


Способы соединения проводов. Скрутка, пайка, сварка, опрессовка проводов и другие методы соединения.
Способы соединения проводов
Контактные соединения проводников являются очень важным элементом электрической цепи, поэтому при выполнении электромонтажных работ нужно всегда помнить, что надежность любой электрической системы в значительной степени определяется качеством выполнения электрических соединений.
Ко всем контактным соединениям предъявляются определенные технические требования. Но в первую очередь эти соединения должны обладать устойчивостью к механическим факторам, быть надежными и безопасными.
При малой площади соприкосновения в зоне контакта может возникать довольно значительное сопротивление для прохождения тока. Сопротивление в месте перехода тока из одной контактной поверхности в другую называется переходным контактным сопротивлением, которое всегда больше, чем сопротивление сплошного проводника таких же размеров и формы. В процессе эксплуатации свойства контактного соединения под действием разнообразных факторов внешнего и внутреннего характера могут настолько ухудшиться, что увеличение его переходного сопротивления может вызвать перегрев проводов и создать аварийную ситуацию. Переходное контактное сопротивление в значительной степени зависит от температуры, при повышении которой (в результате прохождения тока) происходит увеличение переходного сопротивления контакта. Нагрев контакта приобретает особое значение и в связи с его влиянием на процесс окисления контактных поверхностей. При этом окисление поверхности контакта идет тем интенсивнее, чем выше температура контакта. Появление оксидной пленки, в свою очередь, вызывает очень сильное увеличение переходного сопротивления.
Контактное соединение — это элемент электрической цепи, где осуществляется электрическое и механическое соединение двух или нескольких отдельных проводников. В месте соприкосновения проводников образуется электрический контакт — токопроводящее соединение, через которое ток протекает из одной части в другую.
Простое наложение или легкое скручивание контактных поверхностей соединяемых проводников не обеспечивает хорошего контакта, так как из-за микронеровностей действительное соприкосновение происходит не по всей поверхности проводников, а только в немногих точках, что приводит к значительному увеличению переходного сопротивления.
В месте соприкосновения двух проводников всегда возникает переходное сопротивление электрического контакта, величина которого зависит от физических свойств соприкасающихся материалов, их состояния, силы сжатия в месте контакта, температуры и фактической площади соприкосновения.
С точки зрения надежности электрического контакта алюминиевый провод не выдерживает конкуренции с медным. Предварительно очищенная поверхность алюминия после нескольких секунд пребывания на воздухе покрывается тонкой твердой и тугоплавкой окисной пленкой, обладающей высоким электрическим сопротивлением, что приводит к повышенному переходному сопротивлению и сильному нагреву зоны контакта, в результате чего еще больше увеличивается электрическое сопротивление. Еще одной особенностью алюминия является его низкий предел текучести. Сильно затянутое соединение алюминиевых проводов с течением времени ослабевает, что приводит к снижению надежности контакта. Кроме того, алюминий обладает худшей проводимостью. Именно поэтому применение в бытовых электрических системах алюминиевых проводов не только неудобно, но и опасно.
Медь окисляется на воздухе при обычных температурах жилых помещений (около 20 °С). Образующаяся при этом окисная пленка не обладает большой прочностью и легко разрушается при сжатии. Особенно интенсивное окисление меди начинается при температурах выше 70 °С. Оксидная пленка на медной поверхности сама по себе обладает незначительным сопротивлением и мало влияет на величину переходного сопротивления.
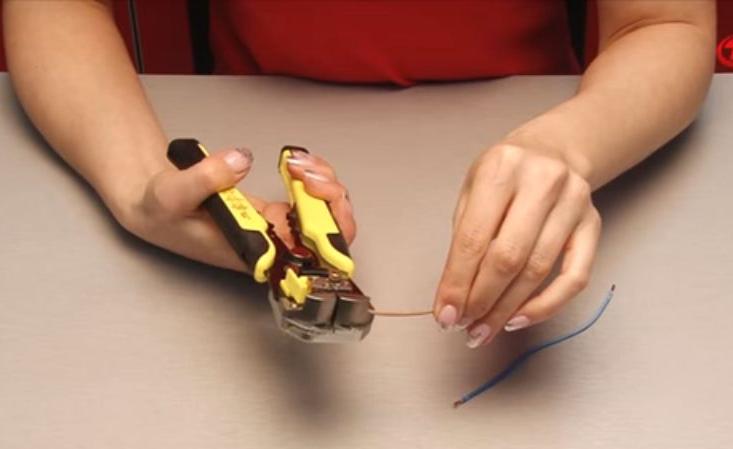
Состояние контактных поверхностей оказывает решающее влияние на рост переходного сопротивления контакта. Для получения устойчивого и долговечного контактного соединения должна быть выполнена качественная зачистка и обработка поверхности соединяемых проводников. Изоляцию с жил снимают на нужную длину специализированным инструментом или ножом. Затем оголенные части жил зачищают наждачной шкуркой и обрабатывают ацетоном или уайт-спиритом. Длина разделки зависит от особенностей конкретного способа соединения, ответвления или оконцевания.
Переходное контактное сопротивление в значительной степени уменьшается при увеличении силы сжатия двух проводников, так как от нее зависит действительная площадь соприкосновения. Таким образом, для уменьшения переходного сопротивления в соединении двух проводников необходимо обеспечить достаточное их сжатие, но без разрушающих пластических деформаций.
Существует несколько способов монтажа электрического соединения. Наиболее качественным из них всегда будет то, которое обеспечивает в конкретных условиях наиболее низкое значение переходного контактного сопротивления как можно более длительное время.
Согласно «Правилам устройства электроустановок» (п. 2.1.21), соединение, ответвление и оконцевание жил проводов и кабелей должны производиться при помощи сварки, пайки, опрессовки или сжимов (винтовых, болтовых и т. и.) в соответствии с действующими инструкциями. В таких соединениях всегда можно добиться стабильно низкого переходного контактного сопротивления. При этом необходимо соединять провода с соблюдением технологии и с использованием соответствующих материалов и инструментов.
Соединение проводов в распределительной коробке — это важная и ответственная операция. Она может выполняться различными способами: при помощи клеммников, методом пайки и сварки, опрессовкой, а зачастую обычной скруткой. У всех этих способов есть определенные преимущества и недостатки. Выбрать способ соединения необходимо перед началом монтажа, так как это предполагает и подбор соответствующих материалов, инструментов и оборудования.
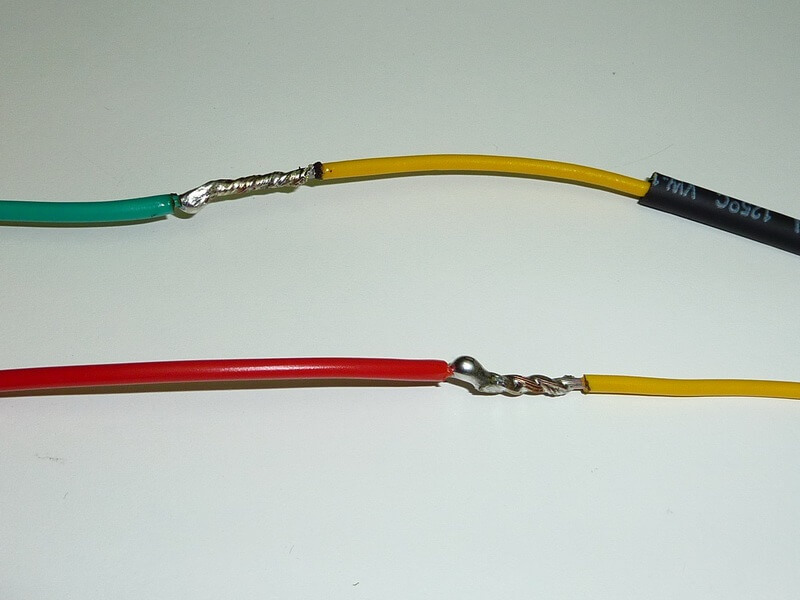
При соединении проводов следует соблюдать одинаковую цветность нулевых, фазных и заземляющих проводов. Обычно фазный провод — коричневый или красный, нулевой рабочий — голубой, провод защитного заземления — желто-зеленый.
Очень часто электрикам приходится подключать провод к уже существующей линии. Иными словами, необходимо создать ответвление проводов. Такие соединения выполняются с помощью специальных ответвительных сжимов, клеммных колодок и прокалывающих зажимов.
При непосредственном соединении медных и алюминиевых проводов медь с алюминием образуют гальваническую пару, и в месте контакта возникает электрохимический процесс, в результате которого алюминий разрушается. Поэтому для соединения медных и алюминиевых проводов нужно использовать специальные клеммные или болтовые соединения.
Провода, подключаемые к различным устройствам, часто нуждаются в специальных наконечниках, которые способствуют обеспечению надежного контакта и снижению переходного сопротивления. Такие наконечники могут крепиться к проводу пайкой или опрессовкой.
Наконечники бывают самых различных видов. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны.
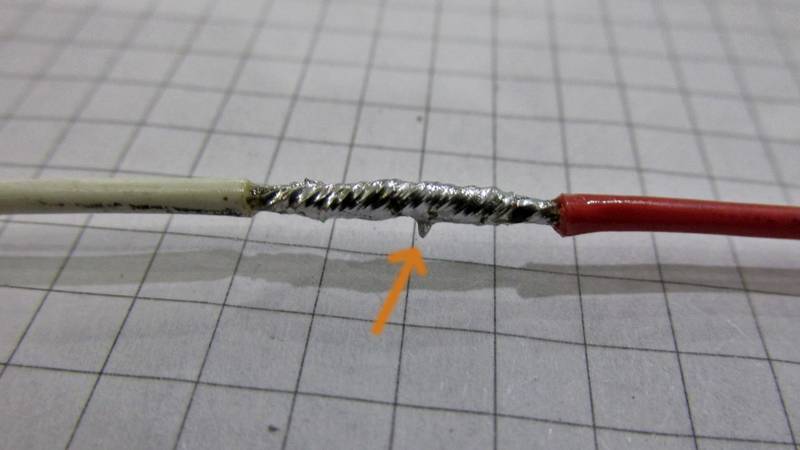
Сварка. Соединение проводов сваркой.
Соединение проводников сваркой дает монолитный и надежный контакт, поэтому она широко применяется при электромонтажных работах.
Сварку выполняют по торцам предварительно зачищенных и скрученных проводников угольным электродом при помощи сварочных аппаратов мощностью около 500 Вт (для сечения скруток до 25 мм2). Ток на сварочном аппарате выставляется от 60 до 120 А в зависимости от сечения и количества свариваемых проводов.
Из-за относительно малых токов и низкой (по сравнению со сталью) температуры плавления процесс происходит без большой ослепительной дуги, без глубинного прогрева и разбрызгивания металла, что позволяет использовать вместо маски защитные очки. При этом могут быть упрощены и другие меры безопасности. По окончании сварки и остывании провода оголенный конец изолируется с помощью изоленты или термоусадочной трубки. После небольшой тренировки с помощью сварки можно довольно быстро и качественно выполнить соединения электрических проводов и кабелей в системе электроснабжения.
При сварке электрод подносится к свариваемому проводу до касания, потом отводится на небольшое расстояние (ОД—1 мм). Полученная при этом сварочная дуга оплавляет скрутку проводов до образования характерного шарика. Касание электрода должно быть кратковременным для создания нужной зоны оплавления без повреждения изоляции провода. Большую длину дуги делать нельзя, так как место сварки получается пористым из-за окисления в воздушной среде.
В настоящее время сварочные работы по соединению электрических проводов удобно выполнять инверторным сварочным аппаратом, так как он имеет небольшие объем и вес, что позволяет электромонтажнику работать на стремянке, например под потолком, повесив сварочный инверторный аппарат себе на плечо. Для сварки электрических проводов используют графитовый электрод, покрытый медью.
В соединении, полученном методом сварки, электрический ток течет по монолитному однотипному металлу. Разумеется, и сопротивление подобных соединений оказывается рекордно низким. Кроме того, такое соединение обладает прекрасной механической прочностью.
Из всех известных способов соединения проводов ни один из них по долговечности и проводимости контакта не сравнится со сваркой. Даже пайка разрушается со временем, так как в соединении присутствует третий, более легкоплавкий и рыхлый металл (припой), а на границе разных материалов всегда существует дополнительное переходное сопротивление и возможны разрушающие химические реакции.
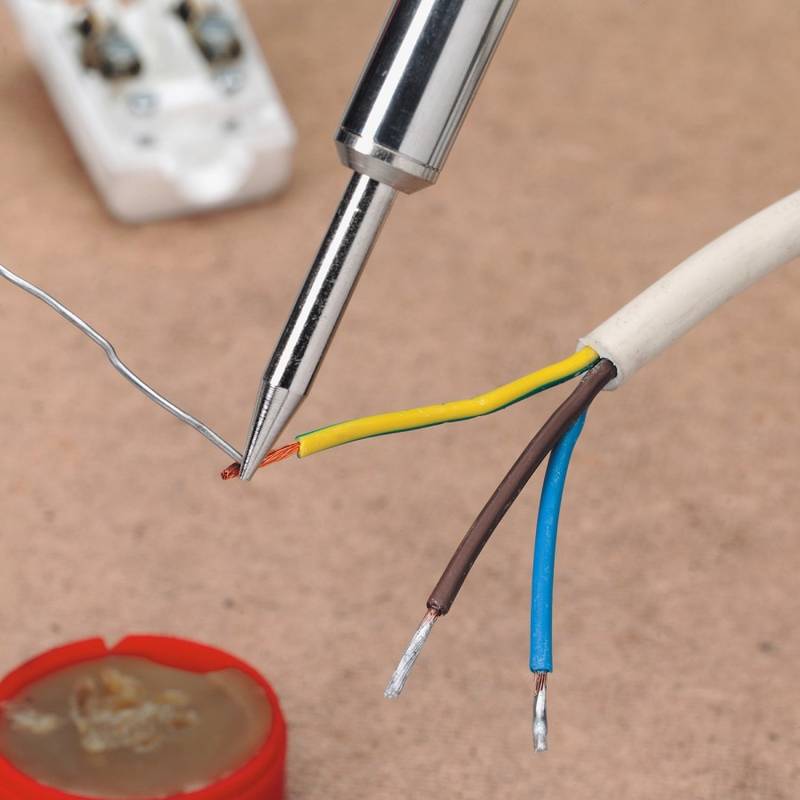
Пайка. Соединение проводов пайкой.
Пайка представляет собой способ соединения металлов с помощью другого, более легкоплавкого металла. По сравнению со сваркой пайка является более простой и доступной. Она не требует дорогостоящего оборудования, менее пожароопасна, а навыки для выполнения хорошего качества пайки потребуются более скромные, чем при осуществлении сварного соединения. Следует отметить, что поверхность металла на воздухе обычно быстро покрывается оксидной пленкой, поэтому ее перед пайкой требуется зачистить. Но зачищенная поверхность вновь может быстро окислиться. Во избежание этого на обработанные места наносят химические вещества — флюсы, повышающие текучесть расплавленного припоя. Благодаря этому пайка получается прочнее.
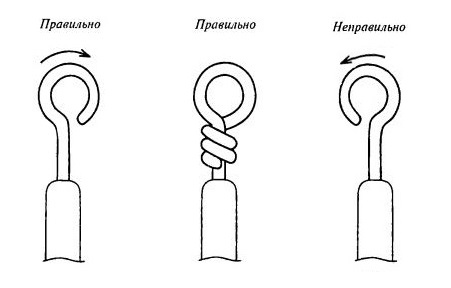
Пайка также является лучшим способом оконцевания медных многопроволочных жил в кольцо — пропаянное кольцо равномерно покрывается припоем. При этом все проволоки должны полностью входить в монолитную часть кольца, а его диаметр должен соответствовать диаметру винтового зажима.
Процесс пайки проводов и жил кабелей заключается в покрытии разогретых концов соединяемых жил расплавленным оловянисто-свинцовым припоем, который обеспечивает после затвердения механическую прочность и высокую электропроводность неразъемного соединения. Пайка должна быть гладкой, без пор, загрязнений, наплывов, острых выпуклостей припоя, инородных вкраплений.
Для пайки медных жил малых сечений используют трубки припоя, заполненные канифолью, или раствор канифоли в спирте, который перед пайкой наносят на место соединения.
Для создания качественного пропаянного контактного соединения жилы проводов (кабелей) необходимо тщательно облудить, а затем скрутить и обжать. От правильной скрутки в значительной степени зависит качество пропаянного контакта.
После пайки контактное соединение защищается несколькими слоями изоляционной ленты или термоусадочной трубкой. Вместо изоляционной ленты пропаянное контактное соединение можно защитить изоляционным колпачком (СИЗ). Перед этим желательно готовое соединение покрыть влагостойким лаком.
Нагрев деталей и припоя производится специальным инструментом, который называется паяльником. Обязательным условием создания надежного соединения способом пайки является одинаковая температура спаиваемых поверхностей. Большое значение для качества пайки имеет соотношение температуры жала паяльника и температуры плавления. Естественно, что добиться этого можно только при помощи правильно подобранного инструмента.
Паяльники различаются по конструкции и мощности. Для выполнения бытовых электромонтажных работ вполне достаточно обычного электрического стержневого паяльника мощностью 20—40 Вт. Желательно, чтобы он был оснащен регулятором температуры (с термодатчиком) или хотя бы регулятором мощности.
Опытные электромонтажники часто используют для пайки оригинальный способ. В рабочем стержне мощного паяльника (не менее 100 Вт) высверливается отверстие диаметром 6—7 мм и глубиной 25—30 мм и заполняется припоем. В разогретом состоянии такой паяльник представляет собой небольшую лудильную ванночку, которая позволяет быстро и качественно пропаять несколько многожильных соединений. Перед пайкой в ванночку бросается небольшое количество канифоли, которая препятствует появлению оксидной пленки на поверхности проводника. Дальнейший процесс пайки заключается в опускании скрученного соединения в такую импровизированную ванночку.
Соединение проводов винтовыми клеммниками
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
Соединение проводов самозажимными клеммниками
В последнее время очень популярным приспособлением для соединения проводов и жил кабелей стали самозажимные клеммники типа WAGO. Они предназначены для соединения проводов сечением до 2,5 мм2 и рассчитаны на рабочий ток до 24 А, что позволяет подключать к соединенным ими проводам нагрузку до 5 кВт. В таких клеммниках можно соединить до восьми проводов, что значительно ускоряет монтаж проводки в целом. Правда, по сравнению со скруткой, они занимают в распаянных коробках больше места, что не всегда удобно.
Безвинтовой клеммник принципиально отличается тем, что его монтаж не требует никаких инструментов и навыков. Зачищенный на определенную длину провод с небольшим усилием вставляется на свое место и надежно поджимается пружиной. Конструкция безвинтового клеммного соединения была разработана в немецкой фирме WAGO еще в 1951 г. Существуют и другие фирмы-производители такого типа электротехнических изделий.
В подпружиненных самозажимных клеммниках, как правило, слишком мала площадь эффективно контактирующей поверхности. При больших токах это приводит к нагреву и отпуску пружин, в результате чего происходит потеря их упругости. Поэтому такие устройства следует использовать лишь на подводках, не подвергающихся большим нагрузкам.
Фирма WAGO выпускает клеммники и для установки на DIN-рейку, и для крепления винтами к плоской поверхности, но при монтаже в составе домашней электропроводки применяются строительные клеммники. Эти клеммники выпускаются трех видов: для распределительных коробок, для арматуры светильников и универсальные.
Клеммники WAGO для распределительных коробок позволяют соединять от одного до восьми проводников сечением 1,0—2,5 мм2 или три проводника сечением 2,5—4,0 мм2. А клеммники для светильников соединяют 2—3 проводника сечением 0,5—2,5 мм2.
Технология соединения проводов при помощи самозажимных клеммников очень проста и не требует специальных инструментов и особых навыков.
Существуют также клеммники, в которых фиксация проводника осуществляется при помощи рычажка. Такие устройства позволяют добиться хорошего прижима, надежного контакта и при этом легко разбираются.
Соединение проводов соединительными изолирующими зажимами
Одним из популярных среди электромонтажников соединительных изделий является соединительный изолирующий зажим (СИЗ). Такой зажим представляет собой пластмассовый корпус, внутри которого находится анодированная коническая пружина. Для соединения проводов их зачищают на длину около 10—15 мм и складывают в общий пучок После чего на него накручивают СИЗ, вращая по часовой стрелке до упора. При этом пружина обжимает провода, создавая необходимый контакт. Конечно, все это происходит только тогда, когда колпачок СИЗ подобран правильно по своему номиналу. С помощью такого зажима возможно соединение нескольких одиночных проводов общей площадью 2,5—20 мм2. Естественно, что колпачки в этих случаях разного типоразмера.
В зависимости от размера СИЗы имеют определенные номера и подбираются по суммарной площади поперечного сечения скручиваемых жил, которая всегда указана на упаковке. При выборе колпачков СИЗ следует ориентироваться не только на их номер, но и на суммарное сечение проводов, на которое они рассчитаны. Цвет изделия не имеет никакого практического значения, но может использоваться для маркировки фазных и нулевых жил и заземляющих проводов.
Зажимы СИЗ в значительной степени ускоряют монтаж, а за счет изолированного корпуса не требуют дополнительной изоляции. Правда, качество соединения у них несколько ниже, чем у винтовых клеммников. Поэтому при прочих равных условиях предпочтение все-таки следует отдать последним.
Скрутка. Соединение проводов скруткой.
Скрутка оголенных проводов как способ соединения в «Правилах устройства электроустановок» (ПУЭ) не включена. Но несмотря на это многие опытные электромонтажники рассматривают правильно выполненную скрутку как вполне надежное и качественное соединение, утверждая, что переходное сопротивление в нем практически не отличается от сопротивления в целом проводнике. Как бы то ни было, хорошую скрутку можно считать одним из этапов соединения проводов пайкой, сваркой или колпачками СИЗ. Поэтому качественно выполненная скрутка является залогом надежности всей электрической проводки.
Если провода соединены по принципу «как получилось», в месте их контакта может возникнуть большое переходное сопротивление со всеми отрицательными последствиями.
В зависимости от типа соединения скрутка может выполняться несколькими способами, которые при небольшом переходном сопротивлении способны обеспечить вполне надежное соединение.
Вначале аккуратно удаляется изоляция без повреждения жилы провода. Оголенные на длину не менее 3—4 см участки жил обрабатываются ацетоном или уайт-спиритом, зачищаются наждачной бумагой до металлического блеска и плотно скручиваются пассатижами.
Соединение проводов опрессовкой
Способ опрессовки широко используется для выполнения надежных соединений в распределительных коробках. При этом концы проводов зачищаются, объединяются в соответствующие пучки и впрессовываются. Соединение после опрессовки защищается изолентой или термоусадочной трубкой. Оно является неразъемным и в обслуживании не нуждается.
Опрессовка считается одним из самых надежных способов соединений проводов. Такие соединения выполняют с помощью гильз путем сплошного обжатия или местного вдавливания специальными инструментами (пресс-клещами), в которые вставляются сменные матрицы и пуансоны. При этом происходит вдавливание (или обжатие) стенки гильзы в жилы кабеля с образованием надежного электрического контакта. Опрессовка может производиться местным вдавливанием или сплошным обжатием. Сплошное обжатие обычно выполняется в форме шестигранника.
Медные провода перед опрессовкой рекомендуется обрабатывать густой смазкой, содержащей технический вазелин. Такая смазка снижает трение и уменьшает риск повреждения жилы. Непроводящая ток смазка не увеличивает переходное сопротивление соединения, так как при соблюдении технологии смазка полностью вытесняется из места контакта, оставаясь лишь в пустотах.
Для опрессовки чаще всего применяются ручные пресс-клещи. В наиболее распространенном случае рабочими органами этих инструментов являются матрицы и пуансоны. В общем случае пуансон — это подвижный элемент, производящий местное вдавливание на гильзе, а матрица — фигурная неподвижная скоба, воспринимающая давление гильзы. Матрицы и пуансоны могут быть сменными или регулируемыми (рассчитанными на разное сечение).
При монтаже обычной домашней проводки используются, как правило, небольшие опрессовочные клещи с фигурными губками.
В качестве гильзы для опрессовки можно, конечно, использовать любую медную трубку, но лучше применять специальные гильзы из электротехнической меди, длина которых соответствует условиям надежности соединения.
При опрессовке провода могут заводиться в гильзу как с противоположных сторон до взаимного соприкосновения строго посередине, так и с одной стороны. Но в любом случае суммарное сечение проводов должно соответствовать внутреннему диаметру гильзы.
Технология пайки проводов: последовательность выполнения
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.

Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.

4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.

Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Посмотрите видео «Как паять паяльником»
Поделиться:
Пайка проводов | Полезные статьи
Понравилось видео? Подписывайтесь на наш канал!Пайка является одним из самых надежных способов соединения проводов или токопроводящих жил кабелей между собой. Научиться паять несложно, главное соблюдать основные принципы.
Как соединить провода пайкой
 Как же правильно паять провода? Вначале необходимо их подготовить. Для этого нужно удалить с поверхности проводов изоляционный слой длиной от 5 до 7 мм.
Как же правильно паять провода? Вначале необходимо их подготовить. Для этого нужно удалить с поверхности проводов изоляционный слой длиной от 5 до 7 мм.
Если на поверхности жилы есть следы окисления, то их нужно удалить с помощью надфиля или напильника. После чего каждую жилу залудить оловянным припоем. Многопроволочные жилы перед лужением предварительно скручиваются.
Чтобы припой равномерно ложился на поверхность жилы, нужно нанести жидкий флюс. Набрав на разогретое жало паяльника немного припоя, следует провести им по жиле несколько раз, добиваясь полного покрытия. Также можно погрузить в твердую канифоль жало паяльника с набранным припоем и оголенную часть провода, и равномерно распределить олово по жиле.
По такому принципу подготавливаются все провода, которые требуется соединить с помощью пайки.
 Подготовленные проводники укладываются таким образом, чтобы обеспечить максимальную площадь соприкосновения залуженных частей, после чего место контакта прогревается до расплавления припоя. Пайка проводов будет надежной, если соединяемые проводники будут неподвижны до полного остывания припоя. В некоторых случаях проводники предварительно скручиваются между собой, после чего на них наносится флюс и расплавленный припой.
Подготовленные проводники укладываются таким образом, чтобы обеспечить максимальную площадь соприкосновения залуженных частей, после чего место контакта прогревается до расплавления припоя. Пайка проводов будет надежной, если соединяемые проводники будут неподвижны до полного остывания припоя. В некоторых случаях проводники предварительно скручиваются между собой, после чего на них наносится флюс и расплавленный припой.
Часто на форумах поднимается вопрос: «Как паять кабель?». Процесс пайки токопроводящих жил кабеля ничем не отличается от технологии пайки проводов.
Место соединения проводов или жил кабеля необходимо оградить от воздействия окружающей среды и случайного прикосновения руками. Для этого можно использовать изоляционную ленту или специальные трубки, которые под воздействием температуры уменьшаются в диаметре, и плотно изолируют контакт. Если для изоляции контакта используется такой способ, то нужно перед тем, как паять провода паяльником, на один из них надеть отрезок термоусадочной трубки.
Однако следует помнить, что первое с чего начинается пайка – безопасность человека, поэтому:
- в процессе работы обязательно использовать защитные очки;
- паяльник во время нагрева и в перерыве между пайкой должен находиться в специальной подставке;
- необходимо обеспечить проветривание помещения, так как канифоль и припой при нагреве выделяют слаботоксичные испарения.
Зная принципы, как паять провода, можно нарастить недостающую длину провода или кабеля, сделать надежное ответвление от магистральной линии и не беспокоиться о качестве соединения.
Оконцевание жил проводов и кабелей
Здравствуйте! Когда заходит разговор про многопроволочные жилы, то возникает вопрос чем выполнить оконцевание и каким инструментом воспользоваться?
Я расскажу вам о способах оконцевания, когда наиболее рационально применить наконечники и какой инструмент для опрессовки наиболее качественный. Будет много полезной информации, в том числе и обзор распространенных наконечников. Помогу определиться с выбором на примере конкретных случаев.
Содержание статьи:
- Что такое оконцевание и зачем его делают.
- Способы оконцевания.
- Наконечники для оконцевания.
- Медных жил.
- Алюминиевых жил.
- Инструмент для опрессовки наконечников.
- Оконцевание жил проводов и кабелей пайкой.
Что такое оконцевание жил
Это операция по обработке и формированию жилы провода или кабеля для создания надёжного электрического контакта.
Когда заходит вопрос об оконцевании жил, то первым встает вопрос: из какого материала выполнены жилы кабеля или провода, которым будет подключен электроприёмник.
Металл алюминий имеет свойство окисляться при контакте с воздухом и данных факт негативно влияет на электрический контакт в местах присоединения жилы к аппарату электроустановки. Ещё алюминиевые жилы, после протекания через них тока, имеют свойство уменьшаться в размере, что приводит к ослабеванию контакта.
Окисление и плохой контакт приводят к нагреванию и разрушению
структуры металла!
Медь используемая в кабеле, лишена этих недостатков, но вопрос надёжного контакта, в случае использования медных жил, остается открытым.
Оконцевание любых медных жил позволяет избежать прямого попадания окислителей на зачищенные участки жил, а также соединить токопроводящую часть многопроволочной жилы в единое целое, что в свою очередь добавляет надёжности электрическому соединению. Ну а механическая прочность будет зависеть напрямую от вашего желания сделать оконцевание качественным.
Способы оконцевания
Руководствуясь ПУЭ (правилами устройства электроустановок) необходимо знать:
Оконцевание жил проводов должны производиться при помощи опрессовки, сварки, пайки или сжимов (винтовых, болтовых и тп) в соответствии с действующими инструкциями, утвержденными в установленном порядке.
Лучшим способом оконцевания алюминиевых жил сечением от 2,5 до 10 мм2 включительно является изгибание конца однопроволочной жилы в кольцо.
Для жил алюминиевого кабеля или же провода сечением от 16 до 240мм2 следует применять оконцевание опресовкой с применением наконечников, либо делать пайку жил с применением наконечников.
А вот для жил сечением свыше 240 мм2 необходимо оконцевание с применением сварки.
В любом случае оконцевания алюминиевых жил наконечниками необходимо заполнять пространство наконечника, куда вставляется жила, смазкой из вазелина смешанного с кварцем. Данную процедуру проводят, чтобы избежать окисления алюминиевой жилы при контакте с воздухом.
В случаях же с жилами медного кабеля ситуация обстоит иначе.
Многопроволочные жилы до 10 мм2 помимо возможности изгибания конца в кольцо необходимо производить пропайку иначе вы получите плохой контакт, который может привести к пожару. В наше время рекомендуется применять зачистку жил от изоляции и прессовку наконечником. Этот способ оконцевания самый мало затратный, да и цены на продукцию данного вида не заставят вас долго думать.
Наконечники для оконцевания
Вот мы и подошли к главному вопросу оконцевания – выбору наконечников и начнем с медных жил. При выборе наконечников нужно четко знать размер кабельной жилы, тогда ваше соединение будет надёжным.

1) Наконечник штыревой втулочный изолированный — НШВИ. Применяют для подключения для проводов и кабелей с сечением жилы до 10 мм2 в клеммник. Используются они для подключения жил в клеммники. Данная разновидность наконечников хорошо подходит для коммутации электропроводки в квартире, доме или небольшом цеху, где необходимо выполнить подключение слабомощных (до 15 кВт) устройств и электроприборов.
Наконечники НШВИ(GLW) изготовленные по уникальным немецким технологиям, отличающиеся от обычных НШВИ срощенными в термопластавтомате контактную втулку и пластмассовую манжету до идеального состояния.
А наконечник НШВ отличается от НШВИ отсутствием пластмассового слоя изоляции. По сути это утонченная медная втулка позволяющая опрессовать жилу в монолитный штифт.
2) НШВИ-2 применяют, когда необходимо подключить по 2 жилы в одну клемму. Очень практичный вариант для изготовления например, шины из гибкого провода в щитке с несколькими автоматическими выключателями.
3) Наконечник кольцевой изолированный — НКИ. Совместимы с винтовым соединением, где требуется оголённая только контактная часть. На примере, КГ 4х1,5 — кабель гибкий с четырьмя жилами сечением полтора миллиметра квадратных, каждая должна иметь наконечник с маркировкой НКИ 1,5-3. В обозначении мы видим два числа:
- Сечение жилы.
- Размер отверстия под винт.
ВНКИ — виброустойчивые кольцевые изолированные наконечники с нейлоновой манжетой. Особенностью данного типа наконечников являются дополнительная медная втулка, и поперечные засечки на внутренней поверхности трубной части наконечников. Всё это позволяет увеличить на 25–30% механическую прочность соединения с проводом.
4) Наконечник вилочный изолированный — НВИ. их еще называют клеммы типа «U». Наконечники рассчитаны под монтаж винтами или болтами в цепях с нагрузкой до 48А.
Одной из модификаций изолированных наконечников является наконечник изолированный крюковой — НИК. Его используют под опрессовку с последующим крепежом на основе винтовой фиксации.

5) Наконечник медный электролитически лужёный — ТМЛ.
Когда вам нужно опрессовать кабель ВВГ 3×150, то вам потребуются три наконечника типа ТМЛ 150-16-19, что означает медный лужёный наконечник в форме трубки. Его вы можете опрессовать под жилу сечением 150 мм2, воспользовавшись «прессом матричным». Вам потребуется подобрать соответствующую матрицу для жилы на 150 мм2. Опрессовывать жилы необходимо исправным инструментом и действовать по инструкции. Тогда вы можете быть уверены в надежном контакте.
Некоторые производители выпускают наконечники ТМЛс отличительной чертой которых является узкая часть с отверстием, что позволяет использовать их в различных вариантах подключений. Это удобно например при подключении автоматических выключателей.
Когда необходимо использовать наконечники соответствующих стандартов, согласно проектной документации, где учитывается размер и вес, то советую использовать ТМЛ(DIN). Потому, что данный тип наконечников включает маркировку мест и количество опрессовок. На самом наконечнике указывают номер матрицы под опрессовку.
6) ТМЛ(о). Тоже только с окошком, позволяет увидеть насколько кабель вошел в наконечник.
7) Наконечник медный трубчатый (без защитного покрытия) — ТМ .Предназначен под опрессовку медного кабеля для соединения с электротехнической шиной. Надежный контакт достигается за счет болтового соединения.
") Наконечник медный кольцевой неизолированный — ПМ. Предназначен для оконцевания пайкой или опрессовкой проводов с медными жилами.
Наконечник медный кольцевой неизолированный — ПМ. Предназначен для оконцевания пайкой или опрессовкой проводов с медными жилами.
")
9) Наконечник болтовой — НБ. Подходит для оконцевания круглых, секторных, моножильных и многожильных проводников.
10) Наконечник штифтовой плоский — НШП применяют под опрессовку проводов с медными жилами сечением до 95 мм2. Также используют НШПИ — наконечник штифтовой плоский изолированный с ПВХ манжетой. Отличительной особенностью как вы поняли является изоляционная манжета. Но данный тип изготавливают только для оконцевания с сечением до 6 мм2.
11) Наконечник алюминиевый — ТА. Предназначен для оконцевания алюминиевых кабелей и проводов.
12) Наконечник алюмомедный — ТАМ. Предназначен для оконцевания алюминиевых кабелей и проводов при присоединении их к медным выводам электротехнических устройств.
ГМЛ — гильзы медные луженые изготавливают из цельнотянутой медной трубы марок М1 или М2. Данные образцы покрывают специальным слоем из олова-висмута, обеспечивающим защиту от коррозии.
Подобрать наконечник под размер винта вы можете воспользовавшись таблицей.
Таблица часто используемых наконечников торцевых медных лужёных
| Товарное наименование позиции | Размер винта | Сечение (мм²) | Размеры (мм) | |||||
| D | B | L | d | d₁ | ||||
| ТМЛ 2.5–4–2.6 | М4 | 2,5 | 2,5 | 4,3 | 8 | 28 | 5 | 2,6 |
| ТМЛ 4–5–3 | М5 | 4 | 4 | 5,3 | 10 | 32 | 5 | 3 |
| ТМЛ 6–6–4 | М6 | 6 | 6 | 6,4 | 12 | 32 | 6 | 4 |
| ТМЛ 10–5–5 | М5 | 10 | 10 | 5,3 | 11 | 40 | 8 | 5 |
| ТМЛ 16–8–6 | М8 | 16 | 16 | 8,4 | 16 | 40 | 9 | 6 |
| ТМЛ 25–10–8 | М10 | 35 | 25 | 10,5 | 20 | 50 | 11 | 8 |
| ТМЛ 35–12–9 | М12 | 35 | 35 | 13 | 22 | 60 | 12 | 9 |
| ТМЛ 35–8–10 | М8 | 50 | 35 | 8,4 | 20 | 63 | 13 | 10 |
| ТМЛ 50–8–11 | М8 | 70 | 50 | 8,4 | 20 | 63 | 14 | 11 |
| ТМЛ 70–10–13 | М10 | 95 | 70 | 10,5 | 24 | 65 | 16 | 13 |
| ТМЛ 95–10–15 | М10 | 120 | 95 | 10,5 | 28 | 75 | 19 | 15 |
| ТМЛ 120–16–17 | М16 | 150 | 120 | 17 | 34 | 81 | 22 | 17 |
| ТМЛ 150–16–20 | М16 | 185 | 150 | 17 | 38 | 90 | 26 | 20 |
| ТМЛ 185–20–21 | М20 | 240 | 185 | 21 | 40 | 95 | 27 | 21 |
| ТМЛ 240–20–24 | М20 | 300 | 240 | 21 | 48 | 105 | 32 | 24 |
Из таблицы видно, что размер кольца под винт не зависит от сечения жилы. Диаметр под нужный винт вы подбираете сами, после того как определились с толщиной жилы питающего кабеля.
Инструмент для опрессовки наконечников
Как видите типов наконечников не так много, а вот устройства, позволяющие запрессовать нужный размер жилы различаются по сечению кабеля, который можно ими обжать или запресовать. В основном это два типа устройств, которые позволят справиться вам с большинством задач по опрессовке.
Первый – это пресс-клещи для обжима кабельных наконечников сечением жилы от 0,5 до 6 мм2, некоторые модели от 1,5 до 10 мм2.
Второй же пресс матричный гидравлический для обжима наконечников от 4 до 1000 мм2, который позволяет обжимать не только наконечники, но и соединять жилы трубчатыми гильзами.
Приведу примеры пресс-клещей первого типа, чтобы вам было проще понять какой инструмент нужен для вашей операции с жилами кабеля.
Технические характеристики кримпера для обжима неизолированных медных наконечников и гильз сечением от 0,25 до 10 мм2
")
- Типы наконечников и гильз: ТМЛ, ТМЛс, ТМ, ТМЛ (DIN), ГМЛ
- Четырехпозиционная матрица
- Профиль обжима: клиновидный
- Усиленный трехшарнирный рычажный механизм
- Материал корпуса: качественная 3-х миллиметровая сталь
- Обработка поверхности: воронение
- Вес: 620 г
- Длина: 260 мм
Технические характеристики кримпера для обжима изолированных и неизолированных штыревых втулочных наконечников сечением от 0,25 до 6 мм2
")
- Типы наконечников: НШВИ, НШВИ(GLW), НШВ
- Шестипозиционная матрица
- Профиль обжима: трапециевидный
- Материал корпуса: легкий, высокопрочный алюминиевый сплав, применяемый в авиационной и космической промышленности
- Немагнитный, искробезопасный корпус
- Обработка поверхности: электролитическое анодирование
- Вес: 290 г
- Длина: 225 мм
Характеристики кримпера для обжима изолированных наконечников, гильз и разъемов с красной, синей и желтой манжетами и сечением от 0,25 до 6 мм2
")
- Опрессовка изолированных наконечников, гильз и разъемов с красной, синей и желтой манжетами
- Типы наконечников: НКИ, ВНКИ, НВИ, НИК, НШПИ, НШКИ, ВРПИ-П, ВРПИ-М, ГСИ-П
- Трехпозиционная матрица
- Профиль обжима: овальный, двухконтурный
- Усиленная стальная конструкция, надежная механика
- Храповой механизм, обеспечивающий блокировку обратного хода до завершения полного цикла опрессовки
- Вес: 540 г
- Длина: 220 мм
Рассматривая пресс второго типа, мы возвращаемся к вопросу оконцевания алюминиевых жил, которые также поддаются обжатию для создания надёжного механического и электрического контакта в цепи. Ниже на фото изображен пресс ручной гидравлический.
")
Названия пресса для обжима кабельных наконечников вы можете встретить на просторах интернета как пресс-клещи (ручные), пресс гидравлический или механический со сменными матрицами.
Оконцевание жил проводов и кабелей пайкой
Ещё нужно помнить, что в случае если у вас не оказалось под рукой нужного пресса или наконечников для оконцевания многопроволочного медного кабеля, то вам на помощь придёт старый добрый дедовский метод лужения жил. Вам понадобится паяльник, припой, канифоль, и конечно же точка подключения на 220 В (в простонародье розетка, да и вряд ли вы найдёте паяльник на 380 В).
Итак, вооружившись данным инструментом вам необходимо зачистить жилу, в зависимости от места, к которому будет подключена жила (двигатель, кабельная скрутка или автоматический выключатель), на разную длину.
Например, при подключении двигателя вам необходимо изготовить «кольцо» соответственно зачистить жилы в зависимости от размера клеммника (который зависит в свою очередь от мощности подключаемого электроприбора на 20-30 мм. При соединении нескольких жил с последующим скручиванием вам лучше зачистить на 25-35 мм в зависимости от сечения жилы. При подключении автомата прямой отрезок на 10-15 мм. Для зачистки жил от изоляции советую пользоваться инструментом типа КСИ (клещи для снятия изоляции) или как его сейчас ещё называют стриппер.
В случае при скручивании жил не обязательно пользоваться пайкой, так как на сегодняшний день существуют пружинные зажимы типа СИЗ (соединительный изолированный зажим) и они позволяют осуществить электромонтаж проводки наиболее быстро и не менее качественно, чем при использовании пайки. В случае применения СИЗов вам не придется использовать изоленту или термоусаживаемую трубку для изоляции ваших скруток.
Так например, если взять кабель с алюминиевыми жилами и подключить электрический обогреватель, то через какое-то время изоляция кабеля расплавится, а жила превратится в нечто похожее на старый фарфор, который треснет в любой момент. Это произойдёт из-за того что соединение не обеспечивает надёжный электрический контакт и не имеет механической прочности. А при опрессовке, сварке, или пайке концов проводов или кабелей по технологии описанной выше вопросов связанных с оконцеванием не возникнет и пожара можно избежать.
")
Подводя итоги хочу сказать, что если вы собрались делать ремонт и менять электропроводку то используйте медный кабель с однопроволочными жилами. Если вам нужно подключить двигатель мостового крана или экскаватора то используйте гибкие кабели и опрессовывайте их соответствующими наконечниками. Инструмент типа пресс-клещи и клещи для снятия изоляции помогут оголить жилы, подготовить их к опрессовке.
Когда размеры жилы более 16 мм2, используйте соответствующие матрицы гидравлического пресса. Если вы не доверяете производителю кабеля или наконечников, то обязательно делайте надпил напильником или надфилем, чтобы убедиться что это действительно медный кабель или наконечник, а также не забывайте, что качественные наконечники обязательно покрыты специальным слоем олова, которые защищают материал жилы от окисления.
Такие наконечники прослужат вам дольше и, соответственно, вы будете уверены в надёжном контакте соединения. Качественные наконечники выполнены по ГОСТу, менее надёжные изделия для оконцевания изготавливают по ТУ.
И в заключении, пользуясь соответствующим инструментом, имеющим сертификат производителя, а не пассатижами и ножом, как это делают не квалифицированные «специалисты» вы повышаете шанс сделать свою работу качественно надёжно и быстро.
Видео по теме
Похожие материалы:
В завершении жизненная мудрость: крепление жил болтовыми и трубчатыми сжимами, не вернёт вам целый кабель, хоть и обеспечит надёжный контакт, поэтому помните народную пословицу — семь раз отмерь один раз отрежь. Вопросы?
Как правильно паять провода — правила, технология, хитрости
Среди многих способов соединения электропроводов пайка является наиболее надежным методом. Работа с паяльником требует усидчивости, понимания технологического процесса и определенных навыков. Ознакомиться с тем, как правильно паять провода можно по приведенным в статье видео, фото.
Технологические особенности
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Что необходимо для пайки
Пайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
- паяльник;
- припой;
- флюс;
- вспомогательные принадлежности.
Паяльник
При помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты. Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.

Припой
Данный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %.
Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12.
Флюс
Перед тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием.
К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций. Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью. Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы.
Вспомогательные принадлежности
К дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента.
Правильное соединение электропроводов для пайки
Перед тем как паять провода паяльником выполняется подготовка соединительных проводников. Для этого их жилы освобождаются от изоляционного слоя, зачищаются и обезжириваются. Соединение их вместе можно выполнять любым из известных способов. К наиболее распространенным методам относится механическая скрутка двух и более проводников. Учтите, что нельзя соединять вместе алюминиевые и медные жилы. Для этого используются специальные переходные клеммники.

Подготовка к работе
Для того чтобы понять, как паять правильно электрические провода, необходимо ознакомиться с самим процессом работы, а также провести подготовительный этап. Он предполагает выполнение непосредственной подготовки рабочего места. Для этого на столике для пайки располагаются все необходимые инструменты, материалы. Помещение, в котором будет проводиться пайка должно быть хорошо проветриваемым.
Электропаяльник должен находиться на специальной подставке недалеко от розетки. Следите, чтобы его кабель не касался горячего корпуса, а также жала. После выполнения данной подготовки проводится зачистка соединяемых жил от изоляции на расстоянии порядка 40 мм и удаляется оксидная пленка. Это можно выполнить при помощи наждачной бумаги мелкозернистого типа. Зачищенные жилы должны иметь блестящий металлический вид. Заранее позаботьтесь о наличии изоленты или же термоусадочной трубки.
Технология лужения
После выполнения подготовительных процедур проводится лужение зачищенных поверхностей. Это необходимо выполнить перед соединением между собой. Для этого нагревается паяльник, прогревается конец проводника. Нагретая жила погружается в канифоль, после чего припойным сплавом с жала паяльника проводится по очищенному участку. Для ускорения процедуры можно слегка проворачивать электропровод. После окончания данной процедуры жила будет иметь равномерный серебристый вид. Этот процесс повторяется для всех соединяемых электрических проводников.

Работа с припоем
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Процесс пайки
Далее непосредственно рассмотрим, как правильно паять паяльником провода? Держа в одной руке пассатижи, выполняется скрутка проводов. При соединении жил небольшого сечения и малой длине спаиваемого места проводить скручивание вовсе не обязательно. В этом случае электрические проводники плотно прижимаются друг к другу. Во вторую руку берется предварительно нагретый электропаяльник, набирается на его наконечник небольшое количество припоя.
Прижимая с небольшим усилием жало к месту соединения проводников, разогреваются их концы. Дождавшись, когда нанесенная канифоль начнет плавиться, участок покрывается расплавленным припойным материалом. После его растекания и проникновения во все зазоры по жилам, соединительное место оставляют остывать. После этого выполняют изолирование соединенных жил при помощи изоленты или же термоусадочной трубки.
Чтобы полностью разобраться, как правильно паять электрические провода паяльником уделите особое внимание хорошему прогреву участка спайки. При недостаточной температуре припой не сможет провести необходимое смачивание поверхности перед застыванием. Это приведет к ухудшению качества спайки и снижению ее прочности. Такой процесс имеет название «ложной» или «холодной» пайки. Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя. На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса.
Чтобы надежно заизолировать соединение, необходимо намотать на запаянные жилы 3-4 слоя изоляционной ленты. При использовании термоусадочной трубки следует заранее ее надеть на один из концов провода. Длина этого изолятора должна быть на 20 мм длиннее неизолированного места. После спайки она натягивается на соединенный участок, нагревается с помощью обычной зажигалки или же фена. Полученное электрическое соединение будет заключено в герметичную изоляцию.
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Как паять провода — лужение и пайка жил своими руками
Паяние – это совсем несложный процесс, которым может овладеть даже школьник. Паяльник – нужная вещь в домашнем хозяйстве, тем более если вы радиолюбитель или самостоятельно чините электронику. Прочитав статью и узнав, как правильно паять провода, не стоит спешить и тренироваться на бытовой технике, практиковаться лучше на расходных материалах. Ведь пайка проводов – это искусство, которое требует опыта, уверенности в своих действиях и внимательности.Что необходимо для пайки
Паяние – это процесс расплавления и нанесения специального вещества припоя. Температура его плавления ниже, чем у проводов, нуждающихся в соединении. Расплавленное вещество заполняет микроразрывы в металле, а после его охлаждения образуется устойчивая связь между двумя проводами. Чтобы качественно паять паяльником провода и не только, понадобятся следующие инструменты:- Сам паяльник.
- Подставка под электропаяльник.
- Припой.
- Флюс или канифоль.
- Кусачки.
- Напильник.
- Скальпель и пинцет.
- Защитные очки, перчатки, специальная одежда.

Паяльник является главным инструментом для работы, которым осуществляют пайку и расплавляют припой. Теперь остается только один вопрос, как выбрать паяльник для пайки проводов. Существует множество моделей данного инструмента, но главным критерием при его выборе остается мощность. Разделяют их на несколько видов:
- Модели с малой мощностью от 3 до 10 Вт. Такими паяют мелкие детали и микросхемы.
- Бытовые паяльники, их мощность от 20 до 40 Вт. Они предназначены для спайки проводов, транзисторов и других деталей.
- Для спайки очень толстых проводов подойдет паяльник на 60-100 Вт. Такой инструмент чаще используют автомобилисты, механики.
- 100 Вт и более, таким электрическим паяльником соединяют не только провода, но и кастрюли, даже автомобильные радиаторы. Это совсем не бытовой инструмент, им могут пользоваться только профессионалы.
Внимание! Не стоит пренебрегать мерами безопасности, при работе с паяльником нужно надевать защитные очки и перчатки, чтобы раскаленный припой случайно не попал в глаза или на кожу рук.
Канифоль и флюсы
Флюс – это жидкое или твердое вещество, которое связывает припой с металлической поверхностью проводов. Также он помогает обезжирить поверхность проводов, а саму припайку спасает от окисления. ЛТИ 120 является наиболее популярной маркой флюса. Данное вещество можно сделать самостоятельно, для этого необходимо канифоль растворить в спирте, в соотношении 60 % на 40 %, тщательно взболтав смесь. Канифоль – это смесь смоляных кислот и их изомеров, на вид оно хрупкое, прозрачное, светло-желтого или темно-красного цвета. Начинающим проще работать с канифолью, так как он более удобен при пайке. Ее цена невысокая, поэтому она становиться удобным расходным материалом. Абсолютно нерастворима в воде, но растворяется в спирте и ацетоне. В зависимости от сорта, расплавляется при температуре не ниже 66-69 ºС. Чаще канифоль используют при пайке медных деталей, а когда процесс более сложный применяют флюс, который подходит ко всем материалам.
Вспомогательные материалы
Это компоненты не входящие в состав полученного соединения после пайки, но участвуют в его образовании: паяльные флюсы, газовые среды, стоп-вещества. Действия, которые следует проводить при флюсировании:- смачивать металл и припой флюсом;
- снять оксидную пленку с поверхности металла и припоя;
- удаление флюса из под зазора расплавленным припоем.
Последовательность выполнения работ
Первым делом идет подготовка поверхности проводов. С них необходимо снять изоляцию, краску, лак, грязь, жир. Для этого можно использовать скальпель, аккуратно зачищая им поверхность, а после легко протереть тряпочкой, чтобы не оставалось пыли. Работа по паянию проводов проводится в несколько этапов:- Устанавливаем паяльник на подставку и включаем его в сеть.
- Через несколько минут окунаем жало паяльника в канифоль, для проверки его нагрева. Если канифоль плавится, то нагрев можно считать достаточным.
- Лудим соединяемые поверхности, опускаем жало сначала в канифоль или обрабатываем его кислотой для пайки. Далее кончиком паяльника нужно взять немного припоя и аккуратно нанести на нужное место.
- пайку нужно наносить быстро и точно;
- если с первой попытки не удалось правильно припаять, спайке нужно остыть, а потом наносить второй слой;
- припой нужно наносить не кончиком паяльника, а всей его поверхностью.

Подготавливаем инструмент
Сначала подготавливаем наконечник, его нужно заточить и разогреть. Стачивать жало необходимо под углом 45 градусов. Далее паяльник оставляют включенным на 20-30 минут. Если инструмент начинает дымить, это не страшно, так выгорает заводская смазка. После наконечник аккуратно зачищают напильником от гари.Важно! Если наконечник паяльника из металлокерамики, в таком случае он не обрабатывается напильником, а вытирается влажной тряпочкой.
Выполняем лужение
После зачистки и обезжиривания поверхности жала проводится его лужение. После нагрева и чистки рабочую поверхность наконечника сразу же опускают поочередно в припой и канифоль. В этот момент главное – не дать ему окислиться. Дальше наконечник водим небольшими движениями вперед-назад по дну ванночки в подставке, периодически смачивая его в канифоли для более эффективной смазки. Когда рабочая область с обеих сторон покрылась припоем, подготовка инструмента завершена. Только после таких процедур инструмент готов к работе.Спаиваем жилы
Завершающим этапом является спаивание жил. Для более надежного соединения, провода между собой можно скрутить, а потом наносить на них припой. Когда же провода состоят из пучка жил, то их лучше распушить и каждый проводок залуживать по отдельности. После чего переплетаем их между собой, скручиваем и запаиваем.Внимание! Во время пайки не стоит двигать жилы, потому как соединение будет непрочным. Место соединения необходимо изолировать с помощью изоленты, что поможет избежать коротких замыканий при работе проводов.

Преимущества и недостатки пайки
Главными преимуществами пайки остается дешевизна и простота технологического процесса. Главное – иметь в доме паяльник, а сами материалы, такие как канифоль и припой, стоят совсем недорого, а их расход совсем небольшой. Она способна соединить различные виды металлов с прочими материалами: металл с керамикой, стеклом, резиной. Потому как непосредственная пайка металлов с неметаллами невозможна. Первым делом на их поверхность нужно нанести слой меди, серебра, никеля, таким способом они надежно крепятся к неметаллам и обеспечивают надежную пайку с металлом. Дополнительного обслуживания соединение не требует. Электропаяльником можно паять провода разные по сечению, одножильные с многожильными. С его помощью можно даже одновременно припаять более двух проводов. Основным недостатком является небольшая прочность паяного шва механическая и термическая. А также для более качественно проделанной работы нужна высокая точность обработки поверхностей, сборка и фиксация деталей под пайку.
Заключение
Итак, мы рассмотрели тему как паять провода между собой, привели некоторые нюансы качественно выполненной работы. Как видите, процесс совсем несложный, но стоит набить руку в этом деле. Выбирайте паяльник в зависимости от работ, которые планируете проводить, и, для удобства, со сменными жалами. Перед работой не забывайте уделять время чистке жала, счищая загрязнение напильником. Во время пайки пользуйтесь средствами индивидуальной защиты: очки, перчатки, специальная одежда, тем более если вы новичок в этом деле. Выполняя все действия согласно инструкции и соблюдая технику безопасности, любой желающий способен выполнить качественную пайку проводов и не только.необходимые материалы и последовательность действий
Существуют различные способы соединения отдельных электрических проводников. От качества получаемого контакта зависит надежность, безопасность и бесперебойность всей электрической цепи. Для достижения указанных показателей требуется выполнять лужение проводов.
В чем заключается необходимость лужения проводов
Современные проводники изготавливаются из цветных сплавов, покрытых изоляционным слоем, что сопровождается повышенным сопротивлением к коррозионному воздействию. При выполнении их соединения требуется зачистить часть изоляции. Это приводит к образованию контакта с воздушной средой, а со временем — к окислению поверхности проводника.
 Лужение провода препятствует окислению токопроводящего материала
Лужение провода препятствует окислению токопроводящего материалаОбратите внимание! При наличии слабого контакта будет отмечаться повышенный нагрев в месте соединения проводов. В лучшем случае все закончится обрывом электрической цепи, в худшем — возгоранием.
Для исключения указанных проблем следует лудить зачищенные участки проводов. Облуживание удалит с открытых жил кабеля оксидные примеси и позволит повысить сцепление между соединяемыми элементами.
к содержанию ↑Перечень необходимых для лужения провода материалов и инструментов
Качественно облудить соединяемые жилы кабеля можно только после предварительной подготовки. Она заключается в сборе требуемого материала и инструмента. Для проведения лужения потребуется:
- Устройство для удаления изоляционного покрытия — используется для снятия полимерной, лаковой или тканевой изоляции. При этом жила не подвергается механическим повреждениям. Такой инструмент стоит достаточно дорого. При его отсутствии можно воспользоваться канцелярским ножом или скальпелем.
- Средство для удерживания проводников — процесс лужения сопровождается нагревом жил кабеля и различных припоев до высоких температур. Поэтому понадобится подготовить плоскогубцы, пинцет, кусачки или подобный инструмент.
- Припои, флюсы — материал, используемый непосредственно для лужения проводников. Первоначально электропровод обрабатывается флюсом для очистки поверхности. Затем наносится слой припоя. Существуют различные виды указанных материалов, которые подбираются под конкретный сплав проводника.
- Устройство для разогревания припоя — подбираются исходя от требуемого вида выполнения пайки. При локальном лужении жил кабеля небольшого сечения используются паяльники или паяльные станции. Чтобы облудить провода с толстыми жилами, используется тигель или печь. Их конструкция предусматривает наличие специальной ванны, которая заполняется лудильной смесью.
 Набор инструментов для лужения проводовк содержанию ↑
Набор инструментов для лужения проводовк содержанию ↑Правильная последовательность действий при лужении токопроводящих жил
Процесс лужения проводников рассмотрим на примере использования паяльника, так как данный способ самый распространенный. Далее поэтапно представлен порядок действий:
- Аккуратно снимается слой изоляции в пределах от 10 до 50 мм, чтобы не повредить непосредственно жилы кабеля.
- При наличии лакового покрытия на поверхности проводника, оно удаляется. Это можно сделать с помощью ножика, наждачной бумаги или специальных химических реагентов.
- Выполняется чистка жала паяльника от остатков припоя и прочих компонентов.
- Паяльник подключается к электрической сети и нагревается до рабочей температуры. При наличии трудностей с ее определением, следует попробовать прикоснуться жалом прибора к припою. Он должен мгновенно расплавиться.
- На данном этапе токопроводящие жилы обрабатываются флюсом, в нашем случае канифолью. С помощью паяльника нужно нагреть зачищенные концы проводника и опустить в баночку с флюсом. После этого дождаться плавления канифоли, и полностью провернуть жилу под жалом паяльника. Технология использования других разновидностей флюсов может разниться;
- Теперь остается облудить проводник припоем (олово). Для начала припой разогревается и набирается на жало паяльника. После этого олово подносится к кончику проводника и равномерно распространяется по всей поверхности. При соблюдении правильной технологии обработки жил флюсом, олово самостоятельно охватит требуемую площадь. Достаточно будет просто провернуть конец проводника у жала паяльника.
- Тщательно осматривается полученный слой припоя на предмет отсутствия сколов, пустот и выпуклостей. Олово должно равномерно лечь на зачищенный край проводника и иметь гладкую поверхность со светлым оттенком.
Тонкости проведения лужения проводов
Лужение проводов состоит из множества нюансов, которые становятся доступными с опытом. Далее представлены некоторые советы от профессионалов о том, как облегчить и улучшить процесс облуживания:
- Чтобы залудить провод большой длины, целесообразнее использовать тигель или печь.
- При выполнении пайки заводских деталей не нужно делать облуживание. Все контактные части уже очищены от примесей.
- Удалять слой лака с проводников мелкого сечения гораздо проще при помощи зажигалки. Достаточно обжечь контактную часть и удалить образовавшийся нагар.
- При работе с припоем рекомендуется использовать плоскую часть жала паяльника.
- Старые паяльники со временем разогреваются до больших температур. Это приводит к тому, что припой скатывается с жала в процессе пайки. Для исключения проблемы следует подключать прибор к электрической сети непосредственно перед выполнением облуживания.
 Использование плоской части жала паяльника для лужения оплеткик содержанию ↑
Использование плоской части жала паяльника для лужения оплеткик содержанию ↑Варианты облуживания провода без канифоли
Разберемся, что делать, если под рукой не оказалось канифоли, а работу необходимо выполнить в кратчайшие сроки. Далее представлены самые актуальные выходы из сложившейся ситуации.
Янтарь, животный жир и смола
Вариант подойдет для обработки многожильных кабелей с тонким сечением (питающие проводники наушников, блоков питания). Для приготовления флюса понадобится растопить три указанных компонента одновременно, постоянно перемешивая. Это необходимо для получения однородной консистенции. Недостатком метода является образование неприятного запаха от приготовленного раствора.
 Использование янтаря для замены канифолик содержанию ↑
Использование янтаря для замены канифолик содержанию ↑Батарейки и аспирин
Для облуживания проводников из медного сплава можно воспользоваться следующими подручными средствами:
- батарейка;
- аспирин.
С отработанного аккумуляторного устройства понадобится слить электролит и воспользоваться им.
 Слив электролита из старого аккумулятора
Слив электролита из старого аккумулятораПри применении аспирина рекомендуется использовать классическую форму препарата. Таблетки растираются до порошкообразного вида и растворяются в воде или спиртосодержащей жидкости. Потребуется принять меры для защиты органов дыхания. Можно использовать ватно-марлевую повязку или задействовать вытяжку. Оба варианта сопровождаются выделением вредных газов.
 Лужение проводов с помощью таблетки аспиринак содержанию ↑
Лужение проводов с помощью таблетки аспиринак содержанию ↑Универсальные кислоты
Данный способ предполагает применение щелочных средств. Предварительно выполняется тщательная зачистка проводника и припоя. Обработка осуществляется стеарином, наиболее доступный вариант — свечка. Ее необходимо расплавить и равномерно нанести на обрабатываемую поверхность.
 Для замены флюса можно использовать борную кислотук содержанию ↑
Для замены флюса можно использовать борную кислотук содержанию ↑Необычные варианты
Залудить провод без канифоли можно и экстравагантным методом, используя вещество для натирания смычков. Его необходимо растворить в чистом спирте, после чего выполнить обработку подготовленной жилы. Со временем спирт полностью выдохнется, а кабель получит требуемое лужение.
 Канифоль для смычков Thomastik Euphon
Канифоль для смычков Thomastik EuphonВыполнить лужение проводов можно самостоятельно, соблюдая определенный порядок действий. Необходимо правильно подобрать припои для конкретного сплава токопроводящей жилы.
Лужение проводов: необходимые материалы и последовательность действий