


Пайка медных проводов электрическим паяльником оловянно-свинцовым припоем и канифолью
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
 Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
 Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника

Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
 Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.


Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.


Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Припой для пайки проводов какой выбрать?
Пайка проводов паяльником: как сделать правильно

Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру.
Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения.
Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.Пассатижи — для того чтобы придерживать провода
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаиватьЛужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.
Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.
При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости.
При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше.
Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.
Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Источник: https://stroychik.ru/elektrika/pajka-provodov-payalnikom
Правила пайки медных проводов

Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
Суть процесса
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.
Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.
Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.
Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Применение флюса
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.
Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Подготовка паяльника
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Подготовка проводов
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.
Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой.
И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции.
Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Источник: https://svaring.com/soldering/praktika/pajka-mednyh-provodov
Припой для пайки. Разновидности припоев и флюсов

Одним из основных элементов электромонтажных и радиомонтажных работ является пайка. Качество пайки во многом определяется умением выбрать флюс и припой для пайки. Для облегчения этого выбора в статье приводятся краткие сведения о твердых и легких припоях и флюсах, пользовании ими и их изготовлении.
Пайка представляет собой соединение твердых металлов при помощи расплавленного припоя, имеющего температуру плавления меньшую, чем температура плавления основного металла. Припой должен хорошо растворять основной металл, легко растекаться по его поверхности, хорошо смачивать всю поверхность пайки, что обеспечивается лишь при полной чистоте смачиваемой поверхности основного металла.
Для удаления окислов и загрязнений с поверхности спаиваемого металла, защиты его от окисления и лучшего смачивания припоем служат химические вещества, называемые флюсами.
Припой для пайки, это легкоплавкий сплав металлов, предназначенный для соединения проводов, выводов, деталей и узлов пайкой.
Ранее припои обозначали тремя буквами — ПОС (припой оловянно-свинцовый), за которыми идет двузначное число, показывающее содержимое олова в процентах, например ПОС-40, ПОС-60. Лучший припой — чистое олово. Однако оно дорогое и используется в исключительных случаях.
Во время радиомонтажа чаще применяют оловянно-свинцовые припои. По прочности спаивания они не уступают чистому олову. Плавятся такие припои при температуре 180 — 200 °С.
Выбор припоя для пайки
Выбор припоя производят в зависимости от таких факторов:
- соединяемых металлов или сплавов
- способа пайки
- температурных ограничений
- размера деталей
- требуемой механической прочности
- коррозийной стойкости и др.
Для пайки толстых проводов используют припой с температурой плавления более высокой, чем для пайки тонких проводов. В некоторых случаях необходимо учитывать и электропроводность припоя (напоминание: удельное сопротивление олова равно 0,115 Ом х мм2/м, а свинца — 0,21 Ом х мм2/м).
Припой для пайки разделяют на три группы: тугоплавкий, легкоплавкий и сверхлегкоплавкий
Тугоплавкие припои (радиолюбители их практически не используют). К тугоплавким относятся припои с температурой плавления свыше 500 °С, создающие очень высокую механическую прочность соединения (сопротивление разрыву до 50 кг/мм2).
Недостатком их является именно то, что они требуют высокой температуры нагрева и, хотя прочность такой пайки получается весьма высокой, интенсивный нагрев может привести к нежелательным последствиям: можно, например, «отпустить» стальную деталь.
Недостатком твердых припоев является то, что они требуют высокой температуры нагрева, и хотя прочность такой пайки весьма высока, интенсивный нагрев может привести к весьма нежелательным последствиям: можно перегреть дорогостоящую деталь и вывести ее из строя (например, транзистор или микросхему), можно «отпустить», например, стальную деталь (пружину).
Легкоплавкие (радиолюбительские) припои. К этой категории относятся припои с температурой плавления до 400 °С, имеющие сравнительно невысокую механическую прочность (сопротивление разрыву до 7 кг/мм2). При радиотехнических монтажных работах применяются главным образом легкоплавкие припои. В их состав входят олово и свинец в различных пропорциях, например, припой ПОС-61 , который содержит 61% свинца, 38 % олова и 1% различных присадок.
Сверхлегкоплавкие (радиолюбительские) припои. Существуют также сплавы, в состав которых, кроме олова и свинца, входят висмут и кадмий. Эти сплавы наиболее легкоплавкие: у некоторых из них температура плавления менее 100 °С. Механическая прочность соединения у таких сплавов весьма невелика.
Раньше их применяли для пайки кристаллов в кристаллических детекторах. В настоящее время легкоплавкие кадмий-висмутовые сплавы находят применение при ремонте печатного монтажа.
Используются они также для пайки транзисторов, так как по техническим условиям их рекомендуется паять припоем с температурой плавления, не превышающей 150 °С.
Для пайки транзисторов можно применять так называемый сплав Вуда с температурой плавления 75 °С, в состав которого входят: олово — 13%, свинец — 27%, висмут — 50%, кадмий — 10%. Сплав Вуда можно приготовить по указанному рецепту самому или купить в аптеке. Пайка ведется слабо нагретым паяльником. В качестве флюса используется канифоль.
Радиолюбительский припой для пайки
Сейчас для пайки пользуются припойной проволокой сечением от 1 до 5 мм. Наиболее распространены 1,5—2 мм многоканальные припои.
Многоканальность означает, что внутри оловянной проволоки расположены несколько каналов флюса, который обеспечивает образование ровной блестящей и надежной пайки.
Продается такой припой в мотках — на радиорынках, в колбах — в которых он находится свернутым в спираль, и в бобинах (в них количество припоя такое, что его хватит не на один год). Рекомендуется приобретать в виде проволочки, толщиной со спичку — удобнее паять.
При пайке монтажных проводов радиоаппаратуры удобно пользоваться оловянно-свинцовыми припоями, отлитыми в виде тонких прутков диаметром 2 — 2,5 мм. Такие прутки можно изготовить самому, выливая расплавленный припой в сосуд, в дне которого заранее проделано отверстие. Сосуд при этом следует держать над листом жести или металлической плитой. После остывания прутки следует разрезать на куски необходимой длины.
Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (колофонием), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т. д.
, если выполнены следующие условия: поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов, деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя.
Определенные трудности при этом возникают в случае больших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
Самостоятельно готовим припой для пайки
Для самостоятельного приготовления припоя компоненты состава (олово и свинец) отвешивают на весах, расплавляют смесь в металлическом тигле над газовой горелкой и, перемешав расплав стержнем из стали, стальной пластинкой снимают пленку шлака с поверхности расплава. Затем осторожно разливают расплав в формы — желоба из жести, дюралюминия или гипса. Плавку необходимо выполнять в хорошо проветриваемом помещении, надев защитные очки, перчатки и фартук из грубой ткани.
Для чего при пайке нужен флюс?
Во время пайки температура соединяемых деталей значительно повышается. При этом скорость окисления металлических поверхностей возрастает. В итоге припой хуже смачивает соединяемые детали. Поэтому необходимо использовать вспомогательные вещества, флюсы.
Что такое флюс?
Флюс — это вспомогательный материал, который призван во время пайки удалять оксидную пленку с деталей, подвергаемых пайке, и обеспечивать хорошее смачивание поверхности детали жидким припоем. Без флюса припой может не прикрепиться к поверхности металла.
Назначение флюсов: надежно защищают поверхность металла и припоя от окисления, улучшают условия смачивания металлической поверхности расплавленным припоем.
Действие флюса зависит от его состава, имеемые флюсы: или растворяют окисные пленки на поверхности металла (а иногда и сам металл), или предохраняют металл от окисления при нагреве. Таким образом, флюс образует защитную пленку над местом пайки.
Флюсы для пайки
Флюс уже содержится в современном припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Флюсом покрывают поверхности уже залуженных металлов также и перед их соединением (собственно пайкой). При этом флюс является ПАВ, то есть Поверхностно Активным Веществом. После соприкосновения деталей избыток флюса между ними вылезает наружу и все время испаряется потому, что температура его испарения ниже, чем у припоя.
Флюсы бывают разные. Например, для ремонта металлической посуды пользуются «паяльной кислотой» — раствором цинка в соляной кислоте. Паять радиоконструкции с таким флюсом нельзя — со временем он разрушает пайку. Для радиомонтажа надо применять флюсы, в которых нет кислоты, например, канифоль.
Требования к радиолюбительским флюсам
Выбор флюса — важный вопрос. Раньше использовалась только канифоль, другого флюса не было. Чем плоха канифоль — канифоль, спиртовой канифольный флюс относятся к категории активных флюсов. Первый недостаток — при высоких температурах удаляется не только оксид металла, но и сам металл. Второй недостаток — очистка платы после пайки с канифолью является большой проблемой. Смыть остатки можно только спиртом или растворителями (да и то, порой проще отковырять чем-то острым).
Остатки флюса на плате не только некрасиво с эстетической точки зрения, но и вредно. На платах с малыми зазорами между проводников возможен рост дендритов (проще говоря, замыканий) вызванных гальваническими процессами на загрязненной поверхности. Каков же выход — на современном рынке материалов можно найти широкую гамму флюсов, которые смываются обычной водой, не разрушают жало паяльника и обеспечивают высокое качество пайки.
Продаются такие флюсы, как правило, в шприцах, что очень удобно для использования.
Чем заменить флюс
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
- канифольным лаком, имеющимся в продаже в хозяйственных магазинах. Его можно применять как жидкий флюс взамен раствора канифоли в спирте. Этот же лак можно использовать и для антикоррозийного покрытия металлов.
- живицей — смолой сосны или ели — доступным материалом, особенно любителям, живущим в сельской местности. Такой флюс можно приготовить самому. Набранную в лесу с деревьев смолу нужно растопить в жестяной банке на слабом огне (на сильном огне смола может воспламениться). Расплавленную массу разлить в спичечные коробки.
- таблеткой аспирина, имеющейся в любой домашней аптечке. Недостаток этого флюса — неприятный запах дыма, выделяющийся при плавлении аспирина.
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Как правильно паять паяльником провода: медные, алюминиевые
Главная » Электрика » Пайка проводов паяльником: как сделать правильно
Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
Что нужно для пайки паяльником
Содержание статьи
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.

Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно
- Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника
- Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода



Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда
- Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).

Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
Как правильно паять провода: видео, технология, порядок пайки
Пайка проводов паяльником не представляет ничего сложного, поэтому с таким способом соединения медных жил может справится даже неопытный электрик. Далее мы расскажем, как правильно паять провода в распределительной коробке – месте, где выполняется разводка электропроводки по комнатам. Технология будет предоставлена пошагово, с картинками и видео примерами, чтобы Вам было более понятно, как спаивать два проводка между собой. Сразу же обращаем Ваше внимание на то, что мы будет рассказывать, как спаять жилы из меди. Это связано с тем, что алюминиевые проводники в домашних условиях уже практические не используются. Стандартами ГОСТ соединение разных цветных металлов (алюминиевых и медных проводников) рекомендуется обходить стороной, поэтому единственный безопасный вариант для частного дома и квартиры – спаивание медных жил кабеля.
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получится паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете сделать паяльник своими руками, что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.

Лужение проводов для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по соединению проводов пайкой в распределительной коробке мы рассматривали отдельно.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области. О том, как изолировать провода мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Учимся паять провода паяльником
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
- Подключение светодиодной ленты. Если Вам нужно подключить LED ленту, а значит – спаять контакты от блока питания с выводами на ленте (медные кружочки), то сначала залудите жилы плюс и минус, потом обработайте кислотой выводы на ленте и капните на них расплавленный припой. Все, что останется – прижать провода к месту соединения и прогреть паяльником. Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
- Работа с платами. Если Вы решили паять провода на микросхеме, то тут уже технология пайки будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор либо тот же светодиод, нужен паяльник мощностью от 5 до 20 Ватт. Более мощный аппарат может перегреть плату и тогда Ваши старания будут напрасны. Помимо этого жало должно быть очень тонким, т.к. излишки олова будут выступать перемычками, которые в свою очередь будут «коротить».
- Пайка наушников. Если Вы вдруг решили отремонтировать наушники со штекером 3.5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
Видео урок по ремонту наушников с микрофоном и штекером 3.5
На этом технология самостоятельной пайки заканчивается. Надеемся, что теперь Вы знаете, как правильно паять провода большого и маленького сечения в домашних условиях!
выбор паяльника, флюса и секреты качественной пайки
 Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Спайка является основным методом электрического и механического соединения как деталей, так и проводки. Но несмотря на кажущуюся простоту процесса, пайка – дело довольно сложное и кропотливое. Именно поэтому прежде чем брать в руки паяльник, необходимо хорошо представлять чем, зачем и, главное, как паять провода.
Инструменты и принадлежности
Пайка, как и любой другой технический процесс, подразумевает использование определенных инструментов и принадлежностей. Инструментов понадобится немного: паяльник, нож, пассатижи, напильник, наждачная бумага. Принадлежностей и того меньше – достаточно паяльного флюса и спирта или бензина. Тем не менее все это является важными составляющими процесса и к выбору того и другого необходимо отнестись исключительно серьезно. Именно от качества паяльника и наличия нужных принадлежностей к нему будет зависеть как механическая, так и электрическая надежность паяного соединения.
Выбор и подготовка паяльника
Это, пожалуй, самый ответственный этап. Неудачно выбранным или неправильно подготовленным инструментом качественную пайку не получить.
Мощность и тип
Основным критерием выбора паяльника является его мощность. Промышленностью выпускаются инструменты мощностью от 10 до 200 Вт и выше. Первые могут иметь размеры авторучки, последние выглядят как натуральный молоток внушительных размеров.

