


что важно знать про опрессовку кабельных наконечников?
Содержание:
- Что такое опрессовка наконечников и в чём её преимущество
- Типы кабельных наконечников
- Клеммные кабельные наконечник типа «открытый цилиндр»
- Втулочные кабельные наконечники
- Трубчатые неизолированные кабельные наконечники
- Трубчатые изолированные кабельные наконечники
- Штыревые Turned Pin контакты (D-SUB)
- Коаксиальные коннекторы BNC, TNC, SMA, SMB, SMC, F-типа
- Оптоволоконные коннекторы
- Модульные вилки RJ9, RJ11, RJ12, RJ14, RJ25, RJ45
- Универсальный кримпер и сменные матрицы для обжима
- Площадь поперечного сечения провода, перевод AWG в мм и мм2
1. Что такое опрессовка кабельных наконечников
Опрессовка (обжим, пресс, кримп) — это метод постоянного соединения провода (кабеля) с разъемом, при котором проводник вставляется в цилиндр разъема, который затем сжимается вокруг провода для образования твердого соединения.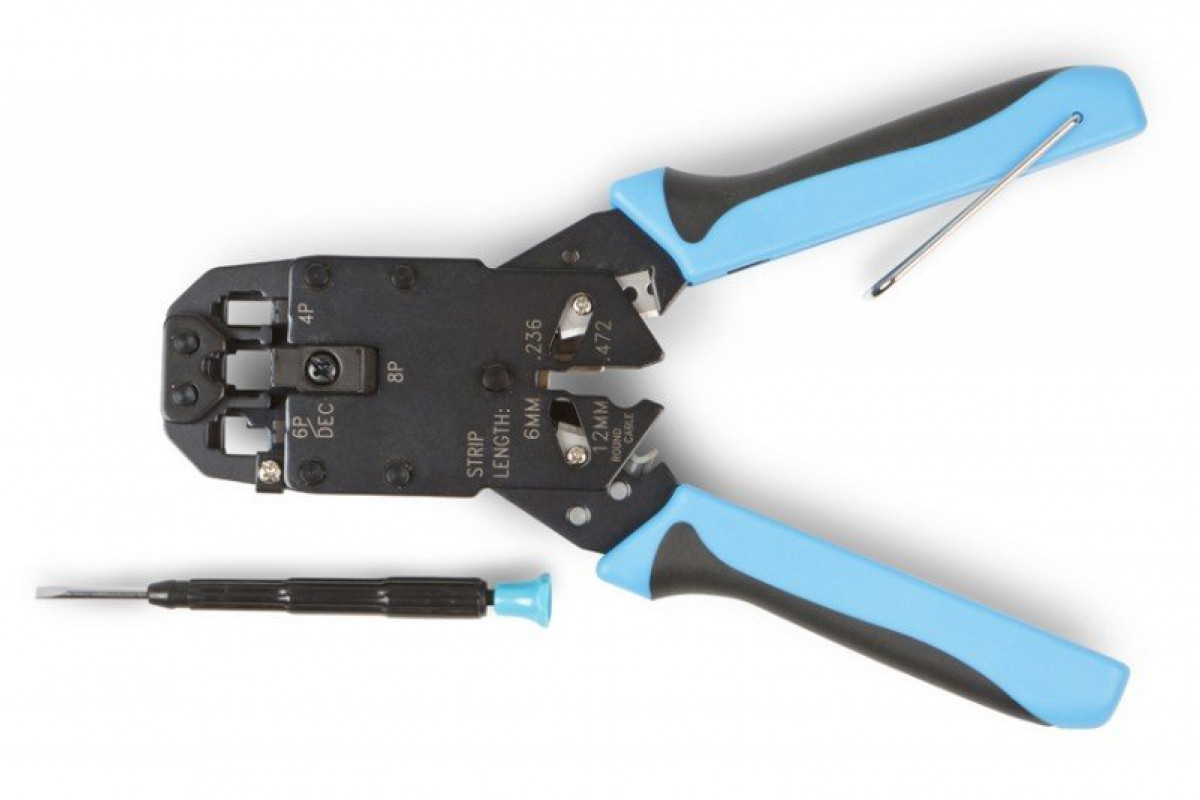
Технически проводник и коннектор деформируются при настолько высоком давлении, что материалы как бы сливаются воедино, разрушаются оксидные слои и получается высококачественное газонепроницаемое соединение, механические и электрические свойства которого превосходят свойства самого провода. Побочным и важным эффектом такого процесса объединения (холодного слияния) является то, что механическая прочность и электрическая проводимость увеличиваются вместе со сжатием. Но только до определённого момента. На графике показана зависимость прочности и проводимости материалов от сжатия:
Зависимость проводимости и прочности от силы сдавливания кабельного наконечника
