


Устройство сварочного трансформатора, виды трансформаторов
Сварочный трансформатор — это устройство, предназначенное для преобразования тока из электросети в ток, пригодный для сварки. Он понижает напряжение сети до нескольких вольт, а ток, соответственно, возрастает и может достигать тысячи ампер и больше. В этой статье мы рассмотрим устройство сварочного трансформатора и выявим разновидности таких агрегатов.
- Конструкция сварочного трансформатора
- Классификация сварочных трансформаторов
Конструкция сварочного трансформатора
В основе устройства лежит понижающий трансформатор, запитываемый от внешнего источника электроэнергии. Кроме него, конструкция подразумевает наличие дополнительных приспособлений для получения необходимых характеристик тока, управления током и защиты устройства от коротких замыканий. Как правило, в цепь включается отдельная дроссельная катушка.
Принцип работы сварочного трансформатора — преобразование внешнего напряжения (220 или 380В) в более низкое — в режиме холостого хода оно составляет около шестидесяти вольт.
Примерная схема агрегата с дросселем такова: первичная и вторичная катушки намотаны на одном металлическом сердечнике. Дроссель подключается после вторичной обмотки устройства, при этом его исполнение позволяет регулировать характеристики тока за счет изменения воздушного зазора — для этого предусмотрен регулировочный винт. Регулировка тока возможна и с использованием других способов, как правило, используется движение подвижных обмоток (неподвижной в таких конструкциях является первичная обмотка, подключенная к электрической сети) и регулировочного винта.
Возникновение электрической дуги (начало процесса сварки) ведет к снижению значения тока, что снижает ЭДС самоиндукции дросселя и приводит к возникновению рабочего напряжения, обеспечивающего устойчивое горение дуги. Это напряжение ниже, чем напряжение холостого хода.
В целом схема сварочного трансформатора подразумевает наличие следующих элементов:
- Центральная часть конструкции – магнитопровод (сердечник), изготавливаемый обыкновенно из нескольких стальных пластин, гальванически разъединенных друг с другом.
 Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники. - На сердечнике размещены обмотки из изолированного провода соответствующей длины и сечения, число витков напрямую влияет на характеристики устройства. Первичная обмотка в такой конструкции всегда одна.
- Для регулировки тока используются различные решения – подвижные обмотки и т.д.
- Для защиты агрегата от повреждений он помещается в корпус;
- Дополнительные элементы, такие, как вентиляция, колеса и ручки для удобной транспортировки тяжелых агрегатов.
 Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.
Самодельные сердечники для сварки изготавливаются из электротехнической стали, берущейся из «донорской» техники.Классификация сварочных трансформаторов
Агрегаты для сварки можно классифицировать следующими способами:
- По фазности: однофазные, трехфазные;
- По конструкции: с регулировкой напряжения переключением обмоток, посредством дросселя насыщения или посредством магнитного рассеяния;
- По количество обслуживаемых мест.
Помимо этого, конструкции различаются такими характеристиками, как коэффициент мощности, вторичное и первичное напряжение, мощность и пределы регулирования тока. Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Существует достаточно большое количество моделей агрегатов для сварки, что позволяет подбирать оптимальный вариант под любые задачи.
Устройства с регулировкой посредством магнитного рассеивания состоят из двух частей – понижающего блока и регулирующего напряжение дросселя.
Устройства с увеличенным магнитным рассеиванием несколько более сложны по конструкции – в них входят несколько подвижных обмоток, конденсатор или импульсный стабилизатор и некоторые другие элементы.
Стоит упомянуть и о сравнительно новом типе агрегатов для сварки – тиристорных моделях. В них включается силовой блок и тиристорный фазорегулятор, позволяющий достичь меньшего веса по сравнению с другими видами конструкций.
Заключение
Мы рассмотрели устройство агрегатов для сварки и различные варианты их конструкции. Как видите, схема сварочного трансформатора не очень сложная, и такой агрегат легко изготовить даже самостоятельно, а различные варианты изготовления таких агрегатов позволяют подобрать оптимальный метод под каждую ситуацию и каждый сварочный процесс.
Сварочный аппарат из чего состоит. Как устроен сварочный аппарат? Сварочный аппарат своими руками
Устройство и принцип работы сварочного инвертора, полуавтомата
Техника постоянно развивается и оборудование для сварки не стало исключением. В последнее время на рынке становится все больше аппаратов инверторного типа, которые уже практически вытеснили сварочные трансформаторы во всех сегментах. Конкуренция еще может оставаться только на самом простом уровне, который необходим для использование ручной дуговой сварки, так как более сложные технические процедуры, для которых нужны специальные функции, сейчас выполняются преимущественно инвертерами. Многие специалисты уже смогли на практике оценить все преимущества данных изделий, не говоря уже о том, что в частной сфере они стали практически незаменимы.
Внешний вид сварочного инвертора
В последние годы появляется все больше различных моделей, от достаточно миниатюрных аппаратов, которые могут использоваться для переносной сварки и питаться от автономных источников, до больших многофункциональных изделий, применяемых в частной сфере. Большое разнообразие производителей также способствует данному увеличению количества моделей. Компоновка сварочного полуавтомата, простого аппарата и других разновидностей может меняться в зависимости от конкретной модели, но основные принципы сохраняются изменения сильно задевают дополнительные функции, так как для них создаются отдельные блоки. Все это в целом обеспечивает отличные возможности для легкого выполнения сложных операций, благодаря чему оборудование и заслужило высокую популярность у современных специалистов.
Преимущества сварочного инвертора
- Устройство сварочного полуавтомата инверторного типа, а также обыкновенного аппарата позволяет уменьшить размеры корпуса оборудования, так как все комплектующие оказываются более компактными;
- За счет снижения габаритов корпуса, снижается и общий вес, который в современных моделях может достигать всего 3-4 кг;
- Оборудование не сильно чувствительно к перепадам напряжения, так как встроенная электроника помогает поддерживать стабильность горения дуги и подстраиваться под скачки электричества в сети;
- Стабильное горение дуги не позволяет металлу сильно разбрызгиваться;
- Устройство сварочного инвертора позволяет дополнять технику дополнительными функциями, которые были недоступны и которые помогают улучшить качество сварного шва;
- Техника может работать от обыкновенной бытовой сети, так что здесь не требуется подключение к трехфазной сети;
- Затраты электроэнергии на работу инвертора значительно меньше, чем при работе трансформатором.

Недостатки сварочного инвертора
- Стоимость техники заметно выше, чем у предыдущего поколения, особенно заметно это становится с ростом мощности и количества функций;
- Устройство инверторного сварочного аппарата оказывается сильно чувствительным к перегревам, поэтому, его не рекомендуют использовать для длительных и беспрерывных работ;
- Аппарат может создавать высокий уровень электромагнитных помех вокруг себя, что может повлиять на другие виды техники, находящиеся рядом;
- Здесь также присутствует большая чувствительность к вибрациям, ударам встряскам и так далее, так как внутри присутствует электроника, которая может выйти из строя.
Принцип работы сварочного инвертора
Основной функцией данной техники является преобразование тока из сети в те параметры, которые необходимы для сваривания металла. Для этого ток проходит через сложную систему преобразований. Эта схема выглядит следующим образом:
- Первым делом все поступает на выпрямитель инвертора. Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
- Затем происходит снижение напряжения. В сети оно подается с параметрами в 220 В, а специальный инверторный блок понижает его до требуемого значение, заданного настройками. Здесь же постоянный ток снова переходит в переменный, но на этот раз специальный блок повышает его частоту.
- После этого все переходит на трансформатор. Здесь напряжение снова понижается до требуемого значения. Благодаря понижению силы высокочастотного напряжения, начинает возрастать сила высокочастотного тока.
- На последнем этапе преобразованный высокочастотный ток поступает на вторичный выпрямитель, где он снова становится постоянным. Здесь же происходит окончательная регулировка его параметров, которые будут соответствовать заявленным на датчиках характеристикам.
 Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.
Переменный ток из обыкновенной розетки входит в выпрямитель и становится постоянным на выходе.Схема работы сварочного инвертора
Таким образом, принцип работы сварочного инвертора помогает четко контролировать его параметры и повышать частоту тока и напряжения. Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Благодаря этому улучшается возможность работы с тугоплавкими и сложно свариваемыми металлами. Сюда относится сварка нержавейки, алюминия и прочих разновидностей.
Схема инвертора
Схема сварочного инвертора
Устройство
Устройство каждой модели может иметь ряд особенностей, но в целом многие технические узлы повторяются. В основном плата техники состоит из следующих частей:
- Радиатор выходного выпрямителя – это одна из наиболее объемных деталей, которая служит для вторичного выпрямителя сварочного тока;
- Радиаторы транзисторов – несколько радиаторов, которые в целом своем объеме занимают около четверти платы;
- Кулер – обязательное для инверторов устройство охлаждения, так как здесь большая чувствительность к перегреву;
- Сетевой выпрямитель – первичное устройство для выпрямления поступаемого из сети тока перед последующим его преобразованием;
- Датчик тока – датчик, показывающий параметры получаемого тока;
- Реле мягкого пуска – устройство, помогающее обеспечить легкий старт во время сварочного процесса;
- Интегральный стабилизатор – дополнительный блок, который помогает стабилизировать параметры электричества, даже если идут скачки в сети;
- Помеховый фильтр;
- Конденсаторы помехового фильтра.

Сварочный инвертор без корпуса
Режимы
Принцип работы инверторного сварочного аппарата позволяет ввести несколько дополнительных функций, которые помогут сделать работу более простой.
- Горячий старт. Данная функция помогает увеличить сварочный ток в тот момент, когда электрод касается заготовки. После этого сила тока возвращается на те параметры, которые указаны на датчике. Количество добавленных Ампер зависит от изначальной силы тока, так как она показывается в относительном соотношении, от 5 до 100%. Некоторые модели обладают только фиксированной величиной добавки. С помощью данной функции легче поджигать плохие электроды.
- Форсаж дуги. Данная функция становится незаменимой при сваривании тонких листов металла во время формирования и продвижения сварочной ванны она уберегает электрод от залипания и от прожигания. Здесь постоянно добавляется и убавляется количество тока, чтобы дуга горела стабильно. Принцип действия очень похож на «Горячий старт», но при этом регулировка идет постоянно. Здесь также может присутствовать фиксированное значение или регулируемое.
- Антизалипание. Данная функция не обеспечивает постоянное горение дуги, как это было в предыдущих случаях. Это одно из наиболее ранних и простых нововведений, которые были реализованы в инверторах. В то время, когда электрод залипает, образуется короткое замыкание, нагревающее аппарат и воздействующее на него прочими негативными свойствами. Чтобы избежать этого, при включенной функции антизалипания техника просто отключит подачу питания. Таким образом, ей не будет нанесено никакого вреда и можно будет спокойно продолжить сварку. При желании ее можно отключить или отрегулировать.
 Здесь также может присутствовать фиксированное значение или регулируемое.
Здесь также может присутствовать фиксированное значение или регулируемое.svarkaipayka.ru
Сварочный аппарат это
Какой сварочный аппарат выбрать для использования дома
- Дата: 14-07-2015
- Просмотров: 347
- Рейтинг: 34
Сварочные аппараты предназначены для выполнения соединительных работ, во время которых требуется нагрев до высоких температур. Какой сварочный аппарат выбрать, что следует учесть? Необходимо определить, бытовое или профессиональное устройство приобретать. Немаловажны и такие функции, как защита от пыли, скачков напряжения, так как оборудование требует довольно больших расходов электроэнергии.
Какой сварочный аппарат выбрать, что следует учесть? Необходимо определить, бытовое или профессиональное устройство приобретать. Немаловажны и такие функции, как защита от пыли, скачков напряжения, так как оборудование требует довольно больших расходов электроэнергии.
Схема устройства сварочного аппарата.
Модели сварочных аппаратов: характеристики и особенности
Чтобы правильно выбрать сварочный аппарат, необходимо сразу определиться, какая модель требуется для выполнения работы. На рынке можно найти варианты, относящиеся к 4 основным группам:
Конструкция сварочного инвертора.
- Трансформаторы — это сварочные аппараты, которые могут работать в режиме постоянного, но и переменного тока. Для оборудования применяется металлический плавящийся электрод. С его помощью можно варить нержавеющую сталь и цветные металлы, черные.
- Инвертор — это часто используемый вид сварочного аппарата. Схема преобразования тока у входа сильно отличается от трансформаторов, но это позволяет снизить вес оборудования, сделать его размеры более компактными и удобными. Качество сварки отличное, именно такие аппараты обычно применяются для бытовых нужд, для работы на даче, при ремонте.
- Полуавтомат — это сварочное оборудование, которое работает со средой защитного газа (может быть инертным или активным). Электрод используется плавящийся, он подается в рабочую зону с катушки, на этот же участок направляется и специальный защитный газ. Тип газа зависит от того, какой именно материал обрабатывается. Например, для алюминия применяется только аргон, а вот для обычных металлических (стальных, чугунных) изделий используется углекислый газ. Об этом нельзя забывать, так как разница в данном случае важна.
- Генераторы — это сварочное комплексное оборудование, оно включает в себя не только аппарат для сварки, но и генератор, обеспечивающий агрегат энергией. Генератор может работать на дизельном топливе или бензине. Используется обычно для профессиональных работ, так как габариты и мощность значительные.
 Качество сварки отличное, именно такие аппараты обычно применяются для бытовых нужд, для работы на даче, при ремонте.
Качество сварки отличное, именно такие аппараты обычно применяются для бытовых нужд, для работы на даче, при ремонте.Схема устройство инверторного сварочного аппарата.
Сварочный аппарат должен иметь защиту от скачков напряжения, при этом оптимальное значение — это 20-25%. Если аппарат будет применяться в диапазоне 170-270 В, то такая защита отлично обезопасит оборудование от разнообразных неприятностей, связанных со скачками напряжения. Для бытового и полупрофессионального оборудования уровень защиты составляет 10-15%, но для промышленных, профессиональных сварочных аппаратов он уже должен иметь показатель в 20-25%, не меньше.
Главной опасностью при работе с оборудованием является пыль, поэтому при выборе внимание надо уделять тому, есть ли система вентиляции, которая позволит всю пыль удалить. Большая часть пыли убирается вентилятором охлаждения. Но есть и другие устройства, которые позволяют эффективно отвести пыль. При выборе оборудования надо обратить внимание, есть ли туннельная вентиляция. Такой вариант сварочного аппарата необходим, если работы планируются в условиях цехов.
Температурный диапазон
Для всех используемых сегодня сварочных аппаратов свойственно такое понятие, как температурный диапазон. Это значение показывает, при каких внешних условиях оборудование будет работать бесперебойно. При плюсовых температурах обычно никаких вопросов нет, предельным значением для большинства устройств является значение в +400°C. Но с минусовыми температурами все сложнее. Оборудование состоит из разнообразных конденсаторов, микроконтроллеров, тиристоров, транзисторов и прочего. Для каждой такой детали есть собственный диапазон рабочих температур, при которых обеспечивается нормальная работоспособность. Но есть один нюанс — чем шире такой диапазон, тем выше и стоимость.
Это значение показывает, при каких внешних условиях оборудование будет работать бесперебойно. При плюсовых температурах обычно никаких вопросов нет, предельным значением для большинства устройств является значение в +400°C. Но с минусовыми температурами все сложнее. Оборудование состоит из разнообразных конденсаторов, микроконтроллеров, тиристоров, транзисторов и прочего. Для каждой такой детали есть собственный диапазон рабочих температур, при которых обеспечивается нормальная работоспособность. Но есть один нюанс — чем шире такой диапазон, тем выше и стоимость.
http://moyasvarka.ru/youtu.be/co6SUTVGqOs
Выбирать оборудование надо такое, где все элементы будут работать друг с другом в едином поле, даже если стоимость их будет выше.
В данном случае экономить нельзя. Предпочтение лучше отдавать зарубежным производителям, продукция которых проверена временем. Если заявлена температура для нижней точки в 150°C, то сварочный аппарат начнет работать именно при такой температуре. В любом случае надо помнить, что подобное оборудование при минусовой температуре не слишком любит работать, поэтому изначально подбираются аппараты для использования в зимнее время. Если в инструкции не указан рабочий диапазон, то такой сварочный аппарат на морозе использовать нельзя.
В любом случае надо помнить, что подобное оборудование при минусовой температуре не слишком любит работать, поэтому изначально подбираются аппараты для использования в зимнее время. Если в инструкции не указан рабочий диапазон, то такой сварочный аппарат на морозе использовать нельзя.
Стандартные функции
Схема электронного блока сварочного аппарата.
Набор стандартных функций не так велик, но необходимо обращать внимание, чтобы выбранная модель все же их включала. Сварочный аппарат должен иметь:
- Горячий старт (Hot start), который используется для того, чтобы включение производилось как можно быстрее, а устройство работало бесперебойно.
- Эффект примерзания, антиприлипания при выключении оборудования (Anti-Sticking). Эта функция предотвращает прилипание электрода при его остановке.
- Актуальной является функция форсажа дуги (Arc-Force), то есть обеспечения антиприлипания во время движения по шву.
Если одной из таких функций нет, то лучше всего отказаться от приобретения сварочного аппарата. Рекомендуется выбирать оборудование с возможностью настройки заряда аккумулятора. Далеко не все производители предлагают полный набор стандартных функций, которые и гарантируют бесперебойную и удобную работу.
Рекомендуется выбирать оборудование с возможностью настройки заряда аккумулятора. Далеко не все производители предлагают полный набор стандартных функций, которые и гарантируют бесперебойную и удобную работу.
http://moyasvarka.ru/youtu.be/LvIyLUOzS64
Выбор сварочного аппарата — это достаточно сложный процесс. Следует первым делом определить, бытовое или профессиональное оборудование требуется. Важно четко решить, какие параметры и функции будут использоваться. Отнестись к выбору надо серьезно, так как от правильности решения зависит не только комфорт использования сварочного оборудования, но и безопасность.
moyasvarka.ru
Надежный сварочный аппарат: как выбрать
- Дата: 23-07-2015
- Просмотров: 468
- Рейтинг: 27
Домашний мастер всегда имеет в своей мастерской сварочный аппарат. Это оборудование нашло сегодня самое обширное применение. Как выбрать сварочный аппарат среди многочисленных моделей и видов, представленных в специализированных магазинах?
Устройство сварочного аппарата.
Основные термины и характеристики
Сегодня сварочное оборудование, применяемое в быту, это огромное семейство аппаратов самого разного вида, назначения и способа применения. Чтобы сделать правильный выбор, необходимо сначала ознакомиться с техническими терминами, касающимися сварочных работ. К ним относятся:
Схема трансформатора с первичной и вторичной обмоткой.
Такие сварочные аппараты могут работать при переменном или постоянном токе. Сварка производится стальным электродом быстрого плавления.
При этом сварка черных металлов выполняется переменным током, а вот для сварки цветного металла и нержавейки устанавливают постоянный ток.
Данный сварочный аппарат, предназначенный для бытовых нужд, относится к группе инверторного оборудования. От трансформатора отличается своей принципиальной системой. Т.е. электричество преобразуется в нужный сварочный ток совершенно другим способом. Поэтому приборы инверторного типа обладают небольшим весом и малыми габаритами.
Принципиальная электрическая схема мостового выпрямителя сварочного аппарата.
Данное оборудование проводит сварку в среде защитного газа. Оно может быть двух типов:
В зону сварки подается струя газа и сварочная проволока. Для металлических изделий подается углекислый газ; нержавейка и алюминий варятся в защитной аргонной среде.
Подобное сварочное оборудование состоит из:
- сварочного аппарата, способного работать от любого вида тока;
- генератора электроэнергии, питающегося жидким топливом.
Этот аппарат совершенно незаменим в местах, где нет централизованного электропитания.
Как правильно выбрать расходные материалы
Устройство самодельного сварочного полуавтомата.
Очень важно правильно выбрать рабочие электроды. От этого зависит будущее качество шва. Они отличаются друг от друга следующими параметрами:
- Тип тока.
- Материал.
- Покрытие.
Самым важным является вид покрытия, которое также подразделяется на:
- кислотное;
- целлюлозное;
- рутиловое;
- фтористо-кальцевое.

Для проведения сварочных работ в бытовых условиях самыми подходящими будут фтористые и рутиловые электроды. Надо сказать, что фтористо-кальцевые дают более качественный сварочный шов. Для работы с ними требуется очень высокое напряжение, достигающее 70 В. И чтобы их использовать, нужны более мощные сварочные аппараты.
Более экономными считаются рутиловые аналоги. Однако в местах, где требуется получить качественный сварочный шов и где необходимо сварить высокопрочные стали, лучше воспользоваться фтористыми изделиями.
При выборе покрытия не нужно оставлять без внимания диаметр электрода. Этот размер должен соответствовать значениям, которые рекомендованы изготовителем сварочного оборудования. Обычно оптимальный диаметр указывается в техническом паспорте сварочного агрегата. В основном пользуются электродами диаметром 1,5 мм.
Технические характеристики автоматического сварочного аппарата.
Электроды выпускаются с конкретным сроком годности, поэтому они требуют правильного хранения. Рекомендации об этом даны производителем сварочного аппарата. Для работы с полуавтоматом вместо электродов применяется сварочная проволока. Чаще всего она сделана из стали, обогащенной медью. Кроме того, подобные сварочные устройства выполняют работу в защитном газе. Вид газа зависит от рабочего материала. Чтобы варить черный металл, применяется углекислый газ, цветной металл сваривается в аргоне.
Рекомендации об этом даны производителем сварочного аппарата. Для работы с полуавтоматом вместо электродов применяется сварочная проволока. Чаще всего она сделана из стали, обогащенной медью. Кроме того, подобные сварочные устройства выполняют работу в защитном газе. Вид газа зависит от рабочего материала. Чтобы варить черный металл, применяется углекислый газ, цветной металл сваривается в аргоне.
Некоторые сварочные аппараты способны выполнять сварку порошковой проволокой без подачи защитного газа. Этот метод намного удобнее, однако его стоимость очень высока. Чтобы проводить работу таким способом, нужно иметь модели, на которых есть надпись «с газом/без газа». Подобные универсальные элементы при переключении режимов требуют также и изменение полярности горелки.
Размер проволоки, также как и размер электродов, должен быть минимальным. При этом проволока размером 0,6 мм используется для проведения сварочных работ в местах, где требуется особая аккуратность. Ее можно использовать, работая на приборах малой мощности. Намного реже применяется диаметр, равный 1,2 мм. Чтобы выполнять такую работу, необходим профессиональный сварочный аппарат, который требует соответствующего опыта. Самое высокое распространение получила проволока диаметром 0,8 мм.
Намного реже применяется диаметр, равный 1,2 мм. Чтобы выполнять такую работу, необходим профессиональный сварочный аппарат, который требует соответствующего опыта. Самое высокое распространение получила проволока диаметром 0,8 мм.
Основные параметры, на которые нужно обратить пристальное внимание
Схема электронного блока сварочного аппарата.
Главные возможности агрегата не зависят от его массы и размеров. Абсолютно неверно делать выбор устройства в зависимости от этого. К примеру, тороидальный сердечник, применяемый в трансформаторе, уменьшает его массу и габариты в два раза.
В основном масса трансформатора достигает 30 кг, вес выпрямителя — 20 кг, а приборы инверторного типа — 6 кг. Конечно, стоимость аппарата находится в аналогичной зависимости. Инвертор в несколько раз дороже выпрямителя, а его стоимость в несколько раз выше ценности трансформатора.
От подаваемого тока зависит и его производительность. Например, чтобы варить решетки и другие конструкции, вполне достаточно иметь 4-миллиметровый электрод с параметром тока 220А.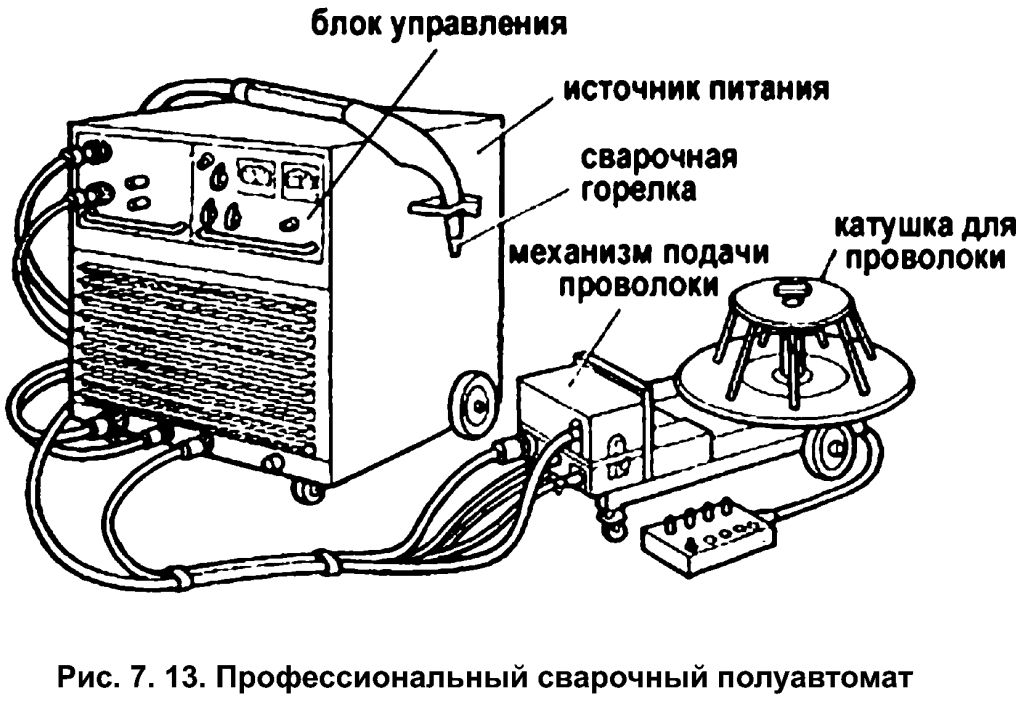
Зажигание дуги зависит от напряжения на холостом ходу. В большинстве случаев оно равняется 50 В. Для удобства многие аппараты снабжены автоматическим розжигом дуги. Системы, которые могут выпрямлять ток, получают и высококачественный шов. Каждый агрегат снабжен дополнительными функциями:
- Пуск двигателя.
- Зарядка аккумулятора.
- Нагрев металла.
- Рихтовка.
- Применение угольного электрода.
Тележка для сварочного аппарата.
Электродуговые конструкции делятся на несколько типов:
- Устройства, которые могут работать с любым видом тока. В эту группу входят приборы инверторного типа. Они выполняют сварку электродами.
- Полуавтоматы, применяющие для работы проволоку.
Заметьте, что устройства инверторного типа делятся на приборы, работающие с электродами и инверторными полуавтоматами. При этом многофункциональные полуавтоматы могут варить электродами и проволокой одновременно.
Сварочные аппараты, о которых рассказано выше, если на них работает профессионал, обеспечивают надежный, прочный шов.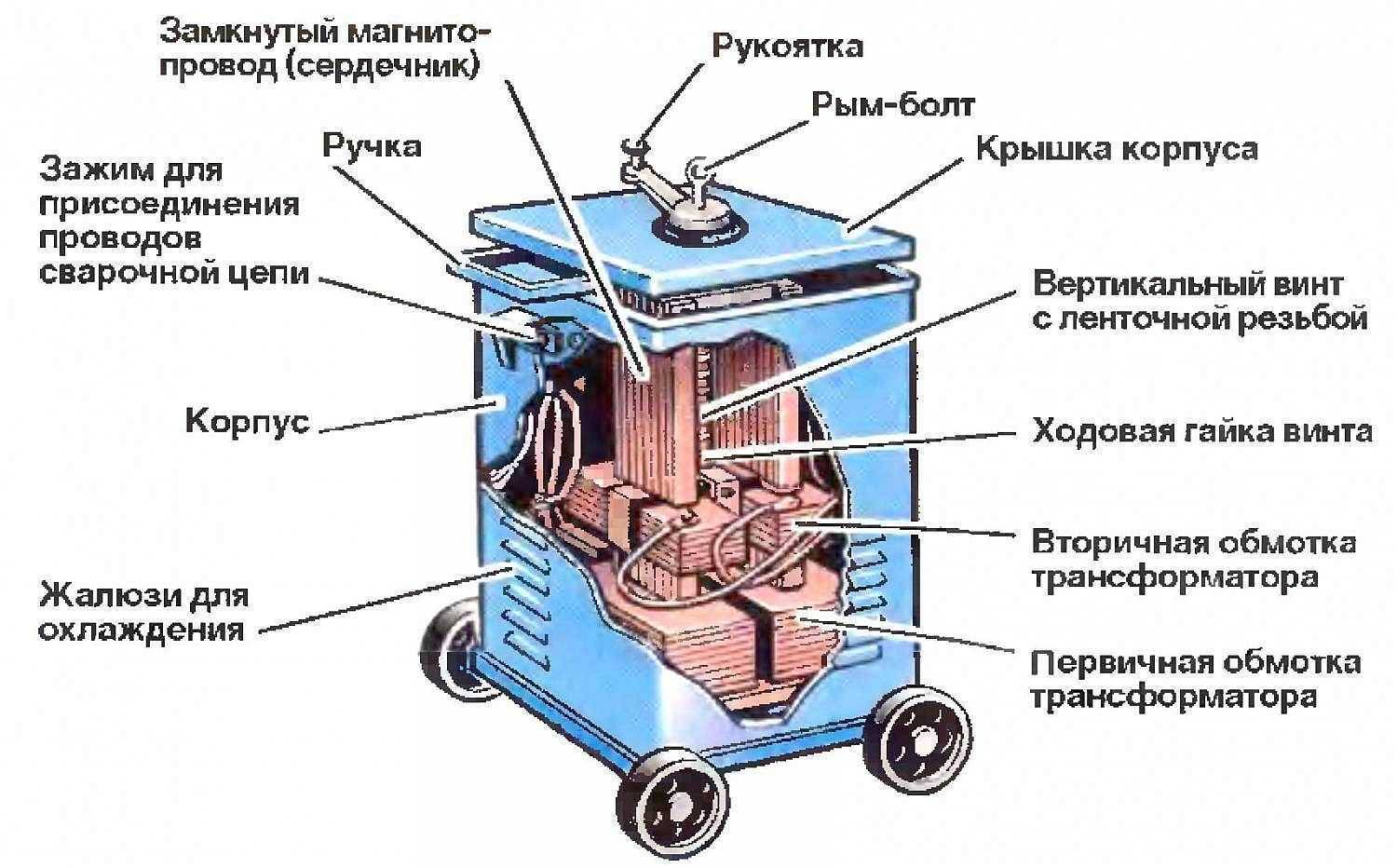 Для тех, кто начинает осваивать подобное ремесло, можно посоветовать приобрести полуавтомат. Выполнять работы с таким аппаратом намного легче. Зажигание дуги происходит автоматически, полностью отсутствуют металлические брызги, если настройки выполнены правильно.
Для тех, кто начинает осваивать подобное ремесло, можно посоветовать приобрести полуавтомат. Выполнять работы с таким аппаратом намного легче. Зажигание дуги происходит автоматически, полностью отсутствуют металлические брызги, если настройки выполнены правильно.
На строительном рынке и в магазинах представлен очень большой ассортимент сварочного оборудования. Перед тем как приобрести сварочный аппарат, необходимо обязательно определить цель, для которой он приобретается. Возможно, он будет работать в домашних условиях, а возможно, необходим для выполнения профессиональной работы. Аппараты сильно отличаются по своей мощности и надежности.
Как сделать правильный выбор сварочного устройства для бытовых целей
Классификация сварочных трансформаторов.
- Охлаждение трансформатора должно выполняться естественным способом, при этом вентилятор должен отсутствовать.
- Для получения качественной сварки нужен мощный дроссель и сглаживающие конденсаторы большой емкости.
- Аппарат должен быть оборудован электронным тормозом, позволяющим остановить подачу проволоки в момент выключения аппарата.
- Сварочный аппарат должен быть снабжен искрогасителем. Он не позволит появиться искре, когда агрегат будет находиться в состоянии покоя. Искрогаситель удалит остаточное электричество.
- Очень важно, чтобы был хорошо сделан блок, подающий проволоку. От ее ровной подачи зависит количество брызг. Самыми известными изготовителями таких блоков являются немецкие специалисты.

Для полуавтомата, работающего с порошковой проволокой, никаких дополнительных аксессуаров не нужно. Для работы с проволокой и сварочными электродами понадобится углекислый газ в баллоне с редуктором.
Инвертор: основные достоинства
Конструкция сварочного инвертора.
Этот аппарат обладает наилучшими для сварки свойствами тока. Его подачу можно регулировать, получая точное значение. Он имеет очень высокое КПД, выше 90%. В аппарате отсутствуют внутренние индуктивные потери, поэтому он потребляет очень мало электроэнергии в сравнении с классическим трансформаторным оборудованием. Для дома является идеальным решением.
Для дома является идеальным решением.
Немаловажное значение при выборе сварочного аппарата для работы в домашних условиях имеют размеры и вес. Инвертор обычно весит менее 10 кг. Его легко транспортировать и хранить.
Каким генератором лучше всего пользоваться, чтобы проводить сварочные работы?
Когда выбирается сварочный генератор, очень важным является вид топлива, необходимого для работы. Один может действовать только на бензине, другому нужно дизельное топливо.
http://moyasvarka.ru/youtu.be/LvIyLUOzS64
Важным показателем является вид генерируемого тока. Самыми простыми, имеющими невысокую стоимость, считаются бензиновые генераторы, вырабатывающие переменный ток. Они отличаются компактностью и невысокой стоимостью. Отрицательной стороной являются малые ресурсы. А вот дизельные генераторы для сварки имеют значительные ресурсы и способны выдержать серьезные нагрузки.
От модели сварочного аппарата зависит и надежность шва.
Генераторы для сварки, вырабатывающие постоянный ток, считаются очень сложными приборами, но при этом они обеспечивают наилучшее качество сварки. Когда работа проходит при переменном токе, надежность и качество шва будет намного хуже.
Когда работа проходит при переменном токе, надежность и качество шва будет намного хуже.
http://moyasvarka.ru/youtu.be/05Bu70WS7f4
Учитывая все вышеописанное, можно выбрать самый подходящий для работы сварочный генератор. Решение всегда принимает сварщик индивидуально. Удачи!
moyasvarka.ru
Какой сварочный аппарат лучше выбрать
Комментариев:
Рейтинг: 78
Оглавление: [скрыть]
- Классификация аппаратов для выполнения сварочных работ
- Трансформаторы: использование плавящихся электродов из металла
- Трансформаторы для сварки: использование постоянного тока и плавящихся электродов
- Сварочное оборудование полуавтоматического характера для работы в газовой среде
- Сварочный инвертор — достойный выбор
- Основные типы электрических сварочных аппаратов
- Как выбрать понижающий трансформатор для сварки
- Сварочный выпрямитель: критерии правильного выбора
- Дополнительные рекомендации
- Как сделать правильный выбор: советы профессионалов
- Подведение итогов
Речь пойдет о выборе аппарата для осуществления сварочных работ и о том, какой сварочный аппарат будет наиболее целесообразен в использовании при определенных условиях. Если вашим занятием являются сварочные работы на профессиональном уровне, то вам вряд ли понадобится искать информацию, как правильно выбрать сварочный аппарат. Обладая даже небольшими навыками работы со сварочным оборудованием, специалист в этой области наверняка знает, на что обратить свое внимание при выборе устройств для сварки. Помощь и консультация чаще всего требуются любителям сварочного дела, которым аппараты необходимы для личных нужд, касающихся решения бытовых проблем.
Если вашим занятием являются сварочные работы на профессиональном уровне, то вам вряд ли понадобится искать информацию, как правильно выбрать сварочный аппарат. Обладая даже небольшими навыками работы со сварочным оборудованием, специалист в этой области наверняка знает, на что обратить свое внимание при выборе устройств для сварки. Помощь и консультация чаще всего требуются любителям сварочного дела, которым аппараты необходимы для личных нужд, касающихся решения бытовых проблем.
При выборе сварочного аппарата, прежде всего, необходимо ориентироваться на то, для каких целей он будет предназначен.
Лучше всего обратиться за помощью к квалифицированному специалисту, который подробно расскажет все плюсы и минусы различных видов сварочных аппаратов и поможет выбрать самый подходящий вариант. Далее будут приведены советы профессионалов, с помощью которых вы сможете очень легко сделать свой выбор, который окажется правильным. Какой сварочный аппарат выбрать — вопрос довольно распространенный и актуальный. Но для начала нужно выяснить, какие варианты сварочного оборудования существуют на сегодняшний день.
Но для начала нужно выяснить, какие варианты сварочного оборудования существуют на сегодняшний день.
Классификация аппаратов для выполнения сварочных работ
Таблица соотношения толщины железа с силой тока и сечением электродов.
Сегодня одним из самых распространенных является оборудование, имеющее предназначение для выполнения сварки ручного типа, при работе с которыми целесообразно использование электродов разного диаметрального размера. Еще один популярный вид — сварочные агрегаты ручного характера для осуществления сварки с помощью неплавящихся электродов, так называемой аргонодуговой.
Оборудование, предназначенное для сварки механического типа, работающее при помощи плавящихся электродов, и другая техника, такая как инверторы, сварочные трансформаторы или генераторы, приборы контактно-точечного характера сварки, тоже довольно распространены и пользуются заслуженным успехом в области выполнения сварных работ.
Это, конечно, неполный список существующего сварочного оборудования, но для осуществления правильного выбора и ознакомления с видами сварочных аппаратов этого будет вполне достаточно. Рассмотрим более подробно некоторые из них, а затем приступим к рассмотрению вопроса, какой сварочный аппарат подойдет именно в вашем случае.
Рассмотрим более подробно некоторые из них, а затем приступим к рассмотрению вопроса, какой сварочный аппарат подойдет именно в вашем случае.
Вернуться к оглавлению
Схема сварки плавящимися электродами на переменном токе.
Если в ваши непосредственные планы входит осуществление сварки изделий из черного металла, то сварочный трансформатор, к характеристикам которого относится выработка переменного тока, будет самым подходящим вариантом.
Для его работы используются плавящиеся металлические электроды. Эксплуатация отличается простотой, а конструкция имеет высокое качество надежности.
Сварка металлических деталей может производиться как методом встык, так и методом внахлест. Применяемые для работы электроды имеют покрытие фтористо-кальциевого характера (рутиловое).
Необходимое напряжение соответствует значению в 220 В, но на этот показатель влияет и вид используемого электрода. При его смене на другой тип может потребоваться иное значение, касающееся напряжения холостой работы.
Регулировка сварочного тока в этом оборудовании происходит постепенным, плавным способом.
Выбор диаметрального размера электрода зависит от максимального значения параметров сварочного тока.
Проще говоря, с увеличением показателя тока увеличивается размер используемого электрода (диаметр), а это, в свою очередь, влияет на повышение параметров производительности оборудования.
Обратите внимание, что использование электродов с покрытием фтористо-кальциевого характера требует при выполнении сварки более высокого значения сварочного тока по сравнению с рутиловыми. Размер электродов варьируется от значения в 1,5 до 2,5 мм.
Вернуться к оглавлению
Элементы трансформатора с использованием постоянного тока.
Этот вариант чем-то напоминает описанный выше, но конструкция такого аппарата более сложная, что, в свою очередь, влияет на повышение его стоимости. Кроме цены их различие заключается в том, что при работе трансформатора, вырабатывающего постоянный ток, на выходе имеется выпрямитель на основе диода, позволяющий изменять характеристики тока переменного.
Этот факт и является его главным недостатком, так как в такой ситуации происходит потеря мощности. Но есть компенсирующий плюс: это образование и сохранение дуги стабильного характера.
К перечню положительных качеств описываемого сварочного аппарата можно отнести и реальную возможность осуществлять сварку цветных металлов, а не только черных, как в предыдущем варианте. Главное — не ошибиться в выборе электродов с подходящими характеристиками.
И еще: такой вариант сварочного оборудования, как трансформатор постоянного тока, при работе с которым используются плавящиеся электроды, больше подойдет для квалифицированных специалистов, нежели для любителей. Если ваша цель — решение бытовых проблем, то выбирайте более простой вариант.
Вернуться к оглавлению
Элементы сварочного оборудования полуавтоматического характера для работы в газовой среде
Этот вид сварочных агрегатов по своей сути является универсальным. Чаще всего его приобретают для использования в области ремонта автомобилей и для нужд в быту. Такое оборудование для сварки можно охарактеризовать как удобный, надежный и обладающий высокими показателями производительности вариант.
Такое оборудование для сварки можно охарактеризовать как удобный, надежный и обладающий высокими показателями производительности вариант.
Но не спешите радоваться всему вышесказанному, так как этот класс сварочных аппаратов отличается высокой ценой, и не всегда обычные потребители могут позволить себе приобрести его.
Конструкция этого оборудования еще более сложная, чем все предыдущие. Она включает в себя такие составляющие, как трансформатор, редуктор, имеющий регулировку, выпрямитель, а также рукав, оснащенный горелкой, проволочный привод.
Чтобы выполнить работу по сварке железных, алюминиевых, стальных изделий либо деталей из нержавейки, необходимо использовать проволоку, диаметральный размер которой имеет минимальное значение в 1,2 мм.
Аргонная сварка выполняется в среде инертных газов при помощи неплавящегося электрода.
Выбирать проволоку нужно в зависимости от поставленных задач. Точнее, от того, изделия из какого металла подлежат сварке. Обратите внимание, что бобина с намотанной проволокой закрепляется непосредственно на самом сварочном аппарате.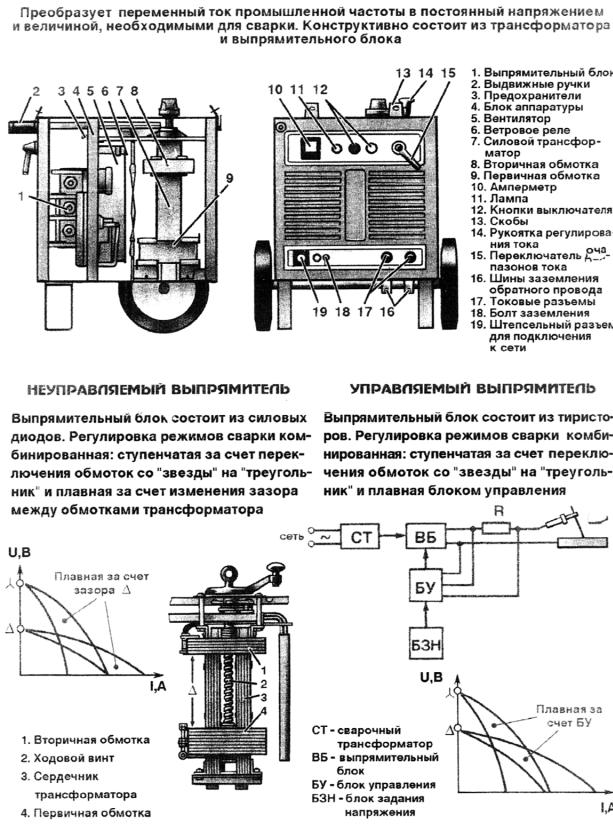
Еще один важный момент: описываемое оборудование может эксплуатироваться в различных условиях, имеется в виду с газом или без. При выполнении работы без газа для сварки нужно выбирать флюсовую проволоку. А в случае использования газа, выполняя сварочные работы с разными металлами, необходимо особо тщательно подойти к его выбору, так как для каждого из металлов существует свой индивидуальный вид газа.
Например, при сварке железных частей обычно используется углекислый газ. Сталь требует наличия такой сварочной смеси, как сочетание углекислого газа и аргона. Чистый аргон применяется при выполнении сварочных работ с деталями из алюминия.
Вернуться к оглавлению
С помощью сварочного инвертора можно выполнять швы вертикального характера.
Речь пойдет о сварочных инверторах, которые можно характеризовать как импульсные. Именно они на сегодняшний день занимают лидирующее место среди сварочного оборудования. Несмотря на то что датой их создания считается далекий 1977 год, в современных условиях они являются наиболее совершенными и самыми популярными как среди любителей, так и профессиональных сварщиков.
Если говорить о плюсах этого вида сварочного оборудования, то в первую очередь необходимо отметить небольшой вес и размеры, а значит, мобильность такого аппарата. Высокие показатели частоты напряжения тоже характеризуют инверторы с положительной стороны. В сочетании все плюсы сварочных инверторов влияют на ценовую категорию этих аппаратов.
Следует отметить, что их стоимость довольно высока. Но если вы хотите получить в результате приобретения сварочного аппарата показатели высокой производительности, удобство использования, мобильность и другие положительные свойства, стоит остановить свой выбор именно на описываемом варианте (инвертор).
Мобильность инверторного сварочного аппарата и высокие показатели частоты напряжения характеризуют его с положительной стороны.
Очень хорошо, если выбранный вами инвертор, будет иметь различные усовершенствования в виде дополнительных функций. К их списку можно отнести следующие самые распространенные:
- Так называемый горячий старт. Он подразумевает возможность повышения тока скачкообразным способом в самом начале сварочных работ. В результате этого образование дуги становится более легким.
- Антизалипание. Такая функция способна понизить силу тока при возникновении ситуации залипания электрода. В результате ее использования разъединить металлическую поверхность и электрод можно достаточно просто.
- Еще одна функция, которая носит название форсаж дуги. Ее использование позволит вам, выполняя швы вертикального характера, получить высокие результаты качества.
 Он подразумевает возможность повышения тока скачкообразным способом в самом начале сварочных работ. В результате этого образование дуги становится более легким.
Он подразумевает возможность повышения тока скачкообразным способом в самом начале сварочных работ. В результате этого образование дуги становится более легким.Вернуться к оглавлению
Схема сварки плавящимися и не плавящимися электродами.
Чтобы стало понятно, более подробно рассмотрим еще один классифицирующий признак сварочного оборудования. Подразделение на три основных типа происходит по следующим характеристикам:
- Тип, относящийся к трансформаторам понижающего характера. С их помощью осуществляется сварка переменным током. Принцип изменения характера сварочного тока заключается в наличии разорванного магнитного контура, из-за которого и происходит процедура смены характера тока. Такие аппараты отличаются надежностью. Сварка, осуществляемая с их помощью, достаточно эффективна и производится в режиме ММААС. Целесообразно использовать в случае обработки углеродистой стали, если нет необходимости получить повышенное качество шва.
- Тип, характеризующийся как сварочные выпрямители. Режим работы — MMADC, с использованием выпрямленного тока. Сварочные работы с их помощью проводятся на таких материалах, как углеродистая сталь и нержавейка. Алюминиевые сплавы тоже входят в этот перечень. Если сравнивать качество шва с предыдущим вариантом, то стоит отметить его более высокое качество.
- Тип, носящий название сварочных инверторов. В зависимости от того, какую модель вы выберете, осуществлять сварку можно в различных режимах. Это универсальные модели сварочного оборудования, наиболее популярные среди потребителей. С их помощью можно осуществлять сварочные работы с материалами любого характера. При работе вырабатывается ток, обладающий высокой частотой.
 Такие аппараты отличаются надежностью. Сварка, осуществляемая с их помощью, достаточно эффективна и производится в режиме ММААС. Целесообразно использовать в случае обработки углеродистой стали, если нет необходимости получить повышенное качество шва.
Такие аппараты отличаются надежностью. Сварка, осуществляемая с их помощью, достаточно эффективна и производится в режиме ММААС. Целесообразно использовать в случае обработки углеродистой стали, если нет необходимости получить повышенное качество шва.Вернуться к оглавлению
Мощность сварочного трансформатора не должна быть выше мощности электричества в месте эксплуатации.
Первое, на что нужно обратить внимание, — это показатель рабочего напряжения. Трансформаторы этого вида могут эксплуатироваться от сети трехфазного или однофазного характера. Оптимальным вариантом является модель универсального типа, подключение которой может быть выполнено как к одной, так и к другой озвученным выше сетям.
После оценки этих параметров внимание нужно уделить мощности выбираемого аппарата. При маркировке питания в 380 В мощность агрегата будет более высокой, но не забудьте, что подключение будет осуществляться к сети трехфазного вида, что не всем доступно. Главное, чтобы мощность сварочного трансформатора не имела показатель более высокий, чем мощность сети, имеющейся в месте предполагаемой эксплуатации.
На что еще следует обратить внимание? Немаловажным показателем являются такие характеристики, как сила рабочего тока и рекомендуемые размеры электродов.
Если предстоит варить сталь углеродистого типа, то сила тока может варьироваться от 80 до 160 А. В этом случае подойдут электроды, имеющие размер до 6, точно определить это значение можно, ориентируясь на предполагаемую толщину заготовок.
В этом случае подойдут электроды, имеющие размер до 6, точно определить это значение можно, ориентируясь на предполагаемую толщину заготовок.
Если для вас важна мобильность сварочного оборудования, то оценить придется еще и вес, а также габариты выбранного устройства, так как перемещение сварочного аппарата, обладающего максимальными весовыми характеристиками, довольно проблематично.
Но именно в этом случае практически все модели трансформаторов имеют тяжелый вес, поэтому, выбирая, отдайте предпочтение тому устройству, которое имеет в своей конструкции колеса и удобную ручку для более легкого перемещения.
Вернуться к оглавлению
Сварочный выпрямитель преобразует переменный ток в постоянный в трехфазной сети.
Охарактеризовать этот вид оборудования можно как приспособления, работающие на импульсном токе выпрямленного типа. Именно это качество делает устойчивость дуги более высокой. А еще от него зависит процесс разбрызгивания металла и корректировка расхода используемых при работе электродов. Проще говоря, выработка выпрямленного тока дает в результате работы наиболее ровный и эстетичный шов сварки. Это качество особенно важно при работе с деталями декоративного характера.
Проще говоря, выработка выпрямленного тока дает в результате работы наиболее ровный и эстетичный шов сварки. Это качество особенно важно при работе с деталями декоративного характера.
Что касается характера тока, то работа выпрямителей возможна при наличии трехфазной и однофазной сетей. Обратите внимание, что подключение выпрямителей выполняется по мостовой схеме. Если выбрать трехфазную сеть, то в результате можно получить довольно стабильную устойчивую дугу, а также высокую мощность. Но, как уже отмечалось выше, необходимо ориентироваться на наличие либо отсутствие такой электрической сети в месте предполагаемой эксплуатации сварочного оборудования.
Диапазон тока, возможность регулировки условий режима, диаметр используемых электродов — все эти параметры очень важны при осуществлении выбора. Что касается регулировки режима и показателей сварочного тока, то такое оборудование, как выпрямители, подразумевает ступенчатое исполнение.
Вернуться к оглавлению
Классификация способов дуговой сварки.![]()
После того как вы изучили характеристики самых распространенных видов сварочных аппаратов, нужно определиться с их назначением. Это очень важно при совершении покупки, так как от этой характеристики будет зависеть и цена, и качество выполняемой работы.
Условно все сварочные аппараты можно классифицировать так:
- бытового назначения;
- полупрофессионального типа;
- профессионального характера.
Если вы не являетесь высококвалифицированным специалистом в области сварки, то внешний вид приобретаемого аппарата вам не скажет практически ни о чем, в том числе будет трудно определить его назначение. Поэтому лучше всего ориентироваться на показатель сварочного тока.
Допустим, что понравившийся вам агрегат обладает силой тока менее 200 А. Это говорит о том, что он относится к категории бытовых приборов. Более высокие показатели тока, достигающие 300 А, относят сварочное оборудование к типу полупрофессиональных. И, наконец, характеристика силы тока свыше 300 А говорит о том, что это профессиональное оборудование.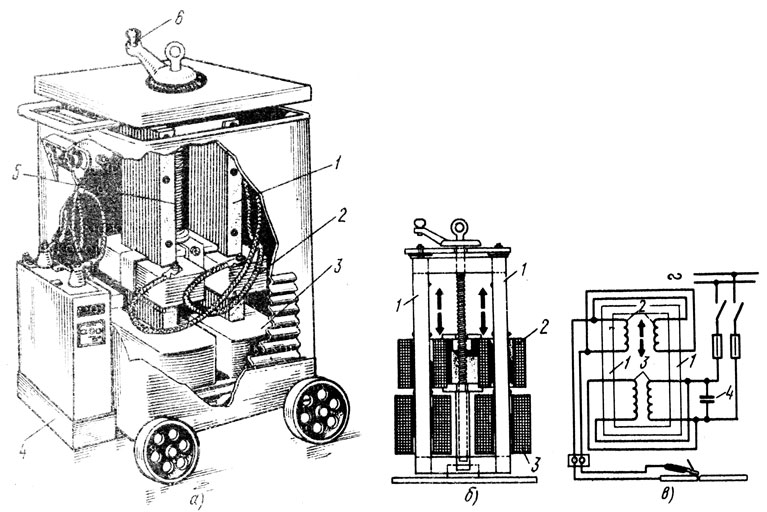
Практически все сварщики-любители, которым приходится заниматься сварными работами не регулярно, а время от времени, склоняются к выбору сварочных инверторов. Несмотря на то что цена их немного выше, чем трансформаторов, причиной для их приобретения являются удобство и универсальность этого оборудования для сварки.
Если же категория цены имеет для вас серьезное значение и является решающим фактором, то вам подойдет сварочный трансформатор, самый обычный и доступный вариант.
Вернуться к оглавлению
При силе тока от от 80 до 160 А подойдут электроды размером до 6.
После того как вы ознакомились с информацией о существующих вариантах сварочного оборудования и уже немного ориентируетесь в их разнообразии, можно приступать к освещению основного вопроса, касающегося правильного выбора. Прежде всего ответьте на такой вопрос: для чего, для каких целей вам необходим сварочный аппарат? Какой вид работ вы будете выполнять и с какими металлами работать? А еще немаловажную роль в этой проблеме будут играть ваши финансовые возможности.
Рассмотрим эти вопросы на конкретных примерах, так будет легче сориентироваться.
Допустим, что вам предстоит работа, подразумевающая сварку уголков (черного металла) или резку швеллера. В этом случае приобретение дорогостоящего, мощного аппарата будет как минимум нецелесообразным.
И еще: осуществляя выбор сварочных агрегатов в личное пользование, нельзя забывать и о такой характеристике, как возможность непрерывной сварки. Определить этот показатель очень легко, достаточно оценить его характеристики (технические). Обычно в инструкции он именуется аббревиатурой «ПВ».
http://moyakovka.ru/youtu.be/2Q6BEjCp_t8
При параметрах, имеющих соотношение, равное 35%/160 А, становится понятно, что временной период беспрерывной работы этого агрегата составит всего 3,5 минуты при силе тока в 160 А. Спустя это время потребуется небольшой перерыв в работе.
Стандартным циклом работы любого сварочного аппарата считаются 10 минут. То есть при работе в 3,5 минуты потребуется перерыв в 6,5 минуты, после чего снова можно осуществлять сварку.
Чаще всего показатель ПВ среднего значения представлен параметрами от 15 до 20%. Но это подходящий вариант для любителей в области сварки, а вот квалифицированных специалистов может устроить показатель не ниже 60%.
Вернуться к оглавлению
Таким образом, чтобы осуществить простые процедуры сварочного характера, необходимость которых возникает в быту, достаточно приобрести не очень дорогой, но надежный аппарат, предназначенный для выполнения дуговой сварки ручного характера.
Но если для вас в первую очередь важна не ценовая категория, а качество выполненных работ (качество шва), то лучше отдать предпочтение такому оборудованию, как трансформаторы с током постоянного характера.
Как уже стало понятно, выбирая вид сварочного оборудования, прежде всего стоит обратить внимание на потребности в сварке, показатели надежности. Значит, и качество и, конечно, цену сварочного агрегата. Именно поэтому нельзя дать общий совет, какой именно выбрать сварочный аппарат. Осуществлять выбор необходимо исходя строго из индивидуальных потребностей.
http://moyakovka.ru/youtu.be/BDNtM0eScNc
Чтобы немного облегчить выбор, проконсультируйтесь с квалифицированным сварщиком или менеджером по продаже сварочного оборудования. Но не нужно слепо доверять их советам, ваше мнение играет не последнюю роль в принятии решения, касающегося вопроса, какой сварочный аппарат выбрать. Тем более вы уже достаточно знаете о видах и характеристиках сварочного оборудования.
moyakovka.ru
www.samsvar.ru
Сварочное оборудование — это… Что такое Сварочное оборудование?
