


Универсальные выпрямители
Универсальные выпрямители применяют при ручной и автоматической сварке, сварке под флюсом и в защитных газах. Области применения этих выпрямителей обеспечиваются их внешними характеристиками, которые могут быть как крутопадающими, так и жесткими пологопадающими.
Источники питания серии ВДУ обеспечивают плавное регулирование выходных тока и напряжения, стабилизацию напряжения при изменениях напряжения сети. Выпрямители серии ВДУ имеют однокорпусное исполнение, принудительное охлаждение и емкостный фильтр от помех радиоприему, создаваемых при сварке.
Упрощенная принципиальная схема выпрямителя ВДУ-504 представлена на рис. 4.11.
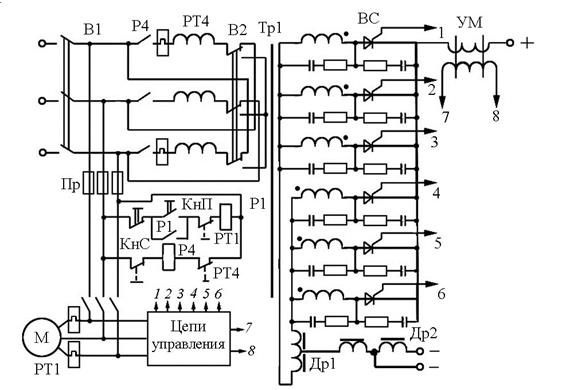
Рис. 4.11. Принципиальная схема выпрямителя ВДУ-504
Основой выпрямителя является понижающий трансформатор, имеющий одну первичную и две вторичные обмотки, соединенные в две обратные «звезды» через уравнительный реактор Др
В цепь выпрямленного тока встроен линейный дроссель Др2 для сглаживания пульсации тока и уменьшения разбрызгивания. У дросселя имеются два вывода. Первый вывод соответствует большей индуктивности и его используют при работе с ВАХ падающей формы и в первом диапазоне жестких ВАХ; второй – во втором диапазоне жестких ВАХ.
В состав выпрямителя входит блок фазового управления тиристорами. В качестве датчика сварочного тока используется усилитель УМ на тороидальных сердечниках. Через окно сердечника проходит провод, по которому идет выпрямленный сварочный ток. Этот провод является обмоткой управления магнитного усилителя. Рабочие обмотки магнитного усилителя включены последовательно с однофазным выпрямительным мостом на вторичное напряжение вспомогательного трансформатора. Сигнал обратной связи, пропорциональный сварочному току, снимается с резистора, включенного на входе выпрямительного моста. Таково устройство блока обратной связи по току и напряжению (БОСТиН).
Для выпрямителей на токи более 1000 А рациональна установка ти-ристорного регулятора в первичной цепи трансформатора подобно тому, как это было выполнено в конструкции тиристорного трансформатора (разд. 3.3). При этом снижается коммутируемый тиристорами ток, что позволяет использовать маломощные массовые тиристоры без их параллельного соединения.
и генераторы
Общие сведения
Для сварки на постоянном токе источниками питания могут служить также электромашинные сварочные преобразователи, сварочные агрегаты и генераторы, которые должны удовлетворять требованиям, регламентируемым следующими стандартами: ГОСТ 7237-82 «Преобразователи постоянного тока для дуговой сварки», ГОСТ 2402-82 «Агрегаты сварочные с двигателями внутреннего сгорания» и ГОСТ 304-82 «Генераторы постоянного тока для дуговой сварки».
Сварочный преобразователь состоит из генератора постоянного тока и приводного асинхронного короткозамкнутого электродвигателя, сварочный агрегат – из генератора и двигателя внутреннего сгорания. При этом ротор приводного двигателя и якорь генератора расположены на общем валу, двигатель и генератор имеют общий корпус и представляют единую конструкцию.
Сварочные преобразователи бывают однопостовыми и многопостовыми. Многопостовые преобразователи имеют жесткую внешнюю характеристику и применяются для централизованного одновременного питания током нескольких постов для ручной дуговой сварки. Однопостовые преобразователи, используемые для ручной дуговой сварки и автоматической сварки под флюсом, изготавливают с падающей внешней характеристикой, а используемые для механизированной и автоматической сварки в защитных газах – с жесткими внешними характеристиками.
Сварочные агрегаты применяются для работы в полевых условиях. Генератор и двигатель внутреннего сгорания (бензиновый или дизельный) монтируются на общей раме без колес, на катках, колесах, в кузове автомашины и на базе трактора.
Основным элементом всех машинных источников питания являются сварочные генераторы.
Все сварочные генераторы имеют свои конструктивные особенности, т.к. почти каждая фирма, выпускающая сварочное оборудование, имеет свою собственную конструкцию, которая отличается от других тем или иным исполнением обмоток, регулирующих устройств и т.д. Вместе с тем их можно классифицировать – объединить в группы по ряду общих признаков.
Прежде всего, по конструктивным особенностям и различиям в способах получения и регулирования постоянного сварочного тока сварочные генераторы разделяют на коллекторные и вентильные сварочные генераторы.
По форме внешних характеристик сварочные генераторы подразделяют на три группы:
– с падающей внешней характеристикой;
– с жесткой внешней характеристикой;
– с универсальной характеристикой (можно получать как жесткие, так и падающие внешние характеристики).
Генераторы постоянного тока для дуговой сварки изготавливаются на номинальные сварочные токи 125, 160, 250, 315, 400, 500 и 1000 А при номинальном рабочем напряжении от 25 до 40 В.
Для питания стационарных постов чаще всего используются коллекторные генераторы.
Основными элементами сварочного коллекторного генератора постоянного тока (рис. 5.1, а) являются; статор с корпусом, четырьмя основными магнитными полюсами и обмотками возбуждения; якорь с сердечником, в пазах которого уложена размагничивающая обмотка; коллектор, набранный из медных изолированных пластин; четыре токосъемных щетки, а также выводные клеммы.
Принцип преобразования механической энергии вращения якоря в электрическую энергию сварочного тока основан на явлении электромагнитной индукции, в соответствии с которым при движении в магнитном поле с индукцией В проводника длиной L со скоростью
При пропускании тока по обмоткам возбуждения в магнитной системе генератора возникает магнитный поток Ф, который замыкается по железу статора и якоря. Если привести во вращение якорь, то активные проводники его обмотки будут пересекать магнитные силовые линии потока, и, следовательно, в каждом из них будет возникать единичная ЭДС – e1-e4. Направление единичных ЭДС можно определить, воспользовавшись правилом «правой руки». При вращении якоря единичная ЭДС меняется как по величине, так и по направлению (рис. 5.1, в). У четырехполюсного генератора полный период изменения ЭДС приходится на половину оборота вращения якоря. Для уменьшения пульсации ЭДС полюсным наконечникам придают форму, обеспечивающую постоянство потока в зазоре между полюсом и якорем. В результате кривая ЭДС приобретает трапециидальный вид. Труднее обеспечить постоянное направление тока в нагрузке.

Рис. 5.1. Устройство коллекторного генератора: а – электромагнитная схема;
б — электрическая схема; в – изменение единичных ЭДС в обмотках якоря;
г – изменение общей ЭДС в обмотке якоря; 1 – корпус статора; 2, 3 – обмотки возбуждения; 4 – основные магнитные полюса; 5 – обмотка якоря; 6 – якорь;
7 – выводные клеммы; 8 – токосъемный механизм; 9 – коллектор;
Для этой цели и предназначено коллекторно-щеточное устройство. Для момента, изображенного на рис. 5.2, а, ЭДС всех проводников на участке между пластинами П1 и П3коллектора совпадают по направлению, вызывая ток в нагрузке в направлении, показанном стрелкой. Поэтому для получения максимальной суммарной ЭДС щетки щ1 и щ2 устанавливают именно так, как это показано
на рис. 5.2, а. Этот момент на рис. 5.2, в соответствует интервалу θ1—θ2. С момента θ2сменится направление ЭДС е1 и е3. Но под щеткой щ1 к этому моменту уже окажется пластина П2, поэтому ток от щетки
 , (5.1)
, (5.1)
где N – число активных проводников (витков) обмотки якоря; Р – число пар полюсов; а – число пар щеток; n – число оборотов якоря, Ф – магнитный поток.
При анализе работы генератора принято все постоянные величины объединять в общий коэффициент, называемый постоянной генератора:  , а ЭДС выражать более простым соотношением
, а ЭДС выражать более простым соотношением
 . (5.2)
. (5.2)
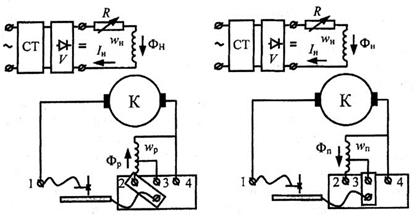
Все сварочные генераторы имеют намагничивающие обмотки возбуждения wн, которые питают либо от независимого источника через стабилизатор напряжения СТ и выпрямитель V (рис. 5.3, а, б), либо от самого генератора (рис. 5.3, в, г).
В первом случае генераторы называют генераторами с независимым возбуждением, во втором – генераторами с самовозбуждением. Намагничивающие обмотки имеют относительно большое число витков (wн = 200…500) и выполняются из тонкого провода диаметром 1,5…2,5 мм. Они располагаются на отдельных башмаках корпуса генератора. Намагничивающий ток Iн в них относительно небольшой (2…20 А) и регулируется переменным сопротивлением R.
При протекании по намагничивающей обмотке wн намагничивающего тока Iн в генераторе наводится намагничивающий магнитный поток:
 , (5.3)
, (5.3)
где Rм.н – сопротивление магнитной цепи на пути потока Фн.
