а остальное время аппарат должен «отдыхать».
Потребляемая и выходная мощность – не столь важные параметры. Тем не менее на их основе можно рассчитать коэффициент полезного действия. Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Напряжение холостого хода является важным критерием для дуговой сварки. При более высоких значениях этого параметра вызвать дугу проще. Выше уже упоминалось о том, что обычно данное значение не превышает восьмидесяти вольт.
Обойтись без принципиальной схемы данного устройства при его самостоятельном изготовлении просто невозможно. По большому счету в конструкции прибора не должно возникнуть особых трудностей, особенно если речь идет про дуговой метод соединения изделий.
С развитием микроэлектроники и электротехники схема трансформатора совершенствовалась. В интернете можно без проблем найти принципиальную схему данного узла. На ней обязательно будут присутствовать различные диодные мосты, регуляторы и, возможно, блоки сопротивления.
Что касается схемы, соответствующей аппарату точечного соединения металлических заготовок, то она существенно сложнее. На ней можно встретить конденсаторы, тиристоры и диоды. Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Существует множество различных схем. Ознакомиться с ними можно как во всемирной паутине, так и в специализированных журналах или книгах.
Расчёт
Ранее уже говорилось о том, что трансформатор для сварки состоит из сердечника, первичной и вторичной обмотки. Именно эти узлы и определяют основные рабочие параметры прибора.
Необходимо заранее определиться с тем, какими должны быть напряжение на обмотках, номинальный ток и т.д. Основываясь на этих значениях следует провести расчет обмоток, сердечника и сечения провода.
В расчете необходимо использовать такие величины, как:
- напряжение сети, являющееся напряжением первичной обмотки U1;
- напряжение вторичной обмотки U2, величина которого не должна быть меньше восьмидесяти вольт;
- номинальная сила тока вторичной обмотки I, определяемая исходя из толщины металла и электродов, с которыми предстоит работать;
- сечение сердечника Sc, площадь которого определяет надежность прибора;
- площадь окна сердечника So выбирается исходя из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода;
- плотность тока А/мм2 – важный параметр, определяющий электропотери в обмотках.
Чтобы лучше представлять специфику расчета параметров трансформатора, следует рассмотреть весь этот процесс на примере. Предположим, что известны следующие данные: U1=220 В, U2=60 В, I= 180 А, Sc=45 см2, Sо=100 см2, и плотность тока 3 А/мм2.
В первую очередь следует определить мощность: P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Затем устанавливается необходимое количество витков в первичной и вторичной обмотке. Данное значение определяется из количества витков на один вольт: K = 50/Sс = 50/45 = 1,11; и максимальной силы тока на первичной обмотке: Imax = P/U = 6750/220 = 30,7 А.
После того, как будут получены значения данных параметров, можно определить количество витков на вторичной обмотке: W2 = U2*K = 60*1,11 = 67 витков.
Расчет витков в первичной обмотке рассчитывается по другой формуле, которая будет указана ниже.
Нередко в случае необходимости расчета тороидального трансформатора определяют ступени регулирования силы тока. Это необходимо для вывода провода на определенном витке. Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Но для начала следует установить напряжение каждой ступени. Сделать это можно исходя из простого соотношения U=P/I.