машины, аппараты и приспособления, необходимые для изготовления из заготовок сварных изделий. Комплекс технологически связанного между собой С. о. для выполнения сварочных работ при том или ином участии сварщика называется сварочным постом, установкой, а при объединении нескольких постов или установок — линией.
Существуют посты и установки для дуговой, контактной, газовой, электроннолучевой и других способов сварки (См. Сварка). К С. о. относят: сварочные аппараты и машины с источниками питания и устройствами для выполнения собственно процесса сварки; технологические приспособления для осуществления быстрой сборки деталей под сварку, удерживания их во время работы и предотвращения или уменьшения коробления свариваемого изделия; вспомогательное оборудование для перемещения изделий в процессе выполнения сварки, крепления и перемещения сварочных аппаратов; инструмент сварщика. Кроме того, при сварке используют различные транспортные средства, приборы для контроля качества сварного соединения и т. п. Техническая характеристика С. о. определяется выбранным способом сварки, характером производства и степенью механизации процесса (ручная, полуавтоматическая или автоматическая сварка).Сварочный пост — участок производственной площади, на котором размещены источник тока, токопровод, необходимые технологические приспособления и инструменты сварщика. Для защиты окружающих от излучения участок огорожен шторами или щитами. В условиях современного производства широко распространены автоматизированные установки (рис.1). Такие стационарные посты размещают в цехе. В полевых условиях, для сварки крупногабаритных изделий, на строительстве, при выполнении ремонтных работ и т. п. организуют передвижные посты.
Сварочные аппараты и машины. В сварочные посты и установки входят источники питания и аппараты для регулирования горения сварочной дуги (См. Сварочная дуга) в процессе сварки. Для выполнения сварки применяют источники питания, которые имеют удобную, плавную или ступенчатую регулировку и удовлетворяют общим требованиям для электрических машин и аппаратов. При электросварке используют сварочные трансформаторы, генераторы и выпрямители; при газопламенной обработке (См. Газопламенная обработка) — газовые генераторы. Различают источники питания одно- и многопостовые, стационарные (длительная непрерывная работа) и малогабаритные переносные (непродолжительная работа). Сварочный трансформатор служит для согласования параметров сварочной и питающей цепей, а также выполняет функции регулятора. При дуговой сварке применяют механические и электрические способы регулирования напряжения. При механическом регулировании (рис. 2, а) изменяют, например, расстояние между первичными и вторичными обмотками. Электрическое регулирование (рис. 2, б) осуществляют изменением токов управления в дополнительных обмотках, расположенных на верхнем и среднем ярме трансформатора. При этом вторичная обмотка разделена на две части (α и β), одна из которых (β) расположена в верхнем окне трансформатора. При одном и том же коэффициенте трансформации такой трансформатор может иметь различные значения напряжения холостого хода, что необходимо при настройке режима сварки. Для контактной электросварки (См. Контактная электросварка) применяют сварочные трансформаторы с минимальным сопротивлением короткого замыкания. Их вторичная обмотка имеет обычно 1 или 2 витка. Изменение вторичного напряжения достигается переключением части витков первичной обмотки.Сварочный генератор — специальная электрическая машина постоянного тока или тока повышенной частоты. Применяют однопостовые генераторы — универсальные или с падающей внешней характеристикой, которая обеспечивает устойчивое горение сварочной дуги. В сварочной технике используют генераторы: поперечного поля, с расщепленными полюсами, с размагничивающей последовательной обмоткой. У сварочного генератора поперечного поля (рис. 3, а) короткозамкнутая обмотка cd якоря создаёт поперечный магнитный поток Фп. Падающая характеристика образуется в результате действия продольного размагничивающего потока якоря Фпр. У генератора с размагничивающей последовательной обмоткой (рис. 3, б) внешняя характеристика формируется взаимодействием магнитных потоков Фр (размагничивающей последовательной обмотки) и Фв (намагничивающей параллельной обмотки). Напряжение на намагничивающую обмотку подаётся от третьей щётки или от самостоятельного источника питания (при т. н. независимом возбуждении).
Сварочный выпрямитель — преобразователь переменного напряжения питающей сети в постоянное, имеющий падающую, жёсткую или регулируемую внешнюю характеристику. Выпрямитель состоит из трансформатора, блока, полупроводниковых вентилей, системы автоматического управления, дросселя электрического (См. Дроссель электрический), коммутационной аппаратуры. Регулирование преобразователей осуществляется трансформаторами или управляемыми вентилями. Газовый генератор — аппарат для получения горючих газов. Чаще в газовых генераторах производят ацетилен из карбида кальция путём взаимодействия его с водой (см. Генератор ацетиленовый). Сварочный автомат для дуговой сварки — комплекс механизмов и приборов (рис. 4), с помощью которых осуществляется механизация процесса выполнения сварного соединения: подача электродной проволоки, зажигание сварочной дуги, поддержание заданного режима сварки и прекращение процесса. В таких установках используют головки с независимой скоростью подачи проволоки, в которых поддержание дугового процесса основано на саморегулировании дуги, и с автоматическим регулированием скорости подачи проволоки в зависимости от напряжения дуги. Взамен сложных установок для автоматической сварки часто применяют сварочные тракторы (См. Сварочный трактор) — переносные самоходные автоматы. Существуют сварочные автоматы и самостоятельные подвесные головки, осуществляющие электросварку одним или несколькими электродами. Электроды могут быть подключены к общему источнику питания или к самостоятельным источникам. Применяются также аппараты для сварки неплавящимся угольным или вольфрамовым электродами (рис. 5). Сварочный полуавтомат, или шланговый полуавтомат, — аппарат для дуговой сварки, в котором механизирована подача электродной проволоки, а перемещение горелки вдоль свариваемых кромок осуществляется вручную. Имеются полуавтоматы для сварки неплавящимся электродом с механизированной подачей присадочной проволоки, которая проталкивается через гибкий направляющий шланг или подаётся с катушки механизмом, встроенным в горелку. Сварочными полуавтоматами осуществляют сварку в защитных газах (См. Сварка в защитных газах), сварку открытой дугой и сварку под флюсом (См. Сварка под флюсом). Механизм подачи проволоки и горелка, находящаяся в руке сварщика, соединены между собой гибким шлангом (направляющим каналом), по котором у в зону горения дуги подаётся электродная проволока и подводятся сварочный ток, флюс и защитный газ. Часть сварочного аппарата (автомата, полуавтомата), обеспечивающая подвод электрического тока к электроду и газа в зону дуги, или устройство, применяемое при газовой сварке (См. Газовая сварка) для регулирования сварочного пламени, называется сварочной горелкой (См. Сварочная горелка).Автомат для электрошлаковой сварки (рис. 6) конструктивно отличается от автоматов для дуговой сварки, т. к. при этом виде сварки свариваемые кромки занимают вертикальное положение. Существуют автоматы, перемещающиеся по рельсу или непосредственно по кромкам свариваемой детали. Кроме самоходного механизма для вертикального движения, автомат снабжен двумя ползунами, предназначенными для удержания сварочной ванны и формирования шва, и механизмом колебания электродов вдоль зеркала ванны.
Технологические приспособления, используемые сварщиком, служат для сборки деталей под сварку и фиксации их; для сварки заранее собранных деталей; для совмещения операции сборки и сварки. В зависимости от характера производства приспособления изготовляют универсальными или специализированными (для определённых изделий). Одну деталь к другой прижимают винтовыми, рычажными, эксцентриковыми, магнитными и др. зажимами. Их используют для соединения отдельных деталей (переносные зажимы) и для оснащения сварочных стендов. Для фиксации свариваемых деталей иногда используют прихваты, присоединяемые к свариваемым деталям временными короткими швами. Для сближения или разведения свариваемых кромок или фиксации их положения служат стяжки, распорки и домкраты. Сборку и сварку изделий осуществляют на универсальных и специализированных стендах. Фиксаторы (упоры, пальцы, штыри, шаблоны) служат для определения положения свариваемых деталей относительно всего приспособления. К технологической оснастке стендов относятся также флюсоудерживающие устройства, флюсовые и газовые подушки, устройства для принудительного формирования шва и др.
Вспомогательное оборудование сварочных установок. Сварочные установки компонуются из элементов, предназначенных для расположения изделия в наиболее удобном для сварки положении, для поворота его во время работы и обслуживания зоны сварки, а также для крепления и перемещения сварочных аппаратов. С целью установки изделий в удобном для работы положении применяют роликовые, цевочные, цепные, цапфовые, рычажные кантователи (рис. 7). Поворот свариваемого изделия вокруг оси осуществляют вращателями с вертикальной, наклонной или горизонтальной осями вращения. Изделия закрепляются и поворачиваются с помощью планшайбы или поводка (центровые вращатели) или роликами (роликовые). При сварке цилиндрических изделий часто применяют роликовые стенды-вращатели (см. рис. 1) обычно с обрезиненными приводными роликами. Для вращения изделия в процессе сварки вокруг оси, занимающей различные положения в пространстве, служат установочные и сварочные манипуляторы. Для крепления и перемещения сварочных автоматов и полуавтоматов, подвески аппарата над подвижным свариваемым изделием или перемещения аппарата вдоль шва или от шва к шву применяют различные устройства, например балку с платформой, рельсовые пути, специальные грузозахватные приспособления.
Инструмент сварщика: электродержатели для сварки штучными электродами, горелки, зачистной инструмент (молотки-шлакоотделители, пневмомолотки, проволочные щётки, шлифовальные машины и др.), пригоночный инструмент для подгонки соединяемых деталей; инструмент для перемещения и кантовки горячих деталей; инструмент для наладки сварочного и технологического оборудования; измерительный инструмент (штангенин-струмент, микрометрический и др.). Сведения об оборудовании для специальных способов сварки (контактной, ультразвуковой, диффузионной и др.) см. в статьях об этих способах сварки.
Лит.: Сварочное оборудование. Каталог-справочник, ч. 1—3, К., 1968—72; Гитлевич А. Д., Этингоф Л. А., Механизация и автоматизация сварочного производства, М., 1972; Бельфор М. Г., Патон В. Е., Оборудование для дуговой и шлаковой сварки и наплавки, М., 1974; Севбо П. И., Комплексная механизация и автоматизация сварочного производства, К., 1974; Чвертко А. И., Тимченко В. А., Установки и станки для электродуговой сварки и наплавки, К., 1974.
М. Г. Бельфор, И. И. Заруба, В. Н. Троицкий.
Рис.1. Установка для дуговой автоматической сварки: 1 — сварочный аппарат; 2 — свариваемое изделие; 3 — шкаф с аппаратурой управления; 4 — источник тока; 5 — провода управления; 6 — токопровод; 7 — рельсовый путь; 8 — тележка с колонной; 9 — роликовый стенд; 10 — площадка обслуживания.
Рис. 2. Схема сварочного трансформатора для дуговой сварки: а — с механическим регулированием индуктивного сопротивления и напряжения; б — с электрическим регулированием; 1 и 2 — первичная и вторичная обмотки; 3 — обмотка управления; 4 и 5 — среднее и верхнее ярмо.
Рис. 3. Схема сварочного генератора: а — поперечного поля; б — с размагничивающей последовательной обмоткой.
Рис. 4. Сварочный автомат для дуговой сварки: 1 — флюсоотсос; 2 — сварочная головка; 3 — механизм подачи с редуктором; 4 — механизм подъема; 5 — ходовой механизм; 6 — флюсоаппарат; 7 — рельсовый путь; 8 — подающий ролик; 9 — мундштук; 10 — воронка для флюса.
Рис. 5. Сварочный автомат для электросварки неплавящимся вольфрамовым электродом с подачей присадочной проволоки: 1 — горелка; 2 — катушка; 3 — механизм подачи; 4 — направляющий шланг; 5 — наконечник; 6 — прижимной ролик.
Рис. 6. Автомат рельсового типа для электрошлаковой сварки проволочными электродами: 1 — направляющий рельс-колонна, закрепляемый на изделии; 2 — передний и задний ползуны; 3 — токопроводящие мундштуки с электродами; 4 — пластина для крепления заднего ползуна; 5 — изделие; 6 — пульт управления; 7 — механизм горизонтальной подачи.
Рис. 7. Кантователи: а — роликовый; б — цевочный; в — цепной; г — цапфовый; д — рычажный.
dic.academic.ru
Как устроен сварочный аппарат? Сварочный аппарат своими руками
Уважаемые посетители!!!
Сварочный аппарат, а точнее сварочный трансформатор в отличие от обыкновенных понижающих или повышающих трансформаторов напряжения,- имеют между собой небольшое различие. Если взять любую схему сварочного трансформатора, из схемы видно, что первичная обмотка включается в электрическую цепь параллельно, где она замкнута накоротко. Короткое замыкание исключается наибольшим количеством витков по сравнению со вторичной обмоткой, намотанной на неподвижной части магнитопровода, выполненного из трансформаторной стали.
Принцип работы сварочного аппарата
Вторичная обмотка сварочного трансформатора включается в электрическую цепь последовательно с дополнительной обмоткой. Дополнительная обмотка представляет собой регулятор тока. Регулятор по току состоит из неподвижной части магнитопровода, выполненного из трансформаторной стали, непосредственно на магнитопроводе намотана сама проводка \обмотка\ и дросселя,- представляющего собой подвижную часть регулятора тока, состоящего только из одной трансформаторной стали- магнитопровода, выполненного без обмотки. Подвижную часть называют дросселем, неподвижную часть- якорем. За счет зазора регулируемого дросселем по отношению к неподвижной части магнитопровода,- можно регулировать электрической дугой при сварке, создавать необходимый нам сварочный ток. Один конец вторичной обмотки закрепляется на какой либо металлической конструкции, с которой нам необходимо проделать сварочные работы, второй конец вторичной обмотки крепится к держателю с электродом. Здесь мы можем наблюдать такой же пример из электротехники, при уменьшении зазора на регуляторе тока, сопротивление увеличивается \ чем меньше сопротивление, тем больше сила тока\, а следовательно сварочный ток при этом уменьшается.
Устройство сварочного аппарата
Принципиальная электрическая схема мостовоговыпрямителя сварочного аппарата, с указанием полярностипри сварке тонколистового металла
Можно добавить, что один конец обмотки, закрепляемый на металлической конструкции для сварочных работ,- имеет нулевой потенциал, а держатель с закрепленным электродом,- имеет положительный потенциал. Соприкосновение держателя электрода с массой,- создает режим короткого замыкания. Короткого замыкания в этом примере не происходит благодаря зазору в магнитопроводе между подвижной и неподвижной частью регулятора тока. При проведении сварочных работ, необходимо соблюдать меры собственной безопасности, а именно, не соприкасаться одновременно с массой \нулевым проводом\ и держателем \фазным проводом\, учитывая то, что сварочный трансформатор имеет свой холостой ход с напряжением чуть более 60 вольт.
Регулятор тока сварочного аппарата
В приведенном примере зазор регулятора тока между подвижной и неподвижной частью магнитопровода регулировался вручную — винтом. Более широкое применение сварочные трансформаторы получили со следующей схемой. На неподвижной части магнитопровода располагаются три обмотки, первая подключается к источнику питания, вторичная обмотка включается с обмоткой регулятора тока последовательно. Зазор между подвижной и неподвижной частью магнитопровода регулируется самостоятельно. Данная схема сварочного трансформатора как и сам аппарат в целом, отличается от предыдущего — своей компактностью и дешевизной выпуска.
На фото показано устройство сварочного трансформатора серии ТДМ представлено схематическим изображением:
- Поз. 1 – первичная обмотка трансформатора из изолированного провода.
- Поз. 2 – вторичная обмотка не изолирована, с воздушными каналами для лучшего режима охлаждения.
- Поз. 3 – подвижная составляющая магнитопровода.
- Поз. 4 – система подвеса трансформатора в корпусе агрегата.
- Поз. 5 – система управления воздушным зазором.
- Поз.6 – ходовой винт управления воздушным зазором.
- Поз. 7 – рукоятка привода управляющего винта.
zapiski-elektrika.ru
Выбор сварочного аппарата
Сварочный аппарат — устройство, предназначенное для надежного крепления металлических листов и изделий. При помощи данного инструмента можно быстро, а главное, надолго закрепить необходимые элементы.
Существует несколько типов сварочных аппаратов:
Сварочный аппарат переменного тока — предназначен для сварки черных металлов встык и внахлест. Самый распространенный и популярный вид сварочного оборудования, применяемый для сварки методом MMA — с применением штучных плавящихся электродов с рутиловым или фтористо-кальциевым покрытием. Такие приборы доступны по цене и имеют достаточно простую конструкцию, которая оказывает положительное влияние на долговечность и надежность сварочного аппарата.
Сварочный аппарат постоянного тока — предназначен для сварки не только черных металлов, но и нержавеющей стали и цветных металлов. По своей конструкции данное устройство очень похоже на сварочный аппарат переменного тока, но на выходе данного устройства установлен диодный или тиристорный выпрямитель, благодаря которому переменный ток выпрямляется, но сам аппарат теряет часть мощности. Конструкция такого инструмента сложная, тяжелая и, следовательно, достаточно дорогая. Но с точки зрения комфорта во время работы, сварочный аппарат постоянного тока максимально подходит для этой цели. Постоянный ток обладает полярностью, поэтому это необходимо учитывать при выборе и подключении электродов.
Аппараты полуавтоматической сварки в среде инертного или активного газа (MIG/MAG) — применяется для сварки железа, обычной и нержавеющей стали, алюминия. Широко используется при осуществлении ремонта автомобилей. Такие аппараты имеют очень сложное устройство и стоят достаточно дорого. Сам аппарат состоит из трансформатора с крутопадающей вольтамперной характеристикой, выпрямителя, привода проволоки и рукава с горелкой. Сварка осуществляется при помощи проволоки толщиной 0,6 — 1,2 миллиметров, выполненной из различных металлов в среде защитного газа. Как правило, выходной ток может регулироваться ступенчато, очень редко можно встретить модели с плавным регулированием. Различные модели данного устройства могут работать с газом, без него или объединяя эти два вида сварки. Для осуществления сварки без газа применяется флюсовая проволока. Для работ с газом баллон с этим веществом подбирается в зависимости от свариваемого материала.
Сварочные инверторы — это самый современный и высокотехнологичный прибор для осуществления сварочных работ. Такой инструмент весит совсем немного — от 3 килограмм, имеет небольшие габариты и не сильно зависит от входного напряжения. Это аппарат постоянного тока. Питающее напряжение на входе выпрямляется, а потом преобразуется в переменное напряжение с частотой 20 — 45 килогерц, которое и подается на трансформатор. На выходе напряжение выпрямляется.
Итак, как же ориентироваться в рабочих характеристиках тех или иных моделей?
Первый параметр, на который стоит обратить внимание — это входное напряжение. Оно может быть однофазным (220 Вольт) и трехфазным (380 Вольт). Все аппараты, кроме инверторных, чувствительны к перепадам напряжения. Понижение напряжения снизит выходные характеристики сварочного аппарата, а повышение — вызовет перегрузку и последующее отключение прибора.
Следующий параметр — напряжение холостого хода. Оно варьируется от 45 до 70 Вольт. Чем выше напряжение, тем проще поджечь дугу, и тем стабильнее будет осуществляться процесс горения сварочного аппарата. Эта характеристика должна учитываться при подборе электродов.
Еще один параметр — выходной ток. В бытовых сварочных аппаратах он может варьироваться от 10 до 250 Ампер, в профессиональных устройствах данный показатель может доходить до 500 Ампер. Регулировка может быть или ступенчатой, или плавной. Чем выше максимальный ток, тем больше возможностей имеет сварочный аппарат: его производительность возрастет, появится возможность использовать электроды большего диаметра, а, следовательно, может выполняться более сложная работа. При подборе типа электродов также обращайте внимание на эту характеристику — рутиловые электроды плавятся при меньшем токе, основные — требуют более высоких значений тока.
Еще один параметр, заслуживающий внимания — это минимальный и максимальный диаметр электродов (в случае с полуавтоматом — минимальный и максимальный диаметр проволоки). Именно этот параметр определяет толщину материала, для сварки которого сможет применяться аппарат. Диаметр электродов варьируется от 0,5 до 6,0 миллиметров. Для выполнения большинства стандартных задач требуется диаметр от 2 до 3 миллиметров. В полуавтоматах используется смотанная в катушки проволока диаметром от 0,6 до 1,2 миллиметров.
Необходимо крайне внимательно относиться к выбору электродов и проволоки. От этого напрямую зависит качество сварочного шва. Данные материалы имеют срок годности и особые требования к хранению. Электроды могут отличаться полярностью, родом тока (он может быть переменным или постоянным), покрытием, материалом. Электроды, предназначенные для работ по чугуну, титану, нержавейке и другим очень редко используются в бытовых целях. Очень часто можно встретить универсальные по полярности электроды. Можно использовать основное (фтористо-кальциевое) и рутиловое покрытие. При использовании электродов с основным покрытием шов получается прочным и защищенным от окисления, но для качественной работы требуется напряжение холостого хода порядка 70 Вольт. В продаже бывают аппараты с двумя выходами — 50 и 70 Вольт. Стоят они дороже обычных сварочных аппаратов, но позволяют получить более высокое качество сварного шва. Такие устройства отлично подойдут как для любителя, так и для профессионала.
Выбор диаметра электродов напрямую зависит от толщины свариваемого материала:
- Диметр электрода 1,5 мм — толщина материала 1,5 — 2,0 мм
- Диметр электрода 2,0 мм — толщина материала 1,5 — 3,0 мм
- Диметр электрода 2,5 мм — толщина материала 1,5 — 5,0 мм
- Диметр электрода 3,2 мм — толщина материала 2,0 — 12 мм
- Диметр электрода 4,0 мм — толщина материала 4,0 — 20 мм
- Диметр электрода 5,0 мм — толщина материала 10 — 40 мм
Для сварочных работ обязательно требуется специальная экипировка.
Самым главным элементом является сварочная маска и ее основной элемент — защитное стекло, которое должно иметь возможность легко заменяться. Для сварки обычно используются светофильтры двух типов: С-2 и С-4.
Также для сварочных работ требуется соответствующая защитная одежда, закрывающая кожу от ультрафиолета и защищающая от брызг. Спецовка, краги, ботинки или сапоги, прорезиненные или брезентовые перчатки — это минимальный набор, который обязательно необходим для осуществления сварочных работ.
Не стоит забывать о том, что сварочные работы — это достаточно серьезный вид деятельности, поэтому оборудование для него следует подбирать с особой тщательностью, учитывая все нюансы.
www.diy.ru
Сварочный аппарат постоянного и переменного тока своими руками
Как считают специалисты, изготовление сварочного аппарата постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.
Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.
Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.
Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
rezhemmetall.ru
Сварочный аппарат и различные виды сварки
Вероятно, никто не будет спорить, что сварка является одним из самых распространенных технологических приемов, используемых в промышленности и строительстве. При этом, современные методы сварки, позволяют сваривать не только, привычные нам, металлические изделия, но и изделия из пластика, и других материалов. Сварка может вестись во всех средах – в атмосфере, под водой, в космосе. В общем, сварка – это тот процесс, без которого невозможно полноценное функционирование не только промышленности в целом, но и науки.
Что такое сварка? Сварка – это процесс создания неразъемных соединений, при котором детали соединяется на атомном уровне под воздействием высокой температуры. Под воздействием источника нагрева, металлы, или другие материалы, расплавляются, образуя общий объем, и застыв, образуют единое целое.
Типы сварочных процессов
Наиболее простой, доступный и самый распространенный тип сварки – это ручная дуговая сварка, или по-английски – ММА — Manual Metal Arc. Основным элементом в этом случае является электрод, покрытый порошкообразной смесью различных компонентов. Основное назначение электрода – поддержание устойчивого горения дуги и повышение качества сварки. Схематично ручную дуговую сварку можно представить следующим образом.
Суть данного типа сварки заключается в том, что детали свариваются расплавлением своих кромок и расплавления ядра электрода. Качество сварки зависит от квалификации сварщика, поскольку ему приходится выполнять сразу два действия – подавать электрод в зону сварки и продвигать его по свариваемым кромкам. В ручной дуговой сварке используются сварочные аппараты, работающие на переменном токе, т.н. трансформаторы, и аппараты, работающие на постоянном токе, или выпрямители. В последнее время большое распространение получили инверторные аппараты для сварки. Более подробно мы их рассмотрим чуть позже.
Следующим типом сварки является сварка в среде инертных газов, или по-английски – MIG\MAG. MIG — это «Metal — Inert – Gas», т.е. сварка металла в среде инертного газа (обычно аргон). MAG – это « Metal — Active – Gas», т.е. сварка в среде активного газа (углекислый газ).Схематично она выглядит следующим образом.
Суть метода заключается в том, что дуга появляется между электродом (сварочная проволока) и материалом под воздействием постоянного тока. Одновременно в зону горения подается газ, который защищает и дугу и зону горения от кислорода, который является главным «врагом» при сварочных работах, поскольку окисляет сварочный шов и ухудшает его качество. Данный способ сварки относится к полуавтоматическим видам сварки, поскольку и газ, и проволока подаются в зону сварки автоматически. Но вот непосредственно сварку осуществляет все-таки человек. К достоинствам этого типа сварки относится высокая скорость работы, отличное качество сварочного шва, возможность сварки тонких изделий, возможность сварки изделий из нержавеющей стали, алюминия. А недостаток, вероятно, только один. Сам сварочный аппарат очень компактный, а вот баллон с газом, напротив, большой и тяжелый. Тем не менее, этот способ сварки пользуется большой популярностью.
Следующий тип сварки – аргонно-дуговая сварка. В английской терминологии TIG: «Tungsten — Inert – Gas», т.е. сварка вольфрамом в инертном газе. Ее можно отнести к разновидности MIG\MAG сварки.
Этот тип сварки выделяют в отдельный, поскольку он обладает определенными достоинствами, которых нет в других типах сварки. К ним относятся: простота процесса, можно варить любые виды металлов и сплавов, отсутствие шлака.
В данном типе сварки могут использоваться или вольфрамовый нерасплавляемый электрод, и тогда процесс сварки очень напоминает процесс пайки присадочной проволоки к соединяемым деталям, или плавящийся электрод, и тогда это MIG\MAG сварка.
Виды сварочных аппаратов
Сварочный трансформатор.
Основная задача сварочного трансформатора состоит в понижении входного напряжения и регулировки тока для сварки. Конструкция данного аппарата, собственно, и представляет собой трансформатор. Первичная обмотка подключается к сети, к вторичной обмотке подключаются электроды и объект сварки. Ток для сварки изменяется или с помощью перемещаемых катушек, или магнитными шунтами, или используется витковое (ступенчатое) регулирование. К недостаткам данного типа аппаратов относится большой вес, внушительные габариты, невысокий КПД.
Сварочный выпрямитель.
Служит для преобразования переменного тока сети в постоянный ток для сварки. Состоит из трансформатора, блока вентилей, дросселя. Для изменения тока сварки используются перемещаемые обмотки, обмотка, разделенная на секции, дроссель насыщения. Более эффективно подключение к трехфазной сети, и, как следствие, использование трехфазной мостовой схемы выпрямителя. В этом случае дуга горит более ровно, соответственно, и качество сварки выше.
Сварочный генератор.
Используется как мобильный сварочный аппарат, в местах, где нет возможности подключения к электрической сети. Состоит из двигателя внутреннего сгорания, генератора постоянного тока, устройства регулирования сварочного тока. Принцип работы сварочного генератора состоит в преобразовании механической энергии вращения вала двигателя внутреннего сгорания, в электрический ток, который позволяет создать и поддерживать устойчивое горение дуги сварки.
Сварочный инвертор.
Это наиболее современный вид сварочных аппаратов. Принцип работы инвертора состоит в следующем. Входное напряжение 220 В преобразуется из переменного в постоянное, а затем вновь в переменное, но высокочастотное – до 200 кГц. Преобразование и регулирование электроэнергии производится модулятором на основе широтно-импульсной модуляции. Основой модулятора является или биполярный транзистор с изолированным затвором (схема IGBT), или полевой транзистор на основе перехода металл-оксид-полупроводник (схема MOSFET). Далее, после трансформатора, высокочастотное напряжение выпрямляется и поступает на дугу. Всеми преобразованиями и слежением за параметрами занимается микропроцессор. Достоинствами инвертора являются – низкое электропотребление, стабильный сварочный ток, высокие возможности регулирования процесса сварки, возможность использования различных видов сварки, качественный сварной шов. Мы постарались донести до вас информацию о сварочных аппаратах. Если вы хотите узнать, что-то большее о сварке пишите нам, мы обязательно о том напишем.
xn——7kcglddctzgerobebivoffrddel5x.xn--p1ai
Как устроен сварочный аппарат инверторного типа — ремонтируем сварочный аппарат
Ремонт сварочных аппаратовСварочный инвертор это наиболее современный и мобильный тип сварочных аппаратов. Если заглянуть внутрь, то можно увидеть электрические платы, транзисторы, выпрямители, конденсаторы. Как устройство похожее на компьютер может варить металл?
До эпохи повсеместного распространения современных инверторов применяли сварочные аппараты трансформаторного типа. Такой аппарат уменьшает напряжение электросети до 50-75 вольт используя обычный трансформатор с металлическим сердечником и медными катушками. Трансформация позволяет увеличить силу тока до необходимых для сварки значений. Именно сила тока и является решающим фактором для воспламенения дуги и плавления металла.
Из-за своей высокой мощности — а это не менее 4,5 киловатт и обилия трансформаторного железа, они имели большие размеры и еще больший вес, что существенно ограничивало мобильность таких аппаратов — требовался автомобиль для перевозки. На выручку пришол именно этот тип сварочного аппарата — инверторный. Благодаря увеличению рабочей частоты до 60-80 килогерц, появилась возможность существенно уменьшить размер и вес аппарата. Отсутствие наиболее тяжелых частей — трансформаторного железа и катушек повлекло уменьшения веса самого аппарата.
Для получения высокой частоты переменного тока в инверторах используется специальная схема на полупроводниках. Она состоит из транзисторов, которые обладают большой мощностью и способны работать с уже упомянутыми частотами. Для того чтобы транзисторы начали выполнять свою работу, нужно подать на них постоянное напряжения. В этом трудностей не возникает — этим занимается выпрямитель. Мощный диодный мост выпрямляет переменное напряжение, а фильтрующие конденсаторы его сглаживают.
Спора нет, появились дополнительные дорогие детали, которые нужны для нормальной работы сварочного аппарата. Но в конечном итоге эти дополнительные затраты с лихвой окупаются за счет отказа от использования огромного количества железа и меди. Можно заметить, что в плане надежности классические сварочные трансформаторы были более надежными в эксплуатации. В них просто нечему было ломаться. Классические сварочные трансформатор может работать десятилетиями, до тех пор пока не начнет разрушаться изоляция на первичной обмотке.
Что внутри сварочного инвертора?
Инверторный сварочный аппарат (в том числе все китайские сварочные инверторы) состоит из силового блока, куда входят фильтр от помех, реле мягкого пуска, радиаторы охлаждения диодов, интегральный стабилизатор, радиаторы охлаждения транзисторов, датчик тока, трансформатор понижения напряжения.
Выходной выпрямитель предназначен для выпрямления входного тока большой частоты. Выходной выпрямитель сделан из мощных сдвоенных диодов. Для этого типа диодов характерно быстродействие, которое дает возможность как быстро открыться, так и быстро закрыться.
Фильтр помех. Крайне необходимо, чтобы помехи, которые непременно появляются в процессе работы инвертора, не просачивались в сеть. Поэтому перед выпрямителями предусмотрен фильтр.
Современные сварочные аппараты дают возможность точно удерживать выбранный ток, в следствии этого он будет постоянный. Все это дает возможность не очень критично относится к длине дуги, из-за чего значительно упрощается работа сварщика, в том числе и начинающего.
Практика показала, что сварочные инверторы намного упростили поджёг, поддерживают необходимый диапазон дуги и убирают такой элемент сварки как залипание. И даже обычный новичок быстро поймет и научится, как нужно обращаться со сваркой.
Проанализировав все плюсы и минусы можно абсолютно точно сказать, что работать со сварочными инверторами значительно удобнее и проще. Одно дело — переносить аппарат на плечевом ремне и совсем другое перевозить с места на место трансформатор весом под центнер.
Где отремонтировать сварочный аппарат?
Устройство сварочного трансформатора
Сварочные трансформаторы используются для электродуговой сварки переменным током. Сварочными устройствами постоянного тока называются преобразователями, выпрямителями
- Т — трансформатор сварочный;
- Д — дуговая электросварка;
- М — механизм регулирования тока сварки;
- 31 — максимальное значение сварочного тока 310 А;
- 6 — номер модели трансформатора.
На фото 1 устройство сварочного трансформатора серии ТДМ представлено схематическим изображением:
- Поз. 1 – первичная обмотка трансформатора из изолированного провода.
- Поз. 2 – вторичная обмотка не изолирована, с воздушными каналами для лучшего режима охлаждения.
- Поз. 3 – подвижная составляющая магнитопровода.
- Поз. 4 – система подвеса трансформатора в корпусе агрегата.
- Поз. 5 – система управления воздушным зазором.
- Поз.6 – ходовой винт управления воздушным зазором.
- Поз. 7 – рукоятка привода управляющего винта.
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех. Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
- Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
-
Отключите аппарат от сети
-
Выкрутите винты боковой крышки
-
Осмотрите платы, конденсаторы, транзисторы, клеммы
-
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу
-
Обезжирьте место соединения канифолью
-
Вставьте новый элемент в отверстия печатной платы
-
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т.к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит СкрытьПодробнееПроблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток. Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
| Напряжение от сети, В | Сопротивление, Ом | Сварочный ток, А |
|---|---|---|
| 220 | 0 | 160 |
| 210 | 1 | 150 |
| 197 | 2 | 145 |
| 180 | 3 | 115 |
| 165 | 4 | 105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу СкрытьПодробнееЭлектрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Не регулируется ток СкрытьПодробнееКогда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит СкрытьПодробнееЕсли лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает СкрытьПодробнееЕсли на инверторе не горят лампочки, возможно, оборван сетевой провод. Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки
-
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода
-
При пониженном напряжении используйте аппараты, рассчитанные на просадку
-
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать
-
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен
-
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли? СкрытьПодробнееЭто зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит? СкрытьПодробнееПроверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли? СкрытьПодробнееДля этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке? СкрытьПодробнееДля трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя? СкрытьПодробнееЕсли разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Miller MIG Welders — Сварочные аппараты MIG и GMAW
Сварка MIG (GMAW — газовая дуговая сварка металла) — это наиболее распространенный процесс, который используется в домашних магазинах, на малых предприятиях, на производстве и в производстве металлоконструкций. Выбирайте из однофазных универсальных сварочных аппаратов MIG Millermatic® или более мощных трехфазных сварочных систем MIG, которые подходят для бесконечного множества областей применения, включая сварку нержавеющей стали и алюминия.
Новое поколение передовых решений для промышленной сварки повышает производительность за счет качества сварки, простоты использования и гибкости системы.
Производственное решение для сварщиков любого уровня подготовки, теперь предлагающее импульсные возможности в интегрированном пакете.
Сварные швы калибра 24 — низкоуглеродистая сталь 3/16 дюйма. Использует мощность 120 В.
Производственное решение для сварщиков любого уровня подготовки, теперь предлагающее импульсные возможности в интегрированном пакете.
Усовершенствованный промышленный механизм подачи проволоки с технологией Tru-Feed ™ повышает производительность за счет качества сварки, простоты использования и гибкости системы. Разработан для использования с источником питания Continuum.
Промышленный механизм подачи проволокидобавляет импульсные возможности с Accu-Pulse®, EZ-Set, программами сварки стали, кнопками памяти и контролем дуги. Разработан для использования с источником питания Deltaweld 350.
Установленные на стреле механизмы подачи проволокиSwingarc обеспечивают дополнительное измерение гибкости и эффективности сварочным станциям, имеющим дело с большими сварными деталями или там, где требуется мобильность оператора.
Сваривает материал диаметром 24 мм и 3/8 дюйма за один проход. Использует мощность 120 В или 240 В.
Решение для автоматической сварки нового поколения обеспечивает улучшенные характеристики дуги, повышая производительность и качество сварки.
Сваривает материал толщиной от 22 до 1/2 дюйма за один проход. Самая высокая производительность в своем классе.
Простая в использовании машина для повышения эффективности и производительности для пользователей легкой промышленности. Цветной экран с функциями Auto-Set ™ Elite и Pulsed MIG. Этот универсальный сварочный аппарат подключается к входному источнику питания 208 или 240 В. Сваривает алюминий толщиной до 1/2 дюйма.
Первый одно- или трехфазный станок Millermatic, который сваривает материал толщиной от 22 до 1/2 дюйма за один проход. Идеально подходит для изготовления, производства, обслуживания и ремонта.
MIG и синергетическая импульсная система MIG с оптимизированными программами сварки стали и алюминия.
Первый одно- или трехфазный источник питания Millermatic, оптимизированный для сварки алюминия.Идеально подходит для изготовления, производства, обслуживания и ремонта.
MIG и синергетическая импульсная система MIG с оптимизированными программами сварки стали и алюминия.
СистемаXR-AlumaFeed® неизменно обеспечивает превосходную производительность кормления; имеет сбалансированную эргономичную конструкцию пистолета; При необходимости его можно переносить, чтобы вы могли сваривать алюминий весь день.
Miller Многофункциональные сварочные аппараты и универсальные сварочные аппараты
Многофункциональные сварочные аппараты позволяют операторам сварки выполнять различные производственные или строительные работы и проекты на стройплощадке, в цехе или в полевых условиях без переключения источников питания, что экономит ваше время и деньги.Эти сварочные аппараты могут выполнять сварку MIG, Stick, TIG и порошковую сварку. Найдите тот, который подходит для вашего приложения.
Серия Maxstar 280 теперь вышла за пределы лучших в отрасли характеристик TIG и Stick за счет дополнительного выхода CV, который обеспечивает возможность MIG, что делает эту многопроцессорную линию идеальным решением для судостроения, строительства, механических подрядчиков и ТОиР.
Ежегодно устаревшее сварочное оборудование может стоить вам тысячи долларов и сотни часов продуктивного времени. Сделайте шаг вперед к системам Miller XMT 350 FieldPro с технологией ArcReach® — и улучшите свою прибыль!
Устаревшее оборудование угрожает вашей производительности, прибыльности и безопасности. XMT® 350 FieldPro ™ с системами реверсирования полярности использует ведущую в отрасли технологию, в которой нет необходимости вручную менять полярность или кабели / шланги между процессами.Технология Quick-Select автоматически выбирает процесс сварки, правильную полярность, мощность кабеля и параметры сварки. Оптимизированные характеристики дуги Stick и TIG специально разработаны для сварки труб с открытым корнем при одновременном сокращении времени обучения и повышении качества.
Портативность и отличные характеристики дуги делают семейство XMT наиболее популярным в отрасли. Благодаря множеству моделей на выбор из семейства XMT найдется подходящее решение для вашего бизнеса.
Портативность и отличные характеристики дуги делают семейство XMT наиболее популярным в отрасли.
Разработан для суровых условий окружающей среды и требований к мощности от энергоемких до точных.
Разработано специально для цехов по изготовлению труб
Серия Dynasty 280 теперь вышла за пределы лучших в отрасли показателей TIG и Stick за счет дополнительного выхода CV, который позволяет использовать MIG, что делает эту многопроцессорную линию идеальным решением для судостроения, строительства, механических подрядчиков, образовательных и других сфер.
Легкий аппарат для сварки MIG, Stick и DC TIG. Ударопрочный корпус обеспечивает долговечность в работе. Этот универсальный многопроцессорный сварочный аппарат подключается к входному источнику питания 120 или 240 В. Сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма.
Простой в использовании и универсальный аппарат для сварки MIG, Stick и DC TIG, который помогает развить навыки. Цветной экран с функцией Auto-Set ™ Elite. Этот универсальный сварочный аппарат подключается к входному источнику питания 120 или 240 В.Сваривает низкоуглеродистую сталь толщиной до 3/8 дюйма.
Сварочный аппарат для сварки TIG, MIG, порошковой сваркой и стержневой сваркой на переменном / постоянном токе с технологией QuickTech ™. Входная мощность 120 В или 240 В.
Создан для профессионалов в производство / изготовление, ТОиР и строительство сегментов Multimatic 235 позволяет сварщикам уровни квалификации, чтобы быть более эффективными для всех их MIG, порошковых, Потребности в сварке палкой и TIG на постоянном токе.Настройка быстро и легко, позволяя операторам более быстрое время безотказной работы и уверенная сварка.
Создан для профессионалов в области ТОиР и легкой промышленности, которым нужен компактный универсальный многопроцессорный сварочный аппарат с интуитивно понятной настройкой для повышения эффективности и производительности.
Различные виды сварки и для чего они применяются
Помните фильм 80-х Flashdance? Главная женщина, Дженнифер Билс, днем работала сварщиком на сталелитейном заводе в Питтсбурге, и для многих людей это было их первое представление о том, чем сварщик зарабатывает себе на жизнь.
Дженнифер, безусловно, сделала сварку гламурной, хотя фильм, не говоря уже о навыках Джен как сварщика, был раскритикован критиками.
Джен, как сообщается, впоследствии сказала, что она изучала сварку в течение двух месяцев до начала съемок, но, поскольку режиссер хотел, чтобы на камеру было больше искр, она была вынуждена сделать ужасную работу. Возможно, мы сможем позволить ей сорваться с крючка.
Несмотря на то, что изображают в фильмах, сварка — это, конечно, серьезная работа.Он используется для соединения кусков металла вместе и является очень умелым делом. Итак, какие бывают типы сварки и для чего они используются в промышленности?
Сварка МИГ
СваркаMIG — один из самых простых видов сварки для начинающих. Сварка MIG — это на самом деле два разных типа сварки. В первом используется неизолированный провод, а во втором — флюсовый сердечник.
Сварку MIG неизолированной проволокой можно использовать для соединения тонких металлических деталей. Сварку MIG с флюсовым сердечником можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа.Сварка MIG обычно выбирают энтузиасты-любители и сварщики-любители, у которых нет денег на дорогостоящее оборудование.
Ручная сварка
Ручная сварка, также известная как дуговая сварка, выполняется по старинке. Сварку штучной сваркой немного сложнее освоить, чем сварку MIG, но вы можете купить оборудование для сварки штангой за очень небольшие деньги, если хотите попробовать себя дома. Для сварки штангой используется сварочный стержень с электродом.
Видео ниже объясняет разницу между сваркой с подачей проволоки и сваркой палкой.
Сварка TIG
СваркаTIG чрезвычайно универсальна, но она также является одним из наиболее сложных методов сварки, и сварщики Lincoln Electric TIG являются квалифицированными специалистами.
Для сварки TIG требуются две руки. Одна рука подает стержень, а другая держит горелку TIG. Эта горелка создает тепло и дугу, которые используются для сварки большинства обычных металлов, включая алюминий, сталь, никелевые сплавы, медные сплавы, кобальт и титан.
Сварочные аппаратыTIG можно использовать для сварки стали, нержавеющей стали, хрома, алюминия, никелевых сплавов, магния, меди, латуни, бронзы и даже золота. TIG — это полезный процесс сварки рам велосипедов, газонокосилок, дверных ручек, крыльев и т. Д.
Плазменно-дуговая сварка
Плазменная дуговая сварка — это прецизионный метод, который обычно используется в аэрокосмической отрасли, где толщина металла составляет 0,015 дюйма. Одним из примеров такого применения может быть лопасть двигателя или воздушное уплотнение.Плазменная дуговая сварка очень похожа по технике на сварку TIG, но электрод утоплен, а ионизирующие газы внутри дуги используются для создания тепла.
Обычная комбинация газов — это аргон для плазменного газа с аргоном и 2–5% водорода в качестве защитного газа. Гелий можно использовать в качестве плазменного газа, но из-за того, что он более горячий, снижается номинальный ток сопла.
Хотите узнать больше о плазменной сварке? Прочтите эту статью.
Электронно-лучевая и лазерная сварка
Электронно-лучевая и лазерная сварка — это чрезвычайно точные методы сварки с использованием высоких энергий.Электронные лучи и лазеры могут быть сфокусированы и нацелены с исключительной точностью, необходимой для сварки самых маленьких имплантируемых медицинских устройств, и в то же время обеспечить огромную мощность, необходимую для сварки больших частей космического корабля. Электронно-лучевая и лазерная сварка — это универсальные, мощные, автоматизированные процессы. Оба могут создавать красивые сварные швы с металлургической и эстетической точек зрения. И то, и другое может быть рентабельным.
Посмотрите видео ниже, демонстрирующее некоторые преимущества и недостатки электронно-лучевой сварки по сравнению с лазерной сваркой.
Газовая сварка
Газовая сварка сейчас используется редко, и ее в значительной степени вытеснила сварка TIG. Комплекты для газовой сварки требуют кислорода и ацетилена и очень портативны. Их до сих пор иногда используют для сварки деталей выхлопных газов автомобилей.
В настоящее время в США и во всем мире наблюдается огромная нехватка квалифицированных сварщиков, поэтому для молодых людей, которые все же решают начать карьеру техника-сварщика, перспективы трудоустройства хорошие.
Вам нужно устройство для понижения напряжения для сварочного аппарата?
Сварочный шов, который можно легко выполнить в контролируемом пространстве, становится более сложным, если его разместить в ограниченном пространстве и в условиях высокой влажности. Кроме того, неблагоприятные условия часто подвергают сварщиков риску, повышая вероятность поражения электрическим током.
Вторичное поражение электрическим током может произойти, если сварщик случайно коснется электрода и сварочных работ.Поэтому сварка в ограниченном пространстве часто оставляет сварщика в тесноте, что создает огромный риск случайного контакта с токопроводящими частями.
В большинстве случаев сварщики должны носить сухие перчатки, избегать касания электрода кожей или влажной одеждой и сохранять сухую изоляцию между своим телом и свариваемым или заземляемым металлом. Но при сварке во влажных, сырых или влажных условиях это снижает сопротивление кожи тела и изоляционные свойства стандартных средств индивидуальной защиты (СИЗ), что увеличивает риск поражения электрическим током!
Фиг.1 Работа функции защиты от поражения электрическим током (типичный пример)
Знаете ли вы, что VRD спроектирован таким образом, чтобы снизить имеющееся напряжение до более безопасного уровня? На рис. 1 показан типичный пример работы VRD. Напряжение на выходных клеммах составляет около 13 В в периоды без сварки. Когда сварка начинается, выходным напряжением на клеммах будет напряжение нагрузки (напряжение дуги + падение напряжения из-за падения напряжения на кабеле).
Когда сварочный стержень вынимается из основного металла и дуга выключается после завершения сварки, напряжение на клеммах будет равно напряжению холостого хода (от 60 до 80 В постоянного тока), которое будет уменьшено VRD примерно до 13 В в пределах Второй.Таким образом, VRD вызовет небольшое снижение характеристик зажигания дуги. Высокое напряжение холостого хода возникает только на мгновение в начале дуги. Следовательно, если выходная клемма, сварочный держатель или электродная часть сварочного стержня соприкасаются с кожей, риск поражения электрическим током от вторичного поражения электрическим током снижается.
Аппараты для дуговой сварки — Промышленные устройства и решения
Продукты, описанные на этом веб-сайте, были разработаны и изготовлены для стандартных приложений, таких как общие электронные устройства, офисное оборудование, оборудование для передачи данных и связи, измерительные приборы, бытовая техника и аудио-видео оборудование.Для специальных применений, в которых требуется качество и надежность, или если отказ или неисправность продукции может напрямую угрожать жизни или вызвать угрозу травмы (например, для самолетов и аэрокосмического оборудования, дорожного и транспортного оборудования, оборудования для сжигания, медицинского оборудования , устройства для предотвращения несчастных случаев и защиты от кражи, а также защитное оборудование), пожалуйста, используйте только после того, как ваша компания в достаточной степени проверит пригодность наших продуктов для этого применения.
Независимо от области применения, при использовании наших продуктов в оборудовании, для которого ожидается высокий уровень безопасности и надежности, убедитесь, что схемы защиты, схемы резервирования и другие устройства установлены для обеспечения безопасности оборудования при оценке области применения путем независимой проверки безопасности. тесты.
Обратите внимание, что продукты и технические характеристики, размещенные на этом веб-сайте, могут быть изменены без предварительного уведомления в целях улучшения. Независимо от области применения, пожалуйста, подтвердите последнюю информацию и спецификации до окончательного этапа проектирования, покупки или использования.
Техническая информация на этом веб-сайте содержит примеры типичных операций и схем применения продуктов. Он не предназначен для гарантии ненарушения или предоставления лицензии на права интеллектуальной собственности этой компании или любой третьей стороны.
Если какие-либо продукты, спецификации продуктов и техническая информация на этом веб-сайте подлежат экспорту или предоставлению нерезидентам, необходимо соблюдать законы и правила страны-экспортера, особенно те, которые касаются безопасного экспортного контроля.
Информация, содержащаяся на этом веб-сайте, не может быть перепечатана или воспроизведена полностью или частично без предварительного письменного разрешения Panasonic Corporation.
Инструменты и программы, представленные на этом веб-сайте, должны использоваться по вашему усмотрению.Panasonic не гарантирует каких-либо результатов от использования этих инструментов и программ и не несет ответственности за любые убытки, возникшие в результате использования вами.
<о письме для получения сертификата соответствия директиве ЕС RoHS>
Дата перехода на продукт, соответствующий требованиям RoHS, зависит от номера детали или серии.
При использовании инвентаря, в котором неясно соответствие требованиям RoHS, выберите «Запрос на продажу».
в форме веб-запроса.
Извещение о передаче полупроводникового бизнеса
Полупроводниковый бизнес Panasonic Corporation (далее именуемой «Компания») будет передан 1 сентября 2020 года Nuvoton Technology Corporation (далее именуемой «Nuvoton»). Соответственно, Panasonic Semiconductor Solutions Co., Ltd., которая управляла полупроводниковым бизнесом Panasonic, перейдет под эгидой Nuvoton Group с новым названием Nuvoton Technology Corporation Japan (далее именуемой «NTCJ»).
В соответствии с этой передачей, полупроводниковая продукция, размещенная на этом веб-сайте, после 1 сентября 2020 года будет считаться продукцией, произведенной NTCJ. Однако такая продукция будет постоянно продаваться через Компанию.
Обратите внимание, что при запросе о полупроводниковой продукции, размещенной на этом веб-сайте, клиенты должны перейти на веб-сайт, управляемый NTCJ (далее «веб-сайт NTCJ»), и подтвердить, что NTCJ является компанией, ответственной за управление личной информацией, предоставляемой клиентами на ее веб-сайте.Мы ценим ваше понимание по этому поводу.
▷ Продажа бывшего в употреблении MIG / MAG, WIG и автогенного сварочного аппарата
Промышленные сварочные аппараты
Индекс
- Промышленные сварочные аппараты
- Области применения и примеры сварочных аппаратов
- Обзор производителей сварочных аппаратов
Существует целый ряд переносных сварочных аппаратов различных типов, используемых во многих отраслях промышленности.Сварочные устройства используются для связывания материалов вместе за счет создания тепла или для разделения материалов (например, больших стальных пластин).
Сварка обычно применяется для металлических и пластмассовых материалов; для каждого есть разные типы процессов. Автогенная сварка — это когда из сопла сварочной горелки выходит очень горячее кислородно-ацетиленовое пламя. Сварочная проволока накладывается вручную, и под действием тепла материалы плавятся друг с другом. Два газа хранятся в газовом баллоне и затем выводятся через сопло по трубке.Газы можно регулировать с помощью клапанов, расположенных на ручке горелки.
При дуговой сварке используется дуга, которая создается за счет электрической энергии. Сварочный аппарат MIG / MAG также использует дугу. Дополнительно в аппарат подается тонкая сварочная проволока, которая выходит из сопла на конце ручки.
- Соединение и разделение материалов с использованием тепла
- В основном используется для металлических заготовок
- Могут использоваться различные процессы
Этот процесс обычно используется в стальных конструкциях и гарантирует очень прочное соединение между деталями.Аргон используется как защитный газ. Двуокись углерода и кислород являются активными ингредиентами газовой смеси. WIG-сварка, что означает «сварка в среде инертного газа Wolfram», использует дугу в контролируемой атмосфере. Для точечной сварки обычно используется машина контактной сварки. Устройство, являющееся модификацией этого устройства, представляет собой сварочный аппарат, который может использоваться для
Ультразвуковая сварка — это еще один процесс, который в основном используется для соединения пластиковых деталей и обеспечивает когезионное соединение между ними.В дополнение к этим процессам существуют и другие сварочные технологии, такие как лазерная сварка, индукционная сварка и сварка вольфрамовым электродом в среде защитного газа. Различные типы сварочных устройств, такие как наплавные сварочные аппараты, аппараты для приварки шпилек, аппараты для сварки прокладок, аппараты для точной точечной сварки, инверторные сварочные аппараты, аппараты для раструбной сварки и аппараты для тандемной сварки, доступны в различных стилях.
В основном сварочные аппараты используются в промышленном производстве, а также на строительных площадках и в производстве машин.Различные сварочные аппараты также используются в ремонтных и слесарных, слесарных и металлообрабатывающих цехах для соединения, разъединения, ремонта и покрытия деталей.
Примером может служить конструкция стальных контейнеров и других типов контейнеров. Сварочные аппараты MIG / MAG чаще всего используются для изготовления контейнеров из стальных листов.
Для подготовки сварных кромок перед сваркой прочного листового металла необходимо использовать угловую шлифовальную машину или электрический высекательный станок для листового металла.Имеющийся сварной шов имеет V-образную форму, а материал сварной проволоки может оптимально соединить два куска листового металла.
Есть несколько компаний, которые сосредоточили свое производство на сварочных аппаратах и сварочном оборудовании. Сюда входят многочисленные рекомендуемые поставщики, такие как:
- ARO
- ASTRA
- CEBORA
- ESAB
- FRONIUS
- KJELLBERG
- LINCOLN ELECTRIC
- READER
- SOLIDON
- MILLER
- MILLER
- MILLER
- MILLER
- Оборудование для сварки и плазменной резки MIG / STICK
Longevity Welding — быстрорастущий производитель и поставщик сварочных аппаратов TIG, MIG-сварщиков, сварочных аппаратов STICK, универсальных сварочных аппаратов и резаков, плазменных резаков, сварочных деталей и принадлежностей.Компания Longevity — не новое имя на рынке Северной Америки, и с 2005 года она зарекомендовала себя как профессиональный и надежный поставщик сварочной продукции. Среди наших клиентов — Home Depot, Lowes, Amazon, Airgas, Praxair, Grainger, а также прямые онлайн-продажи, компания Longevity. превратилась в одну из крупнейших и наиболее уважаемых компаний-поставщиков сварочных материалов в Америке.В Longevity нашей целью является 100% удовлетворение потребностей клиентов, что достигается за счет сосредоточения внимания на различных аспектах. Во-первых, у нас есть самое надежное сварочное оборудование, которое вы только можете купить! От многопроцессорных аппаратов до самых передовых аппаратов для сварки TIG и MIG на рынке.Во-вторых, мы стремимся постоянно улучшать и развивать наши предложения, чтобы соответствовать стандартам для любителей, профессионалов и энтузиастов сварки. Долговечность не ограничивает производство только сварочными аппаратами, мы также предлагаем горелки и пистолеты, сварочную проволоку, расходные материалы для сварки и плазменной резки, средства индивидуальной защиты, сварочные детали и аксессуары.
Компания Longevity создала сообщество вокруг сварки с помощью нашей группы в Facebook и нашего канала на YouTube, где вы можете увидеть, как настроить и использовать свои машины, обзоры на наше оборудование, руководства по сварке и общие советы и рекомендации по сварке.Longevity — популярный бренд в нескольких отраслях и профессиях, включая автомобильную сварку, сварку мотоциклов, промышленную сварку, инструкторов по сварке и школы, а также используется компанией Orange County Choppers на телевидении и популярными видеоблогерами на Youtube.
Имея одну из лучших гарантий в отрасли, мы предоставляем нашим клиентам возможность пользоваться долговечным оборудованием для сварки и резки, зная, что их оборудование защищено как для деталей, так и для рабочей силы.Долговечность обеспечивает надежность благодаря использованию новейшей инверторной сварочной технологии в качестве основного источника энергии в наших машинах, что позволяет обеспечить высокую производительность оборудования меньшего размера.