Как правило, механическая прочность соединения является наибольшей, когда общая площадь поперечного сечения меди была уменьшена на 10%. При меньшем сжатии провод может выскакивать из коннектора. При слишком сильном сжатии, нити провода имеют тенденцию деформироваться и разрушаться.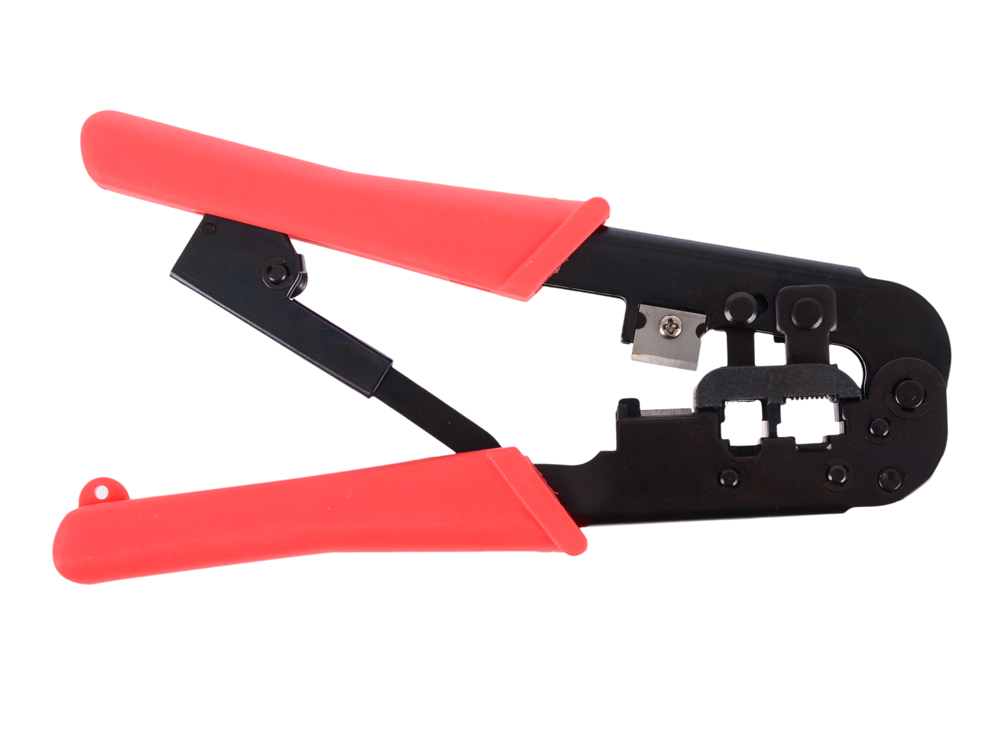 Эксперименты показали, что максимальная проводимость возникает при сжатии около 30%. Это обусловлено более эффективным разрушением оксидных слоев между клеммой и проводом возникающей при более жестокой деформации. Тем не менее, при таком сдавливании, механическая прочность материалов сильно ухудшается. Оптимальная опрессовка — это компромисс между электрическими требованиями и механическими характеристиками. График показывает, что оптимальная компрессия для многих типов разъемов лежит в пределах 10-20% от исходного сечения. Сила и профиль обжима должны быть разработаны таким образом, чтобы обеспечить оптимальные электрические и механические характеристики, необходимые для конкретного применения.
Эксперименты показали, что максимальная проводимость возникает при сжатии около 30%. Это обусловлено более эффективным разрушением оксидных слоев между клеммой и проводом возникающей при более жестокой деформации. Тем не менее, при таком сдавливании, механическая прочность материалов сильно ухудшается. Оптимальная опрессовка — это компромисс между электрическими требованиями и механическими характеристиками. График показывает, что оптимальная компрессия для многих типов разъемов лежит в пределах 10-20% от исходного сечения. Сила и профиль обжима должны быть разработаны таким образом, чтобы обеспечить оптимальные электрические и механические характеристики, необходимые для конкретного применения.
Метод опрессовки имеет преимущества в сравнении с винтовым креплением и пайкой. Каждый, кто когда-либо соединял зачищенные провода винтовыми клеммами, понимает, что это не лучший метод. Провода часто пережимаются и ломаются, или недожимаются и выпадают! Пайка требует определённых условий, навыков и как минимум доступа к сети 220 Вольт, что не всегда возможно.
Преимущества опрессовки:
- Испытан и проверен — используется во всех отраслях промышленности во всем мире.
- Низкая стоимость соединителей и установки — массовое производство снизило стоимость деталей и инструментов.
- Надежный — проверено на протяжении более чем 100 лет.
- Быстрый — новейшие конструкции обжимных инструментов обеспечивают превосходную скорость монтажа.
- Доступный — разъемы изготавливаются практически для любой области применения.
- Простой контроль и проверка — от визуальных до лабораторных методов.
- Не требует нагрева или химикатов — более безопасный метод.

- Экологически чистый — вредные газы не выделяются, как в случае пайки.

2. Типы кабельных наконечников (по профилю опрессовки)
- Трубчатые неизолированные кабельные наконечники
- Трубчатые изолированные кабельные наконечники
- Втулочные и концевые кабельные наконечники:
- Штыревые Turned Pin контакты (D-Sub)
- Клеммные кабельные наконечники (открытый цилиндр)
- Коаксиальные разъёмы
- Оптоволоконные коннекторы
- Модульные вилки для интерфейсов RJ45, RJ11, RJ14, RJ25
3. Клеммные кабельные наконечники типа «открытый цилиндр»
Этот тип коннектора часто называют авто клеммы или клеммные зажимы. Оригинальное наименование этих соединителей – «open barrel» («открытая бочка» или «открытый цилиндр»). Наименование они получили из-за внешнего вида своего крепёжного хвостовика, который выглядит как разрезанная трубка с развёрнутыми наружу стенками-лепестками чем-то, напоминающими крылья бабочки.
Обжимной профиль в поперечном сечении обычно имеет B-образную форму с лепестками, вгрызающимися в изоляцию и проводники. Эти соединители относительно дешевы в изготовлении, и, поскольку они могут поставляться в виде цепи (соединены вместе), они идеально подходят для производства в больших объемах с использованием полностью автоматических отрезных лент и концевых станков. Тем не менее, сама форма обжима является одной из самых трудно обжимаемых, особенно при использовании ручного инструмента. Только качественные ручные пресс клещи могут дать повторяемый стабильный обжим клеммных разъемов.
Клеммные кабельные наконечники типа «открытый цилиндр» под опрессовку
Профиль обжима
Инструмент для обжима клеммных кабельных наконечников (кримперы и пресс-клещи)
4.
 Втулочные кабельные наконечники
Втулочные кабельные наконечникиВтулочные изолированные и неизолированные кабельные наконечники под опрессовку
Профили обжима
Инструмент для обжима втулочных кабельных наконечников (кримперы и пресс-клещи)
5. Трубчатые неизолированные кабельные наконечники
Изготовливаются из листовой или трубной меди и латуни. Швы трубки коннектора могут быть спаяны вместе для обеспечения лучшей опрессовки наконечника. Матрица пресс-клещей обычно имеет выступ-зуб для вдавливания трубки, или может иметь шестигранный профиль для больших сечений. Особенностью неизолированных трубчатых соединителей является то, что при опрессовке они должны быть правильно выровнены.
Наконечники кабельные медные луженые под опрессовку
Профили обжима
- кольцевой медный луженый наконечник
- вилочный медный луженый наконечник
- плоский медный луженый наконечник
- штыревой медный луженый наконечник
Инструмент для обжима трубчатых неизолированных кабельных наконечников (кримперы и пресс-клещи)
6. Трубчатые изолированные кабельные наконечники
Трубчатые наконечники с изоляционным покрытием. Обжимной профиль обычно овальный или подобен овалу. Изоляция имеет цветовую маркировку для обозначения сечения совместимого провода: красный 0.5 – 1.5 мм2, синий 1.5 – 2.5 мм2 и желтый 4.0 – 6.0 мм2. Внутренние края изоляции часто выгнуты наружу, чтобы обеспечить легкий ввод провода в разъем. Особенностью изолированных цилиндрических соединителей является то, что при опрессовке они должны быть правильно выровнены (шов в центре вверху), для гарантии, что паяный шов не будет поврежден.
Трубчатые изолированные кабельные наконечники под опрессовку
- Штекерный изолированный коннектор «папа»
- Вилочный изолированный коннектор
- Кольцевой изолированный коннектор
- Плоский полностью изолированный коннектор «мама»
- Плоский изолированный коннектор «мама»
- Плоский изолированный коннектор «папа»
- Штекерный изолированный коннектор «мама»
- Соединительная трубка изолированная
- Соединительная трубка изолированная термоусадочная
Профиль обжима
Инструмент для обжима трубчатых изолированных кабельных наконечников (кримперы и пресс-клещи)
7. Штыревые Turned Pin контакты (D-SUB)
Pin коннекторы имеют очень высокое качество и стоимость. Доступны в конфигурациях «мама» и «папа». Используются в модульных вилках и розетках высокой плотности. Профиль обжима обычно квадратный. Из-за небольшого размера этих разъемов на обжимных инструментах (кримперах) обычно предусмотрены специальные держатели для закрепления разъема.
Штыревые Turned Pin / D-Sub контакты
Профиль обжима
Инструмент для обжима Turned Pin и D-SUB контактов (кримперы и пресс-клещи)
8. Коаксиальные разъёмы под опрессовку BNC, TNC, SMA, SMB, SMC, FКоаксиальный радиочастотный разъём (RF-разъём, Radio frequency connector) — предназначенный для соединения коаксиального кабеля с оборудованием и для соединения двух коаксиальных кабелей вместе. Соединители бывают двух видов: вилки (штыревая часть, «папа») и розетки (гнездовая часть, «мама»). Для коаксиальных разъемов обычно требуется два обжима, один на центральном штыре, а другой — на оплеточной втулке.
BNC коннектор (Bayonet Neill-Concelman)
Наиболее распространенный, широко используется в видео- и радиочастотных (RF) приложениях для сетей 2,4 ГГц,
10BASE2 Ethernet, кабельных соединениях, сетевых картах и измерительных приборах. Коннекторы BNC устанавливаются на коаксиальный кабель диаметром до 8 мм (RG59, RG58, RG-6, RG-51).
Обжимные коаксиальные коннекторы типа BNC
TNC коннектор (Threaded Neill-Concelman)
Версия BNC коннектора с резьбовым соединением. Работает на частотах до 12 ГГц. Используется в антеннах.
Обжимные коаксиальные коннекторы типа TNC
SMA коннектор (Sub-miniature version A)
Один из наиболее распространенных радиочастотных / микроволновых разъемов. Работает до 12,4 ГГц, а возможно и до 18 или 24 ГГц. Используется в авионике, радиолокации и микроволновой связи. Вилка (разъём типа «папа») имеет шестигранную гайку 7.925 мм, внутреннюю резьбу и выступающий контакт. Разъёмы SMA рассчитаны на 500 циклов подключения/отключения при условии правильной затяжки гайки. Для правильной затяжки требуется динамометрический ключ (0.3-0.6 Н•м для медных разъёмов и 0.8-1 Н•м для стальных).
Обжимные коаксиальные коннекторы типа SMA
SMB коннектор (Sub-miniature version B)
Это уменьшенная версия SMC также они меньше чем SMA. Имеет защелкивающуюся муфту. Предназначен для частот от 2–4 ГГц, но может работать до 10 ГГц. SMB устанавливаются на кабели: 3 мм / 1.7 мм (внешний / внутренний диаметр) и 2.2 мм / 1.0 мм (внешний / внутренний диаметр).
Имеет защелкивающуюся муфту. Предназначен для частот от 2–4 ГГц, но может работать до 10 ГГц. SMB устанавливаются на кабели: 3 мм / 1.7 мм (внешний / внутренний диаметр) и 2.2 мм / 1.0 мм (внешний / внутренний диаметр).
Обжимные коаксиальные коннекторы типа SMB
SMC коннектор (Sub-miniature version C)
Представляет собой небольшую винтовую версию SMA. Используется до 10 ГГц, в основном в микроволновых средах. Фиксируется с помощью резьбы. На разъёмы может быть нанесён слой золота, никеля, серебра или других металлов. Применяются для соединения Wi-Fi оборудования с антеннами и в СВЧ-устройствах с повышенными требованиями к защите от вибраций. Диаметр совместимого коаксиального кабеля: от 2 мм до 3 мм.
Обжимные коаксиальные коннекторы типа SMC
F — коннектор
Разработан для телевизионного оборудования. Самый дешёвый соединитель для высоких частот на сегодняшний день. Рабочая частота до 2150 МГц. Соединители F-типа, обычно, устанавливаются на коаксиальный кабель диаметром до 7 мм. В соединителях для кабеля диаметром до 11 мм используются специальная вставка и насадка на центральную жилу.
Соединители F-типа, обычно, устанавливаются на коаксиальный кабель диаметром до 7 мм. В соединителях для кабеля диаметром до 11 мм используются специальная вставка и насадка на центральную жилу.
Обжимные коаксиальные коннекторы F-типа
Профили обжима
Инструмент для обжима коаксиальных коннекторов BNC, TNC, SMA, SMB, SMC, F (кримперы и пресс-клещи)
Инструмент для напрессовки BNC/RCA/F коннекторов на коаксиальный кабель
Коаксиальные кабели и их характеристики
| Марка кабеля | Диаметр кабеля, мм |
Сопротивление волновое, Ом |
Ёмкость погонная, пФ/м |
| RG-S | 8.4 | 52.5 | 93.5 |
| RG-SB | 8. 4 4 |
50 | 96.78 |
| RG-6A | 8.4 | 75 | 65.62 |
| RG-8A | 10.3 | 50 | 100.07 |
| RG-9 | 10.7 | 51 | 98.42 |
| RG-9B | 10.8 | 50 | 100.07 |
| RG-10A | 12.1 | 50 | 100.07 |
| RG-11A | 10.3 | 75 | 67.26 |
| RG-12A | 12.1 | 75 | 67.26 |
| RG-13A | 10.8 | 75 | 67.26 |
| RG-14A | 13.8 | 50 | 98.42 |
| RG-16 | 16 | 52 | 96. 78 78 |
| RG-17A | 23 | 50 | 98.42 |
| RG-18A | 24 | 50 | 100.07 |
| RG-19A | 28.4 | 50 | 100.07 |
| RG-20A | 30.4 | 50 | 100.07 |
| RG-21A | 8.4 | 50 | 98.42 |
| RG-29 | 4.7 | 53.5 | 93.5 |
| RG-34A | 16 | 75 | 67.26 |
| RG-34B | 16 | 75 | 70.54 |
| RG-3SA | 24 | 74 | 67.26 |
| RG-54A | 6.4 | 58 | 86.94 |
| RG-5SA | 5. 5 5 |
50 | 96.78 |
| RG-55B | 5.2 | 53 | 93.5 |
| RG-S8 | 5 | 53.5 | 93.5 |
| RG-58C | 5 | 50 | 98.42 |
| RG-59A | 6.1 | 75 | 67.26 |
| RG-S9B | 6.1 | 75 | 68.9 |
| RG-62A | 6.1 | 93 | 44.29 |
| RG-74A | 15.6 | 50 | 98.42 |
| RG-83 | 10.3 | 35 | 144.36 |
| RG-213 | 10.3 | 50 | 96.78 |
| RG-218 | 23 | 50 | 96.78 |
| RG-220 | 28. 4 4 |
50 | 96.78 |
Правильный обжим волоконно оптического соединителя обеспечивает передачу растягивающего усилия на разъём, а не на стекловолокно. В процессе обжима участвуют тело оптического коннектора, металлическая обжимная гильза и арамидная нить (также известная как Kevlar®), которая является упрочняющим элементом кабеля. Кримперы для обжима делятся на два основных типа: первый — для коннекторов FC, SC, ST и второй — для LC соединителей.
Клеевые оптические коннекторы под опрессовку
Профиль обжима
Инструмент для обжима оптических коннекторов (кримперы и пресс-клещи)
10. Модульные вилки для интерфейсов RJ45, RJ11, RJ14, RJ25
Registered Jack (RJ) — стандартизированный физический сетевой интерфейс включающий штекер «вилку» и порт «розетку». Применяется для соединения телекоммуникационного оборудования. Хотя передний край этих разъемов в значительной степени стандартизирован международными спецификациями, само тело коннекторов разных производителей может отличатся. Эти разъемы, на самом, деле не являются обжимными, а представляют собой коннекторы типа IDC (Insulation Displacement Connectors). IDC разъемы имеют острые контакты-штыри, которые при пробивании провода счищают изоляцию и контактируют с проводником.
Хотя передний край этих разъемов в значительной степени стандартизирован международными спецификациями, само тело коннекторов разных производителей может отличатся. Эти разъемы, на самом, деле не являются обжимными, а представляют собой коннекторы типа IDC (Insulation Displacement Connectors). IDC разъемы имеют острые контакты-штыри, которые при пробивании провода счищают изоляцию и контактируют с проводником.
Модульные коннекторы RJ9, RJ11/RJ12*, RJ45*
Стандарты и слэнговые названия коннекторов RJ:
| Стандарт | Коннектор | Использование |
|---|---|---|
| RJ9* | 4P4C (4P2C) | Применяется для подключения телефонных трубок к аппарату. Ширина 7.5 мм |
| RJ11 | 6P2C | Применяется для подключения двухпроводных телефонов. |
| RJ12* | 6P6C | Предназначен для подключения шестипроводных телефонных аппаратов |
| RJ14 | 6P4C | Предназначен для подключения четырёхпроводных телефонных аппаратов |
| RJ22* | 4P4C (4P2C) | Применяется для подключения телефонных трубок к аппарату. Ширина 7.5 мм Ширина 7.5 мм |
| RJ25 | 6P6C | Предназначен для подключения шестипроводных телефонных аппаратов |
| RJ45* | 8P8C | Используется для построения локально вычислительных сетей (ЛВС) |
| RJ45S | 8P4C с ключом | Используется для подключения модемов. |
P — количество мест для проводников.
С — количество проводников в разъёме.
* Стандарта RJ-9 не существует, это общепринятое название разъёмов 4P4C и 4P2C
* Стандарта RJ-12 не существует, это общепринятое название стандарта RJ-25 (6P6C)
* Стандарта RJ-22 не существует, это общепринятое название разъёмов 4P4C и 4P2C
* Стандарта RJ-45 не существует, это общепринятое название восьмипроводного разъёма 8P8C
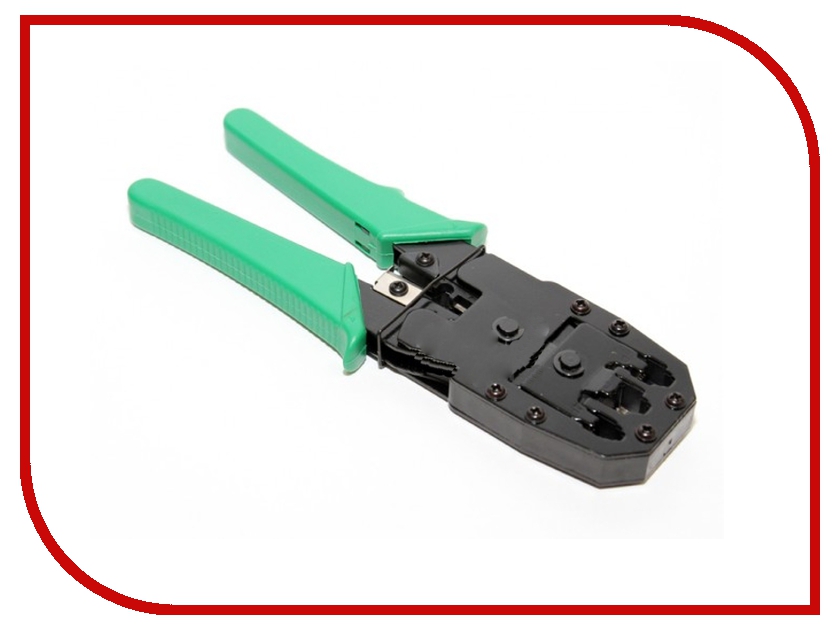
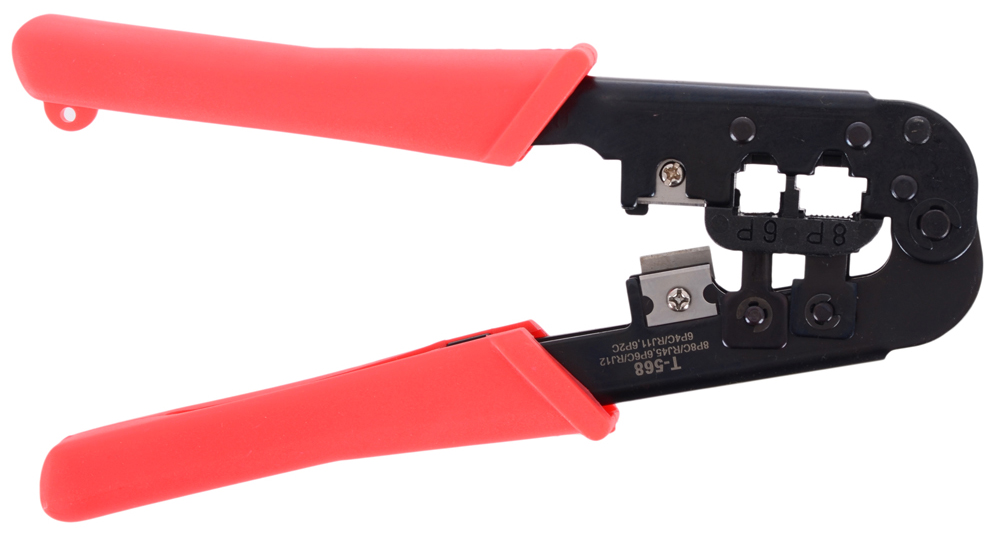
Инструмент для обжима модульных коннекторов RJ (кримпер и пресс-клещи)
11.
 Универсальный кримпер и сменные матрицы для обжима
Универсальный кримпер и сменные матрицы для обжима12. Площадь поперечного сечения провода (ППС)
Для качественной установки наконечника провод должен быть нужного типа и сечения, также важно его правильно подготовить. Заявленное и фактическое поперечное сечение проводника не всегда одинаковы! Номинальная площадь поперечного сечения (ППС) имеет мало отношения к фактической ППС. Это потому, что указываемое сечение (например 0.75 мм2, 1.5 мм2, 2.5 мм2 и др.) основано на проводимости стандартного медного проводника этого сечения, но тот же провод с медью высокой проводимости будет иметь меньшую ППС. Кроме того и наружный диаметр провода в изоляции может сильно отличаться.
Пример: Заявленное сечение провода в примерах A, B, C, D = 18 AWG (0.8 мм2). При этом мы наблюдаем следующее:
- Площадь поперечного сечения проводника B и C на 18% больше, чем у A
- Эффективный наружный диаметр проводников D на 38% больше, чем у A
- Наружный диаметр B в 2 раза больше диаметра C.