При холостом ходе генератора поток Фн определяет как ЭДС генератора Ег, так и его напряжение холостого хода U0, которые можно представить зависимостью (5.2)  .
.
Изменение тока намагничивания позволяет осуществить плавное регулирование напряжения холостого хода генератора, а следовательно, и режим его работы при нагрузке.
В большинстве генераторов для дуговой сварки имеется последовательная обмотка возбуждения, включенная последовательно с дугой. Она, как правило, расположена на отдельных башмаках корпуса генератора и имеет небольшое число витков (3…5), сечение которых рассчитано по номинальному сварочному току.
Магнитный поток, наводимый последовательной обмоткой возбуждения, возникает только при нагрузке генератора. В зависимости от способа включения последовательной обмотки возбуждения, этот поток направлен либо встречно основному намагничивающему потоку Фн – тогда поток Фр и обмотка wр называются размагничивающими (рис. 5.2, а), либо согласно потоку с Фн – тогда поток Фп и обмотка wп называются подмагничивающими (рис. 5.2, б). Обмотки wр или wп секционированы. При сварке включают либо все их витки (на рис. 5.2, а это клемма 2), либо половину (на рис. 5.2, б – клемма 3). В последнем случае действие ее магнитного потока значительно ослабляется. При необходимости последовательная обмотка вообще может быть отключена (на рис. 5.2, в – клемма 4), а в некоторых генераторах она вообще может отсутствовать (рис. 5.2, г).
а) б)

в) г)
Рис. 5.2. Упрощенные электрические схемы генераторов: К – коллектор; А, В – основные щетки; С – дополнительная щетка; R – резисторы; wн, wн1, wн2 – основные намагничивающие обмотки возбуждения; wр – последовательная размагничивающая обмотка возбуждения; wп – последовательная подмагничивающая обмотка возбуждения; 1, 2, 3 и 4 – выводные клеммы генератора
При наличии в генераторе последовательной размагничивающей обмотки wр ЭДС сварочного генератора Ег с учетом (5.2) и (5.3) при условии, что Rм.р ≈ Rм.н ≈ Rм и Iр = Iд может быть определена по зависимости
 . (5.4)
. (5.4)
Тогда уравнение его внешней характеристики при условии, что внутреннее эквивалентное сопротивление Rэ.г, определяемое действием размагничивающей обмотки,  , а внутреннее активное сопротивление Rг ничтожно мало и допускается, что Ег ≈ U0, можно записать следующим образом:
, а внутреннее активное сопротивление Rг ничтожно мало и допускается, что Ег ≈ U0, можно записать следующим образом:
 . (5.5)
. (5.5)
По приведенным уравнениям следует, что вольт-амперные характеристики генераторов с размагничивающими последовательными обмотками возбуждения (см. рис. 5.2, а, в) будут крутопадающими. При отключении размагничивающей обмотки (на рис. 5.2 – клемма 4) вольт-амперная характеристика генератора становится жесткой (естественно пологопадающей), а при wp = 0. Наличие секционирования в размагничивающей обмотке позволяет ступенчато регулировать режим работы генератора. При этом возрастает кратность регулирования его тока, появляется возможность выполнять сварку на малых токах при повышенном напряжении холостого хода.
При наличии в генераторе подмагничивающей последовательной обмотки возбуждения wп (см. рис. 5.2, б) зависимость (5.5) можно записать в виде
 .
.
Изменяя число витков подмагничивающей обмотки, можно регулировать угол наклона вольт-амперной характеристики генератора.
Обычно при минимальном числе витков wп, когда выполняется равенство  , генератор имеет жесткую вольт-амперную характеристику. При большем числе витков, когда
, генератор имеет жесткую вольт-амперную характеристику. При большем числе витков, когда  , внешние вольт-амперные характеристики генератора имеют возрастающую форму.
, внешние вольт-амперные характеристики генератора имеют возрастающую форму.
Для питания намагничивающей обмотки возбуждения требуется постоянное, не зависящее от работы генератора напряжение. Этого легко достичь в генераторах с независимым возбуждением путем применения автономного источника, например стабилизатора напряжения СТ и полупроводникового выпрямителя V, если в качестве электропривода генератора использован электродвигатель переменного тока.
Значительно сложнее получить постоянное напряжение для питания намагничивающей обмотки в самом генераторе (генераторах с самовозбуждением). Для этой цели между основными щетками А и В на коллекторе устанавливают промежуточною щетку С (см. рис. 5.2, в). Напряжение на щетках А и В близко к постоянному и мало зависит от режима работы генератора. Постоянство напряжения достигается использованием магнитного потока, наводимого намагничивающей силой якорной обмотки или реакции якоря (рис. 5.3).

