


Нужна помощь в перемотке сварочного трансформатора. — Самодельное сварочное и вспомогательное оборудование
Всем привет!
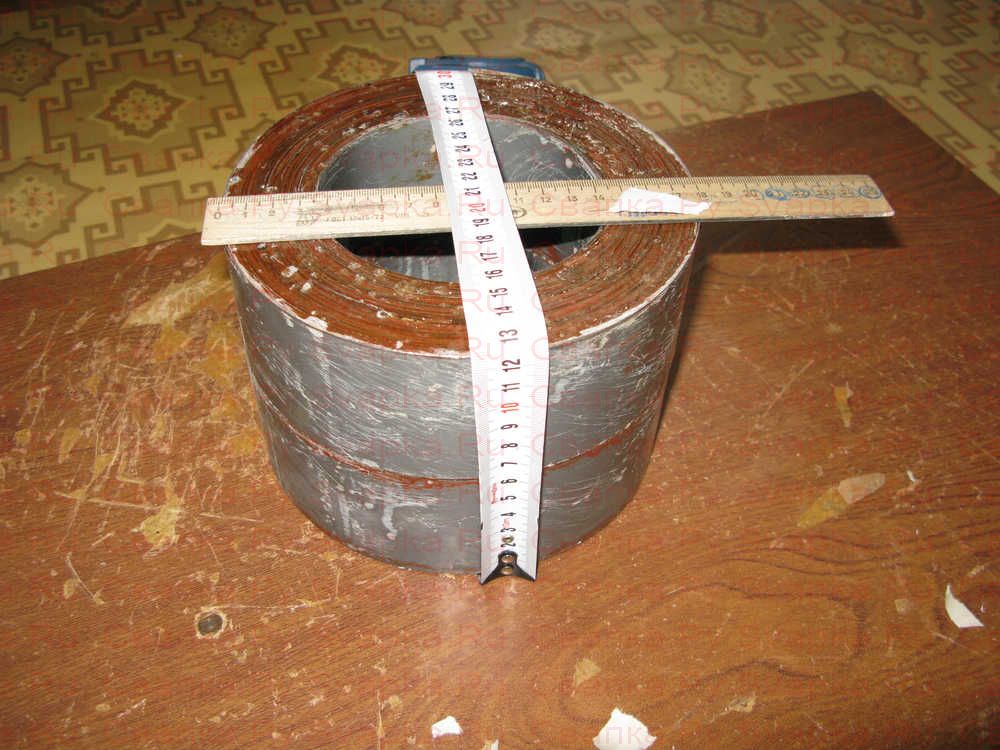
трансформатор тор D=26 d=18 h=8 S=32 см2 окно выходит 250 см2 в намотаный тр-р можно было еще руку просунуть.
железо набрано из пластин
первичка медь шинка 3,38 мм2 намотано в 2 шт итого 6,76 мм2
вторичка люминий 27 мм2
намотана первичка на всю площадь тора,сверху вторичка.
Изоляция провода сделана тканью,которая промокла вся и ток х.х. около 8А был.Местами тряпка сгила уже.
общий вес 24кг
медь 5кг
люминий 3кг
железо 14кг
подставка с ручками еще пару кг
вот такой бублик достался ,хочу сделать нормальный сварочнык для электрода 3 не более,не сильно увеличивать вес.
Опыта нет в перемотках,начитался за 2 недели разных форумов и книжек и теперь потихоньку начинаю соображать.
1.Хотел нарастить еще железа внутрь окна ,что бы увеличить S до 40-50 см2 (пока не нашёл материала) или оставить как есть
2. если на вторичке люминий 27 см2 то по таблицам максимальный ток примерно 110А как раз для тройки .Могу намотать первичку только 1 шинку 3,38 мм2 с расчета 8А на 1 мм2 для облегчения намотки и снижения веса общего.
3.мотать строго 1\3 первички и остальное окно втрочка или первый слой первички полностью ,а остальные слои уже секции делать?
100% ПН не нужен так как делаю для дома где что подварить редко и по случаю.
смотрел цены на киперную ленту — продают 100 грн за 100 метров — стоит купить для обмотки провода или просто закупить тряпочную изоленту?
для начала интересуют ответы на эти вопросы- а потом по ходу дела буду задавать новые 🙂
Заранее спасибо
Изменено
 05.2015 18:19 » data-short=»6 г»>8 мая, 2015 пользователем palsw
05.2015 18:19 » data-short=»6 г»>8 мая, 2015 пользователем palswКак намотать сварочный трансформатор?
17.12.2013 Раздел: Разное Комментировать Размер текста: A+ / A-Перемотку сварочного трансформатора желательно выполнять с использованием специального медного провода, способного работать при высоком нагреве. Изоляция медного провода должна быть изготовлена из стеклотканевых или хлопчатобумажных материалов. Провода с поливинилхлоридной изоляцией не подойдут из-за высокой вероятности ее оплавления, что неминуемо приведет к короткому замыканию обмотки.
Перед тем, как намотать сварочный трансформатор, необходимо определиться с параметрами используемого провода. Площадь сечения провода для обмотки определяется, исходя из условия допустимой плотности электротока не превышающей 5,0 А/мм2. При сварке 4 мм электродом и силой тока проходящем через него в 140-160 А, мощность выделяющаяся на первичной обмотке сварочного трансформатора составит около 5 кВт, а на вторичной – до 4 кВт.
При отсутствии медного провода необходимого диаметра перемотать трансформатор можно, ведя обмотку в два провода меньшего сечения. Если вместо медного провода используется алюминиевый, потребуется провести перерасчет, увеличив расчетную площадь сечения провода в 1,7 раза.
При 240 витках на первичной обмотке, на вторичную придется около 70 витков. Рекомендуется сделать отводы от 165-го, 190-го и 215-го витка первичной обмотки.
Как намотать сварочный трансформатор видео:
2013-12-17Vash Remontik.ru
Как намотать сварочный трансформатор
Reviewed by Vash-Remontik.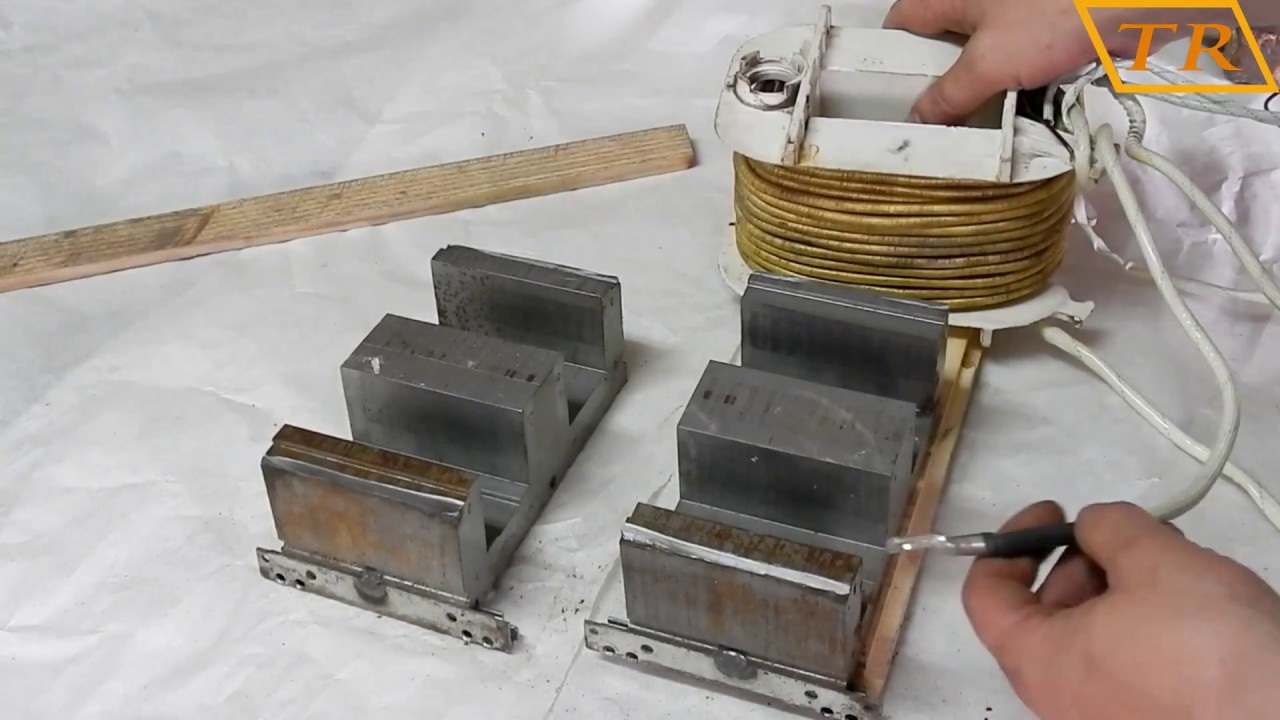 ru on .
Перемотку сварочного трансформатора желательно выполнять с использованием специального медного провода, способного работать при высоком нагреве. Изоляция медног
Перемотку сварочного трансформатора желательно выполнять с использованием специального медного провода, способного работать при высоком нагреве. Изоляция медног
Rating:
ru on .
Перемотку сварочного трансформатора желательно выполнять с использованием специального медного провода, способного работать при высоком нагреве. Изоляция медног
Перемотку сварочного трансформатора желательно выполнять с использованием специального медного провода, способного работать при высоком нагреве. Изоляция медног
Rating:
ᐈ Перемотка Сварочного Трансформатора Киев — Цены 2021
Сервис заказа услуг Kabanchik.ua на канале 1+1
Всеукраинский телеканал в программе “Завтрак с 1+1” в прямом эфире взял интервью у основателя проекта Kabanchik.ua Романа Киригетова о том, как работает сервис и как безопасно заказывать услуги частных специалистов в Украине.
Прайс: Перемотка сварочного трансформатора в городе Киев 2021
| Стоимость ремонта бензопил | Цена, грн. |
|---|---|
| Диагностика | от 100 грн. |
| Выезд мастера | от 100 грн. |
| Замена или ремонт тормоза цепи | от 150 грн. |
| Замена или ремонт натяжителя цепи | от 150 грн. |
| Замена диска сцепления | от 150 грн. |
| Замена или ремонт центробежного механизма | от 180 грн. |
| Замена пружин, амортизаторов | от 180 грн. |
| от 200 грн. | |
| Замена маслопровода | от 200 грн. |
| Замена стартера | от 140 грн. |
| Замена ручки, шнура стартера | от 100 грн. |
| Установка колпачка свечи | от 130 грн. |
| Замена маховика | от 180 грн. |
| Регулировка карбюратора | от 150 грн. |
| Стоимость ремонта болгарок | Цена, грн.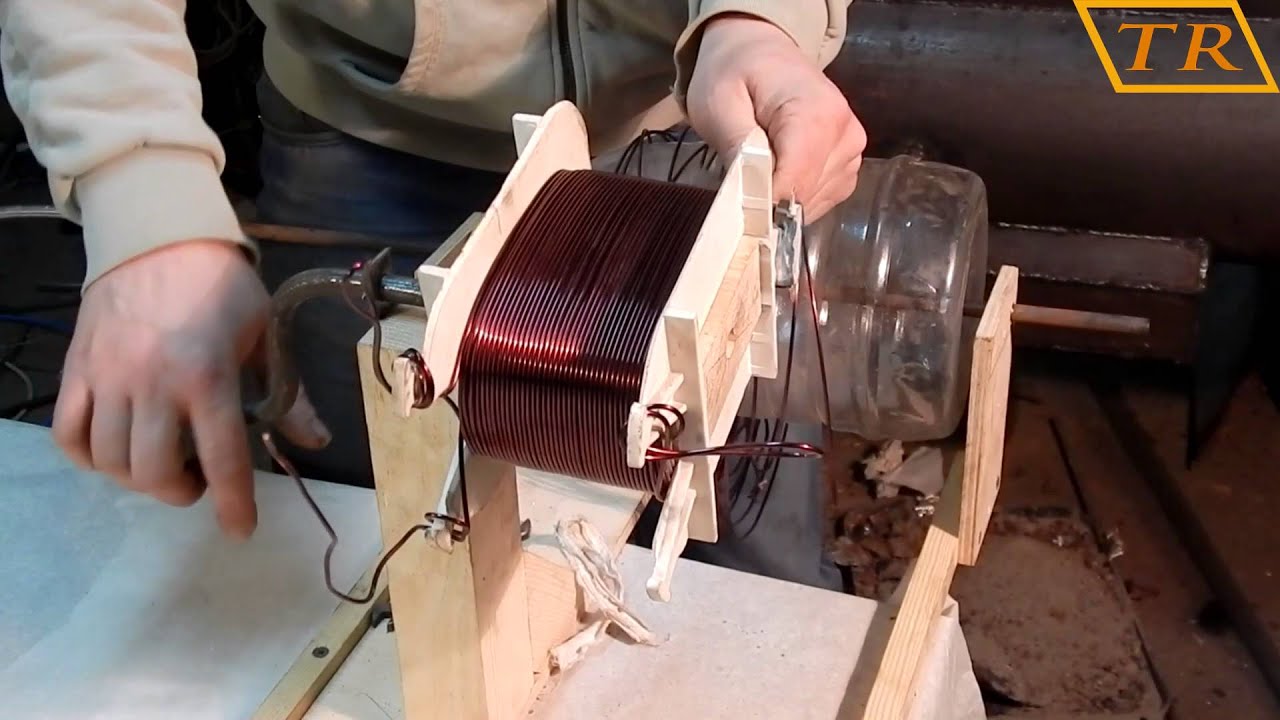 |
|---|---|
| Диагностика болгарок | от 100 грн. |
| Выезд мастера | от 100 грн. |
| Замена втулок скольжения и шариковых подшипников | от 100 грн. |
| Замена ротора или статора, электродвигателя | от 250 грн. |
| Замена шнур питания, кнопок включения | от 200 грн. |
| Замена корпуса | от 300 грн. |
| Замена щеток без разборки инструмента | от 200 грн. |
| Ремонт редуктора (замена элементов) | от 200 грн. |
| Стоимость ремонта шуруповертов | Цена, грн. |
|---|---|
| Диагностика | от 100 грн. |
| Выезд мастера | от 100 грн. |
| Замена или установка метизов, пайка | от 100 грн. |
| Замена втулок скольжения и шариковых подшипников | от 250 грн. |
| Замена ротора или статора, электродвигателя | от 200 грн. |
| Замена шнур питания, кнопок включения | от 200 грн. |
| Замена корпуса | от 300 грн. |
| Замена щеток без разборки инструмента | от 200 грн. |
| Ремонт аккумулятора шуруповерта | от 200 грн. |
| Перепаковка аккумулятора шуруповерта |
*Цена актуальная на Октябрь 2021
Ремонт трансформатора: устранение поломок сварочных трансформаторов
Ремонт трансформатора считается среди владельцев сварочного оборудования достаточно редкой операцией. Основные причины поломки — перегрев оборудования, плохой контакт и нарушение условий хранения и использования.
Трансформаторные аппараты — первая техника для сварки, базовый вариант без лишней электроники, настроек, аппаратной подготовки тока. Оборудование ценится за низкую стоимость, простоту и надежность — при соблюдении правил эксплуатации аппарат практически невозможно вывести из строя.
Поломка трансформатора тока случается крайне редко, стоят такие аппараты дешевле инверторных, подходят для работы на морозе, в условиях повышенной влажности. Поэтому оборудование на трансформаторах используется наравне с инверторными моделями, хотя устройства аналогичной мощности больше, тяжелее, а качество и стабильность дуги зависят от скачков электроснабжения.
Признаки, причины и методы устранения поломки трансформатора тока
- Срабатывание защиты и отключение аппарата. Обычно происходит из-за короткого замыкания в цепи низкого или высокого напряжения: прорыв изоляции между витками, касание проводов, контакт между подводящим кабелем и корпусом, поломки конденсаторов или других компонентов устройства. Для ремонта требуется замена поврежденных участков, восстановление изоляции.
- Увеличение громкости работы трансформатора — оборудование гудит, одновременно сильно нагревается, слышен треск или дребезжание. Причиной может быть перегрузка в результате неверного выбора электрода или режима сварки, длительная работа без перерывов, замыкание между кабелями, неплотный контакт, ослабление крепежных элементов, нарушение изоляции между пластинами магнитопровода.
 Для устранения необходимо проверить изоляцию, крепеж, выбрать подходящий электрод и режимы.
Для устранения необходимо проверить изоляцию, крепеж, выбрать подходящий электрод и режимы. - Сильный нагрев оборудования и контактов. Возможные причины: сварочный ток и размер электродов не соответствуют конкретной задаче, нарушены контакты, не соблюдаются интервалы, необходимые для охлаждения аппарата.
- Слишком низкое или высокое значение сварочного тока. Параметр напрямую зависит от качества сети. Если с электроснабжением все в порядке, то дефект следует искать в регуляторе тока. Проблемы с регулировкой говорят о поломке дросселя (пробой изоляции), замыкании в катушке регулятора или механических поломках привода настройки.
- Слишком большое электропотребление без нагрузки. Появляется при замыкании витков в обмотке. Требуется ремонт трансформатора с восстановлением изоляции.
 Для устранения необходимо проверить изоляцию, крепеж, выбрать подходящий электрод и режимы.
Для устранения необходимо проверить изоляцию, крепеж, выбрать подходящий электрод и режимы.Ремонт трансформатора своими руками
Сварочные трансформаторы — самая простая техника без электронных блоков и сложных настроек, поэтому некоторые проблемы вполне реально обнаружить и устранить самостоятельно.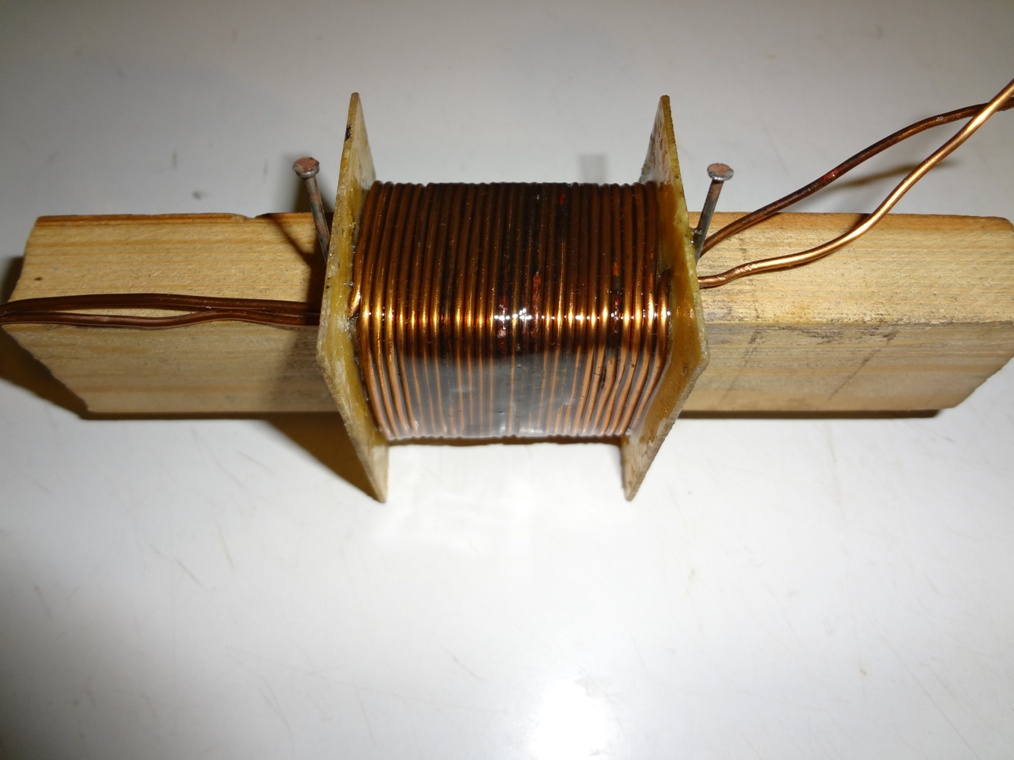 Перед началом работ желательно проверить полярность подключения, состояние проводов и внешних элементов, зажима, правильность настройки — иногда после грамотной регулировки ремонт не требуется.
