


Техника выполнения сварных швов покрытым электродом
Техника выполнения сварных швов
Под техникой выполнения сварных швов понимают выбор режимов сварки и приемы манипулирования электродом.
Возбуждение электрической дуги
Зажигание дуги является одной из основных операций сварочного процесса. Зажигание производится каждый раз до начала процесса сварки, повторное возбуждение дуги — в процессе сварки при ее обрыве.
Возбуждение сварочной дуги производится путем касания торцом электрода поверхности свариваемого изделия с быстрым последующим отводом торца электрода от поверхности изделия. При этом если зазор не слишком велик, происходит мгновенное появление тока и установление столба дуги. Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приварится к изделию («прилипнет»).
Отрывать «прилипший» электрод следует резким поворачиванием его вправо и влево. Возбуждение дуги может производиться либо серией возвратно-поступательных движений с легким прикосновением к поверхности свариваемого металла и последующим отводом от поверхности изделия на 2-4 мм, либо путем царапающих движений торцом электрода по поверхности изделия, которые напоминают чирканье спички.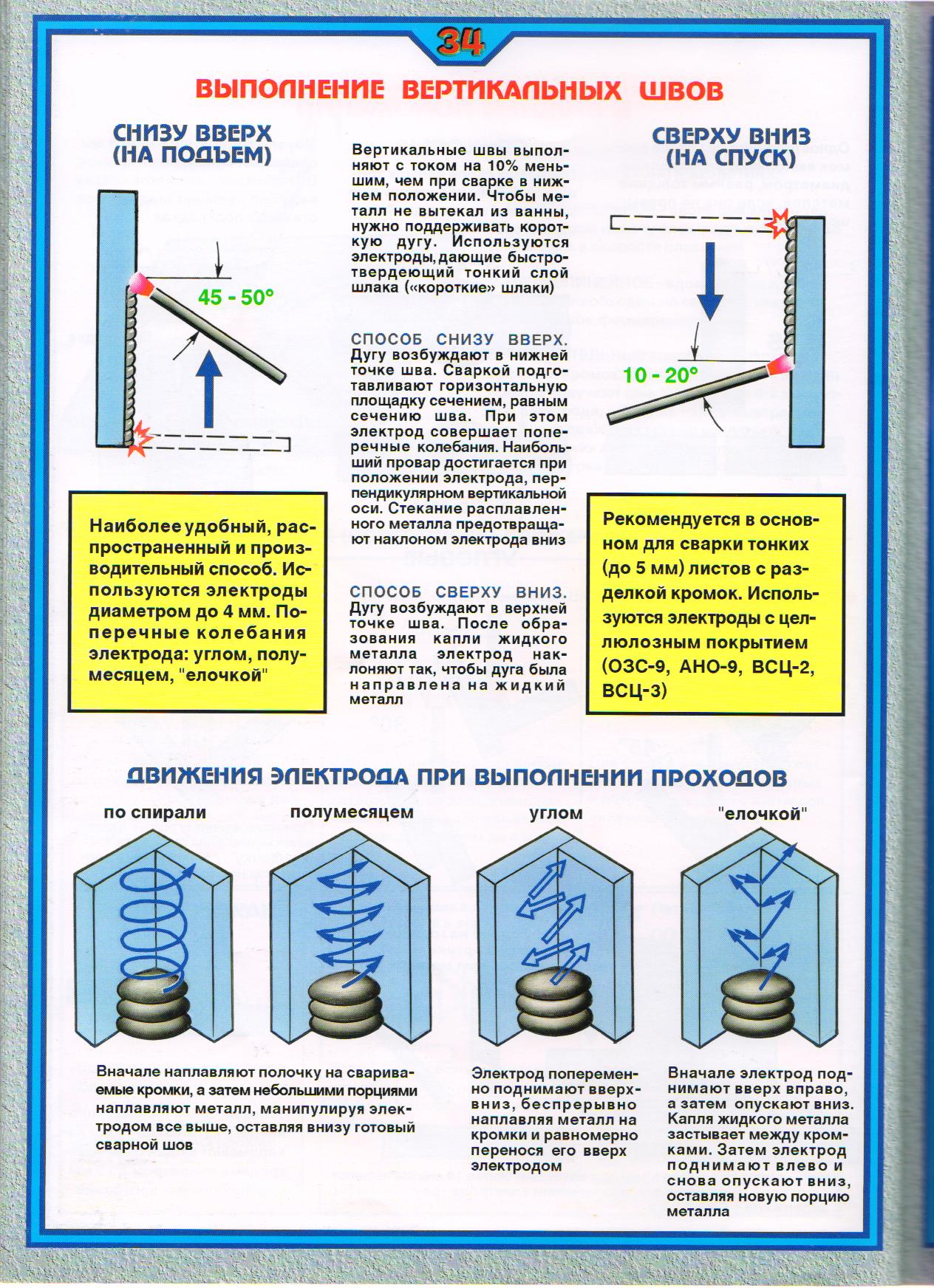
После возбуждения дуги электрод должен выдерживаться некоторое время Точке начала наплавки, пока не сформируется сварной шов и не произойдет расплавление основного металла. Одновременно с расплавлением электрода необходимо равномерно подавать его в сварочную ванну, поддерживая тем самым оптимальную длину дуги. Показателями оптимальной длины дуги является резкий потрескивающий звук, ровный перенос капель металла через дуговой промежуток, малое разбрызгивание.
Длина дуги значительно влияет на качество сварки. Короткая дуга горит устойчиво и спокойно. Она. обеспечивает получение высококачественного шва, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но слишком короткая дуга может вызывать «прилипание» электрода, дуга прерывается, нарушается процесс сварки. Длинная дуга горит неустойчиво с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется.
Если во время сварки по какой-либо причине сварочная дуга погаснет, то применяется специальная техника повторного зажигания дуги, обеспечивающая начало сварки с хорошим сплавлением и внешним видом. При повторном зажигании дуга должна возбуждаться на передней кромке кратера, затем через весь кратер переводиться на противоположную кромку, на только что наплавленный металл, и после этого снова вперед, в направлении проводившейся сварки. Если электрод при повторном зажигании дуги не буде достаточно далеко отведен назад, между участками начала и конца сварки останется углубление. Если же при повторном зажигании электрод отвести слишком далеко назад, то на поверхности сварного валика образуется высокий наплыв.
Положение и перемещение электрода при сварке. В процессе сварки электроду сообщаются следующие движения:
- поступательное по оси электрода в сторону сварочной ванны, при этом для сохранения постоянства длины дуги скорость движения должна соответствовать скорости плавления электрода;
- перемещение вдоль линии свариваемого шва, которое называют скоростью сварки; скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов;
- перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.


При слишком большой скорости сварки наплавленные валики получаются узкими, с малой выпуклостью, с крупными чешуйками. При слишком медленной скорости перемещения электрода сварной валик имеет слишком большую выпуклость, шов неровный по форме, с наплывами по краям.
Положение электрода при сварке должно соответствовать рис. 2. Сварка осуществляется в направлении как слева направо, так и справа налево, от себя и на себя.
Рис. 2. Угол наклона электрода: а — в горизонтальной плоскости; б- в вертикальной плоскости.
При неправильном завершении сварки в месте окончания шва, где погасла дуга, всегда образуется глубокий кратер. Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Кратер может служить показателем глубины проплавления, однако в конце сварки и наплавки данные кратеры должны заполняться и завариваться. Это производится путем возбуждения дуги в кратере, установления короткой дуги и выдержки в таком положении электрода, вплоть до заполнения расплавленным металлом кратера. Не рекомендуется заваривать кратер, несколько раз обрывая и возбуждая дугу, ввиду образования оксидных и шлаковых загрязнений металла.
Сварной шов, образованный в результате двух движений торца электрода (поступательного и вдоль линии шва), называют «ниточным». Его ширина при оптимальной скорости сварки составляет (0,8-1,5)dэ. Ниточным швом заполняют корень шва, сваривают тонкие заготовки, выполняют наплавочные работы и производят подварку подрезов.
Для наплавки валика без поперечных колебаний электрода необходимо возбудить дугу, растянуть ее и некоторое время удержать на одном месте для прогрева основного металла. Затем постепенно уменьшать длину дугового промежутка, пока не образуется сварочная ванна соответствующего размера.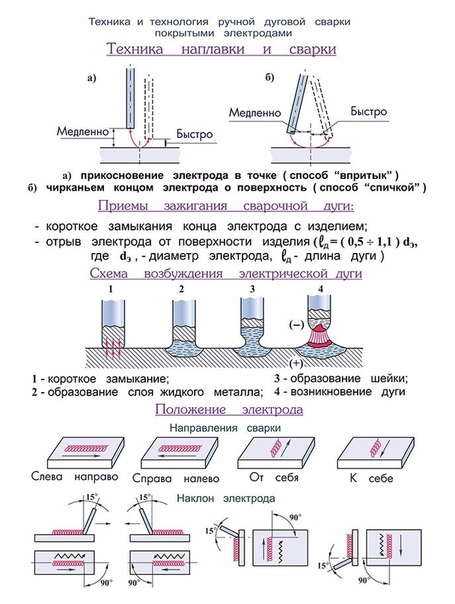
При наплавке валиков на обратной полярности некоторые электроды имеют склонность к образованию подрезов. Для предотвращения проявления этой тенденции не следует перемещать сварочную дугу, располагающуюся за кратером, пока не будет наплавлено достаточное количество металла, чтобы сварной шов получил требуемый размер и подрез был заполнен наплавленным металлом.
Поперечные колебания электрода по определенной траектории, совершаемые с постоянной частотой и амплитудой и совмещенные с перемещением вдоль шва, позволяют получить сварной шов требуемой ширины. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика.
Рис. 3. Основные способы поперечных движений торца электрода
Для выполнения уширенного валика необходимо установить электрод в положение, показанное на рис. 4. При этом следует иметь в виду, что поперечные колебания совершаются электрододержателем, положение электрода в любой точке шва строго параллельно его первоначальному положению. Угол наклона электрода в вертикальной и горизонтальной плоскости не должен изменяться при колебательных движениях по поверхности шва.
Рис. 4. Положение электрода при наплавке валиков с поперечными колебаниями
Колебания электрода должны производиться с амплитудой, не превышающей три диаметра используемого электрода. Во время процесса формирования валика расплавленный слой должен поддерживаться в расплавленном состоянии. Если перемещать электрод слишком далеко и задерживать его возвращение, то возможны охлаждение и кристаллизация металла сварочной ванны.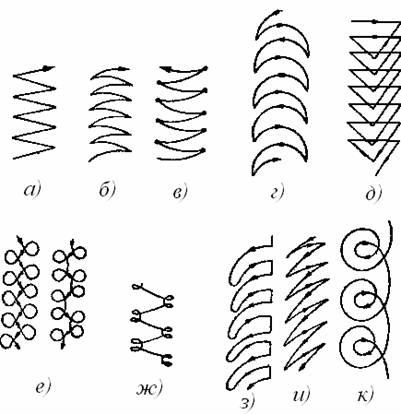 Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
Это приводит к появлению в металле сварного шва шлаковых включений и ухудшает его внешний вид.
При сварке необходимо внимательно наблюдать за сварочной ванной, следить за ее шириной и глубиной проплавления, при этом не перемещать электрод слишком быстро. В конце каждого перемещения на мгновение останавливать электрод. Амплитуда поперечных колебаний должна быть немного меньше требуемой ширины наплавляемого валика.
При сварке на прямой полярности, как правило, не возникает проблем с подрезами. При сварке на обратной полярности могут возникнуть проблемы с появлением подрезов. Проблему подрезов можно преодолеть путем более длительной выдержки сварочной дуги в крайних точках поперечных перемещений, а также путем выполнения данных перемещений с амплитудой, не превышающей требуемую для получения нужной ширины наплавленного валика.
Выпуклость сварного шва будет меньше, чем при сварке на прямой полярности, проплавление будет более глубоким. Шлака будет несколько меньше, он будет менее текучим и будет закристаллизовываться немного быстрее, чем при сварке на прямой полярности.
На вертикальной поверхности узкие горизонтальные валики наплавляются, как правило, на обратной полярности, при этом сварочный ток не должен быть слишком большим.
Сварка должна производиться на короткой дуге. При сварке следует уделять внимание тому, чтобы металл сварочной ванны не вытекал вниз или не образовывал наплыв на нижней кромке. Для этого необходимо совершать возвратно-поступательные движения электродом в направлении оси сварного шва. Каждый новый валик должен перекрывать ранее наплавленный соседний с ним валик не менее чем на 45-55%. Для предотвращения образования подрезов необходимо производить колебания электрода в пределах выпуклости сварного валика.В большинстве случаев выполнение сварки в вертикальном положении производится снизу вверх, особенно для ответственных стыков. Данная техника сварки широко используется при строительстве трубопроводов высокого давления, в кораблестроении, при сооружении сосудов высокого давления и при строительных работах.
Наплавка узких валиков на поверхность, находящуюся в вертикальном положении, при сварке снизу вверх производится на обратной полярности сварочного тока, при этом сварочный ток не должен иметь слишком высокое значение.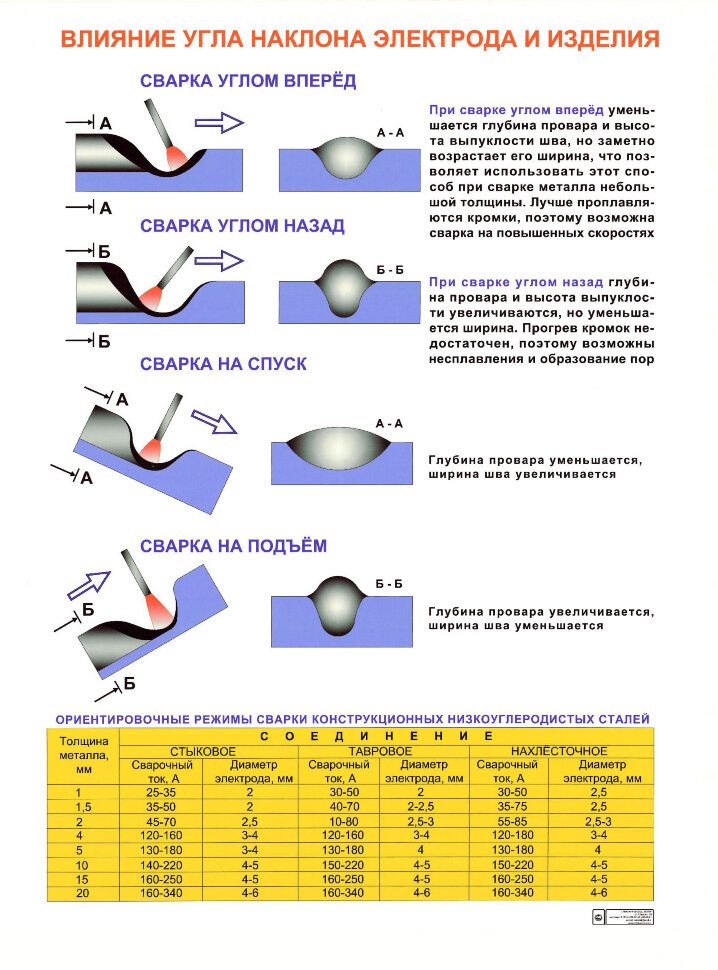 Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Положение электрода должно соответствовать изображенному на рис. 5. Необходимо использовать возвратно-поступательные перемещения электрода. Наплавка валиков должна производиться при короткой дуге, в верхней части траектории колебаний электрода, дугу следует растягивать, но нельзя допускать ее обрыва в данной области.
Рис. 5. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении снизу вверх
Подобный тип перемещений электрода позволяет наплавленному металлу кристаллизоваться, образуя ступеньку, на которую наплавляется следующая порция электродного металла. Некоторые сварщики предпочитают поддерживать постоянную сварочную ванну, которую они медленно выводят снизу вверх, применяя при этом небольшие колебательные движения электродом. Данный способ ведения процесса сварки приводит к наплавке валика с большой выпуклостью, а также к появлению вероятности трещин металла сварного шва.
Методика выполнения сварки с продольными колебаниями электрода позволяет получить более плоский с невысокой выпуклостью сварной шов, а также уменьшает опасность возникновения шлаковых включений.
Сварка в вертикальном положении сверху вниз достаточно редко встречается в промышленности, особенно при обычных работах. Область применения данного способа ведения сварочного процесса обычно ограничивается сварочными работами при строительстве магистральных трубопроводов и при сварке тонколистового проката. При наплавке на плоскую поверхность данный способ ведения сварки приводит к получению не очень глубокого проплавления, существует также опасность появления шлаковых включений.
Наплавка узких валиков в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 6.
Рис. 6. Положение электрода при наплавке узких валиков без поперечных колебаний электрода в вертикальном положении сверху вниз.
В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Поперечные колебания электрода, как правило, не применяются, поэтому скорость перемещения достаточно велика. Этим и объясняется малая ширина наплавленных таким образом валиков, а также их малая выпуклость. Подрезы почти не встречаются.
Сварка с поперечными колебаниями электрода в вертикальном положении очень часто применяется при сооружении трубопроводов высокого давления, сосудов высокого давления, при сварке судовых конструкций, а также при изготовлении металлоконструкций. Данная техника сварки очень часто применяется для сварки многопроходных швов в разделку, а также угловых швов, находящихся вертикальном положении.
Наплавку валиков с поперечными колебаниями электрода в вертикальном положении, как правило, выполняют снизу вверх на обратной полярности сварочного тока. Сварка на прямой полярности в данном положении используется крайне редко. Еще реже производится сварка в положении сверху вниз.
При наплавке валиков с поперечными колебаниями электрода в вертикальном положении сварочный ток не должен быть слишком велик, однако он должен быть достаточным для хорошего проплавления.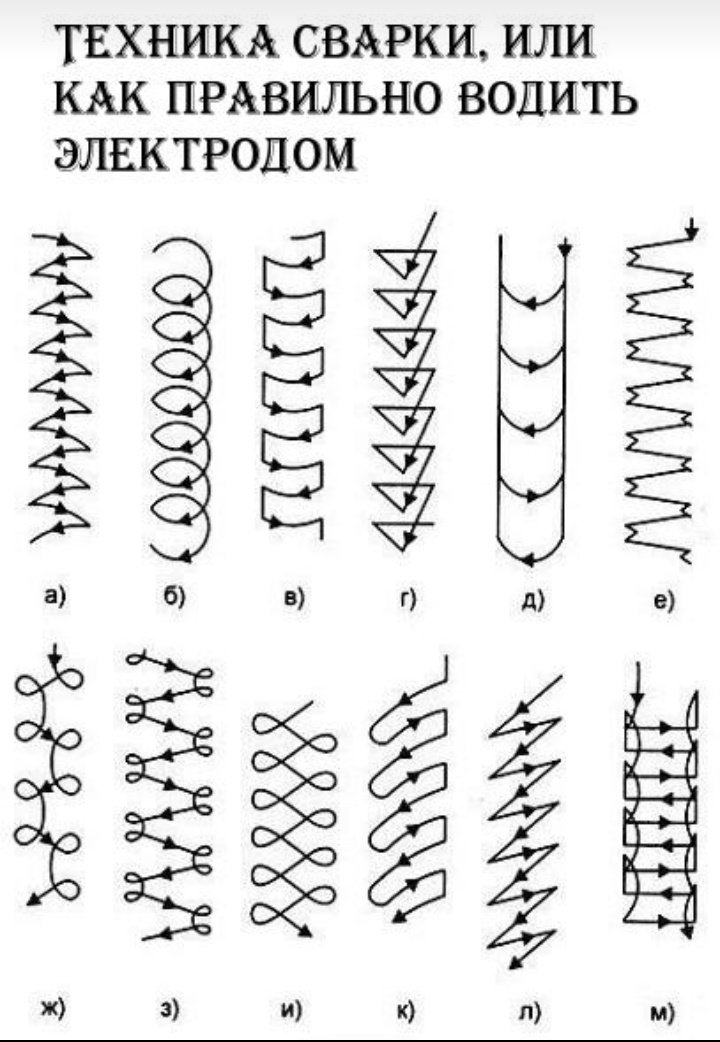 Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
Положение электрода должно хотя бы приблизительно соответствовать изображенному на рис. 7.
В нижней части соединения наплавляется полка шириной не более 12 мм, при этом смешение электрода от оси сварного шва не должно превышать 3 мм. Перемещение электрода должно производиться по траектории (рис. 7б). Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 7. Положение электрода при наплавке валиков в вертикальном положении снизу вверх с поперечными колебаниями электрода (а) и траектория движения электрода (б).
Сварку можно также производит путем поддержания постоянного перемещения сварочной ванны, при этом нужно быть очень осторожным, чтобы не допустить вытекания расплавленного металла сварочной ванны. При соблюдении этого условия перемещение электрода вверх может производиться по любой из сторон сварного соединения, при этом необходимо производить <растяжение> сварочной дуги, но не допускать ее обрыва. Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
Нельзя держать сварочную дугу слишком долго вне кратера — это может привести к охлаждению кратера и вызовет избыточное разбрызгивание металла перед швом.
При наплавке валиков на прямой полярности, сварочный ток должен быть несколько выше, чем при сварке на обратной полярности. Поскольку при сварке на прямой полярности выше производительность наплавки, а также больше количество шлака, скорость перемещения электрода должна быть выше. Подрезы не составляют сколь-нибудь значительной проблемы, поэтому отпадает необходимость задержки электрода на боковых поверхностях свариваемых кромок.
Наплавка валиков в вертикальном положении с поперечными колебаниями электрода в вертикальном положении сверху вниз производится на обратной полярности, при этом следует обратить особое внимание на установку сварочного тока. Положение электрода должно соответствовать изображенному на рис. 8. В процессе сварки необходимо поддерживать очень короткую дугу, с тем, чтобы шлак не затекал в головную часть сварочной ванны. Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Для предотвращения появления подрезов необходимо делать кратковременные остановки электрода во время выхода его на боковые кромки сварного шва.
Рис. 8. Положение электрода при наплавке валиков в вертикальном положении сверху вниз с поперечными колебаниями электрода (а) и траектория движения электрода (б)
Несмотря на то, что в настоящее время в промышленности взят курс на полное исключение сварки в потолочном положении за счет соответствующего позиционирования, на сегодняшний день каждый сварщик должен уметь вести сварочные работы в этом пространственном положении. Сварка в потолочном положении распространена при строительстве трубопроводов, в судостроении и при строительно-монтажных работах.
Рис. 9. Положение электрода при наплавке узких валиков в потолочном положении
Наплавка узких валиков в потолочном положении может производиться как на обратной, так и на прямой полярности. Величина сварочного тока при обратной полярности такая же, как при сварке в вертикальном положении.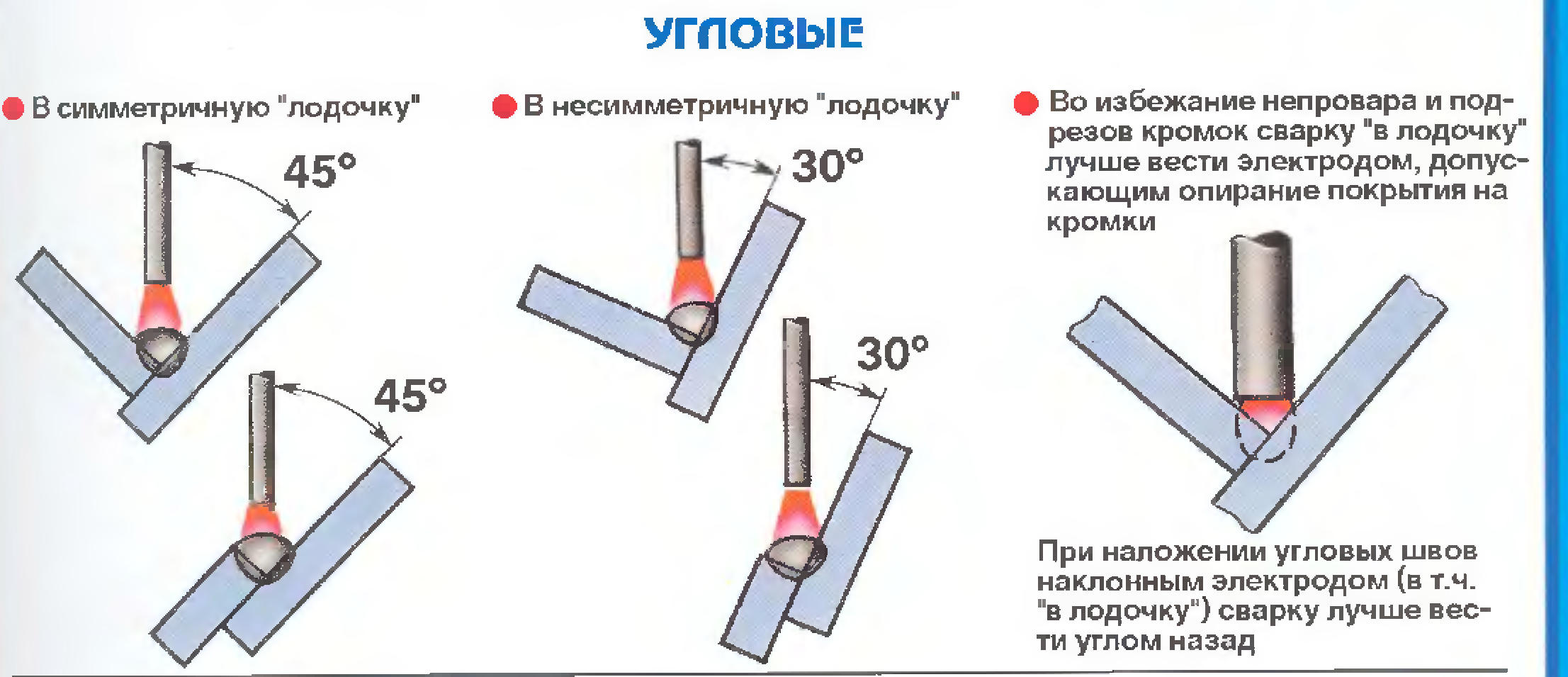 При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
При сварке на прямой полярности эта величина несколько выше. Положение электрода должно соответствовать изображенному на рис. 9. Сварщик должен находиться в таком положении, чтобы иметь возможность наблюдать за наплавкой металла и за сварочной дугой. Особенно это важно при сварке труб, однако часто бывает так, что направление сварки должно быть направлено на сварщика.
Во время процесса сварки на обратной полярности необходимо поддерживать короткую дугу, сварочная ванна не должна быть слишком сильно перегрета. При сварке на прямой полярности длина дуги должна быть несколько длиннее. Небольшие колебания электрода вперед-назад относительно направления сварки служат для предварительного подогрева сварного шва, кроме того, они способствуют предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. Некоторые сварщики при сварке на прямой полярности предпочитают перемещать электрод во время сварки очень маленькими участками, при этом необходимо обращать внимание на опасность получения сварного шва с большой выпуклостью, а также на образование толстой корки шлака. При сварке на прямой полярности опасность появления подрезов практически исключена.
При сварке на прямой полярности опасность появления подрезов практически исключена.
Во многих случаях при выполнении сварных соединений в потолочном положении, возникает необходимость в наплавке валиков с поперечными колебаниями электрода. Это значительно сложнее, чем наплавка узких валиков.
Наплавка валиков с поперечными колебаниями электрода в потолочном положении, производится на обратной полярности. Величина сварочного тока не должна быть слишком большой. Положение электрода должно соответствовать изображенному на рис. 10а. Большое значение имеет поддержание короткой дуги, а также стабильности дугового промежутка по всей ширине наплавляемого валика.
Наплавку можно производит путем перемещения всей сварочной ванны, однако при этом необходимо быть очень осторожным, чтобы не допустить приобретения расплавленным металлом сварочной ванны слишком высокой текучести, что, в конечном счете, приведет к вытеканию сварочной ванны. Если данное препятствие будет устранено, то электрод можно перемещать вперед вдоль любой из свариваемых кромок (рис. 106). При этом допускается удлинение дуги, без ее обрыва.
106). При этом допускается удлинение дуги, без ее обрыва.
Нельзя допускать, чтобы сварочная дуга находилась в кратере больше времени, чем необходимо для его полной заварки. Электрод должен быстро перемещаться поперек лицевой стороны сварного шва, с тем, чтобы не допустить избыточного перегрева металла, наплавленного в средней части сварного шва.
При сварке в потолочном положении могут возникнуть проблемы, связанные с подрезами. Они решаются с помощью задержек электрода на боковых кромках соединения. Рекомендуется не превышать ширины сварного шва свыше 20 мм.
Рис. 10. Положение электрода при наплавке валиков с поперечными колебаниями электрода в потолочном положении (а) и траектория перемещения электрода (б)
Сварка торцевого соединения в нижнем положении
Торцевые соединения широко применяются в конструкциях сосудов, не подвергаемых воздействию высокого давления. Торцевые соединения — это очень экономичные соединения, но они не выдерживают значительных растягивающих или изгибающих нагрузок. Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Для выполнения данного соединения требуется мало электродов, поскольку доля наплавленного металла в металле сварного шва мала. Выполнение сварки торцевого соединения не представляет каких-либо затруднений и может производиться в широком диапазоне сварочных режимов, как на прямой полярности, так и на обратной.
Во время сварки для полного охвата всей поверхности соединения рекомендуется производить небольшие поперечные колебания электрода. Однако следует помнить об опасности увлечения такими колебаниями. При излишне широких колебаниях электрода металл начнет свешиваться с краев соединения. Следует быть внимательным при расплавлении обеих кромок и при обеспечении хорошего проплавления.
Сварка стыкового соединения без скоса кромок в нижнем положении
Данный тип сварного соединения широко используется в промышленности для конструкций обычного назначения. При двухсторонней сварке металла, толщина которого не превышает 6 мм, данное соединение будет весьма прочным.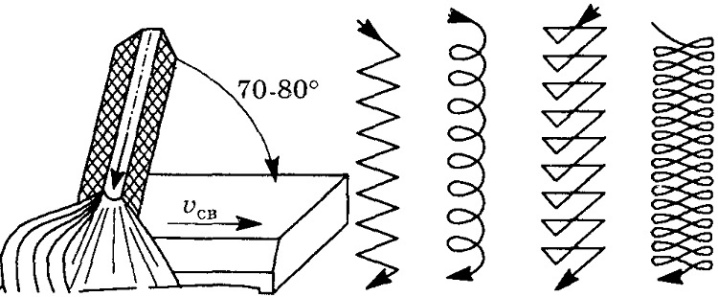 Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Однако, как правило, такие соединения свариваются только с одной стороны. В этом случае прочность будет определяться глубиной проплавления, которая, в свою очередь, зависит от диаметра применяемых электродов, величины сварочного тока, величины зазора между деталями, а также от толщины свариваемых деталей. При односторонней сварке получение полного проплавления без зазора между свариваемыми кромками для металла толщиной свыше 5 мм весьма проблематично.
Сварка стыкового соединения без скоса кромок для обеспечения повышенного тепловложения, производится на обратной полярности. При сварке необходимо обеспечивать возвратно-поступательные перемещения электрода вдоль оси шва. Это будет приводить к предварительному подогреву металла перед сварным швом, сведет к минимуму риск получения прожога и обеспечит вытеснение расплавленного шлака на поверхность сварочной ванны, что исключит вероятность образования неметаллических шлаковых включений в металле сварного шва.
В процессе сварки особенно важно поддержание постоянства скорости и равномерности перемещения электрода вдоль оси шва, а также величины зазора между электродом и изделием (длины дуги).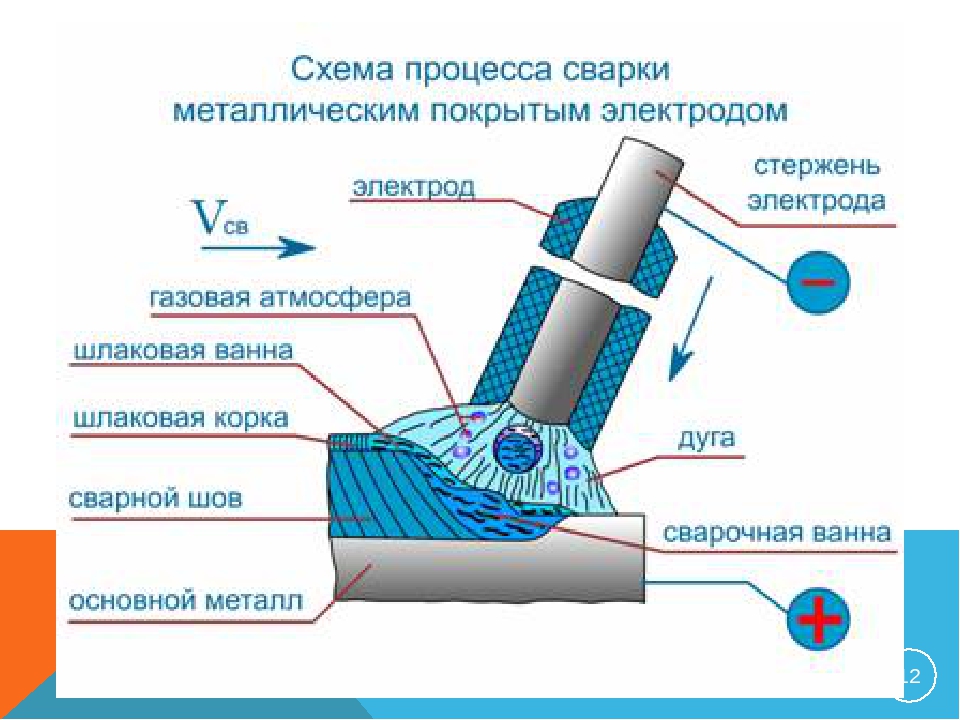 При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
При слишком высокой скорости перемещения электрода шов получается узкий, образуются подрезы. При слишком малой скорости сварки сварочная ванна разогревается до температуры, при которой возможен прожог.
Слишком длинная дуга приводит к ухудшению внешнего вида шва, к ухудшению проплавления, к избыточному разбрызгиванию и низким показателям механических свойств металла сварного шва.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») однопроходным угловым швом
При образовании углового шва во избежание непровара свариваемые поверхности наклоняют к горизонтальной плоскости под углом 45° — сварка «в лодочку» (рис. 11а), а при наклоне под углом 30 или 60° — в несимметричную «одочку» (рис. 116). Сварка производится на повышенных значениях сварочного тока, как на прямой, так и на обратной полярности тока. Сварка на обратной полярности производится короткой дугой, при этом возможно появление подрезов. Положение электрода при сварке должно соответствовать изображенному на рис. 11в
11в
Рис. 11. Положение электрода при сварке «в лодочку»: a — сварка в симметричную «лодочку»; б — сварка в несимметричную ; в — пространственное положение электрода
При начале процесса сварки электрод должен быть выведен на кромку свариваемой пластины. После подогрева кромки пластины растянутой дугой начинается наложение сварного шва требуемой ширины и глубины проплавления. При этом производятся небольшие возвратно-поступательные перемещения электродом в направлении оси сварного шва. Это обеспечивает предварительный подогрев корневой части сварного шва и предотвращает подтекание расплавленного шлака перед головной частью сварочной ванны.
Электрод должен направляться непосредственно в корень сварного шва, нельзя допускать, чтобы сварочная дуга вышла на поверхность пластины за пределами области формирования сварного шва. Не допускается наплавка слишком большого количества металла за один проход.
Сварка в нижнем положении таврового соединения (сварка в «лодочку») многопроходным угловым швом.

Очень часто при сварке таврового соединения в нижней) положении необходимо производить многопроходную сварку. Однопроходные угловые швы должны иметь катеты, которые превышают диаметр используемого электрода не более чем на 1,5-3,0 мм. При многопроходной сварке угловых швов число слоев определяют, исходя из диаметра электрода, при этом толщина каждого слоя не должна превышать (0,8-1,2)dэ.
Поскольку тавровое соединение в нижнем положении образует кромки, подобно стыковому соединению со скосом кромок, сварка может выполняться с использованием техники сварки с поперечными колебаниями электрода, при этом ширина шва не должна превышать (1,5-5)dэ. Если слой сварного шва превышает допустимую ширину шва, то наплавка каждого слоя производится необходимым количеством валиков.
При сварке данного соединения первый проход выполняется электродом толщиной 4-6 мм без поперечных колебаний. Последующие проходы выполняются электродами меньшего диаметра. При сварке этих проходов необходимо применять поперечные колебания электрода, при этом амплитуда колебаний электрода не должна превышать допустимой ширины шва.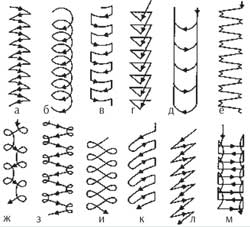
При сварке на обратной полярности поддерживается несколько меньшая длина дуги, чем на прямой полярности. При этом необходимо тщательно контролировать процесс сварки, с тем, чтобы избежать появления возможных подрезов. Для этого можно применять задержки электрода в крайних точках амплитуды поперечных колебаний электрода при одновременном тщательном контроле ширины сварного шва и амплитуды поперечных колебаний электрода.
Перед наплавкой каждого слоя или валика необходимо тщательно очищать от шлака поверхность сварного шва, в противном случае неизбежно появление шлаковых включений. В начале и при возобновлении сварки необходимо тщательно заваривать кратеры сварных валиков.
Сварка углового соединения с наружным углом в нижнем положении
Угловые соединения с наружными угловыми швами встречаются намного реже, чем стыковые, нахлесточные и тавровые соединения. Это соединение является в высшей степени технологичным, поскольку его очень просто подготовить к сварке, а параметры режима сварки напоминают применяемые при сварке стыковых соединений со скосом кромок.
Для обеспечения максимальной прочности в сварном соединении необходимо получить проплавление с обратной стороны. Добавление внутреннего углового шва к наружному значительно повышает прочность всего углового соединения. Как уже отмечалось, стоимость подготовки подобного соединения весьма невелика, однако при сварке подобных соединений из металла большой толщины значительную величину затрат составит стоимость электродов.
Сварку углового соединения с наружным углом в нижнем положении выполняют на обратной полярности. При сварке данного соединения положение электрода должно соответствовать изображенному на рис. 12. При первом проходе используется техника сварки, применяемая при наложении узкого шва, без поперечных колебаний. Значение сварочного тока не должно быть слишком большим. Сварной шов при первом проходе должен обеспечить полное проплавление обратной стороны соединения и хорошее сплавление с обеими пластинами. Большое значение для достижения этой цели имеет поддержание короткой дуги.
Рис. 12. Положение электрода при сварке углового соединения с наружным углом в нижнем положении
При выполнении второго, третьего и последующих проходов сварочный ток следует установить на повышенный режим. При выполнении данных проходов используется техника поперечных колебаний электрода. Третий проход должен производиться с более широкой амплитудой колебаний, чем второй. Техника выполнения второго и последующих проходов аналогична выполнению данных проходов при сварке в «лодочку» многопроходным угловым швом.
Во время сварки необходимо следить за ограничением ширины поперечных колебаний электрода. Для устранения подрезов рекомендуется производить кратковременную остановку электрода в крайних точках траектории поперечных колебаний. Удостоверьтесь в том, что достигается хорошее сплавление с ранее наложенными слоями и с обеими поверхностями пластины. Последний проход не должен иметь слишком большую высоту. После каждого прохода необходимо тщательно очистить наплавленный металл от шлаковой корки.
Сварка стыкового соединения со скосом кромок на подкладке в нижнем положении
Данный тип сварного соединения достаточно часто применяется при сварке трубопроводов, сосудов высокого давления и корабельных конструкций.
Сварка данного соединения производится на обратной полярности. Для первого прохода устанавливается невысокое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 13. Сварка производится узким валиком без поперечных колебаний электрода. Во время сварки необходимо следить за тем, чтобы обеспечить хорошее сплавление с подкладкой и поверхностями разделки в корневой части соединения. Поверхность шва должна быть максимально плоской.
Рис. 13. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в нижнем положении
Второй, третий и последующие проходы могут производиться при повышенных значениях сварочного тока. Перемещение вдоль оси шва не должно быть слишком быстрым, иначе поверхность шва будет неровной, с крупными чешуйками, могут появиться поры. Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Поперечные перемещения электрода должны ограничиваться требуемой шириной шва. Это обеспечит исключение появления подрезов. Во время сварки важно следить за длиной дуги, тщательно удалять шлак с наложенных слоев, следить за тем, чтобы наложенный сварной шов имел сплавление с предыдущими слоями и со свариваемыми кромками. При наложении последнего слоя используйте кромки разделки в качестве показателя при определении требуемой ширины шва.
Сварка стыкового соединения со скосом кромок в нижнем положении
Данный вид соединения часто встречается при сварке трубопроводов, а также при сварке ответственных соединений.
Сварка данного соединения производится на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 14.
Рис. 14. Положение электрода при сварке стыкового соединения со скосом кромок в нижнем положении
На рис. 15а показан порядок наложения слоев/валиков при сварке стыкового соединения со скосом кромок в нижнем положении. Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Первый проход предназначен для сварки корня шва и выполняется обычно электродами диаметром 3 мм, при этом сварочный ток не должен быть слишком велик. Сварка производится на короткой дуге с возвратно-поступательными движениями относительно линии сварного шва, при этом необходимо следить, чтобы сам электрод все время оставался в зазоре корневой области сварного соединения. Во время сварки нельзя допускать прерывания дуги при перемещении электрода вперед и нужно следить за тем, чтобы капли металла не падали перед швом, это может помешать проведению процесса сварки, его продвижению вперед. На обратной стороне стыка должен образовываться небольшой валик. Лицевая поверхность первого прохода должна иметь минимальную выпуклость.
Рис. 15. Сварка стыкового соединения со скосом кромок в нижнем положении: a — порядок наложения слоев; б — траектория движения электрода при выполнении последнего прохода; в — сварное соединение
Второй и последующие проходы производятся при повышенных значениях сварочного тока и электродами большего диаметра. Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Наплавка производится с поперечными колебаниями электрода, при этом важно обеспечить постоянство и равномерность колебаний и перемещения электрода вдоль оси шва, в противном случае полученный сварной шов будет не однороден по качеству и внешнему виду. Во время сварки необходимо следить за тем, чтобы избежать появления подрезов (рис. 156). Необходимо получить сплавление с ранее наплавленными слоями, а также с боковыми кромками разделки свариваемого изделия. Лицевая сторона второго и последующих слоев должна иметь плоскую поверхность. Необходимо тщательно очищать каждый слой от шлака по всей его длине.
Заключительный проход выполняется тем же типом электрода, что и предыдущие. Техника выполнения такая же, и при выполнении второго и последующих проходов, за исключением того, что при заключительном проходе амплитуда поперечных колебаний электрода будет больше. Для контроля за шириной облицовочного шва необходимо использовать скошенные кромки стыкового соединения. Поверхность облицовочного шва должна быть слегка выпуклой.
Сварка нахлесточного соединения в нижнем положении
Данный тип соединения широко используется в промышленности, в частности в резервуарах, строительных и судовых конструкциях. Нахлесточное соединение очень экономично, оно не требует каких-либо значительных затрат на подготовку и сборку. Максимальная прочность нахлесточного соединения достигается при его двухсторонней сварке угловым швом.
Сварка данного соединения производится как на прямой, так и на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 16.
Рис. 16. Сварка нахлесточного соединения в нижнем положении: a — подготовка соединения к сварке; б — положение электрода при сварке однопроходным швом равных толщин; в — положение электрода при втором и третьем проходе при выполнении многопроходного шва; г — положение электрода при сварке разных толщин
Для сварки нахлесточного соединения в нижнем положении на прямой полярности требуется поддержание очень короткой дуги, а на обратной полярности — еще более короткой.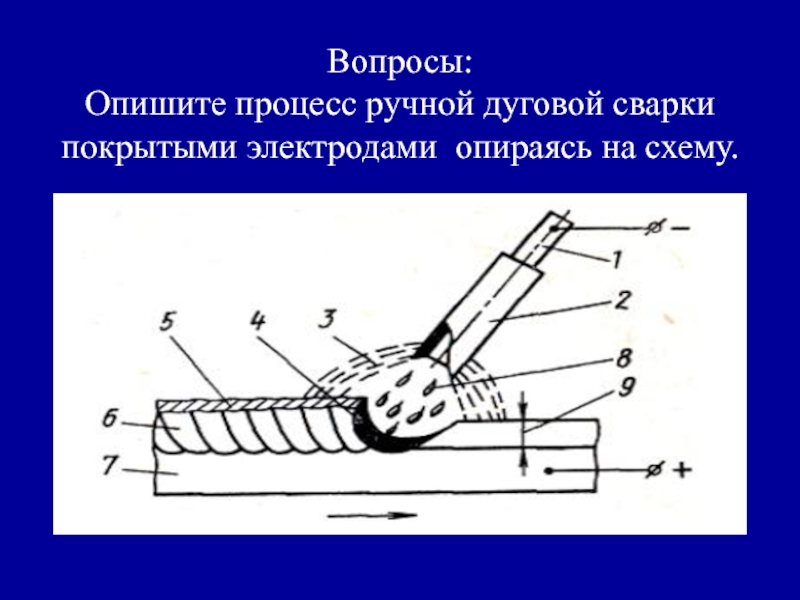 Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Дуга должна быть сориентирована в направлении корня соединения и горизонтальной поверхности пластины. Во время сварки необходимо совершать, относительно оси сварного, шва небольшие возвратно-поступательные колебания электрода. Это способствует предварительному подогреву соединения перед движущейся сварочной дугой, обеспечивает создание полноразмерной выпуклости и покрывает шлаковой коркой хвостовую часть сварочной ванны.
Абсолютно необходимым для получения качественного соединения является полное проплавление в корне шва и хорошее сплавление с обеими поверхностями двух пластин. При сварке на прямой полярности верхняя кромка верхней пластины имеет тенденцию к прожогу, поэтому при сварке следует постоянно опасаться как недозаполнения наплавленного валика, так и того, что сварочная дуга недостаточно коротка. Подрезы появляются очень редко.
При сварке на обратной полярности следует обратить внимание на поддержание более короткой дуги, а также на устранение возможного подреза, как на плоской поверхности пластины, так и вдоль верхней кромки верхней пластины. Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Для уменьшения вероятности появления подрезов, перемещение дуги должно быть ограничено размерами сварного шва.
Сварка нахлесточного соединения в горизонтальном положении
Сварка нахлесточного соединения в горизонтальном положении однопроходным угловым швом на прямой полярности часто применяется в конструкциях резервуаров и строительных конструкциях.
При сварке данного соединения сварочный ток не должен быть слишком большим. Электрод необходимо направлять в корень шва. Положение электрода во время сварки должно соответствовать изображенному на рис. 17. Сварку лучше всего производить с небольшими возвратно-поступательными перемещениями электрода в направлении оси сварного шва, можно также применять незначительные поперечные колебания электрода. Сварочная ванна не должна быть слишком перегрета, ибо это приводит к появлению трещин в металле сварного шва.
Рис. 17. Положение электрода при сварке нахлесточного соединения в горизонтальном положении
При сварке следует обращать особое внимание на перемещения электрода, с тем, чтобы не допустить появления прожогов кромки пластины, а также на то, чтобы сварочная дуга не контактировала с поверхностью вертикальной пластины вне пределов сварного шва, в противном случае неизбежно появление подрезов.
Сварка таврового соединения в нижнем положении
Большую долю швов, выполняемых на практике сварщиком, составляют угловые швы, выполняемые в нижнем положении. Технология сварки может включать как однопроходную, так и многопроходную сварку всеми типами электродов. Несмотря на то, что электроды, предназначенные для сварки на обратной полярности, не являются лучшим типом электродов для выполнения однопроходных угловых швов, использование этих электродов в подобных целях является достаточно распространенной практикой.
При сварке таврового соединения в нижнем положении на прямой полярности сварочный ток должен быть достаточным для получения обширной сварочной ванны. При сварке на обратной полярности сварочный ток должен быть несколько меньше. Положение электрода при сварке на прямой полярности должно соответствовать изображенному на рис. 18а, на обратной полярности — рис. 18б.
Рис. 18. Положение электрода при сварке таврового соединения в нижнем положении: a — на прямой полярности; б — на обратной полярности
Электрод должен быть направлен в корень сварного соединения. При сварке на обратной полярности длина дуги должна быть меньше. Перемещение электрода должно производиться равномерно на всем протяжении стыка, не теряя сварочной ванны.
Однако некоторые сварщики предпочитают использовать при этом небольшие возвратно-поступательные перемещения электрода в направлении оси шва. Это может оказать положительное влияние в виде предварительного подогрева свариваемых кромок и корневой части соединения, находящихся перед движущимся электродом, улучшит формирование наплавленного металла на вертикальной плоскости пластины, а также будет способствовать предотвращению подтекания расплавленного шлака в головную часть сварочной ванны. При сварке на прямой полярности подрезы никогда не являются проблемой. Сварка на обратной полярности требует обеспечения повышенных мер по исключению подрезов.
Сварка таврового соединения в нижнем положении многопроходным швом
Крупные угловые швы очень часто выполняются путем многократного наложения узких валиков без поперечных колебаний электрода. В большинстве случаев облицовочный слой или последний валик выполняются без поперечных колебаний электрода, в некоторых случаях требуется, чтобы последний проход выполнялся с поперечными колебаниями. В частности, таковы требования при сварке трубопроводов и сосудов высокого давления. Сварка может выполняться как на прямой, так и на обратной полярности сварочного тока.
При выполнении данного соединения сварочный ток устанавливается таким же, как и при сварке узким однопроходным швом. Положение электрода будет изменяться в зависимости от последовательности наложения слоев (рис. 19а). Перемещение электрода аналогично перемещению при сварке однопроходным швом. Расположение или раскладка валиков по сторонам должны производиться таким образом, чтобы облицовочный слой точно соответствовал заданному размеру катета углового шва. Порядок наложения слоев показан на рис. 19б.
Рис. 19. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении (а) и порядок наложения слоев (б)
Техника выполнения облицовочного слоя достаточно сложна. Сварочный ток не должен быть слишком мал. Положение электрода должно соответствовать изображенному на рис. 20а. Чешуйки укладываются в диагональной плоскости. Наложение капель металла производится только при движении электрода вниз. Перемещение электрода вверх должно производиться быстро, на максимально растянутой дуге, но без обрыва дуги.
Рис. 20. Положение электрода при выполнении облицовочного слоя (а) и траектория колебательных движений электрода (б)
Указателями ширины перемещения электрода при сварке облицовочного слоя могут служить две параллельные кромки ранее выполненных сварных валиков. Для предотвращения появления подрезов необходимо проводить задержки электрода на верхней и нижней кромках сварного шва. Необходимо помнить, что при многопроходной сварке требуется тщательная очистка от шлаковой корки каждого наложенного слоя.
При сварке на обратной полярности могут возникнуть значительные затруднения, связанные с появлением подрезов. Избавиться от этих проблем можно всеми ранее описанными способами.
Сварка таврового соединения в нижнем положении многопроходным швом с применением поперечных колебаний электрода
На практике довольно часто встречаются случаи, когда необходимо производить сварку угловых швов большого сечения в нижнем положении. Обычно для этого используют многопроходную сварку с применением техники поперечных колебаний электрода. Наиболее часто такие швы встречаются при судостроительных и монтажных работах.
Сварка данного типа соединения производится на обратной полярности. Сварочный ток устанавливается большим. Положение электрода должно соответствовать изображенному на рис. 21. Первый проход выполняется так же, как и в случае обычной однопроходной сварки угловых швов. Поверхность первого валика должна быть максимально плоской.
Рис. 21. Положение электрода при сварке таврового соединения многопроходным швом в нижнем положении с применением поперечных колебаний электрода
Второй шов накладывается с поперечными колебаниями электрода поверх первого. Электрод должен направляться на вертикальную пластину, с тем, чтобы обеспечить перенос металла с электрода на эту поверхность. Поперечные колебания электрода не должны выходить за пределы требуемой ширины выполняемого шва. В противном случае возможно появление подрезов. Необходимо обеспечить хорошее сплавление накладываемых швов с поверхностью ранее наплавленных слоев и с поверхностью свариваемой пластины.
Сварка стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, резервуаров, а также при судостроительных работах.
Сварка производится на обратной полярности как узкими валиками без поперечных колебаний, так и с поперечными колебаниями электрода. Первый проход выполняется на повышенных значениях сварочного тока без поперечных колебаний электрода. Положение электрода должно соответствовать изображенному на рис. 22. При сварке необходимо обеспечить гарантированное сплавление с подкладкой, а также с кромками корневой части соединения.
Рис. 22. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в горизонтальном положении
Второй и все последующие проходы могут выполняться с еще большими значениями сварочного тока. Положение электрода при сварке узкими валиками без поперечных колебаний электрода должно соответствовать изображенному на рис. 22. Очень важно, чтобы все швы имели хорошее сплавление с поверхностью ранее наложенных слоев, а также с поверхностью кромок разделки. Необходимо следить за предотвращением появления подрезов.
Сварка стыкового соединения со скосом кромок в горизонтальном положении
Данное соединение, а также пространственное положение, в котором оно находится, очень часто встречается при сварке труб, а также ответственных стыковых соединений. При выполнении некоторых работ иногда предъявляются требования к тому, чтобы данные швы выполнялись с поперечными колебаниями электрода, однако в большинстве случаев применяется сварка узкими валиками без поперечных колебаний электрода.
Сварка производится на обратной полярности. Сварочный ток при первом проходе не должен быть слишком велик. Положение электрода при сварке узкими валиками без поперечных колебаний должно соответствовать рис. 23, а при сварке с поперечными колебаниями — рис. 24а.
Рис. 23. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: узкими валиками без поперечных колебаний электрода.
При сварке необходимо поддерживать короткий дуговой промежуток, заставляя электродный металл наплавляться непосредственно в зазоре корневой части соединения. При сварке можно использовать возвратно-поступательные перемещения электрода. При перемещениях вперед нельзя допускать, чтобы сварочная дуга обрывалась.
Необходимо во время таких перемещений обеспечить предварительный подогрев металла перед наплавляемым швом. Одновременно следует следить за тем, чтобы расплавленный металл сварочной ванны достаточно быстро застывал и не стекал на нижнюю пластину. На обратной стороне соединения должно быть полное проплавление.
Для второго и последующих проходов сварочный ток может быть значительно увеличен. Можно использовать сварку узкими валиками, без поперечных колебаний. можно также использовать сварку с поперечными колебаниями электрода (рис. 24б). Важно обеспечить гарантированное сплавление всех проходов с поверхностью всех предшествующих проходов, а также с поверхностями свариваемых пластин. Во время сварки необходимо следить за появлением подрезов.
Рис. 24. Положение электрода при сварке стыкового соединения со скосом кромок в горизонтальном положении: a — сварка с поперечными колебаниями электрода; б — пример поперечных движений торца электрода
Сварка стыкового соединения со скосом одной кромки в горизонтальном положении
Наиболее часто, при выполнении стыковых соединений в горизонтальном положении скашивают кромку только у верхнего листа. Дугу возбуждают на горизонтальной кромке нижнего листа, перемещают затем на скошенную кромку верхнего листа. Техника сварки ничем не отличается от описанной выше, за исключением порядка наложения слоев.
Сварка нахлесточного соединения в вертикальном положении снизу вверх. При выполнении ответственных сварочных работ с использованием нахлесточных соединений, находящихся в вертикальном положении, как правило, сварку производят снизу вверх. Такая сварка имеет место при выполнении сварочных работ в судостроении, при изготовлении сосудов высокого давления, а также при изготовлении металлоконструкций.
При сварке небольших толщин, а также для выполнения первых проходов в многопроходных сварных швах, выполняемых при сварке нахлесточных соединений, применяются однопроходные угловые швы. При выполнении данных швов необходимо установить не очень большое значение сварочного тока. Положение электрода должно соответствовать изображенному на рис. 25.
Рис. 25. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх
На нижней части соединения образуется полка из наплавленного металла, имеющая размеры, соответствующие размерам сварного шва. Следует применять возвратно-поступательные перемещения электрода. При переносе электродного металла следует поддерживать короткую дугу, при переходе вверх дугу следует растянуть, не допуская при этом ее обрыва. Когда электрод находится над сварочной ванной, можно производить небольшие поперечные перемещения электрода. Это способствует лучшему формированию сварного шва. Во время сварки необходимо следить за тем, чтобы перемещения электрода всегда сохранялись в пределах ширины шва таким образом, чтобы кромка верхней пластины не прожигалась, а на плоской поверхности пластины не появлялись подрезы.
Для выполнения сварных швов нахлесточных соединений большой толщины применяется многопроходная или однопроходная сварка с поперечными перемещениями электрода. При многопроходной сварке первый проход выполняется узким валиком без поперечных перемещений электрода. При выполнении второго прохода сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26а. При этом, сохраняя электрод над поверхностью сварочной ванны, нужно перемещать ее вверх, одновременно сдвигая сварочную ванну в стороны, поочередно то влево, то вправо.
Рис. 26. Положение электрода при сварке нахлесточного соединения в вертикальном положении снизу вверх многопроходным угловым швом (а) и однопроходным угловым швом с поперечным перемещением электрода (б)
Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва. Кратковременные остановки в крайних точках поперечных колебаний предотвратят появление подрезов, но нужно быть крайне осторожным, чтобы при этом кромка верхней пластины не прожигалась.
Сварку нахлесточного соединения можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис. 26б. Техника сварки аналогична выполнению второго прохода при многопроходной сварке. Отличие заключается в том, что электрод необходимо располагать под большим углом к нижней пластине и задержки перемещения выполнять только на нижней пластине.
Сварка таврового соединения в вертикальном положении однопроходным угловым швом
Сварка данного соединения часто встречается в производственной практике. Сварка вертикальных стыков чаще всего производится снизу вверх, хотя встречаются и случаи, когда необходимо выполнять сварку сверху вниз. Выбор количества проходов определяется назначением данного соединения, а также толщиной свариваемых пластин.
При выполнении сварки таврового соединения в вертикальном положении однопроходным угловым швом без поперечных перемещений электрода сварочный ток должен быть достаточно большим, с тем, чтобы обеспечить хорошее проплавление в корневой части соединения, а также с поверхностями пластин. Положение электрода должно приблизительно соответствовать изображенному на рис. 27.
Рис. 27. Положение электрода при сварке таврового соединения в вертикальном положении однопроходным угловым швом
Сварка производится на обратной полярности с колебаниями электрода вверх-вниз. В момент переноса электродного металла необходимо поддерживать короткую дугу, при перемещении электрода вверх дугу следует растянуть, однако при этом не допускать обрыва дуги. Необходимо периодически производить отвод электрода от сварочной ванны, с тем, чтобы избежать перегрева свариваемого металла и последующего его растрескивания или вытекания сварочной ванны. Вместе с тем необходимо удерживать сварочную ванну на одном месте, вплоть до момента, пока не будет получено требуемое проплавление, сплавление со свариваемыми кромками и образование сварного шва требуемого контура без подрезов.
Сварку таврового соединения в вертикальном положении можно производить также однопроходным угловым швом с поперечными колебаниями электрода. Положение электрода и траектория движения электрода должны соответствовать изображенному на рис.выполняется без поперечных перемещений электрода или в некоторых случаях с небольшими поперечными колебаниями (рис. 29б).Положение электрода при втором проходе должно соответствовать изображенному на рис. 30. Сварочный ток должен быть достаточным для обеспечения гарантированного проплавления в корневой части соединения и сплавления с кромками.
Рис. 30. Положение электрода при сварке таврового соединения в вертикальном положении многопроходным
Во время сварки необходимо сохранять электрод над поверхностью сварочной ванны, перемещать сварочную ванну вверх, одновременно сдвигая ее в стороны, поочередно то влево, то вправо. Равномерные перемещения сварочной ванны, выполняемые в процессе сварки, позволяют получить ровную, с малой выпуклостью поверхность сварного шва, а кратковременные остановки электрода в крайних точках поперечных перемещений предотвратят появление подрезов. Во время сварки необходимо поддерживать короткую дугу, но избегать касания электрода с расплавленным металлом сварочной ванны.
При использовании электрода большого диаметра необходимо увеличить сварочный ток. Положение электрода при сварке третьего прохода аналогично второму проходу. При применении электрода большого диаметра и при увеличении сварочного тока желательно ускорять перемещение электрода вверх при достижении сварочной ванной крайней точки траектории поперечных колебаний. При этом необходимо обращать внимание на продолжение горения дуги во время всех этих перемещений. При перемещении дуги вверх ее необходимо растягивать. После достаточного охлаждения сварочной ванны электрод возвращается к кратеру, и производится наплавка дополнительного металла.
Во время сварки необходимо поддерживать постоянство ширины траектории поперечных колебаний, следить за тем, чтобы она не превышала ширину законченного шва.
Сварка стыкового соединения со скосом кромок на подкладке в вертикальном положении
Данный тип соединения довольно часто встречается при строительстве трубопроводов, сосудов высокого давления, а также в судовых конструкциях. Сварка производится на обратной полярности снизу вверх.
Первый проход. Сварочный ток должен быть большим. Положение электрода должно соответствовать изображенному на рис. 31. При сварке используется техника наплавки узких валиков, без поперечных колебаний, в вертикальном положении. Шов должен иметь хорошее сплавление с подкладкой и с поверхностями обеих кромок в своей корневой части.
При сварке необходимо следить за тем, чтобы лицевая поверхность шва была максимально плоской. Если в сварном соединении зазор в корне очень широк, то необходимо сделать два или три прохода, чтобы выполнить подварочный шов. В процессе сварки необходимо обращать внимание на то, чтобы все наложенные слои имели хорошее сплавление друг с другом.
Рис. 31. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке в вертикальном положении
Второй проход. Сварочный ток не должен быть слишком велик. При выполнении шва используется техника сварки с поперечными колебаниями электрода. В качестве направляющих, по которым можно определять ширину этих поперечных колебаний, используются кромки ранее наплавленных валиков. При выполнении сварки необходимо следить за тем, чтобы поверхность сварного шва была плоской, избегать появления подрезов. Сварной шов не должен образовывать острые кромки, поскольку в таких кромках могут образовываться зашлаковки.
Третий проход. Величина сварочного тока должна быть такой, чтобы обеспечивалось как хорошее проплавление и сплавление, так и малая выпуклость сварного шва. Поперечные колебания электрода не должны выходить за пределы скошенных кромок разделки. Во избежание появления подрезов необходима задержка электрода в крайних точках траектории поперечных колебаний. Для предотвращения появления излишней выпуклости сварного шва скорость сварки должна быть достаточно большой.
Сварка стыкового соединения без скоса кромок в вертикальном положении
Сварка данного соединения производится снизу вверх на обратной полярности многопроходным швом. Техника сварки корневого прохода с большим зазором в стыковом соединении без скоса кромок достаточно сложна.
Первый проход. Сварочный ток должен быть не слишком большим, но вместе с тем он должен быть достаточным для гарантированного проплавления корневой части соединения и образования на обратной стороне стыка достаточной выпуклости. Положение электрода должно соответствовать изображенному на рис. 32. При сварке первого прохода используется техника сварки узкими валиками без поперечных колебаний электрода; Необходимо добиваться получения на обратной стороне корня шва небольшой выпуклости.
Рис. 32. Положение электрода при сварке стыкового соединения без скоса кромок в вертикальном положении
Второй проход. Значение сварочного тока и положение электрода практически не отличаются от аналогичных показателей при сварке первого прохода. Нельзя производить поперечные колебания со слишком большой амплитудой. Скорость перемещения электрода должна быть такой, чтобы не возникала избыточная выпуклость шва и не образовывались подрезы.
Сварка соединения с наружным угловым швом
Данные сварные соединения часто встречаются на практике. Сварка производится на обратной полярности снизу вверх с использованием техники поперечных колебаний электрода, кроме того, благодаря тому, что свариваемые кромки не скошены, в данном случае достаточнонеглубокое проплавление.
Первый проход. Сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 33. Используется техника выполнения корневого прохода с возвратно-поступательными перемещениями электрода.
Рис. 33. Положение электрода при сварке соединения с наружным угловым швом в вертикальном положении
Второй и третий проходы. Сварочный ток необходимо увеличить по сравнению с первым проходом. Во время сварки необходимо следить за обеспечением хорошего сплавления с ранее наплавленными слоями, а также со свариваемыми кромками основного металла, обращать внимание на возможность появления подрезов. Лицевая поверхность швов должна быть плоской.
Четвертый проход. Значение сварочного тока и положение электрода аналогичны использовавшимся при сварке предыдущих проходов. При сварке использовать технику поперечных колебаний электрода. Лицевая поверхность шва должна иметь небольшую выпуклость. В качестве границы шва использовать кромки пластин.
Рис. 34. Сварка стыкового соединения со скосом кромок в вертикальном положении (а) и траектория движения электрода (б)
Сварка стыкового соединения со скосом кромок
Данные сварные соединения очень часто встречаются при сварке труб и ответственных стыковых соединений. Сварка производится на обратной полярности снизу вверх многопроходным швом с поперечными колебаниями электрода.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 34а. Используется техника сварки корневого шва, при которой применяются колебания электрода вверх-вниз. Допускается выполнять сварку с небольшими поперечными перемещениями электрода (рис. 34б).
Перемещения электрода вверх должны производиться на расстояние, не превышающее 50 мм. Необходимо следить, чтобы при этих перемещениях не происходил обрыв дуги. Необходимо обеспечить полное проплавление по всей обратной стороне соединения. Лицевая поверхность шва должна быть максимально плоской.
Второй и третий проходы. Сварочный ток может быть увеличен. Положение электрода аналогично использовавшемуся при сварке первого прохода. Используется техника сварки с поперечными колебаниями электрода. На рис. 34б показана траектория движения электрода. Для получения однородного по качеству и внешнему виду сварного шва следует поддерживать постоянство продольных и поперечных перемещений электрода.
Поперечные перемещения электрода должны производиться быстро, с тем, чтобы предотвратить появление избыточной выпуклости в центральной части сварного шва. На протяжении всего времени сварки необходимо поддерживать короткую дугу, следить за тем, чтобы перемещения электрода оставались в пределах ширины сварного шва. Для предотвращения появления подрезов применять остановки электрода в крайних точках траектории их перемещения.
В некоторых случаях сварку стыкового соединения со скосом кромок можно производить сверху вниз (рис. 35а) или однопроходным швом с поперечными колебаниями (рис. 356). Техника выполнения однопроходным швом аналогична выполнению второго и третьего прохода при многопроходной сварке.
Рис. 35. Сварка стыкового соединения со скосом кромок сверху вниз (а) и траектория перемещения электрода при однопроходной сварке с поперечными колебаниями (б)
Сварка таврового соединения в потолочном положении однопроходным угловым швом
Данное сварное соединение и положение при сварке очень часто встречается в судостроении и при изготовлении металлоконструкций.
Сварка таврового соединения в потолочном положении однопроходным угловым швом производится на обратной полярности, при этом сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 36а. Во время сварки используются возвратно-поступательные перемещения электрода. При наплавке металла необходимо поддерживать короткую дугу. При перемещении вперед дуга не должна обрываться.
Рис. 36. Положение электрода при сварке таврового соединения в потолочном положении однопроходным угловым швом
Во время сварки нужно уделять особое внимание обеспечению хорошего сплавления и проплавления в корневой части соединения, а также с боковыми кромками. Нельзя допускать подтекания шлака в головную часть сварочной ванны, для предотвращения появления избыточной высоты и выпуклости сварного шва не допускать перегрева сварочной ванны.
Сварка таврового соединения в потолочном положении многопроходным угловым швом.
При необходимости выполнения сварки угловым швом в потолочном положении больше чем за один проход применяется техника сварки без поперечных колебаний электрода. Сварку выполняют на обратной полярности, при этом сварочный ток не должен быть слишком велик. Положение электрода должно соответствовать изображенному на рис. 37а.
Рис. 37. Положение электрода при сварке таврового соединения в потолочном положении многопроходным угловым швом (а) и порядок наложения слоев (б)
Последовательность наложения слоев приведена на рис. 37б. У сварщиков, имеющих малый опыт, могут возникнуть некоторые сложности с соблюдением правильных пропорций швов. Однако с опытом эти трудности будут преодолены. Каждый проход должен иметь хорошее сплавление со смежными валиками и с поверхностью свариваемых кромок. Лицевая поверхность каждого прохода должна быть максимально плоской.
Сварка нахлесточного соединения однопроходным угловым швом в потолочном положении
Данное сварное соединение и положение при сварке очень часто встречается при сооружении резервуара и в судостроении. Из-за габаритов и характерных особенностей этих объектов их кантовка для проведения сварки не целесообразна. Большинство подобных работ выполняется на обратной полярности, однако имеются также случаи, когда необходимо сваривать нахлесточное соединение в потолочном положении и на прямой полярности.
Величина сварочного тока при сварке на обратной полярности не должна быть слишком большой. При сварке на прямой полярности величина сварочного тока должна быть несколько выше, чем при сварке аналогичного соединения на обратной полярности. Положение электрода должно соответствовать изображенному на рис. 38.
Рис. 38. Положение электрода при сварке нахлесточного соединения однопроходным угловым
При сварке можно применять колебательные перемещения электрода в направлении сварки. При перемещении электрода вперед необходимо следить, чтобы не произошло обрыва сварочной дуги. Такие перемещения электрода служат для предварительного подогрева кромок перед наплавкой на них электродного металла и способствуют предотвращению перегрева сварочной ванны, тем самым препятствуют образованию наплывов и избыточной выпуклости. Кроме того, такие перемещения электрода и сварочной дуги вызывают оттеснение шлака в хвостовую часть сварочной ванны. При сварке нельзя допускать выхода сварочной дуги на поверхность верхней пластины, и следует следить, чтобы сварочная дуга при своих перемещениях не выходила за границы наружной поверхности сварного шва.
При сварке на прямой полярности несколько затруднен контроль за шлаком. Сварной шов имеет тенденцию к образованию избыточной выпуклости, а также к вытеканию сварочной ванны на вертикальную поверхность кромки пластины. Подрезы не встречаются.
Сварка таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении
Сварщику в своей практике не раз приходится встречаться с необходимостью выполнения в потолочном положении угловых швов большого сечения электродами большого диаметра.
Первый проход. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 39а. Длина сварочной дуги должна быть небольшой, при сварке необходимо использовать поперечные колебания электрода (рис. 39б). Перемещения электрода должны производиться быстрыми скользящими движениями, в то же время необходимо следить за тем, чтобы при этом не происходило значительное увеличение длины дуги.
Во время проведения сварки нужно обращать внимание на поддержание стабильного горения сварочной дуги, не допускать ее обрыва. После кристаллизации кратера возвратиться к нему и переварить кратер. Это способствует предотвращению перегрева сварочной ванны и появлению трещин в металле сварного шва. Происходит предварительный подогрев корневой части сварного шва до того, как на него будет наплавлен электродный металл. Кроме того, такая техника сварки приводит к оттеснению шлака в верхнюю часть наплавленного металла. Улучшается возможность для контроля за наплавленным металлом и сварочной дугой, предотвращается появление подрезов, наплывов и избыточной выпуклости сварного шва, улучшается внешний вид поверхности сварного шва, она становится более однородной.
Рис. 39. Положение электрода при сварке таврового соединения многопроходным угловым швом с поперечными колебаниями в потолочном положении (а) и траектория движения электрода (б)
Второй проход. Второй проход выполняется так же, как и первый, с тем только отличием, что за второй проход наплавляется большее количество электродного металла. Выполнение второго прохода, как правило, вызывает у сварщиков большие сложности, чем первого.
Сварка стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении.
Данный тип сварного соединения и условия проведения сварки часто встречаются при сварке труб и резервуаров, когда сварка выполняется на кольцевых подкладках.
Первый проход. Сварка производится на обратной полярности. Сварочный ток должен быть достаточно большим. Положение электрода должно соответствовать изображенному на рис. 40. Для обеспечения хорошего переноса металла необходимо поддержание короткой дуги. Перемещения электрода должны носить скользящий характер. Необходимо обращать внимание на обеспечение гарантированного сплавления в области подкладки и между кромками в корневой части соединения. Лицевая поверхность сварного шва по возможности должна иметь минимальную выпуклость.
Второй и последующие проходы. Сварочный ток остается по-прежнему большим. Сварка производится с использованием техники скользящих перемещений электрода, без поперечных его перемещений. Если металл начинает перегреваться, необходимо удлинить дугу и переместить электрод вперед, пока кратер с перегретой сварочной ванной не остынет.
Рис. 40. Положение электрода при сварке стыкового соединения со скосом кромок на подкладке многопроходным швом в потолочном положении и порядок наложения слоев
Необходимо обеспечить гарантированное сплавление как с поверхностями ранее наплавленных валиков, так и со стенками разделки. Следует обращать внимание на безусловную необходимость очистки от шлака поверхности шва после каждого прохода.
Сварка стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Подобное соединение в таком пространственном положении встречается крайне редко. Выполнить качественно такой сварной шов весьма трудно, для этого необходима определенная тренировка. Сварка производится на обратной полярности.
Первый проход. Сварочный ток не должен быть слишком большим. Положение электрода должно соответствовать изображенному на рис. 41. Сварочная дуга должна быть короткой. Для обеспечения полного проплавления с обратной стороны электрод должен все время находиться в зазоре между свариваемыми кромками. Кроме того, такое положение электрода обеспечивает сплавление с корневыми кромками свариваемых пластин. При сварке используются возвратно-поступательные перемещения электрода.
Рис. 41. Положение электрода при сварке стыкового соединения без разделки кромок многопроходным швом в потолочном положении
Второй проход. Сварочный ток не должен быть слишком большим. При сварке необходимо поддерживать короткую дугу и производить небольшие колебательные перемещения электрода, выполняемые легкими скольжениями, следить за тем, чтобы поперечные колебания электрода не имели слишком большой ширины.
Сварка стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Данный тип сварного соединения и условия, в которых она выполняется, часто встречается при сварке труб и металлоконструкций из листового проката.
Сварка стыкового соединения со скосом кромок многопроходным швом производится на обратной полярности с поперечными колебаниями электрода. Сварочный ток при первом проходе не должен быть слишком большим, но при этом должен обеспечивать гарантированное проплавление с обратной стороны. Положение электрода должно соответствовать изображенному на рис. 42. Выполнение первого, корневого, прохода аналогично сварке первого прохода в ранее рассмотренных соединениях. Лицевая поверхность сварного шва должна быть плоской. С обратной стороны должен образовываться небольшой валик.
Рис. 42. Положение электрода при сварке стыкового соединения со скосом кромок многопроходным швом в потолочном положении
Второй и последующие проходы. Сварочный ток должен быть несколько больше, чем при первом проходе. Применяется техника сварки с поперечными колебаниями электрода. Перемещения электрода в поперечном направлении должны производиться быстрыми движениями, с тем чтобы в центральной части сварного шва не получалась слишком большая выпуклость. Кроме того, траектория поперечных перемещений электрода не должна выходить за пределы ширины сварного шва.
Для предотвращения появления подрезов используется задержка электрода в крайних точках траектории поперечных колебаний. Необходимо помнить, что подрезы появляются в результате «вылизывания» дугой металла на поверхности пластины с последующим ненаплавлением электродного металла на это место.
Техника сварки штучными электродами MMA
Электроды для MMA-сварки подбирают по следующим критериям:
- тип сварочного тока — электроды могут быть как универсальными, так и подходящими только для переменного или постоянного тока;
- положение будущего шва — вертикальное, горизонтальное, нижнее, потолочное и т. д.;
- вид металла — сталь различных марок, чугун, медь или другой цветной металл;
- толщина свариваемого металла — от нее напрямую зависит диаметр электрода.
При подключении источника сварочного тока рекомендуется соблюдать обратную полярность: это означает, что «плюс» источника присоединяется к электроду. Расходный материал в этом случае плавится быстрее, зато уменьшается риск прожога металла.
Алгоритм сварки MMA-способом
Перед началом сварочных работ выберите то положение рук и электрода, которое наиболее удобно для вас. Область сварки должна быть хорошо видна. В идеале следует провести воображаемую линию, перпендикулярную плоскости расположения шва, и поместить электрод под 30-градусным углом к ней. Оптимальные положения для разных типов швов показаны на рисунке.
Следующий шаг — розжиг дуги. Он выполняется двумя способами: постукиванием электрода о металл или резким «чирканьем» по его поверхности — подобно тому, как зажигают спичку. Второй вариант предпочтительнее, но применять его в узких пространствах не слишком удобно.
После образования дуги следует держать электрод так, чтобы обмазка слегка касалась поверхности, и дождаться образования сварочной ванны — небольшого количества расплавленного металла, из которого и формируется шов. Приступать к работе следует в тот момент, когда центр ванны из ярко-красного станет оранжевым.
Вести электрод, образуя шов, следует медленно, буквально по паре миллиметров за одно движение. Желательно удерживать его на одном расстоянии от поверхности металла, слегка касаясь ее обмазкой. Самый простой способ выполнения надежного шва — вести электрод по прямой; зигзагообразная или другая «фигурная» траектория только усложняет процесс.
Резко обрывать шов нельзя: нужно плавно довести электрод до конца и подождать. Пока финальный кратер (углубление в поверхности) целиком заполнится расплавленным металлом. Если в ходе работы все-таки образовался прожог — не стоит сразу же пытаться заварить его; лучше сделать это после завершения основного шва, предварительно удалив с поверхности шлак и окалину.
Техника ручной дуговой сварки MMA – ООО «ЦСК»
Главная|Энциклопедия сварки|Т|Техника ручной дуговой сварки MMAВыбор режима ручной дуговой сваркиРежим сварки — это совокупность контролируемых параметров, определяющих условия сварки. Параметры режима сварки подразделяют на основные и дополнительные.
| Основные параметры | Дополнительные параметры |
| — диаметр электрода; — величина, род и полярность тока; — напряжение на дуге; — скорость сварки; — число проходов. |
— величина вылета электрода; — состав и толщина покрытий электрода; — положение электрода; — положение изделия при сварке. |
Диаметр электрода выбирают в зависимости от толщины металла, катета шва, положения шва в пространстве.
Сила тока в основном зависит от диаметра электрода, но также от длины его рабочей части, состава покрытия, положения сварки. Однако при чрезмерном токе для данного диаметра электрода электрод быстро перегревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию. При недостаточном токе дуга неустойчива, часто обрывается, в шве могут быть непровары.
Сварку швов в вертикально и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. При этом сила тока должна быть на 10-20% ниже, чем для сварки в нижнем положении. Напряжение дуги изменяется в сравнительно узких пределах 16-30 В.
Техника сваркиДуга может возбуждатьоя двумя приемами: касанием впритык и отводом перпендикулярно вверх или чирканием электродом, как спичкой. Второй способ удобнее, но неприемлем в узких и неудобных местах.
Длина дуги оказывает существенное влияние на качество сварного шва и его геометрическую форму. Длинная дуга способствует более интенсивному окислению и азотированию расплавляемого металла, увеличивает разбрызгивание, а при сварке электродами основного типа приводит к пористости металла.
В процессе ручной дуговой сварки электроду сообщается движение в трех направлениях:
1. Поступательное движение по направлению оси электрода. Этим движением поддерживается постоянная, в известных пределах, длина дуги в зависимости от скорости плавления электрода.
2. Перемещение электрода вдоль оси валика для образования шва. Скорость этого движения устанавливается в зависимости от тока, диаметра электрода, скорости его плавления, вида шва и других факторов.
3. Перемещение электрода поперек шва для получения шва шире, чем ниточный валик, так называемого уширенного валика.
Для повышения работоспособности сварных конструкций, уменьшения внутренних напряжений и деформаций большое значение имеет порядок заполнения швов. Под порядком заполнения шва понимают как порядок заполнения разделки шва по поперечному сечению, так и последовательность сварки по длине шва.
По протяженности все швы условно можно разделить на три группы:
| Шов | короткий | средний | длинный |
| Протяженность, мм | <300 | 300–1000 | >1000 |
| Способ сварки | сварка от начала шва до его конца | сварка от середины к концам или обратно-ступенчатым методом | от середины к краям (обратноступенчатым способом) или вразброс |
В зависимости от протяженности шва, материала и требований к точности и качеству сварных соединений сварка таких швов может выполняться различно. При обратноступенчатом методе весь шов разбивается на небольшие участки длиной по 150–200 мм, на каждом участке сварку ведут в направлении, обратном общему направлению сварки. Длина участков обычно равна от 100 до 350 мм.
В зависимости от количества проходов (слоев), необходимых для выполнения проектного сечения шва, различают однопроходный (однослойный) и многопроходный (многослойный) швы. С точки зрения производительности наиболее целесообразными являются однопроходные швы, которые обычно применяют при сварке металла небольших толщин (до 8–10 мм) с предварительной разделкой кромок. Сварку соединений ответственных конструкций большой толщины (свыше 20–25 мм), когда появляются объемные напряжения и возрастает опасность образования трещин, выполняют с применением специальных приемов заполнения швов «горкой» или «каскадным» методом.
При сварке «горкой» сначала в разделку кромок наплавляют первый слой небольшой длины 200–300 мм, затем – второй слой, перекрывающий первый и имеющий примерно в два раза большую длину. Третий слой перекрывает второй и длиннее его на 200–300 мм. Так наплавляют слои до тех пор, пока на небольшом участке над первым слоем разделка не будет заполнена. Затем от этой «горки» сварку ведут в разные стороны короткими швами тем же способом. Таким образом, зона сварки все время находится в горячем состоянии, что предупреждает появление трещин. «Каскадный» метод является разновидностью горки. Соединения под сварку собирают в приспособлениях, чаще всего с прихватками.
Зажигание дугиСварочная дуга зажигается после короткого замыкания сварочной цепи, в момент отрыва электрода от изделия. Возбуждение дуги можно производить двумя способами: впритык и чирканьем.
| Касание | Чирканье |
| Сварщик концом электрода прикасается к изделию (основному металлу), а затем отводит его на небольшое расстояние (2–4 мм) | сварщик проводит (чиркает) по поверхности основного металла концом электрода и отводит его на небольшое расстояние (2сварщик проводит (чиркает) по поверхности основного металла концом электрода и отводит его на небольшое расстояние (2–4 мм) |
В том и другом случае приближение электрода к изделию производится быстро, а отвод электрода – медленно. До момента образования дуги электросварщик должен закрыть лицо щитком или маской.
Если дуга с первого раза не возбуждается, необходимо повторить приемы ее зажигания. Длительное прикосновение электрода к изделию вызывает его прилипание (приваривание). В этом случае отделить электрод необходимо быстрым отламывающим движением.
Манипулирование электродомВ процессе сварки электросварщик сообщает концу электрода движение одновременно в трех направлениях:
1. Поступательное движение вниз по оси электрода для поддержания необходимой длины дуги.
Чтобы дуга горела устойчиво (стабильно), необходимо поддерживать постоянство ее длины. Длина дуги оказывает большое влияние на качество и формирование сварного шва. Сварку рекомендуется вести короткой дугой. При короткой дуге обеспечивается большая глубина проплавления и лучшая защита расплавленного металла от окружающей атмосферы, т. е. гарантируется высокое качество металла шва. При сварке длинной дугой повышается разбрызгивание металла, сварной шов оказывается насыщенным газами, повышается его пористость.
Ориентировочно длина дуги должна быть в пределах 0,5–1,0 диаметра электрода. Дуга, превышающая диаметр электрода, считается длинной. Длинная дуга горит неустойчиво и может самопроизвольно обрываться. Для обеспечения высокого качества шва сварщик должен непрерывно поддерживать короткую дугу постоянной длины. Техника сварки на короткой дуге сложнее, требует высокой квалификации сварщика и специальных навыков.
2. Движение в направлении сварки вдоль оси шва.
Скорость движения электрода вдоль шва определяется режимом сварки (диаметр электрода, величина тока), типом сварного соединения и пространственным положением сварки. Правильно выбранная скорость перемещения электрода обеспечивает правильное формирование и качество сварного шва. Недостаточная скорость перемещения электрода приводит к перегреву и прожогу (сквозное проплавление) металла. Чрезмерная скорость перемещения электрода уменьшает глубину проплавления и приводит к непровару.
Сварной шов, образованный в результате первого и второго движения электрода, называется «ниточным». При правильно выбранной скорости перемещения электрода вдоль шва ширина «ниточного» шва (валика) получается не более 1,5 диаметра электрода. Такой шов находит применение при сварке тонкого металла, при проваре корня шва, при сварке в потолочном положении.
3. Колебательное движение, концом электрода поперек шва.
Применяется для получения шва нужной ширины и равномерного расплавления свариваемых кромок. Поперечные колебания концом электрода обеспечивают лучшие прогрев и проплавление кромок основного металла и замедляют остывание сварочной ванны. В процессе колебательных движений середину пути проходят быстро, замедляя движение в крайних точках. Траектория поперечных колебательных движений концом электрода определяется размерами сварного шва, формой подготовки кромок под сварку, пространственным положением сварки, индивидуальными навыками электросварщикам. Ширина шва (валика) не должна превышать трех диаметров электрода, при большей ширине возможно образование дефектов в сварном шве.
Сложность овладения навыком ручной сварки покрытыми электродами состоит в том, что в процессе одновременного движения концом электрода в трех направлениях электросварщик должен поддерживать короткую дугу постоянной длины. Только это условие обеспечит устойчивое горение дуги, глубокий провар, хорошую защиту расплавленного металла от окружающей атмосферы, малое разбрызгивание, хорошее формирование шва и высокое качество сварки.
На процесс формирования сварного шва существенное влияние оказывает угол наклона электрода относительно направления сварки.
Сварку можно вести вертикально расположенным электродом или при его наклоне под углом 70—80°. При таких положениях электрода капли электродного металла, перемещающиеся при плавлении электрода в направлении его оси, полностью попадают в сварочную ванну. Различают сварку с наклоном электрода относительно направления сварки углом вперед и углом назад. Изменяя наклон электрода, сварщик может регулировать глубину провара, ширину шва и способствовать лучшему формированию валика шва.
| Направление | Глубина проплавления (провара) | Ширина шва | Обоснование |
| углом вперед | уменьшается (<) | увеличивается (>) | снижение давления столба дуги на поверхность расплавленного металла, т.к. расплавленный металл затекает под столб дуги |
| углом назад | увеличивается (>) | уменьшается (<) | интенсивное вытеснение расплавленного металла из-под столба дуги |
Полное руководство по сварке штучным электродом
Основы сварки штучным электродом
При сварке штучным электродом, также известной как ручная дуговая сварка (manual metal arc, MMA), присадочный пруток в держателе электрода выполняет функцию сварочного электрода. Дуга горит между прутком и заготовкой.
Отличие от других методов сварки состоит в том, что присадочный пруток, который при сварке MMA служит сварочным электродом, в ходе сварки постоянно укорачивается. При сварке TIG и MIG/MAG расстояние от горелки до заготовки должно оставаться неизменным. Но при сварке MMA для поддержания неизменного расстояния между электродом и расплавленным швом необходимо непрерывно придвигать держатель электрода к заготовке. Это создает определенные проблемы при выполнении сварки MMA.
Применение сварки штучным электродомСварку MMA можно осуществлять практически в любых условиях, поэтому этот метод сварки является весьма универсальным. Он обычно используется на монтажных площадках, где от сварочных аппаратов требуется возможность работы в труднодоступных местах и на открытом воздухе.
Например, сварка MMA часто используется для сварки трубопроводов электростанций и других объектов. Этот метод также предпочитают мастера-любители и работники небольших мастерских. Он также может применяться при подводной сварке с использованием присадочных материалов, специально предназначенных для подводных условий.
Аппараты для сварки штучным электродомДля сварки MMA требуется источник питания, кабель заземления и сварочный кабель с держателем электрода. Защитный газ не используется, так как сварочный электрод может быть также покрыт материалом, образующим защитный газ и шлак поверх сварочной ванны. Многие аппараты для сварки TIG также подходят для сварки MMA.
Современные компактные инверторные источники питания еще больше увеличивают мобильность и возможность использования в труднодоступных местах. Источник питания может быть, например, подсоединен к генератору с помощью длинных подводящих кабелей, что позволяет установить сварочный аппарат рядом с заготовкой. Самые маленькие источники питания в настоящее время весят всего 5 кг.
Сварка MMA весьма популярна на любительском уровне, поскольку единственными необходимыми элементами являются источник питания и стержни из присадочного материала. Такие устройства не требуют использования защитного газа и обычно могут работать от обычной розетки.
Обзор оборудования Kemppi для сварки MMA
Электроды для сварки штучным электродомСварочный электрод представляет собой прямую сварочную проволоку фиксированной длины, покрытую присадочным материалом. Сварочный электрод снабжен крепежной головкой для подсоединения к держателю. На другом конце электрода находится зажигательная головка, которую прикладывают к заготовке, чтобы зажечь дугу. Марка или торговое название электрода указывают на покрытии рядом с крепежной головкой. Обычно также указывается идентификатор класса AWS.
Под диаметром сварочного электрода понимается диаметр металлического стержня внутри него. Покрытие на металлическом стержне необходимо для защиты сварочного процесса от воздействия окружающего воздуха, а также для образования шлака для поддержки сварного шва и облегчения процесса создания дуги.
Техника выполнения сварки штучным электродомПеред сваркой рекомендуется проверить состояние сварочного источника питания, кабелей, держателя электрода и заземляющего зажима. Если у источника питания имеется панель управления и пульт дистанционного управления, следует также проверить и их работу. Необходимо проверить качество и прочность сварочных электродов. Они должны соответствовать параметрам обрабатываемой заготовки. На покрытии электрода не должно быть повреждений.
Сварку начинают резким ударом электрода по дну канавки. После этого передвиньте сварочный электрод обратно к началу, не растягивая дугу, и перемещайте электрод без усилий, следя при этом за шириной сварочной ванны. При перемещении сварочного электрода рукоятка должна быть обращена вперед. За расплавленным швом видна граница сформировавшегося шлака. Она должна находиться позади расплавленного шва. Расстояние от границы шлака до сварного шва можно регулировать с помощью сварочного тока и угла установки держателя электрода.
Во время сварки внимательно следите за длиной дуги: она должна быть как можно короче. Длина дуги быстро увеличивается по мере сокращения размеров электрода в ходе сварки. Поначалу может быть трудно контролировать движение, но к этому легко привыкнуть.
Когда сварочный электрод закончится, нужно удалить шлак с предыдущего шва и очистить его стальной щеткой. Зажгите следующий электрод на небольшом расстоянии от начала предыдущего сварного шва, затем переместите сварочный электрод обратно к предыдущему шву и продолжите сварку.
Выключите сварочный электрод. Для этого переместите электрод немного назад в направлении завершенного шва, а затем резким движением отодвиньте его от заготовки.
Выбор режимов сварки техника выполнения сварных швов
Подготовленные к ручной дуговой сварке детали устанавливают в нужном положении и закрепляют неподвижно специальными приспособлениями (струбцинами, скобами, закрепками, кондукторами).
Сварщик прикосновением электрода к изделию зажигает дугу и затем перемещает электрод, заполняя шов плавящимся металлом электрода и поддерживая короткую дугу (около 3 мм).
Для расширения валика и увеличения количества тепла, передаваемого шву, электроду сообщаются поперечные колебательные или зигзагообразные движения. На рис. 1 приведена схема процесса отложения наплавленного металла при дуговой сварке металлическим электродом с тонкой обмазкой.
Необходимым условием прочности сварки является достаточная глубина провара в основном металле, т. е. достаточная глубина сплавления наплавленного металла с основным (в среднем около 3 мм).
Из-за резкой разницы в температурах, вследствие теплового расширения и усадки наплавленного металла, при сварке в конструкциях возникают внутренние напряжения и коробление, которые могут вызвать образование трещин.
Для уменьшения внутренних напряжений и коробления при сварке применяют следующие общие приемы:
- повышают скорость сварки;
- применяют такой порядок сварки, при котором узлы и швы, задерживающие распространение термических напряжений, завариваются в последнюю очередь; например, при сварке двутавровой балки из листов в первую очередь свариваются стыки вертикальных и горизонтальных листов и только после этого завариваются поясные швы, соединяющие вертикальную стенку с поясами;в листовых конструкциях сначала сваривают поперечные швы, соединяющие листы в длинные полосы, a зaтем — полосы друг с другом от середины к краям; это дает возможность деталям свободнее перемещаться при усадке швов;
- сваривают одновременно симметричные швы;
- предварительно выгибают элементы конструкции в направлении, обратном возможной деформации;
- жестко закрепляют собранную для сварки конструкцию на стеллажах или в кондукторе.
Режим ручной электродугой сварки, в основном, зависит от толщины свариваемой стали, от диаметра и типа электрода.
В табл. 1 приведены ориентировочные значения силы сварочного тока в зависимости от толщины стали.
Таблица 1. Силы тока при ручной сварке
| Толщина стали мм | 2-4 | 4-8 | 8-12 | 12 и более | |||||
| Диаметр электрода мм | 3 | 4 | 4 | 5 | 5 | 6 | 5 | 6 | 8 |
| Сила тока, а | 80-150 | 140-200 | 140-200 | 175-250 | 175-250 | 210-350 | 175-250 | 210-350 | 300-500 |
Рис. 1. Наплавка электродом с тонкой обмазкой: 1—дуга; 2—кратер.
Более высокую производительность дает способ электросварки с глубоким проплавлением (сварка погруженной дугой или так называемой ультракороткой дугой). Сварка производится качественными электродами с толстым покрытием.
Рис.2. Схема погружения дуги: 1- стержень электрода, 2- покрытие, 3- пятно дуги, 4- расплавленный металл, 5- изделие
После возбуждения дуги электрод чехольчиком нерасплавившегося покрытия на его конце опирается на свариваемые детали. Это обеспечивает наименьшую длину дуги без короткого замыкания и более глубокий провар (рис. 2), чем при обычной открытой дуге. Такой способ повышает производительность в полтора — два раза и дает экономию электродов и электроэнергии.
Информация о методе техника ручной дуговой сварки
До сих пор ручная дуговая сварка MMA остается самым распространенным подвидом электродуговой сварки. Ручное управление дуговой сваркой обеспечивает возможность самого широкого применения в производственных процессах. Каждый сварщик в первую очередь осваивает азы ручной сварки. По этой причине необходимо знать технику ручной дуговой сварки.
Прежде всего, необходимо проверить безопасность рабочего места и исправность оборудования. Особое внимание в ходе проверки нужно уделить источнику питания сварочного аппарата, всем кабелям подключения, держателю электрода и заземляющему зажиму. При обнаружении каких-либо неисправностей или недочетов оборудование должно быть приведено в надлежащее состояние или заменено на исправное. Необходимо также проверить соответствие марки используемого электрода и заготовки, прочность электрода и отсутствие на нем повреждений. На свариваемой заготовке должно быть подготовлено углубление перед началом сварочного процесса.
По окончании всех подготовительных работ и включения оборудования начинается непосредственно сварочный процесс. Для этого необходимо резко ударить электродом между разделанными кромками по дну углубления. После образования дуги электрод перемещается к началу будущего шва. При этом важно не растягивать дугу, а также передвигать электрод без усилий, тщательно отслеживая ширину образуемой сварочной ванны. При движении рукоятка всегда должна быть направлена вперед.
В результате перемещения электрода по заготовке образуется сварочный шов. За ним видна граница образовавшегося в результате расплавленного шлака. При правильном выполнении работ граница всегда находится позади свариваемого шва. При необходимости расстояние между швом и границей шлака можно отрегулировать, изменяя сварочный ток или контролируя угол наклона электрододержателя.
Важно в ходе процесса следить, чтобы длина дуги не изменялась. В ходе сварочных работ электрод неизбежно сокращается, что приводит к быстрому увеличению длины дуги. Необходимо всегда поддерживать оптимальное расстояние электрода от заготовки для сокращения дуги.
При планировании долгих сварочных работ нужно заранее подготовиться к установке нового электрода по ходу работы. Когда закончится первый сварочный электрод, перед продолжением сварки новым электродом необходимо подготовить шов к возобновлению работы. Для этого с предыдущего небольшого участка шва удаляется сформировавшийся шлак, а сам шов тщательно зачищается стальной щеткой. После установки нового электрода дугу необходимо зажечь впереди подготовленного участка. Затем электрод передвигается назад к зачищенному участку шва, и процесс возобновляется.
По окончании работы сварочный электрод отключается от оборудования. Для этого электрод передвигается назад на небольшое расстояние от конца выполненного шва. Затем электрод сразу поднимается от заготовки.
Таким образом, техника ручной дуговой сварки имеет несколько важных особенностей:
- рабочее место сварщика и оборудование нужно проверить перед работой;
- нужно подготовить электрод и заготовку, проверить их на соответствие. Количество электродов должно соответствовать планируемой длине шва;
- для образования дуги электрод устанавливается на подготовленное углубление;
- необходимо поддерживать оптимальную длину дуги;
- замену и отключение электрода проводятся по соответствующим правилам.
Технология ручной дуговой сварки
Среди различных способов сваривания деталей распространена технология ручной дуговой сварки посредством электродов. Эта универсальная технология используется на производствах различного масштаба. Данный способ позволяет без замены оборудования и сварочного инструмента (при условии правильного выбора режима) делать швы разного типа и назначения. Ручная дуговая сварка позволяет соединять детали в любом пространственном положении. Можно организовать сваривание в труднодоступных местах.
Технология ручной дуговой сварки при помощи электрической дуги прямого действия отличается простой интеграцией в любое производство. Устойчивый сварочный процесс обеспечивается благодаря непрерывной подаче конца электродного элемента в область горения дуги. Не происходит значительных отклонений по длине дуги.
Окисление электродного металла и увеличение разбрызгивания усиливаются при длинной дуге. При этом сокращается глубина провара, получается сварное соединение с включением оксидов. Большая часть сварочных операций выполняется при номинале тока 90–350 А, 13–30-вольтовом напряжении.
Возбуждение дуги происходит в условиях кратковременного замыкания электрической цепи. Сварщик прикасается к металлу концом электрода и отводит его на 2-4-милиметровое расстояние. В результате появляется электрическая дуга. Ее горение поддерживается благодаря поступательному движению электрода.
Возбуждение дуги может производиться скользящим движением части электрода по поверхности металла. После касания необходим быстрый отвод электродного элемента на нужное расстояние. Это позволяет соблюсти технологию и получать качественное соединение.
В ходе сварки электрод перемещается:
- вдоль соединения;
- по направлению к детали по мере плавления;
- поперек соединения с целью получения необходимого сечения и формы шва.
При сваривании покрытым электродом происходит плавление покрытия и стержня. При расплавлении покрытия образуется шлак, выделяются газы. Шлак полностью обволакивает капли металла, которые появляются при плавлении проволоки.
При всплытии на поверхность шлаковой ванны шлак очищает расплавленный металл. Выделяемые газы оттесняют воздушные массы из реакционной области (зоны дуги). Это способствует созданию и поддержанию лучших условий защиты. Специальное покрытие электрода способствует газошлаковой защите материала сварного соединения.
Посредством покрытых электродов сваривают цветные/черные металлы, сплавы различной толщины. Подобные электроды активно применяются при наплавке. Технология ручной дуговой сварки достаточно универсальна. При небольших затратах на ее интеграцию в производственный цикл сокращается период окупаемости сварочного оборудования благодаря увеличению производительности труда, объемов выпуска сварных деталей.
Возврат к списку
Советы по ручной сварке, которые значительно улучшат вашу работу — плюс наши 12 советов по сварке
Процесс сварки, при котором электричество используется для создания тепла, плавления металлов и соединения этих металлов.
Сварка штучной сваркой имеет много недостатков, таких как низкая эффективность, необходимость в квалифицированных пользователях и непригодность для тонких металлов. При сварке штучной сваркой возникают некоторые очень распространенные проблемы, такие как разбрызгивание, частый и нежелательный побочный эффект, связанный с пористостью, поднутрением, деформацией, трещинами, включениями шлака, неполным плавлением и проплавлением, а также задержкой подачи проволоки.
Новичкам, которые не сваривают каждый день аппараты для ручной сварки, известные как аппараты для дуговой сварки в экранированном металле (SMAW), действительно сложно освоить. Опытный сварщик, когда-то поработавший, делает сварку штангой легкой.
Новичкам и сварщикам, которые хотят добиться лучших результатов при сварке штучной сваркой, необходимо обратить внимание на пять основных правил для улучшения результатов сварки. Это текущая настройка станка, длина дуги, угол перемещения, скорость перемещения и манипуляции с электродами.
Подготовка к сварке стержнемНачнем с того, что сварка электродом сначала очищает поверхность проволочной щеткой или шлифовальным станком для достижения лучших результатов. Для рабочего зажима должно быть чистое место. Для поддержания лучшего качества дуги требуется стабильное, прочное и хорошее электрическое соединение.
Держите голову в стороне от сварочного дыма, чтобы обеспечить беспрепятственный обзор сварочной ванны. Вы гарантируете, что во время сварки в стыке дуга остается на краю сварочной ванны.Держитесь так, чтобы поддерживать электрод и манипулировать им.
Мы должны строго придерживаться следующего пункта, чтобы постоянно улучшать наш сварочный процесс с каждым следующим процессом дуговой сварки.
Шаг 1, установка тока в машинеПроизводитель электродов поставляет разные электроды, поэтому установка тока будет зависеть от того, какой электрод вы выберете для сварки. Выбор электрода будет определять, выберете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный / переменный ток.
Различные машины могут выполнять сварку в одном или обоих этих режимах, поэтому вы выбираете электрод в соответствии со спецификацией машины и совместимостью с сваркой.
Оба текущих типа дают разные характеристики дуги и используются для разных целей. Для более толстого материала требуется постоянный ток +, так как он дает большее проплавление, в то время как переменный ток + хорош при сварке тонких материалов из-за меньшего провара при том же токе.
После того, как ток установлен в вашей машине, необходимо установить силу тока.Начальная точка для ампера составляет 1 ампер / 0,001 дюйм диаметра электрода. Вам необходимо установить ампер в соответствии с характеристиками вашей дуги. Вы можете увеличить или уменьшить силу тока в зависимости от необходимости.
Шаг 2, длина дугиОпределение длины дуги — это расстояние между электродом и сварочной ванной. Дуговая сварка также известна как процесс сварки постоянным током, поскольку контроль сварочного напряжения пропорционален длине дуги.
Поддержание стабильной дуги является отличительной чертой сварки штангой, и, как правило, длина дуги должна соответствовать диаметру электрода. Если вы заметите, что электрод застрял в сварочной ванне, значит, длина дуги мала. В случае длинной дуги можно получить чрезмерное разбрызгивание, слабое осаждение, поднутрение и пористость.
Новичкам в сварке стержневыми швами обычно бывает длинная дуга, чтобы лучше визуализировать сварочную ванну. Если сварочная ванна не видна, лучше наклонить головку, чем увеличивать длину дуги.Можно создать стабильную, плотную и контролируемую дугу, чтобы получить лучший валик, узкий валик и минимальное разбрызгивание.
Шаг 3, угол перемещенияПри сварке штангой в плоском, горизонтальном и верхнем положениях используется техника сварки с протягиванием или обратной рукой. Принято держать электрод перпендикулярно, а затем наклонять верхнюю часть в направлении движения на 5-15 градусов.
Наилучший результат может быть достигнут, когда в процессе сварки штучной сваркой используется сопротивление 10-15 градусов.
Шаг 4, манипуляции с электродамиСварка — это искусство, и каждый эволюционирует по-своему: от работы на устойчивой линии до хлыста и паузы и т. Д. Каждый экспериментирует и разрабатывает метод, который ему больше подходит.
Иногда для сваривания зазора требуется легковолновая дуга, поэтому управляющий электрод необходим для получения стабильного, небольшого и прочного валика с очень небольшим количеством брызг, минимальной пористостью и включениями шлака.
Шаг 5, скорость движенияМы должны попытаться установить скорость движения таким образом, чтобы дуга находилась в передней 1/3 сварочной ванны.Слишком низкая скорость приведет к получению широкого выпуклого валика с неглубоким проникновением и захватом холода. Более низкая скорость вместо этого создает узкий, поднутренный, увенчанный борт и непоследовательный.
Все приведенные выше советы, терпение и практика направят вас в правильном направлении к совершенствованию сварки штангой и получению более качественного, прочного и стабильного валика.
Советы и приемы по улучшению сварки штангойЭти советы и рекомендации помогут вам решить проблемы, с которыми может столкнуться сварщик. « Продолжайте практиковаться, оставайтесь верными и настойчивыми » . Наконечники для ручной сварки и приемы:
1. Каждый раз выбирайте обычную сталь — Когда научится сваривать электродом , выбирайте сталь с минимальным содержанием серы и кремния. Сталь марок 1015 и 1025 отлично подходит для сварки штангой из-за содержания серы менее 0,035% и кремния 0,1%.
Тяжелые и жесткие листы с высоким содержанием серы и кремния могут треснуть при сварке.Если действительно необходимо их сварить, используйте небольшой электрод с малой скоростью, чтобы сварочная ванна расплавлялась в течение более длительного периода времени.
2. Выберите правильное положение стыка и электрода — Плоское положение лучше всего подходит для металлов толщиной 3/16 дюйма и более.
Лист из стали толщиной 18–10 лучше сваривается при работе под углом наклона 45 градусов, но никогда не превышайте этот угол больше 75 градусов для получения качественного сварного шва.
3. Используйте правильную геометрию соединения. — Требуется скос для лучшего борта, так как в противном случае электрод будет изо всех сил пытаться добраться до соединения.Когда вы научитесь сваривать приварной сваркой , прочное, чистое и полностью проплавленное соединение, вы сможете добиться этого, следуя геометрии стыка.
4. Очистите каждое соединение перед сваркой. — Лучше удалить с металла лишнюю ржавчину, краску, масло, окалину и жир, либо используйте электрод E6010 или E6011 в такой ситуации. Обстоятельства появления ржавчины, влажной сварки следует замедлить. Это позволит пузырьку газа вырваться из сварочной ванны до того, как он остынет и замерзнет.
5.Возьмите на себя ответственность за наращивание. — Качественная сварка стержнем дает нарост толщиной не более 1/16 дюйма. Вы зря тратите время и материалы, не добавляя дополнительных преимуществ. Увеличение количества филе только увеличивает стоимость и приводит к потере времени. Это приведет к дополнительному весу и дополнительным затратам на проект.
6 Выберите правильный электрод — Правило большого пальца: сварка электродами большего диаметра с более высокой скоростью и большим слоем наплавки. Выберите для своего проекта электрод самого большого диаметра, сохраняя при этом качество сварного шва.Размеры стыка могут ограничивать диаметр электрода.
7. Снижение тока уменьшает разбрызгивание — Брызги — это эстетическая проблема, которая не влияет на прочность сварного шва, но увеличивает стоимость очистки. Уменьшите ток в зависимости от типа и размера электрода, чтобы уменьшить разбрызгивание. Уменьшение длины дуги также поможет уменьшить разбрызгивание.
8. Поддержание допустимого размера сварочной ванны — Выточка — еще одна эстетическая проблема, характерная для новичков.Это можно уменьшить, сохраняя управляемость сварочной ванны расплава. Уменьшение силы тока, замедление скорости движения, устранение тенденции к плетению поможет избежать подрезов.
9. Выберите обогреваемый шкаф для электродов. — Влажные электроды будут производить неустойчивую, грубую и непостоянную дугу. Желательно приобрести переносную печь / шкаф с подогревом, чтобы электроды оставались сухими.
10. Свести к минимуму отсутствие сварки — Отсутствие сварки означает неудачный сварной шов.В этом вопросе может помочь более высокий ток с использованием техники стрингера, отсутствие сплавления. Мы гарантируем чистые края, красивый внешний вид, прочный сварной шов.
Плохая сварка из-за неглубокого проникновения, уменьшенная за счет уменьшения времени прохождения и увеличения силы тока. Лучшая подгонка может решить проблему плохой сварки.
11. Выполните пробный прогон — это основная помощь, вы выполняете пробный прогон с электродом, прежде чем начинать сварку в узком месте. Это упражнение поможет устранить препятствие, которое вы чувствуете при дуговой сварке.Перед тем, как начать, определите угол, при котором дуговая сварка останется легкой. Стратегию можно спланировать заранее.
12. Сварка веселья — гордитесь своей работой. Ваша работа со сталью останется надолго. Восхититесь тем, что вы являетесь причиной этого творения. «Время сварки, время развлечений »
Каждая ошибка — это возможность научиться, а не отражение неудачи.
Часто задаваемые вопросыЧто заставляет сварочный электрод прилипать?
Непосредственной причиной прилипания сварочного электрода является то, что вместо плавления он просто прилипает.Возбудителю кажется, что нет достаточного тока, чтобы расплавить стержень. Лучше сразу оторвать стержень от основного металла.
Какой сварочный стержень самый простой в использовании?
Электрод номер 7018, имеющий толстый флюс и высокое содержание, был признан самым простым в использовании электродом. Эти сварочные стержни создают чистую, гладкую, стабильную и стабильную дугу с минимальным разбрызгиванием и хорошим проникновением дуги. Многие сварщики могут использовать их при формировании конструкций.
Под каким углом следует сваривать?
Идеальный угол для сварки составляет 60-70 градусов. Угловой шов является наиболее распространенным типом сварного шва, и в плоском горизонтальном положении держите держатель под углом 45 градусов от сварочной детали.
Какой сварочный электрод используется чаще всего?
Существует шесть типов сварочных стержней 6010E, 6011E, 6012E, 6013E, 7018E и 7028E, но 6010 — это наиболее часто используемые сварочные стержни. Его прочность на разрыв составляет 60 000 фунтов / квадратный дюйм.Эту удочку можно с одинаковой легкостью использовать во всех четырех положениях: вертикальном, горизонтальном, плоском и над головой.
Какой сварочный электрод самый прочный?
Мы обнаружили, что сварочный электрод 6011 обеспечивает минимальную прочность на разрыв 60 000 фунтов на квадратный дюйм. С другой стороны, сварочный электрод 7018 обеспечивает более прочный сварной шов с минимальным пределом прочности на разрыв в пределах 70000 фунтов на квадратный дюйм.
В чем разница между сварочными электродами 6013 и 7018?
Основным материалом обоих электродов является низкоуглеродистая сталь, а покрытия разные.7018 имеет покрытие с низким содержанием водорода и калия, а 6013 имеет покрытие из титана-калия. Они отличаются скоростью падения при сварке и пределом прочности на разрыв, несомненно, 7018 имеет более высокую спецификацию.
Какой металл труднее всего сваривать?
Алюминий — самый твердый, а иногда и кошмар для сварщика. Прежде чем решиться на сварку, необходимо изучить химические и физические свойства. Форма сплава или руды требует тщательного осмотра металла для сварки.
Вы нажимаете или тянете при сварке штангой?
Правило Лейснера гласит: «Если он производит шлак, вы тянете». Здесь, в аппарате для дуговой сварки / ручной сварки, вы тянете или тянете стержень или проволоку.Push — это техника сварки MIG.
Почему мой сварочный стержень продолжает прилипать?
Электроды для дуговой сварки прилипают к основному металлу из-за низкого тока / напряжения. Эта причина является преобладающей, но могут быть причины, такие как использование сварочного аппарата с низким OCV или неправильная техника сварки.
ЗаключениеКаждый сварщик стремится получить чистую, стабильную и стабильную дугу для точной сварки для своего сварочного проекта. Мы обсудили детали техники сварки штангой и обучения. Советы по дуговой сварке и уловки помогут вам выйти из самых сложных сварочных ситуаций. Начинающему сварщику следует соблюдать эту директиву, чтобы обеспечить наилучшую сварку штучной сваркой.
Выбор правильного электрода, источника питания, техники сварки и сварного соединения имеет первостепенное значение для получения красивой и прочной сварки.
Спасибо, что уделили время сканированию материалов. Ваш вопрос помогает нам укрепить свои позиции в сварке. Теперь ваша очередь комментировать и задавать вопросы.
Вам также может понравиться …
Топ 5 типов сварных соединений
12 различных типов сварочных процессов
Инструкции по работе с аппаратом для дуговой сварки
Ресурсы для продолжения чтения…
Дуговая сварка в экранированном металле ( SMAW )
Ручная дуговая сварка металла (MMA, SMAW или ручная сварка)
Советы по сварке штангой, которые серьезно улучшат вашу работу: наш топ-10
Если вы новичок в сварке, то знакомство со сваркой штангой поможет вам начать работу с правильного пути.Это наиболее распространенный вид дуговой сварки, который используется сегодня.
Несмотря на то, что это распространенный вид сварки, для создания хорошего сварного шва требуется определенное количество навыков. Новички могут обнаружить, что для овладения техникой создания хороших суставов требуется некоторое время. В конце концов, это больше, чем просто сварочная система.
Ниже вы найдете несколько приемов и советов по сварке штучной сваркой, которые помогут вам с самого начала улучшить свои шансы на получение отличного сварного шва.Вы также найдете информацию, которая поможет вам выявить проблемы и быстро их исправить.
Лучшие приемы и советы по сварке штангой
1. Всегда выбирайте «Нормальную» сталь
Сварка штангой лучше всего работает при использовании стали с минимальным содержанием серы и кремния. Вы обнаружите, что стали 1015 и 1025 лучше всего подходят для сварки штучной сваркой, поскольку в них содержание серы ниже 0,035%, а содержание кремния ниже 0,1%. Низколегированная сталь или сталь с высоким содержанием серы или кремния будут треснуть при сварке.Этим известны жесткие конструкции и тяжелые плиты.
Если вам необходимо сварить эти предметы с помощью сварочного аппарата, лучшим вариантом будет электрод с низким содержанием водорода и небольшим диаметром. Затем сваривайте с меньшей скоростью, чтобы сварочная лужа оставалась расплавленной. Это даст вам сварной шов с лучшей обработкой, даже если для его завершения потребуется дополнительное время.
2. Выберите правильное положение стыка и электрод
Расположение стыка имеет большое влияние на качество готового сварного шва.Если вы свариваете листовую сталь толщиной от 18 до 10, оптимальная скорость движения достигается при работе под углом спуска не менее 45 градусов. Старайтесь не превышать 75 градусов, чтобы сохранить качество сварного шва. Убедитесь, что вы не перевариваете и не делаете слишком большой сварной шов, так как это приведет к его прожиганию.
Плоское положение рекомендуется для металлов толщиной 3/16 дюйма и более. Это упростит управление процессом сварки штангой в ваших интересах.Для высокоуглеродистой стали или низколегированных листов они лучше всего подходят для горизонтального положения.
3. Используйте правильную геометрию соединения
При выборе размеров соединения для сварочных чертежей цель состоит в том, чтобы сохранить сварные швы профессионального качества при одновременном повышении скорости сварки. Для создания правильной геометрии стыка ваша подгонка должна быть единообразной по всей площади. Любые скосы или зазоры необходимо контролировать по всему стыку, даже если стыки плотно зажаты. Любые изменения заставят вас снизить скорость сварки и увеличат вероятность прожога.
Чтобы валик получился хорошей формы, вам понадобится достаточный уровень. Без него электрод будет изо всех сил пытаться добраться до сустава, над которым вы работаете, что увеличивает риск растрескивания. Для полного проплавления требуется хорошее отверстие в корне, но не стоит делать слишком много отверстия, так как это приведет к потере металла сварного шва. Отверстие в корне также должно соответствовать диаметру электрода.
Ваша сила тока также должна быть правильной.
4. Будьте активны в отношении своего наращивания
При хорошей сварке штангой толщина нароста не должна превышать 1/16 дюйма.Ваши галтели должны иметь равные ножки и практически ровную поверхность борта. Когда у вас есть накопление, вы зря тратите время и материалы. Если, например, вы удвоите размер скругления, вам потребуется 4 раза (или больше) наплавленный металл для завершения работы. Ваши расходы могут почти удвоиться из-за чрезмерной сварки, даже если ваш лишний налет составляет 1/8 дюйма или меньше.
5. Не забывайте очищать каждое соединение перед сваркой
Сварка палкой не является сваркой сердечника флюсом. Вы должны удалить лишнюю ржавчину, масло, краску, жир и окалину с металлических поверхностей, прежде чем пытаться сварить соединение.Если вы не можете удалить эти загрязнения, вы должны использовать электрод, предназначенный для их проникновения. Американское сварочное общество рекомендует для этого типа работ E6010 или E6011.
Если вы выполняете сварку в зоне с ржавчиной, влажностью или другими проблемами качества, убедитесь, что вы снизили скорость движения. Это даст пузырькам газа больше времени, чтобы выкипеть из сварочной ванны, прежде чем они замерзнут, что улучшит общее качество сварного шва.
6. Выберите правильный размер электрода
Для вертикальной или потолочной сварки электрод 3/16 дюйма — это самый большой практический размер, который вы можете использовать.В среде с низким содержанием водорода вы захотите перейти на электрод диаметром 5/32 дюйма. Размеры вашего сустава также могут ограничивать диаметр вашего электрода.
Однако, как правило, электрод большего размера будет сваривать при более высоком токе, а это означает, что ваши ставки депозита также будут выше. Для достижения наилучших результатов старайтесь использовать электрод самого большого размера, сохраняя при этом качество сварного шва.
7. Уменьшите ток, чтобы уменьшить разбрызгивание.
Брызги создают эстетические проблемы при сварке.Это не проблема, которая влияет на прочность сварного шва. Однако это увеличит ваши расходы на уборку. Один из самых простых способов уменьшить разбрызгивание — уменьшить ток. Убедитесь, что ваш ток находится в диапазоне, соответствующем размеру и типу электрода, который вы используете для сварки. Вы также захотите проверить правильность полярности.
Уменьшение длины дуги при сварке также снижает вероятность разбрызгивания. Если перед дугой течет расплавленный металл, попробуйте изменить угол наклона электрода.Вам нужно будет убедиться, что ваш электрод не влажный и что вы не позволяете дуге блуждать во время работы.
8. Поддерживайте допустимый размер сварочной ванны
Еще одна распространенная проблема, с которой сталкиваются новички при обучении сварному шву, — это поднутрение. Хотя подрезы, как правило, являются проблемой эстетики, а не качеством, они могут привести к выходу сварного шва из строя, когда он подвергается напряжению. Вы можете уменьшить количество подрезов, сохранив размер сварочной ванны контролируемого размера.Избавьтесь от ткацких тенденций в своей работе. Также поможет снижение скорости движения и уменьшение силы тока.
При появлении трещин попробуйте сваривать электродом с низким содержанием водорода. Вы можете использовать сильный предварительный нагрев для более тяжелых пластин, а также для жестких стыков.
9. Используйте шкаф с подогревом для электродов
Если дуга кажется неустойчивой, шероховатой или постоянно блуждает, то, вероятно, у вас влажный электрод. Когда один электрод влажный, велика вероятность, что весь контейнер будет влажным.Попробуйте открыть новую емкость, чтобы проверить, есть ли у вас сухой электрод.
В зависимости от вашего климата вам может потребоваться приобретение переносного обогреваемого шкафа для электродов. Использование лампочки, как рекомендуют некоторые веб-сайты, не даст вам достаточно тепла для поддержания сухости. Если вы уже используете шкаф для хранения вещей, то установка постоянного обогревателя может оказаться немного дешевле, чем стоимость портативного обогревателя.
Если в вашем магазине хорошее внутреннее уплотнение, вам может быть выгодно иметь в магазине осушитель воздуха.
Дома и предприятия, живущие во влажном климате, например на северо-западе Тихого океана или прибрежных районах на юге США, больше всего страдают от этой проблемы.
10. Более высокие токи уменьшают проблемы отсутствия сплавления
Когда соединение в стыке получает надлежащее сплавление, обе стенки обеспечивают прочность для создания твердого валика. Когда происходит недостаточное сращение, сустав не может быть прочным. Каждый раз, когда вы испытываете недостаток плавления при сварке, вы должны устранить его, чтобы сварка прошла успешно.
Чтобы исправить проблему плохого сплавления, может оказаться полезным применение стрингера и бусинки с более высоким током. Убедитесь, что ваши суставы чистые, края в хорошем состоянии и что вы используете электрод, предназначенный для устранения проблем с чистотой.
Некоторые проблемы с плохой сваркой также вызваны проблемой подгонки, поэтому попробуйте создать лучшую подгонку, а затем снова создать более прочный сварной шов.
Если у вас плохая сварка из-за неглубокого проникновения, убедитесь, что вы замедлили время в пути.Вы также можете попробовать более высокий ток, чтобы решить эту проблему. Меньшие электроды также лучше подходят для проникновения в более глубокие узкие канавки, влияющие на сустав в целом.
Используя эти различные приемы и советы, вы сможете решить многие проблемы, с которыми сталкиваются новички при изучении процесса сварки штангой. Продолжайте практиковаться, оставайтесь преданными и проявляйте настойчивость, когда сталкиваетесь с проблемами. Каждая ошибка — это возможность учиться, а не отражение неудач.
Ручная сварка — ознакомьтесь с основными методами выбора электродов, методами сварки и настройками аппарата.
Эта страница посвящена сварке штангой и разбита на три раздела:
Сварка штангой- Основной обзор терминов по сварке штангой, общие вопросы, основное оборудование и принципы работы сварки штангой.
- Безопасность сварщика, подготовка стыков, выбор электродов
и установка оборудования. - Методы сварки штангой и основные рекомендации для различных металлов.
Что такое ручная сварка?
Ручная сварка технически определяется как «дуговая сварка защищенного металла».Термин «сварка палкой» — это общепринятый жаргонный термин, принятый в сварочной промышленности, поскольку электрод, сваривающий металл, имеет форму «стержня».
Сленговый термин «сварка стержнем» происходит от типа электродов стержневого типа, используемых для сварки, как показано на этом рисунке.Самое простое объяснение того, как работает ручная сварка. Сварка палкой — это форма сварки, при которой используется электричество для расплавления металлического присадочного стержня / электрода / стержня (электрод — правильный термин), который плавит и металлическое соединение, и электрод одновременно, чтобы соединить два куска металла вместе и заполнить соединение присадочный металл заодно.
Оборудование для ручной сварки
Оборудование для электродной сварки — это самый простой из всех процессов электродуговой сварки. Аппарат для ручной сварки состоит из четырех частей:
- Источник питания постоянного напряжения (CV) / Устройство для ручной сварки.
- Держатель электрода / стержня.
- Зажим заземления.
- Электроды / стержни для сварки штангой.
Ручная сварка на переменном или постоянном токе?
Сварочные аппараты для стержневой сварки могут работать как на переменном, так и на постоянном токе, в зависимости от типа используемого электрода.Блок питания постоянного тока может сделать что угодно для большинства тяжелых промышленных работ или любителей. Кондиционер используется очень редко. Источники питания для ручной сварки имеют постоянное напряжение или CV, а это означает, что напряжение остается неизменным во время сварки, а сила тока колеблется в зависимости от длины дуги при сварке.
Какая мощность или сила тока мне нужны для сварочного аппарата?
Сварочный аппарат на 140 А — это более чем достаточно мощности, чтобы сварить что угодно! Многие люди увлекаются пропагандой производителя о «максимальной толщине металла» и в конечном итоге покупают большой сварочный аппарат.Это просто тактика продаж! Я работал на верфях, электростанциях и в цехах тяжелого производства, и мне редко нужно больше 130 ампер. При токе 130 А можно сваривать металлы неограниченной толщины. Вы просто не собираетесь сваривать пластину толщиной 1 дюйм за один сварной шов! Мы свариваем корпуса кораблей толщиной в 1 дюйм с током всего 120 ампер.
В чем разница между сваркой Stick, MIG и TIG?
Ручная сварка и сварка TIG используют один и тот же источник питания постоянного напряжения, и сварочный аппарат Stick можно адаптировать к сварке TIG, просто добавив горелку.
Для сварки MIG используется источник постоянного тока или CC, и он не подходит для сварки Stick и TIG. Плюс MIG и Stick нуждаются в баллоне с защитным газом для сварки, а сварщикам MIG нужна система подачи проволоки вместо одного электрода для подачи сварочного шва.
Сколько стоит оборудование для сварки прилипанием?
Все зависит от того, какой бренд вы выберете, для чего он вам нужен и на что готовы потратить!
Хороший сварочный аппарат начального уровня / профессиональный сварочный аппарат, такой как Longevity StickWeld 140 на картинке ниже, будет стоить менее 300 долларов США или около 25 долларов в месяц при финансировании, он очень портативный, весит всего 13 фунтов, работает от 110 или 220 вольт и может делать все, что угодно. тебе нужно.Та же самая установка также может быть преобразована в сварочный аппарат TIG, который может сваривать сталь и нержавеющую сталь, просто добавив горелку TIG и баллон с защитным газом.
Превосходный аппарат для ручной сварки начального уровня — долговечность StickWeld 140Аппараты для ручной сварки более высокого уровня могут стоить более 10 000 долларов США, но они используются в тяжелом промышленном производстве, и большинству людей и предприятий не требуется и половины наворотов, или такого типа мощности. Ниже представлен список производителей качественного сварочного оборудования. Ни в коем случае не покупайте сварщиков Harbour Freight или каких-либо дешевых брендов! Независимо от того, насколько вы хороший сварщик, будет сложно сделать хороший сварной шов!
- Сварщик Longevity Welder — отличное оборудование начального уровня, которое также подходит для профессионального уровня.
- Everlast Welders — еще одно отличное сварочное оборудование начального уровня, выходящее за рамки профессионального уровня.
- ESAB — Один из лучших производителей сварочного оборудования промышленного качества, самого высокого класса, но недешевого.
- Miller — Еще одна марка
отличного промышленного качества, и ее оборудование может делать все, что угодно, но цена также высока. - Lincoln Electric — они существуют уже давно, и они делают хорошие сварочные аппараты промышленного класса, хорошо известные для сварки трубопроводов.
Сколько времени нужно, чтобы научиться сварке клеем?
Все зависит от того, чем вы хотите заниматься? Если вы просто хотите сделать общий ремонт и начать работу, я бы сказал, что 5 часов практики помогут вам отремонтировать сломанное крыло трактора или сварить стеллажную систему. Ваш сварной шов не будет выглядеть хорошо, и он, вероятно, будет действительно грубым, но он должен держаться.
Если вы хотите работать сварщиком начального уровня, по крайней мере, 500 часов обучения. Сварка промежуточного уровня требует около 900 часов практики.Если вы собираетесь сделать карьеру и хотите прилично заработать на сварке труб, рассчитывайте на 1200 часов плюс период обучения или от 18 месяцев до двух лет обучения.
Если вас интересует обучение, вы можете найти здесь местные школы сварки.
Что можно сварить с помощью сварочного аппарата?
Аппараты для ручной сварки лучше всего работают с толстыми металлами и не подходят для тонких листов. Они отлично подходят для изготовления металлоконструкций, крепления сельскохозяйственного оборудования, ремонта тракторов, судостроения, строительства электростанций, сварки труб и любого металла толщиной 1/16 и более.Если вы имеете дело с листовым металлом, приобретите аппарат TIG или MIG! Вы можете сварным швом:
- Сталь
- Нержавеющая сталь
- Сплавы на основе никеля
- Хром
- От нержавеющей стали к обычной стали
- Алюминий (не лучший выбор, но он справляется)
Как происходит сварка прилипанием ?
Сварка работает так. Сначала вам нужно подключить держатель сварочного стержня и зажим заземления к источнику сварочного тока. Затем подсоедините зажим заземления сварочного аппарата к металлу.Наконец, вы вставляете сварочный стержень в электрододержатель и ударяете по той области, где вы хотите начать сварку, как спичку. Стержень или электрод начинают гореть и осаждать металл в стыке, и получается сварной шов.
Miller Dialarc Источник питания для стержневой сварки Заземленная сварка клещамиЗдесь происходит то, что электричество от сварочного аппарата проходит через стержень и дугу в точке контакта, создавая температуру до 7000 ° F. Теперь стержень начинает плавиться, и покрытие вокруг стержень создает защиту от кислорода, который загрязняет сварной шов.Вот почему сварка штучной сваркой технически называется дуговой сваркой SMAW / дуговой сваркой металла в защитных оболочках. Это экран вокруг металлического электрода, из-за которого возникает дуга. Когда вы перемещаете стержень по стыку, он продолжает плавиться (больше похоже на брызги металла, попадающие на стык), образуя кратер и заполняя стык.