Конструктивные особенности сварочного трансформатора.
Например, нужно сделать четыре ступени на 90, 100, 130 и 160 ампер. Мощность устройства составляет 6750 Ватт. Воспользовавшись приведенным соотношением, получим: 75, 67,5, 52, 42,2 вольт. Затем данные подставляются в выражение для ступеней.
В результате получим такие значения: 197, 219, 284, 350 витков. К последней величине следует добавить еще 5 процентов. В результате количество витков составит 385.
В конечном итоге нужно определить сечение провода на обмотках. Чтобы получить это значение необходимо максимальный ток обмотки разделить на плотность тока.
Приведенный выше расчет достаточно прост. Он не вызовет труда ни у одного мастера. Однако порой даже на такие простые вещи не хочется терять время. Также всегда существует вероятность того, что в каком-то действии может быть допущена машинальная описка или опечатка, что приведёт к серьезным последствиям.
Обезопасить себя и сберечь время поможет онлайн калькулятор, позволяющий произвести все описанные выше расчеты автоматически.
После того, как будут произведены все расчеты и при наличии схемы, можно приступать к сборке устройства. Сложной работу не назовешь, однако она потребует определённой усидчивости. Это связано с необходимостью четкого подсчета количества витков.
Выше уже говорилось о высокой популярности именно тороидального варианта устройства, однако далее будет рассмотрен случай трансформатора с П-образным сердечником. Данная модификация отличается большей простотой, именно поэтому она и выбрана.
В первую очередь необходимо изготовить каркасы для обмоток. В этих целях можно использовать текстолитовые плиты. Данный материал нетрудно найти, так как он широко применяется при создании плат. Из них собираем каркасы и изолируем их термостойкой изоляцией. Затем делаем обмотку.
После того, как будет уложен слой, его необходимо заизолировать и только после этого приступать к укладке следующего. По завершению данного процесса на концах отводов закрепляются медные болты.
После формирования обмотки собирается магнитопровод. В качестве материала используется железо, созданное специально в этих целях. Металл характеризуется определенными значениями магнитной индукции, и неправильная марка стали способна все испортить.
Металлические пластины для сердечника можно снять со старых устройств или приобрести по отдельности. Сами пластины имеют толщину около одного миллиметра, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
Высококачественный самодельный трансформатор может не получиться с первого раза. Виной этому могут быть различные ошибки связанные с неправильными расчетами и отсутствием практики сборки подобных устройств.
Если процесс расчета можно существенно упростить с помощью онлайн калькулятора, то опыт можно получить только методом проб и ошибок. Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.
особенности и отличие от инвертора
В двадцатом веке сварочный аппарат переменного тока был самым распространенным устройством сварки металлов в строительстве и промышленности. Это объясняется простотой конструкцией аппарата.
Если говорить кратко, он представляет собой силовой понижающий трансформатор, вторичная обмотка которого имеет несколько выводов. В зависимости от того какой метал нужно варить, какой толщины, каким электродом, сварщик выбирает тот или иной вывод вторичной обмотки.

Виды устройств
Сварочные аппараты, работающие за счет действия переменного тока, подразделяются на следующие виды:
- оборудование для ручной электродуговой сварки с помощью отдельных электродов покрытых флюсом;
- оборудование для ручной аргоновой электросварки с помощью неплавящихся электродов из вольфрама;
- полуавтоматическое оборудование, осуществляющее сварку в среде защитного и инертного газа с помощью электродной проволоки;
- оборудование контактной сварки.
В международной классификации электродуговая сварка получила обозначение ММА-АС или ММА-DC, в случае ручной электросварки одиночными электродами, а аргоновая сварка с неплавящимися электродами – TIG.

Конструкция на трансформаторах
Обычный аппарат для сварки по размерам и форме выглядел как стиральная бытовая машинка на колесах, только еще тяжелее. Замкнутый магнитопровод располагался вертикально. Внизу находилась первичная обмотка трансформатора.
 Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
Вторичная обмотка была подвижной. Она прикреплялась к гайке вертикального винта с ленточной резьбой. На крышке корпуса располагался рым-болт с ручкой.
При вращении ручки гайка с вторичной обмоткой перемещалась по винту, изменяя магнитный поток, проходящий через катушки. Таким образом, осуществлялась регулировка сварочного электротока.
Для перемещения аппарата на крышке имелась ручка, для присоединения проводов сварочной цепочки на боковой стенке располагался зажим. Все стенки имели щелевые отверстия для охлаждения трансформатора.
Говоря о таких аппаратах в прошедшем времени, имеется в виду, что сейчас в большинстве своем используют сварочные инверторы переменного и постоянного тока. Сварочным оборудованием на основе силового трансформатора практически не пользуются.
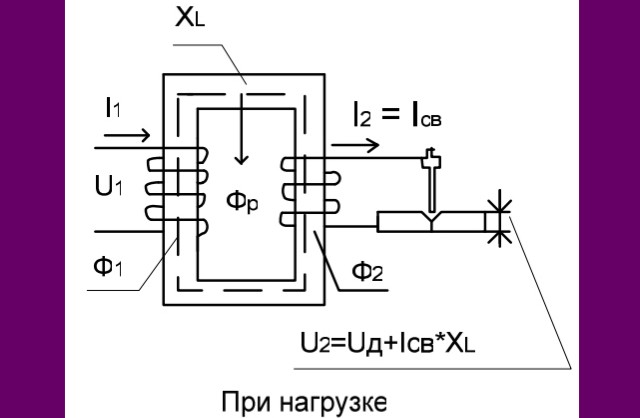
Чтобы сварочный шов получался качественным, требуется круто падающая вольтамперная характеристика трансформатора. Это достигается двумя способами. Первый вариант: в трансформаторе с нормальным магнитным рассеянием и отдельной реактивной катушкой (дросселем) регулировку сварочного процесса осуществляют за счет изменения зазора в сердечнике дросселя.
Второй вариант: регулировка осуществляется за счет изменения зазора между первичной и вторичной катушками. При этом изменение электротока в широком диапазоне не приводит к изменению напряжения дуги, что положительно сказывается на качестве шва.

Оборудование для контактной сварки
У аппаратов контактной сварки в момент сварочного процесса у маломощных устройств сварочный ток достигает 5000-10000 А, в мощных устройствах доходит до 500 кА. Поэтому к трансформаторам предъявляются высокие требования.
Они являются понижающими трансформаторами с рядом конструктивных особенностей:
- чтобы получить максимальный электроток вторичная обмотка выполняется из одного витка;
- первичная обмотка выполняется на дисковом сердечнике в виде отдельных секций. Разбивка катушек на секции необходима для регулировки электротока, а диск для равномерного охлаждения;
- вторичная обмотка выполнена в виде параллельно соединенных медных дисков. Для защиты от влаги они залиты эпоксидной смолой;
- предусматривается воздушное или водяное охлаждение.
Аппараты контактной сварки в большинстве своем однофазные с сердечниками броневого типа. Так как качество сварки сильно зависит от длительности сварочного импульса, то коммутационное оборудование достаточно сложное – плата за точность.
Аппараты испытывают большие механические нагрузки, до 400 пусков минуту, поэтому к ним предъявляются дополнительные требования по прочности конструкции.
Маломощные аппараты контактной сварки имеют сварочной ток до 5000 А, весят около 20 кг и сваривают металл толщиной до 2,5 мм. Широко применяются в домашних условиях и мелких мастерских.
Конструкция инвертора
Инверторы иногда называют сварочными аппаратами постоянного тока, поскольку при их работе на первом этапе происходит преобразование переменного напряжения в постоянное.
Инверторы активно вытесняют аппараты на трансформаторах благодаря небольшому весу, компактным размерам и высокой производительности.
 Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Сварочный инвертор состоит из высоковольтного выпрямительного диодного моста и фильтра низких частот, генератора частоты в пределах 30-70 кГц, силовых высоковольтных ключей, разделительного конденсатора и понижающего трансформатора. Он выполняет функцию преобразователя низкочастотного переменного тока в высокочастотный.
Напряжение 220 В 50 Гц подается на выпрямительный мост, где происходит его выпрямление, фильтр снижает пульсации и поступает на электронные ключи выполненные на биполярных транзисторах с изолированным затвором или полевых транзисторах.
На выходе ключей, благодаря блоку управления на основе генератора частоты, получается сигнал частотой 30-70 кГц. Проходя через разделительный конденсатор, электроток избавляется от постоянной составляющей и поступает на первичную обмотку понижающего трансформатора.
На выходе вторичной обмотки получается высокочастотный переменный ток, который используется для сварки. По сути, сварочные инверторы переменного тока выполняются, как импульсные источники питания без выпрямительного блока на выходе.
Из-за быстрого перехода через ноль сварочные инверторные аппараты переменного тока имеют устойчивую, равномерную дугу, что положительно сказывается на качестве шва.
Использование инвертора позволяет получить малогабаритный аппарат большой мощности. Недостатком инвертора можно считать высокую чувствительность к скачкам напряжения.
Достоинства и недостатки
Ручная дуговая сварка переменным током работает на основе силового трансформатора, имеющего простую, надежную и недорогую конструкцию. Она может работать практически в любых условиях и длительное время без перерывов.
К недостаткам нужно отнести невысокую производительность сварочных работ, необходимость постоянного удаления шлака. Сварочный шов получается хуже, чем дает сварка постоянным током.
Аргоновая сварка с использованием аппарата переменного тока с неплавящимися электродами дает сварной шов высочайшего качества, позволяет варить металл большого сечения, отсутствуют брызги.
К недостаткам нужно отнести необходимость использования дополнительного оборудования в виде газовых баллонов и низкую производительность работ.
Электроды и особенности работ
 Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Для сварки переменным электротоком электроды разработаны давно и имеют большое разнообразие. При использовании инверторов пришлось создавать новые электроды из-за специфики высокочастотного переменного тока.
Наиболее широко применяются электроды марок АНО, ОЗС, МР. Они используются для сварки углеродистых и низколегированных сталей. Обеспечивают легкое разжигание электрической дуги и равномерность ее поддержания, легкое удаление шлака. Могут применяться для сварочных аппаратов переменного и постоянного тока.
Главная особенность сварки переменным током заключается в изменении полярности протекающего через электрическую дугу тока. Из-за того, что на частоте 50 Гц время перехода через ноль довольно большое, дуга почти гаснет, получается неравномерной.
Это приводит часто к пористости шва, снижению его качества. При использовании высокочастотного переменного электротока этот недостаток практически преодолевается.
Использование постоянного позволяет получать сварочные швы более высокого качества за счет равномерного выделения теплоты в сварочной ванне. На постоянном токе электрическая дуга зажигается при меньшем напряжении, и ее легче поддерживать сварщику.
Сварочный трансформатор — устройство и принцип работы
Сварочный трансформатор для выполнения дуговой ручной сварки, а также некоторых типов промышленной сварки считается незаменимым инструментом. Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети.
Такое оборудование способно понижать напряжение под напряжение холостого хода сварочного трансформатора, обеспечивая тем самым его бесперебойную эксплуатацию.
Разновидности трансформаторной сварки
Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки.

