


Замена капиллярной трубки — чистка, пайка или вклейка, что выбрать?
Мастерам по ремонту бытовых холодильников часто приходится встречаться с частичной или полной закупоркой капиллярной трубки. Как правило, это происходит с холодильниками Атлант с использованием хладона R-134a. После диагностирования закупорки возникает дилемма — прочищать или менять капиллярную трубку, сечение которой обычно составляет 0,71 мм. Методы прочистки и замены капиллярной трубки разнообразны. Рассмотрим их.
Прочистку медной капиллярной трубки можно осуществить промывочными смесями или холодильными маслами с использованием пресса-домкрата (в этом случае в домкрат заливается либо специальный промывочный хладагент R-141 (142) b, либо масло, желательно совместимое с R-134a). Есть и «дедовские» методы прочистки — без домкрата: с помощью трубки, заполненной маслом (гидравлической жидкостью) и молотка.
Другие мастера приверженцы пайки — они только меняют капиллярную трубку. Здесь важны навыки пайки не только по меди, но и по алюминию. В интернете приведено множество видео, как соединяют алюминиевую и медную трубки. Как правило, это все происходит в «лабораторных условиях» — много места, удобный подход, нет «напряжения» в месте пайки и полиуретановой пены, которая вспыхивает от огня, выделяя едкий запах и газы, препятствующие пайке. Всё проходит на раз-два. В реальности все сложнее. Для пайки стыка рекомендуется использовать припои с температурой плавления до 450 градусов Цельсия —
Третья группа мастеров использует всё, что найдется в своем арсенале, лишь бы был кратковременный эффект «хорошей» работы. В ход идут растворители: ацетон, керосин, кислота, спирт и т.п. Этих «мастеров» не интересует, что после такой промывки компрессор долго не проживёт — их задача показать клиенту, что только они могут справиться с засором капиллярной трубки, а другие просто дилетанты и неумехи. Гарантию на работу они дают, но после такого вмешательства холодильник обречен — срок службы уменьшается в разы. Сервисные центры по ремонту холодильников используют рекомендации завода-изготовителя Атлант по прочистке холодильного контура (капилярной трубки) специальными растворителями, ограничивая время контакта растворителя с засором в течение нескольких секунд.

Среди методов замены капиллярной трубки наиболее проста, как может показаться, вклейка медной капиллярной трубки в алюминиевый испаритель. Но возникает, как минимум 2 проблемы — увеличение времени ремонта холодильника и ограниченный срок службы «клеенного» соединения. При вклейке используют специальные двухкомпонентные клеи, в простонародьи — эпоксидку или холодную сварку с особыми свойствами, способными выдержать температурный диапазон от минус 60 до плюс 110 градусов. И здесь есть рекомендации завода-изготовителя для сервисных центров 10-летней давности — использовать эпоксидный двухкомпонентный клей для металла
Капиллярное течение припоев при пайке металла (часть 2)
При пайке погружением в расплавленные припои на течение в зазоре большое влияние оказывает предварительный подогрев деталей. При низкотемпературной пайке в газовых средах капиллярное течение припоев в сильной степени зависит от природы и количества применяемого активирующего компонента газовых сред.
При изучении капиллярного течения припоев в зазоре пользуются, с одной стороны, статической теорией, рассматривающей форму жидкости, находящейся на поверхности твердого тела, в условиях наименьшей свободной поверхностной энергии системы и, с другой — динамической, рассматривающей течение жидкостей.
На основе первой теории можно оценить силы, под действием которых происходит течение припоев в процессе пайки. Вторая теория применяется для установления причин, от которых зависит заполнение шва припоем.
Согласно статической теории избыточное давление может быть выражено через высоту столба жидкости над заданным уровнем и через его плотность.
Например, если жидкость течет по капилляру диаметром d (рис. 16), то высота его поднятия над заданным уровнем поверхности ванны, согласно первому уравнению капиллярности будет:
где р — плотность жидкости; g — ускорение силы тяжести.
В случае капиллярного течения между двумя параллельными пластинами (рис. 17) высота поднятия жидкости определится из тех же соотношений:
где α — величина зазора.
В обоих случаях, если вес жидкости, находящейся в зазоре, превышает результирующую капиллярных сил, то эти силы не могут удержать ее, и она будет опускаться до такого уровня, при котором вес ее уравновешивается капиллярными силами.
Рис. 16. Схема поднятия жидкости по капилляру круглого сечения.
Рис. 17. Схема поднятия жидкости между параллельными пластинами.
В условиях пайки это приводит к тому, что участки паяного шва, расположенные выше определенного уровня, остаются не заполненными припоем, и, следовательно, соединение оказывается пропаянным не по всей площади.
Согласно динамической теории, скорость течения расплавленного припоя зависит от нахлестки и зазора, разности давлений на входе и выходе из зазора, а также от вязкости припоя.
Поскольку динамическая теория не учитывает наличия взаимодействия припоя с основным металлом в процессе пайки, а исходит из условия непрерывного движения в капиллярном зазоре невзаимодействующих жидкостей, то результаты ее значительно отличаются от получаемых экспериментально.
При горизонтальном расположении шва, например, глубина затекания припоя в зазор, согласно динамической теории, определяется зависимостью:
где η — вязкость припоя; t — время, необходимое для затекания припоя на глубину l.
По формуле между глубиной затекания припоя и величиной зазора прямая зависимость, которая на практике не соблюдается. При прочих равных условиях наибольшая глубина затекания припоя в зазор будет при оптимальном значении последнего.
Кроме того, глубина затекания, согласно выведенному уравнению, не ограничивается, если имеется расплав припоя. В действительности же за счет растворения основного металла в расплаве припоя свойства его могут настолько изменяться, что течение в зазоре прекратится, несмотря на то, что имеется избыток припоя.
Если при горизонтальном расположении шва, согласно динамической теории, припой может течь беспредельно при наличии перепада давления, то в случае вертикального расположения течение припоя прекращается, как только вес столба его уравновесит разность давлений. В этом случае перепад давления станет равным нулю:
откуда максимальная высота подъема припоя составит:
Из последней зависимости следует, что с уменьшением зазора максимальная высота подъема припоя будет непрерывно расти, что на практике не соблюдается.
Течение расплавленных припоев в реальных условиях пайки отличается от течения идеальных жидкостей. Это отличие состоит в том, что припои, как правило, являются многокомпонентными сплавами, которые при пайке вступают в сложные взаимодействия с основным металлом.
В процессе течения их в зазоре происходит растворение в них основного металла, флюса, газовых сред. Известно, что поверхностные свойства жидких растворов зависят от характера распределения в объеме и в поверхностном слое растворенных элементов. Если взаимодействие между атомами растворенного вещества и атомами растворителя меньше, чем взаимодействие между атомами растворителя, то растворенные вещества будут преимущественно выталкиваться из объема на поверхность.
Накопление их в поверхностном слое приведет к уменьшению атомного взаимодействия, в результате чего поверхностное натяжение с ростом концентрации растворенных веществ падает. С другой стороны, под действием диффузии во всех участках раствора концентрация стремится стать равномерной. Равновесие в распределении элементов в объеме и в поверхностных слоях жидкости достигается в результате действия этих противоположных процессов.
Связь величины изменения поверхностного натяжения с характером распределения растворенного вещества в объеме и в поверхностных слоях может быть описана уравнением Гиббса.
где Г — избыток растворенного вещества в поверхностном слое; R — универсальная газовая постоянная; Т — абсолютная температура; С — концентрация растворенного вещества.
Количество растворенного вещества в поверхностном слое зависит от концентрации его в объеме и температуры. Для припоев зависимости изменения поверхностного натяжения от распределения в них растворенных веществ не исследованы, но и в случае их исследования вычисление поправки к величине о не дало бы удовлетворительных результатов, если величину поднятия припоя в зазоре определять по первому закону капиллярности, который не учитывает условий течения припоев.
В реальных условиях:
а) в процессе заполнения зазора происходит взаимодействие припоя с основным металлом, что приводит к увеличению вязкости расплава и, следовательно, к нарушению исходных условий течения;
б) расплав припоя в процессе заполнения зазора изменяет температуру, что наблюдается при неодинаковом нагреве соединяемых деталей, в результате условия взаимодействия основного металла с припоем и течение последнего будут неравномерными. Аналогичное положение может иметь место вследствие неравномерного растворения основного металла припоем;
в) при течении припоев сложного состава в зазоре компоненты его избирательно взаимодействуют с поверхностью основного металла, что вызывает перемещение частиц припоя в направлении, перпендикулярном к потоку. Отдельные компоненты основного металла также избирательно взаимодействуют с припоем;
г) в случае термического или концентрационного переохлаждения, а также взаимодействия с основным металлом происходит образование в расплаве и на границе с основным металлом отдельных кристаллов, что нарушает общую закономерность течения припоя в зазоре.
Кроме того, течение расплавленного припоя в зазоре зависит от характера предшествующей механической обработки, состояния поверхности основного металла, величины и равномерности зазора, способа удаления окисной пленки в процессе пайки и т. д.
Так как влияние всех этих факторов теоретически трудно учесть, то на практике высоту h поднятия припоя в зазоре для каждого конкретного сочетания основной металл — припой определяют путем трудоемких экспериментов, результаты которых оформляют в виде графиков h = ƒ(а), где а — величина зазора. Это создает большие неудобства.
Лабораторная работа №3 Технология пайки металлов и сплавов
Цель работы: ознакомиться с видами пайки, изучить технологию пайки, научиться определять прочность паяных соединений.
Оборудование и инструменты: электрическая печь, низкотемпературный припой, металлические пластины, штангенциркуль, разрывная машина Р-20.
ОБЩИЕ СВЕДЕНИЯ
Пайкой называется технологический процесс соединения деталей в твердом состоянии посредством расплавленного присадочного материала — припоя. По прочности паяные соединения уступают сварным. Пайка может выполняться вручную и на специальных автоматических или механизированных установках.
Пайка металлов условно подразделяется на высокотемпературную и низкотемпературную пайку (ГОСТ 117325-71). Высокотемпературной считается пайка с температурой плавления припоев свыше 550 °С (ниже 550 °С — низкотемпературная пайка). В качестве припоев используются составы, в которые входят:
низкотемпературные припои — олово, свинец, сурьма;
высокотемпературные — цинк, медь, серебро.
Припои для пайки производятся в виде прутков, полос, проволоки, порошков и паст. К ним предъявляются следующие требования:
Для получения высококачественного паяного соединения припой должен удовлетворить следующим условиям:
иметь температуру плавления ниже температуры плавления основного металла;
хорошо растекаться, проникая в щели зазора, а также хорошо смачивать основной металл;
должен обладать одинаковой или более высокой коррозионной стойкостью, чем основной металл;
припой и основной металл должны взаимно диффундировать и образовывать сплав;
припой не должен содержать дорогостоящих и дефицитных компонентов.
Для расплавления припоев используются газовые горелки, электродуга, муфельные и др. печи, индукционный нагрев и т. д. Для низкотемпературной пайки используют паяльники.
Пайке поддаются низкоуглеродистая и легированная сталь, чугун, медь, алюминий, никель, их сплавы, а также многие другие металлы.
Прочность сцепления припоя с соединяемыми поверхностями зависит от физико-химических и диффузионных процессов, протекающих между припоем и основным металлом.
По условию заполнения зазора пайку можно разделить на капиллярную, при которой припой при нагреве заполняет малый зазор между паяемыми деталями под действием капиллярных сил, и некапиллярную.
По механизму образования шва капиллярная пайка подразделяется на:
пайку с готовым припоем, когда затвердевание шва происходит при охлаждении;
контактно-реактивную пайку;
реактивно-флюсовую; диффузионную.
К некапиллярным способам относятся:
пайка-сварка
сварка-пайка.
При капиллярной пайке припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил – рисунок 1. Соединение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют при соединении внахлестку.
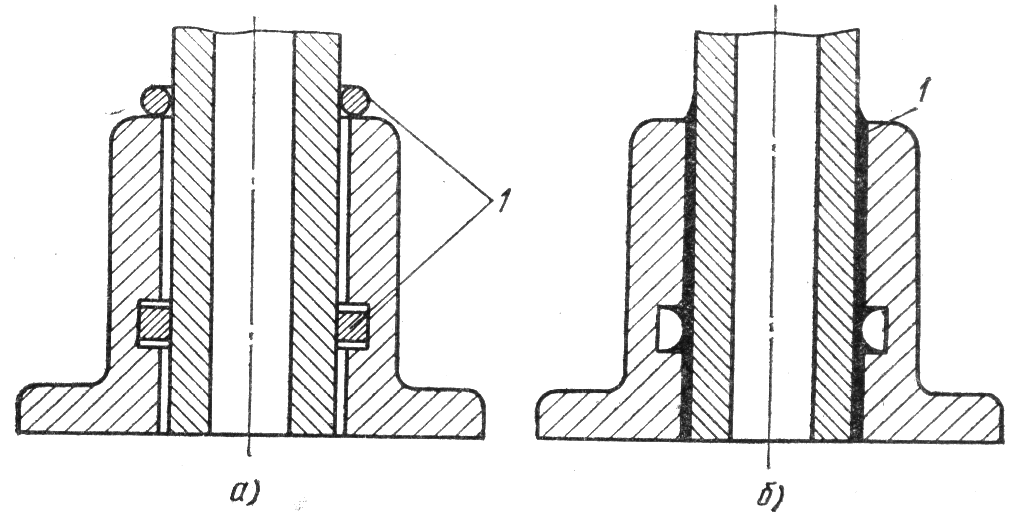
Рисунок 1 – Схема капиллярной пайки:
а – перед пайкой; б – после пайки; 1 — припой
При диффузионной пайке соединение образуется за счет взаимной диффузии компонентов припоя и паяемых материалов, причем возможно образование в шве твердого раствора или тугоплавких хрупких интерметаллидов. Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва, и после завершения процесса — при температуре ниже температуры полного затвердевания припоя.
При контактно-реактивной пайке между соединяемыми металлами или соединяемыми металлами и прослойкой промежуточного металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение (рисунок 2).
а) б)
Рисунок 2 – Схема контактно-реактивной пайки:
а – перед пайкой; б- после пайки; 1 – медь; 2 – серебро; 3 – эвтектический сплав меди с серебром
При реактивно-флюсовой пайке припой образуется за счет реакции вытеснения между основным металлом и флюсом. Например, при пайке алюминия с флюсом, содержащим хлорид цинка, последний при высокой температуре разлагается, и восстановленный цинк служит припоем. Реактивно-флюсовую пайку можно вести без припоя и с припоем.
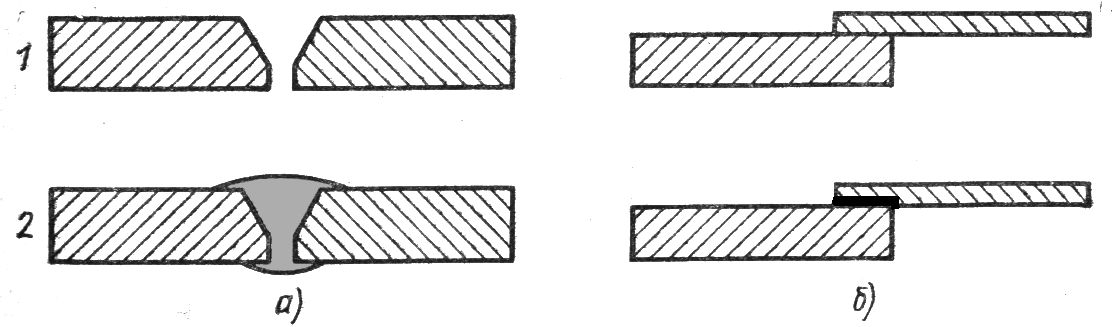
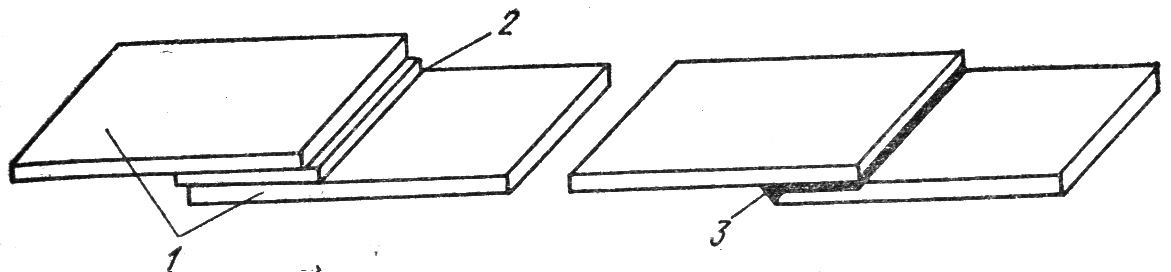
Рисунок 3 – Схема пайки-сварки (а) и сварки-пайки (б)
При пайке-сварке соединение образуется так же, как при сварке плавлением, с разделыванием кромок, но в качестве присадочного металла применяют припой, как показано на рисунке 3,а.
При сварке-пайке соединяют разнородные материалы с применением местного нагрева, при котором более легкоплавкий материал нагревается до температуры плавления и выполняет функцию припоя. Это видно по рисунку 3,б.
Наибольшее применение получили капиллярная пайка и пайка-сварка. Диффузионная и контактно-реактивная пайки более трудоемки, но обеспечивают высокое качество соединения.
Качество паяных соединений (прочность, герметичность, надежность и др.) зависит от правильного выбора основного металла, припоя, флюса, способа нагрева, величины зазоров, типа соединения.
Флюсы служат для растворения и удаления окислов и загрязнений с поверхности металла, защиты его от окисления, улучшения смачиваемости и растекания припоя. Температура плавления флюса должна быть ниже температуры припоя.
Основные типы паяных соединений показаны на рисунке 4.
Рисунок 4 – Типы паяных соединений:
а – внахлестку; б –встык; в – вкос; г – втавр; д – в угол;
е — соприкасающийся
СПОСОБЫ ПАЙКИ
Пайка высокотемпературными припоями. К этим припоям относятся медные, медноцинковые, медноникелевые и серебряные.
Пайку низкотемпературными припоями используют почти для всех металлов. Эти припои состоят в основном из олова.
Применяют также легкоплавкие припои, содержащие висмут, кадмий и безоловянистые на основе свинца, сурьмы, температура плавления которых ниже 140 С. В таблице 1 приведены характеристики некоторых распространенных припоев.
В качестве флюсов применяют слабодействующие кислоты, органические и неорганические вещества, например, канифоль, стеарин, соляную кислоту, хлористый цинк, нашатырь, фосфорную кислоту. Используют также раствор хлористого цинка с добавкой хлористого аммония. Приготавливают специальную паяльную кислоту или паяльную жидкость (раствор хлористого цинка в технической соляной кислоте). По окончании пайки флюсы удаляют с поверхности металла.
Таблица 1 – Припои и их характеристики
Припои | Химич. состав, % | Тем-ра плавлен., С | В, МПа | Примерное назначение |
ПОС 90 | Sn-90 Pb-10 | 183-220 | 49 | Лужение пайка пищевой посуды |
ПОС 61 | Sn-61 Pb-39 | 183-190 | 43 | Лужение и пайка электро- и радиоаппаратуры |
ПОС 40 | Sn-40 Pb-60 | 183-299 | 38 | Лужение и пайка оцинкованных деталей |
ПОССу 40-0,5 | Sn-40 Sb-0,5 Pb-ост | 183-235 | 40 | Лужение и пайка белой жести |
ПОССу 95-5 | Sn-95 Su-4,5 Pb-ост | 234-240 | 40 | Пайка трубопроводов, работающих при повышенных температурах |
ПСр 72 | Ag-72 Cu — ост | 779 | Пайка черных и цветных металлов | |
ЛМНЦ 68-4-2 | Сu-68 Mn-4 Ni-2 Zn-ост | 910-930 | 39 | Пайка металлорежущего иеструмента |
По способу нагрева различают следующие способы пайки.
Пайку газовым пламенем осуществляют нагревом кромок изделия до плавления припоя и флюса и применяют в основном для соединения деталей высокотемпературными припоями. Перед пайкой на место пайки наносят флюс в виде жидкой пасты, разведенный водой или спиртом. Конец прутка также покрывают флюсом.
Пайка в печах. Пайку проводят в специальных печах с электрическим обогревом. Существуют три способа пайки в печах:
В первом случае собранное изделие с припоем, заложенным заранее в шов и нанесенным на место пайки флюсом, помещают в печь. Здесь изделие нагревается до температуры пайки. Во втором случае собранное изделие нагревается в вакуумной камере, благодаря чему металл не окисляется. В третьем случае используют активные или инертные газы: водород, диссоциированный аммиак и др.
Пайка погружением. Проводят в ваннах с расплавленными солями. На поверхность, подлежащую пайке, предварительно очищенную от грязи и жира, наносят флюс, между кромками или около места соединения размещается припой, затем деталь скрепляют и погружают в ванну. Соляная ванна предохраняет место пайки от окисления. Этот способ пайки используют для изготовления деталей из стали, твердых сплавов, меди, медных и алюминиевых сплавов.
Пайка погружением в металлические ванны. Детали, нагретые до 550° С, погружают в ванну с расплавленным припоем, покрытым флюсом. Неспаиваемые поверхности предохраняют от контакта с припоем специальной обмазкой из графита с добавками небольшого количества извести.
Пайка бегущей волной припоя является разновидностью пайки погружением в металлические ванны. При этом способе расплавленный припой подается насосом и образует волну над уровнем расплава. Паяемая деталь перемещается в горизонтальном направлении и в момент касания волны происходит пайка.
Пайку бегущей волной применяют главным образом в радиоэлектронной промышленности при производстве печатных схем.
Пайка с индукционным нагревом. Нагреваемый участок паяемого изделия помещают внутрь катушки-индуктора. Через индуктор пропускают ток высокой частоты. В результате место пайки нагревается до температуры пайки. Предохранение изделия от окисления достигается за счет помещения изделия в процессе нагрева в вакуум или в защитную среду.
Электрическая контактная пайка. Для нагрева места пайки используют обычные контактные сварочные машины. Подготовленный к пайке узел зажимают между электродами машины, затем включают ток и проводят пайку. После нагрева изделие некоторое время выдерживают под давлением до остывания припоя. Пайку применяют для соединения мелких деталей в массовом производстве.
Пайка нагретым инструментом. Применяют для пайки низкотемпературными припоями. Паяльником нагревают детали в месте пайки и расплавляют припой и флюс.
Пайка с нагревом кварцевыми лампами. Детали, подлежащие пайке, помещают в специальный контейнер, в котором создают вакуум, затем его заполняют аргоном. Контейнер обогревают кварцевыми лампами. После окончания обогрева кварцевые лампы отводят и вынимают запаянные детали.
Экзофлюсовая пайка. Применяют для пайки нержавеющих сталей. На очищенное место соединения наносят тонкий порошкообразный слой флюса. Соединяемые поверхности совмещают, на противоположные стороны заготовок укладывают экзотермическую смесь. Смесь состоит из разных компонентов, которые укладывают в форме пасты или брикетов толщиной в несколько миллиметров. Собранную конструкцию устанавливают в приспособление и вносят в специальную печь, где осуществляют зажигание экзотермической смеси при 500° С. В результате экзотермических реакций смеси температура на поверхности металла повышается, и происходит расплавление припоя.
Пайка с наложением упругих колебаний. Для пайки используют упругие колебания — низкочастотные и ультразвуковые. Для создания низкочастотных колебаний применяют электромагнитные вибраторы, которые жестко соединяют с приспособлениями. В приспособлениях зажаты детали, подлежащие пайке. Частота колебаний около 100 Гц. При использовании высокочастотных ультразвуковых колебаний разрушается поверхностная окисная пленка. Это особенно важно при пайке алюминиевых и магниевых сплавов.
ПРАКТИЧЕСКАЯ ЧАСТЬ
Выполнить пайку стальных или медных (латунных) пластинок 10х100 мм низкотемпературным припоем внахлест по рисунку 4,а. Для этого:
Зачистить поверхность пластин в месте пайкой, обезжирить.
Подготовить флюс и припой в виде порошков или пасты
Нанести порошок или пасту припоя с флюсом на место соединения пластин
Совместить пластины так, как они должны быть спаяны
Поместить пакет пластин в печь
Нагреть печь до температуры плавления припоя
Выключить и остудить печь
Извлечь пластины из печи, осмотреть их, убедиться в том, что пайка состоялась
С помощью штангенциркуля определить размеры пятна пайки
Провести испытание пластин на разрыв стандартным способом на разрывной машине Р-20
Рассчитать сопротивление срезу паяного шва и сравнить с прочностью припоя
Записать полученные результаты в таблицу
СОДЕРЖАНИЕ ОТЧЕТА
Отчет должен содержать необходимые теоретические сведения по пайке, эскиз паяных пластин и схему испытания их на разрыв, расчет прочности паяного шва на разрыв, таблица результатов, вывод по работе.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется пайкой?
2. Какие припои называются высокотемпературными? Какие низкотемпературными?
3. В чем отличие капиллярной пайки от некапиллярной?
4. За счет чего образуется соединение при диффузионной сварке?
5. Чем отличается контактно-реактивная пайка от реактивно-флюсовой?
6. В чем отличие пайки-сварки от сварки?
7. Что является припоем при сварке-пайке?
8. Для чего нужен флюс?
9. Какие способы пайки используются в массовом производстве?
ЛИТЕРАТУРА ПО РАЗДЕЛУ
Чебан В.А. Сварочные работы: учеб. пособие / В.А. Чебан. – Изд. 2-е. – Ростов-на-Дону: Феникс, 2005. – 412 с.
Хренов К.К. Сварка, резка, пайка. –М.: Машиностроение, 1973
Глизманенко Д.Л. Сварка и резка металлов. –М.:Высшая школа, -1974.
Степанов В.В. Справочник сварщика. –М.: Машиностроение, 1975.
Геворкян В.Г. Основы сварочного дела. –М.: Высшая школа, 1975.
33
Способы пайки | Учебные материалы
Способы пайки классифицируют в зависимости от используемых источников нагрева. Наиболее распространены в промышленности пайка в печах, индукционная, сопротивлением, погружением, радиационная, горелками, экзофлюсовая, паяльниками, электронагревательными металлами и блоками.
Капиллярная пайка
Припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил. На рисунке 3.16 показана схема образования шва.
Соединение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют в тех случаях, когда применяют соединение внахлестку. Однако капиллярное явление присуще всем видам пайки.
Рисунок 3.16 – Схема капиллярной пайки:
а – перед пайкой; б – после пайки
Диффузионная пайка
Соединение образуется за счет взаимной диффузии компонентов припоя и паяемых материалов, причем возможно образование в шве твердого раствора или тугоплавких интерметаллов.
Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва и после завершения процесса при температуре ниже солидуса припоя.
Контактно-реактивная пайка
При пайке между соединяемыми металлами или соединяемыми металлами и прослойкой другого металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение. На рисунке 3.17 показана схема контактно-реактивной пайки.
Рисунок 3.17 – Схема контактно-реактивной пайки:
а – перед пайкой; б – после пайки
Реактивно-флюсовая пайка
Припой образуется за счет реакции вытеснения между основным металлом и флюсом.
Например, при пайке алюминия с флюсом
3ZnCl2 + 2Al = 2AlCl3 + Zn
восстановленный цинк является припоем.
Пайка-сварка
Паяное соединение образуется так же, как при сварке плавлением, но в качестве присадочного металла применяют припой.
Наибольшее применение получила капиллярная пайка и пайка-сварка. Диффузионная пайка и контактно-реактивная более трудоемки, но обеспечивают высокое качество соединения и применяются, когда в процессе пайки необходимо обеспечить минимальные зазоры. Качество паяных соединений (прочность, герметичность, надежность и т. д.) зависит от правильного выбора основного металла, припоя, флюса, способа нагрева, величины зазоров, типа соединения.
капиллярная пайка — это… Что такое капиллярная пайка?
- капиллярная пайка
капиллярная пайка
Пайка, при которой расплавленный припой заполняет паяльный зазор и удерживается в нем преимущественно поверхностым натяжением.
[ГОСТ 17325-79]Тематики
- сварка, резка, пайка
EN
- capillary brazing (soldering)
Справочник технического переводчика. – Интент. 2009-2013.
- капиллярная оболочка
- капиллярная пора
Смотреть что такое «капиллярная пайка» в других словарях:
капиллярная пайка — 3.6 капиллярная пайка: Процесс соединения медных труб и соединительных частей из цветных сплавов с использованием эффекта капиллярных сил всасыванием присадочного металла (припоя) по всему периметру кольцевого зазора между деталями величиной до 0 … Словарь-справочник терминов нормативно-технической документации
капиллярная пайка (пайка) — 3.8 капиллярная пайка (пайка) : Процесс соединения медных труб и соединительных частей из цветных сплавов с использованием эффекта капиллярных сил всасыванием присадочного материала (припоя) по всему периметру кольцевого зазора между деталями… … Словарь-справочник терминов нормативно-технической документации
мягкая капиллярная пайка — 3.7 мягкая капиллярная пайка: Процесс соединения медных труб и соединительных частей с использованием припоя при температуре менее 450 °С. Источник: СТО НП АВОК 6.3.1 2007: Трубопроводы из медных … Словарь-справочник терминов нормативно-технической документации
твердая капиллярная пайка — 3.8 твердая капиллярная пайка: Процесс соединения медных труб и соединительных частей с использованием припоя при температуре свыше 450 °С. Источник: СТО НП АВОК 6.3.1 2007: Трубопроводы из медных … Словарь-справочник терминов нормативно-технической документации
Пайка — У этого термина существуют и другие значения, см. Пайка (значения). Отпайка контакта. Пайка технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями… … Википедия
ГОСТ 17325-79: Пайка и лужение. Основные термины и определения — Терминология ГОСТ 17325 79: Пайка и лужение. Основные термины и определения оригинал документа: 57. Абразивно кавитационное лужение Ультразвуковое лужение припоем, содержащим частицы твердого материала Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
СТО НП АВОК 6.3.1-2007: Трубопроводы из медных труб для систем внутреннего водоснабжения и отопления. Общие технические условия — Терминология СТО НП АВОК 6.3.1 2007: Трубопроводы из медных труб для систем внутреннего водоснабжения и отопления. Общие технические условия: 3.10 деталь: Изделие, изготовленное из однородного по наименованию и марке материала, без применения… … Словарь-справочник терминов нормативно-технической документации
СТО НОСТРОЙ 2.23.1-2011: Инженерные сети зданий и сооружений внутренние. Монтаж и пусконаладка испарительных и компрессорно-конденсаторных блоков бытовых систем кондиционирования в зданиях и сооружениях. Общие технические требования — Терминология СТО НОСТРОЙ 2.23.1 2011: Инженерные сети зданий и сооружений внутренние. Монтаж и пусконаладка испарительных и компрессорно конденсаторных блоков бытовых систем кондиционирования в зданиях и сооружениях. Общие технические требования … Словарь-справочник терминов нормативно-технической документации
капиллярная пайка — это… Что такое капиллярная пайка?
- капиллярная пайка
- Spaltlöten
капиллярная пайка
Пайка, при которой расплавленный припой заполняет паяльный зазор и удерживается в нем преимущественно поверхностым натяжением.
[ГОСТ 17325-79]Тематики
- сварка, резка, пайка
EN
- capillary brazing (soldering)
DE
Русско-немецкий словарь нормативно-технической терминологии. academic.ru. 2015.
- капиллярная зона
- капиллярная структура тепловой трубы
Смотреть что такое «капиллярная пайка» в других словарях:
капиллярная пайка — Пайка, при которой расплавленный припой заполняет паяльный зазор и удерживается в нем преимущественно поверхностым натяжением. [ГОСТ 17325 79] Тематики сварка, резка, пайка EN capillary brazing (soldering) DE Spaltlöten … Справочник технического переводчика
капиллярная пайка — 3.6 капиллярная пайка: Процесс соединения медных труб и соединительных частей из цветных сплавов с использованием эффекта капиллярных сил всасыванием присадочного металла (припоя) по всему периметру кольцевого зазора между деталями величиной до 0 … Словарь-справочник терминов нормативно-технической документации
капиллярная пайка (пайка) — 3.8 капиллярная пайка (пайка) : Процесс соединения медных труб и соединительных частей из цветных сплавов с использованием эффекта капиллярных сил всасыванием присадочного материала (припоя) по всему периметру кольцевого зазора между деталями… … Словарь-справочник терминов нормативно-технической документации
мягкая капиллярная пайка — 3.7 мягкая капиллярная пайка: Процесс соединения медных труб и соединительных частей с использованием припоя при температуре менее 450 °С. Источник: СТО НП АВОК 6.3.1 2007: Трубопроводы из медных … Словарь-справочник терминов нормативно-технической документации
твердая капиллярная пайка — 3.8 твердая капиллярная пайка: Процесс соединения медных труб и соединительных частей с использованием припоя при температуре свыше 450 °С. Источник: СТО НП АВОК 6.3.1 2007: Трубопроводы из медных … Словарь-справочник терминов нормативно-технической документации
Пайка — У этого термина существуют и другие значения, см. Пайка (значения). Отпайка контакта. Пайка технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями… … Википедия
ГОСТ 17325-79: Пайка и лужение. Основные термины и определения — Терминология ГОСТ 17325 79: Пайка и лужение. Основные термины и определения оригинал документа: 57. Абразивно кавитационное лужение Ультразвуковое лужение припоем, содержащим частицы твердого материала Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
СТО НП АВОК 6.3.1-2007: Трубопроводы из медных труб для систем внутреннего водоснабжения и отопления. Общие технические условия — Терминология СТО НП АВОК 6.3.1 2007: Трубопроводы из медных труб для систем внутреннего водоснабжения и отопления. Общие технические условия: 3.10 деталь: Изделие, изготовленное из однородного по наименованию и марке материала, без применения… … Словарь-справочник терминов нормативно-технической документации
СТО НОСТРОЙ 2.23.1-2011: Инженерные сети зданий и сооружений внутренние. Монтаж и пусконаладка испарительных и компрессорно-конденсаторных блоков бытовых систем кондиционирования в зданиях и сооружениях. Общие технические требования — Терминология СТО НОСТРОЙ 2.23.1 2011: Инженерные сети зданий и сооружений внутренние. Монтаж и пусконаладка испарительных и компрессорно конденсаторных блоков бытовых систем кондиционирования в зданиях и сооружениях. Общие технические требования … Словарь-справочник терминов нормативно-технической документации
Диффузионная пайка
пер.Каштановый 8/14 51100 пгт.Магдалиновка
Nikolaenko Dmitrij
Диффузионная пайка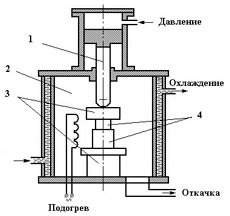 Диффузионная пайка
Диффузионная пайка
- 5
- 4
- 3
- 2
- 1
Техника пайки металла известна очень давно. Ее сущность заключается в соединении металлов расплавленным припоем. Одной из разновидностей пайки является диффузионная пайка. Она применяется для получения соединений, работающих при высоких температурах. Такая пайка происходит в процессе взаимной диффузии основного металла и припоя при температуре выше точки плавления припоя. Для этого применяют вакуумную установку, в которой деталь выдерживают определенное время. Диффузионная пайка выполняется без какого-либо химического воздействия и капиллярность является основным признаком пайки.
Технология диффузионной пайки
В процессе диффузионной пайки происходит молекулярный обмен между соединяемыми металлами. Для этого необходимо создать подходящие условия, чтобы получить прочное соединение. Технология диффузионной пайки происходит в вакуумной установке, где устанавливается температура выше точки плавления припоя. Процесс выполняется следующим образом:
- Поверхности соединяемых деталей тщательно очищаются для удаления окислов. Малейшее загрязнение сильно мешает процессу диффузионной пайки;
- Детали помещают в вакуумную установку. Это защищает металлы от окисления во время технологического процесса;
- Между поверхностями деталей наносят припой и тонкий слой некоторых металлов, которые станут связующим звеном в соединении. Выбор металла, который служит связкой и припоем, зависит от свойств металла спаиваемых заготовок. Для этого часто используют: серебро, золото и медь. Промежуточную связку можно получить путем электролитического осаждения на поверхность детали.
- Соединяемая фольга, толщиной 0,01мм.
- Создается определенное давление, позволяющее воспроизвести диффузионные процессы. Усилие давления зависит от наименования детали и материала промежуточной связки. Затем происходит нагрев, позволяющий процессу диффузии производить пайку.
- Такая технология диффузионной пайки позволяет производить высококачественное соединение. Припои и флюсы служат ключевыми элементами диффузионной пайки.
Припои
Выбор припоя, для прочного соединения зависит от: механической прочности деталей, их химической стойкости, способность к смачиванию и растеканию в процессе пайки. Предъявляемые требования к припоям:
- Должны быть герметичными и прочными;
- Хорошая текучесть при нагреве;
- Температура плавления ниже, чем паяемой заготовки;
- Иметь хорошую электропроводность, если соединяемые изделия с этим связаны.
Флюсы
Они не должны вступать в химическую реакцию с припоем. Температура плавления флюса должна быть ниже, чем припоя. При нагреве флюс способствует хорошему смачиванию поверхности металла и припоя. Флюсы классифицируются:
- По температурному интервалу пайки;
- По природе растворителя. Имеются водные и неводные;
- По природе активатора. Распространенные: фтороборатные, анилиновые, канифольные, кислотные и др.;
- По агрегатному состоянию. Имеются пастообразные, жидкие и твердые.