


Припой для пайки алюминия: разновидности, применение, техника безопасности
 Пайка алюминия, как справедливо считают многие специалисты, является довольно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Пайка алюминия, как справедливо считают многие специалисты, является довольно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др.
Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то этот технологический процесс не представляет особых сложностей.
Особенности и принципы процесса
Технологический процесс пайки затрудняет низкотемпературная величина плавки материала. Детали очень быстро будут терять прочность при нагреве, а конструкция снизит устойчивость при достижении температуры в 300 градусов. Если использовать легкоплавкие припои, которые состоят из кадмия, висмута, индия, олова, то они будут очень трудно вступать в контакт с алюминием, а также не будет обеспечиваться хорошая прочность.
 Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав. Перед началом процедуры необходимо залудить участки, которые будут обрабатываться. Если покрытие оловянное, то деталь будет защищена от возникновения окислов.
Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав. Перед началом процедуры необходимо залудить участки, которые будут обрабатываться. Если покрытие оловянное, то деталь будет защищена от возникновения окислов.
Для надёжной пайки алюминиевых изделий нужно подбирать правильный нагревательный инструмент. А ещё надёжность соединения зависит от выбора сплава и флюса для пайки алюминия.
Методы пайки
Пайка алюминиевых материалов производится при помощи электрического паяльника, паяльной лампы или газовой горелки. Имеется несколько способов пайки из алюминия:
- С использованием припоя.
- С канифолью.
- С применением электрохимического метода.
С канифолью

В этом варианте конец паяльника не нужно отнимать от заложенного конца, а сверху просто потребуется добавить канифоль. Если необходимо соединить тонкие алюминиевые проводки, то паяльник подойдёт с мощностью в 50 Вт. Если толщина алюминия примерно в 1 мм, тогда паяльник необходимо выбирать в 100 Вт, а для деталей толще 2 мм потребуется предварительный подогрев места соединения.
С использованием припоя
 Этот метод является очень распространённым и часто применяется в электротехнике, ремонте автомобилей, а также других изделий. Перед тем как начинать процесс, необходимо произвести покрытие материала сплавом, а дальше идёт соединение облуженных элементов. Детали, которые предварительно облущили, соединяются между собой и другими сплавами и металлами.
Этот метод является очень распространённым и часто применяется в электротехнике, ремонте автомобилей, а также других изделий. Перед тем как начинать процесс, необходимо произвести покрытие материала сплавом, а дальше идёт соединение облуженных элементов. Детали, которые предварительно облущили, соединяются между собой и другими сплавами и металлами.
Можно применять легкосплавные припои, которые имеют в составе цинк, олово и кадмий. А также в последнее время очень активно применяют тугоплавкие материалы на основе алюминия. Легкосплавные составы применяются из-за того, что можно будет паять алюминиевые изделия при температуре до 400 градусов. Это позволит не испортить свойства материала и сохранить прочность. Составы с кадмием и оловом не позволят создать хороший контакт, а также они будут подвержены коррозии. В тугоплавких материалах нет таких недостатков.
Электрохимический метод
 Если применять электрохимический метод, тогда
Если применять электрохимический метод, тогда
Можно применить обычную батарейку или аккумулятор, а также любой другой электрический выпрямитель. На положительный вывод подсоединяется очищенный медный провод, который имеет диаметр в 1 мм и располагается в изолированной подставке. Когда происходит процесс электролиза, то на детали начинает оседать медь, а уже после можно проводить лужение участка, сушку с помощью паяльника. А уже после можно с лёгкостью запаять необходимое залуженное место.
Припои, флюсы, материалы
 Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Очень хорошие паяные соединения можно получить, если использовать припой с кремнием, цинком, алюминием или медью
Такие сплавы можно применять с крупногабаритными деталями, а также с высоким теплоотводом, если использовать грелку или предметы из алюминиевых сплавов, имеющие высокотемпературное плавление. Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Помимо припоев, необходимо использовать также специальные флюсы, которые имеют в своём составе цинк, фтор, бурат аммония, а также триэтаноламин и другие элементы. К популярным отечественным флюсам относится Ф64, который имеет хорошую химическую активность. Обычно это средство применяется даже без предварительной очистки деталей от оксидной плёнки. А также можно использовать 34А, который содержит в своём составе хлорид лития, цинка и калия, а также фторид натрия.
Подготовка материала
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Инструменты
 Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.
Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства. А также в доме обязательно должно быть электричество. Если нужно починить крупногабаритный прибор, тогда применяют для пайки алюминия газовую горелку, для которой используют бутан, аргон и пропан. Чтобы производить пайку предметов в домашних условиях, подойдёт стандартная паяльная лампа.Если применяются газовые горелки, то необходимо постоянно наблюдать за пламенем, которое представляет собой сбалансированную подачу газов и кислорода. Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Этапы пайки алюминия
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
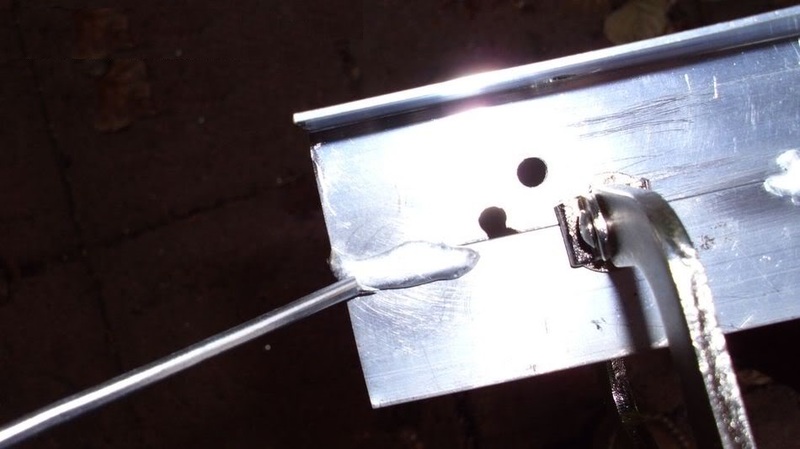
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.
 Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.
Техника безопасности
Перед началом работы с паяльником всегда нужно сначала изучит правила безопасности.
 Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.- Вокруг не должно быть ничего легковозгорающегося. Если паяльник уронить на бумагу, к примеру, то это может привести к возникновению пожара.
- Аппарат держать следует исключительно за специальную ручку, поскольку в процессе работы он сильно нагревается, что может привести к ожогу.
- К паяльнику нельзя подпускать ребёнка. Устройство всегда следует держать в труднодоступном для малыша месте.
- Аппарат опускать в перерывах между пайкой можно только на специальную подставку. Если паяльник будет помещён на стол, то возможно возгорание.
 Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.Следуйте этим простым правилам, и никаких проблем во время работы не возникнет.
Чтобы производить качественную пайку алюминиевых материалов в домашних условиях, необходимо полностью соблюдать технологию. Если выбирать качественные методы, припои, флюсы и материалы, тогда результат будет положительным.
Припой с флюсом для пайки алюминия:виды,характеристики,выбор
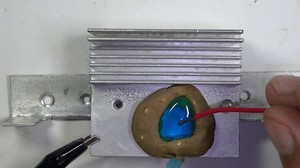
Алюминий является достаточно часто используемым материалом в промышленности, так как он весьма прочен и легок в обработке. Но главным преимуществом его является низкий вес. При всем этом у него имеется большой недостаток, так как спаять алюминиевые детали на практике оказывается очень сложным процессом. Здесь нужно не только подобрать припой для пайки алюминия, но и определиться с методом, так как стандартным способом это сделать очень сложно. Припой, который зачастую взаимодействует с флюсом, помогает облегчить процесс спаивания благодаря своему составу, но тут же важно и умение мастера, так как всего за несколько секунд на поверхности материала может образовываться окислительная пленка. Чаще всего в пайке нуждаются резонансные стабилизаторы напряжения, провода которых сделаны из алюминия в целях экономии.

Припой для пайки алюминия
Как правило, просто подобрать припой для пайки алюминия также оказывается недостаточным, так как тут может потребоваться еще специальный паяльник, канифоль и флюс. Но все это зависит от ситуации. В основном, к расходным материалам выдвигаются требования повышенной текучести, а соответственно, они должны быть легкосплавными, чтобы избежать быстрого образования пленки на поверхности. Также для некоторых видов припоя может быть недостаточно температуры разогрева обыкновенного паяльника, так что приходится подбирать другие разновидности или же использовать дополнительные подогрев. Стоит отметить, что не стоит ждать высокой крепости соединения, так как сами изделия зачастую не подвергаются большим нагрузкам. Но при этом прочность алюминия после пайки становится выше, чем у меди после этого же процесса, так как он обладает более низкой температурой плавления. Припой не должен портить естественные свойства алюминия, так как металл обладает высокой диффузией, что помогает лучше соединиться с материалом заготовки. Данные материалы должны производиться по ГОСТ 21930-76.

Пайка алюминиевым припоем
Здесь также имеется своеобразная капризность поведения, как это происходит при пайке нержавейки с медью. Несмотря на специфичность, этот метод используется не только в промышленности, но и в домашних условиях. Именно поэтому, выпускается припой для пайки алюминия при относительно низких температурах, так как пайщики используют стандартные паяльники, которые уступают по мощности промышленным горелкам. Свойства припоя совпадают со свойствами алюминия, так что припой очень легко гнется, что облегчает его использование в труднодоступных местах. Необходимость в подобного рода пайке возникает во многих местах, поэтому, припои выпускают как отечественные, так и зарубежные производители.
Разновидности

Припой для алюминия Castolin 192CW изготавливается в Германии. Он пригоден как для пайки чистого алюминия, так и для него же с медью. У него высокая адгезия и текучесть. Его можно применять как для пайки с зазором, так и для капиллярной. Его используют для ремонта бытовой техники, холодильного оборудования, кондиционеров, радиаторов и прочих вещей. Он легок в использовании, но требует дополнительного использования флюса, который находится внутри прутков. Длина одного прутка составляет 0,5 метров, при весе в 9 грамм. Прочность соединения достигает 170 Мпа. Температура плавления составляет 430-440 градусов Цельсия.

Припой для алюминия Castolin 192CW
Алюминиевый припой Lucas-Mihaupt Filalu 1192NC изготавливается во Франции. Он предназначен для пайки алюминия с алюминием, так как именно к этому металлу у него повышенная адгезия и высокая текучесть. Его можно применять как для капиллярный пайки, так и для пайки при наличии зазора. Это идеальный вариант для ремонта соединений и корпуса в климатической технике, холодильников и прочих подобных вещах. Диаметр прутка составляет 2,4 мм. Внутри него находится флюс, без которого процесс качественного соединения будет невозможен. Длина прутка составляет 0,5 метра. Прочность готового соединения достигает 145 МПа.

Алюминиевый припой Lucas-Mihaupt Filalu 1192NC
Авиа-1 используется не только для алюминиевых деталей, но и для вещей из сплава этого металла. В особенности он хорошо справляется с тонкими деталями, такими как соединяющие и контактные провода. Это достигается благодаря относительно низкой температуре плавления, что не дает переплавиться самим проводам. Этот материал относится к категории мягких припоев, температура плавления которых не превышает 200 градусов Цельсия. Здесь требуется использовать флюс дополнительно, так как сами прутки его не содержат. В состав изделия входит кадмий (20%), цинк (25%) и олово (55%).

Припой Авиа-1
Припой для алюминия с флюсом Castolin 190 изготавливается в Германии. Он пригоден как для пайки чистого алюминия, так и для него же с медью. У него высокая адгезия и текучесть. Его можно применять как для пайки с зазором, так и для капиллярной. Его используют для ремонта холодильного оборудования, бытовой техники, радиаторов и других вещей. Он относится к твердым, и в то же время легкоплавким материалам. Длина одного прутка составляет 0,5 метров, при весе в 3 грамма. Прочность соединения достигает 160 Мпа. Температура плавления составляет 575-585 градусов Цельсия.

Припой Castolin 190
Припой для пайки алюминия с медью HTS-2000 производится в Соединенных Штатах Америки. Он предназначается для всех вариантов пайки алюминия. В нем уже содержится флюс, так что дополнительно применять его не требуется. Это современный сплав нового поколения, обеспечивающий высокую прочность и надежность. В его состав входит 9 компонентов. Он устойчив к коррозии. Температура плавления составляет 347 градусов Цельсия. Материал в спаянном состоянии может увеличиваться на 10% и больше, что повышает свойства пластичности в три раза. Масса составляет 240 грамм на 1 кубический дюйм. Диаметр прутков достигает 2-3 мм, а длина 0,46 метра.

Припой HTS-2000
Физико-химические свойства и особенности
Физико-химические свойства материала должны отвечать условиям проведения процесса. Дело в том, что существует много разновидностей припоев, некоторые из которых являются не специально предназначенными алюминия, а имеют универсальное предназначение. В таком случае, их свойства должны отвечать легкоплавким материалам, чтобы не расплавить металл заготовки и не повредить его. Температура плавления припоя должна иметь показатели, примерно, на 100-200 (можно и больше) градусов ниже. Материалы обладают высокой текучестью, что вызвано той же низкой температурой плавления и особенностью их состава.

Припой для пайки алюминия
Еще одна особенность состоит в том, что действительно прочного соединения достичь очень сложно, но это зачастую и не требуется, так как металл не применяется в сложных условиях эксплуатации. В большинстве случаев нужно просто качественное соединение, чтобы был хороший контакт. Физическое свойство проникновения припоя в структуру алюминия помогают обеспечить должный уровень качества. Стоит отметить, что расходный материал также является легким, как и основной металл, так что относительно своих аналогов для других процедур, таких как пайка нержавейки твердыми припоями, при одном и том же весе будет больший объем материала.

Пайка алюминиевым припоем кх718fcww09020
Технические характеристики популярных марок
Элементы состава – Zn, Al
Температура плавления – 380 – 440°С
Характеристики прочности на разрыв – 100 МПа
Виды возможного спаивания – капиллярное, напайка
Физическая плотность – 7,0 г/см³
Степень растяжения: 45900 PSI
Степень удлинения: 10%
Степень сдвига: 31000 PSI
Масса: 240 г / куб. дюйм
Температура плавления: 390 С
Толщина диаметра: 2-3 мм
Длина: 0,46, м
FC — в сердечнике имеется флюс.
Температура плавления: 430 градусов Цельсия
Прочность: 100 H/мм2
Толщина диаметра, мм – 2,0
Длина, м – 0,5
Элементы состава: Zn, Al
Характеристики прочности на разрыв – 100 МПа
Тип пайки: капиллярная пайка, напайка
Виды возможного спаивания – капиллярное, напайка
Физическая плотность – 7,0 г/см³
Особенности выбора
Есть мнение, что не так важно чем паять алюминий, а главное как. Здесь наблюдается очень большая зависимость от того, в каких условиях приходится проводить процесс и с какими целями. Поэтому, расходный материал выбирается в зависимости от того, какие инструменты для разогрева имеются. Если вам требуется спаять провода, то подойдут припои с самой низкой температурой плавления, которые быстро схватятся на металле, не подвергая его опасности расплавлению. Сложнее дело обстоит с толстыми заготовками, или когда нужно соединить алюминий с другими металлами. Здесь уже понадобиться материал, специально предназначенный для этих процессов, как вышеуказанные припои.
«Важно!Вне зависимости от выбора, действия мастера должны быть быстрыми, так как материал имеет свойство очень быстро окисляться, что ухудшит качество соединения».
Особенности пайки
- Первым делом стоит зачистить поверхности, что желательно делать крупнозернистой наждачной бумагой, которая не только счистит все возможные налеты, но и сможет сделать поверхность более податливой для пайки;
- После этого нужно выложить флюс по всему периметру, где будет происходить соединение;
- Затем следует стадия подогрева, когда флюс разогревается до рабочей температуры, чтобы можно было использовать припой;
- Следующим делом следует задействовать припой, который должен равномерно растекаться по всей поверхности места спайки;
- После образования достаточной толщины шва, для чего может потребоваться несколько проходов, нужно дать остыть металлу;
- На последней стадии следует очистить шов от остатков флюса и прочих вещей.
Популярные марки
- Castolin 192FС;
- HTS-2000;
- ПОС-61;
- Castolin 192FBK;
- Castolin 192CW;
- Lucas-Mihaupt Filalu 1192NC;
- Авиа-1;
- Castolin 190.
применение флюса и припоев, работа паяльником и газовой горелкой в домашних условиях
 Алюминий и его сплавы — очень лёгкие и прочные конструкционные материалы. Конструкции и детали из алюминия можно встретить везде: на производственных площадках и в каждом доме. Для ремонта оборудования и домашней утвари необходима сварка или пайка. Сварка — это сложный технологический процесс, применяемый на предприятиях. А паять и лудить кастрюли, фляги, алюминиевые трубки можно и в домашних условиях.
Алюминий и его сплавы — очень лёгкие и прочные конструкционные материалы. Конструкции и детали из алюминия можно встретить везде: на производственных площадках и в каждом доме. Для ремонта оборудования и домашней утвари необходима сварка или пайка. Сварка — это сложный технологический процесс, применяемый на предприятиях. А паять и лудить кастрюли, фляги, алюминиевые трубки можно и в домашних условиях.
Технология пайки
Сложности, возникающие при пайке элементов из алюминия, обусловлены физическими и химическими характеристиками материала. Основные трудности, возникающие при пайке, вызваны:
- Низкой температурой плавления алюминия и сплавов.
- Быстрым окислением с образованием твёрдой плёнки на поверхности материала.
- Хорошей теплопроводностью, с которой связано быстрое распределение температуры.
Для создания прочного соединения нужно определить, с каким именно материалом придётся иметь дело. Чистый алюминий используется довольно редко, а добавки, применяемые для получения разных сплавов, сильно влияют на характеристики материала, а именно:
- Температура плавления чистого алюминия 660 °C, а для сплавов с большим содержанием магния и кремния температура начала плавления составляет 500 °C.
- Меняются механические свойства. Рост содержания магния существенно увеличивает прочность материала.
- Изменяются коррозионные свойства.
 Температура плавления чистого алюминия 660 °C, а для сплавов с большим содержанием магния и кремния температура начала плавления составляет 500 °C.
Температура плавления чистого алюминия 660 °C, а для сплавов с большим содержанием магния и кремния температура начала плавления составляет 500 °C.По рабочим температурам различают мягкую (150—300 °C) и твёрдую (390—580 °C) пайку. Все эти факторы нужно принимать во внимание при выборе флюсов и припоев для конкретных работ.
Виды флюсов
 Основные трудности при выполнении пайки алюминиевых изделий связаны с возникновением на поверхности окисной плёнки. Её можно удалять механическим путём с использованием щётки с железным ворсом или скребка, но она сразу же образуется снова. Поэтому необходим активный флюс для алюминия, способный разрушить плёнку и создать условия для соединения материала изделия с припоем.
Основные трудности при выполнении пайки алюминиевых изделий связаны с возникновением на поверхности окисной плёнки. Её можно удалять механическим путём с использованием щётки с железным ворсом или скребка, но она сразу же образуется снова. Поэтому необходим активный флюс для алюминия, способный разрушить плёнку и создать условия для соединения материала изделия с припоем.
Своими руками изготовить флюс трудно. Лучше воспользоваться готовыми. Предварительно следует изучить назначение и характеристики и выбрать подходящий состав. Наиболее употребительные активные флюсы:
- Ф-64. Хорошо разрушает окисную плёнку, годится для работы и с другими материалами: медью, бронзой, оцинкованным железом.
- Ф-34А. Этот состав применяется для пайки тугоплавкими припоями. Температура плавления 420 °C.
- Ф-61. Производится на основе фторборатов, рабочая температура (250—350 °C). Применяется для лужения или низкотемпературной пайки.
- Castolin Alutin 51 L. Жидкий флюс подходит для мягкой пайки. Хорошо работает при соединениях меди и алюминия, рекомендуется для припоев Castolin 1827, Castolin 51, Castolin 157.
 Ф-64. Хорошо разрушает окисную плёнку, годится для работы и с другими материалами: медью, бронзой, оцинкованным железом.
Ф-64. Хорошо разрушает окисную плёнку, годится для работы и с другими материалами: медью, бронзой, оцинкованным железом.Пары флюсов вредны. Чтобы не вдыхать их, при пайке нужно пользоваться респиратором.
Выбор припоя
 Можно применять низкотемпературные припои на основе олова и свинца, но надёжность этих соединений не очень высока. При пайке алюминия оловом получаются соединения, которые могут разрушаться при высоких температурах и сильно подвержены коррозии. Хорошо зарекомендовали себя припои на основе алюминия, кремния, меди, или цинка. К ним можно отнести 34A, который состоит из алюминия (66%), меди и кремния.
Можно применять низкотемпературные припои на основе олова и свинца, но надёжность этих соединений не очень высока. При пайке алюминия оловом получаются соединения, которые могут разрушаться при высоких температурах и сильно подвержены коррозии. Хорошо зарекомендовали себя припои на основе алюминия, кремния, меди, или цинка. К ним можно отнести 34A, который состоит из алюминия (66%), меди и кремния.
Часто применяется ЦОП-40, состоящий из шести частей олова и четырёх частей цинка. Цинк придаёт прочность и коррозионную стойкость месту соединения. Удобен в применении импортный припой HTS-2000. Температура пайки 400 °C. Используется без флюса. При определённых условиях можно запаять даже силумин.
Порядок работы
 Начинать следует с подготовки сопрягаемых поверхностей. Чтобы спаять алюминий в домашних условиях, сопрягаемые детали необходимо отчистить от остатков краски или грязи. Для этого используются металлические щётки, скребки, абразивные круги или наждачная бумага. Окисные плёнки при этом должны становиться тоньше. Обрабатываемые поверхности нужно обезжирить спиртом, ацетоном или бензином. Затем детали устанавливаются в рабочее положение, и начинается прогрев материала.
Начинать следует с подготовки сопрягаемых поверхностей. Чтобы спаять алюминий в домашних условиях, сопрягаемые детали необходимо отчистить от остатков краски или грязи. Для этого используются металлические щётки, скребки, абразивные круги или наждачная бумага. Окисные плёнки при этом должны становиться тоньше. Обрабатываемые поверхности нужно обезжирить спиртом, ацетоном или бензином. Затем детали устанавливаются в рабочее положение, и начинается прогрев материала.
Для небольших деталей или электротехнических работ можно использовать паяльник мощностью 100 Вт. Жало паяльника желательно залудить. Для больших деталей паяльника недостаточно. Применяется пайка алюминия газовой горелкой или паяльной лампой, которыми прогревают стык деталей. Пламя горелки нужно регулировать так, чтобы не было копоти, которая загрязнит обрабатываемые поверхности.
Металл не должен перегреваться. Для проверки можно коснуться куском припоя обрабатываемой поверхности. Если припой стал плавиться, температура достигла необходимых для обработки значений. После проведения подготовки можно приступать к соединению деталей. Порядок действий такой:
- Нанести флюс на обрабатываемые поверхности. Для этого удобно использовать кисточку. Следует избегать попадания припоя на открытые участки тела и слизистую оболочку. В случае попадания немедленно промыть водой.
- Жало паяльника и пруток припоя установить на место стыка. Паяльником распределить припой по месту соединения. Если жало паяльника имеет специальные зазубрины, нужно поскрести им место соединения для удаления оксидной плёнки.
 Нанести флюс на обрабатываемые поверхности. Для этого удобно использовать кисточку. Следует избегать попадания припоя на открытые участки тела и слизистую оболочку. В случае попадания немедленно промыть водой.
Нанести флюс на обрабатываемые поверхности. Для этого удобно использовать кисточку. Следует избегать попадания припоя на открытые участки тела и слизистую оболочку. В случае попадания немедленно промыть водой.После остывания место соединения следует очистить от остатков флюса. Рекомендуется промывать загрязнённые места последовательно холодной и горячей водой и неконцентрированным раствором каустической соды. Это предохранит соединение от коррозии.

При пайке предметов домашней утвари (посуды, кастрюль, соприкасающихся с продуктами питания) следует очень внимательно выбирать флюсы и припои. Во многих из них содержатся вредные химические вещества.
Следует обратить внимание и на то, что температура плавления и пределы прочности припоев ниже, чем у алюминиевых сплавов, и поэтому эти соединения не подлежат большим нагрузкам в зонах высоких температур.
При соблюдении всех этих условий пайка алюминия может обеспечить прочное и долговечное соединение деталей. Припаять отдельные детали гораздо проще, чем сваривать их.
Флюс для пайки алюминия при низких и высоких температурах: популярные марки
Алюминий – это особенный металл, пайка которого требует специальных знаний. На его поверхности легко образуется очень прочная оксидная пленка, плавящаяся при высоких температурах.
Сам металл плавится при 660 градусах, но у сплавов этот показатель может понижаться до 500 ℃ . При пайке есть опасность перегрева алюминиевого изделия, при котором он теряет свою прочность.
Дополнительная сложность процесса обусловлена низкой способностью алюминия к взаимному растворению. Полученное соединение может не иметь требуемых прочностных характеристик. Обеспечить хороший результат может грамотно выбранный флюс для пайки алюминия. Используют преимущественно активные марки.
Подготовка к работе
Навыки пайки алюминия пригодятся при ремонте проводки, электрооборудования, каких-то бытовых предметов и небольших самодельных конструкций.

Процесс нужно проводить в несколько этапов. Сначала поверхность моют, протирают, чистят при необходимости. Затем выравнивают дефекты шлифовкой. При этом нужно достичь слоя самого металла. После небольшой паузы можно нанести флюс. Затем поверхность нагревают.
Следует учесть, что у алюминия хорошая теплопроводность. Он будет быстро остывать.
Размеры нагревательного прибора должны соответствовать размерам зоны пайки. Удобны в работе паяльники с регулируемой температурой нагрева. Непосредственно перед спаиванием следует поместить в место соединения припой. Это дополнительно предотвратит реакции окисления.
Для средних и низких температур
Существует большое количество готовых составов для работы с алюминиевыми изделиями. Большинство из них имеет в маркировке букву А, указывающую на предназначение. Флюсы могут иметь жидкую, мазеобразную, гелеподобную или твердую консистенцию.
Активный флюс Ф-59А рекомендуется для пайки алюминия и его сплавов в диапазоне температур от 150 до 320 градусов. В его составе преобладает триэтаноламин, к которому добавлены борфториды кадмия, цинка, аммония.
Близкий состав имеет средство ФТБФ-А, более концентрированный, чем предыдущий аналог. Массовая доля борфторида кадмия варьируется от 9 до 11 %; цинка – от 2,5 до 3,5 %; аммония – от 4,5 до 5,5 %. Всю остальную часть составляет триэтаноламин. Работу с таким флюсом проводят при температурах от 270 до 350 °С.
Несколько отличается составом средство Ф-61А. В нем присутствуют фторбораты цинка и аммония, а преобладающим компонентом является триэтаноламин. Флюс рекомендован для плавки рабочей зоны в температурном интервале от 150 до 320 °С.
Средство можно использовать при работе паяльником с терморегуляцией, проведении индукционного нагрева. Допустимо погружение детали в припой, который следует предварительно расплавить.

Для пайки алюминиевых проводов с изоляцией используют флюсы нескольких составов:
- тетрафторбората цинка и триэтаноламина;
- фторгидрата анилина и канифоли;
- триэтаноламина, фторбората кадмия, фторида аммония, канифоли.
Первый из них применяют при температуре, не превышающей 350 ℃; второй — 250 ℃; третий — 150 ℃.
Для пайки алюминия с медью, оцинкованным железом, некоторыми бронзами применяют флюс из растворенных в этиловом спирте двух компонентов: триэтаноламина и салициловой кислоты.
Паять алюминиевые изделия можно составами, содержащими высшие органические кислоты. Известна смесь из иодида титана, канифоли и капроновой кислоты.
Применяется флюс, составленный из канифоли, бромида висмута и спирта; иодида титана, канифоли, капроновой кислоты. Температура использования таких композиций не превышает 450 °С.
Особенности высокотемпературного процесса
 Популярен активный флюс с маркировкой Ф-34А. В его состав входят фторид натрия, хлориды лития, калия, цинка.
Популярен активный флюс с маркировкой Ф-34А. В его состав входят фторид натрия, хлориды лития, калия, цинка.
Флюс можно применять для пайки алюминия и его сплавов, в которых содержание магния не превышает 15 %.
Процесс ведут при 420-620°С. Для равномерного плавления массы нужно проводить осторожное нагревание, учитывая высокую теплоотдачу алюминия. По окончании пайки место соединения следует хорошо промыть водой.
При необходимости пайки алюминия в диапазоне высоких температур процесс проводят локальным нагреванием или погружением в ванны. На практике эффективность подтвердили флюсы на основе хлоридов лития и калия, к которым иногда добавляют хлорид натрия и фторид калия или алюминия. Смеси обладают хорошей текучестью, обеспечивают прочное соединение в месте пайки.
При температуре, достигающей 600 ℃, в качестве флюса рекомендуют использовать смесь хлорида цинка и меди. Вещества склонны инициировать коррозию. Поэтому остатки флюса сначала промывают содовыми растворами, а затем водой.
Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек — в наличии на складе! Сварочные экраны и защитные шторки — в наличии на складе! Алюминий и его сплавы находят широкое применение для изготовления паяных конструкций в авиационной, электротехнической, радиотехнической и ряде других отраслей промышленности. Особенности пайки алюминиевых сплавов определяются такими факторами, как высокая стойкость оксидной пленки, низкая температура солидуса большинства промышленных алюминиевых сплавов, высокая теплоемкость алюминия. Алюминий, обладая большим сродством к кислороду, образует стойкий оксид Аl2O3, находящийся на его поверхности в виде плотной и прочной пленки. Состав и структура оксидных пленок на поверхности алюминиевых сплавов зависят от состава последних. Так, на поверхности алюминиево-магниевых сплавов присутствует смесь оксидов Аl2O3 и MgO. При пайке алюминиевых сплавов оксиды удаляют с помощью флюсов, в вакууме с добавлением паров магния, трением и ультразвуком. Кроме того, разработаны способы пайки контактным плавлением, а также по защитным и барьерным покрытиям и др. Для высокотемпературной пайки алюминиевых сплавов в качестве флюсов применяют смеси солей хлоридов щелочных и тяжелых металлов с добавками фторидов металлов. Пайку алюминия с указанными флюсами производят припоями на основе алюминия типа силумин, 34А, П425А, В62 и др. Зазор при флюсовой пайке должен быть не менее 0,1…0,25 мм. Высокотемпературная флюсовая пайка алюминия и его сплавов может производиться с применением газопламенного, печного, индукционного и контактного нагрева, а также путем погружения в расплавы флюсов. Для пайки алюминиевых деталей применяют бензовоздушные и газовоздушные горелки. Ацетилено-кислородное пламя непригодно, так как снижает активность флюсов. Для пайки ажурных тонкостенных конструкций из алюминиевых сплавов хорошие результаты обеспечивает печной нагрев. Скорость нагрева для пайки зависит от толщины стенок соединяемых деталей. Температуру печной пайки с применением припоя 34А и флюса 34А поддерживают 550…560 °С; при пайке эвтектическим силумином — 580…600 °С. Применение флюса 34А при печном нагреве опасно ввиду возможности значительного растворения паяемого металла цинком, выделяющимся из флюса; в случае пайки тонкостенных деталей это может привести к сквозному проплавлению. Лучшие результаты дает применение флюсов, в которых хлористый цинк заменен на хлористое олово, хлористый кадмий или хлористый свинец. Это приводит к резкому снижению растворения паяемой поверхности металлом, выделяющимся из флюса. Пайка в солевых ваннах отличается высокой производительностью В связи со значительной температурой пайки (580…620 °С) этим способом паяют сплавы с высокой температурой ликвидуса — АД1, АМц и др. Припои должны быть заранее нанесены на паяемые поверхности в виде покрытия или плакирующего слоя (пайка пластинчатых теплообменников). В случае пайки в солевых расплавах состав флюсовой ванны не должен содержать активных хлоридов типа ZnCl2 из-за сильного растворения в них паяемого металла. Для нормальной работы ванны необходимо тщательное удаление из расплава влаги и солей тяжелых металлов. Для этого солевую ванну обезвоживают алюминием при температуре около 600 °С. Еще более высокой степени очистки удается достигнуть применением порошка сплава, состоящего из 30 % Аl и 70 % Mg. При подготовке поверхности изделий из алюминиевых сплавов к пайке рекомендуется после обезжиривания поверхностей производить их травление в 7…10 %-ном растворе едкого натра при 60 °С с последующей промывкой в холодной воде и обработкой в 20 %-ном растворе азотной кислоты, после чего следует тщательная промывка в проточной горячей и холодной воде и сушка горячим воздухом. Пайку рекомендуется производить не позже чем через 2-3 суток после травления. При пайке погружением в расплав флюса необходим предварительный подогрев изделий до 400…500 °С. Сборку изделий под пайку производят с помощью специальных приспособлений, не взаимодействующих с солевыми расплавами. Приспособления изготовляют из коррозионно-стойких сталей, инконеля, керамики. Своеобразной разновидностью флюсовой высокотемпературной пайки алюминия и его сплавов является реактивно-флюсовая. Флюсы-пасты для этой цели, как правило, содержат до 90 % активных хлоридов. При использовании таких паст наблюдается заметная эрозия основного металла. Для избежания указанного недостатка пайку производят погружением в солевую ванну, в состав которой вводят небольшое количество (в сумме до 1 %) активныххлоридов типа хлористого цинка, хлористого олова, хлористого кадмия и др. В связи с тем что остатки флюсов чрезвычайно коррозионно-активны, особенно при эксплуатации паяных соединений в электропроводящих средах, необходимо сразу же после пайки изделия подвергать тщательной обработке с целью удаления остатков флюсов; с этой целью их промывают в горячей и холодной проточной воде с последующей обработкой в 5 %-ном растворе азотной кислоты или в 10 %-ном растворе хромового ангидрида Однако флюсы могут оказаться и внутри паяного шва, и такая обработка не устранит опасности возникновения очагов коррозии. В этом заключается основной недостаток флюсовой пайки алюминиевых сплавов. Прочностные характеристики паяных соединений при применении наиболее распространенных припоев приведены в табл. 10. 10. Прочность паяных соединений из алюминиевых сплавовНизкотемпературную пайку алюминия и его сплавов припоями на основе олова можно осуществить с применением флюсов на основе высококипящих органических соединений типа триэтаноламина с добавками в качестве активных компонентов борфторидов кадмия и цинка. Применение этих флюсов хотя и обеспечивает удаление оксида алюминия при пайке, но в промышленности они не нашли широкого распространения, так как не обеспечивают получения надежных и герметичных соединений. Кроме того, компоненты легкоплавких припоев в паре с алюминием образуют коррозионно-нестойкие соединения вследствие большой разности нормальных электродных потенциалов. Такие соединения не способны работать в коррозионно-активных средах. Указанные недостатки и затруднения исчезают при использовании технологических покрытий под пайку. В качестве таких покрытий при низкотемпературной пайке алюминия принято использовать медь, никель, серебро, цинк и т.п. Покрытие может быть нанесено электролитически, химически, термовакуумным напылением и другими способами. Наиболее высокое качество сцепления покрытия с основным металлом и коррозионную стойкость паяных соединений обеспечивает применение никельфосфорных покрытий, наносимых на поверхность алюминия химическим способом из специальных гипофосфитных растворов. Оптимальная толщина покрытия 17…25 мкм. После нанесения покрытия деталь подвергают термической обработке в защитной среде (аргон или вакуум) при 200 °С в течение 1 ч, что приводит к повышению прочности сцепления покрытия с поверхностью паяемого металла. Пайка по покрытию легкоосуществима оловянно-свинцовыми припоями с применением канифольно-спиртовых флюсов или флюсов на основе водных растворов хлористого цинка. Коррозионная стойкость таких соединений намного выше стойкости соединений из алюминия, выполненных без защитных покрытий. Соединения из сплавов АМц и Д16. выполненные по никельфосфорному покрытию припоем ПОС61, обеспечивают σср = 30…50 МПа. После годичных испытаний в 3 %-ном растворе поваренной соли прочность соединений снижается лишь на 15…18 %. Коррозионная стойкость соединений, выполненных по медному покрытию, особенно в коррозионно-активных средах, гораздо ниже, чем, по никельфосфорному покрытию; коррозионная стойкость повышается при пайке по цинковым покрытиям и, в частности, по слою цинкового сплава, содержащего 5 % Аl. Слой нанесен на поверхность алюминия методом горячего плакирования. Пайку по цинковому покрытию рекомендуется вести припоем типа ПОСК51 с удалением оксидных пленок механическим способом или с помощью флюса на основе эвтектики NaOH-KOH, вводимой в количестве до 20 % в глицерин. Бесфлюсовую высокотемпературную пайку алюминия можно осуществить в вакууме, в газовых средах без применения защитных покрытий (контактно-реактивным методом). В качестве припоя применяют кремний, медь или серебро, которые наносят на алюминий гальванически, термовакуумным напылением или методом горячего плакирования. Высокое качество паяного соединения получают при пайке в вакууме 10-3 Па и толщине покрытия 10…12 мкм. Пайку алюминия припоями типа силумин осуществляют в специальных газовыхсредах: смесях аргона с парами магния. Такая атмосфера способна при 550…580 °С восстанавливать оксид алюминия и обеспечивать смачивание паяемой поверхности припоями типа силумин. При пайке алюминиевых сплавов в атмосфере паров магния последний переходит из газообразной фазы в расплав. Предел прочности на срез соединений сплава АМг6, выполненных этим способом, 352…358 МПа, а для сплава АМц — 115…125 МПа. Коррозионная стойкость получаемых соединений намного выше, чем при флюсовой пайке. Пайку в защитной атмосфере можно осуществить при использовании самофлюсующих припоев [например, составов (в %): 3 — 15 Si; 0,4 — 1,0 Mg; Аl — остальное, или 7,5-13 Si; 0,3 Сu; 0,1 Mg; 4,5 Р; 0,1 — 3,0 металлов из группы Ni и Со; 0,2 Zn; 0,5 Mn; Аl -остальное]. Пайку этими припоями следует производить в среде аргона, гелия или в вакууме. Бесфлюсовую пайку алюминия припоями типа 34А, силумин (ПСр 5АКЦ) можно производить по предварительно луженой поверхности припоем П200А. Лужение производят механическим способом; толщина слоя 0,03…0,05 мм на сторону. Нагрев под пайку рекомендуется производить в печи в потоке аргона или на воздухе индукционным способом. Прогрессивные способы пайки в вакууме и инертных средах значительно вытеснили пайку с применением флюсов. Пайку в вакууме осуществляют в специальных печах при разрежении 1 * 10-3 Па (в этом случае в камере пайки содержится 3 * 10-7 г/м3 кислорода и 2 * 10-8 г/м3 паров воды). В процессе нагрева с изделия и с внутренней поверхности печи происходит десорбция паров воды и кислорода, что значительно ухудшает состав среды. Для улучшения состава атмосферы применяют распыляемый геттер — магний. При пайке в вакууме с распыляемым геттером получают высококачественные паяные соединения. Недостатком этих печей и способа является сложность удаления после пайки магния, конденсирующегося на стенках печного пространства, нагревателях и теплоотражающих экранах, а также длительность цикла нагрева изделия. Альтернативой способу пайки в вакуумных печах, имеющих внутри камеры экраны и нагреватели, является пайка в аргоне в печах с аэродинамическим подогревом. Внутри рабочей камеры этих печей нет традиционных экранов и нагревателей, а нагрев в них осуществляют вращающиеся колеса с лопатками, и он происходит за счет диссипации энергии газа при его вихреобразовании на лопатках специального профиля. Примером использования такого способа нагрева является агрегат, созданный в ОАО «Криогенмаш» для бесфлюсовой пайки алюминиевых изделий в аргоне. Агрегат состоит из термобарокамеры со встроенными аэродинамическими нагревателями (АДН), систем очистки аргона и подачи его в камеру, вакуумирования, контроля и управления процессом пайки и средств загрузки и выгрузки изделия. Рабочая камера агрегата объемом 40 м3 представляет собой гладкий стальной толстостенный цилиндр, внутри которой нет экранов, поэтому она легка и доступна для очистки от конденсирующихся компонентов. Перед напуском каталитически очищенного аргона камера вакуумируется до разрежения 10-3 Па; нагрев камеры до температуры 635 °С с градиентом по газу 3…5 °С осуществляется тремя встроенными АДН общей мощностью 450 кВт. Аэродинамические колеса, вращающиеся с переменной частотой (500, 1000, 1500 об/мин), позволяют регулировать интенсивность нагрева. Теплоотдача от газа к изделию осуществляется путем интенсивной конвекции сильно турбулизированного потока газа, а также теплопроводности по элементам конструкции. По сравнению с вакуумной пайкой, при сопоставимых габаритах и показателях качества изделий, пайка в среде аргона за счет сокращения термического цикла (интенсивный нагрев в газе и выгрузка изделия при 400 °С) является более производительной (на 20 %), менее энергоемкой (на 30 %), а конструкция камеры пайки, не содержащей экранов, облегчает очистку камеры от сконденсированного магния. Качество паяных соединений из алюминиевых сплавов зависит как от выбора эффективного способа предварительной подготовки поверхностей деталей к пайке, включающего удаление жировых загрязнений и «старых» оксидных пленок, так и от состава газовой среды, в которой производится пайка. Для подготовки поверхностей деталей к пайке распространение получили в основном два способа: травление в щелочных растворах и в растворах кислот. Однако эти способы подготовки поверхности нельзя отнести к экологически чистым. Между тем в настоящее время созданы универсальные кислотные и щелочные очищающие средства, представляющие собой водорастворимые, нетоксичные, взрывопожаробезопасные, полностью биоразлагаемые жидкости широкого спектра применения, в составе которых присутствуют поверхностно-активные вещества и компоненты, способные удалять с поверхностей алюминиевых сплавов жировые загрязнения и оксидные пленки. Такие средства в виде концентратов производит, например, российская компания «ЕСТОС». Продукция компании сертифицирована, по гигиеническим показателям допущена к производству на территории России в качестве очищающих средств, в промышленности и в быту. Активность растворов очистителей на основе ортофосфорной кислоты, например ЕС-очиститель фасадов ФФ (ЕС — ФФ), начинается с 10 %-ной концентрации. В отличие от широко распространенных кислотных и щелочных способов подготовки поверхностей деталей обработка в растворе ЕС — ФФ производится при значительно меньшей потере металла (7,0 мкм/мин в NaOH и 0,09 мкм/мин в очистителе ЕС — ФФ). Раствор ЕС — ФФ сохраняет высокую активность после обработки не менее 1,0 м2 на 1 л раствора без корректировки состава. При пайке в вакуумных печах с разрежением в камере пайки 1 * 10-3 Па газовая среда содержит 3 * 10-7 г/м3 кислорода и 2 * 10-8 г/м3 паров воды. При пайке в аргоне содержание паров воды и кислорода на 2-3 порядка выше, что неблагоприятно для пайки Аl-сплавов. Так, в аргоне высшего сорта по ГОСТ 10157-79 содержится 7 * 10-4 г/м3 кислорода. При пайке алюминиевых сплавов припоями типа силумин в таком непроточном аргоне качественных соединений не образуется. Это еще связано и с непрерывным ухудшением атмосферы в процессе пайки за счет термической дегазации паров воды и кислорода с поверхностей изделия, камеры и приспособления. Улучшить состав газовой среды в данном случае можно за счет предварительного и промежуточного вакуумирования камеры до 1 * 10-3 Па, подогрева изделия с приспособлением, дополнительной осушки аргона от паров воды и кислорода и применения нераспыляемого геттера — пористого титана. Например, в процессе пайки в аргоне высокой чистоты (ТУ 6-21-1279) при использовании названных приемов среда для пайки улучшается на порядок и содержит 6 * 10-4 г/м3 кислорода и 1 * 10-4 г/м3 паров воды. Однако в аргоне при пайке сплава АМц эвтектическим силумином даже в такой среде не удается получить стабильное качество соединения. Условия пайки существенно улучшаются, если в паяемом металле или припое содержится магний в количестве не более 1 %. При нагреве в атмосфере аргона алюминиевых сплавов, легированных магнием, магний практически не испаряется, а диффундирует к поверхности детали и способствует разрушению оксидной пленки и улучшению растекания припоя. В результате технологический процесс, включающий каталитическую очистку аргона, двукратное вакуумирование камеры, использование нераспыляемого геттера, ампулирование изделия и подготовку паяемых поверхностей экологически чистыми растворами, реализован при пайке крупногабаритных пластинчато-ребристых теплообменников (ПРТ) длиной 3000 мм и сечением 850 х 1100 мм. Пайка производится при температуре 605 ± 5 °С. Общее время цикла составляет 22 ч. Конструктивно ПРТ представляет собой паяный пакет из проставочных листов толщиной 1…1,5 мм и гофрированной насадки, выполненной из ленты толщиной 0,2…0,7 мм. Припоем служит эвтектический (11,7 % Si) или близкий к эвтектическому силумин, которым с обеих сторон на толщину 80…120 мкм плакирован проставочный лист. Количество припоя, наносимого на паяемые поверхности, должно быть расчетным, поскольку при недостаточной толщине плакированного слоя снижаются качество и прочность соединений, а при избыточной возможно растворение тонкостенных элементов. При пайке крупногабаритных конструкций ПРТ применение сплавов, содержащих магний, для тонкостенной насадки (0,15…0,3 мм) недопустимо, так как проникновение припоя по границам зерен приводит к полной потере ее устойчивости. Поэтому насадку изготавливают из сплава АМц, в качестве материала для брусков используют сплав АД31, содержащий магний, а для проставочных листов применяют сплав АМц, плакированный эвтектическим силумином. Известны способы низкотемпературной пайки без применения флюсов, такие, как абразивная пайка или пайка трением. При этом способе пайки оксидную пленку с поверхности алюминия можно удалить шабером, металлическими щетками, частицами абразива; помогают удалению оксида и первичные твердо-жидкие кристаллы, находящиеся в расплаве припоя. Для лужения алюминия применяют также абразивные паяльники, у которых рабочая часть представляет собой стержень из частиц припоя и абразива. Операция пайки осуществляется уже после абразивного лужения обеспечением плотного контакта по луженым поверхностям при температуре полного расплавления припоя; возможна подпитка шва припоем. Ультразвуковое лужение можно производить с помощью ультразвуковых паяльников и в ультразвуковых ваннах. В связи с тем что при ультразвуковом лужении отмечается сильная эрозия основного металла, лужению этим способом нельзя подвергать изделия с толщиной стенок менее 0,5 мм. Применим также способ абразивно-кавитационного лужения. При этом способе твердые частицы, находящиеся в жидком припое, в ультразвуковом поле оказывают дополнительное абразивное воздействие на металл. При пайке алюминия припоями-пастами на основе галлия в качестве наполнителя паст служат алюминий и сплав алюминия с магнием. Температура пайки 200 … 225 °С, время выдержки 4…6 ч; σв = 30…50 МПа. При пайке луженой поверхности чистым галлием с последующей термической обработкой σв = 28…38 МПа. Паяные швы выдерживают ударные, вибрационные и термоциклические нагрузки, обеспечивают вакуумную плотность не ниже 1 Па и имеют удовлетворительную коррозионную стойкость. Применяют пайку алюминия цинковыми припоями по серебряному покрытию, нанесенному на поверхности пайки предпочтительно термовакуумным напылением с последующей термической обработкой. Разработан ряд технологических процессов, обеспечивающих надежное соединение алюминия с медью и ее сплавами, со сталью, никелевыми и другими сплавами. Основные трудности при осуществлении процесса пайки алюминия с указанными материалами заключаются в следующем: в выборе флюса или газовой среды, обеспечивающей удаление оксидов с поверхностей столь разнородных материалов; в образовании хрупких соединений из-за возникновения интерметаллидов в зоне шва; в наличии большой разности ТКЛР алюминия и перечисленных материалов. Первые две задачи успешно решаются предварительным нанесением на поверхности соединяемых материалов защитных металлических покрытий. Пайку алюминия с медью можно осуществить по никелевому покрытию, нанесенному на алюминий химическим способом. Пайку производят в водороде припоем состава (в %): 49 Ag, 20 Сu, 31 In; температура пайки близка к температуре плавления алюминия. Пайка алюминия с медью и ее сплавами может быть также осуществлена нанесением защитных покрытий типа цинка, серебра и их сплавов на поверхность меди. При этом используют припои на основе олова, кадмия, цинка. Через серебряное покрытие на меди может быть осуществлена контактно-реактивная пайка с образованием в паяном шве хрупкой эвтектики Al-Ag-Cu. Такие паяные соединения могут быть использованы только в ненагруженных конструкциях. Соединение алюминия со сталью, в том числе и с коррозионно-стойкой, облегчается при предварительном лужении поверхности стальной детали легкоплавкими оловянисто-свинцовыми припоями, алюминием и алюминиевыми припоями с применением активных флюсов на основе хлористых и фтористых солей. При пайке алюминия со сталью очень важно строго ограничивать режим из-за опасности образования хрупких интерметаллидов в паяных швах (время выдержки не должно превышать 1…4 мин, температура пайки — заданного предела). Пайка алюминия с титаном возможна только по слою алюминия или олова, нанесенному на поверхность титана путем горячего лужения. См. также: |