Трансформатор дуговой сварки
Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин:
- надежная и довольно простая конструкция инструмента;
- мобильность;
- довольно обширный рабочий диапазон;
- простота управления;
- хорошая производительность.
Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов:
- низкий показатель КПД;
- качество сварного шва полностью зависит от уровня профессионализма самого сварщика.
Трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины.
Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает:
- непосредственно сам трансформатор;
- электродный держатель;
- регулятор тока;
- зажим для массы.
Нужно выделить основной элемент аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации.
Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков.
Трансформатор точечной сварки
Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое).

Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия.
Конструкция
Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий.
Автолюбители из трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова.
У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают.
Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера.
Схема трансформатора
Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки.
Общая схема трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше.

Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока.
Расчет трансформатора
Как выполняется расчет сварочного трансформатора?
Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки.
При произведении расчетов основанием являются такие параметры:
- U1 – напряжение первичной обмотки, в качестве которого выступает сетевое напряжение, от какого сварка и будет работать (220В/380В).
- U2 – напряжение вторичной обмотки (не более 80В). Напряжение электричества, создаваемое после понижения. Оно необходимо для возбуждения сварочной дуги;
- I – сила тока вторичной обмотки (рассчитывается в зависимости от предполагаемых для выполнения работ электродов, толщины свариваемого металла).
- Sc – площадь сечения сердечника (берется в пределах 45-55 см²). Этот параметр влияет на качество и надежность работы инструмента.
- So – площадь окна сердечника (берется в пределах 80-110 см²). Параметр берется из расчета отвода избыточного тепла, качественного магнитного рассеяния, удобства намотки медной проволоки.
- Рт – плотность тока обмотки (2,5-3A/мм2 – для самодельных трансформаторов). довольно значимый параметр, который отвечает за электрические потери на обмотках инструмента.
Сварочный инструмент своими руками
Чем отличается самодельный трансформатор?
Первичную обмотку самодельных сварочных инструментов обычно изготавливают из медной проволоки, специально для этого предназначенной. К вторичной обмотке требования минимальные, поэтому чаще используется кабель многожильный (берется сечение в пределах 2,5-3,5 см).
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели. Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей.
Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс.
Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг.