


Контактная сварка из микроволновки и самодельный таймер на PIC
Продолжаем велотему.Когда ездил на работу на велосипеде, было неудобно возить в рюкзаке — потеет спина. Возить на багажнике неудобно — пакет сползает и норовит попасть в спицы. Нужна небольшая корзинка на багажник, которая удерживала бы небольшой груз от падения. Так как таких небольших корзинок не делают, решено делать самому. Для сборки такой корзинки нужна контактная сварка, она же может варить и аккумуляторы.
Процесс сборки корзинки багажника, батарей аккумуляторов, и самой сварки описан ниже.
«Тело сварки» — трансформатор от микроволновки.
Ножовкой удалена вторичная обмотка, удалены пластины между первичкой и вторичкой. Рекомендую именно ножовку, дремелем или болгаркой легко повредить первичную обмотку, а она еще нужна. В окно вторичной обмотки был заведен (запихан, забит) в 4 руки провод ПВ3 70 квадратных миллиметров, 1 метра достаточно. Провод идет очень тяжело, заправлялся вдвоем.
На провод газовой горелкой напаяны наконечники медные луженые, чисто медные напаять не получилось. К наконечникам крепятся электроды — 10 квадратов меди для сварки аккумуляторов и прямоугольные для сварки прутка или листа.
В случае с прямоугольными электродами они позволяют варить как проволоку, если электроды стоят плоскость на плоскость, так и лист если повернуть верхний электрод на угол, как на фото.
Прямоугольные электроды это пластины от комплекта установки токовых трансформаторов, при электромонтаже они не пригодились а здесь как раз.
«Мозги сварки» — самодельный таймер на микроконтроллере PIC16F628A, ссылка на который в заголовке обзора.
Кроме пикухи было закуплено
— Набор кварцевых резонаторов на все случаи жизни, 10 наименований по 5 шт — 2,7$ лот 50 шт.

— Микросхема стабилизатора 5в 50 шт 1,28$
— Мощные тиристоры BTA41-600 10 штук 4,8$
— Оптопара 10 шт 1,6$
— Сам PIC — 10 шт 13,8$
За основу взята схема из статьи
Схема
Из схемы взята силовая часть, прошивку было решено писать самому.
В схеме не понравилось использование двух кнопок — энкодером управлять быстрее и удобнее, малый диапазон выдержек.
Блок питания я обозревал уже тут же, в него добавлен стаб на 5в. Два напряжения питания 5в основные и 12в контрольные идут на контроллер. При выключении питания первым начинает падать напряжение 12в, оно через резистивный делитель идет на ногу контроллера (синий подстроечник, выставил 3в). Контроллер видит ноль на ноге, сохраняет параметры и идет спать.
Выход ноги PIC дает сигнал на оптрон, оптрон открывает тиристор, который в свою очередь включает первичку транса. Нагрева деталей не замечено. Возможно использовать твердотельное реле, как в предыдущей статье на этом ресурсе. Я тоже в прошлом сварочнике использовал твердотелку, но оптрон+тиристор меньше и дешевле при закупке по 10 шт.
— Энкодер был закуплен такой,
В нем уже есть резисторы подтяжки, энкодер не только крутится но и нажимается.
При нажатии на энкодер цифра начинает плавно мигать (сделал изменение яркости по синусоиде) — показывает количество импульсов до 9, то есть варить можно повторным или тройным импульсом, пауза между импульсами равна длительности импульса, скважность 50% в общем. При повторном нажатии энкодера запоминает параметр в память (проверяет изменился ли он) и переходит опять в режим работы.
Индикация на двух светодиодных семисегментных индикаторах, индикация динамическая.
При сварке обычно нужны свободными обе руки, для запуска сварки была сделана педаль — кнопка звонка.
При включении таймер на 1 сек показывает-напоминает количество импульсов.
Потом индикация выдержки
.2 -0,02сек
0,2 -0,2 сек
2,2 -2,2 сек.
максимум 9,9 секунд, минимум 0,01 сек.
При нажатии педали и отработке выдержки показывается — —
Пинцет на должен дергаться при отработке выдержки, не очень наглядно получилось.
работы таймера 1,33 мин
Физически таймер собран в корпусе блока питания принтера HP, от него использована плата, как несущий элемент и разъем питания предохранитель и фильтрующие конденсаторы на входе.
Что то собрано на стойках, что то приклеено на термоклей, в общем все элементы колхоза. Как ни странно, все работает.
Слабонервным и перфекционистам фото потрохов не смотреть
сварки гвозди 4+4мм.
Результат после
Результат сварки
Багажники, на оба багажника хватило 1 кг проволоки оцинковки 3 мм, цена около 1. 5-2$
5-2$
Мой ячейка 4*4см, жены для велосумки ячейка 5*5 см
Сварка батарей для шуруповертов
остатки оцинковки
UPD.
Добавлено фото покрупнее
Краткое описание принципа действия и сборки:
Контактная сварка — процесс образования неразъёмного сварного соединения путём нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия. (Вики)

Кроме силовой части, которая обеспечивает ток и иногда прижим, иногда необходима электронная часть. Можно поставить в первичную обмотку автоматический выключатель на 16А, как в подъездном щитке, и с помощью него руками «на глаз» задавать временную выдержку воздействия тока на.
Например так
Если хочется немного удобства, держать обе обеими руками то можно добавить кнопку. Но не каждая кнопка выдержит токи в 15 ампер, для этого можно использовать твердотельное реле или пускатель. Если катушка пускателя или вход твердотельного реле низковольтный, не 220В, то нужен блок питания. Такой вариант на следующей картинке.
Блок питания дает 12 или 24 или любое другое безопасное напряжение, оно через кнопку К включает реле/пускатель, ногой нажимать удобно и кнопка не выгорает.
При больших выдержках порядка 2-5 сек и больших деталях это допустимо. Но при сварке аккумуляторов обычно используются пластины 0,1-0,2мм толщиной и необходимы короткие выдержки порядка 0,01-0,1 сек.
 Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.
Такие выдержки сложно отработать руками, превышение времени выдержки это прожег пластины, а иногда и аккума, а они не дешевы.Для повторяемости результата ставится электронный таймер, который формирует необходимые короткие выдержки.
Итого почти самый продвинутый вариант — трансформатор с замененной вторичкой, таймер кнопка, блок питания, можно комбинировать по вкусу. Например если таймер на 220в то блок питания не нужен, но может поджариться нога, если на педали будет 220в.
Краткая инструкция по сборке:
-Найти микроволновку, разобрать, извлечь транс (он 2/3 веса микроволновки).
-Проверить, живая ли первичная обмотка, она обычно намотана более толстым проводом, прозвонить. Не включать! Возможно появление высокого напряжения на вторичной обмотке и корпусе трансформатора.
-Аккуратно удалить обмотку с самый тонким проводом, если толстая живая. Зажать в тиски, спилить ножовкой или любым другим не особо мощным инструментом, остатки выбиваются.
-Удалить шунты (пластины между первичной и вторичной обмоткой).
-Бывает еще несколько витков накальной обмотки. Ее тоже можно удалять.
-В освободившееся окно намотать вторичную обмотку. Для сварки аккумуляторов достаточно 35 квадратов меди, для более толстых материалов 70-100мм. Возможно придется снять заводскую изоляцию и изолировать термоусадкой/изолентой. Два-три витка обычно достаточно. Провод называется ПВ3*70 или провод сварочный. Может ПВ5*70, но таких не видел.
-Закрепить на концах провода электроды. Для сварки аккумуляторов достаточно 10 квадратов меди (ПВ3*10), Для более толстых металлов изготавливаются электроды из медного прутка большого диаметра, на концах заточены. Чем лучше соединение электродов и провода и чем короче провод тем больше ток и лучше сварка.
— Добавить таймер, кнопку, корпус по вкусу. Можно добавить на рычаг верхнего электрода светодиод, освещающий рабочую зону.
 Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.
Можно добавить еще одну обмотку на 3-5 витков и припаять к ней зуммер 5В (белый провод у меня на фото), он будет пищать при сварке.Ссылка на проект протеус
drive.google.com/open?id=0B0G2PPYK72EgOXF4eDNxTkMtWkE
в протеусе не силен, но вроде работает.
ссылка на прошивку
drive.google.com/open?id=0B0G2PPYK72Egc1lfT0t2OHFyTUE
RV2 подстроить до 3в, ниже лог. 0 и идет команда сохраняться в память.
Мотор-энкодер, две кнопки чтоб крутить его, кнопка сработки и кнопка энкодера
порты В для индикатора — ABCDEFG-2345610
индикаторы у меня sc56-11gwa, то есть общий катод.
осциллограммы
в названии видно выдержку в сек.
В первой выдержка 0,01 сек, импульсы по одному вручную, правее 5 импульсов по 0,01
остальные все по 5 импульсов автоматом через паузу, равную выдержке.
ток короткого замыкания 1200А, напряжение хх 1.9В
Сварка батареи электровелосипеда
Это видео с прошлого сварочника, там 3 витка *35мм
Провод более тонкий и гибкий, суть та же.

Пластина 0,1*4мм
Модуль таймера для точечной сварки своими руками | Лучшие самоделки своими руками
В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками.
Как сделать модуль таймера для точечной сварки
Список радиоэлементов которые нужны для таймера:
- Тиристор BTA16-600B (корпус TO220) – 1 шт;
- Микросхема HEF4093 – 1 шт;
- Резистор 390 к (0,25 Вт) – 1 шт;
- Резистор 4,7 к (0,25 Вт) – 2 шт;
- Резистор 1 к (0,25 Вт) – 3 шт;
- Резистор 680 Ом (0,25 Вт) – 1 шт;
- Резистор 330 Ом (0,25 Вт) – 2 шт;
- Резистор 100 Ом (0,25 Вт) – 1 шт;
- Светодиод на 3 В – 1 шт;
- Оптрон MOC3041 – 1 шт;
- Транзистор C1815 – 2 шт;
- Переменный резистор 10 к – 1 шт;
- Конденсатор 220uF/50V – 1 шт;
- Конденсатор 1uF/50V – 1 шт;
- Конденсатор 100uF/25V – 1 шт;
- Конденсатор 220n/250V – 1 шт;
- Кнопка без фиксации – 1 шт;
- Диодный мост 2W08 – 1 шт (так как в точечной сварке используется отдельный блок питания постоянного напряжения то его ставить не надо, если таймер будет ставится в другую конструкцию то в этом случае оставьте).


Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки, инструкция:
Сначала делаем плату, распечатываем рисунок печатной платы:
Как сделать модуль таймера для точечной сварки
По ЛУТ технологии (или другой удобной Вам) переносим рисунок на плату, травим, сверлим, лудим дорожки.
Запаиваем радиокомпоненты согласно схемы, на фото представлено расположение деталей на плате:
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания.
Как сделать модуль таймера для точечной сварки
Как сделать модуль таймера для точечной сварки
Таймер будем подключать в разрыв цепи лампы, провода нагрузки подключаются к клемме на плате К1. Ко второму разъёму h2 подключена кнопка (без фиксации) запуска таймера. Вместо диодного моста я подключил отдельный блок питания, так как в аппарате точечной сварки я буду использовать адаптер питания на 12 В и 0,5 А, сама же схема может питаться от 6 до 12 В. Теперь нажимая кнопку будет на некоторое время зажигаться лампочка от доли секунд до 2-х секунд в зависимости от положения ручки потенциометра VR1.
Ко второму разъёму h2 подключена кнопка (без фиксации) запуска таймера. Вместо диодного моста я подключил отдельный блок питания, так как в аппарате точечной сварки я буду использовать адаптер питания на 12 В и 0,5 А, сама же схема может питаться от 6 до 12 В. Теперь нажимая кнопку будет на некоторое время зажигаться лампочка от доли секунд до 2-х секунд в зависимости от положения ручки потенциометра VR1.
Как сделать модуль таймера для точечной сварки
Если всё работает как надо то можно теперь устанавливать наш самодельный таймер в аппарат для точечной сварки.
Простой таймер для точечной сварки
Этот вид сварки относится к точечному способу. Он удобен в случае, когда требуется приваривать небольшие детали друг к другу, а одну и маленькую. Преимущественно конденсаторную сварку используют для работы с цветными металлами.
Как только появилась возможность проводить точеную сварку в домашних условиях, метод стал набирать популярность среди неопытных сварщиков. Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Такая ситуация и прибавила актуальности вопросу на сегодняшний день. Что собой представляет этот процесс и как собственноручно сделать сварку для домашнего использования? Этот вопрос мы и постараемся сегодня разобрать в деталях.
Чем отличается конденсаторный способ от других видов?
Первое отличие, которое бросается в глаза, это скорость сварки и её экологичность. Стандартный прибор для конденсаторной сварки работает на высоком напряжении. Это и позволяет сэкономив электроэнергию, получить качественный и ровный шов. Основное её применение лежит в микросварке или же при надобности осуществить сварку больших сечений. Это происходит при таком принципе:
- Конденсаторы собирают в себе требуемое количество энергии;
- Заряд переходит в тепло, которое используется для сварки.
Как уже упоминали ранее, этот вид сварки является экологически безопасным. Приборам не требуется жидкость для охлаждения из-за отсутствия тепловых выделений. Это преимущество позволяет прибавить времени к сроку эксплуатации конденсаторного устройства.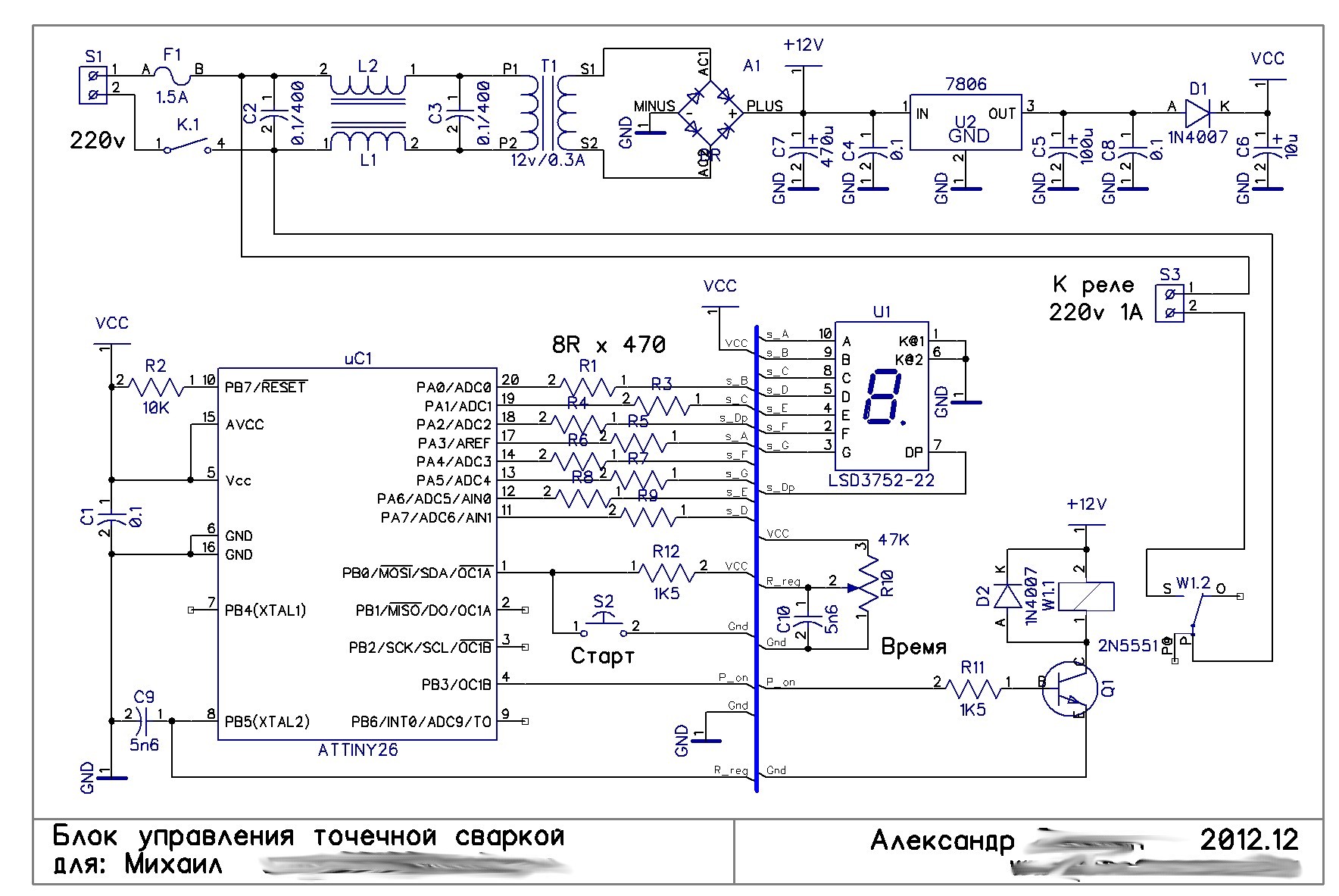
 youtube.com/embed/AFoZZQzvT_I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/AFoZZQzvT_I?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Принцип работы конденсаторной сварки
В процессе сваривания точечным способом, детали подвергаются зажиму двумя электродами, на которые приходит кратковременный ток. Затем между электродами образуется дуга, она и нагревает металл, расплавляя его. Сварочный импульс приходит в работу в течение 0,1 сек., он предоставляет общее ядро расплавки для обеих подвергающихся сварке частей заготовок. Когда снимается импульс, детали продолжают сжиматься под давлением нагрузки. В результате получаем общий сварной шов.
Существуют вторичные обмотки, с них ток попадает на электроды, а на первичную обмотку, приходится импульс, который образовался при конденсаторном заряде. В конденсаторе накапливание заряда происходит в промежутке между поступления импульса на два электрода. Особенно хорошие результаты приходят, когда речь идёт о сварке алюминия или меди. Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Существует ограничение по тому, какой должна быть толщина заготовок, она не должна превышать 1,5 мм. Может, это и минус, но такая схема прекрасно проявляет себя при сваривании разнородных материалов.
Виды точечной сварки
Различают два основных вида конденсаторной сварки своими руками:
- Трансформаторный. При которой конденсатор разрядит энерго-заряд на обмотку трансформаторного оборудования. При этом заготовки расположены в сварочном поле, которое соединяется со вторичной обмоткой.
- Бестрансформаторный.

Преимущества
Как и у всех других видов, самостоятельная конденсаторная сварка отличается рядом положительных особенностей:
- При стабильной работе, есть возможность сэкономить электроэнергию;
- Надёжность и практичность. Скорость работы позволяет точечной сварке быть доступной при воздушном охлаждении;
- Скорость работы;
- Сварочный ток очень плотный;
- Аккуратность. Учитывая дозу потребляемой энергии, в поле соприкосновения образуется надёжный шов, компактной толщины. Такой способ широко используют для тонкой сварки цветного металла;
- Экономичность. Потребляемая мощность равна 20 кВА максимум. Это происходит при помощи отбора мощности благодаря стабилизации напряжения в сети.
 Бюджетный контроллер из Китая» src=»https://www.youtube.com/embed/hB_EjzCKxuM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Бюджетный контроллер из Китая» src=»https://www.youtube.com/embed/hB_EjzCKxuM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Блок управления точечной сваркой на микроконтроллере
Хочу представить вам свою новую разработку. Это контроллер профессионального назначения для полуавтомата, далее (ПА).
Данное устройство реализовано на микроконтроллере Atmega16, работает он на тактовой частоте 4 МГц от внешнего кварцевого резонатора.
Можно конечно затактировать и от встроенного генератора на 4 МГц, но данный способ имеет существенные недостатки:1) «Уплывание» частоты при изменении температуры окружающей среды.2) Возможный сбой программы при внешних помехах.Второе случается крайне редко на практике.
А при хорошем проектировании печатной платы, вовсе не случается.Первый недостаток очень серьезный из-за того, что мы используем фазоимпульсный метод регулирования сварочного тока.
От «уплывания» тактовой частоты у нас будут уплывать установленные значения тока в ту или иную сторону.
Данное устройство имеет следующие возможности: 1) Плавную регулировку тока с запоминанием значения 2) Плавную регулировку скорости подачи проволоки с запоминанием значения 3) Эконом режим. Режим экономии газа. 4) Настройка режима работы пусковой кнопки на рукаве. а) нормальный режим работы. б) триггерный режим работы в) таймерный режим работы.
г) импульсный режим работы.В нормальном режиме, мы нажали кнопку — варим, отжали — не варим.В триггерном режиме мы нажали и отжали кнопку — варим, повторно нажали и отжали — не варимВ таймерном режиме мы варим как и в обычном режиме, только режим сварки отключается автоматически хоть и нажата кнопка на рукаве по истечению времени.
Для продолжения работы необходимо отжать кнопку и повторно нажать.В импульсном режиме мы варим как бы рывками. В меню задается как пауза, так и импульс сварки, в довольно широких пределах. Этот режим идеально подходит для работ, где необходима точечная сварка.
5) Настройка минимального предела тока 6) Настройка максимального предела тока 7) Настройка минимального предела скорости проволоки Настройка максимального предела скорости проволоки 9) Настройка предварительной подачи газа (ПРЕД) 10) Настройка последующей подачи газа (ПОС) 11) Настройка количества реле для грубого регулирования тока путем отводов первичной обмотки. Минимум 1шт.
 максимум 10шт. реле.
максимум 10шт. реле.12) Грубая регулировка тока переключением обмоток трансформатора с меню с запоминанием уровня тока.
В общем с возможностями разобрались. Теперь расскажу немного теории.
Принцип регулирования тока заключается в подаче управляющего импульса на тиристоры после перехода через ноль сетевого напряжения.
Чем выше установленная выходная мощность в меню, тем раньше будет подан импульс управления на тиристоры после перехода через ноль.
Стандартную схему диодно-тиристорного моста можно посмотреть в моей предыдущей статье Принцип регулирования скорости подачи проволоки значительно проще, чем регулирование тока. Применен метод широтно-импульсной модуляции далее (ШИМ).
Навигация по меню и настройка1) Регулировка тока + регулировка проволоки2) Эко режим3) Режим переключения обмоток4) Настройка режима работы «живой кнопки»5) Настройка минимального значения тока6) Настройка максимального значения тока7) Настройка минимального значения подачи проволоки8) Настройка максимального значения подачи проволоки9) Настройка пред. газа10) Настройка пос. газа11) Настройка количества реле обмоток12) Настройка таймерного режима (установка времени работы при нажатой кнопке)Одно значение = 75мс. То есть значение 10 = 750мс.13) Настройка импульсного режима работыЗначение 10d это у нас промежуток когда нет токаЗначение 10p это у нас промежуток когда есть токНастраивается парами кнопок +/- и + prov /- provКнопкой MENU мы перемещаемся по менюКнопкой RETURN выходим в первое (главное) меню
газа10) Настройка пос. газа11) Настройка количества реле обмоток12) Настройка таймерного режима (установка времени работы при нажатой кнопке)Одно значение = 75мс. То есть значение 10 = 750мс.13) Настройка импульсного режима работыЗначение 10d это у нас промежуток когда нет токаЗначение 10p это у нас промежуток когда есть токНастраивается парами кнопок +/- и + prov /- provКнопкой MENU мы перемещаемся по менюКнопкой RETURN выходим в первое (главное) меню
Кнопками +/- и +prov/-prov мы устанавливаем значение.
Для того, чтобы заработало устройство его необходимо правильно собрать и прошить контроллер (МК). Для прошивки МК нам понадобится программатор. Схемы программаторов можно посмотреть здесь.
Фьюзы при прошивке нужно выставить так: CKSEL 3..0 0b1111
К статье прилагаю файл [svarka4.rar] симуляции для протеус, несколько прошивок (одна с пониженной частотой ШИМ, вторая с повышенной частотой ШИМ).
Имеется коммерческая версия прошивки1) изменен алгоритм меню.2) улучшено быстродействие. 3) добавлена формула расчета скорости подачи проволоки от значения тока (отключаемая по желанию).
3) добавлена формула расчета скорости подачи проволоки от значения тока (отключаемая по желанию).
4) добавлено несколько режимов экономии газа.
Обновления 28.01.2014:— новая версия прошивки V1.1;
— печатная плата в DIP Trace. Ожух Владимир из Мишевоград-Волынский, Украина. Плата протестирована им-же.
В новой версии прошивки исправлено:— подача проволоки теперь работает на максимуме;- вывод торможения имеет нормальную нагрузочную способность.
Внимание! Это free (бесплатная) версия. Не имеет ограничений! Отличается от 3.0 (Полной версии) — наличием формулы и доработанным и улучшенным меню.
Список радиоэлементов
Скачать список элементов (PDF)
Прикрепленные файлы:
- svarka4.rar (50 Кб)
- svarka_2014.dip (226 Кб)
- V1_1_22_01_14_prof_PA.rar (7 Кб)
Мостовой сварочный инвертор с микроконтроллерным управлением
Схема блока управления полномостовымсварочным инвертором Блок управленияпостроен на основе распространенного ШИМ-контроллера TL494 сзадействованием одного канала регулирования. Этот канал стабилизируетток в дуге.
Этот канал стабилизируетток в дуге.
Задание тока формирует микроконтроллер с помощью модуляCCP1 в режиме ШИМ на частоте примерно 75 кГц. Заполнение ШИМ будетопределять напряжение на конденсаторе C1. Величина этого напряженияопределяет величину сварочного тока.
Настройка инвертора
Силовая часть пока обесточена.Предварительно проверенный блок питания подключаем к блоку управления ивключаем его в сеть.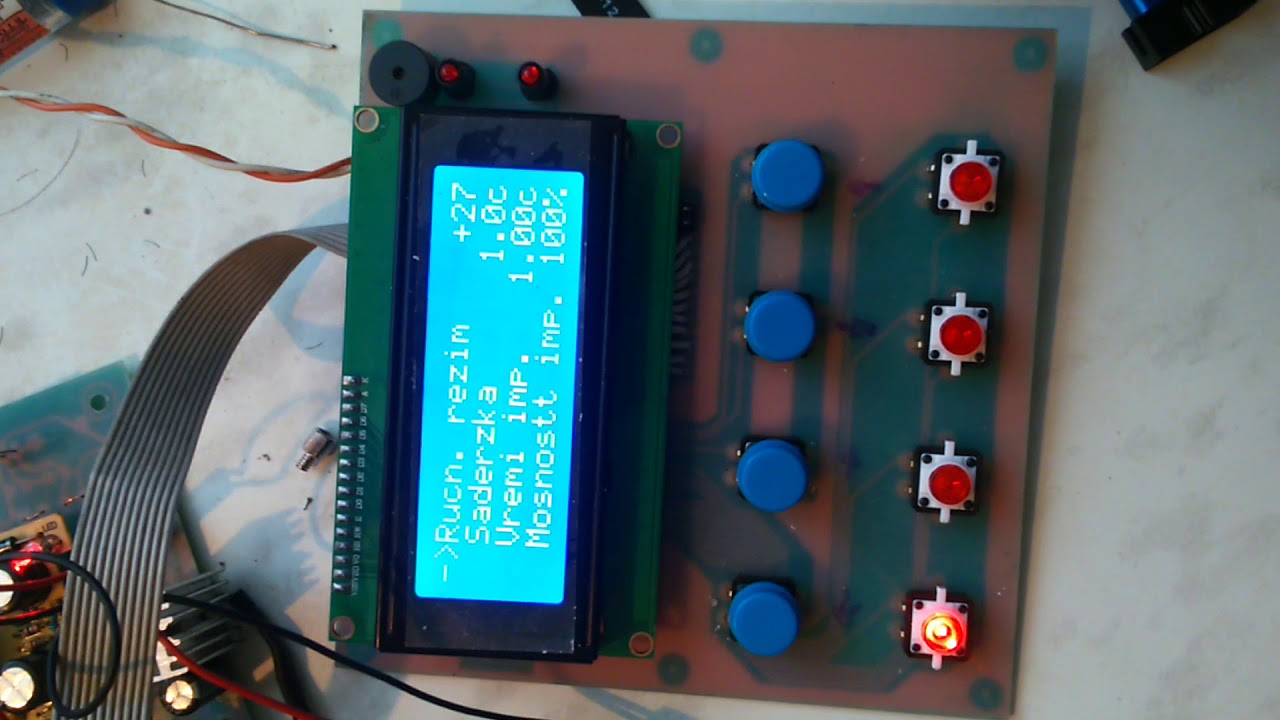 На индикаторе загорятся все восьмёрки с точкой вмладшем разряде. Включаем осциллограф в провода Out1 и Out2.Контролируем наличие двухполярных импульсов частотой 40-50 кГц сполочкой мёртвого времени не менее 1,5 мкс между ними.
На индикаторе загорятся все восьмёрки с точкой вмладшем разряде. Включаем осциллограф в провода Out1 и Out2.Контролируем наличие двухполярных импульсов частотой 40-50 кГц сполочкой мёртвого времени не менее 1,5 мкс между ними.
Схема сборки агрегата своими руками
Через диодный мост (выпрямительный) проводится первичная обмотка, затем подключается к источнику напряжения. С тиристора идёт сигнал на мостовую диагональ. Тиристор управляется специальной кнопкой для запуска. Конденсатор подключают к тиристору, точнее к его сети, к диодному мосту, затем его выводят на обмотку (первичную). Чтобы зарядить конденсатор, включается вспомогательная цепь с диодным мостом и трансформатором.
 youtube.com/embed/tISthYl3-QU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/tISthYl3-QU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как источник импульса, используют конденсатор, его емкость должна быть 1000-2000 мкФ. Для конструкции системы производится трансформатор из сердечника типа Ш40, требуемый размер 7 см. Чтобы сделать первичную обмотку, нужен провод диаметром 8 мм, который обматывается 300 раз. Вторичная обмотка предполагает использование медной шины, в 10 обмоток. Для входа используют практически любые конденсаторы, единственное требование мощность в 10 В., напряжение 15.
Когда работа будет требовать соединения заготовок до 0,5 см, стоит применить кое-какие коррективы в схему конструкции. Для более удобного управления сигналом, используют пусковик серии МТТ4К, он включает параллельные тиристоры, диоды и резистор. Дополнительное реле позволит корректировать рабочее время.
Такая самодельная конденсаторная сварка, работает при следующей последовательности действий:
- Нажимаем пусковую кнопку, она запустит временное реле;
- Трансформатор включается с помощью тиристоров, после реле отключается;
- Резистор используют для определения длительности импульса.

Как происходит процесс сварки?
После того как конденсаторная сварка своими руками собрана, мы готовы приступить к работам. Для начала стоит подготовить детали, зачистив их от ржавчины и другой грязи. Перед тем как поместить заготовки между электродами, их соединяют в таком положении, в котором их нужно сваривать. Затем запускается прибор. Теперь можно сжать электроды и прождать 1-2 минуты. Заряд, который скапливается в высокоемкостном конденсаторе пройдёт через приварной крепёж и поверхность материала. В результате он плавится. Когда эти действия проделаны, можно приступать к последующим шагам и сваривать остальные части металла.
Перед сварочными работами в домашних условиях, стоит приготовить такие материалы, как наждачная бумага, болгарка, нож, отвертка, любой зажим или пассатижи.
Поиск данных по Вашему запросу:
В статье об изготовлении точечной сварки из трансформатора от микроволновой печи был указан модуль таймера но не все знают где подобный таймер достать или же как можно его сделать самому. В этой статье мы покажем, как сделать точно такой модуль таймера для точечной сварки своими руками.
По ЛУТ технологии или другой удобной Вам переносим рисунок на плату, травим, сверлим, лудим дорожки. Когда все элементы будут стоять на своих местах и запаяны то пришло время подключить наш таймер к нагрузке. В качестве временной нагрузки будем использовать лампу накаливания.
Таймер будем подключать в разрыв цепи лампы, провода нагрузки подключаются к клемме на плате К1.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах. По завершению появится ссылка для доступа к найденным материалам
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Блок управления (таймер) для точечной, контактной сварки, споттера (двойной импульс) – обзор
Блок управления точечной сваркой на микроконтроллере
Логин или эл. Войти или Зарегистрироваться. Авторизация Логин или эл. Используется двухсегментный LED дисплей, кнопки и пищалка. Коммутация трансформатора через симистор. Время импульса 0.
Трансформатор от не инверторной печи, мощностью около киловата чем больше, тем лучше. Тонкая обмотка трансформатора аккуратно удаляется ножовкой, удаляется металлическая магнитная перемычка между обмотками, ограничивающая мощность.
В получившийся просвет просовывается толстый провод в изоляции больше 10мм в диаметре — 2 витка.
Я использовал от грузового автомобиля для подключения аккумулятора. Концы этого провода прикручены к медным стержням толщиной около 15 мм. Стержни заточены. Для индикации используется двухсегментный индикатор, подключены напрямую к контроллеру, у контроллера выводов много, по этому не стал заморачиваться с динамическим отображением.
Каждый дисплей подключен через один резистор — лень было распаивать на каждый сегмент. Разница в яркости не особо заметна. Пищалка пассивная информирует о нажатии кнопок и предупреждает перед импульсом.
Программа написана на C в Atmel Studio 6. Есть режим настроек функция Setup — вход одновременно нажать кнопки вверх и вниз. Настройки: 1. Задержка перед импульсом в секундах 2.
Показывает по десяткам количество срабатываний.
Температура контроллера 4. Калибровка внутреннего генератора. На дисплее значение в шестнадцатиричном виде. Дребезг кнопок исключается посредством задержки используется таймер 0.
В нем уже получаем состояние кнопок. Для этого используется прерывание Watchdog, а также для мигания светодиодом. Решил извратиться таким образом. Сброс по зависанию не используется. Для вывода на дисплей используется своя микробиблиотека.
Файлы в топике: Welder. По моему — прэлэстно. А вообще круть. Давно уже хотел сделать точечную сварку, да все собрацо не мог. Мостик включен не той стороной.
Зачем диод D3? Схема местами нарисована нечитаемо — скажем, разводка питания и цепь на ресет. Так диод D3 защищает от переполюсовки. Окау, так оно хотя бы не сгорит. Впрочем, и работать не будет.
Там чуть ли не полупромышленный девайс получился… : У меня по проще, но и мне станка пока не нужно.
Там чуть ли не полупромышленный девайс получился… Который именно? Спасибо, поправил, до D3 это отдельный блок питания, поэтому и диод поставил. Фото сейчас сделать физически не могу. Да и там нет ничего интересного.
Не очень эстетично выглядит. Механики нет ни какой. Ящик для инструментов, купленный в хозтоварах, размером чуть большим трансформатора, трансформатор прикручен к дну ящика. Силовая обмотка прикручена болтами к медным стержням. Управляющая плата в маленькой коробочке, болтается в этом же ящике на проводах. За 99 секунд умрёт или ишак или падишах. Вручную — что?
Используется двухсегментный LED дисплей Вообще LED англ. Light-emitting diode — дисплея нет, промахнулись. И вручную, насколько я понял, это сколько продержишь руками сколько и варит.
Ой, простите, пожалуйста, это я перепутал с жидкокристаллическим ЖКИ индикатором.
Видел где-то в сети как аналогичным сварочником победитовые резцы припаивали, там долго держали включенным, резец чуть ли не до бела раскалялся. Блоги Топ
РКС-801М, Регулятор контактной сварки
Логин или эл. Войти или Зарегистрироваться. Авторизация Логин или эл. Используется двухсегментный LED дисплей, кнопки и пищалка.
Slava_Sh, 4 октября в Контактная и точечная сварка · Назад · 1 · 2 · 3 · 4 · 5 · 6 . С этим хорошо справляется электронный блок управления – без него . Для программирования микроконтроллера 16F84 использовал.
Контроллер точечной сварки (споттера)
Силовая электрическая схема споттера давно прошла стадии разработки, экспериментов и используется для рихтовки авто в разнообразных вариантах. После приобретения опыта работы с устройством возник вопрос автоматического управления режимами работы устройства с более точными регулировками и необходимыми защитами.
Споттер с режимом аппарата точечной сварки и споттер как сварочный аппарат для работы электродом должны иметь различную длительность и мощность импульса. Точка сварки может получиться слабой или слишком крепкой, что создаст дополнительные трудности при ремонте авто.
Основные параметры, которым нужна точная регулировка для качественного результата работы, это мощность импульса и его длительность. Предлагаемая схема позволит подбирать и сохранять установки параметров как в режиме сварочный аппарат, так и делая точечную сварку. В цепи первичной обмотки трансформатора установлен сетевой фильтр, обычно используемый в импульсных блоках питания.
Здесь он используется для защиты микросхемы контролера от импульсов, создающихся в сетевом напряжении при работе споттера. При работе от сети в В нужно применить соответствующий трансформатор и сетевой фильтр.
Простой таймер для точечной сварки
Здравствуйте, уважаемые посетители. Речь в этой статье пойдет о цифровом таймере, предназначенном для аппарата точечной сварки. Схема устройства показана на рисунке 1. Вообще программа, записанная в контроллер, это программа вычитающего счетчика.
Если вы хотите самостоятельно собрать точеный сварочный аппарат, то эта статья будет вам интересна.
Что собой представляет схема споттера
Сайт помогает найти что-нибудь интересное в огромном ассортименте магазинов и сделать удачную покупку. Если Вы купили что-то полезное, то, пожалуйста, поделитесь информацией с другими. Также у нас есть DIY сообщество , где приветствуются обзоры вещей, сделанных своими руками. Идеальный номер два? Микрофон, хороший звук, подсветка. Своими руками.
Что собой представляет схема споттера. Таймер для споттера на микроконтроллере
Не выкидывайте старые ламповые телевизоры на свалку: они еще могут пригодиться в домашнем хозяйстве.
Примером тому может быть изготовленный мною аппарат точечной сварки , предназначенный для приваривания листовой стали толщиной до 0, Он может найти применение в быту, на сельских подворьях, а также в небольших ремонтных мастерских например, при ремонте автомобилей.
Аппарат изготовлен из шести силовых трансформаторов ТС от старых ламповых цветных телевизоров с использованием петель размагничивания от этих телевизоров.
Для этого трансформаторы и петли размагничивания аккуратно разбирают, а из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам рис. На каркас равномерно наматывают жгут из проводов диаметром 0,9 мм от сетевых обмоток разобранных трансформаторов. Наматывают витков, между слоями прокладывают бумагу от тех же трансформаторов.
Это устройство для точечной сварки может быть использовано для сварки Li-ion аккумуляторов. Сварочный инвертор из ATX блока питания. Getting Started with Radio Controlled Hobbies – Radio Control Направлятор – Проекты – AVR all-audio.pro – Проекты на микроконтроллерах AVR Умный Дом.
Таймер для точечной сварки
Не знал такого. Это именно то, что будет в моем представлении развития вышеописанных событий. На ардуине тоже не современно, кому сейчас нужен ручной сварочник без wi-fi : Если серьезно, тут есть о чем подумать.
Схема точечной электросварки из запчастей от старых телевизоров
ВИДЕО ПО ТЕМЕ: Контроллер для точечной (контактной) сварки
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса.
Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения.
Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой.
Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Что такое споттер и зачем он нужен?
Точечная сварка на AVR с трансформатором от микроволновки
Перейти к содержимому. У вас отключен JavaScript. Некоторые возможности системы не будут работать. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Отправлено 06 Октябрь
Таймер реле времени для точечной сварки. Схема реле времени для точечной сварки
Сегодня я хочу вам представить простое, но очень надежное устройство, которое реализовано на микроконтроллере далее МК ATtiny Устройство представляет собой цифровой таймер выдачи импульса для сварки двух пластин. Как я уже выше писал, устройство предельно простое. Так само происходит и в случае если мы нажали кнопку – минус а импульс уже минимальный.
Машина контактной точечной сварки МТ-1928ЛМ с таймером-регулятором Bosch PST-610EL
Машина контактной точечной сварки МТ-1928ЛМ с таймером-регулятором Bosch PST-610EL предназначена для точечной сварки переменным током деталей из низкоуглеродистых и нержавеющих сталей, титановых и алюминиевых сплавов, крестообразных соединений стержней арматуры класса А1, В1, А2, ВЗ.
Особенности:
- Машина 1928 с таймером от фирмы Bosch
- Конструкция верхнего и нижнего хоботов и возможность регулировки вылета нижнего хобота, позволяют сваривать изделия сложной конфигурации, например, с отбортовкой;
- Раствор регулируется ступенчато.
Контактно точечная сварка мт 1928 производится непосредственно в нашей фирме. По этому мы предоставляем гарантию, а так же сопровождаем наше оборудование в процессе эксплуатации и, соответственно, занимаемся сервисным обслуживанием.
| Ход электрода | Прямолинейный |
| Напряжение питания | 380 |
| Наибольшая мощность при коротком замыкании, кВА | 124 |
| Мощность при ПВ=50%, кВА | 83 |
| Наибольший вторичный ток | 20 |
| Максимальный длительный ток | 9 |
| Усилия сжатия электродов, даН | 150…680 |
| Вылет | 500 |
| Раствор | 180…350 |
| Ход внешнего электрода | 5…30, 80 |
| Расход охлаждающей воды, л/ч, (не более) | 700 |
| Расход свободного воздуха, м*3/100 ходов | 0,17 |
| Свариваемые толщины | |
| Низкоуглеродистая сталь | от 0,5+0,5 до 5,0+5,0 |
| Нержавеющая сталь | от 0,5+0,5 до 1,5+1,5 |
| Титановые сплавы | от 0,5+0,5 до 1,5+1,5 |
| Алюминиевые сплавы | до 0,6+0,6 |
| Медные сплавы | 0,5+0,5 |
| Арматура класса А 1, В 1 | от 4+4 до 16+16 |
| Арматура класса А 2, ВЗ | от 6+6 до 12+12 |
| Габариты, мм ( ДхШхВ ) | 1350x460x1950 |
| Масса, кг (не более) | 600 |
Аппарат точечной сварки аккумуляторов. Электроника для споттера из того, что есть под рукой Регулятор контактной сварки из ардуино
В некоторых случаях вместо пайки выгоднее использовать точечную сварку. К примеру, такой способ может пригодится для ремонта аккумуляторных батарей, состоящих из нескольких аккумуляторов. Пайка вызывает чрезмерный нагрев ячеек, что может привести к выходу их из строя. А вот точечная сварка нагревает элементы не так сильно, поскольку действует относительно непродолжительное время.
Для оптимизации всего процесса в системе используется Arduino Nano. Это управляющий блок, который позволяет эффективно управлять энергоснабжением установки. Таким образом, каждая сварка является оптимальной для конкретного случая, и энергии потребляется столько, сколько необходимо, не больше, и не меньше. Контактными элементами здесь является медный провод, а энергия поступает от обычного автомобильного аккумулятора, или двух, если требуется ток большей силы.
Текущий проект является почти идеальным с точки зрения сложности создания/эффективности работы. Автор проекта показал основные этапы создания системы, выложив все данные на Instructables .
По словам автора, стандартной батареи хватает для точечной сварки двух никелевых полос толщиной в 0.15 мм. Для более толстых полос металла потребуется две батареи, собранных в схему параллельно. Время импульса сварочного аппарата настраивается, и составляет от 1 до 20 мс. Этого вполне достаточно для сварки никелевых полос, описанных выше.
Плату автор рекомендует делать на заказ у производителя. Стоимость заказа 10 подобных плат — около 20 евро.
В ходе сварки обе руки будут заняты. Как управлять всей системой? Конечно же, при помощи ножного переключателя. Он очень простой.
А вот результат работы:
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Принцип работы
Данное реле времени для точечной сварки сможет осуществлять включение и выключение устройства в заданном режиме с определенной периодичностью на постоянной основе. Если говорить попроще, то оно осуществляет смыкание и размыкание контактов. При помощи датчика поворота производится настройка промежутков времени в минутах и секундах по истечению, которого необходимо включить или отключить сварку.
Дисплей служит для отображения информации о текущем времени включения, периоде воздействия на метал сварочного аппарата, количестве минут и секунд до включения или выключения.
Виды таймеров для точечной сварки
На рынке можно найти таймеры с цифровым или аналоговым программированным. Используемые в них реле бывают разных типов, но самыми распространенными и недорогими являются электронные устройства. Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.
В настоящее время можно приобрести реле времени:
- с выдержкой на отключение;
- с задержкой на включение;
- настроенное на установленное время после подачи напряжения;
- настроенное на установленное время после подачи импульса;
- тактовый генератор.
Комплектующее для создания реле времени
Чтобы создать таймер реле времени для точечной сварки понадобятся такие детали:
- плата Arduino Uno для осуществления программирования;
- плата прототипирования или Sensor shield – обеспечивает облегчение соединения, установленных датчиков с платой;
- провода по типу мама-мама;
- дисплей, на котором могут отображаться минимум две строки с 16 символов в ряду;
- реле, осуществляющее переключение нагрузки;
- датчик угла поворота, оснащенный кнопкой;
- блок питания для обеспечения снабжения устройства электрическим током (при проведении испытаний можно запитать его через USB кабель).
Особенности создания таймера реле времени для точечной сварки на плате arduino
Для его изготовления необходимо четко следовать схеме.
При этом часто применяемую плату arduino uno лучше будет заменить на arduino pro mini так как она имеет существенно меньший размер, стоит дешевле и при этом значительно легче осуществить припайку проводов.
После сбора всех составных частей таймера для контактной сварки на ардуино нужно припаять провода, которые соединяют плату с остальными элементами этого устройства. Все элементы необходимо очистить от налета и ржавчины. Это существенно повысит время эксплуатации таймера реле.
Нужно подобрать подходящий корпус и собрать все элементы в нем. Он обеспечит устройству приличный внешний вид, защиту от случайных ударов и механических воздействий.
На завершение необходимо осуществить монтаж включателя. Он понадобится, если хозяин сварки решит на продолжительное время оставить ее без присмотра, чтобы не допустить возгорания, повреждения имущества в случае возникновения чрезвычайных ситуаций. С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
«Обратите внимание!
Таймер для контактной сварки на 561 является более продвинутым устройством, так как создан на новом современном микроконтроллере. Он позволяет более точно отмерять время, устанавливать периодичность включения и выключения устройства.»
Таймер для контактной сварки на 555 не такой совершенный и имеет урезанный функционал. Но нередко используется для создания таких устройств, так как является более дешевым.
Чтобы лучше понять, как создать сварочный аппарат стоит связаться с сотрудниками компании. Кроме этого, предлагаем рассмотреть схему создания этого устройства. Она поможет понять принцип функционирования аппарата, что и куда необходимо припаять.
Заключение
Таймер для точечной сварки на ардуино является точным и качественным устройством, которое при должных эксплуатациях, прослужит долгие годы. Он является достаточно простым устройством, поэтому без труда может быть смонтирован на любой сварке. Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Собрать устройство можно своими руками или обратится к профессионалам. Последний вариант более предпочтителен, так как гарантированно обеспечивает конечный результат. Компания проведет тестирование элементов устройства, выявит неполадки, устранит их, восстановив, таким образом, его работоспособность.
В некоторых случаях вместо пайки выгоднее использовать точечную сварку. К примеру, такой способ может пригодится для ремонта аккумуляторных батарей, состоящих из нескольких аккумуляторов. Пайка вызывает чрезмерный нагрев ячеек, что может привести к выходу их из строя. А вот точечная сварка нагревает элементы не так сильно, поскольку действует относительно непродолжительное время.
Для оптимизации всего процесса в системе используется Arduino Nano. Это управляющий блок, который позволяет эффективно управлять энергоснабжением установки. Таким образом, каждая сварка является оптимальной для конкретного случая, и энергии потребляется столько, сколько необходимо, не больше, и не меньше. Контактными элементами здесь является медный провод, а энергия поступает от обычного автомобильного аккумулятора, или двух, если требуется ток большей силы.
Текущий проект является почти идеальным с точки зрения сложности создания/эффективности работы. Автор проекта показал основные этапы создания системы, выложив все данные на Instructables .
По словам автора, стандартной батареи хватает для точечной сварки двух никелевых полос толщиной в 0.15 мм. Для более толстых полос металла потребуется две батареи, собранных в схему параллельно. Время импульса сварочного аппарата настраивается, и составляет от 1 до 20 мс. Этого вполне достаточно для сварки никелевых полос, описанных выше.
Плату автор рекомендует делать на заказ у производителя. Стоимость заказа 10 подобных плат — около 20 евро.
В ходе сварки обе руки будут заняты. Как управлять всей системой? Конечно же, при помощи ножного переключателя. Он очень простой.
А вот результат работы:
В жизни каждого «радиогубителя» возникает момент, когда нужно сварить между собой несколько литиевых аккумуляторов — либо при ремонте сдохшей от возраста АКБ ноутбука, либо при сборке питания для очередной поделки. Паять «литий» 60-ваттным паяльником неудобно и страшновато — чуть перегреешь — и у тебя в руках дымовая граната, которую бесполезно тушить водой.
Коллективный опыт предлагает два варианта — либо отправиться на помойку в поисках старой микроволновки, раскурочить её и достать трансформатор, либо изрядно потратиться .
Мне совершенно не хотелось ради нескольких сварок в год искать трансформатор, пилить его и перематывать. Хотелось найти ультрадешёвый и ультрапростой способ сваривать аккумуляторы электрическим током.
Мощный низковольтный источник постоянного тока, доступный каждому — это обычная б.у. АКБ от машины. Готов поспорить, что он у вас уже есть где-то в кладовке или найдётся у соседа.
Подсказываю — лучший способ обзавестись старой АКБ задаром — это
дождаться морозов. Подойдите к бедолаге, у которого не заводится машина — он скоро побежит за новым свежим аккумулятором в магазин, а старый отдаст вам просто так. На морозе старая свинцовая АКБ может и плохо работает, но после заряда дома в тепле выйдет на полную ёмкость.
Чтобы сваривать аккумуляторы током от батареи, нам нужно будет выдавать ток короткими импульсами в считанные миллисекунды — иначе получим не сварку, а выжигание дыр в металле. Самый дешёвый и доступный способ коммутировать ток 12-вольтовой батареи — электромеханическое реле (соленоидное).
Проблема в том, что обычные автомобильные реле на 12 вольт рассчитаны максимум на 100 ампер, а токи короткого замыкания при сварке в разы больше. Есть риск, что якорь реле просто приварится. И тогда на просторах Алиэкспресс я наткнулся на мотоциклетные реле стартера. Подумалось, что если эти реле выдерживают ток стартера, причём много тысяч раз, то и для моих целей сгодится. Окончательно убедило вот это видео, где автор испытывает аналогичное реле:
Привет, мозгочины ! Представляю вашему вниманию аппарат для точечной сварки на базе микроконтроллера Arduino Nano.
Данный аппарат можно использовать для приваривания пластин или проводников, например, к контактам аккумулятора 18650. Для проекта нам понадобится источник питания напряжением 7-12 В (рекомендуется 12 В), а также автомобильный аккумулятор напряжением 12 В в качестве источника электропитания самого сварочного аппарата. Обычно стандартный аккумулятор имеет емкость 45 А/ч, что вполне достаточно для приваривания никелевых пластин толщиной 0,15 мм. Для приваривания более толстых никелевых пластин вам понадобится аккумулятор большей емкости или два соединенных параллельно.
Сварочный аппарат генерирует двойной импульс, где значение первого составляет 1/8 часть от второго по длительности.
Длительность второго импульса регулируется с помощью потенциометра и отображается на экране в миллисекундах, поэтому очень удобно регулировать продолжительность данного импульса. Диапазон его регулировки от 1 до 20 мс.
Посмотрите видео, где подробно показан процесс создания устройства.
Шаг 1: Изготовление печатной платыДля изготовления печатной платы можно использовать Eagle файлы, которые доступны по следующей .
Самый простой способ – это заказать платы у производителей печатных плат. Например, на сайте pcbway.com. Здесь можно приобрести 10 плат по цене примерно 20 €.
Но если вы привыкли делать все самостоятельно, тогда для изготовления прототипа платы используйте прилагаемые схемы и файлы.
Шаг 2: Установка компонентов на платы и припаивание проводниковПроцесс установки и припаивания компонентов достаточно стандартен и прост. Устанавливайте сначала небольшие компоненты, а затем более крупные.
Наконечники сварочного электрода сделаны из твердой медной проволоки сечением 10 квадратных миллиметров. Для кабелей используйте гибкие медные провода сечением 16 квадратных миллиметров.
Для управления сварочным аппаратом вам потребуется ножной выключатель, поскольку обе руки используются для удержания наконечников сварочного электрода на месте.
Для этой цели я взял деревянную коробку, в которую установил вышеуказанный выключатель.
Аппарат точечной сварки аккумуляторов. Аппарат для точечной сварки на базе Arduino Особенности создания таймера реле времени для точечной сварки на плате arduino
Пришёл знакомый, принес два ЛАТР-а и поинтересовался, а можно ли из них сделать споттер? Обычно, услышав подобный вопрос, на ум приходит анекдот про то, как один сосед интересуется у другого, умеет ли тот играть на скрипке и в ответ слышит «Не знаю, не пробовал» — так вот и у меня возникает такой же ответ – не знаю, наверное «да», а что такое «споттер»?
В общем, пока закипал и заваривался чай, выслушал небольшую лекцию о том, что не надо заниматься тем, чем заниматься не надо, что надо быть ближе к народу и тогда ко мне потянутся люди, а также кратко погрузился в историю авторемонтных мастерских, проиллюстрированную смачными байками из жизни «костоправов» и «жестянщиков». После чего понял, что споттер – это такой небольшой «сварочник», работающий по принципу аппарата точечной сварки. Используется для «прихватывания» металлических шайб и других мелких крепёжных элементов к помятому корпусу автомобиля, с помощью которых затем выправляется деформированная жесть. Правда, там ещё «обратный молоток» нужен, но говорят, что это уже не моя забота – от меня требуется только электронная часть схемы.
Посмотрев в сети схемы споттеров, стало ясно, что нужен одновибратор, который будет «открывать» на короткое время симистор и подавать сетевое напряжение на силовой трансформатор. Вторичная обмотка трансформатора должна выдавать напряжение 5-7 В с током, достаточным для «прихватывания» шайб.
Для образования импульса управления симистором используются разные способы – от простого разряда конденсатора до применения микроконтроллеров с синхронизацией к фазам сетевого напряжения. Нас интересует та схема, что попроще – пусть будет «с конденсатором».
Поиски «в тумбочке» показали, что не считая пассивных элементов, есть подходящие симисторы и тиристоры, а также множество другой «мелочёвки» — транзисторы и реле на разные рабочие напряжения (рис.1 ). Жалко, что оптронов нет, но можно попробовать собрать преобразователь импульса разряда конденсатора в короткий «прямоугольник», включающий реле, которое будет своим замыкающимся контактом открывать и закрывать симистор.
Так же во время поиска деталей нашлось несколько блоков питания с выходными постоянными напряжениями от 5 до 15 В – выбрали промышленный из «советских» времён под названием БП-А1 9В/0,2А (рис.2 ). При нагрузке в виде резистора 100 Ом блок питания выдаёт напряжение около 12 В (оказалось, что уже переделанный).
Выбираем из имеющегося электронного «мусора» симисторы ТС132-40-10, 12-тивольтовое реле, берём несколько транзисторов КТ315, резисторов, конденсаторов и начинаем макетировать и проверять схему (на рис.3 один из этапов настройки).
То, что в результате получилось, показано на рисунке 4 . Всё достаточно просто – при нажатии на кнопку S1 конденсатор С1 начинает заряжаться и на его правом выводе появляется положительное напряжение, равное напряжению питания. Это напряжение, пройдя через токоограничительный резистор R2, поступает на базу транзистора VT1, тот открывается и на обмотку реле К1 поступает напряжение и в результате контакты реле К1.1 замыкаются, открывая симистор Т1.
По мере заряда конденсатора С1, напряжение на его правом выводе плавно уменьшается и при достижении уровня меньше напряжения открывания транзистора, транзистор закроется, обмотка реле обесточится, разомкнувшийся контакт К1.1 перестанет подавать напряжение на управляющий электрод симистора и он по окончании текущей полуволны сетевого напряжения закроется. Диоды VD1 и VD2 стоят для ограничения возникающих импульсов при отпускании кнопки S1 и при обесточивании обмотки реле К1.
В принципе, всё так и работает, но при контроле времени открытого состояния симистора оказалось, что оно достаточно сильно «гуляет». Казалось бы, даже с учётом возможных изменений всех задержек включения-выключения в электронной и механической цепях оно должно быть не более 20 мс, но на самом деле получалось в разы больше и плюс к этому, то импульс длится на 20-40 мс дольше, а то и на все 100 мс.
После небольших экспериментов выяснилось, что это изменение ширины импульса в основном связано с изменением уровня напряжения питания схемы и с работой транзистора VT1. Первое «вылечилось» установкой навесным монтажом внутри блока питания простейшего параметрического стабилизатора, состоящего из резистора, стабилитрона и силового транзистора (рис.5 ). А каскад на транзисторе VT1 был заменён триггером Шмитта на 2-х транзисторах и установкой дополнительного эмиттерного повторителя. Схема приняла вид, показанный на рисунке 6 .