Базовая безопасность при сварке
В отличие от многих других профессий, где проповедуют безопасность и где могут произойти несчастные случаи и травмы, неудачи при сварке в основном неизбежны, если меры безопасности не соблюдаются в точности! Сварка без надлежащих средств защиты серьезно навредит вам без исключения … И даже может убить! Отнеситесь к этому серьезно.
Надлежащее защитное оборудование для сваркиПервое, что вам нужно сделать, это получить соответствующую одежду и защитное снаряжение.Кроме того, вам может понадобиться вентилятор, если вы будете находиться в замкнутом пространстве. Сварочный дым токсичен! Вам понадобится следующее основное оборудование:
- Сварочный шлем
- Хлопковая рубашка с длинным рукавом или кожаная сварочная куртка.
- Кожаные сварочные перчатки.
- Брюки из хлопка или любых негорючих материалов.
- Кожаная или огнеупорная обувь.
- Респиратор или вентилятор, если вентиляция является проблемой.
- Огнетушитель, если вокруг легковоспламеняющиеся материалы.
Даже при наличии подходящего защитного снаряжения (также известного как СИЗ или средства индивидуальной защиты) ваша одежда может загореться и получить ожоги от искр и расплавленного металла. Одна из самых больших ошибок — носить кроссовки! Рано или поздно падающий расплавленный металл прожжет дыру в крышке, и все, что вы можете сделать, это выдержать ожог, пока он не остынет!
Сварщик мгновенно прожигает. Все, что я сделал, это ненадолго расстегнул свою кожаную куртку в течение дня с температурой 105 градусов, потому что мне было жарко!После многих лет сварки я могу сказать вам из первых рук, что сварка очень опасна, если вы небезопасны или опрометчивы.Наиболее частая травма называется «вспышкой». Я еще не встречал сварщика, который бы не обгорел. Вспышка исходит от ультрафиолетового света, который излучает сварочный стержень. Технически вспышка — это УФ-излучение. Это как получить солнечный ожог на незащищенных открытых участках тела.
Хуже всего то, что свет сварочной дуги попадает прямо в глаза. Кажется, что в ваших глазах песок, но на самом деле это волдыри на ваших глазных яблоках, точно так же, как волдыри от солнечных ожогов, которые вы получаете на своей коже.
Самое лучшее во вспышке — это то, что вы не узнаете ее до тех пор, пока она у вас не появится позже той ночи или дня. Не забудьте пойти на пляж и в ту ночь вы поймете, что завтра будете похожи на омара! Да вот и все.
Также случаются ожоги третьей степени, и если вы промокнете от пота или в дождливую погоду, вы, скорее всего, испытаете шок. Кроме того, не выполняйте сварку рядом с легковоспламеняющимися материалами, это может привести к возгоранию или взрыву. Сварщики часто поджигают одежду от искр или тепла. Прочтите предупреждающие надписи на вашем оборудовании и делайте, как сказано!
Подготовка сварного шва
Свариваемая зона должна быть как минимум очищена от прокатной окалины, ржавчины, масла, воды и краски. Даже у лучших сварщиков, в которых присутствуют эти вещества, сварной шов будет слабым и ужасно выглядящим. Большой секрет лучших сварщиков заключается в том, что они сваривают только чистые стыки! Если он не чистый, не трогай его!
Чистый сварной шовКак правило, вы хотите отшлифовать сварное соединение до блестящего металла минимум на 1 дюйм назад.Некоторые работы требуют шлифовки на 2 дюйма назад.
Труба с прокатной окалиной, зачищенная на глубину не менее 1 дюйма.Я сварил снаружи после дождя, чтобы закончить работу, которая была перенесена за пределы цеха, и я не мог понять, почему мой сварной шов выглядел так плохо и был таким пористым. На сварном шве были пятна, похожие на выскакивающие пузыри! Я высушил участок, измельчил и подумал, что все в порядке. Чего я не ожидал, так это того, что жар от сварки притягивал воду, которая была скрыта внизу.
Итак, я налил воды рядом с тем местом, где собирался сварить.Я думал, что тепло испарит воду по бокам и сохранит зону сварного шва сухой. Звучит логично, не так ли? Совершенно неправильно! Я не мог поверить своим глазам! Вода сбоку всасывалась в сварной шов, и когда я поднял шлем, вода поднималась вверх по горячему шву!
Урок усвоен! Подготовка швов является обязательной, и она может буквально повредить сварной шов. В конце концов, сварной шов сломался, и мне пришлось отшлифовать его и начать все сначала.
Обозначения электродов для сварки стержневыми электродами / SMAW
Перед тем, как выбрать электрод для сварки, необходимо понять, что означают обозначения электродов.Это означает буквы и цифры на электроде. Ниже приведены два наиболее часто используемых сварочных электрода. E6010 и E7018.
Много лет назад электроды для сварки штангой начинали обозначаться буквой «E», что означало электрод. В наши дни на многих удилищах есть только номера.
Первые две цифры на электроде указывают на прочность сварочного присадочного металла. Электрод 6010, использующий первые две цифры (60XX), обеспечивает минимум 60 000 фунтов прочности на разрыв на квадратный дюйм сварного шва.7018 имеет предел прочности на разрыв 70 000 фунтов на квадратный дюйм. Для сравнения, обычная сталь марки A36 имеет предел прочности на разрыв 36 000 фунтов на квадратный дюйм. Сварной шов обычно в два раза прочнее стали, которую он сваривает!
Если вам интересно, к чему относятся две последние цифры, так это к потоку или экранированию стержня. Чем выше число, тем больше защиты, флюса или металла наносится при сварке. Они добавляют во флюс металлический порошок, чтобы увеличить скорость наплавки.A (XX10) имеет намного меньшее покрытие, чем (XX18).
Выбор стальных сварочных электродов для сварки стержневыми электродами / SMAW
Вот список электродов для стальных стержневых электродов, для чего они используются и в каких положениях можно сваривать их.
Сварной шов палкой, выполненный с использованием E7018- 6010, глубокое проплавление хорошо работает во всех положениях и отлично подходит для более грязных металлов. Также используется для сварных швов с открытым корнем.
- 6011 глубокое проникновение хорошо работает во всех положениях и отлично подходит для более грязных металлов.
- 6013 Мягкое проникновение хорошо работает во всех положениях и требует более чистого шва.
- 7018 мягкое проникновение хорошо работает во всех положениях и лучше всего работает с чистыми металлами.
- 7024 Мягкое проплавление хорошо работает в плоских положениях и требует чистого шва.
Для большинства людей три лучших электрода для использования:
- Для фиксации ржавых и грязных металлов E6010 — лучший выбор. Он прожигает много мусора, действительно сваривает во всех положениях и имеет глубокое проплавление.
- Для универсальной сварки одним электродом, который прост в использовании, вы не сможете превзойти E6013! У него приличное проплавление, с ним очень легко сваривать, и сварной шов выглядит намного более гладким, чем у E6010.
- Если у вас чистый металл и вам нужен красивый сварной шов во всех положениях, E7018 в значительной степени является отраслевым стандартом.
Выбор электрода для сварки нержавеющей стали Stick / SMAW
Выбор электрода для сварки нержавеющей стали зависит от марки нержавеющей стали, которую вы свариваете, вот два наиболее распространенных электрода из нержавеющей стали:
- E308L-16 — самый обычно используется.Применяется для сварки нержавеющей стали марок 304 и 304. На картинке выше показано, как он сваривается.
- E309L-16 используется для сварки нержавеющей стали с обычной сталью. Картинка ниже сделана с E309L-16.
Выбор алюминиевого сварочного электрода для сварки стержнем / SMAW
Сварка алюминия с помощью сварочного аппарата не очень распространена. Если вы решили сваривать алюминий с помощью аппарата для ручной сварки, материал должен быть достаточно толстым, чтобы выдержать контакт с электродом.Сварка алюминия палкой лучше всего подходит для более толстых материалов. Если вы свариваете более тонкий алюминий, скажем, на 1/8 дюйма, используйте сварочный аппарат MIG или TIG.
Самый распространенный алюминиевый стержневой электрод — это E4043, который сваривает в плоском, горизонтальном и вертикальном положениях. На более толстых металлах также необходимо предварительно нагреть алюминий как минимум до 500 градусов. Будьте осторожны, перегрев приведет к разрушению зоны сварки и падению на пол.
Базовая установка сварочного аппарата для стержневой сварки
Первым шагом в настройке сварочного аппарата является выбор стержня, затем установка полярности в соответствии с рекомендациями производителя и, наконец, установка сварочного аппарата на диапазон силы тока, рекомендованный производителями.
Miller Dialarc Блок питания для стержневой сваркиТеперь вы готовы настроить сварочный аппарат под металл, который вы будете сваривать. Возьмите металлолом, толщина которого максимально приближена к толщине металла, который вы будете сваривать. Это важно, потому что сварка металлов разной толщины требует разных настроек. Вы можете сравнить настройку машины с зажиганием спички. Горящая спичка легко нагреет кусок оловянной фольги, заставив каплю воды зашипеть, но та же самая спичка не имеет возможности нагреть сковороду, чтобы сделать то же самое.В данном случае это не совпадение, а настройки силы тока!
Уловка заключается в том, чтобы научиться настраивать сварщика, чтобы слушать потрескивание горящего стержня, не глядя на него и зная, правильно ли установлена сила тока. Зажгите дугу и настройте мощность, чтобы добиться нужного звука. Звук потрескивания яиц на сковороде говорит вам все, что вам нужно знать. Сварочный аппарат должен быть настроен достаточно горячим, чтобы стержень плавно обжигался, не заедая, и стержень не должен становиться вишнево-красным, в противном случае настройки будут слишком высокими.
После того, как вы наберете звук от электрода, вы позже научитесь ощущать вибрацию горящего электрода, и это также многое расскажет о сварном шве. Наконец, вы делаете визуальный осмотр сварного шва. Он гладкий, шершавый, слишком плоский и так далее.
Большинство мастеров сварочного цеха, которые проводят собеседования со сварщиками, проводят им испытание сварного шва и по звуку сварного шва знают, выдержит ли этот сварщик испытание.
Базовая техника сварки палкой
Перед тем, как приступить к сварке — а это очень важно — устройтесь поудобнее, возьмитесь за ручку двумя руками и соберитесь всеми возможными способами, чтобы убедиться, что вы находитесь в удобном положении.Это один из самых больших секретов, который все время используют сварщики-подмастерья. Изначально предполагалось, что я свариваю одной рукой, и для вас это означает лишь меньший контроль. Когда речь идет о технике сварки, контроль — важнейший фактор!
Как вызвать дугу?
легче сказать, чем сделать. Вначале вы обнаружите, что стержень прилипает, и флюс, вероятно, отколется и испортит небольшую часть стержня. Это почти неизбежно, и вы должны воспринимать это как обучение катанию на велосипеде.Даже у лучших сварщиков это случается время от времени. Чтобы зажечь дугу, если вы носите подходящие сварочные перчатки и высохли, вы можете наклонить стержень другой рукой почти как палку для бассейна и ударить по ней. Как только дуга загорится, вы кладете эту руку другой рукой на сварочную рукоятку.
Я воткнул этот электрод во время сертификационного испытания сварки.Еще один способ зажигания дуги — это ударить по металлу, как спичкой. Это работает хорошо, но вначале вы, скорее всего, обнаружите, что дуга загорится, и потеряете ее.Это снова становится достаточно комфортным для управления электродом.
Устранение сколов флюса из-за неудачных зажиганий дуги — это то, чему вам нужно научиться. Чтобы исправить любой скол флюса, возьмите кусок металлолома и зажгите дугу, удерживая стержень на расстоянии примерно 1/4 дюйма от металла, пока он не сгорит до полной и неповрежденной части стержня. Это единственный раз, когда вам понадобится такая длинная дуга. После того, как у вас снова будет хороший стержень, я обнаружил, что снятие стержня с держателя и царапание им о чем-то, чтобы удалить использованный флюс, помогает перезапустить дугу позже.Это дает металлу внутри стержня хороший контакт для зажигания дуги с гораздо меньшими усилиями.
Методы сварки палкой
Для начала так много начинающих сварщиков ищут идеальный образец для сварки, в том числе и я сам много лет назад.
Безупречная техника сварки — это многочасовая практика! Со временем ваши руки, глаза и положение тела автоматически адаптируются к необходимому сварному шву, и ваши рисунки меняются по мере необходимости.
Паттерны для сварки палочкой
Вот три наиболее часто используемых метода / схемы сварки:
- Взбивание стержня, перемещение его вперед и назад.
- Круги для плавления металла круговыми движениями.
- Плетение из стороны в сторону (для более широких швов).
Причина использования легкого движения во время сварки заключается в том, что это помогает распределять сварной шов более равномерно. Как правило, ширина сварного шва должна быть в два раза больше ширины электрода и не более 4 электродов. Сварные швы плетения могут быть шире, если это позволяет рабочая площадка.
Техника взбивания электрода
Взбивание лучше всего работает с электродами, у которых нет большого количества флюса.Например, E6010, E6011 и E6013 можно взбить, потому что у них очень мало флюса, который может попасть в сварной шов. Он также хорошо работает на более грязных сварных швах, поскольку движение вперед и назад помогает сжигать загрязнения. Взбивание лучше всего работает с более тонкими металлами, угловыми сварными швами (где два куска металла соединяются как L) и открытыми корневыми швами, когда сварщик сваривает обе стороны стыка с одной стороны.
Это открытый корневой шов, который я сделал на трубе, используя технику легкого взбивания с помощью E6010.Сварной шов проникает так, как если бы он был сварен с обеих сторон, потому что в стыке есть зазор.Техника сварки кругов
Круги — хорошая техника сварки для начинающих, потому что их можно использовать с большинством электродов и они помогают контролировать скорость движения. Все, что вам нужно сделать, это нарисовать круг, который слегка продвигается вперед при каждом повороте.
Плетение Техника сварки
Плетение обычно используется для более широких сварных швов, и его можно адаптировать к узким с помощью очень небольшого движения. Большинство сварщиков, которые занимаются сваркой в течение длительного времени, используют легкие движения из стороны в сторону для своих сварных швов, и результат отличный.Для более широких сварных швов переплетение также очень хорошо работает, но некоторые рабочие стороны не позволяют использовать более широкие сварные швы. Ниже приведено изображение, показывающее, как электрод удерживается при переплетении. Все, что вам нужно сделать, это ударить по ковчегу и удерживать одну сторону на секунду, затем перейти к другой стороне сварного шва и удерживать ее еще секунду. Продолжайте повторять.
Техника плетения широкого сварного шваПоложение стержня для сварки штангой
Это еще одна область, в которой учебник, рекомендации производителя сварочного стержня и реальность не совпадают.
Ниже приведены углы штанги и направления движения, которым следует большинство людей. После достаточно продолжительной сварки можно использовать любой угол наклона стержня! Обычно я направляю удочку прямо в центр сустава. Если я свариваю в очень ограниченном пространстве, я использую углы, которые не должны работать. Например, сварка трубы на расстоянии 2 дюймов от стены. В некоторых областях невозможно добиться правильного угла наклона штанги. Я тоже прохожу рентген-тесты с этими запрещенными углами стержня, и у меня не было никаких проблем. Все это происходит естественно, если достаточно практики.
Обзор ангелов стержня и положений
- Плоское положение или 1G: вы перетаскиваете стержень на угол от 10 до 30 градусов в направлении вашего движения.
- По горизонтали или 2G вы направляете штангу вверх на угол от 30 до 45 градусов и тянете ее в направлении своего движения с боковым наклоном от 10 до 30 градусов.
- Вертикально вверх или 3G направьте штангу вверх под углом от 30 до 45 градусов.
- Над головой или 4G — то же самое, что и плоский или 1G, за исключением того, что стержень направлен вверх.
Угол плоского сварочного электрода
На рисунке ниже показан правильный угол между стержнем и электродом для сварки в плоском положении.В этом примере стержень перемещается слева направо с небольшим наклоном в направлении движения, волоча за собой электрод.
Плоский электрод для сварки под угломГоризонтальный сварочный электрод под углом
В этом примере горизонтальной сварки необходимо, чтобы электрод был направлен под углом от 30 до 45 градусов с небольшим наклоном в направлении движения. Путешествие на этом рисунке слева направо.
Сварка стержневым электродом под углом в горизонтальном положенииСварочный электрод под углом в вертикальном положении
При сварке в вертикальном положении есть два пути перемещения.Вертикально вверх и вертикально вниз. У них обоих одинаковый угол наклона штанги, за исключением того, что вертикальный спуск работает с E6010, E6011 и E6013. Другие электроды, такие как E7018, имеют большое количество флюса и обычно прилипают в этом направлении движения и захватывают шлак в сварном шве. Вертикальная сварка выполняется с направлением электрода под углом от 30 до 45 градусов, как показано на рисунке ниже.
Угол электрода для вертикальной сварки вверхУгол электрода для сварки над головой
Сварка над головой похожа на сварку плоских поверхностей. Вы перемещаете электрод в направлении движения от 10 до 30 градусов.Кстати, потолочная сварка ничем не отличается от плоской сварки. Это преодоление ментального блока! Ниже показано изображение угла перемещения верхнего электрода слева направо.
Сварка наклона стержневого электрода под угломНе соблюдая правила угла наклона электродов
Ниже приведены два снимка I сварного шва, который я сделал перетаскиванием в гору вместо того, чтобы направить электрод вверх. Уловка с изменением угла наклона электрода заключается в том, что после того, как вы построите небольшую полку сварного шва, вы можете вращать дугу электрода, чтобы двигаться в любом направлении.
Перемещение вертикально вверх по боковой стенке трубы с волочением. Когда у вас есть полка сварного шва, вы можете перетащить ее и получить более гладкий вид. Мой вертикальный угол подъема вверх. Учебник не всегда правильный! Сделав полку из сварного шва, я тащусь в гору, как сварочную трубу.Методы сварки палкой
Методы сварки прерывистым швом — все отличает профессиональную сварку прерывистым швом от плохо выполненной сварочной работы. Метод сварки палкой состоит из пяти основных компонентов
(CLAMS): Акроним, который следует запомнить.
- C Текущие настройки
- L Длина дуги
- A игла электрода
- M Анипуляция электрода
- S peed of Travel
ТЕКУЩИЕ НАСТРОЙКИ
Выбранный вами терминал решит, должна ли ваша машина быть настроена на переменный, отрицательный или положительный постоянный ток. Убедитесь, что вы правильно настроили его для вашего приложения.
ДЛИНА ДУГИ
Правильная длина изгиба меняется в зависимости от клеммы и приложения. В качестве подходящего начального этапа длина круглого сегмента не должна превышать ширину металлического сегмента (центра) катода, например 1/8 дюйма Клемма 6010 удерживается на расстоянии примерно 1/8 дюйма от основного материала.
УГОЛ ЭЛЕКТРОДА
При сварке палкой в плоском, горизонтальном и верхнем положении используется техника сварки «перетаскиванием» или «обратной стороной». Держите электрод перпендикулярно стыку, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов.Для сварки вертикально вверх используйте технику «толкания» или «переднего хода» и наклоните верх электрода от 0 до 15 градусов от направления движения.
МАНИПУЛЯЦИЯ С ЭЛЕКТРОДОМ
Каждый сварщик управляет катодом по-своему. Создайте свой собственный стиль, наблюдая за другими, оттачивая и замечая, какие системы дают наилучшие результаты. Обратите внимание, что на материале 1/4 дюйма, также более тонком, переплетение катода обычно является немного большим в свете того факта, что глобула будет более обширной, чем обычно.Во многих случаях все, что требуется — это нанести прямой удар.
Чтобы сделать более обширную глобулу на более толстом материале, управляйте катодом из стороны в сторону, создавая непрерывное расположение, в основном закрывающее парение в форме «Z», полукруга или ступенчатой конструкции. Ограничьте поперечное движение до 2_ расстояния от центра анода. Чтобы охватить более обширный регион, делайте различные проходы или используйте «стрингерные мазки».
СКОРОСТЬ ПУТЕШЕСТВИЯ
Ваша скорость передвижения должна позволять вам удерживать круговой сегмент в основных 33% сварочной ванны.Мы надеемся, что вы получили хорошую отправную точку, и не стесняйтесь делиться с нами своими методами.
9 советов и приемов для улучшения вашей сварки STICK
Сварка палкой, в то время как не самый сложный вид сварки для изучения, иногда все же может быть трудно. Заставить зажечь дугу с первого раза — это абсолютно необходимый навык, а не каждый может это сделать. Запуск дуги — не единственная сложная часть работы с палкой. сварка, поэтому, если вы хотите улучшить свою сварку, дайте эти советы и уловки попробовать.
1. Текущие настройки
Текущие настройки делятся на две части: полярность и сила тока. Хорошей новостью является то, что получить правильные настройки для обоих из них довольно просто, учитывая, что они указаны на упаковке электрода.
Например, электроды общего назначения HYPERARC 6013 имеют рекомендуемую полярность AC и DC + и диапазон тока от 90 до 130 А (для размера 3,2 мм).
Почему больше, чем один вариант для обоих? Электрод 6013 GP — более универсальный, поэтому они хорошо сваривайте на переменном токе и постоянном токе +, какой из них вы используете, — это личное предпочтение. А Многие электроды поставляются только с одной рекомендованной полярностью.