Рис. 5.3. Распределение магнитных потоков при нагрузке в генераторах с параллельной намагничивающей и последовательной размагничивающей обмотками
Между щетками А и С действуют равномерно распределенные магнитные потоки намагничивающей обмотки Фн, размагничивающей обмотки Фр и подмагничивающей якорной обмотки Фя.н. Реакция якоря ослабляет действие размагничивающего потока. В этом случае ЭДС на щетках А и С определится по выражению
 .
.
Для постоянства ЭДС и напряжения на щетках А и С необходимо, чтобы
Фр ≈ Фя.н. Тогда
 .
.
По схеме распределения магнитных потоков видно, что на участке ВС реакция якоря Фя усиливает действие размагничивающего потока Фр. С увеличением нагрузки падение напряжения на щетках ВС резко усиливается.
В другом типе генераторов с самовозбуждением с двумя параллельными обмотками возбуждения и несимметричной магнитной системой (рис. 5.2, г) имеется четыре основных (N-Sн-Nн-S) и четыре добавочных (n — s — n — s) полюса, обеспечивающих безыскровую работу щеток. Надежное самовозбуждение при минимальных напряжениях холостого хода обеспечивается тем, что одна пара основных полюсов (Sн-Nн) имеет вырезы в сердечниках, вследствие чего эти полюсы при работе генератора насыщены. Катушки обмотки возбуждения (витки wн1), расположенные на ненасыщенных полюсах (N-S), и катушки обмотки возбуждения (витки wн2) насыщенных полюсов (Sн-Nн) включены параллельно. Регулирование выходного напряжения генератора осуществляется резистором R1 в цепи обмотки возбуждения wн1, расположенной на ненасыщенных полюсах.
Параллельные ветви обмотки возбуждения присоединены к щетке В через резистор R2. Сопротивление резистора R2 предприятие-изготовитель устанавливает таким, чтобы при выходном напряжении 16 В сварочный ток был равен 60 А.
Таким образом, конструкции коллекторных сварочных генераторов многочисленны, достаточно совершенны и позволяют удовлетворять требования почти всех способов дуговой сварки. Но они конструктивно более сложны и менее надежны, чем вентильные сварочные генераторы, рассмотренные ниже, и потому были вытеснены последними.
Вентильный генератор представляет собой комбинацию генератора переменного тока и выпрямительного блока. Электродвижущая сила в обмотке генератора переменного тока индуцируется точно так же, как и в коллекторном генераторе постоянного тока. В промышленных вентильных генераторах переменный ток обычно вырабатывается либо синхронным генератором с ротором явнополюсной конструкции, либо индукторным генератором (рис. 5.4).
Промышленный синхронный генератор с ротором явнополюсной конструкции (рис. 5.4, а) отличается только тем, что силовые обмотки 1 неподвижно закреплены на статоре 2, а на вращающемся роторе 3 установлены обмотки возбуждения 4, которые через два вращающиеся кольца 5 и контактные щетки 6 соединены с клеммами a и b.
Синхронный генератор работает следующим образом. К обмоткам возбуждения 4 ротора 3 через два кольца 5, контактные щетки 6 и клеммы a и b подводится относительно небольшой постоянный ток, который создает вращающийся магнитный поток возбуждения Фв, замыкающийся по железу ротора 3 и статора 2. При вращении ротора относительно неподвижной силовой обмотки 1 магнитный поток, сцепленный с ее витками, каждые пол-оборота изменяется как по величине (от нулевого до максимального значения), так и по направлению. Такое изменение потока, сцепленного с витками силовой обмотки, индуцирует в ней переменную ЭДС, направление которой определяется правилом правой руки.

а) б)
Рис. 5.4. Конструкция синхронного генератора с ротором явнополюсной конструкции (а) и индукторного генератора (б) переменного тока
В индукторном генераторе (рис. 5.4, б) силовая обмотка 1 и обмотка возбуждения 3 размещены на статоре 2 и неподвижны. Вращающийся же ротор-индуктор 4 выполнен зубчатым.
При работе обмотка возбуждения 3, которая также питается постоянным током, создает постоянную намагничивающую силу. Однако магнитный поток возбуждения Фв, сцепленный с силовой обмоткой 1, имеет пульсирующий характер, поскольку магнитное сопротивление на его пути меняется при вращении ротора. Он максимален при совпадении оси силовой обмотки с зубцом ротора и минимален при совпадении с его впадиной. Поэтому в силовой обмотке индуцируется переменная ЭДС, а на выходе генератора – переменное напряжение Uг. В описанной конструкции генератора полюса выше горизонтали являются южными, а ниже – северными, поэтому такой генератор называют разноименно-полюсным.
Подавляющее большинство промышленных вентильных сварочных генераторов выпускается на базе трехфазных индукторных генераторов переменного тока. Однако устройство однофазного индукторного генератора несколько проще, чем трехфазного, поэтому сначала рассмотрим устройство и работу индукторного генератора на примере однофазного двухпакетного одноименно-полюсного.
Одноименно-полюсный индукторный генератор (рис. 5.5) имеет зубчатый статор – якорь 2, состоящий из двух пакетов листовой электротехнической стали, и зубчатый ротор – индуктор 1, изготовленный из двух пакетов, сдвинутых друг относительно друга на 180 электрических градусов (на один зубец). Между двумя пакетами статора закреплена кольцевая обмотка возбуждения 3, питаемая постоянным током. Силовая обмотка 4 переменного тока уложена в пазах статора. Поток возбуждения Фв идет по оси ротора, а затем звездообразно разветвляется, проходит через зубчатый пакет ротора по полюсам статора и замыкается по корпусу генератора (на рис. 5.9 тонкой линией показана только часть потока возбуждения, пронизывающая катушку силовой обмотки на одном из полюсов статора). Катушки силовой обмотки генератора могут соединяться одна с другой как параллельно, так и последовательно.
У генератора (см. рис. 5.5) все полюса ближнего пакета статора являются южными, а дальнего пакета – северными. Такую конструкцию генератора, в отличие от показанной на рис. 5.4, б конструкции однопакетного разноименно-полюсного генератора, принято называть одноименно-полюсной. Двухпакетный одноименно-полюсный генератор компактнее и легче, а однопакетный разноименно-полюсный – проще и удобнее в изготовлении и ремонте.

Рис. 5.5. Конструктивная схема и связь параметров индукторного
двухпакетного генератора
Формирование внешней характеристики в вентильном генераторе (рис. 5.10) происходит подобно тому, как это происходит в однофазных коллекторных генераторах.
При холостом ходе ток Iв протекающий по катушке возбуждения 3 с числом витков wв, имеет постоянную намагничивающую силу Iвwв. Магнитное сопротивление rm на пути потока Фв, создаваемого Iвwв и пронизывающего одну из силовых катушек, зависит от величины воздушного зазора δ и периодически меняется (рис. 5.6, а) от минимального при совпадении оси катушки с зубцом ротора до максимального при совпадении ее со впадиной. Поэтому и магнитный поток имеет пульсирующий униполярный характер (рис. 5.6, б):
 ,
,
где Ф0 – постоянная составляющая; Фп – амплитуда переменной составляющей.
Этот поток создает в катушке ЭДС Ек, которая имеет вид синусоиды (рис. 5.6, в) и зависит от числа витков в ней wк и переменной составляющей Фп потока Фв:
 .
.
Если в генераторе количество катушек равно nк, а количество параллельных ветвей силовой обмотки – mв, то переменная ЭДС генератора Ег может быть определена по зависимости
 .
.
Ее действующее значение Ег.д, соответствующее напряжению холостого хода U0, с учетом того, что частота переменного напряжения силовой обмотки f зависит от частоты вращения ротора nр и числа зубцов ротора z (f = nрz/60) и связана с циклической частотой соотношением ω = 2πf, может быть выражено формулой
 . (5.6)
. (5.6)

а)

б)

в)
Рис. 5.6. Осциллограммы изменения rm, Фв и Е в индукторном генераторе
При появлении переменного тока Iг в нагрузке он идет и по силовой обмотке, в результате чего в генераторе возникают потоки, замыкающиеся как по воздуху, так и по железу (потоки реакции якоря и потоки рассеяния). Основная часть этих переменных потоков Фя направлена противоположно потоку возбуждения Фв и, следовательно, наводит в силовых обмотках противоЭДС Ея, действие которой принято отождествлять с индуктивным сопротивлением генератора Xг. Поэтому напряжение генератора при нагрузке определяется следующим образом:
 . (5.7)
. (5.7)
Это означает, что при значительной величине индуктивного сопротивления Хг генератор имеет крутопадающую характеристику.
Таким образом, индукторный генератор имеет естественную крутопадающую характеристику, что вызвано действием потоков рассеяния и потока реакции якоря, обладающею размагничивающим действием.
Получить жесткую характеристику в вентильном генераторе сложнее. С этой целью в цепь возбуждения вводят положительную обратную связь по току нагрузки. Одновременно с ростом тока нагрузки увеличивается ток возбуждения и ЭДС генератора, что компенсирует увеличение противоЭДС, вызванной потоком реакции якоря. За счет этого обеспечивается независимость напряжения генератора от тока.
Регулирование режима в однофазном генераторе осуществляется следующим образом. По уравнению (5.7) получим соотношение
 , (5.8)
, (5.8)
по которому следует, что ток Iг зависит от напряжения холостого хода U0 и индуктивного сопротивления генератора Хг.
Для изменения напряжения холостого хода воздействуют на обмотку возбуждения. Так, при увеличении тока возбуждения Iв увеличивается поток Фв, а также, согласно формуле (5.6), наводимая им ЭДС Ег и напряжение холостого хода U0, что вызовет, согласно (5.8), увеличение тока Iг.
Индуктивное сопротивление генератора Хг зависит от числа витков в катушке силовой обмотки wк, количества катушек nк и количества параллельных цепей mв, образованных катушками:
 . (5.9)
. (5.9)
Возможность ступенчатого регулирования режима появляется вследствие того, что катушки силовой обмотки обычно соединяются в несколько параллельных цепей. При использовании только одной из параллельных цепей имеет место диапазон малых токов. При использовании двух или большего числа параллельных цепей, согласно выражениям (5.8) и (5.9), снижается индуктивное сопротивление Хг и увеличивается ток.
Регулирование режима в трехфазном генераторе по своим возможностям, по сравнению с однофазным генератором, шире потому, что появляется возможность ступенчато регулировать ток изменением схемы соединения обмоток разных фаз (рис. 5.7).
В случае соединения обмоток звездой (рис. 5.7, а) получается самое высокое напряжение холостого хода вентильного генератора, выпрямленное трехфазной мостовой схемой:  – и одновременно довольно высокое эквивалентное сопротивление ХЭ1, которое равно сопротивлению Хг фазы индукторного генератора (ХЭ1 = Хг). Этот вариант соединения рационален при сварке на малых токах, когда снижение устойчивости дуги, сопутствующее таким режимам, компенсируется повышением напряжения холостого хода.
– и одновременно довольно высокое эквивалентное сопротивление ХЭ1, которое равно сопротивлению Хг фазы индукторного генератора (ХЭ1 = Хг). Этот вариант соединения рационален при сварке на малых токах, когда снижение устойчивости дуги, сопутствующее таким режимам, компенсируется повышением напряжения холостого хода.
При соединении обмоток треугольником (рис. 5.7, б) напряжение холостого хода снижается в  раз до значения
раз до значения  , а эквивалентное сопротивление уменьшается в 3 раза (ХЭ2 = Хг / 3). Это приводит к увеличению тока по сравнению с первым вариантом.
, а эквивалентное сопротивление уменьшается в 3 раза (ХЭ2 = Хг / 3). Это приводит к увеличению тока по сравнению с первым вариантом.
В третьем варианте в каждой фазе генератора используется по две параллельно соединенные катушки (рис. 5.7, в). Напряжение холостого хода при этом не изменится, т.к. фазы по-прежнему соединены треугольником (U03 =1,35Хг), сопротивление, как было показано для однофазного генератора, в соответствии с формулой (5.9), снизится вдвое и станет ХЭ2 = Хг / 6. Этот вариант обеспечивает диапазон больших токов.
Наконец, возможен вариант комбинированного включения шести катушек (рис. 5.7, г). При этом линейное напряжение Uг.л, равное сумме напряжений трех катушек, и в этом случае равно фазному напряжению Uг, поскольку  :
:  . Следовательно, напряжение холостого хода генератора такое же, как и по двум предыдущим схемам: U04 = 1,35Uг. В то же время эквивалентное сопротивление ХЭ4 можно рассматривать как сумму сопротивлений последовательно соединенных обмотки a*b* и обмотки звезды, эквивалентной треугольнику аbс. Тогда эквивалентное сопротивление
. Следовательно, напряжение холостого хода генератора такое же, как и по двум предыдущим схемам: U04 = 1,35Uг. В то же время эквивалентное сопротивление ХЭ4 можно рассматривать как сумму сопротивлений последовательно соединенных обмотки a*b* и обмотки звезды, эквивалентной треугольнику аbс. Тогда эквивалентное сопротивление
 .
.

а) б)

в) г)
Рис. 5.7. Схемы соединения обмоток трехфазного индукторного генератора при ступенчатом регулировании режима
Этот вариант соответствует самым малым токам – примерно в 8 раз меньшим, чем в третьем варианте.
Таким образом, регулирование режима вентильного генератора осуществляется на стадии переменного тока: плавно – изменением тока обмотки возбуждения, ступенчато – изменением соединения силовых обмоток (звездой, треугольником, параллельно).
Главные достоинства вентильных генераторов связаны с относительной простотой генератора переменного тока. И синхронный явнополюсный, и индукторный генераторы имеют неподвижную силовую обмотку, в индукторном к тому же и обмотка возбуждения расположена на статоре. Таким образом, вентильный генератор не имеет коллектора, а иногда даже и скользящих контактов, и поэтому гораздо проще и надежнее коллекторного. У вентильного генератора выше КПД – около 0,7, тогда как у коллекторного – 0,6–0,65; лучше массовые характеристики — соответственно 0,37–0,42 и 0,55–0,58 кг/А. Известным преимуществом вентильного генератора можно считать его универсальность по роду тока. По сравнению с выпрямителем вентильный генератор заметными преимуществами не обладает. Поэтому он предназначен в основном для замены коллекторного генератора при отсутствии электрической сети, где выпрямитель не применим.