Электропаяльники мощностью 30 (слева), 60 и 200 Вт.
Осталось решить, какой паяльник выбрать для пайки проводов. Тут все будет зависеть от производимой операции, а точнее, от толщины и массивности деталей, которые необходимо запаять. Чем детали массивнее, тем большую теплоемкость должен иметь инструмент. Примерную зависимость рекомендуемой мощности паяльника от выполняемой задачи можно представить в виде следующей таблицы:
- 15-25 Вт – мелкие радиоэлементы, микросхемы, проводники диаметром до 0.3-0.5 мм;
- 30-40 Вт – крупные радиоэлементы, провода диаметром до 1 мм в том числе многожильные;
- 40-60 Вт – достаточно крупные детали, проводники диаметром до 2 мм;
- 100 Вт – массивные детали, провода диаметром до 3-4 мм;
- более 100 Вт – силовая электропроводка диаметром более 4 мм.
Если под рукой не окажется паяльника с необходимыми характеристиками, можно взять несколько больший по мощности, но не наоборот. Массивным прибором спаять тонкие провода при известном навыке можно, маленьким и маломощным толстые – практически никогда. Идеально, если в вашем хозяйстве будет несколько электропаяльников различной мощности.
Но как поступить, если паяльника необходимой мощности не окажется или его вообще не существует в природе? Пытаться припаять шины в карандаш толщиной стоваттным паяльником? Ни в коем случае! В этой ситуации поможет обычный огонь. Поместите подготовленные к пайке детали, к примеру, в пламя бытовой газовой горелки или спиртовки и паяйте. Дополнительный подогрев поможет выполнить качественную пайку даже маломощным инструментом. Единственно, нагревая провода на открытом пламени, не переусердствуйте – достаточно небольшого дополнительного подогрева.
Отдельно стоит отметить так называемые «пистолетные» или импульсные паяльники, которые достаточно широко использовались, да и сегодня стоят на вооружении у мастеров на выезде.

Современный вариант пистолетного паяльника.
С первого взгляда преимущества такого аппарата налицо – он мгновенно нагревается и так же быстро остывает. Но эта особенность удобна лишь узкому кругу специалистов – мастерам по вызову. Пришел, достал из чемодана, ткнул, убрал в чемодан, забрал деньги и ушел. Но тот, кто серьезно работал с такими паяльниками, отлично знает и их недостатки.
Прибор буквально неподъемный, не держит оптимальной температуры, форма жала, которое катастрофически горит, исключительно неудобная. В результате пайку подобным инструментом с проволочной петелькой вместо жала можно охарактеризовать фразой «уф, вроде прислюнил». Пистолетный электропаяльник худо-бедно сгодится для ремонта лампового телевизора «Рекорд», да пылесоса «Вихрь», но не более. О качественной пайке, особенно проводов, тут и речи быть не может.
Заточка и облуживание жала
После того как паяльник выбран, его необходимо подготовить – заточить и облудить жало. Видов заточки жал существует множество:
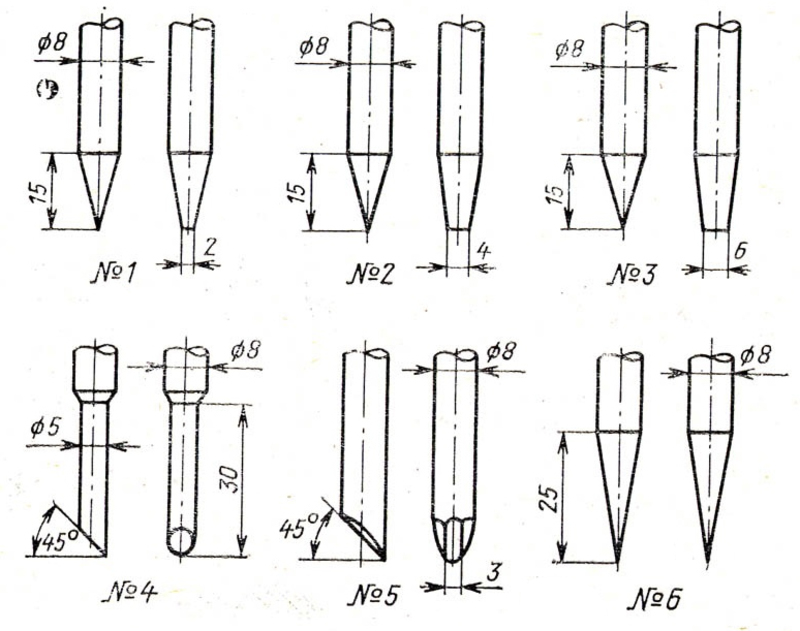
Унифицированные формы заточки жала паяльника
Какую выбрать, зависит от ваших личных предпочтений и привычек. Для пайки проводов наиболее оптимальными считаются заточки №№ 3, 4 и 5. После заточки обычным напильником жало необходимо сразу же облудить – покрыть слоем припоя. Для чего это нужно сделать? Вкратце процесс пайки заключается в следующем: на кончик разогретого жала наносится капля припоя, который впоследствии переносится на спаиваемые детали. Но как работать пальником, необлуженное жало которого покрыто оксидом меди и абсолютно не смачивается припоем?
Итак, если жало инструмента заточено или просто зачищено до медного блеска, пора переходить к облуживанию. Для этого понадобится обычная паяльная канифоль и кусочек припоя. Включаете электропаяльник в сеть и не спеша, без нажима натираете зачищенный участок кусочком канифоли. По мере разогрева паяльника канифоль начнет плавиться и покрывать жало тонким слоем.
Быстренько откладываете канифоль и берете в руки припой, пытаясь «закрасить» им покрытый канифолью участок. По мере дальнейшего разогрева паяльника припой тоже начнет плавиться и равномерно растечется по жалу. Операцию можно считать законченной. Если с первой попытки ничего не получилось, не отчаивайтесь – остудите паяльник (горячее жало зачищать бесполезно – оно тут же будет окисляться), повторите зачистку и снова залудите.
Температура инструмента
Осталось подобрать оптимальную температуру жала. Бытует мнение, что чем больше мощность электропаяльника, тем выше температура его жала. Это абсолютно неверно! От мощности зависит лишь тепловая емкость инструмента, а значит, и способность его прогреть место пайки. По этой же причине чем выше мощность паяльника, тем больше и толще его жало.
А что касается температуры паяльника любой мощности, она одинакова и должна быть такой, чтобы, с одной стороны, припой легко плавился, собираясь на кончике жала каплей, с другой – канифоль не горела с характерным запахом горящей смолы. Производя пайку проводов паяльником с недогретым жалом, вы не сможете качественно прогреть место соединения, а при работе перегретым инструментом канифоль или любой другой флюс сгорит быстрее, чем успеет выполнить свои функции. В обоих случаях получится пайка, которую монтажники называют «прислюнил».
 Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
Обычно для изменения температуры паяльника используются специальные устройства – регуляторы напряжения. Но если вы занимаетесь пайкой лишь время от времени, можно обойтись и более бюджетными, но вполне эффективными методами. Для того чтобы несколько снизить температуру жала, просто ослабьте стопорный винт на корпусе прибора и немного выдвиньте жало из корпуса.
В результате небольшая часть жала, которая до этого находилась внутри нагревательного элемента, окажется снаружи и вместо того, чтобы нагреваться, будет охлаждаться окружающим воздухом.
Если же температура паяльника недостаточна, проведите противоположную операцию – задвиньте жало глубже. Несмотря на кажущуюся простоту, такой метод весьма эффективен.
Паяльный флюс
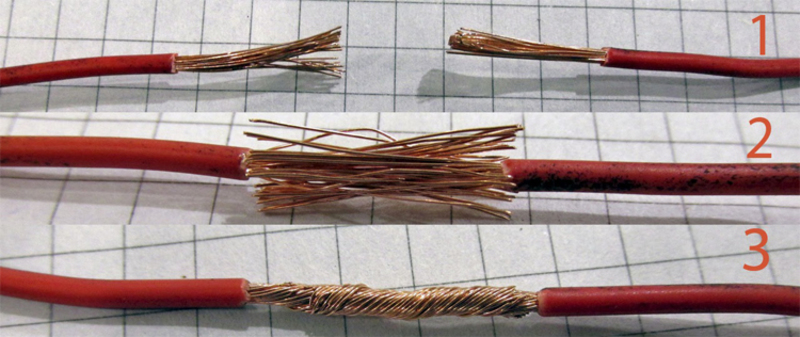
Для того чтобы пайка была качественной, припой должен прочно сцепиться со спаиваемой деталью, смочить ее. Но при нагревании практически любой металл интенсивно окисляется и абсолютно не смачивается припоем. Даже если вам удастся что-то изобразить при помощи паяльника и одного припоя, такая пайка, называемая среди специалистов «холодной», не обеспечит ни хорошего контакта, ни механической прочности. Образцом холодной пайки можно считать фото, которое на очень многих информационных ресурсах почему-то является примером исключительно качественной и правильной работы:

Припой абсолютно не сцепился с медью проводов – эту спайку можно разобрать голыми руками
Чтобы обеспечить надежное сцепление припоя со спаиваемым металлом, используют те или иные флюсы. По методу воздействия они делятся на две категории:
- пассивные;
- активные.
Пассивные флюсы, как видно из их названия, не взаимодействуют со спаиваемыми деталями. Их основное назначение – обеспечение хорошей растекаемости припоя и предотвращение образования оксидной пленки при нагревании спаиваемых деталей. Пассивные флюсы просты в использовании, доступны, безопасны для человека, не электропроводны и полностью нейтральны (не требуют отмывки после пайки). К недостаткам флюсов этого типа можно отнести неэффективность использования на окисленных деталях.

Всем известная канифоль является самым распространенным пассивным флюсом.
Активные флюсы не только улучшают растекаемость припоя и предотвращают образование оксидной пленки, но и способны эту пленку разрушать. Ввиду этого кислотные или щелочные флюсы нашли широкое применение для пайки сильно окисленных или мгновенно окисляющихся на воздухе металлов. Существуют даже вещества, снимающие при прогреве паяльником лак с эмалированного провода. Из недостатков этого типа флюсов можно отметить высокие коррозийные и электропроводящие свойства (флюс после пайки нужно обязательно смывать), опасность для человека.

Флюсы, выпускаемые промышленностью на основе кислот.
Какой флюс лучше использовать для пайки проводов? Если вы собираетесь работать с медью, то идеальным вариантом будет канифоль или раствор канифоли в спирте. Даже если провода старые, но их несложно зачистить до блеска, то все же лучше пользоваться канифолью. Она хороший диэлектрик и абсолютно не взаимодействует с металлом на химическом уровне.
Активный же флюс вам понадобится в том случае, если провода сильно окислились или выполнены из сплавов, плохо поддающихся пайке – никеля, стали, алюминия и пр. Хотя никто не запрещает пользоваться этими составами и для работы с обычной медью. Единственно, если не хотите, чтобы соединение развалилось через месяц-другой, не забудьте после работы тщательно промыть место пайки спиртом или бензином. Ну и, конечно, сразу же вымойте руки с мылом – кислота есть кислота, даже если она паяльная.
Пайка проводов
Инструменты и флюс подобраны и готовы к работе, осталось выяснить, как правильно паять паяльником провода. Пока разогревается инструмент, подготовьте проводники, которые решили соединить. Для этого их нужно аккуратно зачистить от изоляции не очень острым ножом или специальным инструментом. Выполняя эту операцию, старайтесь не повредить жилы. Это особенно важно, если провод многожильный – перерезая отдельные проводки, вы уменьшаете общее сечение провода.
Осмотрите место зачистки. Жилы медные, а металл имеет яркий «рыжий» цвет? Предварительное облуживание не потребуется. Плотно скрутите провода между собой. Если проводник мягкий, а жилки тонкие, то это можно сделать руками. В противном случае воспользуйтесь пассатижами:
Подготовка многожильной проводки к пайке.
Теперь нужно нанести на место скрутки паяльный флюс. Если вы пользуетесь жидким, к примеру, раствором канифоли в спирте, то используйте кисточку. Если канифоль твердая, то просто положите скрутку на кусочек канифоли и прижмите ее разогретым паяльником до легкого вплавления в канифоль. Теперь самая ответственная операция. Слегка обмакните жало в канифоль, а затем сразу же возьмите на него немного припоя. Прикоснитесь паяльником к будущему месту пайки и грейте соединение до тех пор, пока припой не начнет растекаться по проводу. Равномерно распределите расплав по всей скрутке. В результате у вас должно получиться что-то подобное:

Качественно спаянные проводники.
Если результат несколько отличается, не расстраивайтесь – с первого раза может получиться не совсем эстетично. Главное – припой равномерно растекся по проводкам, хорошо их смочил и пропитал скрутку. Все равно недовольны? Повторите операцию – снова нанесите канифоль и прогрейте место соединения, добавив припоя или, напротив, убрав лишний. Точно так же поступают и с одножильной или смешанной проводкой.
Теперь осталось решить вопрос как правильно спаять провода, если соединяемые проводки старые и сильно окислились. Прежде всего, постарайтесь качественно и до блеска зачистить жилки. Если провода одножильные, это несложно – достаточно ножа или мелкой наждачной бумаги. Но многожильный провод качественно зачистить не удастся, поэтому придется применить несколько иную технологию пайки паяльником – предварительное лужение с использованием кислотного флюса. Если такового под рукой не оказалось, воспользуйтесь таблеткой обычной ацетилсалициловой кислоты, именуемой в народе «аспирин».

Ацетилсалициловая кислота – отличный кислотный флюс для пайки.
Облуживание при помощи таблетки аспирина проводите в следующей последовательности:
- Освободите концы проводников от изоляции.
- По возможности зачистите окисленные провода до блеска.
- Если в проводнике много жил, плотно их скрутите между собой.
- Прижмите проводник к таблетке и прогрейте паяльником до появления дыма.
- Возьмите на жало немного канифоли, припоя и прогревая провод, хорошенько покройте его припоем, которого на жале должен быть минимум.
- Промойте облуженные концы проводов спиртом, чтобы удалить остатки кислоты.
После всех этих процедур в вашем распоряжении окажутся два одножильных проводка, готовых к пайке обычным образом:

Облуженные провода, готовые к пайке.
Осталось плотно их скрутить и спаять при помощи обычной канифоли.
Как лудить провода: пошаговая инструкция
Практически во всех сферах электромонтажных работ, моделирования, робототехники, радиоэлектроники используются токоведущие провода, как соединительный элемент электрической цепи.
Среди огромного разнообразия методов соединений для получения качественного электрического контакта может выполняться пайка, клеммное обжатие, болтовое соединение, гильзовая обжимка. Но ни один контакт не может длительно сохранять электрические параметры без предварительного покрытия проводника слоем олова. Поэтому в данной статье мы рассмотрим, как лудить провода и для чего выполняется эта процедура.
Зачем нужно лудить провода?
Не смотря на то, что большинство проводников изготавливается из цветных металлов, особо не подверженных коррозионному разрушению, их поверхность, со временем, все же окисляется. Это приводит к возникновению полупроводникового слоя с довольно большим показателем омического сопротивления, значительно превышающим сопротивление металла. Из-за чего в местах окисления алюминиевых и медных проводов будет возникать чрезмерный нагрев и металла, и окружающих его элементов – изоляции, деталей, конструктивных частей. Перегрев, в свою очередь, может, как вывести со строя оборудование, так и привести к воспламенению горючих частей.
Процесс лужения подразумевает под собой нанесение защитного проводящего слоя на проводник. Такой слой должен равномерно распределяться по контактной поверхности и прочно закрепляться на ней, для чего разработана специальная технология.
Материалы и инструменты, чтобы лудить провода
Для того чтобы лудить провода вам понадобятся специальные вещества, слесарный и электрический инструмент. Их желательно заготовить заранее, чтобы вам не пришлось отвлекаться от работы и переделывать определенные этапы по-новому.
Сюда относятся:
- Инструмент для снятия изоляции – необходим для удаления диэлектрика с токоведущих частей, позволяет очистить с поверхности проводов полимерный, тканевый или лаковый состав. Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы. Рис. 1: специализированное приспособление для снятия изоляции
- Приспособления для удержания и манипуляций с проводами – пассатижи, кусачки, пинцет и прочие. Позволяют перекусить токоведущие жилы, удерживать их под воздействием высоких температур, гнуть, подносить к паяльнику, чтобы лудить и т.д.
- Приборы для разогрева припоя – в зависимости от метода пайки выделяют устройства локального и общего воздействия. Первые из них представлены паяльниками и станциями, которые позволяют лудить провод в определенной точке. Они подходят, чтобы лудить провода малого и среднего сечения локально. Вторые представлены тигелями и печами, которые наполняются лудильной смесью для погружения металлических жил или мест пайки, они позволяют выполнять большие объемы работы и лудить провода большого сечения или целые детали. Рис. 2: разновидности устройств для разогрева припоя
- Флюсы и припои – являются расходными материалами, используются для покрытия проводов, при пайке скруток и т.д. Флюсы наносятся перед тем, как лудить провода, чтобы очистить поверхность и сделать ее более восприимчивой. И те и другие представлены широким ассортиментом, припои отличаются по химическому составу, тугоплавкости и электротехническим свойствам. Одни из них предназначены для медных проводников, другие только для алюминиевых проводников. Флюсы также имеют большой ассортимент, в быту чаще всего используют канифоль и паяльную кислоту, реже применяют подручные средства.
 Рис. 1: специализированное приспособление для снятия изоляции
Рис. 1: специализированное приспособление для снятия изоляции Рис. 2: разновидности устройств для разогрева припоя
Рис. 2: разновидности устройств для разогрева припояПеречень необходимых материалов и инструментов подбирается непосредственно перед тем, как лудить провода исходя из конкретных задач и особенностей обрабатываемой детали. А о назначении, применении и типах наиболее распространенных припоев и флюсов вы можете узнать из таблиц ниже.
Таблица 1: Наиболее распространенные флюсы для пайки
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса | |
| Канифольные не активные флюсы | |||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью | |
| Спирто — канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | ||
| Глицерино — канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | ||
| Канифольные активные флюсы | |||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью | |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Кислотные активные флюсы. | |||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью | |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | |||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью | |
Таблица 2: Наиболее популярные припои для пайки паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Пошаговая инструкция
Наиболее простым и распространенным способом, чтобы лудить поверхность, является обработка паяльником, поэтому рассмотрим детально такой способ. После того, как вы подготовили все необходимое, чтобы лудить провода, выполните следующие операции:
- Определите длину обрабатываемого участка – рекомендуется лудить отрезки в пределах от 10 до 50мм. Если нет каких-либо конкретных требований к этому параметру, то оптимальным будет расстояние в 10 – 20мм.
- Очистите отрезок провода от изоляционного покрытия, в данном примере используется острый нож, но можете применять и другие инструменты. Рис. 3: удалите изоляцию
 Рис. 3: удалите изоляцию
Рис. 3: удалите изоляциюСоблюдайте осторожность при удалении слоев диэлектрика, чтобы не повредить жилу, что особенно актуально для многожильных проводов, так как это существенно уменьшит их поперечное сечение.
- При наличии на проводах лаковой изоляции ее также следует удалить до появления металлического блеска. Рис. 4: очистить лак с провода
 Рис. 4: очистить лак с провода
Рис. 4: очистить лак с проводаДля этого можете использовать тот же нож, но это не всегда представляется удобным. Так как тонкие проводники легче обрабатывать наждачной бумагой, напильником или химическими реагентами. Многожильные марки проводов необходимо распушить, чтобы обработать их со всех сторон.
- Перед тем как лудить, необходимо очистить жало от остатков припоя, нагара, кусочков металла. Это можно сделать при помощи наждачки или напильника, особо крупные наплывы можно удалить ножом. Рис. 5: Очистьте жало паяльника
- Включите паяльник и дождитесь его полного прогревания. Если вы начинающий радиолюбитель и еще не можете опередить достаточность нагрева по времени или внешним признакам, коснитесь жалом паяльника олова, припой должен моментально расплавиться – это значит, что вы можете начинать паять паяльником. Рис. 6. Опробуйте достаточность прогрева паяльника
- Нагрейте паяльником зачищенные жилы и поместите их в канифоль. Рис. 7: опустите провод в канифоль
 Рис. 5: Очистьте жало паяльника
Рис. 5: Очистьте жало паяльника Рис. 6. Опробуйте достаточность прогрева паяльника
Рис. 6. Опробуйте достаточность прогрева паяльника Рис. 7: опустите провод в канифоль
Рис. 7: опустите провод в канифольДождитесь плавления флюса и аккуратными движениями проверните провод под жалом. Добейтесь равномерного распределения канифоли по поверхности. Если вы не будете лудить канифолью, а используете какие-либо специальные флюсы, технология их применения может отличаться.
- Разогрейте припой и нанесите его на кончик провода, если флюса оказалось достаточно, и он равномерно распределился по все поверхности, олово быстро покроет нужную вам площадь. Рис. 8: нагрейте и наберите припой
 Рис. 8: нагрейте и наберите припой
Рис. 8: нагрейте и наберите припойПоверните провод у жала паяльника, чтобы слой олова попал на всю площадь электрического контакта.
- После лужения внимательно осмотрите слой припоя, он должен иметь гладкую, ровную поверхность светлого цвета. Если ваш результат отличается (имеются комочки, неравномерное распределение или темные пятна), то лучше повторить процедуру и полудить провода снова.
В виду большого разнообразия медных и алюминиевых проводов, типов электрических соединений лудить такие элементы нужно по-разному, соблюдая определенную технологию. Такие знания доступны опытным радиолюбителям, но мы рассмотрим самые часто встречающиеся из них.
Советы профи о том, как лудить провода
Если под рукой нет заводского флюса, очистить поверхность от оксидов поможет таблетка аспирина, деревянная дощечка или пластик. Каждый из этих компонентов достаточно расположить под проводник и паяльник, а выделяемые из них при нагревании вещества дадут нужный эффект.
Наиболее эффективно лудить аспирином – это универсальное средство, пластик хорошо подходит для мелких многожильных марок кабельно-проводниковой продукции. Дерево требует длительного нагревания и прожигания до появления дыма, поэтому его целесообразно использовать как вспомогательный элемент.
Новые детали, которые вы достаете из упаковки, можно сразу паять, их ножки уже очищены заводом изготовителем, и их не нужно лудить, так как припой равномерно и прочно сцепиться с поверхностью без этого.
 Рис. 9: пайка новой детали без лужения
Рис. 9: пайка новой детали без луженияЕсли вы собираетесь лудить большую длину или обмоточные провода, лучше возьмите тигель, паяльником эту процедуру выполнять нецелесообразно.
 Рис. 10: обжечь покрытие тонких проводов
Рис. 10: обжечь покрытие тонких проводовДля того чтобы припаять или залудить скрутку слаботочных проводников, к примеру, в гарнитуре мобильного телефона или наушниках, медную поверхность очищают от лака. Но делать это вручную довольно сложно, поэтому куда проще обжечь жилы зажигалкой и очистить от нагара.
Чтобы эффективно лудить металл старайтесь работать не ребром конца паяльника, а его плоской частью. Это увеличит площадь рабочей поверхности и улучшит прогревание.
Учтите, что со временем классические паяльники разогреваются еще больше, поэтому легкоплавкие припои могут скатываться с жала еще до того, как вы поднесете их к проводам. Чтобы избежать такого эффекта, не стоит включать устройство заблаговременно, сделайте это непосредственно перед тем, как начать лудить провод.
Видео инструкции
Как паять паяльником правильно — правила соединения проводов, инструменты
Пайка считается едва ли не самым лучшим соединением двух проводников. Однако есть еще сварка, и они могут поспорить за первенство. Но имеются тонкости.
Паять или варить?
Пайка представляет собой нанесение на приближенные друг к другу проводники припоя, который в расплавленном виде смачивает оба проводника и при застывании делает весь стык цельнометаллическим, хотя и «слоеным». Проводники при этом не расплавляются сами и оказываются погруженными в припой. Припой — это специально подготовленный по физическим свойствам сплав, такой, чтобы температура его плавления была ниже, чем у спаиваемых проводников. А состав — таким, чтобы обеспечивалась идеальная смачиваемость поверхности металлов жидким припоем, которая давала бы в дальнейшем хорошее качество прохождения электрического тока через место спайки.
Варкой является расплавление металлов контакта. Сварочный электрод также выполняется из сплава с определенными свойствами, только в данном случае нужно, чтобы при расплавлении всех трех материалов в месте контакта образовался третий, сплав их всех, который обеспечивал бы плавный переход свойств от одного проводника к другому, а после застывания образовывал бы в месте сварки монолитную конструкцию. Получается, сварка лучше и в электрическом отношении, и в прочностном.
Только не всегда это достижимо. При варке металлов требуется настолько мощный прогрев, чтобы все три металла дошли до плавления. Следовательно, и температурное воздействие на приборы, расположенные в непосредственной близости от места контакта, может оказаться разрушающим. Тогда как при спайке воздействие это гораздо более бережное.
По этим причинам сварка не находит применения в электронике и микроминиатюрной схемотехнике. С помощью ее создают качественные и прочные контакты на силовых электрических цепях, магистральных линиях, где важна стабильность прохождения токов больших величин через все стыки проводников.
Рабочее место пайщика
Когда производится соединение проводов пайкой, то в процессе участвуют как минимум четыре компонента. Это 2 спаиваемых проводника, припой и источник тепла.
 Рабочее место пайщика
Рабочее место пайщикаЧтобы привести все это к положению, позволяющему выполнить качественно паяние, используют еще инструменты и дополнительные материалы. И лучше проводить работу с паяльником на специально оборудованном рабочем месте, где под рукой все необходимое, есть достаточная рабочая площадь для проведения всех необходимых действий и обеспечено освещение, чтобы все было хорошо видно и под контролем. Как правило, процесс пайки очень важен при работе с электрическими и электронными схемами, но им не исчерпывается все разнообразие такой деятельности. Поэтому рабочее место пайщика обычно вписывается в более широкое: место проведения радиомонтажных работ, рабочее место мастера по электроремонту или кабельщика-спайщика.
Но даже и в случае большой загроможденности его прочими инструментами, приборами и материалами, если не позаботиться о достаточном местечке для проведения спайки и удобстве выполнения этого вида работы, надлежащее качество работы вряд ли будет достигнуто. Другое дело, если пайка производится на линии электропроводки, проводов в распределительной коробке, скруток проводов при ремонте и замене… Тогда рабочим местом становится непосредственно то место, где обнаружена необходимость в пайке паяльником проводов между собой. Поэтому оно должно быть мобильным.
 Рабочее место пайщика
Рабочее место пайщикаМобильное место пайщика обычно состоит из ящика для инструментов, который, раскладываясь, превращается в небольшой столик, где все под рукой и спокойно выполняется пайка проводов паяльником. В этом случае необходимо позаботиться об электропитании. Обычно на линиях электропроводки в разных местах (на щитках) имеются розетки. Нужно иметь в этом случае для паяльника и освещения удлинитель с блоком розеток длиной примерно в половину прогона инспектируемой сети или чуть длиннее. Разумеется, если не производят пайку проводов газовой горелкой.
 Мобильное место пайщика
Мобильное место пайщикаПроцесс пайки и компоненты
Главную роль в пайке и качестве ее результатов играет припой. Он должен иметь температуру плавления значительно ниже, чем температура плавления каждого из проводников. Поэтому самым главным металлом в припое является олово, которое плавится при 231,9 °С. Однако в чистом виде его применять нельзя, как это убедились когда-то запайщики кастрюль. Хороший металл: не окисляется, мягкий, пластичный. Но при температуре ниже +18 °С олово становится «плохим», и все, что из него или с помощью него сделано, может разрушиться. Дело в том, что кристаллическая решетка олова имеет три варианта пространственного расположения атомов, и белое олово, которое нормально себя ведет при температуре выше +18 °С, становится хрупким, серым, если температура снижается. Поэтому вместо олова всегда употребляют сплав, где олово ценится за низкую температуру плавления. Остальные металлы многочисленных модификаций припоя в разных пропорциях:
- свинец;
- висмут;
- кадмий.
 Припой
ПрипойЭти три металла используются в легкоплавких припоях, так как и у них температура плавления не очень высока — не выше 450 °С. Легкоплавкие припои обычно еще называют оловянно-свинцовыми, обозначаются они маркировкой ПОС (ПОС-30, ПОС-40, ПОС-50, ПОС-60). В радиотехнике популярны ПОС-30 и ПОС-40. Чем выше число, тем выше прочность припоя. Имеются такие составы, называемые сплав Розе или сплав Вуду, температура плавления которых ниже температуры кипения воды (75–80 °С)! Плату с нанесенным на нее таким составом можно облудить, просто опустив в кипящую воду. Легкоплавкие припои выпускаются в виде прутков и проволоки диаметром 1 мм или в виде такой же трубочки, наполненной флюсом.
 Легкоплавкий припой
Легкоплавкий припойСледующие металлы являются компонентами тугоплавких припоев:
- медь;
- цинк;
- сурьмы.
 Компоненты тугоплавких припоев
Компоненты тугоплавких припоевТугоплавкие припои дают хорошие прочностные характеристики спаек, их долговечность и даже гибкость, однако в незаводских условиях с ними иметь дело трудно. А при работе с миниатюрными радиотехническими схемами невозможно из-за большего требуемого разогрева. Их температуры плавления располагаются в диапазоне 450–830 °С.
Флюс
Флюс — это дополнительная смесь, улучшающая качество пайки. Температура ее плавления должна быть ниже температуры плавления припоя. Флюс плавится до процесса собственно пайки и дополнительно готовит к спайке поверхности, подлежащие соединению. Он обтекает их тонким слоем, очищающим поверхность металлов, способствует лучшему сцеплению припоев с металлом, при этом препятствуя окислению горячих металлов. Некоторые флюсы воздействуют и на припой, уменьшая силу его поверхностного натяжения в расплавленном состоянии. Тогда слой припоя на металле будет более равномерным. Флюсы дополнительно обеспечивают качество пайки.
 Флюсы для пайки
Флюсы для пайкиФлюсы бывают активные и пассивные. Активные содержат кислоты и вредные летучие вещества, они перед пайкой протравливают металл, удаляя с него жир и окислы. После такого травления необходимо смыть жидкий флюс, потому что его остатки на поверхности и под припоем продолжат свою химическую работу, ничего хорошего этим не принося.
Пассивные флюсы кислот не содержат, действуют на загрязнения как растворители (после своего расплавления). Самым распространенным является канифоль, на основе древесной смолы. Она входит в состав спирто-канифольных флюсов, которые используют в паянии электронных и радиотехнических схем.
 Флюс паяльный СКФ
Флюс паяльный СКФБлагодаря флюсам можно паять металлы, которые иначе спаять трудно или невозможно: цинк, сталь, алюминий, окисленное серебро, платина, золото…
Алюминий спаять можно, только нужно иметь в виду два фактора:
- как очень активный металл (следующий по таблице Менделеева за натрием) он окисляется мгновенно, создавая очень прочную пленку своего окисла Al2O3. А это вещество известно в природе как корунд, драгоценный камень, и припаять его раньше этого окисления бывает невозможно большинством припоев;
- пайка алюминиевой проволоки с другим металлом дает ненадежный контакт, так как в паре спаянных металлов алюминий будет всегда (практически) наиболее теплоемким. В дальнейшем при нагревании алюминий будет расширяться сильнее и меди, и припоя, и очень быстро вокруг него образуются полости, ухудшающие контакт. Получается, что такое прекрасное качество «крылатого металла» оказывается не к месту в электротехнике.
Поэтому обычно вместо пайки алюминиевого провода делают винтовой или пружинный зажим (например, Wago). В радиотехнике же он практически не используется.
Инструменты
Паяльники, их разновидности
Паяльники различаются по физическому принципу разогрева, мощности, форме рабочего инструмента, питающему напряжению, характеру разогрева и другим факторам.
Чаще всего встречаются электрические паяльники. Они состоят из нагревательного элемента, изолированной по напряжению и по теплу от него ручки и рабочего инструмента, или «жала». Жало острое, но бывает плоско заостренной формы или коническое. На конце жала имеется ямка или канавка для удержания небольшого количества припоя. Припоем этим «мажут» то, что нужно спаивать. Однако не всегда «мажется». Такое происходит, когда припаять пытаются по холодной поверхности металла. Следовательно, металл необходимо слегка разогреть. А вот от массы разогреваемого металла зависит скорость разогрева. Ее можно увеличить, взяв паяльник большей мощности.
 Электрический паяльник
Электрический паяльникПоэтому и существуют паяльники разных мощностей.
 Электрический паяльник
Электрический паяльникМощность:
- ≥ 100 Вт — мощные. Ими припаиваются провода между собой, металлические трубы и трубки, используемые в антеннах, вентиляции, как оболочки для кабелей и так далее. Ими же можно лудить, запаивать, спаивать металлические изделия — посуду, корпуса приборов, механические конструкции. Или припаивать одни металлические детали к другим. Мощная пайка — это почти как сварка.
- < 100 Вт до 4 Вт — паяльники малой мощности, ими делается распайка контактов, распиновка разъемов, припаиваются электронные компоненты. Можно паять провода паяльником малой мощности к небольшим устройствам.
 Жало
ЖалоЭлектрические паяльники еще различаются по питаемому напряжению. В паяльниках на 220 вольт всегда, даже при самых малых мощностях, есть вероятность пробоя. Пробой может поразить человека или испортить схему, с которой он работает. При использовании ценных компонент это существенно. Даже и без пробоя в схеме может быть наводка переменного тока, которая также может пожечь элементы схемы. Поэтому в радиоэлектронике используют паяльники меньшего напряжения (36 В, 12 В) как переменного тока, так и постоянного. Соответственно, для их запитки используются блоки питания.
 Бесточный паяльник
Бесточный паяльникЕсть и совсем бесточные паяльники, где разогрев происходит от химической реакции горения, чаще всего это газовые паяльники, но встречаются и на жидком топливе. В них нагрев идет от струи сгораемого топлива. Температура ее может достигать величины в 1300 °С, тонкость струи позволяет выполнять ювелирные работы. Они и используются в ювелирном деле, в авиамоделировании и т.д.
 Газовый паяльник
Газовый паяльникВстречаются еще термовоздушные, инфракрасные, индукционные паяльники. Однако, независимо от принципа работы, процедура пайки примерно одинакова везде.
Еще паяльники бывают питаемые извне (как уже рассмотрено) или автономные.
Последние — электрические, на батарейках, и газовые — на баллончиках.
Дополнительная техника и приспособления
Паяльник ставят на подставку, которая защищает окружающие предметы от воздействия его высокой температуры. Для пайки используют площадку, которая не боится температуры, расплавленных капель флюса, припоя. И все равно, как спаять два провода, имея только паяльник и припой? Хорошо паять провода паяльником, если они фиксированы и не болтаются перед глазами. Например, в проводке торчат из стены. И то я их беру и скручиваю, только тогда можно выполнить процедуру пайки паяльником. За столом же необходимо спаиваемые предметы фиксировать.
 Подставка под паяльник
Подставка под паяльникИспользуются пассатижи. Ими можно взять деталь (провод) и прижать к месту пайки.
 Пассатижи
ПассатижиА предмет, куда делается распайка, удобно фиксировать струбциной.
 Струбцина
СтрубцинаПредварительная обработка
Перед тем как спаять провода, их зачищают от изоляции. Делается скрутка или пайка многожильного провода. Поверхность зачищается от окисла ножом или напильником.
 Зачищение от изоляции
Зачищение от изоляцииТак как окисление на воздухе происходит постоянно, а когда металл разогревается – более интенсивно, лучше сразу, пока он холодный, провести флюсование канифолью. Канифоль расплавляется греющимся паяльником, и в нее погружается конец провода. Или паяльником наносится слой флюса на провод.
 Флюсование канифолью
Флюсование канифольюЕще перед тем как паять провода окончательно, хорошо сделать залуживание. Проволока лудится, пока она еще не припаянная, чтобы, во-первых, заранее увеличить площадь, покрытую припоем, а во-вторых, часть операции пайки, требующая интенсивного разогрева, прошла раньше, чем сама пайка. То есть, чтобы тепло, распространяющееся от точек паек-лужений, успевало рассеяться, не причинив вреда остальным элементам схемы.
 Залуживание проводов
Залуживание проводовРабота с паяльником
Как паять, знают все. Но как правильно паять паяльником, точно по инструкции, знают не многие. Прежде всего, до того как паять паяльником провода (или детали), надо вспомнить о мерах ПРЕДОСТОРОЖНОСТИ.
Опасаться надо:
- Химически активных веществ, возможно, участвующих в процессе.
- Напряжения 220 вольт. Провод, питающий паяльник, должен быть исправен, расположен так, чтобы не мешать процессу работы и не попасть под разогретое жало.
- Температуры жала. Около 400 градусов, ожоги от него сразу создают омертвение тканей.
- Возгораний от возможного соприкосновения разогретых частей паяльника или проводов, которые паяются, с окружающими предметами, особенно горючими: деревом, бумагой, пластиком, реактивами, одеждой людей.
- Капель расплавленного металла. Капли металла, если его слишком много на паяльнике, могут срываться и падать на все окружающее: на людей, предметы. Вызывая ожоги, порчу предметов, и, возможно, возгорания.
- Неостывших пропаянных предметов. Неостывшего паяльника.
От многих неприятностей избавляет хорошее расположение всех предметов и самого паяющего и твердая фиксация с помощью струбцины и плоскогубцев.
Как правильно паять провода
Пайка медных проводов самая легкая, так как медь и пластична, и прекрасно смачивается любым припоем. Однако она интенсивно отводит тепло, поэтому паяльник для пайки проводов должен быть достаточно мощным, ватт 70–100.
Можно проводить пайку в два этапа двумя разными паяльниками. Скрутка, пайка скрутки, лужение проводов, не связанных с электронными приборами, делается на первом этапе паяльником большей мощности. После чего берется маломощный паяльник, и им можно делать распайку, паять тонкие контакты, выполняется пайка конденсаторов, диодной ленты и т.д.
Места паек предварительно разогреваются. Этого можно достигнуть на этапах флюсования и лужения. Лужение делают несколькими движениями паяльника. Чтобы провода покрылись припоем, берут небольшие его капли и размазывают их по поверхности, уже покрытой флюсом (канифолью), чтобы пролуженная площадь превышала пределы места пайки.
Пролуженные горячие (но не чрезмерно) провода сближаются, прижимаются и, возможно, подгибаются для компактности друг к другу, и на место их контакта наносится одна хорошая капля припоя, предварительно взятая паяльником. Эта капля должна слиться с припоем лужения, быть округлой, не излишне массивной и без торчащих сосулек.
 Пайка проводов
Пайка проводовСхватывание места спайки происходит достаточно быстро, однако необходимо, чтобы проводники, в ней участвующие, это время были абсолютно неподвижны. Можно помочь остужению, просто дунув на спайку. Капля стала матовой — значит, спайка состоялась.
После окончательного остывания можно место спайки заизолировать. В электрических схемах контакты и тонкие провода изолируют нанесением канифоли. Провода изолируются изолентой или термоусадочными трубками.
Похожие статьи: