


что полезно знать о процедуре?
Температура пайки – важный момент в работе пайщика, от которого зависит качественное соединение металла. Данный показатель должен быть выше аналогичного показателя полного расплавления тиноля. В некоторых случаях, показатель может находиться между линией ликвидус и линией солидус.
Опираясь на теорию, припой должен быть полностью расплавлен до того момента, как он заполнит зазор и распределится в соединении под влиянием капиллярных сил. В связи с этим температура ликвидуса тиноля может быть самой низкой, применяемой для такого процедуры, как высокотемпературная пайка. В свою очередь, все детали должны нагреваться до этой температуры или более высокой.
Нельзя быть уверенным в том, что все внутренние, а также внешние части деталей нагреваются только до данной температуры. Скорость нагрева, месторасположение, масса металлических деталей, а также коэффициент термического расширения паяемого металла – все это факторы, которые определяют в детали распределение тепла.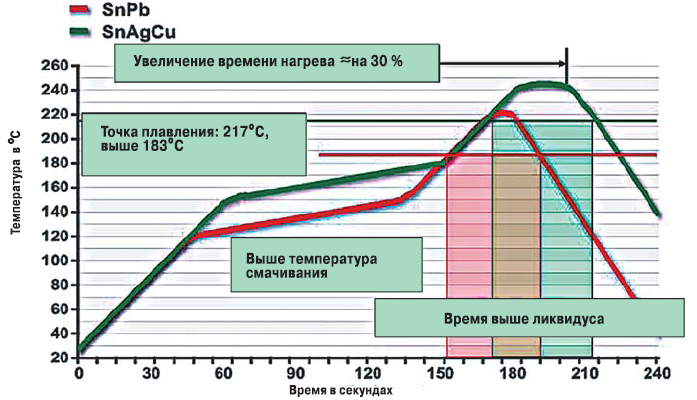
В условиях быстрого местного нагрева деталей температурное распределение неравномерно, температура наружных поверхностей существенно выше, чем внутренних. Во время медленного нагрева и равномерного распределения тепла, распределение тепловой энергии в паяном узле происходит более равномерно.
Диффузия, а также растворение тиноля на протяжении пайки
Во время смачивания соединяемого металла при помощи расплавленного припоя может иметь место растворение тинолем основного металла или диффузия компонентов тиноля в основной металл. Вдобавок ко всему, диффузия имеют наибольшую вероятность образования в том случае, если тиноль вместе с основным металлом подобны по химическому составу.
На растворение и диффузия могут быть влиятельны следующие факторы:
- Температура соединения материалов;
- Продолжительность пайки;
- Геометрия соединяемого места металла, поскольку она определяет площадь основного материала, подвергаемую воздействию тиноля;
- Химический состав.


В редких случаях на протяжении пайки по причине местной диффузии тиноля между зернами основного материала происходит растекание материала, зависящего от внутренних напряжений. Чрезмерная диффузия тиноля в основном металле с большой вероятностью может оказывать влияние на механические и физические свойства металла.
Таким образом, тонкие части основного материала – наиболее уязвимая зона паяного соединения. В данном месте по причине эрозии могут образовываться сквозные раковины. Стоит отметить, что растворение основного металла тинолем изменяет температуру его ликвидуса, тем самым может привести к недостаточному заполнению зазора между деталями.
Для уменьшения диффузии или растворения есть несколько сплавов, которые применяются в качестве тинолей. Припои приобретают жидкую консистенция при достижении температуры ниже действенной температуры ликвидуса. Благодаря припою подобного состава высокотемпературная пайка производится успешно также при тех обстоятельствах, когда температура соединения металлов не дошла до линии ликвидуса.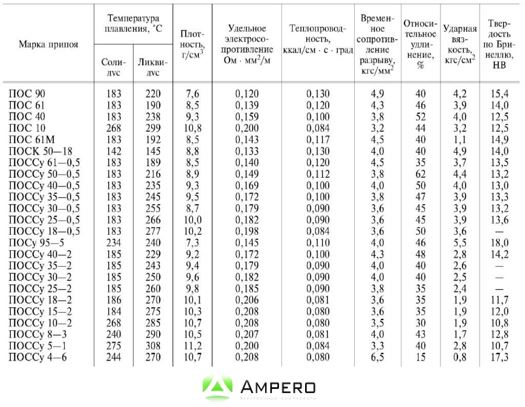
Температура соединения smd-компонентов
Нижний подогрев дает возможность уменьшить теплоотвод от компонента в smd-плату, тем самым снижая нужную температуру инструмента для пайки. Во время использования воздушных методик замены компонентов нижний подогрев способен уменьшать или исключать вовсе коробление smd-платы, которое вполне может произойти по причине одностороннего нагрева посредством горячего воздуха.
Помимо всего, печатные платы, выполненные на основе керамики, перед процедурой пайки нуждаются в плавном предварительном нагреве вследствие чувствительности данных материалов к перепадам температур.
Опираясь на способ подачи тепловой энергии, можно выделить инфракрасные, а также конвекционные нижние подогреватели. Первые приспособления зачастую состоят из нескольких кварцевых ламп, которые имеются ярко выраженное красное свечение. Относительно конвекционных приспособлений, то они могут работать путем применения принудительной конвекции.
Рассматриваемые smd-компоненты являются достаточно хрупкими, и в условиях воздействиях вибрационной нестабильности (при механических ударах) могут трескаться.
Таким образом, соединять smd-детали можно при помощи паяльной станции, а также паяльника. Определенная часть пайщиков утверждает, что паять компоненты проще паяльной станцией со стабилизированной температурой. Однако если паяльной станции нет, разрешить вопрос можно при помощи паяльника, включая его посредством регулятора. Стоит отметить, что без регулятора у обычного паяльника температура его наконечника (жала) достигает температуры 400 гр. С. показатель во время работы с smd-компонентами должен составлять 260-270 гр. С.
Оптимальная температура нагрева жала паяльника, а также требуемая мощность во время ручной пайки – показатели, которые зависят от конструктивных особенностей паяльника, выполняемой им задачи. В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
В работе с бессвинцовыми припоями трубчатой формы, которые имеют температуру плавления порядка 217-227 гр. С, минимальный показатель нагрева жала паяльника составляет 300 гр. С.
На протяжении пайки необходимо всячески избегать избыточного перегрева жала паяльника, а также длительного воздействия жала на металл. В большинстве случаев во время работы с припоями, в состав которых не входит свинец, и традиционным тинолями, наиболее подходящим является нагревание жала паяльника до температуры 315-370 гр. С.
В определенных ситуациях отличные результаты при пайке smd-компонентов могут получаться во время кратковременного нагрева (длительность воздействия жала паяльника до 0,5 секунды), а также при нагреве жала паяльника до показателя от 340 до 420 гр. С.
Порядок пайки smd-компонентов
Порядок пайки smd-компонентов:
- Сначала отлудите одну из контактных площадок. Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
- Далее следует установка smd-компонента на КП.
- Следующим этапом придерживайте smd-компонент посредством пинцета, и одновременно с этим поднесите жало паяльника, тем самым обеспечивая одновременный контакт жала паяльника с выводом smd-компонента, а также отлуженной КП.
- Произведите кратковременную пайку в течение 0,5-1,5 секунды. Относительно жала приспособления, то оно должно быть отведено.
- Далее выполняется высокотемпературная пайка второго вывода: поднесением жала приспособления, вы обеспечиваете одновременный контакт жала с выводом и КП.
- Далее с противоположной от жала паяльника стороны следует подать тиноль под углом 45° к КП, а также выводу компонента.
 Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.
Для этого подайте достаточное количество тиноля для дальнейшего формирования галтели.Четыре секрета – залог успешной пайки
Существует четыре секрета качественно выполнения пайки, последующей длительной эксплуатации детали. Рассмотрим их подробнее.
Основополагающие качественного соединения:
- Правильность применения припоя и флюса в пайке;
- Чистота жала паяльника, а также степень его нагрева;
- Чистые паяемые поверхности металлов во время процедуры;
- Правильность соединения, достаточный нагрев рабочей зоны деталей.

Как становится понятно, от температуры нагрева деталей, а также степени прогревания паяльника очень многое зависит. Также следует знать температуру плавления некоторых оловянно-свинцовых припоев.
Температура плавления припоев
| Маркировка припоя | Температура плавления (°С) |
| ПОС-90 | 222 |
| ПОС-60 | 190 |
| ПОС-50 | 222 |
| ПОС-40 | 235 |
| ПОС-30 | 256 |
| ПОС-18 | 277 |
| ПОС-4-6 | 265 |
Знание технологической составляющей пайки позволяет пайщику осуществлять соединения деталей на долгое время, что является отличным качеством для настоящего профессионала. Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Таким образом, высокотемпературная пайка будет показывать отличную результативность.
Похожие статьи
|
основы элементы примеры расчетов любительская технология общая схемотехника радиоприем конструкции для дома и быта связная аппаратура телевидение справочные данные измерения обзор радиолюбительских схем в журналах обратная связь реклама
|
что такое электрический ток подготовка рабочего места техника безопасности немного о пайке
ЧЕТЫРЕ СЕКРЕТА ПАЙКИ «Неужели даже в таком деле, как пайка
деталей, есть секреты?» — спросите вы.
Четвертый
секрет — правильное соединение
проводов при пайке и хороший прогрев места
спайки деталей. Если надо спаять концы двух
залуженных проводников, плотно прижмите их
друг к другу и к месту касания приложите
паяльник с каплей припоя на конце жала. ПОС-90 - температура плавления 222 градусов Цельсия, прочность при растяжении 4,3 кГ х мм. кв., используется для пайки деталей или узлов с последующим серебрением или золочением. Состав: Олово — 90 %, Сурьма - 0,15%, Свинец — остальное. ПОС-60
— температура
плавления 190 градусов Цельсия, прочность при растяжении 4,1 кГ х
мм.кв., используется для пайки высоко ответственных соединений, в том
числе и в радиотехнике. Состав: Олово — 60%, Сурьма — 0,8%, Свинец -
остальное. ПОС-50 — температура плавления — 222 градуса Цельсия, прочность на разрыв — 3,6 кГ х мм. кв., используется для пайки ответственных деталей, когда допустим более высокий нагрев. Состав: Олово — 50%, Сурьма — 0,8%, Свинец — остальное. ПОС-40 — температура плавления — 235 градусов Цельсия, прочность на разрыв — 3,2 кГ х мм. кв., используется для пайки менее ответственных токопроводящих деталей. Состав: Олово — 40%, Сурьма — 2%, Свинец — остальное. ПОС-30 — температура плавления — 256 градусов Цельсия, прочность на разрыв — 3,3 кГ х мм. кв., используется для лужения и пайки менее ответственных и механических деталей из меди, ее сплавов и стали. Состав: Олово — 30%, Сурьма — 2%, Свинец — остальное. ПОС-18
— температура
плавления — 277 градусов Цельсия, прочность на разрыв — 2,8 кГ х мм.
кв., используется для пайки при пониженных требованиях к прочности шва,
а также для лужения перед пайкой. ПОС-4-6
— температура
плавления — 265 градусов Цельсия, прочность на разрыв — 5,8 кГ х мм.
кв., используется для пайки с погружением в ванну с расплавленным
припоем. Состав: Олово 4%, Сурьма — 6%, Свинец — остальное. |
 Чего
проще — нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье.
Чего
проще — нагреть паяльник, взять припой и
кислоту, и паяй себе на здоровье.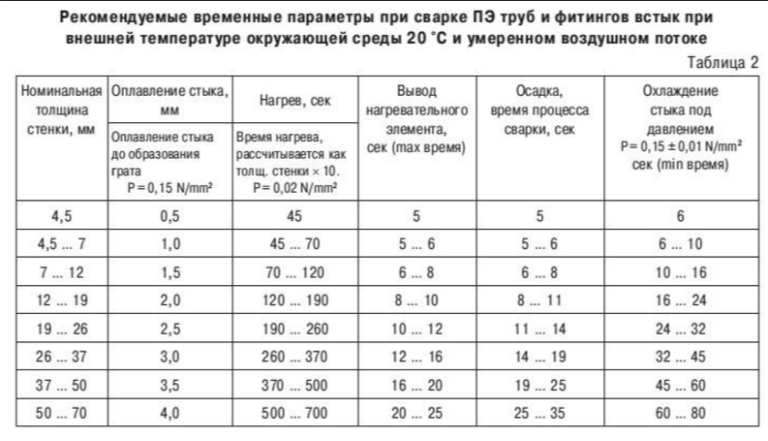 Для
наших целей лучше брать припой ПОС-60.
Для
наших целей лучше брать припой ПОС-60.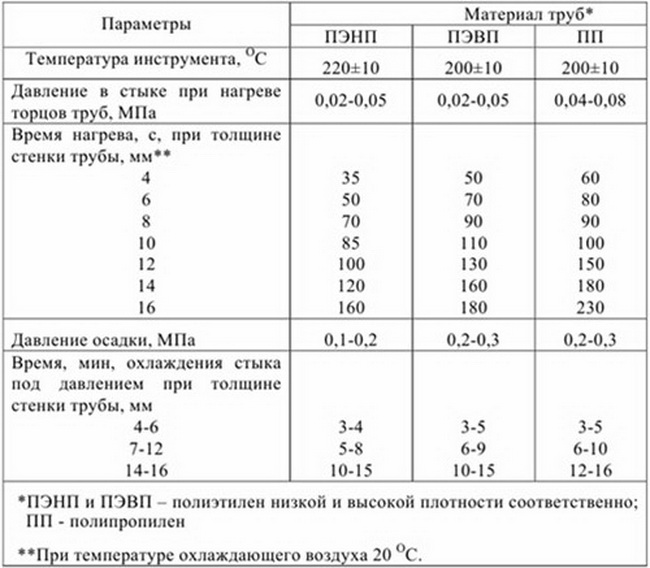 Помешивая раствор
палочкой,
подсыпают канифоль до получения густой
кашицы. Такую канифоль наносят на
спаиваемые места тонкой палочкой или
кисточкой. Для пайки печатных плат флюс следует делать более жидким. Следует иметь в виду, что флюс на
базе ацетона токсичен! При использовании такого флюса
следует избегать вдыхания испарений ацетона!
Помешивая раствор
палочкой,
подсыпают канифоль до получения густой
кашицы. Такую канифоль наносят на
спаиваемые места тонкой палочкой или
кисточкой. Для пайки печатных плат флюс следует делать более жидким. Следует иметь в виду, что флюс на
базе ацетона токсичен! При использовании такого флюса
следует избегать вдыхания испарений ацетона! Вот тогда снова залудите его.
Вот тогда снова залудите его. Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют — припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с.
Как
только место спайки прогреется, припой
растечется и заполнит промежутки между
проводниками. Плавным движением паяльника
распределите припой равномерно по всему
месту спайки. Продолжительность пайки не
должна превышать 5 с, после чего паяльник
удаляют — припой быстро затвердеет и прочно
скрепит детали. Но пайка будет прочной
только в том случае, если после удаления
паяльника проводники не сдвинутся в
течение 10 с.
 Состав: Олово — 18%, Сурьма — 2,5%,
Свинец — остальное.
Состав: Олово — 18%, Сурьма — 2,5%,
Свинец — остальное.температура пайки — это… Что такое температура пайки?
- температура пайки
- soldering temperature
Большой англо-русский и русско-английский словарь. 2001.
- температура падает
- температура паровоздушной смеси
Смотреть что такое «температура пайки» в других словарях:
Температура пайки — Температура пайки: температура соединения, при которой припой смачивает поверхность или образуется жидкая фаза за счет приграничной диффузии и имеется достаточный объем жидкой фазы.
.. Источник: ГОСТ Р ИСО 857 2 2009. Сварка и родственные процессы … Официальная терминологиятемпература пайки — Температура паяемых материалов и расплавленного припоя в месте их контакта, при которой происходит формирование паяного соединения. [ГОСТ 17325 79] Тематики сварка, резка, пайка EN brazing (soldering) temperature DE Löttemperatur … Справочник технического переводчика
Температура пайки — 26. Температура пайки D. Löttemperatur E. Brazing (soldering) temperature Температура паяемых материалов и расплавленного припоя в месте из контакта, при которой происходит формирование паяного соединения Источник: ГОСТ 17325 79: Пайка и лужение … Словарь-справочник терминов нормативно-технической документации
температура пайки — litavimo temperatūra statusas T sritis radioelektronika atitikmenys: angl. soldering temperature vok. Löttemperatur, f rus. температура пайки, f pranc. température de soudage, f … Radioelektronikos terminų žodynas
температура — 3.1 температура: Средняя кинетическая энергия частиц среды, обусловленная их разнонаправленным движением в среде, находящейся в состоянии термодинамического равновесия. Источник: ГОСТ Р ЕН 306 2011: Теплообменники. Измерения и точность измерений… … Словарь-справочник терминов нормативно-технической документации
температура подогрева — 3.3.1.3 температура подогрева: Температура, при которой соединяемые детали выдерживаются до ее равномерного распределения. Примечание Эта температура ниже температуры солидус припоя. Источник: ГОСТ Р ИСО 857 2 2009: Сварка и родственные процессы … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р ИСО 857-2-2009: Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения — Терминология ГОСТ Р ИСО 857 2 2009: Сварка и родственные процессы. Словарь. Часть 2. Процессы пайки. Термины и определения оригинал документа: 3.6.3 автоматическая пайка: Пайка, при которой все операции, включая все вспомогательные операции,… … Словарь-справочник терминов нормативно-технической документации
наибольшая допустимая температура в точке пайки; tS — 3.31 наибольшая допустимая температура в точке пайки; tS (maximum permissible temperature of solder point; tS): Наибольшая допустимая температура в точке пайки светодиодного модуля в течение объявленного срока службы. Примечания 1. Не следует… … Словарь-справочник терминов нормативно-технической документации
ГОСТ 17325-79: Пайка и лужение. Основные термины и определения — Терминология ГОСТ 17325 79: Пайка и лужение. Основные термины и определения оригинал документа: 57. Абразивно кавитационное лужение Ультразвуковое лужение припоем, содержащим частицы твердого материала Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
время — 3.3.4 время tE (time tE): время нагрева начальным пусковым переменным током IА обмотки ротора или статора от температуры, достигаемой в номинальном режиме работы, до допустимой температуры при максимальной температуре окружающей среды. Источник … Словарь-справочник терминов нормативно-технической документации
время нагрева — 3.3.2.2 время нагрева: Время, в течение которого достигается необходимая температура пайки. Примечание Время нагрева включает в себя время подогрева и может включать другие времена, например время дегазации. Источник: ГОСТ Р ИСО 857 2 2009:… … Словарь-справочник терминов нормативно-технической документации
 .. Источник: ГОСТ Р ИСО 857 2 2009. Сварка и родственные процессы … Официальная терминология
.. Источник: ГОСТ Р ИСО 857 2 2009. Сварка и родственные процессы … Официальная терминологияПри какой температуре паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых трубДиаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Неправильная пайка полипропиленовых трубВнимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
4 секрета пайки | ldsound.ru
Бывает так: вроде бы детали спаяны хорошо, припоя на них предостаточно, а стоит слегка потянуть пинцетом вывод какой-либо детали — и пайка разваливается. Прочная и красивая пайка — своего рода искусство, которое дается не сразу. Здесь есть свои тонкости и секреты пайки.
Во-первых, жало паяльника на конце должно быть всегда облужено. Если же оно покрыто окалиной, припой будет плавиться, но к жалу не прилипнет. Паять таким паяльником нельзя. Чтобы облудить жало, надо зачистить его напильником или наждачной бумагой. Лучше перед этим слегка расклепать жало на наковальне или стальной плите легкими ударами молотка. Образовавшийся “наклеп” увеличивает прочность жала и замедляет образование раковин. Включите нагрев паяльника и периодически дотрагивайтесь до куска канифоли. Когда канифоль начнет плавиться, она покроет жало сплошным слоем. Подождите немного, чтобы паяльник нагрелся еще сильнее, и дотроньтесь до кусочка припоя. Если температура жала достаточна, припой расплавится и покроет жало тонким слоем. Периодически повторяйте эту операцию по мере износа конца жала.
Во-вторых, качество пайки сильно зависит от температуры жала. Недостаточно горячий паяльник превращает припой в кашицу, которая не дает прочного соединения, а с перегретого паяльника припой скатывается. Признаком достаточного нагрева паяльника являются вскипание канифоли и обильное выделение пара при соприкосновении ее с паяльником. Нормально нагретое жало хорошо плавит припой и почти не покрывается окалиной.
В-третьих, размеры и форма жала паяльника, а также температура его нагрева должны соответствовать размерам спаиваемых деталей и температуре плавления припоя. Поскольку в практике радиолюбителя встречается большое разнообразие паяльных работ, желательно использовать несколько типов (хотя бы два) паяльников с жалами различной формы и размеров.
Для пайки крупных деталей лучше использовать паяльник мощностью 60-100 Вт. Малогабаритные детали и интегральные микросхемы хорошо паяются 25-ваттным низковольтным паяльником (5-12 В), питаемым через понижающий трансформатор.
Нагреватели всех паяльников рассчитаны на нагрев до номинальной температуры при пониженном напряжении сети. При нормальном напряжении и длительной работе паяльники перегреваются, поэтому их желательно включать через устройства, позволяющие регулировать температуру жала (например, лабораторный автотрансформатор — ЛАТР).
В-четвертых, для пайки радиодеталей применяйте легкоплавкий припой ПОС-61 (температура плавления 190°С) или, в крайнем случае — ПОС-40 (Шл=235°С). В качестве флюса (вещества, которое защищает поверхность металла и припоя от окисления и обеспечивает смачиваемость места пайки) используется твердая канифоль или раствор канифоли в спирте. Ни в коем случае нельзя применять кислотный флюс (хлористый цинк), так как он разъедает выводы деталей.
Прежде чем припаивать вывод детали, его нужно облудить. Делают это так. Вывод зачищают надфилем, наждачной бумагой или ножом и, положив зачищенный вывод на кусочек канифоли, прикладывают к нему горячий паяльник. Канифоль плавится и покрывает вывод. После этого на жало паяльника набирают капельку припоя, кладут вывод детали на дощечку и проводят паяльником по выводу, поворачивая деталь. Вывод покрывается тонким слоем припоя. Облуживание следует производить быстро, чтобы не перегреть деталь. Особенно осторожно облуживайте выводы полупроводниковых приборов и конденсаторов, так как эти элементы боятся перегрева. Лучше всего вывод возле корпуса придерживать пинцетом или плоскогубцами, которые играют роль теплоотвода.
Чтобы припаять вывод одной детали к другой, их плотно прижимают друг к другу, берут жалом паяльника капельку припоя, опускают жало в канифоль и тут же прикладывают к месту пайки. Прогрев место пайки, равномерно распределяют по нему припой. При нормальном нагреве паяльника припой сам растекается по выводам. Количество припоя должно быть минимальным, тогда пайка получается аккуратной. Продолжительность пайки — не более 3 с. Теперь нужно убрать паяльник и до полного застывания припоя (около 10 с) детали нельзя шевелить.
Помните, что пайка обеспечивает хороший электрический контакт, но механическая прочность места пайки невысока. Поэтому, если прибор будет подвергаться ударам, вибрации или другим механическим воздействиям, то перед пайкой выводы деталей следует механически соединить (скрутить) между собой, как показано на рисунке.
Температуры пайки и как правильно паять? | Дмитрий Храмцов
Температуры пайки. Мощность. Смачивание. Как правильно паять?Температуры пайки. Мощность. Смачивание. Как правильно паять?
Большинство из вас часто держат паяльник в руках, но не все правильно понимают базовые параметры пайки, такие как температуры плавления, теплоёмкость, смачивание.
Давайте попробуем разобраться.
Основная масса припоев, которыми пользуются люди дома — свинцовые. Самые распространенные сплавы свинцовых припоев имеют пропорции Sn61-67 (олово), Pb33-39(свинец). Начальная точка плавления 183-185 градусов, но это не означает, что при достижении этой температуры вы сможете паять.
Но почему?
Каждый объект, который вы собираетесь паять, будь то печатная плата, провод, контакт или ещё что то, имеет свою теплоёмкость, и чем быстрее распространяется тепло в этом объекте, тем сложнее его паять. Объяснить можно достаточно просто — представьте, что ваш паяльник нагрет до температуры 190 градусов и вы касаетесь объекта пайки…. в момент прикосновения температура с жала паяльника быстро перетекает на другое тело и жало быстро остывает до критически низкой температуры, тем самым охлаждая само жало ниже температуры плавления припоя. В этот момент жало как правило прилипает к телу. И чем массивнее паяемый объект, тем сложнее прогреть место пайки.
Как же быть?
Как легко паять?Нужно понимать несколько вещей и их учитывать.
1) Температура на жале при касании до места пайки не должна свалиться ниже 190 градусов хотя бы 3 секунды. За это время вы вполне можете спаять нужное место. Нормальная температура на жале должна быть не ниже 300 и не выше 320 градусов. Да, полезно знать температуру жала и иметь индикацию. Все современные паяльники её имеют.