Дата добавления: 2017-11-21; просмотров: 2750;
Похожие статьи:
ВДУ-506С выпрямитель сварочный универсальный
%PDF-1.6 % 2 0 obj > endobj 120 0 obj >stream 2011-11-01T15:35:05+03:002018-08-20T09:30:05+03:002018-08-20T09:30:05+03:00application/pdf
Выпрямители для полуавтоматической и автоматической сварки
Наименование | Питающая сеть, В | Номинальный ток, А (ПВ %) | Потребляемая мощность, кВа, | Габаритные размеры, мм | Вес, кг |
3*380 | 315 (60) | 19 | 595*720*630 | 170 | |
3*380 | 315 (80) | 25 | 850*420*800 | 120 | |
3*380 | 320 (60) | 12 | 550*330*730 | 75 | |
3*380 | 300 (60) | 18 | 775*595*715 | 120 | |
3*380 | 400 (60) | 24 | 775*595*715 | 130 | |
3*380 | 500 (60) | 34 | 830*420*1080 | 290 | |
3*380 | 500 (60) | 30 | 750*650*1150 | 260 | |
3*380 | 500 (60) | 23 | 750*650*1150 | 260 | |
3*380 | 500 (60) | 29 | 775*595*715 | 140 | |
3*380 | 630 (60) | 40 | 600*740*920 | 230 | |
3*380 | 630 (100) | 37 | 600*850*775 | 257 | |
3*380 | 1000 (60) | 57 | 695*610*1105 | 360 | |
3*380 | 1000 (100) | 82 | 1160*690*1025 | 500 | |
3*380 | 1250 (60) | 102 | 1000*685*885 | 550 | |
3*380 | 1250 (100) | 50 | 600*780*1410 | 520 | |
3*380 | 1600 (60) | 132 | 680*1160*1025 | 600 | |
3*380 | 2000 (100) | 164 | 1160*690*1025 | 630 |
Выпрямитель сварочный ВДГ-303
Сварочный выпрямитель марки ВДГ-303 используется в качестве источника тока для сварочных полуавтоматов дуговой сварки. ВДГ-303 используется для ручной дуговой сварки (ММА).
Технические характеристики выпрямителя сварочного ВДГ-303
Сварочный выпрямитель ВС-300 Б
Сварочный выпрямитель марки ВС-300Б (с блоком управления полуавтоматом, встроенным) используется в качестве источника для полуавтоматической дуговой сварки сварочной проволокой в среде защитных газов на постоянном токе коррозионостойких, углеродистых, легированных сталей.
Технические характеристики сварочного выпрямителя ВС-300 Б
Выпрямитель сварочный ВД-320 КС
Бензиновая сварочная электростанция SDMO VX220 предназначена для проведения сварочных работ на стройке или в любом другом месте, где нет электричества или электрическая сеть не предназначена для подключения сварочного аппарата.
Технические характеристики выпрямителя сварочного ВД-320 КС
Сварочный выпрямитель ВС-350
Выпрямитель сварочный ВС-350 используется в составе сварочных полуавтоматов как источник тока в комплекте с подающими механизмами типа ПДГ-315К, ПДГ-350-4К, ПДГ-350К.
Выпрямитель сварочный ВДГ- 401
Сварочный выпрямитель марки ВДГ-401 используется как источник тока для полуавтоматической сварки в комплекте с подающим механизмом, а также для ручной дуговой сварки (ММА).
Технические характеристики выпрямителя сварочного ВДГ- 401
Сварочный выпрямитель универсальный ВДУ-506
Выпрямитель сварочный универсальный используется как источник тока для полуавтоматической и автоматической сварки и ручной дуговой сварки сварочным электродом на постоянном токе в среде СО2.
Технические характеристики сварочного выпрямителя универсального ВДУ-506
Сварочный выпрямитель универсальный ВДУ-506С
Выпрямитель сварочный универсальный используется как источник тока для полуавтоматической (MIG) и автоматической сварки и ручной дуговой сварки сварочным электродом на постоянном токе в среде СО2.
Технические характеристики сварочного выпрямителя универсального ВДУ-506С
Сварочный выпрямитель универсальный ВДУ-511
Выпрямитель сварочный универсальный используется как источник тока для полуавтоматической и автоматической сварки и ручной дуговой сварки сварочным электродом на постоянном токе в среде СО2.
Технические характеристики сварочного выпрямителя универсального ВДУ-511
Сварочный выпрямитель ВС-500
Сварочный выпрямитель ВС-500 используют в составе сварочного полуавтомата для серийного производства металлоконструкций в строительстве, судостроение и судоремонте, энергетике и машиностроении.
Технические характеристики сварочного выпрямителя ВС-500
Сварочный выпрямитель универсальный ВДУ-601 У3
Универсальный сварочный выпрямитель ВДУ-601 УЗ используется в качестве источника тока для полуавтоматической (MIG).
Технические характеристики сварочного выпрямителя универсального ВДУ-601 У3
Выпрямитель сварочный ВС-600 C
Сварочный выпрямитель ВС-600 C используется как источник сварочного тока при комплектации полуавтоматов для полуавтоматической сварки (MIG).
Технические характеристики сварочного выпрямителя ВС-600 C
Сварочный выпрямитель универсальный ВДУ-1000
ВДУ-1000 (сварочный выпрямитель) вместе со сварочным автоматом используются для наплавки и сварки под флюсом на постоянном токе.
Технические характеристики сварочного выпрямителя универсального ВДУ-1000
Сварочный выпрямитель универсальный ВДУ-1001
ВДУ-1001 предназначен для сварки под слоем флюса на сварочном автомате с полностью независимой скоростью подачи проволоки.
Технические характеристики сварочного выпрямителя универсального ВДУ-1001
Сварочный выпрямитель универсальный ВДУ-1202
Сварочный универсальный выпрямитель ВДУ-1202 — источник с универсальными внешними вольт-амперными характеристиками (жесткими и падающими).
Технические характеристики сварочного выпрямителя универсального ВДУ-1202
Сварочный выпрямитель универсальный ВДУ-1250
Универсальный сварочный выпрямитель ВДУ-1250 используется при комплектации сварочного полуавтомата или автомата для сварки в среде защитных газов (СО2).
Технические характеристики сварочного выпрямителя универсального ВДУ-1250
Сварочный выпрямитель универсальный ВДУ-1601
Универсальный сварочный выпрямитель ВДУ-1601 используется как источник сварочного тока при автоматической сварке под слоем флюса, а также при ручной дуговой сварки (ММА), резки и наплавки на постоянном сварочном токе.
Технические характеристики сварочного выпрямителя универсального ВДУ-1601
Сварочный выпрямитель универсальный ВДУ-2001
Сварочный универсальный выпрямитель ВДУ-2001 используется при комплектации автоматов сварочных, для автоматической наплавки и сварки под флюсом, а также для сварки в среде защитного газа (например СО2) изделий из стали.
Технические характеристики сварочного выпрямителя универсального ВДУ-2001
/td> /div>centerstrong>Технические характеристики выпрямителя сварочного ВДГ-303 class=
Сварочный аппарат универсальный выпрямитель постоянного тока, ВДУ-506С (380 В)
Описание
Сварочный выпрямитель универсальный ВДУ-506С (380В) предназначен для ручной дуговой сварки покрытыми электродами на постоянном токе, комплектации сварочных полуавтоматов и автоматов для сварки изделий из стали в среде защитных газов на постоянном токе.
Сварочный выпрямитель универсальный ВДУ-506С (380В) — регулируемый тиристорный выпрямитель с жесткой или падающей внешней характеристикой, сварочный выпрямитель универсальный ВДУ-506С (380В) широко известен и имеет одну из самых высоких сварочных характеристик в своем классе. Отличие от известных версий сварочных выпрямителей ВДУ-506 и ВДУ-505 заключается в том, что сварочный выпрямитель универсальный ВДУ-506С в режиме полуавтоматической сварки имеет специальную комбинированную вольт-амперную характеристику, обеспечивающую уменьшение разбрызгивания в 5 раз, увеличение производительности на 15%, улучшенное качество формирования сварного шва. В комплекте с полуавтоматом сварочным ПДГО-510, со стабилизацией скорости подачи сварочной проволоки и возможностью удаления подающего механизма от сварочного выпрямителя на расстояние до 50м, оптимален для цеховых условий при сварке на токах дуги до 450А (ПВ=100%). Свойства сварочного выпрямителя универсального ВДУ-506С (380В) приближены к лучшим инверторным источникам при сварке в смесях газов, а при сварке в углекислом газе он превосходит их. Обеспечивает эффективную сварку в вертикальном пространственном положении как «снизу-вверх», так и «сверху-вниз» с формированием обратного валика. Обеспечивает разбрызгивание электродного металла на уровне 3,5% в углекислом газе и не более 2% при сварке в смесях газов.
Преимущества:
— плавное регулирование сварочного тока в режиме ММА и сварочного напряжения в режиме МIG/MAG;
— специальная комбинированная внешняя вольт-амперная характеристика;
— возможность предустановки напряжения на дуге при полуавтоматической сварке;
— наличие розетки 36 В для питания подогревателя газа;
— защита от тепловой перегрузки;
— быстросъемные, безопасные токовые разъемы;
— класс изоляции Н;
— принудительное охлаждение.
Аналогичный сварочный аппарат ВДУ-506С У3 (380 В) с механизмом подачи сварочной проволоки.
Связаться с продавцом
Лицензии и сертификаты
Связаться с продавцомДоставка и оплата
Не указана
Связаться с продавцом