Что касается сила тока, у каждого электрода будет диапазон, так как он будет работать без проблем в пределах этого диапазона, хотя вам, возможно, придется двигаться быстрее к более высокому уровню, или, если металл вашей заготовки тоньше, вам понадобится нижний конец.
Как узнать, что у вас неправильные усилители?
Если у вас недостаточно высокая сила тока, вы обнаружите, что электрод намного более липкий, и будет трудно зажечь дугу, не прилипая к металлу.
Недостаточно тока также означает, что недостаточно тепла для расплавления сердечника провода. Вместо того, чтобы вплавлять его в основание во время сварки, на поверхности будут оставаться маленькие шарики металла. Вы также обнаружите, что ваша дуга мигает и гаснет или заикается, независимо от того, как близко вы держите электрод.
С другой стороны, если у вас слишком высокий ток, вы обнаружите, что сварочная ванна невероятно плавная и ее трудно контролировать (но у вас не будет проблем с зажиганием дуги). Слишком большое количество усилителей сделает вашу дугу громче и часто приведет к большему разбрызгиванию. Это также может привести к появлению электрода в заготовке без заливки.
При силе тока лучше всего начать с середины рекомендованного диапазона. Если вас не устраивает то, как он работает, отрегулируйте свои усилители на 5–10 вверх или вниз, в зависимости от того, что происходит с бассейном, дугой и брызгами.
Вам также необходимо отрегулировать усилители в зависимости от вашего положения; если вы выполняете сварной шов над головой, снижение силы тока примерно на 15% поможет удерживать расплавленный металл в стыке, а не на вас.
У UNIMIG есть руководство по использованию диапазона силы тока в зависимости от толщины заготовки, поэтому ознакомьтесь с бесплатным руководством по сварке Ultimate Welding Guide .
2. Длина дуги
После того, как вы начали arc, главное — поддерживать его. Лучший способ сохранить последовательность дуги (и горит), удерживая электрод на постоянном расстоянии от пластины.В основном, удерживая его на расстоянии примерно 3 мм от заготовки, получится хорошая дуга.
Если ваша дуга становится слишком короткой, вы собираетесь снизить напряжение и приклеить электрод к заготовке. Если ваша дуга станет слишком длинной, ваше напряжение увеличится, ваша лужа расширится, вы получите больше брызг, металл может разбрызгиваться, поскольку дуга не сфокусирована, ваша дуга может погаснуть, и вы также получите подрез . Подрезание возникает, когда сварной шов становится слишком широким (иногда из-за слишком большого тока) и основной металл плавится по краям, но не хватает присадочного материала, чтобы заполнить зазор, поэтому остается канавка на концах сварного шва. .
Когда вы впервые осваиваете сварку электродом , поддерживать дугу непросто, особенно если учесть, что электрод плавится и становится короче по мере продвижения. Может быть сложно адаптироваться к движению, но при этом следить за тем, чтобы дуга не удлинялась, но правильная длина дуги важна.
3. Перетащите сварной шов
Всегда тянуть (или тащить) ваша палка сваривает. Если вы попытаетесь протолкнуть электрод, все, что вам нужно сделать, это улавливать защитный шлак внутри сварочной ванны, где он будет противоположен защитный.Вместо этого он загрязнит ваш сварной шов.
Есть только один Исключением из правила перетаскивания является выполнение вертикального сварного шва вверх. Толкать сварка стыка — это единственный раз, когда вам нужно протолкнуть сварной шов.
Техника перетаскивания4. Видимость
Как и при любой сварке, очень важно видеть, что вы делаете. Как вы собираетесь вести бусину по прямой или следить за расстоянием по дуге, если не видите?
Убедитесь, что вы находитесь в удобном положении , где вы сможете наблюдать за происходящим.Также не допускайте попадания паров на лицо и шлем. Они не только ограничивают видимость сварного шва, но и вредны для дыхания.
5. Чистый, чистый, чистый
Сварка стержнем самый снисходительный, когда дело касается чистоты? да. Вы можете просто сварить несколько миллиметров ржавчины? №
Пока сварка штучной абсолютно самый гибкий в отношении поверхностных загрязнений, даже если он его предел. Очистка металла даст вам наилучший сварной шов, поэтому потратьте несколько дополнительных минут, чтобы ударить по материалу металлической щеткой или шлифовальной машиной.Если вы не можете снять все, это нормально, но уменьшите скорость движения, если вот в чём дело. Если вы будете двигаться медленнее, у пузырьков газа останется больше времени для закипания. до образования шлака.
Наличие чистого голого металла для крепления зажима заземления также является приоритетом, потому что без хорошего заземления вы не получите хорошего сварного шва.
Чистый металл6. Мокрый — это плохо
Обычно электроды содержат немного влаги, но чрезмерная влажность (или полностью влажный электрод) не годится.Если вы используете электрод с низким содержанием водорода, то влага в электродах недопустима.
Если ваша дуга неустойчивая, блуждающая или грубая, скорее всего, ваш электрод не высох. Ваш флюс также отколется и попадет в сварочную ванну (не расплавленный), что также вызовет дефекты сварного шва.
Есть два способа исправить это.
Первое: профилактика. Убедитесь, что ваши электроды хранятся в сухом и желательно запечатанном месте, чтобы они оставались сухими.
Вторая: электродная печь.Не путать с кухонной духовкой. Электродная печь повторно запечет флюсовое покрытие на электроде, испарив всю влагу и оставив его готовым к сварке.
7. Механизм
Провести валик с помощью стержневого электрода довольно просто; это ровная прямая линия. По той же причине, по которой вы хотите только перетащить сварной шов, вы не хотите кружить над задней стенкой сварочной ванны и захватывать шлак внутри.
Если ваш сварной шов слишком широк для одного валика, сделайте второй, третий или сколько угодно проходов, чтобы правильно его заполнить.Все они будут прямыми, с перекрытием 50/50 наполнителя и основного металла, чтобы соединить их вместе.
И снова единственный Исключением из этого правила является сварка вертикально вверх. Вы можете слегка качаться из стороны в сторону так, чтобы наконечник электрода контактировал с обеими сторонами сварного шва. Не наводите курсор на середину, она сама о себе позаботится; ты просто хочешь убедитесь, что борт правильно проникает в угол, и вы не получите подрез по краям.
8. Скорость
Хорошая скорость передвижения последовательный.Это также тот, который не прожигает вашу тарелку и не оставляет ваша бусина сидит на металле, а не вплавляется в него. Как ты можешь скажите, слишком ли вы быстро или слишком медленно?
Если ты тоже переезжаешь быстро, у вас получится узкая высокая бусинка, которая выглядит так, будто сидит выше металл. Это потому, что не хватило времени, чтобы нагреть заготовка и электрод для плавления.
Если ты тоже переезжаешь медленнее, лужа станет шире, но нарост также будет выше, и у вас будет неглубокое проникновение.Это потому, что вместо того, чтобы таять, ваш вместо этого лужа идет боком, так что получается толстая бусинка без лишнего проникновения.
9. Пробный запуск
Проведение пробного запуска любого сварного шва — хорошая привычка, но особенно хороша для сварки штангой.
Определенно лучше выяснить, прежде чем начинать сварку, что ваш локоть собирается удариться о стол или другой угол или что-нибудь еще, когда ваш электрод плавится.
Убедившись, что вы можете двигаться вниз вместе с электродом и что вам ничего не мешает, вы не будете нуждаться в ненужных перезапусках на полпути через сустав, потому что вы внезапно поняли, что вам нужно изменить положение.
Вы всегда хотите чувствовать себя комфортно перед началом сварки, а пробный прогон гарантирует, что вы будете чувствовать себя комфортно.
Ручная дуговая сварка металла (MMA, SMAW или ручная сварка)
Ручная дуговая сварка металлом была впервые изобретена в России в 1888 году. В ней использовался металлический стержень без покрытия, обеспечивающий защиту от газа. Разработка электродов с покрытием не происходила до начала 1900-х годов, когда в Швеции был изобретен процесс Кьельберга, а в Великобритании — квазидуговой метод.Следует отметить, что применение электродов с покрытием было медленным из-за их высокой стоимости. Однако было неизбежно, что по мере роста спроса на качественные сварные швы ручная металлическая дуга стала синонимом покрытых электродов. Когда между металлическим стержнем (электродом) и заготовкой возникает дуга, стержень и поверхность заготовки плавятся, образуя сварочную ванну из расплавленного металла. Одновременное плавление флюсового покрытия на стержне приводит к образованию газа и шлака, которые защищают сварочную ванну от окружающей атмосферы.Шлак затвердеет и остынет, и его необходимо удалить с валика сварного шва после завершения сварочного цикла (или перед нанесением следующего сварочного прохода).
Этот процесс позволяет выполнять сварку только коротких отрезков перед тем, как новый электрод нужно будет вставить в держатель сварочного электрода. Глубина проплавления низка, а качество готовой наплавки во многом зависит от квалификации сварщика.
Виды флюсов / электродов
Для зажигания дуги между электродом и основным металлом, таким как углеродистая сталь, и для получения сварного шва хорошего качества, сварщик должен убедиться, что его сварочные аппараты оснащены подходящими электродами.На стабильность дуги, глубину проникновения, скорость осаждения металла и возможность позиционирования сильно влияет химический состав флюсового покрытия на электроде. Электроды можно разделить на три основные группы:
Электроды из целлюлозы содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено.Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
- глубокое проникновение во все позиции
- пригоден для сварки вертикально вниз
- достаточно хорошие механические свойства
- высокий уровень образования водорода — риск растрескивания в зоне термического влияния (HAZ)
Электроды с рутиловым покрытием содержат высокую долю оксида титана (рутила) в покрытии.Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Характеристики:
- умеренные механические свойства металла сварного шва, такие как прочность на разрыв
- хороший профиль валика за счет вязкого шлака
- возможна позиционная сварка жидким шлаком (содержащим фторид)
- легкосъемный шлак
Основные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также быстро замерзает, что облегчает сварку в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварки, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Характеристики:
- металл шва с низким содержанием водорода
- требует высоких сварочных токов / скоростей
- плохой профиль валика (выпуклый и грубый профиль поверхности)
- Удаление шлака затруднено
Электроды из металлического порошка содержат добавку металлического порошка во флюсовое покрытие для увеличения максимально допустимого уровня сварочного тока.Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии. Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки. Эффективность от 130 до 140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
Источник питания
Электроды могут работать от источников питания переменного и постоянного тока. Не все электроды постоянного тока могут работать от источников переменного тока, однако электроды переменного тока могут использоваться как на переменном, так и на постоянном токе.
Сварочный ток
Уровень сварочного тока определяется размером электрода — нормальный рабочий диапазон и ток рекомендуются производителями. Типичные рабочие диапазоны для выбора размеров электродов показаны в таблице. Как показывает опыт, при выборе подходящего уровня тока для электрода потребуется около 40 А на миллиметр (диаметр).Следовательно, предпочтительный уровень тока для электрода диаметром 4 мм будет 160 А, но приемлемый рабочий диапазон — от 140 до 180 А.
Что нового
Транзисторная (инверторная) технология теперь позволяет производить очень маленькие и сравнительно легкие источники питания. Эти источники питания находят все более широкое применение для сварочных работ на стройплощадках, где их можно легко переносить с работы на работу. Поскольку они имеют электронное управление, доступны дополнительные устройства для сварки TIG и MIG, которые увеличивают гибкость.Электроды теперь доступны в герметичных контейнерах. Эти вакуумные упаковки избавляют от необходимости обжигать электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, важно, чтобы электроды были повторно высушены в соответствии с инструкциями производителя.
Обучение
Школа обучения TWI предлагает ознакомительный курс по сварке стержневыми электродами. Сюда входят теоретические и практические занятия, примерно 75% которых составляют демонстрационные и практические занятия; понимание сварочных процессов и фундаментальные базовые знания.Здоровье и безопасность, настройка оборудования, параметры сварочного процесса, дефекты, связанные с процессом, и способы их устранения, сварочные материалы.
Для получения дополнительной информации щелкните здесь.
Запросы
Для получения дополнительной информации о сварке стержневыми электродами и технических вопросов, пожалуйста, свяжитесь с нами.
Как сваривать чугун
Сварка чугуна в домашних условиях возможна — при определенных условиях
Эффективная сварка чугунных деталей на собственном предприятии может сэкономить время и деньги, но здесь есть проблемы.Нарушение сварки часто может привести к растрескиванию или другому повреждению. Если задействованы критически важные детали, может быть разумным обратиться к опытным сварщикам на сварочное оборудование, чтобы обеспечить успешный результат.
Если сварка выполняется на заводе, очень важно изучить шаги, необходимые для эффективного изготовления сварной детали. Прежде чем приступить к работе, необходимо сделать четыре основных шага:
- Определить сплав
- Тщательно очистите отливку
- Выберите температуру предварительного нагрева
- Выберите подходящую технику сварки
Определите сплав
Чугуны — это семейство железоуглеродистых сплавов. Их высокое содержание углерода (обычно 2–4%) придает чугуну характерную твердость. Однако эта твердость достигается за счет пластичности. Он менее податлив по сравнению со сталью или кованым чугуном. Циклы нагрева и охлаждения во время сварки вызывают расширение и сжатие металла, вызывая растягивающее напряжение. Чугун не растягивается и не деформируется при нагревании или напряжении — вместо этого он трескается, что делает его чрезвычайно трудным для сварки.Эту характеристику можно улучшить, добавляя различные сплавы.
Некоторые сплавы чугуна легче сваривать, чем другие:
- Серый чугун
Серый чугун — наиболее распространенная форма чугуна. Углерод осаждается в виде чешуек графита во время производства в кристаллическую микроструктуру перлита или феррита. Он более пластичен и поддается сварке, чем белый чугун. Тем не менее, это по-прежнему представляет проблему для потенциальных сварщиков, поскольку чешуйки графита в сером чугуне могут попадать в сварочную ванну, вызывая охрупчивание металла шва.
- Белый чугун
Белый чугун сохраняет углерод в виде карбида железа, не выделяя его в виде графита. Кристаллическая микроструктура цементита очень твердая и хрупкая. Белый чугун обычно считается несвариваемым. - Ковкий, шаровидный или ковкий чугун
Все эти чугуны менее хрупкие из-за различий в микроструктуре, обусловленных производством. Все три имеют сфероидальную углеродную микроструктуру, созданную их уникальными производственными процессами.
Лучший способ определить, какой у вас чугун: белый или серый, — это проверить исходную спецификацию. Спектрохимический анализ может предоставить эту спецификацию постфактум. Когда эти точные способы невозможны, есть несколько способов проверить в магазине.
Серый чугун будет иметь серый цвет вдоль точки излома из-за графита в его микроструктуре. Белое железо более белое по трещине из-за цементита. К сожалению, испытание на разрушение полезно только в том случае, если сварщик знает, что материал серый или белый.Это старые, более традиционные формы чугуна. Они также чаще встречаются в определенных классах товаров. Однако ковкий чугун, относительный новичок, также имеет довольно белый цвет по линии излома и гораздо более поддается сварке.
Искровое испытание может также использовать опытный металлург для определения типа чугуна.
Очистить отливку
Независимо от сплава, все отливки должны быть должным образом подготовлены перед сваркой. При подготовке отливки к сварке важно удалить все поверхностные материалы.Отливка должна быть полностью чистой в области сварного шва. Удалите краску, жир, масло и другие посторонние материалы из зоны сварки. Лучше всего на короткое время осторожно и медленно подавать тепло в зону сварки, чтобы удалить захваченный газ из зоны сварки основного металла.
Простым методом проверки готовности поверхности чугуна является нанесение сварочного шва на металл — он будет пористым, если присутствуют какие-либо примеси. Этот проход можно отшлифовать и повторить процесс несколько раз, пока пористость не исчезнет.
Предварительный нагрев
Все чугуны подвержены растрескиванию под напряжением. Контроль температуры — единственный наиболее важный фактор во избежание трещин.
Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловложение
- Медленное охлаждение
Основной причиной регулирования температуры является тепловое расширение. Когда металл нагревается, он расширяется. Никакого напряжения не возникает, когда весь объект нагревается и расширяется с одинаковой скоростью, но напряжение будет расти, когда тепло локализуется в небольшой зоне теплового воздействия (HZ).
Локальный нагрев вызывает ограниченное расширение — HZ удерживается более холодным металлом вокруг него. Степень возникающего напряжения зависит от температурного градиента между HZ и отливкой. В стали и других пластичных металлах напряжение, возникающее в результате ограниченного расширения и сжатия, снимается за счет растяжения. К сожалению, это может вызвать растрескивание в период усадки, поскольку чугуны имеют относительно низкую пластичность. Предварительный нагрев уменьшает температурный градиент между литым телом и HZ, тем самым сводя к минимуму растягивающее напряжение, вызванное сваркой.Как правило, методы сварки при более высоких температурах требуют предварительного нагрева при более высоких температурах. Когда адекватный предварительный нагрев невозможен, лучшей стратегией является минимизация тепловложения — выберите процесс низкотемпературной сварки и сварочные стержни или проволоку с низкой температурой плавления.
Скорость охлаждения — еще один фактор, напрямую влияющий на напряжения, возникающие в сварном шве. Быстрое охлаждение вызывает усадку, что приводит к образованию хрупких сварных швов с легкими трещинами. Напротив, низкое охлаждение снижает напряжение затвердевания и сжатия.
https://www.reliance-foundry.com/wp-content/uploads/pre-heat-welding.mov
Предварительный нагрев перед сваркой
Все чугуны подвержены растрескиванию под напряжением, но этого можно избежать с помощью предварительного нагрева. Посмотрите видео, чтобы увидеть, как нагревают металл перед сваркой.
Сварочная техника
Методы сварки следует выбирать в зависимости от их пригодности для свариваемого чугуна. Наиболее распространенными процессами сварки являются сварка палкой, кислородно-ацетиленовая сварка и пайка.
Сварка палкой
Ручная сварка, также известная как дуговая сварка в среде защитного металла или MMA, предполагает использование плавящегося электрода, покрытого флюсом. Могут использоваться различные типы электродов в зависимости от области применения, требуемого соответствия цвета и объема механической обработки, которую необходимо выполнить после сварки.
Существует три основных типа присадок, которые хорошо подходят для сварки чугуном стержнем:
- Электроды с чугунным покрытием
- Электроды из медного сплава
- Электроды из никелевого сплава
Электроды из никелевого сплава являются наиболее популярными для сварки чугуна.По данным New Hampshire Materials Laboratory Inc., никель-железный шов прочнее с более низким коэффициентом теплового расширения, что снижает сварочные напряжения и повышает устойчивость к растрескиванию.
Электрическая дуга между электродом и зоной сварки плавит металлы и вызывает плавление. Дуга должна быть направлена на сварочную ванну, а не на основной металл, так как это минимизирует разбавление. Рекомендуется использовать самую низкую настройку тока, одобренную производителем, чтобы минимизировать тепловую нагрузку.Перед сваркой чугунными или медными электродами предварительно нагрейте детали до температуры не менее 250 ° F. Никелевые электроды можно использовать без предварительного нагрева.
При сварке палкой используются разные типы электродов в зависимости от области применения, соответствия цвета и количества механической обработки, необходимой после сварки.Кислородно-ацетиленовая сварка
При кислородно-ацетиленовой сварке также используются электроды, но вместо дуги, генерируемой током, энергию для сварки обеспечивает кислородно-ацетиленовая горелка. Электроды из чугуна и медно-цинковые электроды подходят для кислородно-ацетиленовой сварки чугуна.
Следует проявлять осторожность, чтобы не окислить чугун во время сварки ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный пруток следует плавить в расплавленной сварочной ванне, а не непосредственно в пламени, чтобы минимизировать температурные градиенты.
Сварка припоем
Сварка пайкой — это распространенный метод соединения чугунных деталей из-за минимального воздействия на сам основной металл. Сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна.Из-за более низкой точки плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Чистота поверхности имеет решающее значение для этой техники сварки, поскольку соединение зависит от качества присадки, смачивающей поверхность основного металла. Согласно Machine Design, использование флюса для предотвращения образования оксидов во время пайки является обычным явлением. Это жидкость, которая способствует смачиванию, позволяя наполнителю течь по соединяемым металлическим деталям.Он также очищает детали от оксидов, чтобы наполнитель более плотно прилегал к металлическим деталям. Кроме того, флюсы используются при сварке для очистки металлических поверхностей.
Следует тщательно выбирать методы сварки в зависимости от свариваемого сплава чугуна.Чистовая
Растрескивание обычно возникает во время фазы термического сжатия — растягивающее напряжение нарастает по мере охлаждения и сжатия сварного шва. Если напряжение достигает критической точки, сварной шов трескается.
Вероятность растрескивания можно уменьшить, приложив сжимающее напряжение, чтобы противодействовать растягивающему напряжению во время охлаждения.Сварщики используют метод, называемый упрочнением (умеренные удары ударным молотком) по деформируемому сварному шву, пока сварной шов еще мягкий. Упрочнение снижает риск образования трещин в сварном шве и HZ, но его следует предпринимать только при работе с относительно пластичным металлом сварного шва.
Последний этап сварки — контроль охлаждения. В этом процессе используются изоляционные материалы, чтобы максимально замедлить охлаждение, или периодическое нагревание сварного шва для замедления процесса естественного охлаждения.
Сварка собственными силами
Если поручить сварку чугуна профессионалу, это может гарантировать качество сварного шва, ремонт сварного шва можно выполнить на месте с тщательной подготовкой.Следуйте инструкциям по определению сплава, подготовке материала и выбору наиболее подходящей техники сварки.
Источники
.