Перед началом работ желательно проверить полярность подключения, состояние проводов и внешних элементов, зажима, правильность настройки — иногда после грамотной регулировки ремонт не требуется.
Своими руками можно выполнить весь список работ, включая перемотку катушек сварочного трансформатора. Главное правило — необходимо точно выяснить, что именно сломано в оборудовании, чтобы не тратить время и средства на замену или восстановление исправных деталей.
Ремонт трансформаторов в СПб: сервисные центры для профессионального обслуживания
Восстановление и обслуживание сварочной техники в специализированном сервисном центре всегда проходит быстрее собственноручного ремонта, а в 70% случаев обходится дешевле за счет более доступных запчастей и точного определения поломки.
Этапы работы:
- Доставка аппарата в мастерскую. Возможно использование транспорта заказчиком или вывоз техники силами сервисного центра.
- Диагностика. Применяется контрольно-измерительная аппаратура, которая помогает точно оценить состояние оборудования, найти поломку, выяснить причины появления дефекта.
- Восстановление. Для ремонта важно использовать оригинальные запчасти или их качественные аналоги. Если требуется перемотка обмоток трансформатора, то необходимо правильно подобрать проволоку, соблюдать число витков, обеспечить надежную изоляцию — то есть сделать все по технологии.
- Проверка. После сборки оборудование тестируется, проходит базовую настройку, проверяется в рабочих режимах.
- Отправка владельцу.

Качественный ремонт трансформаторов в СПб увеличивает срок службы оборудование в 2-3 раза, помогает восстановить старые аппараты, снизить расходы на замену блоков и покупку запчастей. Чтобы организовать ремонт выберите мастерскую, сообщите марку, модель и мощность трансформатора, уточните стоимость, сроки восстановления, договоритесь о доставке техники в сервисный центр.
Расчет и намотка трансформатора сварочного полуавтомата
Расчет трансформатора сварочного полуавтомата
В этой статье я расскажу вам как собрать, рассчитать и намотать трансформатор для сварочного полуавтомата.![]()
Расчет тороидального трансформатора
Сначала нужно определиться с количеством с имеющегося у вас железа. Исходя из этого определиться с наружным и внутренним диаметром тора. Внутренний диаметр нужно принимать от 12 см и выше, иначе если нет опыта в намотке, у вас не уместится вторичка.
Также нужно стремится сделать такие размеры, что бы площадь сердечника была от 30 см.кв. и выше.
В итоге расчетные размеры тора получились такие.. D=25см, d=14см, h=6,2 см.
После сборки и замеров итоговая (реальная) площадь сердечника данного тора равна:
Sс =33,4 см.кв.
Посчитаем количество витков на вольт. Так как это тор, то примем коэффициент равным 35.
35/33,4 =1,047 витка на вольт.
Далее определимся с диапазоном напряжений. Принимаем от 18 до 32 вольт.
Далее расчитаем количество витков вторички. Для этого берем максимальное напряжение, то есть 32 вольта.
W2 = 32*1,047 = 33 витка.
Далее рассчитаем ступени первичной обмотки для регулирования сварочного тока. Принимаем количество ступеней равным 8.
Для расчета количества витков используем формулу:
W1_ст = (220*W2)/Uст2
Где: Uст2 - нужное выходное напряжение на вторичной обмотке. W2 - количество витков вторички. W1_ст - количество витков первичной обмотки.
Далее расчет:
Примем шаг ступени на вторичке 2 вольта.
W1_ст1 = (220*33)/32 = 230 витков. W1_ст2 = (220*33)/30 = 242 витка. W1_ст3 = (220*33)/28 = 260 витков. W1_ст4 = (220*33)/26 = 280 витков. W1_ст5 = (220*33)/24 = 302 витка. W1_ст6 = (220*33)/22 = 330 витков W1_ст7 = (220*33)/20 = 363 витка. W1_ст8 = (220*33)/18 = 403 витка.
Намотка трансформатора сварочного полуавтомата
Мотаем первичку равномерно по всему тору до 230 витка, делаем отвод. Это будет первая ступень первички. Мотаем далее до 242 витка, делаем отвод. Это будет вторая ступень первички. И так далее, завершаем намотку на 403 витке (8 ступень первички).
Вторичку мотаем по верх первички равномерно по всему тору. Вторичка имеет 33 витка.
Намотка тороидального трансформатора
Далее процесс сборки сердечника, намотки первичной и вторичной обмотки, представлен в виде фото галереи.
Наведя мышкой на изображение вы увидите комментарий к нему. Также можно кликнуть мышкой по изображению, чтобы увидеть его в большем разрешении.
Поехали:
Как видите ни чего сложного при расчете и сборке сварочного трансформатора нет. Хотел еще заметить, что при проверке напряжения вторички (когда наматывал пробную обмотку 33 витка), в сети было 245 вольт. Поэтому на минимальной ступени было 20 вольт вместо расчетных 18 вольт, а на максимальной 35 вольт, вместо 33 вольт.
При подключении в нормальную сеть 220 вольт, напряжение на вторичке соответствовала расчетным, то есть от 18 до 32 вольт. Ток холостого хода на 230 витке составлял 1,4 ампера (у вас будет отличаться, так как качество железа, качество стяжки сердечника у всех разное). На 403 витке ток холостого хода 0,15 ампер.
На 403 витке ток холостого хода 0,15 ампер.
Это чудо весит 24,5 кг. Со своими обязанностями справляется на пятерку.
Ну в общем расписывать больше нечего, все должно быть понятно. Если возникнут вопросы, задавайте их в комментариях.
Автор статьи и фото: Admin Svapka.Ru
Понравилась ли вам статья? Если не трудно, то проголосуйте пожалуйста:Похожие записи
Доработка до ума сварочного аппарата
На рынке очень много недорогих сварочных полуавтоматов, которые никогда не будут работать нормально, потому что сделаны изначально неправильно. Попробуем это исправить на уже пришедшим в негодность сварочном аппарате.
Попал мне в руки китайский сварочный полуавтомат Vita (в дальнейшем буду называть просто ПА), в котором сгорел силовой трансформатор, просто знакомые попросили отремонтировать.
Жаловались на то, что когда ещё работал, то им невозможно было что-то сварить, сильные брызги, треск и т.д. Вот решил я его довести до толку, и заодно поделится опытом, может, кому то пригодится. При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
При первом осмотре я понял, что трансформатор для ПА был намотан не правильно, поскольку первичная и вторичная обмотки были намотаны отдельно, на фото видно, что осталась только вторичка, а первичка была намотана рядом, (так мне трансформатор принесли).
А это значит, что такой трансформатор имеет круто падающую ВАХ (вольт амперная характеристика) и подходит для дуговой сварки, но не для ПА. Для Па нужен трансформатор с жёсткой ВАХ, а для этого вторичная обмотка трансформатора должна быть намотана поверх первичной обмотки.
Для того чтобы начать перемотку трансформатора нужно аккуратно отмотать вторичную обмотку, не повредив изоляцию, и спилить перегородку разделяющую две обмотки.
Для первичной обмотки я буду использовать медный эмалевый провод толщиной 2 мм, для полной перемотки нам хватит 3,1 кг медного провода, или 115 метров. Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
Мотаем виток к витку от одной стороны к другой и обратно. Нам нужно намотать 234 витка — это 7 слоёв, после намотки делаем отвод.
Дальше мотаем 39 витков, делаем ещё отвод, 25 витков — отвод, и 14 витков отвод.
Первичную обмотку и отводы изолируем матерчатой изолентой. Дальше мотаем вторичную обмотку тем проводом, что мы отмотали раньше. Наматываем плотно 36 витков, шинкой 20 мм2, приблизительно 17 метров.
Трансформатор готов, теперь займемся дросселем. Дроссель не менее важная часть в ПА без которой он не будет нормально работать. Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Сделан он неправильно, потому что не имеет зазора между двумя частями магнитопровода. Дроссель я намотаю на железе от трансформатора ТС-270. Трансформатор разбираем и берём с него только магнитопровод. Провод того же сечения, что и на вторичной обмотке трансформатора мотаем на один крен магнитопровода, или на два последовательно соединив концы, как вам нравится. Самое главное в дросселе это немагнитный зазор, который должен быть между двух половинок магнитопровода, достигается это вставками из текстолита. Толщина прокладки колеблется от 1,5 до 2 мм, и определяется экспериментальным путём для каждого случая отдельно.
Для более устойчивого горения дуги в цепь нужно поставить конденсаторы емкостью от 20000 до 40000 мкФ и напряжение конденсаторов должно быть от 50 вольт. Схематически всё это выглядит так.
Схематически всё это выглядит так.
Для того что бы ваш ПА заработал нормально будет достаточно сделать выше указанные действия.
А для тех, кого раздражает постоянный ток на горелке нужно в цепь поставить тиристор на 160-200 ампер, как это сделать смотрите в видео.
Всем спасибо за внимание -)
Перемотка импульсного трансформатора быстро и в срок
Перемотка импульсного трансформатора — сложный и трудоемкий процесс, доверять который стоит только профессиональным мастерам. Грубое вмешательство в устройство трансформатора может привести к появлению механических повреждений, нарушению работы устройства и к другим неприятностям.
Импульсные трансформаторы отличаются повышенной прочностью и надежностью, поэтому при соблюдении правил эксплуатации и оптимальных показателей напряжения и сопротивления их ремонт и перемотка потребуются еще нескоро. Импульсные трансформаторы рассчитаны на долгосрочное использование как в промышленности, так и в бытовых условиях.
Для чего нужна перемотка трансформатора?
Понять, что срочно требуется перемотка обмоток трансформатора, можно по следующим признакам:
- Наличие заводского брака и прочих дефектов производителя. Такая проблема встречается у трансформаторов, купленных не у официального поставщика.
- Несоблюдение правил эксплуатации, а также положенных по инструкции показателей.
- Критическое отклонение режимов работы.
- Попытки грубого непрофессионального ремонта, неполадки при монтаже.
- Износ и стирание изоляционных материалов, высыхание смазки и специальной пропитки.
При обнаружении какого-либо признака рекомендуется немедленно обратиться в сервисный центр для проведения качественной диагностики и тестирования, а также для оказания своевременного ремонта.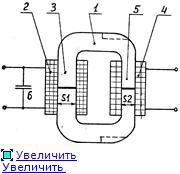
Перемотка импульсного трансформатора требуется и в случае обрыва старой обмотки или нарушения ее целостности, сгорания. Чтобы этого избежать, следите за тем, чтобы трансформатор сильно не перегревался во время работы и при запуске, а также работал ровно и без сбоев.
Перемотка или капитальный ремонт трансформатора?
Капитальный ремонт предполагает полный разбор трансформатора и устранение всех обнаруженных дефектов. Для нормального функционирования трансформатора рекомендуется проводить капитальный ремонт минимум один раз в 3-4 года.
Перемотка сварочного аппарата, зарядных устройств и других типов трансформаторов также входит в услугу капитального ремонта. Для нее необязательно разбирать все устройство целиком, достаточно разобраться с причинами неисправности конкретно обмотки или изоляционной системы.
Перемотка импульсного трансформатора может потребоваться и для его модернизации: чтобы увеличить работоспособность и усовершенствовать некоторые характеристики.
Особенности перемотки трансформаторов
- Услуга обходится дешевле, чем капитальный ремонт. Стоимость примерно на 30% ниже, чем покупка нового устройства.
- Стоит доверять только профессиональным мастерам, которые имеют опыт работы и специальное оборудование для разбора трансформатора и проверки его работоспособности.
- Заключительный этап ремонта и перемотки — проведение тестов и испытаний модернизированного трансформатора.
- Качество ремонта во многом зависит от внимательности мастера и четкого соблюдения последовательности всех действий. Во время перемотки внутрь трансформатора могут попасть посторонние предметы и пыль, которые неблагоприятно скажутся на его работоспособности.
По желанию клиента технические характеристики обмотки трансформатора могут быть изменены.
Если устройство уже нельзя починить, у нас вы можете купить совершенно новый электродвигатель на замену старому.
Поделиться в соц. сетях
сетях
Урок 1 — Основы дуговой сварки
Урок 1 — Основы дуговой сварки © АВТОРСКИЕ ПРАВА 1999 УРОК ГРУППЫ ЭСАБ, ИНК. I, ЧАСТЬ B 1.8.5.2 Трансформатор в сварочном аппарате работает примерно так же, как большая электростанция трансформатор. Первичное напряжение, поступающее в машину, слишком велико для безопасная сварка. Следовательно, оно понижается до пригодного для использования напряжения. Это лучше всего проиллюстрировано с объяснением о том, как работает единственный трансформатор.1.8.5.3 В предыдущих параграфах мы имеем обнаружено, что электрический ток может быть индуцирован в проводник, когда этот проводник перемещается через магнитное поле к производят переменный ток. Если этот переменный ток проходит через проводник, пульсирующее магнитное поле будет окружать внешность этого проводника, то есть магнитное поле будет наращивать интенсивность через первые 90 электрических градусов или первые цикл. С этого момента магнитное поле будет спадать в течение следующей четверти цикла до тех пор, пока напряжение или текущие достигают ноль при 180 электрических градусах. Сразу же текущее направление меняется на противоположное.
и магнитный
поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов
в цикле. С этого момента
ток и магнитное поле снова начинают затухать, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова. 1.8.5.4
Если этот провод намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность воспринимать большое количество магнитных силовых линий)
например, сталь, магнитное поле проникает
это ядро.См. Рисунок
14. Этот проводник называется первичной обмоткой, а если
на один из его выводов подается напряжение
и цепь замкнута,
ток будет течь. Когда наматывается вторая катушка
тот же стальной сердечник, энергия, которая хранится в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная обмотка. 1.8.5.5
Это наращивание и коллапс
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.Это вызывает электрический ток той же частоты, что и первичная обмотка.
Сразу же текущее направление меняется на противоположное.
и магнитный
поле снова начнет нарастать, пока не достигнет максимума в 270 электрических градусов
в цикле. С этого момента
ток и магнитное поле снова начинают затухать, пока
они достигают нуля при 360 электрических градусах,
где цикл начинается снова. 1.8.5.4
Если этот провод намотан на
материал с высокой магнитной проницаемостью (магнитный
проницаемость — это способность воспринимать большое количество магнитных силовых линий)
например, сталь, магнитное поле проникает
это ядро.См. Рисунок
14. Этот проводник называется первичной обмоткой, а если
на один из его выводов подается напряжение
и цепь замкнута,
ток будет течь. Когда наматывается вторая катушка
тот же стальной сердечник, энергия, которая хранится в этом
флуктуирующее магнитное поле в сердечнике индуцируется в этом
вторичная обмотка. 1.8.5.5
Это наращивание и коллапс
это магнитное поле
которые возбуждают электроны во вторичной обмотке трансформатора.Это вызывает электрический ток той же частоты, что и первичная обмотка. течь, когда
вторичный контур замыкается зажиганием сварочной дуги. Помни это
все трансформаторы работают только на переменном
Текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15. Это
сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт.
витки проволоки
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или
сварочная цепь,
Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника.До
дуга зажжена,
напряжение между электродом и заготовкой составляет 80 вольт. Помнить
что нет тока
(сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.
РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
V 80
460 ОБОРОТОВ
V 460
ПОВОРОТЫ БАЗОВЫЙ
ТРАНСФОРМАТОР
течь, когда
вторичный контур замыкается зажиганием сварочной дуги. Помни это
все трансформаторы работают только на переменном
Текущий. 1.8.5.6
Упрощенный вариант сварочного трансформатора
схематично показано на рисунке 15. Это
сварочный аппарат будет работать от входной мощности 230 вольт, а первичная обмотка имеет 230 вольт.
витки проволоки
на ядре. Нам нужно 80 вольт для зажигания дуги во вторичной обмотке или
сварочная цепь,
Таким образом, мы имеем 80 витков провода во вторичной обмотке сердечника.До
дуга зажжена,
напряжение между электродом и заготовкой составляет 80 вольт. Помнить
что нет тока
(сила тока) течет до тех пор, пока сварочный контур не завершится зажиганием дуги.
РИСУНОК 14 СТАЛЬ
ОСНОВНОЙ ПЕРВИЧНЫЙ
КАТУШКА ВТОРИЧНАЯ
КАТУШКА 80
V 80
460 ОБОРОТОВ
V 460
ПОВОРОТЫ БАЗОВЫЙ
ТРАНСФОРМАТОРЧто такое метчики на сварочном трансформаторе? — Полное руководство
0Последнее обновление:
Сварочный трансформатор — это важнейшее оборудование, которое снижает напряжение, поступающее от источника питания.Он работает, изменяя переменный ток от розетки до высокого и низкого напряжения, пригодного для сварки.
Напряжение и ток, используемые при сварке, регулируются отводами первичной и вторичной обмоток сварочного трансформатора. Чтобы знать, как работают ответвители в сварочном трансформаторе, вам необходимо более глубоко понимать принцип работы сварочного трансформатора.
Поэтому покопаемся глубже, чтобы узнать, что такое отводы на сварочном трансформаторе. Продолжай читать!
Что такое сварочный трансформатор?
Это двухобмоточный трансформатор.Первичная обмотка имеет ответвительную головку, которая используется для изменения напряжения зажигания дуги. Кроме того, кнопка крана используется для изменения напряжения холостого хода вторичной стороны. Первичная и вторичная обмотки отдельно подключены к двум ножкам с железным сердечником.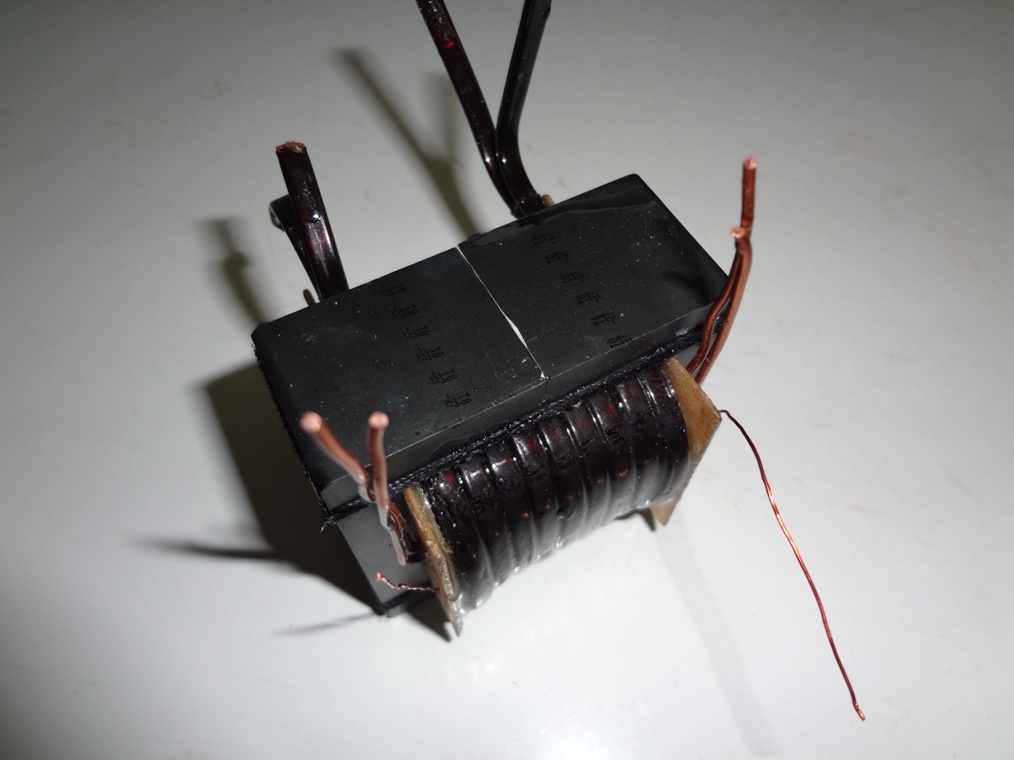
Таким образом, трансформатор будет иметь реактор утечки большего размера. Тогда напряжение на клеммах вторичной стороны сильно упадет, если ток увеличится.
Реактор с железным сердечником последовательно включается в цепь дополнительной обмотки для задания сварочного тока.Если изменить длину воздушного зазора реактора, ток возрастет.
Кредит изображения: yevgeniy11, Shutterstock
Как работает сварочный трансформатор?
Сварочные трансформаторы работают за счет изменения напряжения до необходимого для создания сварочной дуги. Время восстановления дуги — это время, необходимое для повышения напряжения от нуля до напряжения, необходимого для сварки.
Очень важно поддерживать низкое время восстановления дуги, чтобы дуга была стабильной. Если он не останется низким, катод может остыть.Это остановит производство достаточного количества ионов и электронов для образования и удержания дуги.
Одним из способов сокращения времени является увеличение напряжения в цепи источника электричества. При более низком верхнем значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
При более низком верхнем значении напряжения время восстановления дуги значительно меньше. Сварочная цепь должна иметь индуктивность, которая приводит к разнице фаз между переходным током и напряжением.
Отводы помогают изменять напряжение для получения желаемой дуги. Если напряжение низкое, то отводы увеличивают ток.Низкое напряжение препятствует образованию желаемой дуги, потому что тепло теряется через катод.
Если ток достигает 250 ампер, можно легко создать дугу. Ему нужно напряжение до 60 вольт. Вы можете увеличить напряжение до 80 вольт, если сила тока ниже 70 ампер.
Тем не менее, повышение напряжения представляет собой угрозу безопасности, а также ослабляет дугу. Это приводит к коэффициенту холостого хода сварочного трансформатора. В этой ситуации ответвители имеют большое значение, поскольку они поддерживают напряжение в пределах ограничений и, следовательно, предотвращают любые повреждения.Теперь, когда мы знаем, как работают ответвители на сварочном трансформаторе, давайте.![]() посмотрите, как устроены эти краны.
посмотрите, как устроены эти краны.
Как устроены отводы в сварочном трансформаторе?
Во вторичных обмотках имеются отводы на сварочном трансформаторе, подключенные к держателю вилки или сильноточной кнопке. Обычно они используются для понижения напряжения от 15 до 45 вольт. Один конец вторичной обмотки подсоединяется к свариваемым деталям, а другой — к электроду.
Отводы на сварочном трансформаторе предотвращают проблемы с нагревом, сводя к минимуму необходимое напряжение.Чтобы изменить ток, используемый при сварке, вы можете закрепить точки на вторичной обмотке. У некоторых сварочных трансформаторов есть отводы, прикрепленные к вторичной обмотке катушки, чтобы обеспечить нужное напряжение.
Эти ответвители подают полную мощность на клеммы. Многие большие сварочные трансформаторы обычно имеют несколько фазных входов, но меньшие обычно имеют однофазные входы. Когда электрический ток велик, во вторичных обмотках выделяется столько тепла. Это из-за сопротивления между анодом и свариваемыми деталями.
Импеданс сварочных трансформаторов обычно выше, чем у обычных трансформаторов. Дуга образуется из-за высокого сопротивления. Электрический ток остается волнообразным, а напряжение в сварочном токе искажается.
Где находятся отводы в сварочном трансформаторе?
Ответвители можно найти в разных местах вторичной обмотки. Подключение на последнем слое катушки — это основной метод обеспечения ответвлений. Слой катушки находится далеко от финишной черты.
Между отводами под номерами четыре и пять на отводной части в большинстве случаев есть разрывы. Кроме того, для катушки предлагается перемычка, которая позволяет вам выбрать желаемое напряжение на конкретной паспортной табличке.
Подключение петли, расположенной на конце вторичной обмотки, без пауз между ответвлениями — это еще одна конфигурация ответвителя. Конечный кран (обычно кран с номером семь) находится рядом с финишной чертой.
Соединение звездой или треугольником в этой конфигурации ответвителя (со стороны входа) закрывается на ответвлении согласно паспортной табличке. Такая конфигурация отводов известна как «отводы на конце катушки» или «отводы линии».
Такая конфигурация отводов известна как «отводы на конце катушки» или «отводы линии».
Перемычки ответвлений соединяют два конца катушки. В другой конфигурации перемычки ответвлений присоединяют только один конец к клемме основной фазы. А на фазном выводе положение крана совпадает с желаемым напряжением.
Конструкции сварочных трансформаторных отводов
Конструкции сварочных трансформаторов отличаются четкой конфигурацией отвода. Тем не менее, самый низкий отвод всегда присоединяется к максимальному циклу вращения трансформатора.Это приводит к выработке наименьшего напряжения для передачи.
Наименьшее напряжение приводит к снижению электрического тока и мощности, вырабатываемых сварочным аппаратом. Отводы других конфигураций создают более высокое напряжение и ток для контактной сварки.
Клеммы ответвлений можно использовать как в виде петли, так и приваривать., Провод катушки ловушек в петле обычно снимается с изоляции, чтобы создать петлю, соответствующую размеру оборудования. Концы отводов припаяны к катушке в нужном месте.
Концы отводов припаяны к катушке в нужном месте.
Мы надеемся, что теперь вы понимаете, что такое отводы в сварочном трансформаторе, и узнали все, что вам нужно знать о них и о том, как они работают.
Ознакомьтесь с некоторыми из наших популярных публикаций
Изображение предоставлено: pinger, Pixabay
Хорошо, я заметил, что кто-то хочет сделать бестрансформаторный блок питания, и у него есть трансформатор для микроволновой печи со снятой вторичной обмоткой.Нет ничего проще, чем намотать трансформатор 1: 1 с помощью микроволнового трансформатора. Они часто имеют большой сердечник и требуют меньшего количества оборотов для правильной работы. Им может потребоваться до 200-300 оборотов, что составляет получаса работы при наличии подходящих материалов и навыков. Хорошо, так как это делается? Берете простой изолированный провод и наматываете на вторичную обмотку 10-15 витков. |
 Вы измеряете выходное напряжение. В данном случае у нас 12В на намотку 15 витков. Итак, теперь мы определяем коэффициент намотки, разделив первичное напряжение на вторичное.Вы можете работать либо с пиковым значением, либо со среднеквадратичным значением, это не имеет значения. Выберем здесь пиковое значение. Таким образом, наше соотношение намотки составляет 320: 12 = 26,66. Теперь, когда мы это знаем, мы просто умножаем коэффициент намотки на количество обмоток вторичной обмотки, которую мы сделали (15). Итак, 26,66 * 15 = 400. Таким образом, вам нужно сделать 400 витков, чтобы превратить трансформатор в изолирующий трансформатор 1: 1. Если вам нужно другое напряжение, например, 50 В. Затем вы делите 50 на напряжение, которое мы получили от 15 витков (12 В). 50: 12 = 4,16.Теперь мы берем это число и умножаем на количество витков вторичной обмотки (15). 4,16 * 15 = 62,4, поэтому после 62,4 оборота вы получите выходное напряжение 50 В. Теперь вам нужно определить, какой ток могут безопасно пропускать провода, а вместе с тем — номинальную мощность нового трансформатора в ВА.
Вы измеряете выходное напряжение. В данном случае у нас 12В на намотку 15 витков. Итак, теперь мы определяем коэффициент намотки, разделив первичное напряжение на вторичное.Вы можете работать либо с пиковым значением, либо со среднеквадратичным значением, это не имеет значения. Выберем здесь пиковое значение. Таким образом, наше соотношение намотки составляет 320: 12 = 26,66. Теперь, когда мы это знаем, мы просто умножаем коэффициент намотки на количество обмоток вторичной обмотки, которую мы сделали (15). Итак, 26,66 * 15 = 400. Таким образом, вам нужно сделать 400 витков, чтобы превратить трансформатор в изолирующий трансформатор 1: 1. Если вам нужно другое напряжение, например, 50 В. Затем вы делите 50 на напряжение, которое мы получили от 15 витков (12 В). 50: 12 = 4,16.Теперь мы берем это число и умножаем на количество витков вторичной обмотки (15). 4,16 * 15 = 62,4, поэтому после 62,4 оборота вы получите выходное напряжение 50 В. Теперь вам нужно определить, какой ток могут безопасно пропускать провода, а вместе с тем — номинальную мощность нового трансформатора в ВА. Формула: d = 0,02 * КОРЕНЬ (I), где I — в мА, а d — в мм. Поэтому, если вы хотите 5А на первичной обмотке (около 1 кВт энергии), провод должен иметь диаметр d = 0,02 * sqrt (5000) 1,41 мм. Учитывая активное сопротивление и небольшой скин-эффект, выбирайте проволоку на 5-10% толще.Таким образом, идеальный провод для вторичной обмотки — 1,5 мм. Для более низких напряжений для вторичной обмотки, такой как пример 50 В, имейте в виду, что ток вторичной обмотки будет увеличиваться во столько раз, сколько снижается напряжение, поэтому, если у вас 5 А на первичной обмотке, у вас будет около 21 А на вторичной ( 5A * 4,16), поэтому толщина провода для вторичной обмотки должна быть d = 0,02 * sqrt (21000) = 2,89 мм. Снова применяя правило 5-10%, длина проволоки должна составлять примерно 3 мм. Вы должны соответствовать физическим размерам окон, в которые вы будете наматывать обмотки, так что всегда помните об этом.Теперь, наконец, вам нужно рассчитать номинальную мощность трансформатора в ВА. В большинстве случаев, особенно для однофазной / высокой мощности, формула такая же, как для ватт.
Формула: d = 0,02 * КОРЕНЬ (I), где I — в мА, а d — в мм. Поэтому, если вы хотите 5А на первичной обмотке (около 1 кВт энергии), провод должен иметь диаметр d = 0,02 * sqrt (5000) 1,41 мм. Учитывая активное сопротивление и небольшой скин-эффект, выбирайте проволоку на 5-10% толще.Таким образом, идеальный провод для вторичной обмотки — 1,5 мм. Для более низких напряжений для вторичной обмотки, такой как пример 50 В, имейте в виду, что ток вторичной обмотки будет увеличиваться во столько раз, сколько снижается напряжение, поэтому, если у вас 5 А на первичной обмотке, у вас будет около 21 А на вторичной ( 5A * 4,16), поэтому толщина провода для вторичной обмотки должна быть d = 0,02 * sqrt (21000) = 2,89 мм. Снова применяя правило 5-10%, длина проволоки должна составлять примерно 3 мм. Вы должны соответствовать физическим размерам окон, в которые вы будете наматывать обмотки, так что всегда помните об этом.Теперь, наконец, вам нужно рассчитать номинальную мощность трансформатора в ВА. В большинстве случаев, особенно для однофазной / высокой мощности, формула такая же, как для ватт. Итак, ВА = В * I ВА = 220 * 5 = 1100 ВА. На этом вы закончили проектирование трансформатора и можете приступить к его сборке. Но будьте осторожны, потому что это все еще работает при напряжении сети, и это опасно, если не соблюдаются указанные меры предосторожности. P.S. Если вы хотите построить трансформатор с нуля, имея только провода и сердечник, вычисления будут немного сложными и будут варьироваться от сердечника к сердечнику и от номинальной мощности к номинальной мощности.
Итак, ВА = В * I ВА = 220 * 5 = 1100 ВА. На этом вы закончили проектирование трансформатора и можете приступить к его сборке. Но будьте осторожны, потому что это все еще работает при напряжении сети, и это опасно, если не соблюдаются указанные меры предосторожности. P.S. Если вы хотите построить трансформатор с нуля, имея только провода и сердечник, вычисления будут немного сложными и будут варьироваться от сердечника к сердечнику и от номинальной мощности к номинальной мощности.Конструкция сварочного трансформатора (со схемой) | Оборудование
В этой статье мы обсудим устройство сварочного трансформатора с помощью схемы.
Сварочный трансформатор имеет две цепи: первичная и вторичная. Эти две обмотки не имеют электрических соединений, но магнитно связаны друг с другом. Основная функция трансформатора заключается в изменении мощности переменного тока высокого напряжения и низкого тока для сварки.Входное напряжение трансформатора может составлять 440 В или 220 В. Напряжение холостого хода на выходной стороне аппарата обычно составляет от 10 до 100 В, а выходной ток может составлять 600 А. Сварочный аппарат не имеет вращающейся части. Он имеет воздушное или масляное охлаждение. Установки с высоким током охлаждаются маслом.
Напряжение холостого хода на выходной стороне аппарата обычно составляет от 10 до 100 В, а выходной ток может составлять 600 А. Сварочный аппарат не имеет вращающейся части. Он имеет воздушное или масляное охлаждение. Установки с высоким током охлаждаются маслом.
Для небольших работ по изготовлению или ремонту используется однофазный входной трансформаторный комплект 220 В, но для более высоких рабочих нагрузок используется трехфазный (входной 440) трансформаторный сварочный комплект. Сварочные цепи должным образом заземлены для защиты сварщика в случае выхода из строя трансформатора и попадания основного напряжения питания на цепь сварочной стороны трансформатора.Сторона сварки обеспечивает диапазон настройки тока.
Величину тока можно отрегулировать, вставив в цепь катушку реактивного сопротивления. Реактор обычно устанавливается на электродной стороне вторичной обмотки.
Сварочная установка обеспечивает диапазон настройки тока, выходной ток для сварки в аппарате зависит от размера электрода или толщины работы.
Наличие колес, транспортировочных ручек и стропов позволяет легко транспортировать трансформатор.
Трансформатор при напряжении 70 В является идеальным устройством для сварки металлов малой толщины. Более того, при таком напряжении обеспечивается стабильное зажигание и горение дуги даже на сильно загрязненных продуктах, затронутых коррозией. Надежная изоляция и относительно небольшой вес делают его непревзойденным в эксплуатации как в заводских условиях, так и в полевых условиях под навесом.
Перемотка сварочного трансформаторав Джедиметла, Хайдарабад
Перемотка сварочного трансформатора в Джедиметла, Хайдарабад | ID: 6330828312Описание продукта
Наши услуги по перемотке сварочного трансформатора выполняются по самым экономичным ценам нашими преданными своему делу профессионалами с профилактическим обслуживанием и надежными услугами.
Заинтересованы в данной услуге? Получите актуальную цену от продавца
Связаться с продавцом
О компании
Характер поставщика бизнес-услуг
Участник IndiaMART с января 2014 г.
Varun Engineering Works являются горячими производителями и поставщиками панелей управления для широкого спектра применений как для коммерческих, так и для жилых целей.Мы поддерживаем эту отрасль в течение разумных лет, внося значительный вклад. Мы предлагаем наши ценные услуги из Хайдарабада по всей стране, привлекая бесчисленное количество клиентов и заказчиков.![]() Мы также специализируемся на работах, связанных с перемоткой двигателей и сервисным обслуживанием. Мы предлагаем панели и услуги в соответствии с международными стандартами.
Мы также специализируемся на работах, связанных с перемоткой двигателей и сервисным обслуживанием. Мы предлагаем панели и услуги в соответствии с международными стандартами.
У нас самая великодушная команда экспертов в предметной области и квалифицированных профессионалов. Члены нашей команды очень старательны и изобретательны, чтобы наши панели и продукты были выдающимися, превосходящими ожидания клиентов.Мы используем сертифицированные и проверенные подлинные компоненты для наших панелей, которые производятся известными и признанными продавцами на рынке. Мы производим широкий ассортимент панелей для различных целей и областей применения с самыми прочными, надежными и экономичными услугами. Мы также обрабатываем панели, изготовленные по индивидуальному заказу, в соответствии с требованиями и спецификациями клиентов.
Мы обещаем доставить в оговоренные сроки с завершением на 100% и испытанием панели и наших услуг для эффективного обслуживания клиентов завода.
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Matahari Services
— Всегда поставляйте только выход переменного тока.
— Простая конструкция, низкая стоимость, меньше обслуживания.
— Однофазный: 230 В, двухфазный: 415 В (две линии по три фазы), трехфазный: 415 В.
Обычно он имеет две катушки, а именно первичную (высоковольтную и низковольтную) и вторичную (низковольтную и сильноточную) катушки. Оба гальванически изолированы. Первичная и вторичная обмотки намотаны медью или алюминием. Алюминий используется для снижения веса и экономии.Поскольку номинальный ток меньше, размер алюминиевого проводника будет тяжелее медного. Обе обмотки размещены на магнитопроводе, выполненном из кремниевой ламинации.
Соотношение между током, напряжением и количеством витков следующее.
| Первичное напряжение (В1) | = | Вторичный ток (I2) | = | Количество витков первичной обмотки (N1) |
| Напряжение вторичной обмотки (В2) | Первичный ток (I1) | Вторичное число оборотов (N2) |
Системы охлаждения: масляное охлаждение, воздушное охлаждение и принудительное воздушное охлаждение.
Механизмы управления током: дроссель с отводом, подвижная катушка, магнитный шунт, подвижный сердечник и реактор с насыщением.
| Дроссель с резьбой | Ответвительный реактор включен последовательно со вторичной обмоткой. Выходной ток — это не постоянное изменение, а только ступенчатое изменение. Эта машина используется для общего производства. |
| Подвижная катушка типа | При изменении положения первичной или вторичной катушки изменяется магнитная муфта.Ходовой винт используется для изменения положения катушек. Ток высокий, когда обе катушки находятся рядом, и меньше, если далеко. Постоянные колебания тока, но требуют регулярного обслуживания. |
| Магнитный шунт | Замена магнитной муфты между первичной и вторичной обмотками путем установки подвижного магнитного шунта. |
| Подвижный стержень | Перемещение активной зоны внутри реактора. Возможно постоянное изменение тока. Движущийся сердечник изменяет воздушный зазор, что изменяет реактивное сопротивление. Чем больше воздушный зазор, тем меньше импеданс и выше ток. |
| Насыщаемый реактор | Путем включения насыщающегося реактора во вторичный контур.Устраняет движущиеся части, но дороже. Импеданс вторичного реактора регулируется путем электрического регулирования уровня насыщения активной зоны. Используется управляющая катушка постоянного тока. Если в катушке протекает постоянный ток, сопротивление меньше, больше выходной ток и наоборот в случае меньшего постоянного тока. |
| Сварочный генератор | Это машина роторного типа с приводом от электродвигателя или двигателя внутреннего сгорания (дизельного или бензинового).Выход генератора — постоянный ток. Он имеет обмотку возбуждения в статоре и обмотку якоря в роторе. Когда якорь вращается двигателем или двигателем, вырабатывается небольшое переменное напряжение. Он выпрямляется с помощью коммутатора, а ток собирается угольными щетками. Это напряжение подключается к выходному зажиму, а также к магнитному полю через регулятор для изменения выходного тока. |
| Выпрямитель сварочный | Выход машины — постоянный ток.Раньше машины постоянного тока поставлялись с подвижной катушкой, подвижным сердечником, насыщаемым реактором и тиристором или тиристором. Первые три типа аналогичны принципу, описанному в трансформаторах. |
| Тип тиристора | В тиристорах управляющие платы используются для включения тринистора путем управления выходным током.Изменяя угол срабатывания затвора SCR, ток, проходящий через него, будет меняться. Эти машины имеют очень прочную конструкцию. Поскольку движущаяся часть отсутствует, техническое обслуживание не требуется. Регулярное удаление пыли увеличит срок службы электронных компонентов и уменьшит выход машины из строя. |
| Инверторный тип | Во всех вышеперечисленных сварочных аппаратах входящее напряжение снижается с помощью трансформатора и используется для сварки напрямую или с помощью выпрямителей. |
 Единственное отличие состоит в том, что клеммы вторичной обмотки соединены с выходом через диодные мосты. Диоды используются для изменения переменного тока на постоянный. Это называется исправлением. На выходе последовательно подключен дроссель постоянного тока для фильтрации компонентов переменного тока и сглаживания постоянного тока.
Единственное отличие состоит в том, что клеммы вторичной обмотки соединены с выходом через диодные мосты. Диоды используются для изменения переменного тока на постоянный. Это называется исправлением. На выходе последовательно подключен дроссель постоянного тока для фильтрации компонентов переменного тока и сглаживания постоянного тока. В этом случае 80% веса машины составляет трансформатор, поэтому размер больше. В машинах инверторного типа входящее напряжение выпрямляется (переменный ток в постоянный) и фильтруется. Это постоянное напряжение снова преобразуется в переменный ток высокой частоты (от 20 кГц до 100 кГц) с помощью полевых МОП-транзисторов или IGBT. Это высокочастотное высокое напряжение снижается до более низкого напряжения с помощью трансформатора с ферритовым сердечником. Выход этого трансформатора — низкое напряжение высокой частоты. Этот выход выпрямляется с помощью диодов специального типа, используемых для сварки. Размер и вес трансформатора меньше.В обычных машинах потери в трансформаторе высоки, а КПД меньше. Но в инверторных машинах потери меньше, а эффективность преобразования высокая.
В этом случае 80% веса машины составляет трансформатор, поэтому размер больше. В машинах инверторного типа входящее напряжение выпрямляется (переменный ток в постоянный) и фильтруется. Это постоянное напряжение снова преобразуется в переменный ток высокой частоты (от 20 кГц до 100 кГц) с помощью полевых МОП-транзисторов или IGBT. Это высокочастотное высокое напряжение снижается до более низкого напряжения с помощью трансформатора с ферритовым сердечником. Выход этого трансформатора — низкое напряжение высокой частоты. Этот выход выпрямляется с помощью диодов специального типа, используемых для сварки. Размер и вес трансформатора меньше.В обычных машинах потери в трансформаторе высоки, а КПД меньше. Но в инверторных машинах потери меньше, а эффективность преобразования высокая.Энергосбережение много. Коэффициент мощности высокий. Таким образом, нет необходимости использовать конденсаторы для повышения коэффициента мощности.
Все вышеперечисленные машины различаются по конструкции.![]()
Теперь объясняются различные типы машин с точки зрения их использования.
Машина MMAW / ARC, TIG, MIG, подводная дуга, плазменная резка, точечная, кажущаяся, стыковая, разрядка конденсатора.
MMAW / ARCРучная дуговая сварка металла выполняется электродами с флюсовым покрытием. Для различных целей используются электроды разных типов.
Подводная дугаЭто процесс дуговой сварки, но дуга полностью погружена под слой гранулированного плавкого флюса, который надлежащим образом защищает дугу от атмосферного загрязнения. В процессе сварки флюс механически подается к соединительной головке дуги под действием силы тяжести, проволока подается с помощью механизма подачи проволоки к сварочной головке, длина дуги контролируется, также можно контролировать ход дуги или заготовку. .Сварочный наконечник и зона сварки всегда окружены и защищены расплавленным флюсом.
Преимущества:TIG — это процесс, в котором источником тепла является дуга, возникающая между неплавящимся вольфрамовым электродом и заготовкой.Дуга и расплавленная лужа защищены от атмосферного загрязнения (например, кислорода и азота) газовой защитой из инертного газа, такого как аргон, гелий или смесь аргона с гелием.
Доступны аппаратов TIG постоянного и переменного тока. Горелки с вольфрамовым электродом доступны с газовым и водяным охлаждением. Источник питания постоянного или переменного тока подключается последовательно к высокочастотному (HF) блоку. В случае сварки TIG на постоянном токе после зажигания дуги. Наложение ВЧ может быть отсечено, но в случае переменного тока tig наложение ВЧ требуется непрерывно. В фильтре переменного тока tig используется конденсатор для подавления составляющих постоянного тока. Но в современной сварке TIG на основе инвертора переменного тока этот конденсатор устраняется с помощью электронного управления.
В фильтре переменного тока tig используется конденсатор для подавления составляющих постоянного тока. Но в современной сварке TIG на основе инвертора переменного тока этот конденсатор устраняется с помощью электронного управления.
Дуга и лужа расплава защищены от таких загрязнений, как кислород и азот. Его также называют процессом MAG (Metal Activate Gas). Защищенный газ в этом процессе представляет собой 100% чистый СО2, смесь аргон-СО2. Американское сварочное общество называет этот процесс дуговой сваркой в газовой среде (GMAW).
ПроцессMIG в основном представляет собой полуавтоматический режим, при котором длина дуги и подача проволоки в дугу регулируются автоматически. Работа сварщика сводится к установке пистолета под правильным углом и перемещению его по шву с контролируемой скоростью движения.
Аппарат MIG состоит из сварочного выпрямителя постоянного напряжения, механизма подачи проволоки, подачи защитного газа, средств управления приводом проволоки, тока, потока газа и сварочной горелки или горелки.
Дугу можно запустить, просто подведя электрод к работе.Однако необходимо, чтобы проволока двигалась, как только она соприкасается с изделием, так как большой импульс тока при коротком замыкании может сжечь проволоку быстрее, чем она подается, что приведет к ее слиянию с контактной трубкой. Это называется феноменом ожога.
Рекомендуемый номинальный ток машины
| Диапазон тока в амперах | Размер проволоки в мм для стали | Размер провода в мм для алюминия |
|---|---|---|
| 150 | 0.8 к 1,00 | |
| 250 | от 0,8 до 1,2 | 1,2 |
| 400 | от 0,8 до 1,6 | от 1,2 до 1,6 |
| 600 | от 1,8 до 2,00 | от 1,2 до 1,6 |
Рекомендуемый размер кабеля
| Сварочный ток в амперах | Размер медного кабеля в кв. мм мм | Размер алюминиевого кабеля в кв. Мм |
|---|---|---|
| 100 | 16 | 27 |
| 150 | 25 | 42 |
| 230 | 35 | 58 |
| 400 | 50 | 82 |
| 600 | 70 | 112 |
| 600 (тяжелый режим) | 95 | 153 |
| Рабочий цикл станка в% | = | (номинальный ток) 2 x номинальный рабочий цикл в% |
| (желаемый ток) 2 |
Номинальный ток машины составляет 600 А при рабочем цикле 60%.

Чтобы рассчитать номинальный ток для 100% рабочего цикла:
| 100 | = | (600) 2 х 60 |
| (желаемый ток) 2 |
| (желаемый ток) 2 | = 3600 X | 60 |
| 100 |
| Следовательно, ток при 100% рабочем цикле | = | 600 х 0.78 |
| = | 468 А |
кВт = фактическая мощность, потребляемая машиной для создания номинальной нагрузки
KVA = Полная мощность или произведение напряжения и тока
Для однофазной машины KVA = Вольт x Ток
Для трехфазной машины кВА = 1,732 x вольт x ток
Коэффициент мощности сварочного трансформатора будет около 0. 45,
45,
для тиристоров около 0,8 и
для инверторного типа pf составит 0,95 при сварочном токе 75%.
: принцип, требования и типы
Прочитав эту статью, вы узнаете: — 1. Принципы работы сварочного трансформатора 2. Требования к сварочному трансформатору 3. Типы.
Принципы работы сварочного трансформатора:В сварочной дуге переменного тока ток остается почти синусоидальным, в то время как напряжение искажается, как показано на рис.4.9.
Принимая во внимание эти переходные процессы, точка M указывает напряжение, необходимое для зажигания дуги. Время, в течение которого напряжение повышается от нуля до напряжения, достаточного для повторного зажигания дуги, называется ВРЕМЯ ВОССТАНОВЛЕНИЯ ДУГИ. В переходном процессе напряжения дуги это обозначается как Если дуга должна быть устойчивой и тихой, время Y должно быть как можно короче, потому что в противном случае в течение промежуточного интервала катод может стать слишком холодным, чтобы испустить достаточное количество электронов и ионов для повторно зажгите и поддержите дугу.![]()
Одним из способов уменьшения t 1 является повышение напряжения холостого хода источника сварочного тока, как видно из рис. 4.10. Кривая напряжения 2 имеет более низкое пиковое значение, чем кривая напряжения 2. Для кривой 1 напряжение зажигания дуги равно E, а время восстановления дуги составляет t 1 . В случае кривой 2 при том же напряжении повторного зажигания E дуга время восстановления t 2 значительно больше, чем t 1 .
Для поддержания продолжительной дуги переменного тока сварочная цепь должна иметь индуктивность *, которая будет создавать разность фаз между переходными процессами напряжения и тока порядка от 0-35 до 0-45.
При сварке малыми токами катод теряет больше тепла, чем при сварке большими токами. Следовательно, в первом случае время восстановления дуги должно быть как можно короче. Например, при токе от 160 до 250 ампер дуга легко возникает, когда трансформатор имеет напряжение холостого хода от 55 до 60 вольт, а при малых токах, скажем, от 60 до 70 ампер, напряжение холостого хода трансформатора должно составлять 70 до 80 вольт.
Однако повышение напряжения холостого хода может поставить под угрозу безопасность сварщика и снизить коэффициент мощности (т.е.е. Напряжение дуги / напряжение холостого хода) сварочного трансформатора. Поэтому крайне важно поддерживать напряжение холостого хода как можно более низким в рамках установленных ограничений.
Требования к сварочному трансформатору:Сварочный трансформатор должен удовлетворять следующим требованиям:
1. Он должен иметь падающую статическую вольт-амперную характеристику.
2. Чтобы избежать разбрызгивания, скачок сварочного тока во время короткого замыкания должен быть ограничен до минимально возможного значения, превышающего нормальный ток дуги.
3. Напряжение холостого хода обычно не должно превышать 80 вольт и ни в коем случае не должно превышать 100 вольт.
4. Выходной ток должен постоянно контролироваться во всем доступном диапазоне.
5. Напряжение холостого хода должно быть достаточно высоким для быстрого зажигания дуги и не слишком высоким, чтобы снизить экономичность сварки.
Четыре основных типа сварочных трансформаторов:
1.Тип с высоким реактивным сопротивлением,
2. Реактор внешний,
3. Реактор интегрального типа, и
4. Реактор насыщающегося типа.
1. Сварочный трансформатор с высоким реактивным сопротивлением:
Когда трансформатор подает ток, вокруг его обмоток возникают магнитные потоки.
Линии результирующего магнитного потока пересекают магнитную цепь и отсекают первичную (I) и вторичную (II) обмотки, как показано на рис.4.11. Однако не все линии магнитного потока делают это. Некоторые из линий магнитного потока из-за первичного тока не разрезают вторичные витки и наоборот, так как оба имеют свои пути в воздухе.
На схеме эти частичные потоки обозначены как ɸ L1 и ɸ L2 . Другими словами, они отвечают за реактивное сопротивление * катушек и соответствующее падение реактивного напряжения на них. По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
По мере увеличения тока потоки утечки также увеличиваются, как и e.м.ф. самоиндукции. Вот почему увеличение первичного или вторичного тока приводит к увеличению падения реактивного напряжения на соответствующих обмотках.
Чтобы сварочный трансформатор имел круто падающую вольт-амперную характеристику, как первичная, так и вторичная обмотки должны иметь высокое реактивное сопротивление, т.е. они должны иметь значительные потоки утечки. Это условие выполняется путем размещения первичной и вторичной обмоток либо на разных ответвлениях, либо на одном и том же ответвлении, но на некотором расстоянии друг от друга, например, расстояние «b» на приведенном выше рисунке.
На регулирование тока в сварочных трансформаторах с высоким реактивным сопротивлением можно воздействовать тремя способами. Один из них включает движущуюся первичную обмотку, как показано на рис. 4.12. Поскольку расстояние между обмотками меняется, меняется и реактивное сопротивление, а следовательно, и выходной сварочный ток.
Второй метод основан на использовании обмоток с ответвлениями либо на первичной, либо на вторичной стороне, и изменение коэффициента трансформации может быть выполнено путем включения или отключения необходимого количества витков, как показано на рис.4.13.
В третьем методе используется подвижный магнитный шунт. Положение шунта, размещенного на путях потоков утечки, как показано на рис. 4.14, регулирует выходной сварочный ток посредством управления реактивным сопротивлением.
2. Сварочный трансформатор с внешним реактором:
Этот тип сварочного трансформатора состоит из однофазного понижающего трансформатора с нормальным реактивным сопротивлением и отдельного реактора или дросселя.
Индуктивное реактивное сопротивление и сопротивление обмоток в таком сварочном трансформаторе низкие, поэтому его вторичное напряжение незначительно изменяется в зависимости от сварочного тока.Требуемая падающая или отрицательная вольт-амперная характеристика обеспечивается реактором, размещенным во вторичной обмотке сварочной цепи. Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на максимально допустимый ток.
Реактор состоит из стального сердечника и обмотки, намотанной проволокой, рассчитанной на максимально допустимый ток.
Если вторичное напряжение сварочного трансформатора составляет V 2 , напряжение дуги составляет V arc , а полное сопротивление и реактивное падение реактора составляет V 2 , тогда эти три величины могут быть схематично показаны, как на рис.4.15 и связаны математически следующим образом.
Таким образом, напряжение дуги уменьшается с увеличением тока или с увеличением падения напряжения на реакторе. Это дает отрицательную или падающую вольт-амперную характеристику.
Управление сварочным током может быть достигнуто двумя способами, а именно, изменением сопротивления реактора (реактор с подвижной активной зоной) или изменением количества витков обмотки, включенной в цепь (реактор с ответвлениями).
Активная зона реактора с подвижной активной зоной, как показано на рис. 4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, таким образом изменяя воздух. разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное реактивное сопротивление падают, так что сварочный ток увеличивается.
4.16, состоит из неподвижной части, несущей обмотку, и подвижной части, которую можно смещать к неподвижной активной зоне или от нее с помощью подходящего устройства, таким образом изменяя воздух. разрыв между ними. Увеличение воздушного зазора увеличивает сопротивление магнитной цепи реактора, в то время как его самоиндукция и индуктивное реактивное сопротивление падают, так что сварочный ток увеличивается.
Когда воздушный зазор уменьшается, сопротивление магнитной цепи также уменьшается, магнитный поток увеличивается, как и индуктивное сопротивление катушки, и сварочный ток падает.Таким образом можно очень точно и непрерывно регулировать сварочный ток.
В реакторе с отводом активная зона сделана сплошной, но змеевик разделен на несколько секций, каждая из которых имеет отвод, выведенный к точке регулятора, как показано на рис. 4.17. Перемещение контактного рычага через ответвители будет изменять количество витков в цепи, а вместе с тем и величину сварочного тока.![]() Таким образом, ток регулируется пошагово.
Таким образом, ток регулируется пошагово.
3. Сварочный трансформатор со встроенным реактором:
Сварочный трансформатор интегрального реакторного типа, изображенный на рис.4.18 имеет первичную обмотку I, вторичную обмотку II и обмотку реактора III. Помимо основных ветвей, у активной зоны есть дополнительные ветви, несущие обмотку реактора. Сила тока регулируется с помощью подвижного сердечника C, помещенного между дополнительными ветвями.
Часть, несущая обмотку I и II, является, таким образом, собственно трансформатором, а часть, несущая обмотку III, является реактором.
Реактор может быть подключен к вторичной обмотке либо последовательно, либо последовательно.
Когда реактор включен последовательно, рисунок 4.18 (a), напряжение холостого хода трансформатора будет
.E t + E 2 + E r
, где E 2 — вторичное напряжение трансформатора, а E r — напряжение реактора.
создает стабильную дугу при малых токах и используется для сварки тонких пластин.
Когда реактор включен последовательно, противоположно, как показано на рис.4.18 (б), его напряжение вычитается из напряжения холостого хода трансформатора, то есть
E t + E 2 — E r
Оппозиционное соединение сериииспользуется для сварки толстых листов на больших токах.
4. Сварочный трансформатор с реактором насыщения:
В этом сварочном трансформаторе используется изолированная низковольтная цепь постоянного тока с низким током для изменения эффективных магнитных характеристик магнитопровода.Таким образом, большое количество переменного тока регулируется с помощью относительно небольшого количества постоянного тока, что позволяет регулировать выходную вольтамперную характеристическую кривую от минимума до максимума. Например, когда в катушке реактора нет постоянного тока, она имеет минимальный импеданс и, следовательно, максимальную выходную мощность сварочного трансформатора.![]()
Поскольку величина постоянного тока увеличивается с помощью реостата в цепи постоянного тока, появляется больше непрерывных магнитных силовых линий, поэтому сопротивление реактора увеличивается, а выходной ток сварочного трансформатора уменьшается.Преимущество этого метода заключается в том, что он удаляет подвижные части и изгибаются проводники, и его часто используют для источников питания для газо-вольфрамовой дуговой сварки.
На рис. 4.19 показаны основы схемы для простого источника питания с насыщаемым реактором. Для достижения желаемой цели низкого напряжения и высокого тока катушки реактора подключаются напротив управляющей катушки постоянного тока.
При работе на переменном токе очень важна форма волны для дуговой сварки вольфрамовым электродом в газе. Насыщаемый реактор имеет тенденцию вызывать серьезные искажения синусоидальной волны, поступающей от трансформатора.Размещение воздушного зазора в активной зоне реактора, как показано на рис. 4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из этих методов или их комбинация даст желаемый результат.
4.19, является одним из способов уменьшения этого искажения. В качестве альтернативы в цепь управления постоянным током можно вставить большой дроссель. Любой из этих методов или их комбинация даст желаемый результат.
Параллельная работа сварочных трансформаторов:
При сварке иногда требуется ток, превышающий максимальный сварочный ток, получаемый от одного трансформатора. В этом случае желаемый сварочный ток может быть получен путем параллельной работы двух или более сварочных трансформаторов.
Меры предосторожности, необходимые для такой параллельной работы, заключаются в том, чтобы напряжения холостого хода или холостого хода трансформаторов были одинаковыми. Это особенно важно в случае сварочных трансформаторов с высоким реактивным сопротивлением, где напряжение холостого хода и коэффициент трансформации в некоторой степени изменяются в зависимости от условий регулировки и шага регулирования.
Когда два трансформатора подключены для параллельной работы, как показано на рис. 4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные двухоператорные трансформаторы продаются в Индии компанией M / s ES AB India Limited.
4.20, одинаковые выводы первичных обмоток должны быть подключены к идентичным линейным проводам A, B, C питающей сети, таким образом обеспечивая совпадение e.м.ф. фазы во вторичных обмотках. Затем аналогичные клеммы вторичных обмоток должны быть соединены попарно, как показано. Такие трехфазные двухоператорные трансформаторы продаются в Индии компанией M / s ES AB India Limited.
Многооператорные сварочные трансформаторы:
В системе сварочного трансформатора с несколькими дугами или несколькими операторами используется сильноточный источник постоянного напряжения для одновременного обеспечения нескольких сварочных цепей. Такая система используется, когда имеется большая концентрация точек сварки в относительно небольшой рабочей зоне, например, в судостроении, на строительных площадках для электростанций, нефтеперерабатывающих и химических заводов.
Многооперационный сварочный трансформатор с плоской вольт-амперной характеристикой может быть однофазным или трехфазным. Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если многопозиционный сварочный трансформатор должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное изменение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное реактивное сопротивление.
Недостатком однофазного сварочного трансформатора с несколькими операторами является то, что он создает несимметричную нагрузку на трехфазную сеть питания. Если многопозиционный сварочный трансформатор должен иметь напряжение, которое не будет изменяться в зависимости от нагрузки (максимальное изменение не должно превышать 5%), он должен иметь низкую магнитную утечку, то есть низкое индуктивное реактивное сопротивление.
Число дуг или сварочных цепей, которые могут быть подключены к сварочному трансформатору, можно найти по соотношению
n = I t / I a .K
где,
n = количество дуг или сварочных контуров,
I t = номинальный выходной ток сварочного трансформатора,
I a = средний ток дуги в каждой сварочной цепи,
K = коэффициент разнообразия.
Коэффициент разнообразия K учитывает тот факт, что все сварочные аппараты, работающие от одного и того же источника питания, не работают одновременно. Коэффициент разнообразия связан со средним рабочим циклом и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Коэффициент разнообразия связан со средним рабочим циклом и законами вероятности, но уменьшается по мере увеличения числа сварщиков, работающих от одного и того же трансформатора.Обычно предполагается, что K находится в диапазоне от 0 ∙ 6 до 0 ∙ 8.
Каждая сварочная станция подключается через отдельный регулируемый дроссель (регулятор тока), который обеспечивает круто падающую статическую вольт-амперную характеристику для каждой сварочной цепи. Сварочные цепи подключаются параллельно, поскольку при таком расположении источник лучше используется при сварке малыми токами, порядка 70–100 ампер.
Примечание:
Следует отметить, что сварочные трансформаторы имеют довольно низкий коэффициент мощности из-за того, что они содержат катушки с высоким индуктивным сопротивлением.Поэтому сварочные трансформаторы не должны иметь номинальную мощность выше, чем это необходимо для выполнения порученной работы. Они также не должны работать на холостом ходу в течение длительного времени.