Принцип работы остался прежним, добавлена возможность дискретного изменения длительности импульса переключателями S3 и S4. Триггер Шмитта собран на VT1 и VT2 , его «порог» можно менять в небольших пределах изменением сопротивлений резисторов R11 или R12.
При макетировании и проверке работы электронной части споттера было снято несколько диаграмм, по которым можно оценить временные интервалы и возникающие задержки фронтов. В схеме в это время стоял времязадающий конденсатор ёмкостью 1 мкФ и резисторы R7 и R8 имели сопротивление 120 кОм и 180 кОм соответственно. На рисунке 7 сверху показано состояние на обмотке реле, внизу – напряжение на контактах при коммутации резистора, подключенного к +14,5 В (файл для просмотра программой находится в архивном приложении к тексту, напряжения снимались через резисторные делители со случайными коэффициентами деления, поэтому шкала «Volts» не соответствует действительности). Длительность всех импульсов питания реле составляла примерно 253…254 мс, время коммутации контактов – 267…268 мс. «Расширение» связано с увеличением времени отключения – это видно по рисункам 8 и 9 при сравнении разницы, возникающей при замыкании и размыкании контактов (5,3 мс против 20 мс).
Для проверки временной стабильности образования импульсов было проведено четыре последовательных включения с контролем напряжения в нагрузке (файл в том же приложении). На обобщённом рисунке 10 видно, что все импульсы в нагрузке достаточно близки по длительности – около 275…283 мс и зависят от того, на какое место полуволны сетевого напряжения пришёлся момент включения. Т.е. максимальная теоретическая нестабильность не превышает времени одной полуволны сетевого напряжения – 10 мс.
При установке R7 =1 кОм и R8 =10 кОм при С1=1 мкФ удалось получить длительность одного импульса менее одного полупериода сетевого напряжения. При 2 мкФ – от 1 до 2 периодов, при 8 мкФ – от 3 до 4 (файл в приложении).
В окончательный вариант споттера были установлены детали с номиналами, указанными на рисунке 6 . То, что получилось на вторичной обмотке силового трансформатора, показано на рисунке 11 . Длительность самого короткого импульса (первого на рисунке) около 50…60 мс, второго – 140…150 мс, третьего – 300…310 мс, четвёртого – 390…400 мс (при ёмкости времязадающего конденсатора в 4 мкФ, 8 мкФ, 12 мкФ и 16 мкФ).
После проверки электроники самое время заняться «железом».
В качестве силового трансформатора был использован 9-тиамперный ЛАТР (правый на рис. 12 ). Его обмотка выполнена проводом диаметром около 1,5 мм (рис.13 ) и магнитопровод имеет внутренний диаметр, достаточный для намотки 7-ми витков из 3-х параллельно сложенных алюминиевых шин общим сечением около 75-80 кв.мм.
Разборку ЛАТР-а проводим аккуратно, на всякий случай весь конструктив «фиксируем» на фото и «срисовываем» выводы (рис.14 ). Хорошо, что провод толстый – удобно считать витки.
После разборки внимательно осматриваем обмотку, очищаем её от пыли, мусора и остатков графита с помощью малярной кисти с жёстким ворсом и протираем мягкой тканью, слегка смоченной спиртом.
Подпаиваем к выводу «А» пятиамперный стеклянный предохранитель, подключаем тестер к «срединному» выводу катушки «Г» и подаём напряжение 230 В на предохранитель и вывод «безымянный». Тестер показывает напряжение около 110 В. Ничего не гудит и не греется — можно считать, что трансформатор нормальный.
Затем первичную обмотку обматываем фторопластовой лентой с таким нахлёстом, чтобы получалось не менее двух-трёх слоёв (рис.15 ). После этого мотаем пробную вторичную обмотку из нескольких витков гибким проводом в изоляции. Подав питание и замерив на этой обмотке напряжение, определяем нужное количество витков для получения 6…7 В. В нашем случае получилось так, что при подаче 230 В на выводы «Е» и «безымянный» 7 В на выходе получается при 7 витках. При подаче питания на «А» и «безымянный», получаем 6,3 В.
Для вторичной обмотки использовались алюминиевые шины «ну очень б/у» — они были сняты со старого сварочного трансформатора и местами совсем не имели изоляции. Для того, чтобы витки не замыкались между собой, шины пришлось обмотать лентой-серпянкой (рис.16 ). Обмотка велась так, чтобы получилось два-три слоя покрытия.
После намотки трансформатора и проверки работоспособности схемы на рабочем столе, все детали споттера были установлены в подходящий по размерам корпус (похоже, что тоже от какого-то ЛАТР-а – рис.17 ).
Выводы вторичной обмотки трансформатора зажаты болтами и гайками М6-М8 и выведены на переднюю панель корпуса. К этим болтам с другой стороны передней панели крепятся силовые провода, идущие к корпусу автомобиля и «обратному молотку». Внешний вид на стадии домашней проверки показан на рисунке 18 . Вверху слева расположены индикатор сетевого напряжения La1 и сетевой выключатель S1, а справа – переключатель напряжения импульса S5. Он коммутирует подключение к сети или вывода «А», или вывода «Е» трансформатора.
Рис.18
Внизу находятся разъём для кнопки S2 и выводы вторичной обмотки. Переключатели длительности импульса установлены в самом низу корпуса, под откидной крышкой (рис.19 ).
Все остальные элементы схемы закреплены на днище корпуса и передней панели (рис.20 , рис.21 , рис.22 ). Выглядит не очень аккуратно, но здесь главной задачей было уменьшение длины проводников с целью уменьшения влияния электромагнитных импульсов на электронную часть схемы.
Печатная плата не разводилась – все транзисторы и их «обвязка» припаяны к макетной плате из стеклотекстолита, с фольгой, порезанной на квадратики (видна на рис.22 ).
Выключатель питания S1 — JS608A, допускающий коммутацию 10 А токов («парные» выводы запараллелены). Второго такого выключателя не нашлось и S5 поставили ТП1-2, его выводы тоже запараллелены (если пользоваться им при выключенном сетевом питании, то он может пропускать через себя достаточно большие токи). Переключатели длительности импульса S3 и S4 — ТП1-2.
Кнопка S2 – КМ1-1. Разъем для подключения проводов кнопки — COM (DB-9).
Индикатор La1 — ТН-0.2 в соответствующей установочной фурнитуре.
На рисунках 23 , 24 , 25 показаны фотографии, сделанные при проверке работоспособности споттера – мебельный уголок размерами 20х20х2 мм точечно приваривался к жестяной пластине толщиной 0,8 мм (крепёжная панель от компьютерного корпуса). Разные размеры «пятачков» на рис.23 и рис.24 – это при разных «варочных» напряжениях (6 В и 7 В). Мебельный уголок в обоих случаях приваривается крепко.
На рис.26 показана обратная сторона пластины и видно, что она прогревается насквозь, краска подгорает и отлетает.
После того, как отдал споттер знакомому, он примерно через неделю позвонил, сказал, что обратный «молоток» сделал, подключил и проверил работу всего аппарата – всё нормально, всё работает. Оказалось, импульсы большой длительности в работе не нужны (т.е. элементы S4,С3,С4,R4 можно не ставить), но есть потребность подключения трансформатора к сети «напрямую». Насколько я понял, это для того, чтобы с помощью угольных электродов можно было прогревать поверхность помятого металла. Сделать подачу питания «напрямую» несложно – поставили переключатель, позволяющий замыкать «силовые» выводы симистора. Немного смущает недостаточно большое суммарное сечение жил во вторичной обмотке (по расчетам надо больше), но раз прошло уже больше двух недель, а хозяин аппарата предупреждён о «слабости обмотки» и не звонит, значит ничего страшного не произошло.
Во время экспериментов со схемой был проверен вариант симистора, собранного из двух тиристоров Т122-20-5-4 (их видно на рисунке 1 на заднем плане). Схема включения показана на рис.27 , диоды VD3 и VD4 — 1N4007.
Литература:
- Горошков Б.И., «Радиоэлектронные устройства», Москва, «Радио и связь», 1984.
- Массовая радиобиблиотека, Я.С. Кублановский, «Тиристорные устройства», М., «Радио и связь», 1987, вып.1104.
Андрей Гольцов, г. Искитим.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот | |
|---|---|---|---|---|---|---|---|
| К рисунку №6 | |||||||
| VT1, VT2, VT3 | Биполярный транзистор | КТ315Б | 3 | В блокнот | |||
| T1 | Тиристор & Симистор | ТС132-40-12 | 1 | В блокнот | |||
| VD1, VD2 | Диод | КД521Б | 2 | В блокнот | |||
| R1 | Резистор | 1 кОм | 1 | 0,5 Вт | В блокнот | ||
| R2 | Резистор | 330 кОм | 1 | 0,5 Вт | В блокнот | ||
| R3, R4 | Резистор | 15 кОм | 2 | 0,5 Вт | В блокнот | ||
| R5 | Резистор | 300 Ом | 1 | 2 Вт | В блокнот | ||
| R6 | Резистор | 39 Ом | 1 | 2 Вт | В блокнот | ||
| R7 | Резистор | 12 кОм | 1 | 0,5 Вт | В блокнот | ||
| R8 | Резистор | 18 кОм | 1 | 0,5 Вт | |||
В некоторых случаях вместо пайки выгоднее использовать точечную сварку. К примеру, такой способ может пригодится для ремонта аккумуляторных батарей, состоящих из нескольких аккумуляторов. Пайка вызывает чрезмерный нагрев ячеек, что может привести к выходу их из строя. А вот точечная сварка нагревает элементы не так сильно, поскольку действует относительно непродолжительное время.
Для оптимизации всего процесса в системе используется Arduino Nano. Это управляющий блок, который позволяет эффективно управлять энергоснабжением установки. Таким образом, каждая сварка является оптимальной для конкретного случая, и энергии потребляется столько, сколько необходимо, не больше, и не меньше. Контактными элементами здесь является медный провод, а энергия поступает от обычного автомобильного аккумулятора, или двух, если требуется ток большей силы.
Текущий проект является почти идеальным с точки зрения сложности создания/эффективности работы. Автор проекта показал основные этапы создания системы, выложив все данные на Instructables .
По словам автора, стандартной батареи хватает для точечной сварки двух никелевых полос толщиной в 0.15 мм. Для более толстых полос металла потребуется две батареи, собранных в схему параллельно. Время импульса сварочного аппарата настраивается, и составляет от 1 до 20 мс. Этого вполне достаточно для сварки никелевых полос, описанных выше.
Плату автор рекомендует делать на заказ у производителя. Стоимость заказа 10 подобных плат — около 20 евро.
В ходе сварки обе руки будут заняты. Как управлять всей системой? Конечно же, при помощи ножного переключателя. Он очень простой.
А вот результат работы:
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток — 32 ампера, 220 вольт. Ток сварки — около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8
Первичка имеет 100 витков провода ПЭВ 0.3мм
Вторичка 2 имеет 15 витков провода ПЭВ 1мм
Вторичка 3 имеет 15 витков ПЭВ 0.2мм
Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм
Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 — схема сварочника. Частота — 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц — два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 — 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль:
первая — они глушат резонансные выбросы трансформатора
вторая — они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него.
Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа.
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть — убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше — ширина больше, ток меньше — ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT .
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот | |
|---|---|---|---|---|---|---|---|
| Блок питания | |||||||
| Линейный регулятор | LM78L15 | 2 | В блокнот | ||||
| AC/DC преобразователь | TOP224Y | 1 | В блокнот | ||||
| ИС источника опорного напряжения | TL431 | 1 | В блокнот | ||||
| Выпрямительный диод | BYV26C | 1 | В блокнот | ||||
| Выпрямительный диод | HER307 | 2 | В блокнот | ||||
| Выпрямительный диод | 1N4148 | 1 | В блокнот | ||||
| Диод Шоттки | MBR20100CT | 1 | В блокнот | ||||
| Защитный диод | P6KE200A | 1 | В блокнот | ||||
| Диодный мост | KBPC3510 | 1 | В блокнот | ||||
| Оптопара | PC817 | 1 | В блокнот | ||||
| C1, C2 | 10мкФ 450В | 2 | В блокнот | ||||
| Электролитический конденсатор | 100мкФ 100В | 2 | В блокнот | ||||
| Электролитический конденсатор | 470мкФ 400В | 6 | В блокнот | ||||
| Электролитический конденсатор | 50мкФ 25В | 1 | В блокнот | ||||
| C4, C6, C8 | Конденсатор | 0.1мкФ | 3 | В блокнот | |||
| C5 | Конденсатор | 1нФ 1000В | 1 | В блокнот | |||
| С7 | Электролитический конденсатор | 1000мкФ 25В | 1 | В блокнот | |||
| Конденсатор | 510 пФ | 2 | В блокнот | ||||
| C13, C14 | Электролитический конденсатор | 10 мкФ | 2 | В блокнот | |||
| VDS1 | Диодный мост | 600В 2А | 1 | В блокнот | |||
| NTC1 | Терморезистор | 10 Ом | 1 | В блокнот | |||
| R1 | Резистор | 47 кОм | 1 | В блокнот | |||
| R2 | Резистор | 510 Ом | 1 | В блокнот | |||
| R3 | Резистор | 200 Ом | 1 | В блокнот | |||
| R4 | Резистор | 10 кОм | 1 | В блокнот | |||
| Резистор | 6.2 Ом | 1 | В блокнот | ||||
| Резистор | 30Ом 5Вт | 2 | В блокнот | ||||
| Сварочный инвертор | |||||||
| ШИМ контроллер | UC3845 | 1 | В блокнот | ||||
| VT1 | MOSFET-транзистор | IRF120 | 1 | В блокнот | |||
| VD1 | Выпрямительный диод | 1N4148 | 1 | В блокнот | |||
| VD2, VD3 | Диод Шоттки | 1N5819 | 2 | В блокнот | |||
| VD4 | Стабилитрон | 1N4739A | 1 | 9В | В блокнот | ||
| VD5-VD7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | В блокнот | ||
| VD8 | Диодный мост | KBPC3510 | 2 | В блокнот | |||
| C1 | Конденсатор | 22 нФ | 1 | В блокнот | |||
| C2, C4, C8 | Конденсатор | 0.1 мкФ | 3 | В блокнот | |||
| C3 | Конденсатор | 4.7 нФ | 1 | В блокнот | |||
| C5 | Конденсатор | 2.2 нФ | 1 | В блокнот | |||
| C6 | Электролитический конденсатор | 22 мкФ | 1 | В блокнот | |||
| C7 | Электролитический конденсатор | 200 мкФ | 1 | В блокнот | |||
| C9-C12 | Электролитический конденсатор | 3000мкФ 400В | 4 | В блокнот | |||
| R1, R2 | Резистор | 33 кОм | 2 | В блокнот | |||
| R4 | Резистор | 510 Ом | 1 | В блокнот | |||
| R5 | Резистор | 1.3 кОм | 1 | В блокнот | |||
| R7 | Резистор | 150 Ом | 1 | В блокнот | |||
| R8 | Резистор | 1Ом 1Ватт | 1 | В блокнот | |||
| R9 | Резистор | 2 МОм | 1 | В блокнот | |||
| R10 | Резистор | 1.5 кОм | 1 | В блокнот | |||
| R11 | Резистор | 25Ом 40Ватт | 1 | В блокнот | |||
| R3 | Подстроечный резистор | 2.2 кОм | 1 | В блокнот | |||
| Подстроечный резистор | 10 кОм | 1 | В блокнот | ||||
| K1 | Реле | 12В 40А | 1 | В блокнот | |||
| K2 | Реле | РЭС-49 | 1 | В блокнот | |||
| Q6-Q11 | IGBT-транзистор | IRG4PC50W | 6 | ||||
Таймер реле времени представляет собой устройство, при помощи которого можно осуществлять регулировку времени воздействия тока, импульса. Таймер реле времени для точечной сварки отмеряет продолжительность воздействия сварочного тока на соединяемые детали, периодичность его возникновения. Это устройство используется для автоматизации сварочных процессов, производства сварочного шва, с целью создания разнообразных конструкций из листового металла. Оно осуществляет управление электрической нагрузкой в соответствии с заданной программой. Программируется реле времени для контактной сварки в строгом соответствии с инструкцией. Этот процесс заключается в установке временных интервалов между определенными действиями, а также времени действия сварочного тока.
Принцип работы
Данное реле времени для точечной сварки сможет осуществлять включение и выключение устройства в заданном режиме с определенной периодичностью на постоянной основе. Если говорить попроще, то оно осуществляет смыкание и размыкание контактов. При помощи датчика поворота производится настройка промежутков времени в минутах и секундах по истечению, которого необходимо включить или отключить сварку.
Дисплей служит для отображения информации о текущем времени включения, периоде воздействия на метал сварочного аппарата, количестве минут и секунд до включения или выключения.
Виды таймеров для точечной сварки
На рынке можно найти таймеры с цифровым или аналоговым программированным. Используемые в них реле бывают разных типов, но самыми распространенными и недорогими являются электронные устройства. Их принцип работы основан на специальной программе, которая записана на микроконтроллере. С его помощью можно осуществлять регулировку времени задержки или включения.
В настоящее время можно приобрести реле времени:
- с выдержкой на отключение;
- с задержкой на включение;
- настроенное на установленное время после подачи напряжения;
- настроенное на установленное время после подачи импульса;
- тактовый генератор.
Комплектующее для создания реле времени
Чтобы создать таймер реле времени для точечной сварки понадобятся такие детали:
- плата Arduino Uno для осуществления программирования;
- плата прототипирования или Sensor shield – обеспечивает облегчение соединения, установленных датчиков с платой;
- провода по типу мама-мама;
- дисплей, на котором могут отображаться минимум две строки с 16 символов в ряду;
- реле, осуществляющее переключение нагрузки;
- датчик угла поворота, оснащенный кнопкой;
- блок питания для обеспечения снабжения устройства электрическим током (при проведении испытаний можно запитать его через USB кабель).
Особенности создания таймера реле времени для точечной сварки на плате arduino
Для его изготовления необходимо четко следовать схеме.
При этом часто применяемую плату arduino uno лучше будет заменить на arduino pro mini так как она имеет существенно меньший размер, стоит дешевле и при этом значительно легче осуществить припайку проводов.
После сбора всех составных частей таймера для контактной сварки на ардуино нужно припаять провода, которые соединяют плату с остальными элементами этого устройства. Все элементы необходимо очистить от налета и ржавчины. Это существенно повысит время эксплуатации таймера реле.
Нужно подобрать подходящий корпус и собрать все элементы в нем. Он обеспечит устройству приличный внешний вид, защиту от случайных ударов и механических воздействий.
На завершение необходимо осуществить монтаж включателя. Он понадобится, если хозяин сварки решит на продолжительное время оставить ее без присмотра, чтобы не допустить возгорания, повреждения имущества в случае возникновения чрезвычайных ситуаций. С его помощью покидая помещение, любой пользователь сможет без особых усилий отключить устройство.
«Обратите внимание!
Таймер для контактной сварки на 561 является более продвинутым устройством, так как создан на новом современном микроконтроллере. Он позволяет более точно отмерять время, устанавливать периодичность включения и выключения устройства.»
Таймер для контактной сварки на 555 не такой совершенный и имеет урезанный функционал. Но нередко используется для создания таких устройств, так как является более дешевым.
Чтобы лучше понять, как создать сварочный аппарат стоит связаться с сотрудниками компании. Кроме этого, предлагаем рассмотреть схему создания этого устройства. Она поможет понять принцип функционирования аппарата, что и куда необходимо припаять.
Заключение
Таймер для точечной сварки на ардуино является точным и качественным устройством, которое при должных эксплуатациях, прослужит долгие годы. Он является достаточно простым устройством, поэтому без труда может быть смонтирован на любой сварке. Кроме этого, таймер точечной сварки легок в уходе. Он работает даже в лютый мороз, на него практически никак не влияют негативные проявления природной среды.
Собрать устройство можно своими руками или обратится к профессионалам. Последний вариант более предпочтителен, так как гарантированно обеспечивает конечный результат. Компания проведет тестирование элементов устройства, выявит неполадки, устранит их, восстановив, таким образом, его работоспособность.
Таймер для аппарата точечной сварки — Справочные материалы — Теория
Г. ЧИКЕТАЕВ, Б. КАРИМОВ, г. Бишкек, Киргизия
Корпус — это завершающий элемент любой сколько-нибудь крупной электрической или электронной конструкции. На его изготовление в любительских условиях зачастую уходит не меньше времени, чем на сборку и налаживание устройства, для которого предназначен.
Обычно корпусы радиолюбительской и промышленной аппаратуры изготавливают из листовой стали для обеспечения высокой механической прочности. Кроме того, такой корпус особенно предпочтителен в тех случаях, когда конструируемое устройство необходимо экранировать от внешних электрических или магнитных полей.
При изготовлении корпусов часто используют заклёпочные или резьбовые соединения. Намного облегчить изготовление корпусов, коробок, а также соединение отдельных конструктивных элементов можно, применив точечную электросварку.
Описываемое ниже устройство представляет собой один из практических вариантов аппарата точечной электросварки. За основу взят описанный в статье Е. Годыны «Электросварочный аппарат» («Радио», 1974, № 12, с. 39— 41), позволяющий сваривать различные детали из листовой стали, а также стальную проволоку. Механически и кинематически наш аппарат от него почти не отличается. Разница заключается в существенно доработанном электронном дозаторе длительности импульса сварочного тока.
Как известно, в соответствии с законом Джоуля-Ленца количество теплоты W, выделяемой в точке контакта свариваемых деталей, зависит от длительности t импульса гока I и электрического сопротивления R току через контакт:
W= l2-R-t.
При расчёте сварочного тока и длительности импульса сопротивление считают исходным параметром, так как его в первом приближении можно определить, зная материал свариваемых деталей, их толщину и требуемую температуру сварки.
Согласно закону Джоуля-Ленца, увеличение сопротивления должно увеличивать количество выделяющейся теплоты. Но по закону Ома
где U2 — напряжение на вторичной обмотке сварочного трансформатора; Z — полное сопротивление вторичного контура, в которое входит и сопротивление контакта R. Поэтому при увеличении R
уменьшится I, а он входит в формулу закона Джоуля-Ленца в квадрате. Количество теплоты, выделяющейся при сварке, зависит от соотношения R и полного сопротивления Z вторичного контура.
Чем меньше Z, тем больший сварочный ток можно обеспечить при том же U2. При этом чем меньше R по сравнению с Z, тем меньше бесполезные потери мощности на нагревание вторичной обмотки трансформатора
Сварка с малым сопротивлением вторичного контура сопровождается нестационарностью нагревания и, как следствие, нестабильностью качества соединений. Минимизировать этот недостаток можно надёжным сжатием деталей и зачисткой их поверхности, что обеспечит постоянство R.
Оптимизировать режим сварки при неизменном значении напряжения U2 оказывается удобнее всего регулированием длительности t импульса сварочного тока.
Схема электронного блока сварочного аппарата показана на рис. 1. В исходном состоянии сварочный трансформатор Т1 обесточен, поскольку контакты К1.1—К1.3 реле К1 разомкнуты. Обмотка реле К1 переменного тока, включённая во входную диагональ диодного моста VD2, также обесточена.
Несмотря на то что к тринистору приложено выпрямленное напряжение сети, мост тока не проводит, поскольку тринистор VS1, замыкающий выходную диагональ диодного моста, закрыт. Конденсатор С1 шунтирован резистором R1 и поэтому разряжен.
Переключатель SF1 установлен на раме сварочного аппарата и связан с педалью, управляющей сжатием свариваемых деталей электродами, так, что переключение происходит в конце хода педали. В момент переключения конденсатор С1 начинает заряжаться, зарядный ток открывает тринистор VS1, который замыкает выходную диагональ диодного моста VD2, и он подключает к сети обмотку реле К1. Одновременно с этим вспыхивает лампа EL1.
Реле срабатывает, и замкнувшиеся контакты К1.1 —К1.3 подключают к сети первичную обмотку сварочного трансформатора Т1. Мощный импульс переменного тока, возникающий во вторичной цепи, разогревает металл свари-
ваемых деталей в точке сжатия электродами до температуры плавления.
Через некоторое время зарядный ток конденсатора С1 спадает настолько, что уже не может открыть тринистор VS1 при очередном полупериоде напряжения сети. Поэтому тринистор остаётся закрытым. Обмотка реле К1
теперь обесточена. Контакты К1.1 — К1.3 реле размыкаются и отключают сварочный трансформатор от сети. Этим завершается процесс сварки очередной точки.
Педаль аппарата отпускают и подготавливают его к сварке следующей точки. При отпускании педали контакты SF1 возвращаются в исходное положение и конденсатор С1 разряжается через резистор R1
Время, в течение которого тринистор в каждом полупериоде сетевого напряжения открывается, при указанных на схеме номиналах конденсатора С1 и резистора R1 можно изменять в пределах от 0,1 с до нескольких секунд. Таким образом, электронный узел сварочного аппарата представляет собой сочетание формирователя мощного токового импульса и реле времени, определяющего длительность этого импульса.
Сварочный ток в импульсе может достигать 1500…2000 А в зависимости от материала и толщины свариваемых деталей. Потребляемый от сети ток не превышает 8 А.
Цепь R3C2 предназначена для гашения искр между контактами К1.1—К1.3 и уменьшения создаваемых помех. Лампа накаливания EL1 мощностью 60 или 75 Вт на напряжение 220 В служит для обеспечения более устойчивой работы тринистора при значительной индуктивности обмотки реле К1. Диод VD1 предотвращает возможность появления отрицательного напряжения на управляющем переходе тринистора.
В качестве реле в блоке использован магнитный пускатель ПМЕ-071 МВУХЛЗ АСЗ с обмоткой на переменное напряжение 220 В и тремя парами рабочих контактов. Тринистор установлен на медном теплоотводящем крепёжном уголке с полезной площадью поверхности около 8 см2. Конденсаторы С1, С2 — любого типа, причём С2 следует выбрать
на номинальное напряжение не менее 630 В. Переменный резистор R2 — любой, с линейной характеристикой
Сварочный трансформатор Т1 переделан из лабораторного регулировочного ЛАТР-9 (РНШ) Его обмотка содержит 266 витков провода диаметром 1 мм. Движок и контактный ролик де-
монтируют, свободную от изоляции контактную дорожку на обмотке очищают от пыли, покрывают лаком, после чего обмотку изолируют лакотканью. Выводы от обмотки, которая будет служить первичной, выполняют гибким изолированным проводом сечением 1,5…2 мм2.
Вторичную обмотку наматывают многопроволочным медным проводом сечением по меди не менее 80 мм2 в теплостойкой наружной изоляции. Число витков — 3.
Электронный блок размещён в нижнем отсеке корпуса сварочного аппарата (рис. 2). На боковую панель выведена ручка регулирования длительности токового импульса, проградуированная в секундах.
Информацию о многих отсутствующих в статье аспектах конструкции, о работе и эксплуатации сварочных аппаратов можно найти в книге Геворкяна В. Т. «Основы сварочного дела» (М.: Высшая школа, 1991).
Правильно собранный аппарат, как правило, не требует налаживания, необходимо только отградуировать шкалу регулятора выдержки времени R2. Здесь, однако, уместно заметить, что временные границы этой шкалы сильно зависят от параметров применённого в аппарате экземпляра тринистора VS1. Поэтому в отдельных случаях может оказаться целесообразной подборка более подходящего экземпляра тринистора и конденсатора С1.
Перед тем как начать сварку подготовленных деталей, следует предварительно опытным путём определить оптимальную длительность сварочного импульса для каждого сочетания их толщины и материала. При слишком коротком импульсе соединение будет непрочным, а при излишне длинном — не исключён сквозной прожог деталей.
Аппарат позволяет сваривать проволоку диаметром до 3 мм стальную и
из нержавеющей стали, медную лужёную — до 2 мм, стальные листы — толщиной до 1,1 мм.
Вид на аппарат спереди—сверху представлен на рис. 3.
Следует иметь в виду, что сварка часто сопровождается искрами из точки контакта металлов, поэтому
необходимо ознакомиться с правилами техники безопасности и строго их соблюдать. Работать с аппаратом можно только в негорючей одежде, в рукавицах и с защитной маской на лице.
Сварка сопротивлением
Два металлических куска можно сварить вместе, пропустив через них большой ток от 1000 до 100000 А. Эти части сжимаются между двумя электродами сварочного аппарата. Выработка тепла в сварочном аппарате
.H = I 2 RT Джоулей
Где
I = ток в амперах
R = Сопротивление между двумя частями
T = Время, в течение которого текущий поток (в секундах)
Так как между двумя металлическими деталями должно быть сопротивление току, в котором выделяется большая часть сварочного тепла.Это значение сопротивления свариваемого металла, сталь имеет высокое сопротивление, поэтому тепло при сварке легко выделяется, в то время как алюминий имеет низкое сопротивление, поэтому тепло при сварке труднее получить.
Виды контактной сварки
Различают следующие виды контактной сварки.
Точечная сварка
Это делается путем зажима двух или более металлических частей в виде листа. Когда мы свариваем два листа, мы помещаем эти детали между двумя сварочными электродами, наконечники электродов сделаны из меди, сварочный ток зависит от толщины и состава листов.
Стыковая сварка
При этой сварке один стержень удерживается в неподвижном зажиме, а другой — в подвижном зажиме. Две планки собраны вместе, как показано на рисунке. Нагревательный (сварочный) ток вырабатывается через сварочный трансформатор для повышения температуры работы, когда детали свариваются, зажим зажима освобождается. Этот вид сварки применяется для сварки труб, проволоки и железнодорожных путей.
Сварка швов
При этом типе сварки перекрывающиеся листы металла свариваются либо по непрерывной линии, перемещая листы между двумя электродными колесами, через которые сварочный ток течет с короткими или длинными интервалами.
Проекционная сварка
При сварке выступами мы используем электроды внутри стрелки для передачи тепла. Тепло выделяется обоими электродами в том месте, где требуется сварка одновременно. Сварка с выступом показана на следующем рисунке.
Таймер последовательности
Для управления машиной для точечной сварки таймер последовательности должен измерять время сварки в четыре этапа, как показано на данном рисунке.
Сначала замыкается ножной переключатель, и время сжатия не позволяет электродам создавать нужное давление на обрабатываемую деталь.Время сварки — это время, в течение которого течет сварочный ток, после того, как сварочный ток прекращается, электроды продолжают оказывать давление на металлические детали в течение времени выдержки, в течение которого сварной шов становится твердым. Наконец, электроды уменьшают давление на металлические детали отдельно друг от друга.
Как используются ток давления и время при контактной сварке?
Давление, сила тока и время (PCT) — это основные функции, выполняемые сварщиком сопротивлением.Эти функции управляются или инициируются контроллером сварки. Он инициирует каждый шаг, когда получает команду начать процесс сварки, поступая от педального переключателя или ПЛК автоматизации. Контроллер учитывает время для каждого шага и контролирует текущую амплитуду. В упрощенном виде это сжатие, сварка и удержание. Последовательность сжатия позволяет системе давления создавать усилие, сдерживающее сварной шов. Функция сварки — это фактический ток, который полностью контролируется контроллером сварки.Он регулирует амплитуду и время протекания тока. Удержание — это период, который позволяет сварному шву остыть и затвердеть под действием силы. Контроллер регулирует это время.
При сварке на переменном токе время измеряется циклами. Среднечастотное оборудование (MFDC) измеряет время в миллисекундах. Это измерение времени применяется к функциям сжатия, сварки и удержания. Текущий сегмент измеряется в% тепла на многих устройствах переменного тока, но многие новые устройства измеряют ток в амперах.Контроллеры MFDC измеряют в амперах.
Контроллер не регулирует силу в большинстве систем. Он подает сигнал на клапан или соленоид, который запускает приложение силы цилиндром или сервоприводом. В некоторых случаях контроллер получает обратную связь о том, что сила достигла заранее определенного значения, прежде чем он позволяет инициировать сварочный ток.
Функция удержания предназначена для того, чтобы сварочный стержень затвердел под действием силы. Если усилие снять слишком рано, это приведет к образованию пустот и трещин или отсутствие сварного шва.В некоторых случаях дополнительная сила прилагается для ковки детали во время удержания для усиления сварного соединения. Схема кузницы показана выше.
Есть много вариантов для РСТ. Система управления сваркой может выполнять предварительный нагрев, последующий нагрев, отпуск, штамповку, пульсирование, повторение и многие другие функции, мониторинг, хранение данных и обратную связь.
Артикул:
Руководство по резистивной сварке RWMA, 4-е издание
Обзор контактной сварки
Параметры при контактной сварке
Принцип контактной сварки — это закон Джоулева нагрева, при котором тепло Q выделяется в зависимости от трех основных факторов, выраженных в следующей формуле:
где I — ток, проходящий через комбинацию металлов, R — сопротивление основных металлов и границ раздела контактов, а t — продолжительность / время протекания тока.
Принцип кажется простым. Однако, когда это происходит в реальном процессе сварки, существует множество параметров, некоторые исследователи определили более 100, чтобы повлиять на результаты контактной сварки. Чтобы получить систематическое представление о технологии контактной сварки, мы провели множество экспериментальных испытаний и суммировали наиболее важные параметры по следующим восьми типам:
1) Сварочный ток
Максимальный сварочный ток важный параметр при контактной сварке, который определяет тепловыделение в квадрате, как показано в формуле.Размер сварочного шва быстро увеличивается с увеличением сварочного тока, но слишком высокий ток приведет к вытеснению и повреждению электрода. На приведенном ниже рисунке показаны типичные типы сварочного тока, применяемого при контактной сварке, включая однофазный переменный ток (AC), который до сих пор наиболее широко используется в производстве, трехфазный постоянный ток (DC), разряд конденсатора (CD) и недавно разработанный преобразователь средней частоты постоянного тока. Обычно среднеквадратичные (RMS) значения сварочного тока используются в настройках параметров машины и контроле процесса.Поиск оптимального сварочного тока и времени для каждого отдельного сварочного процесса зачастую является утомительной работой инженеров-сварщиков.
2) Время сварки
Тепловыделение прямо пропорционально времени сварки. Из-за передачи тепла от зоны сварного шва к основным металлам и электродам, а также из-за потерь тепла от свободных поверхностей в окружающую среду для выполнения сварного шва потребуется минимальный сварочный ток, а также минимальное время сварки. . Если сварочный ток слишком низкий, простое увеличение времени сварки не приведет к сварке.Когда сварочный ток достаточно высок, размер сварочного шва увеличивается с увеличением времени сварки, пока он не достигнет размера, аналогичного площади контакта наконечника электрода. Если время сварки увеличится, произойдет вытеснение или, в худшем случае, электрод может прилипнуть к заготовке.
3) Сварочное усилие
Сварочное усилие влияет на процесс контактной сварки за счет своего влияния на контактное сопротивление на границах раздела и на контактной площади из-за деформации материалов.Заготовки должны быть сжаты с определенной силой в зоне сварки, чтобы обеспечить прохождение тока. Если сварочное усилие слишком низкое, выталкивание может произойти сразу после включения сварочного тока из-за того, что контактное сопротивление слишком велико, что приводит к быстрому тепловыделению. Если сварочное усилие велико, площадь контакта будет большой, что приведет к низкой плотности тока и низкому контактному сопротивлению, что уменьшит тепловыделение и размер сварочного шва. При сварке выступами сила сварки вызывает схлопывание выступа в заготовке, что изменяет площадь контакта и, следовательно, сопротивление контакта и плотность тока.Это дополнительно влияет на выделение тепла и результаты сварки.
4) Сопротивление контакта
Сопротивление контакта на границе раздела сварных швов является наиболее важным параметром, связанным с материалами. Однако он очень динамично взаимодействует с параметрами процесса. На рисунке ниже показано измеренное контактное сопротивление низкоуглеродистой стали при различных температурах и различных давлениях. Замечено, что контактное сопротивление обычно уменьшается с повышением температуры, но имеет локальный гребень около 300 ° C, и оно уменьшается почти пропорционально с увеличением давления.Все металлы имеют шероховатую поверхность в микромасштабе. Когда усилие сварки увеличивается, контактное давление увеличивается, в результате чего увеличивается реальная площадь контакта на границе раздела из-за деформации неровностей шероховатой поверхности. Следовательно, контактное сопротивление на границе раздела уменьшается, что снижает тепловыделение и размер сварного шва. На металлических поверхностях также присутствуют оксиды, водяной пар, масло, грязь и другие загрязнения. При повышении температуры некоторые поверхностные загрязнения (в основном на водной и масляной основе) сгорают в течение первых двух циклов, а металлы также размягчаются при высоких температурах.Таким образом, контактное сопротивление обычно уменьшается с повышением температуры. Несмотря на то, что контактное сопротивление имеет наибольшее влияние только в первой паре циклов, оно имеет решающее влияние на распределение тепла из-за начального тепловыделения и распределения.
5) Свойства материалов
Практически все свойства материалов изменяются с температурой, что увеличивает динамику процесса контактной сварки. Удельное сопротивление материала влияет на тепловыделение.Теплопроводность и теплоемкость влияют на теплопередачу. В таких металлах, как серебро и медь, с низким удельным сопротивлением и высокой теплопроводностью, даже при высоком сварочном токе выделяется мало тепла, а также он быстро отводится. Их довольно сложно сваривать контактной сваркой. С другой стороны, они могут быть хорошим материалом для электродов. При сварке разнородных металлов больше тепла будет выделяться в металле с более высоким удельным сопротивлением. Это следует учитывать при проектировании сварных деталей при сварке выступами и выборе формы электродов при точечной сварке.Твердость материала также влияет на сопротивление контакта. Более твердые металлы (с более высоким пределом текучести) приведут к более высокому контактному сопротивлению при том же сварочном усилии из-за того, что шероховатости поверхности труднее деформировать, что приведет к меньшей реальной площади контакта. Электродные материалы также используются для влияния на тепловой баланс при контактной сварке, особенно для соединения легких и цветных металлов.
6) Покрытия поверхностей
Большинство покрытий поверхностей применяется для защиты от коррозии или в качестве основы для дальнейшей обработки поверхности.Эти поверхностные покрытия часто усложняют процесс сварки. В зависимости от типа покрытия поверхности необходимо производить особую настройку параметров процесса. Некоторые поверхностные покрытия вводятся для облегчения сварки сложных комбинаций материалов. Эти поверхностные покрытия специально подобраны для обеспечения теплового баланса на границе раздела сварных швов. Большинство поверхностных покрытий будет выдавлено во время сварки, некоторые останутся на границе раздела сварного шва в виде припоя.
7) Геометрия и размеры
Геометрия и размеры электродов и деталей очень важны, так как они влияют на распределение плотности тока и, следовательно, на результаты контактной сварки.Геометрия электродов при точечной сварке контролирует плотность тока и получаемый размер сварочного шва. Для металлических листов разной толщины требуются разные сварочные токи и другие настройки параметров процесса. Конструкция локальной проекционной геометрии деталей имеет решающее значение при сварке выступами, которую следует учитывать вместе со свойствами материала, особенно при соединении разнородных металлов. В принципе, рельеф или выступ следует размещать на материале с более низким удельным сопротивлением, чтобы получить лучший тепловой баланс на границе раздела сварного шва.
Узнайте больше о проектировании сварных швов>
8) Характеристики сварочного аппарата
Электрические и механические характеристики сварочного аппарата существенно влияют на процессы контактной сварки. Электрические характеристики включают динамическое время реакции сварочного тока и магнитные / индуктивные потери из-за размера сварочного окна и количества магнитных материалов в горловине. Время нарастания сварочного аппарата может быть очень критичным при контактной сварке сопротивлением, так как общее время сварки часто бывает очень коротким.Магнитные потери при точечной сварке являются одним из важных факторов, которые необходимо учитывать при управлении технологическим процессом. Механические характеристики включают скорость и ускорение следящего за электродом, а также жесткость погрузочной рамы / рычагов. Если слежение за электродом слишком медленное, при сварке выступами может легко произойти выброс. На приведенном ниже рисунке показаны измеренные параметры процесса сварки выступом, которые включают динамические кривые сварочного тока, сварочного усилия и смещения электрода, где резкое движение соответствует схлопыванию выступа в заготовке.
Основы точечной сварки
Соединение двух или более отдельных свариваемых металлов с целью производства одного компонента для определенной цели.
Термин «точечная сварка» является синонимом «контактной сварки».
Этот процесс достигается за счет короткого замыкания электрического источника через стопку свариваемых металлов, чтобы под действием приложенной силы привести металлы в расплавленное состояние, чтобы металлы сплавлялись друг с другом.Этот процесс не требует наполнителя.
Тепло, вызывающее плавление металлов, является производной от электрического сопротивления металлов и их стыковочных поверхностей (в микроомах), разделенного на переменное выходное напряжение электрического источника для создания «сварочного тока». Электрическое сопротивление металлов обычно постоянно. Электрическое сопротивление соединительной поверхности определяется приложенной силой на электродах и оксидами или загрязнениями на детали и электродах.
Управление этим процессом обычно достигается с помощью электронной системы управления с микропроцессорным управлением. Все функции точно управляются через этот «Контроль сварки».
Стандартные функции управления
Время сжатия
Время, отведенное подвижному электроду, чтобы войти в контакт с изделием и развить необходимое сварочное усилие. Программируется в циклах. (1 цикл = 1/60 секунды)
Время сварки
Начинается автоматически по истечении времени сжатия.Время, отведенное электрическому источнику для «короткого замыкания» или «проведения» через стопку свариваемых металлов под действием приложенной силы. Программируется в циклах. (1 цикл = 1/60 секунды)
Percent Heat или Percent Current
Во время «Weld Time» выход электрического источника определяется этой настройкой. Большее число означает больший нагрев или «более горячие швы».
Время выдержки
Начинается автоматически по истечении времени сварки. Время, отведенное для того, чтобы подвижный электрод оставался под действием силы по отношению к изделию перед втягиванием.Программируется в циклах. (1 цикл = 1/60 секунды)
Off Time
Начинается автоматически по истечении времени удержания. Время, отведенное для того, чтобы подвижный электрод оставался втянутым. По истечении этого времени система управления сваркой автоматически повторно инициирует график сварки. Эта функция синхронизации используется только тогда, когда «Переключатель повтора» включен. Программируется в циклах. (1 цикл = 1/60 секунды)
Компоненты для контактной сварки, электроды для контактной сварки, датчики силы, держатели, стержни из сплава, стержни из медного сплава, инструменты для контактной сварки, сварочные трансформаторы, охладители, сварочные устройства, мониторы сварки, LVDT, Кабели, шунты
Сварочные детали
Устройства управления контактной сваркой
КомпанияStandard Resistance Welder Company может поставить широкий спектр устройств управления контактной сваркой, от простого таймера на 1 А до комбинированных полупроводниковых устройств управления.Важно, чтобы элементы управления и приложение правильно соответствовали друг другу.
- AC, DC
- Однофазный
- Трехфазный
- Полуволновые преобразователи частоты,
- Среднечастотные средства управления сваркой.
Чтобы получить дополнительную информацию об элементах управления или разместить заказ, позвоните в наш отдел продаж по телефону 1-800-365-9943.
Сварочные трансформаторы
Standard Resistance Welder Company может поставить все типы сварочных трансформаторов мощностью от 5 до 750 кВА однофазных и от 50 до 1000 кВА трехфазных.Мы также предлагаем услуги по перемотке трансформаторов.
- Тип приспособления Трансформатор для приспособлений для многоточечной сварки
- Тип аппарата Трансформаторы для прессовых, шовных или сварочных аппаратов с коромыслом.
- Блок питания преобразователя для роботизированных приложений
- Однофазный или трехфазный источник питания постоянного тока для контактной сварки и нагрева
- Отводные переключатели для регулирования выходного напряжения для трансформаторов контактной сварки
- Заземляющие реакторы для защиты от поражения электрическим током, доступны в несколько типоразмеров и диапазонов напряжения
- Измерители импеданса для уравновешивания вторичных сварочных токов в машинах для многоточечной сварки.
- Трансформаторы типа Transgun / Robot для роботов или многоточечных приспособлений. Номинальная мощность от 20 до 100 кВА
- Трансформаторы переносного пистолетного типа для использования с переносными сварочными пистолетами или дистанционными роботами-пистолетами.
Держатели
Кабели и шунты
LVDT
Основы LVDT — Что такое LVDT? Как работает LVDT? (pdf)
Технические характеристики и размеры (pdf)
Манометры
Технические характеристики и размеры манометра (pdf)
Устройство для проверки сварных швов
- Устройство для проверки сварных швов
- Ручные устройства для проверки сварных швов
- Ручные устройства для проверки сварных швов
Мониторы сварки
Мониторы сварки
Высокоточные «миниатюрные» мониторы сварных швов
Нажмите здесь, чтобы связаться с нами для получения дополнительной информации
Когда контактная сварка достигает точки
Известная как признанный лидер на рынке роботизированной сварки, Yaskawa не новичок в тонкостях автоматизации дуговой сварки.Прочный и надежный процесс дуговой сварки с использованием промышленных роботов эволюционировал за последние несколько десятилетий, эффективно удовлетворяя разнообразные производственные потребности. Хотя этот общий метод соединения металлических частей вместе создает невероятно прочные детали с множеством гибких возможностей, он также имеет свои компромиссы.
Нельзя обойти стороной тот факт, что автоматизация дуговой сварки использует много расходных материалов, таких как проволока и газ. Несмотря на то, что этот тип клеевого соединения является эффективным, он выводит на новый уровень потенциально опасные материалы наряду с продолжающимися расходами на расходные материалы.Кроме того, процесс роботизированной дуговой сварки создает очень высокий уровень ультрафиолетовых лучей, что требует определенных мер безопасности.
Эти причины, помимо потенциально длительного времени цикла и требований к толщине металла, заставляют задуматься о том, может ли быть лучший метод сварки для определенных задач.
Точечная сварка
Наполеон Хилл, один из первых торговцев мотивацией середины 1900-х годов, говорил: «Из сопротивления рождается сила». Эта поговорка, возможно, не принесла никому так быстро, как обещал Хилл, но в сегодняшней сварке много правды.
Сварка сопротивлением, а именно «точечная сварка», уже много лет является популярным решением для соединения металлов для автомобильных и других производителей. Осуществляется путем пропускания электрического тока между слоями металла при приложении давления, этот метод создает прочную металлическую связь, называемую «самородком», в момент выполнения. Его также можно модифицировать, используя электроды в форме колеса, которые проходят вдоль шва для получения более длинного сварного шва. Несмотря на простоту по своей природе, этот метод обеспечивает определенные приложения с большими преимуществами:
Экономически эффективный
Поскольку при точечной сварке не используются присадочный металл или защитный газ, стоимость сварного шва и вес быстро снижаются за счет ограничения расходных материалов.И наоборот, при дуговой сварке расходуются сопла и наконечники горелок. При контактной сварке у точечного пистолета будут наконечники, которые можно заправить, чтобы восстановить их несколько раз, прежде чем их нужно будет заменить.
Обычно детали, используемые для точечной сварки, штампуются, что обычно более доступно, чем обработанные детали. Использование штампованных деталей также добавляет еще один уровень согласованности в процесс, способствуя экономии затрат. Стоимость систем дуговой и точечной сварки довольно сравнима, но обе они намного дешевле, чем лазерные альтернативы.
Безопаснее
Методы дуговой сварки, такие как сварка MIG или TIG, создают большое количество ультрафиолетового излучения, которое повреждает кожу и глаза. Пользователи должны защищаться от этого с помощью средств защиты глаз, например, сварочного кожуха. Дуговые завесы вокруг сварщиков и роботов считаются вторичной защитой, и на них не следует полагаться для обеспечения полной безопасности при наблюдении за сварным швом в действии.
Хотя при точечной сварке образуется некоторое количество искр, они намного меньше, чем при сварке MIG, которая потенциально может прожечь отверстия в некоторых материалах.В целом, меры безопасности можно упростить, так как не нужно уменьшать вспышку дуги, а также контролировать такое же количество искр и брызг.
Очиститель
При точечной сварке по своей природе гораздо меньше сварочных брызг, которые могут загрязнить отделку детали и пол рабочей камеры. Точно так же резко сокращается количество паров, а также сводится к минимуму задымление. С другой стороны, брызги дуговой сварки могут вызвать проблемы с внешним видом детали или иметь дело со страшными «ягодами сварки», которые могут вечно дребезжать в закрытой детали.
Эстетика при точечной сварке остается неизменной и чистой, тогда как при дуговой сварке создание красивого сварного шва порой может быть сложной задачей. Все детали, сваренные точечной сваркой, являются двухслойными, и сварной шов по существу скрыт внутри корпуса детали, а не образует хорошо заметный шов.
Кроме того, сварочный таймер будет сопоставим по размеру и требованиям к подключению с источником питания для дуговой сварки. Тем не менее, цилиндр с проволокой и кабелепровод внутри рабочего отсека больше не понадобятся, а грязную развертку иногда можно заменить приспособлением для наконечника для точечного пистолета.
Согласованный
Детали, сваренные точечной сваркой, подвергаются меньшей деформации из-за меньшего тепловложения и имеют очень высокую повторяемость. Детали также обычно имеют меньший вес, так как они могут быть полыми после объединения двух штампованных деталей. Металлургия присадочного металла не требует рассмотрения, что делает процесс относительно похожим для разнородных деталей.
Быстрее
Типичное время сжатия при точечной сварке занимает всего короткую долю секунды, и робот может очень быстро перемещаться с места на место.Не требуется подготовка поверхности, к которой может быть чувствительна дуговая сварка. Скорость движения горелки MIG ограничена присадочным металлом, подводимой теплотой и другими параметрами. Хотя некоторые процессы ручной дуговой сварки может быть очень трудно автоматизировать в зависимости от доступности и размера детали, почти каждое приложение точечной сварки можно автоматизировать. В целом возможное время изготовления детали можно сократить почти вдвое с помощью метода точечной сварки.
Вызовы
Самая большая проблема при точечной сварке заключается в том, что свариваемая деталь должна быть рассчитана на точечную сварку, чтобы точечный пистолет имел удобный доступ к обеим сторонам детали для подачи надлежащего тока и давления.Точно так же толщина металла обычно ограничивается примерно 3 мм на лист.
Некоторые детали никогда не подходят для точечной сварки, в зависимости от их толщины и требуемой прочности на сдвиг. Кроме того, части, которые должны быть полностью герметизированы (резервуары для жидкости, детали, работающие под давлением и т. Д.), Нельзя сваривать точечной сваркой. Иногда клей и герметик могут способствовать повышению жесткости и прочности детали, но это добавляет дополнительный этап в процесс.
Точечная сварка требует иного опыта, чем дуговая сварка, хотя в целом она проще.Но, несмотря на интеллектуальность современного программного обеспечения для роботов, оно не может заменить конструкцию и исполнение, которые должным образом обученный инженер-сварщик может предложить с любой системой.
Резюме
Для деталей большого объема, которые можно штамповать, точечная сварка может быть идеальным решением. Это может снизить стоимость, вес и время цикла, одновременно повышая безопасность, единообразие, эстетику и чистоту с помощью надлежащей системы. Это еще один инструмент автоматизации в пресловутом арсенале инструментов для повышения конкурентоспособности и завоевания будущего!
вариантов точечной сварки | Металлургия
Сварочный ток, время протекания тока и давление электрода считаются основными параметрами точечной контактной сварки.Для получения качественных сварных швов в большинстве металлов эти параметры должны находиться в очень узких пределах.
Переменная № 1. Сварочный ток:Размер самородка сварного шва и факт того, будет ли он образовываться, зависят от того, какое тепло выделяется быстрее, чем оно рассеивается за счет теплопроводности. Таким образом, сварочный ток является наиболее важной переменной.
Оба переменного тока и d.c. используются для точечной, шовной и выступающей сварки. В большинстве приложений используется однофазный.c. частоты сети, то есть 50 герц. Однако d.c. используется в приложениях, где требуется сильный ток и нагрузка может быть сбалансирована на трехфазной линии питания. Кроме того, в машинах постоянного тока скорость нарастания и спада тока может быть запрограммирована в соответствии с требованиями. Период нарастания тока или нарастания и период спада тока или спада тока можно запрограммировать с помощью электронных систем управления.
Контроль наклона вверх помогает избежать перегрева и выброса расплавленного металла в начале сварочного шва, так как сопротивление поверхности раздела в это время велико.Нисходящий наклон помогает контролировать затвердевание сварных швов, чтобы избежать трещин в сварных деталях, особенно в металлах, склонных к закалке и горячему разрыву.
Для точечной сварки низкоуглеродистых сталей подходящую плотность тока для цикла сварки с частотой 10 Гц (0,2 с) можно определить следующим соотношением:
Плотность тока (I d ) = 192 + ke- t A / мм 2 … .. (12.1)
где,
t = толщина листа, мм
k = константа, равная 480 для мягкой стали,
e = постоянная, 2.718.
Фактическая величина тока, необходимого для данного металла, обратно пропорциональна его электрическому и тепловому сопротивлению. Вот почему медь практически невозможно сваривать, поскольку сопротивление интерфейса не может быть намного выше, чем сопротивление вторичной цепи.
Иногда эту трудность преодолевают путем размещения прокладки из сплава с высоким удельным сопротивлением и низкой температурой плавления между медными пластинами; но тогда этот процесс называют пайкой сопротивлением.В качестве альтернативы можно использовать электроды с высоким электрическим и тепловым сопротивлением, которые ограничивают поток тепла от детали через электроды.
Когда требуется более точный контроль тока, например, при сварке алюминия и магния, используется трехфазный сварочный аппарат. Эти машины могут обеспечивать медленно растущий, а не быстро растущий фронт волны. Также может быть получена модулированная задержка вторичного тока, как показано на рис. 12.5. Это помогает предотвратить образование трещин при охлаждении.
Точный контроль сварочного тока — залог успеха контактной сварки. Следовательно, органы управления должны регулировать величину тока, его форму волны, время и остальную часть цикла сварки. Чем точнее контролируются эти параметры, тем лучше стабильность сварных швов.
Переменная № 2. Время сварки:Время точечной сварки относительно невелико и обычно составляет от 2 до 100 герц при питании от сети 50 герц.Точечная сварка может быть выполнена на двух листах из низкоуглеродистой стали толщиной 1,5 мм за 12–13 циклов при использовании источника питания 50 Гц.
Время протекания тока, т.е. время сварки, регулируется электронными, механическими, ручными или пневматическими средствами. Таймеры могут быть синхронными или несинхронными. Несинхронные — это те, которые запускают и останавливают поток сварочного тока в любое желаемое время по отношению к форме волны напряжения, то есть размыкание и замыкание контактора не обязательно синхронизировано с формой волны линейного напряжения.Это может повлиять на переменный ток. частота в пределах ± 1 цикл. Есть много некритических применений, в которых такое небольшое отклонение не оказывает сколько-нибудь значительного влияния на качество сварного шва.
Переменная № 3. Регулировка давления:Приложение давления через электрод к заготовкам обеспечивает замыкание электрической цепи. Сила прикладывается гидравлическими, пневматическими, магнитными или механическими средствами. Оказываемое давление зависит от площади контакта электрода с изделием.
Приложение давления выполняет ряд функций, например:
(i) Приносит детали в тесный контакт,
(ii) Уменьшает начальное контактное сопротивление на интерфейсах,
(iii) Подавляет выброс металла между деталями,
(iv) Объединяет расплавленный металл в самородок прочного сварного шва.
Величина оказываемого давления зависит от свариваемого металла. Мягкие металлы могут сплющиваться под давлением электрода, что приведет к неудовлетворительному сварному шву или, по крайней мере, испортит внешний вид изделия.Таким образом, помимо сварочного тока давление зажима и сжатия должно зависеть от основного материала, его толщины и типа используемого сварочного тока.
Большинство черных металлов сваривают при постоянном давлении, но лучшие результаты получаются при приложении переменного давления для металлов с высокой проводимостью и низким удельным сопротивлением. Во время сварки (или нагрева) может потребоваться более высокое давление ковки, чтобы получить звук, а не поверхностный сварной шов.Чтобы избежать выталкивания металла, важно, чтобы детали были прижаты друг к другу под высоким давлением после того, как требуемая зона достигнет температуры плавления.
Давление, используемое для точечной сварки низкоуглеродистой стали, составляет более 70 Н / мм 2 площади электрода. Однако материалы с высокой прочностью и, в частности, с более высокой прочностью при повышенных температурах требуют силы электродов, во много раз превышающей требуемую для мягкой стали. Но нелегко обобщить давление, необходимое для успешной сварки различных металлов, поскольку часть приложенного усилия используется для сжатия деталей вместе, а также для перемещения сварочной головки.