2) Мощность паяльника. Этот параметр не для того, чтобы ощущать огромные возможности для пайки. Нет. Этот параметр нужно воспринимать как способность нагревательного элемента быстро компенсировать потеряную температуру при касании места пайки. Но при этом есть одна важная деталь — мощность не должна выделяться постоянно, так как это вызовет бесконтрольный нагрев самого жала, обгорание и невозможность обеспечить качественную и чистую пайку.
3) Смачиваемость. Флюс обеспечивает смачиваемость и чем качественнее флюс, тем лучших результатов вы получите, тем лучше припой проникнет в паяное соединение и заполнит его собой. Смачиваемость очень важна при пайке, так как без неё припой не будет поддатлив и не будет качественно расплываться на месте пайки. Если ваши паяемые поверхности относительно чистые, то вполне подойдёт слабоактивный флюс EFD FLUXPLUS 6-411-А или 6-412-А. Разницы в них вы не увидете, 412 после долгого нахождения на воздухе кристализуется, а 411 — нет, что позволяет его лучше смыть после пайки.
Если вы используете высокоактивные флюсы или кислоты, глицерин, то после пайки их обязательно необходимо смывать, в противном случае через несколько месяцев активные остатки флюсов начнут вызывать окислы и коррозию на месте пайки.
Если у вас остались вопросы, то задавайте в комментариях, обязательно подпишитесь на мой Youtube канал «Технологии производства электроники» и мой Дзен канал!
Лайк статье.
В продолжение статьи рекомендую посмотреть моё видео о температурах пайки.
Олово для пайки: температура плавления, состав припоя
Со школьной скамьи всем известно, что олово с химическим символом «Sn», используют для пайки микросхем и других радиодеталей. Основное требование для этого сплава — невысокая температура плавления. Это вызвано тем, что во время процесса должен плавиться припой, а не соединяемая деталь. Чистое олово с Т плавления 232 °C вполне подходит для этих целей, но на практике чистое олово для пайки, фактически не применяется, из-за высокой стоимости, чаще используют сплавы со свинцом и другими металлами.
Характеристики
Олово незаменимо при производстве электронных устройств. Благодаря своим свойствам оно используется для сварки компонентов в радиотехники. Сплав под названием Eutectica, состоит из свинца (Pb), серебра (Ag), меди (Cu) и никеля (Ni). Благодаря этим присадкам олово плавится при разных температурах в зависимости от процентного содержания, каждого из них.
Олово для пайкиОлово мягкое и податливое, но очень устойчиво к коррозии и не образует ржавчину, имеет очень хорошую электропроводность и относительно низкую температуру плавления. Все эти характеристики делают его незаменимым для создания электронных устройств.
Процесс пайки протекает в мягкой сварке, которая состоит из объединения двух базовых элементов посредством вклада в основу третьего элемента с более низкой температурой плавления. Например, припаивая медную прокладку монтажной платы к ножке конденсатора, используют расплавленное олова, которое плавится при гораздо более низкой температуре, чем базовые элементы. В процессе нагрева, жидкое олово благодаря своим капиллярным свойствам притягивается к базовым компонентам, а затем охлаждается в режиме мягкой пайки.
Сплав EutecticaВиды припоев и флюсов
В нашей стране большое распространение получила марка припоя ПОС — сплав олова Pb и свинца Sn. В зависимости от вида в него может быть добавлены кадмий, никель, медь, и другие металлы. В основном ПОС изготавливает в форме прутков, проволоки, шариков и пасты. Химсостав его строго регламентирован ГОСТ 21930-76. В России широко применяют такие виды припоя: ПОС18, ПОС30, ПОС50, ПОС90, которые относятся к мягким сплавам с Т плавления до 300 градусов.
Марки ПОСПОС-18
Припой регламентируется государственными стандартами, кроме Pb (0.8 %) и Sn (17-19 %), он имеет примеси многих металлов. Контролирующие органы строго следят за тем, чтобы производитель ограничивал присутствие ядовитого мышьяка в составе, уменьшающего текучесть жидкого сплава и повышающего хрупкость в условиях знакопеременных нагрузок.
Состав примесей ПОС-18 в процентах:
- Cu — 0.1;
- Bi0 — 0.05;
- S — 0.02;
- Fe — 0.02;
- Al, Ni, Zn — по 0.002.
Технические данные:
- Плотность— 10.3гр/см2.
- Показатель удельного сопротивления— 0. 200 мкОм•см.
- Показатель твердости поБриннелю— 11 НВ.
- Теплопроводность— 0.37ккал/см*С*град.
- Т при которой припой будет расплавляться солидус/ ликвидус— 183/285 С.
Преимущества припоя:
- Широкая область сплава в жидком состоянии;
- пониженное содержание примесей, вызывающей хрупкость;
- коррозионная стойкость места пайки, что важно для деталей, находящихся во влажных средах.
Недостатки ПОС-18:
- Особый припой, серийно не производится.
- Наличие вредных присадок в составе — Pb.
ПОС-18 относится к универсальным сплавам и является заменителем бессурьмянистых сплавов, его используют:
- Для производства радиоаппаратуры;
- пайке печатных плат малой мощности;
- кузовной ремонт машин в виде лужения;
- соединения узлов из медно-цинковых сплавов;
- ремонт оборудования в системах отопления: котлы, радиаторы и другие нагревательные элементы.
Цена припоя ПОС-18 по состоянию на 01.09.2019 года от 710 руб/кг.
ПОС-30
Припой стандартизируется ГОСТами 21930.76 / 21931.76 и относится к мягким сплавам с Т плавления — 256.0 С. По свойствам он похож на марки с ПОС-40 и 50 и состоит из Pb и Sn в процентном соотношении 30:70, а также других элементов не более 1 %. Он отличается от чистого олова темным цветом и повышенной твердостью сплава.
Припой ПОС-30Состав примесей в процентах:
- Sb — 0.1;
- Cu — 0.05;
- Bi0 — 0.2;
- S, As, Fe — по 0.02;
- Al, Zn — по 0.002.
Технические данные:
- Плотность — 9.72 гр/см2.
- Показатель удельного сопротивления — 0. 185 мкОм•см.
- Показатель твердости по Бриннелю — 12 НВ.
- Теплопроводность — 0.37 ккал/см*С*град.
- Т плавления солидус/ликвидус — 183/256 С.
Преимущества припоя:
- Высокая текучесть;
- низкая Т плавления;
- низкое сопротивление позволяет работать с мелкими деталями;
- высокая ударная вязкость равная чистому олову;
- высокая область применения, с возможностью замены дорогих материалов, например, для пайки цинка или пластин из латуни;
- возможность использования для ремонта бытовой техники.
Недостаток ПОС-30 — наличие вредных присадок в составе — Pb.
Цена ПОС-30 по состоянию на 01.09.2019 года от 766 руб/кг.
ПОС-50
Его выпускают по требованиям ГОСТ 21931.76, он отличается практическим равным соотношением свинца и олова.
Припой ПОС −50Состав примесей ПОС-50 в процентах:
- Sb — 0.8;
- Cu — 0.1;
- Bi — 0.05;
- As — 0.05;
- S, Fe — по 0.02;
- Ni, Al, Zn — по 0.002.
Технические данные:
- Плотность — 8.87 гр/см2.
- Показатель удельного сопротивления — 0. 158 мкОм•см.
- Показатель твердости по Бриннелю — 14 НВ.
- Теплопроводность — 0.48 ккал/см*С*град.
- Т плавления солидус/ ликвидус — 183/209 С.
Преимущества припоя:
- Хорошая текучесть;
- хорошая тепло- и электропроводность;
- возможность применения во влажных средах;
- хорошая пластичность шва позволяет применять к изделиям с повышенными требованиями к герметичности, например, в измерительных приборах и маломощных схемах ПК.
Недостатки ПОС-50:
- Неэффективный при пайке толстых изделий из-за нестабильности прогрева;
наличие вредных присадок в составе — Pb; - ускоренная кристаллизация расплава, не дает возможность использовать сплав в технологии ручной пайки.
Цена припоя ПОС-50 по состоянию на 01.09.2019 года от 1102.00 руб/кг.
ПОС-90
Припой отличается низкой теплопроводностью и высоким показателем твердости, что объясняется высоким содержанием олова 90, материал серебреного цвета, что дает эстетическую привлекательность полученным соединениям.
Припой ПОС — 90Состав примесей ПОС-90 в процентах:
- Sb — 0.1;
- Cu — 0.05;
- Bi — 0.2;
- As — 0.01;
- S, Fe — по 0.02;
- Ni, Al, Zn — по 0.002.
Технические данные:
- Плотность — 7.6 гр/см2.
- Показатель удельного сопротивления — 0. 120 мкОм•см.
- Показатель твердости по Бриннелю — 15.4 НВ.
- Теплопроводность — 0.13 ккал/см*С*град.
- Т плавления солидус/ ликвидус — 183/220 С.
Преимущества ПОС-90:
- Широкая область применения от бытового, медицинского до промышленного сектора;
- хорошая текучесть;
- высокий уровень смачиваемости в жидком состоянии;
- низкая Т температура плавленияя;
- хорошая электропроводность;
- хорошая герметичность, возможность использования в водной и газовой среде;
хорошая пластичность шва позволяет применять к изделиям с повышенными - требованиями к герметичности, например, в измерительных приборах и маломощных схемах ПК.
Недостатки ПОС-90 — наличие вредных присадок в составе (свинца).
Цена припоя ПОС-90 по состоянию на 01.09.2019 года от 1778.00 руб/кг.
Какая температура плавления
Олово, которое используют в электронике, обычно относится к типу эвтектики, это означает, что это сплав с более низкой температурой плавления для каждого из составляющих его элементов. Так, если имеется 60% оловянный сплав (Т плавления — 232 C) и свинцовый 40% (Т плавления — 327 C), то общая температура плавления сплава будет примерно 183 C .
Плавление оловаНаиболее распространенный припой, используемый в станах ЕС для электронных работ — 63/37 SnPb. Он представляет собой эвтектический сплав с температурой плавления — 183 C. Сплав 60Sn имеет рабочий диапазон 183-238. Существует более низкотемпературный сплав Sn43Pb43Bi14, имеющий температуры плавления 144-163.
Состав припоя
Свинец, содержащий в сплаве, постепенно вытесняется в соответствии с новыми директивами ЕС (RoHS и WEEE) и заменяется припоями, состоящими из сплавов олова и сурьмы. Уже сегодня в ЕС многие магазины его не продают. У нас пока все по-другому, вероятно, пройдет много лет, прежде чем свинцовый припой в нашей стране будет заменен навсегда.
Важно! Бессвинцовый сплав имеет более высокую температуру плавления, чем свинцовый и использует более агрессивные флюсы. Это означает, что паяльник должен быть изготовлен для бессвинцовой пайки, чтобы обеспечить правильную температуру около 230 C. Бессвинцовый припой, как правило, примерно на 20-50% дороже, чем свинцовый.
Как правильно выбрать
Выбор припоя зависит от вида работ и назначения готового изделия, а также от того в каких условиях продукт будет эксплуатироваться.
Критерии, на которые нужно обратить внимание перед тем, как выбрать припой для пайки:
- Тип паяльника.
- Размер провода. Диаметры варьируются от сантиметров или миллиметров, размер проволоки зависит от выполняемой работы.
- Флюс очищает область пайки, облегчая протекание припоя и, следовательно, идеальное паяное соединение. Флюс изменяет поверхностное натяжение, так как увеличивает адгезионные свойства в паяном соединении.
- Перед покупкой, нужно знать при какой температуре плавится олово для пайки.
Состав. Дискуссия о том, какой припой использовать на печатных платах свинцовый или бессвинцовый, все еще продолжается. Несмотря на дебаты, вызванные проблемами окружающей среды и здоровья, многие электротехники используют свинцовый.
Обратите внимание! Срок годности и отраслевые рекомендации требуют его использования в течение трех лет с даты изготовления. Срок годности указан на изделии, с ним можно ознакомиться в магазине при покупке. Если использовать просроченную пасту на поверхности припоя может произойти окисление, что сделает соединение неэффективным.
Использование
Специалисты дают полезные советы, которые очень помогают начинающим радиолюбителям, чтобы правильно паять:
- Выбирают припой с минимальным содержанием свинца.
- Необходимо следить за чистотой жала паяльника, оно должно не иметь грязные наплавления.
- Для очистки используют напильник или наждачную бумагу. Жало после очистки залуживают канифолью.
- Не рекомендуется долго удерживать прибор в точке припоя, поскольку соединяемые детали способны получить высокотемпературное повреждение. Для снижения губительного воздействия Т на деталь, ее придерживают пинцетом, который выполнит роль теплоотвода.
- Изделие, перед пайкой очищают, а контакты соприкосновения дополнительно залуживают, чтобы обеспечить отличное сцепление.
Дополнительная информация. При пайке нужно выполнять меры безопасности. Всегда работать в защитных очках, чтобы защитить глаза от летящих капель горячего жидкого припоя. Кончик паяльника по конструкции очень горячий, превышающий 370 C. Нельзя допускать контакта наконечника с кожей, одеждой или другими предметами. При работе нужно использовать специальный держатель для паяльника.
Подводя итоги, можно сказать, что олово для пайки по-прежнему широко используется в отечественной электронной отрасли и быту. Товар широко представлен на российском и зарубежных рынках, в виде свинцового и бессвинцового припоев. В целях защиты окружающей и требований международных организаций потребление первого типа будет неуклонно сокращаться.
Какая правильная температура для пайки?
В большинстве случаев фактором, который больше всего влияет на срок службы наконечника, является рабочая температура .
До того, как 1 июля 2006 г. вступил в силу регламент ROHS (Ограничение использования опасных веществ), разрешалась паяльная проволока, содержащая свинец. После этой даты использование свинца (как и других веществ) было запрещено во всем оборудовании и процессах, за исключением следующего: медицинское оборудование, оборудование для наблюдения и наблюдения, измерительные приборы и оборудование, специально разработанные для военной и космической промышленности, а также автомобильного сектора. (системы управления автомобилем, подушки безопасности и т. д.), железнодорожный транспорт и др.
Особенностью наиболее распространенных свинцовых сплавов является то, что плавление происходит при температуре около 180 ° C. С наиболее распространенными бессвинцовыми сплавами это происходит примерно при 220 ° C. Таким образом, разница в 40 ° C означала , что необходимо было увеличить температуру паяльного инструмента для достижения паяного соединения за тот же промежуток времени (если время пайки увеличится, то компоненты и печатные схемы могут быть повреждены ) и , это уменьшило срок службы наконечников и увеличило окисление.
На следующем графике показан эффект увеличения температуры наконечника. Если взять за эталон 350 ° C, увеличение рабочей температуры на 50–400 ° C сократит срок службы наконечника вдвое. Повышение температуры наконечника означает экспоненциальное сокращение срока службы наконечника (Аррениус).
Обычная рабочая температура для бессвинцовых оловянных сплавов составляет 350 ° C . С компонентами размера SMD 01005 вы можете работать при 300 ° C из-за их небольшого размера.
Важность точности
Необходимо периодически проверять рабочую температуру не только для увеличения срока службы наконечников, но и для предотвращения перегрева и пайки при низких температурах. .
Оба могут способствовать возникновению проблем при пайке:
- Перегрев: Многие обученные специалисты по паяльной технике считают, что если припой не плавится быстро, им необходимо повысить температуру паяльника, чтобы это компенсировать. Его увеличение может вызвать локальный перегрев области соединения и привести к приподнятым площадкам, перегреву припоя, повреждению платы, плохим паяным соединениям, увеличению окисления и эрозии покрытия поверхности наконечника…
- Температура ниже ожидаемой может привести к увеличению времени выдержки и плохой теплоотдаче, что приведет к снижению производительности и низкому качеству паяных соединений.
Таким образом, для хорошей работы необходимы точные показания температуры.
Как это можно прочитать?
Точность температуры жала паяльника может быть измерена с помощью различного оборудования. JBC предлагает следующие способы измерения температуры наконечника:
- Термометр TIA-A : это практичный термометр, который дает точные показания температуры наконечника с помощью датчика STA-A (термопара типа E). Он также читает его в спящем режиме. При измерении необходимо нанести припой на центр датчика, где он армирован, чтобы обеспечить его долговечность.
- Цифровой термометр TID-A : Этот высокоточный термометр обеспечивает быстрое получение показаний. Он работает только с датчиком STD-A (термопара типа K). Используя цифровой дисплей, вы можете легко изменить шкалу температуры (° C / ° F). Он также предоставляет специальные функции, такие как сохранение минимальных / максимальных значений, регулировка смещения или шкалы и функция удержания, которая сохраняет текущее измерение.
- Термопара Ph318 типа K : считывает температуру в определенной точке на печатной плате.Это помогает вам управлять профилями при использовании с подогревателями. Мы рекомендуем использовать каптоновую ленту, чтобы надежно закрепить термопару на печатной плате.
Как поддерживать правильную температуру?
После того, как вы начали пайку, вы должны всегда не забывать поддерживать низкую рабочую температуру, чтобы избежать выгорания флюса и образования паяных соединений низкого качества и даже их хрупкости.
Если вы видите, что припой не плавится достаточно быстро, вы склонны выбрать более высокую температуру, чего следует избегать.Вместо того, что вы должны сделать , так это , выберите больший наконечник с большим поверхностным контактом.
На этих фотографиях показана разница в поверхностном контакте наконечников. В первом вы можете увидеть неправильно выбранный наконечник слева и правильно выбранный наконечник справа. Небольшой контакт с поверхностью наконечника (слева) означает медленную теплопередачу. Затем вам придется повысить температуру до недопустимого уровня 450 ° C, чтобы завершить пайку за определенное время.
Кроме того, JBC разрабатывает геометрию, которая увеличивает теплопередачу. помимо простого выбора размера обычных наконечников, таких как конические или долото. На второй фотографии вы можете увидеть, как рифленый наконечник идеально адаптируется к штифту и подушке, обеспечивая максимальную теплопередачу.
Поставьте лайк и поделитесь:
Каковы различные оптимальные температуры пайки при пайке оловянно-свинцовым припоем и бессвинцовым припоем?
Как правило, оптимальная температура пайки должна быть достаточно высокой, чтобы при выполнении паяного соединения температура припоя была примерно на 50 ° C выше его точки плавления.Установленная температура для паяльной станции должна быть на 70–100 ° C выше, чтобы обеспечить резерв тепла для быстрого термического восстановления жала после пайки. Характеристики используемой паяльной станции и тип используемого припоя определяют оптимальную температуру пайки.
Например, давайте посмотрим на температуру плавления обычных припоев:
- Олово / Свинец (Sn63 / Pb37) — 183 ° C
- SAC 305 (Sn / Ag3,0 / Cu0,5) — 220 ° C
- SN100 (Sn) — 232 ° C
Теперь добавим 50 ° C, которые необходимы для хорошего паяного соединения:
- олово / свинец: 183 ° C + 50 ° C = 233 ° C
- SAC 305: 220 ° C + 50 ° C = 270 ° C
- SN100: 232 ° C + 50 ° C = 282 ° C
Теперь нам нужно рассмотреть тип используемой паяльной станции.Если мы используем паяльную станцию Hakko 936, которая имеет очень хорошую производительность, мы должны добавить примерно 100 ° C в качестве запаса тепла для быстрого восстановления тепла. Результирующие настройки температуры:
- олово / свинец: 233 ° C + 100 ° C = 333 ° C
- SAC 305: 270 ° C + 100 ° C = 370 ° C
- SN100: 282 ° C + 100 ° C = 382 ° C
Как видите, переход с оловянно-свинцового припоя на бессвинцовый припой требует более высокой оптимальной настройки температуры. Но прежде чем поднять заданную температуру, вы должны рассмотреть текущую настройку и производительность паяльной станции.Большинство паяльных станций Hakko обычно имеют температуру около 399 ° C (750 ° F). Учитывая это, не нужно настраивать оптимальную температуру при переходе от припоя из олова / свинца к припою без свинца.
Теперь давайте посмотрим на оптимальные настройки температуры, если бы мы использовали высокопроизводительную паяльную станцию, такую как паяльная станция Hakko FX-951. Из-за производительности этой паяльной станции и характеристик восстановления тепла композитных наконечников нам нужно всего лишь добавить 70 ° C в качестве запаса тепла для быстрого восстановления тепла.Результирующие настройки температуры:
- олово / свинец: 233 ° C + 70 ° C = 303 ° C
- SAC 305: 270 ° C + 70 ° C = 340 ° C
- SN100: 282 ° C + 70 ° C = 352 ° C
Опять же, учитывая, что большинство паяльных станций Hakko обычно настроены на около 399 ° C (750 ° F), нам не нужно повышать установленную температуру. Фактически, мы можем использовать более низкую заданную температуру, что поможет продлить срок службы жала паяльника и снизить риск повреждения печатной платы и компонентов.
Паяльная станция, комплект цифрового паяльника Merece с регулируемой температурой 176 -896 ℉, режим ожидания и спящий режим, блокировка температуры, 5 наконечников для пайки, очиститель наконечников, проволока для припоя, присоска — быстрый нагрев —
5,0 из 5 звезд Станция работает хорошо
Крейг С.28 августа 2020 г.
https://www.amazon.com/Hakko-Chisel-T18-D08-Model-Japan/dp/B013WII72Y/ref=pd_ybh_a_8?_encoding=UTF8&psc=1&refRID=DGE6JP5h3VSZ06G фото с покрытием показывает, насколько хорошо на фото
ПВХ с покрытием
Многожильный медный провод 16 и 12 калибра. И они были припаяны с использованием недорогого наконечника зубила 900M 5,2 мм (я забыл снова переключиться на наконечник Hakko), но в этом действительно не было необходимости, поскольку этот наконечник хорошо передает тепло очень быстро на проволоке большого сечения.Большая работа, большие чаевые! Я установил температуру утюга на 350 ° C и держал наконечник под проволокой на протяжении всего процесса, одновременно подавая припой Kester 60/40 поверх проволоки. Я создал тепловой мост в самом начале, подав немного припоя прямо на наконечник, чтобы ускорить теплопередачу.
———————————————— ——————————————
Я только свет модерировать пользователя станции. Утюг довольно быстро нагревается до 500 градусов по Фаренгейту.Основание очень устойчивое, так как к нему прикреплен держатель утюга. Он надежно удерживает утюг, и прилагаемый очиститель для наконечников из фигурной латуни, хоть и небольшой, но работает хорошо. Лучше для насадок, потому что не будет термического шока, как от влажной губки. Для этого требуются стандартные наконечники серии 900M, поэтому, если вам нужна замена или дополнительные формы и размеры, их легко найти прямо здесь, на Amazon. Он с легкостью справлялся с многожильным проводом 12-го калибра при температуре 600 градусов по Фаренгейту. Не забудьте покрыть наконечник припоем, когда закончите, чтобы предотвратить окисление.
Прилагаемый бессвинцовый припой даже работал хорошо, но обычно я использую канифольный припой для сердечников Kester 60/40 или 63/37. Я не использовал инструмент для удаления припоя. Вместо этого я бы использовал свой припой.
Если мне есть что добавить, я обновлю свой отзыв.
Что такое бессвинцовая пайка? | Бессвинцовая пайка | Припой | Продукция | HAKKO
Что такое бессвинцовая пайка?
Почему бессвинцовый припой стал популярным?
В 1990-х годах была обнаружена проблема, заключающаяся в том, что свинец (Pb), содержащийся в материалах для пайки (таких как Sn-Pb) отработанных электронных компонентов, был расплавлен кислотными дождями и загрязненными грунтовыми водами.С тех пор исследования бессвинцовых припоев продолжаются. С 2000 года под руководством крупных производителей электрического оборудования бессвинцовый припой начал применяться на практике. Использование бессвинцовых припоев стало широко распространенным из-за растущей глобальной тенденции в вопросах защиты окружающей среды, таких как директива RoHS (ограничение на использование опасных веществ, которое вступит в силу Европейским союзом с 1 июля 2006 г.).
Что сложного в использовании бессвинцового припоя?
Рассмотрим характеристики бессвинцового припоя.
1. Плохая паяемость
Отсутствие свинца (Pb) снижает текучесть припоя, что приводит к плохой паяемости. Это проблематично не только для нацеливания на P.W.B. или комплектующие, но и для жала паяльника.
2. более высокая температура плавления
Обычно температура плавления бессвинцового припоя на 20–45 ° C выше, чем у обычного эвтектического припоя.(Популярный тип содержит примерно 40% свинца.)
Предположим, например, что паяльник настроен на температуру 340 ℃ для использования эвтектического припоя (Sn-Pb). Если эвтектический припой заменяется бессвинцовым припоем (Sn-0,7Cu), паяльник должен быть установлен на температуру около 380 ℃, что близко к максимальной температуре пайки. Такая высокая температура также приводит к сокращению срока службы наконечника (из-за окисления или эрозии), карбонизации флюса в припое и разбрызгиванию флюса и припоя.(Говорят, что использование бессвинцового припоя снижает срок службы наконечника в 4-5 раз по сравнению с эвтектическим припоем.)
Кроме того, многие недавно разработанные устройства чувствительны к нагреванию. Бывают случаи, когда высокая температура плавления влияет не только на наконечники железа, но и на устройства и P.W.B.
Тогда какие проблемы возникают при пайке в реальных условиях?
Проблемы с пайкой, зарегистрированные после перехода на бессвинцовый припой:
- Подача неправильного количества припоя
- Перегрев и растрескивание
- Припой снимается
- Сосулька для стыка или выступа из пластмассы
- Перемычка
Кроме того, требуются дополнительные расходы, поскольку наконечники утюга необходимо заменять чаще.
不良 な は ん だ 付 け の 状態
Здесь также показан пример отказа при пайке.
Ответы на вопросы о температуре пайки витражей
Температура пайки витражей — это то, о чем меня много спрашивают. Вот ответы на общие вопросы.
Вопросы по температуре пайки витражей
Температуры для Hakko FX-601
Паяльник Hakko FX-601Температура, необходимая для пайки борта с помощью Hakko FX-601, обычно составляет от 360C до 410C (680-770F).
Я говорю « обычно », поскольку это зависит от нескольких факторов, включая размер наконечника , припой типа и , насколько быстро вы перемещаете утюг вдоль шва. У тех, кто пойдет быстрее, температура пайки витражей установлена на 410 ° C, но если вы паяете медленнее, вам нужно снизить температуру до 360 ° C.
360C — хорошая температура для начинающих, так как это дает вам больше времени.
Как размер наконечника влияет на температуру пайки витражей
Некоторые говорят, что размер наконечника утюга более важен, чем мощность или температура.Мне кажется, что они работают в тандеме, и все они обеспечивают оптимальную пайку. Самое главное — стабильная температура и отсутствие холодных пятен.
Hakko FX-601 поставляется с маленьким наконечником 3/16 ″, который хорош для декоративной пайки и деликатных операций, но не так хорош для прокладки валика. Я бы посоветовал купить 1/4 ″ и 3/8 ″ для большего контроля над бисерными швами .
Не беспокойтесь о том, что из-за большого наконечника припой вытечет наружу.Звучит очевидно, но ширина валика зависит от внешних краев стыка фольги. При использовании более широкого наконечника припой не растекается по стеклу.
Как использовать железный наконечник для контроля температуры
Используйте верхний край жала паяльника из цветного стекла для меньшего нагрева.Передний край жала — самая холодная область, следующая — боковая кромка, самая горячая область — плоские стороны. Вы можете контролировать плавление припоя по тому, насколько высоко вы держите утюг.
Если вы хотите на больше тепла измените угол наклона наконечника утюга — держите его более плоским, чтобы большая часть наконечника железа была открыта для припоя.Сделайте обратное для утюга с кулером , держите наконечник более вертикально (давая меньшее количество наконечника для нагрева припоя), и процесс замедлится. Когда вы станете очень быстрым и уверенным, вы сможете повысить температуру. Просто надо двигаться быстрее!
Экспериментируя, вы найдете оптимальную температуру для ВАС. Это будет зависеть от вашей скорости пайки и от того, что вы на самом деле делаете с припоем.
Шкала температуры пайки витражей Hakko FX-601Какая температура пайки витражей использовать для различных задач
Не надейтесь, что установили шкалу нагрева и забудем о ней.Температура вашего паяльника должна регулироваться в зависимости от выполняемой работы. Вы на собственном опыте узнаете, что работает для вас, но вот несколько советов:
Установите более высокую температуру (410 ° C или даже выше) для этого типа витражей:
Заливка проволоки, пайка латунных стержней в абажур, удаление излишков припоя с крышки вазы. Только не забудьте после этого снова выключить его, иначе может произойти плавление свинца!
Для большего нагрева используйте плоскую часть наконечника.Если припой не течет и у вас не получается хороший валик, попробуйте повернуть утюг вверх.Если у вас нет опыта, я бы сначала попрактиковался на кусочках фольги.
Установите более низкую температуру утюга (360-310 ° C) для следующих значений:
Свинец для пайки и пайки декоративный, припой произвольной формы арт.
Температуры, используемые для различных типов припоя
50/50 может нагреваться до более высокой температуры, чем припой 60/40.
Бессвинцовый припой не течет так хорошо, как 60/40 или 50/50. Он реагирует больше как 50/50 и требует много тепла, чтобы заставить его течь хорошо.При спуске валика лучше работать медленно, позволяя припою немного нагреться. С практикой и терпением вы можете обработать очень красивый припой бессвинцовым припоем.
Нагреватели и паяльники
Из приведенных выше указателей видно, что существуют различные факторы, влияющие на вопрос о температуре пайки витражей! Паяльники — последний фактор.
Преимущество Hakko FX-601 в том, что широкий диапазон температур, который он предлагает, означает, что он может использоваться для всех видов, от электроники до ремонта витражей.
Утюги Weller регулируют температуру с помощью магнита в (сменном) наконечнике, который включает и выключает утюг при заданной температуре. Доступны две предустановленные температуры, но вам нужно поменять наконечник, чтобы изменить температуру. Они относятся к числу на конце наконечника — 7 = 700F, 8 = 800F.
Hakko использует современную электронику для обеспечения регулируемой температуры. Это очень полезно, так как его можно легко настроить в соответствии с типом выполняемой работы (медная фольга или свинец) и конкретным применением.
Важно помнить, что одна температура не подходит для всех сценариев. Я часто регулирую температуру пайки витражей во время работы. То, как он «ощущается», важнее фактической температуры.
Дополнительная информация и обзор паяльника Hakko
Как сделать ровный кромочный шов
Другие витражные инструменты и оборудование
Поделитесь витражом любви!
Низкотемпературная паяльная паста для поверхностного монтажа |
Паять довольно просто….Нанесите немного флюса, нагрейте поверхность и нанесите припой. Но когда дело доходит до пайки компонентов SMD, это требует некоторых навыков и некоторых инструментов и аксессуаров. В промышленности для массового производства печатных плат используются печи с обратным потоком с контролем температурного профиля. Если у вас нет духовки с обратным потоком, есть также альтернативы, сделанные своими руками.
Одна альтернатива — горячая плита. Поместите все компоненты для поверхностного монтажа и поместите плату на горячую пластину. Включите электрическую плиту и дождитесь, пока паяльная паста расплавится, и выньте плату сразу после расплавления паяльной пасты.Паяльная паста плавится где-то от 180 до 220 градусов Цельсия. Поскольку для завершения пайки может потребоваться до трех минут и отсутствует температура, контроль этого может быть проблематичным для некоторых компонентов. Заяц — видео пайки конфорками:
Наилучший способ пайки устройств поверхностного монтажа (SMD) на печатные платы (PCB) — это печь оплавления, но когда это невозможно, можно успешно использовать станцию горячего воздуха.Паяльная станция с обратным потоком горячего воздуха — надежный инструмент и не очень дорогой по сравнению с сушильными шкафами с обратным потоком. После тщательной очистки голой печатной платы спиртом следующим шагом является нанесение припоя. Для любителей есть два основных метода нанесения паяльной пасты на печатную плату для устройств поверхностного монтажа: вручную с помощью шприца или очень маленького шпателя (например, деревянной зубочисткой) и вручную с помощью трафарета. После размещения компонентов на печатной плате настройте паяльную станцию на требуемую температуру и скорость воздуха.Поднесите сопло воздуходувки к печатной плате и подождите, пока паяльная паста не расплавится и не соединится с контактами микросхемы.
Проблема в том, что при использовании станции горячего воздуха в игру вступает больше переменных. Помимо времени и температуры, переносной термофен учитывает несколько других факторов, в том числе размер сопла, расстояние от сопла до припоя, угол воздушного потока от сопла к припою, скорость воздух, выходящий из сопла, скорость, с которой сопло перемещается по участкам, подлежащим пайке.В идеале термофен следует держать так, чтобы отверстие сопла было перпендикулярно поверхности печатной платы и примерно на 12 мм (0,5 ″) над ней. Следует проявлять осторожность, чтобы направить сопло на паяемые штыри / контактные площадки, максимально избегая при этом корпусов компонентов. После небольшой практики пайка горячим воздухом не представляет особой сложности, но каждый человек должен найти подходящий для него баланс температуры, воздушного потока, размера сопла и движения пистолета. В результате всех этих факторов пайка горячим воздухом становится очень индивидуальной — каждый человек разрабатывает свой собственный «стиль» работы.Вот несколько видео:
Пайка SMD горячим воздухом
Пайка SMD горячим воздухом (паяльная паста)
Пайка SMD — Ручной захват и установка — Микроскоп для печатной платы
Далее идет подбор паяльной пасты. Паяльная паста доступна в различных смесях металлов. Самый простой в использовании — это примерно 60% олова и 40% свинца. Сплавы, обычно используемые для электрической пайки, — это 60/40 Sn-Pb, который плавится при 188 ° C (370 ° F), и 63/37 Sn-Pb, используемый в основном в электрических / электронных работах.Эта смесь представляет собой эвтектический сплав этих металлов, который: имеет самую низкую температуру плавления ( 183 ° C или 361 ° F ) из всех сплавов олово-свинец. Типичные пиковые температуры обратного потока, используемые для свинцовых припоев, находятся в диапазоне 210–220 ° C.
Поскольку во многих странах электронная промышленность пытается избавиться от свинца и переходить на бессвинцовые припои. Существует много бессвинцовых паяльных паст, но недостатком многих из них является то, что бессвинцовые припои имеют высокие температуры плавления по сравнению с свинцовым припоем и, как правило, с ними труднее работать.Температура процесса, необходимая для пайки бессвинцовыми сплавами на основе олова, является сложной для некоторых сборок. Некоторые сборки не могут выдерживать температуры, используемые для бессвинцовой пайки, которые обычно достигают 240–250 ° C. Эти высокие температуры могут повредить чувствительные компоненты.
По этой причине в настоящее время также существуют специальные низкотемпературные бессвинцовые припои. Индий и висмут можно использовать для понижения температуры плавления припоев на основе олова. Например, 52% олова / индия и 58% олова / висмута являются бессвинцовыми припоями, которые имеют значительно более низкие температуры плавления, чем 37% -ный припой олово / свинец.Температура рециркуляции сплавов олово / висмут низкая (160–170 ° C). Эти низкие пиковые температуры позволяют пайку термочувствительных сборок. Температура все еще достаточно высока, чтобы эти припои не начали плавиться в большинстве обычных электронных устройств.
Паяльные пасты на основе олова и висмута можно найти во многих источниках. Как правило, их можно использовать во многих областях, но при работе со сплавами олова / висмута мало что следует учитывать. Преимущества кажутся очевидными, но почему-то в маркетинговой литературе не упоминаются недостатки этого типа паяльной пасты.Олово / висмут 42/58 известен как низкотемпературный припой, но у него есть проблемы. Он имеет приемлемую прочность на сдвиг и усталостные свойства, но может быть очень хрупким. Сплавы с более чем 47% Bi расширяются при охлаждении, что может быть использовано для компенсации напряжений несоответствия теплового расширения. Важно отметить, что сочетание свинцово-оловянного припоя может значительно снизить температуру плавления и привести к разрушению соединения. Смешивать олово / висмут со сплавами, содержащими свинец, опасно, потому что олово, висмут и свинец могут образовывать очень легкоплавкую комбинацию, которая плавится около 95 ° C.Это потенциально может привести к выходу из строя паяного соединения из-за естественного нагрева сборки во время использования. Хорошо то, что сплавы олова / висмута безопасны для использования в сочетании с другими бессвинцовыми сплавами на основе олова.
Для тестирования пайки с использованием низкотемпературного припоя я заказал шприц BEST BST-706 10 куб. Идея состоит в том, что при более низкой температуре процесса пайки мне будет легче выполнять пайку SMD своими руками, не повреждая компоненты.
На странице продукта есть эти данные об этом продукте:
Бренд: BEST
Модель: BST-706
Количество: 1PCE
Точка плавления: 138 ℃
Состав: Sn99% Cu0,7% Ag: 0,3%
Объем: 10 см3
Вес: 38 г
Компонент Sn42 / Bi588
В шприцах
Вот моя фотография продукта:
Этот эвтектический припой Sn42 Bi58 с низкой температурой плавления был разработан для низкотемпературной пайки.Олово-висмутовая паста 670 с температурой плавления 138 ° C и максимальной температурой оплавления около 173 ° C подходит для пайки чувствительных к температуре компонентов для поверхностного монтажа.
Маркировка на шприце выглядит несколько иначе, чем на странице продукта. Но похоже, что то, что написано на странице продукта, соответствует температуре плавления. Я использовал регулируемый традиционный паяльник, чтобы проверить температуру плавления, и она была низкой (хорошо плавился при чуть более 150 градусах во время теста).
Чтобы проверить, насколько хорошо это работает на практике, я вручную нанес немного паяльной пасты на плату для пайки SMD и добавил компонент:
Затем я припаял термофеном. Я использовал температуру нагрева 240-260 градусов Цельсия при почти максимальном потоке воздуха.
С этими настройками, когда я держу источник горячего воздуха, мне потребовалось около 20-30 секунд, чтобы расплавить пасту из олова и превратить ее из серой в ярко-оловянную. Когда я удалил горячий воздух и дал ему остыть, получилось довольно хорошее паяльное соединение.
Эта паяльная паста, похоже, работает нормально, как и было обещано.
Если вы заинтересованы в продукте, перейдите на страницу продукта BEST BST-706 10cc 138 ℃ шприц для пайки паяльной пастой флюсовые чипы компьютерный телефон BGA SMD PGA PCB Repair Tool или попробуйте другой аналогичный продукт.
Подходящая кривая температуры бессвинцового припоя
Введение:
Сплав, является лучшим припоем в процессе оплавления. По сравнению с традиционным припоем, он имеет два недостатка с точки зрения технологичности:
1) Высокая температура плавления.Он имеет температуру плавления около 217 градусов по Цельсию и полную температуру плавления 235 градусов по Цельсию. Следовательно, мы должны повышать производственную температуру в процессе производства, иначе это приведет к ряду неблагоприятных последствий.
2) Смачиваемость немного хуже. Эвтектический припой с диапазоном диффузии 93% и бессвинцовый припой с диапазоном диффузии 73% ~ 77%.
Подходящая температурная кривая бессвинцового припоя:
Типичные температурные кривые оплавления с использованием эвтектических припоев Sn / Pb обычно делятся на четыре части.То есть «Нагрев» — «Сохранение тепла» — «Оплавление» — «Охлаждение». Температура «Сохранения тепла» составляет около 140 ℃ ~ 160 ℃. Температура процесса оплавления превышает 183 ℃, а пики повышаются на 30 ~ 40 ℃.
Однако, очевидно, что температура плавления бессвинцового припоя возрастает, что ставит под сомнение оптимальное значение параметра процесса, проверенное многолетней производственной практикой. Поэтому многие исследования рекомендуют следующие два типа температурных кривых для бессвинцовых припоев.
1) Трапецеидальная температурная кривая:
Эта кривая называется трапециевидной температурной кривой, и ее основная особенность заключается в увеличении пикового времени области оплавления, так что время пайки деталей выше линии жидкой фазы увеличен с традиционных 40 ~ 60 секунд до 60 ~ 90 секунд, а время 30 ~ 60 секунд должно поддерживаться при максимальной температуре пайки оплавлением.
Эффект трапециевидной кривой:
① Выдерживайте достаточно времени при высокой температуре для достижения теплового баланса компонентов с большой разницей теплоемкости и уменьшения кавитации паяных соединений BGA.
② Поскольку время жидкого состояния бессвинцового припоя увеличивается, полезно преодолеть смачиваемость бессвинцового припоя.
2) Профиль рампы:
Эта кривая называется формой «шатра» или «треугольника».Его главной особенностью является устранение стадии сохранения тепла, паяные части от комнатной температуры медленно поднимались до максимальной температуры, тем самым увеличивая время нагрева, так что скорость нагрева может быть снижена до 0,8 ~ 2 ℃ / с. Однако общее время процесса не увеличивается, но может быть соответствующим образом сокращено общее время процесса. Конечно, для использования этой температурной кривой необходимо предварительное условие: она должна использовать дефлегматор с хорошими характеристиками теплопередачи, чтобы паяные детали выдерживали пиковую температуру, таким образом, разность температур поверхности может соответствовать требованиям. .
Эффект от использования профиля рампы:
① Если не увеличивать общее время, увеличьте время нагрева, чтобы избежать повреждения компонентов, вызванного чрезмерной скоростью нагрева.
② Поскольку температура растет линейно, ее легко контролировать, и процесс имеет хорошую воспроизводимость.
③ Из-за медленного нагрева разница температур поверхности печатной платы уменьшается, что способствует преодолению неблагоприятных факторов бессвинцового припоя, вызывающих уменьшение технологического окна.
④ Паяемость и блестящие паяные соединения можно улучшить, используя температуру активации припоя, соответствующую температуре пасты из бессвинцового сплава.
⑤ По сравнению с традиционной флегмовой печью, потребление энергии снижено, а обслуживание относительно простое.
Заключение:
Конечно, выбор этой температурной кривой, в основном, основан на температуре плавления металлического состава бессвинцовой паяльной пасты, температуре активности флюса, структуре и функциях флегмы.