Перевод AWG в мм и мм
2|
AWG |
Диаметр (D), мм |
Сечение (S), мм2 |
Соответствие ГОСТ, мм2 |
Сопротивление (R), Ом/км |
|
1 |
7,348 |
42,4 |
0,4066 |
|
|
2 |
6,544 |
33,6 |
35 |
0,5127 |
|
3 |
5,827 |
26,7 |
25 |
0,6465 |
|
4 |
5,189 |
21,2 |
0,8152 |
|
|
5 |
4,621 |
16,8 |
16 |
1,028 |
|
6 |
4,115 |
13,3 |
1,296 |
|
|
7 |
3,665 |
10,5 |
10 |
1,634 |
|
8 |
3,264 |
8,37 |
2,061 |
|
|
9 |
2,906 |
6,63 |
6 |
2,599 |
|
10 |
2,588 |
5,26 |
3,277 |
|
|
11 |
2,305 |
4,17 |
4 |
4,132 |
|
12 |
2,053 |
3,31 |
5,211 |
|
|
13 |
1,828 |
2,62 |
2,5 |
6,571 |
|
14 |
1,628 |
2,08 |
8,286 |
|
|
15 |
1,45 |
1,65 |
1,5 |
10,45 |
|
16 |
1,291 |
1,31 |
13,17 |
|
|
17 |
1,15 |
1,04 |
1 |
16,61 |
|
18 |
1,024 |
0,823 |
0,75 |
20,95 |
|
19 |
0,912 |
0,653 |
26,42 |
|
|
20 |
0,812 |
0,518 |
0,5 |
33,31 |
|
21 |
0,723 |
0,41 |
42 |
|
|
22 |
0,644 |
0,326 |
0,32 |
52,96 |
|
23 |
0,573 |
0,258 |
0,25 |
66,79 |
|
24 |
0,511 |
0,205 |
0,2 |
84,22 |
|
25 |
0,455 |
0,162 |
106,2 |
|
|
26 |
0,405 |
0,129 |
0,14 |
133,9 |
|
27 |
0,361 |
0,102 |
0,1 |
168,9 |
|
28 |
0,321 |
0,081 |
212,9 |
|
|
29 |
0,286 |
0,0642 |
268,5 |
|
|
30 |
0,255 |
0,0509 |
0,05 |
338,6 |
|
31 |
0,227 |
0,0404 |
426,9 |
|
|
32 |
0,202 |
0,032 |
538,3 |
|
|
33 |
0,18 |
0,0254 |
678,8 |
|
|
34 |
0,16 |
0,0201 |
856 |
|
|
35 |
0,143 |
0,016 |
1079 |
|
|
36 |
0,127 |
0,0127 |
1361 |
|
|
37 |
0,113 |
0,01 |
1716 |
|
|
38 |
0,101 |
0,00797 |
2164 |
|
|
39 |
0,0897 |
0,00632 |
2729 |
|
|
40 |
0,0799 |
0,00501 |
3441 |
Клещи обжимные – что это такое, их разновидности и применение
Залогом любого качественного электрического соединения является площадь соприкосновения проводов – чем она больше, тем надежнее контакт. Разумеется, все это подбирается относительно сечения соединяемых проводов, поэтому здесь главное обойтись без фанатизма. Если первые соединения такого типа представляли собой длинные скрутки, обжатые плоскогубцами, то сейчас это ровные провода, которые клещи обжимные скрепляют между собой внутри специальной опрессовочной втулки. Минус такого способа соединения в необходимости иметь инструмент для обжима и расходники в виде втулок или наконечников, но это полностью компенсируется увеличением скорости работы и улучшением ее качества.
Разумеется, все это подбирается относительно сечения соединяемых проводов, поэтому здесь главное обойтись без фанатизма. Если первые соединения такого типа представляли собой длинные скрутки, обжатые плоскогубцами, то сейчас это ровные провода, которые клещи обжимные скрепляют между собой внутри специальной опрессовочной втулки. Минус такого способа соединения в необходимости иметь инструмент для обжима и расходники в виде втулок или наконечников, но это полностью компенсируется увеличением скорости работы и улучшением ее качества.
Где используются обжимные клещи
Независимо от размера кримпера, у него есть только два основных способа применения – подготовка токоведущих жил для закрепления их в клеммах розеток, выключателей и прочих электроприборов, а также соединение нескольких проводов между собой.
В первом случае опрессовка оправдана, если используются многожильные провода. Если их зажать в клеммы контактов без подготовки, то со временем под действием электрического тока (он создает микровибрацию) жилки «утрясутся», между ними появится свободное пространство и контакт в целом ослабеет.
Это одна из причин, по которой для прокладки силовой электропроводки советуют использование одножильных проводов, но с распространением устройств для обжима наконечников проводов эта рекомендация потеряла смысл.
Также опрессовка используется при работе с кабелями большого сечения – она применялась даже задолго до появления «бытовых» устройств. Правда качественное соединение возможно получить только используя специальный пресс для обжима кабельных наконечников, который и сейчас далеко не карманных размеров. Чтобы создать необходимое усилие, в таких устройствах используется принцип домкрата или отдельный гидравлический привод – силы человека, даже приложенной через обычный рычаг, чтобы качественно обжать толстый кабель, недостаточно. Пример такого устройства на видео:
Полезной будет обжимка и при необходимости соединить два и больше проводов.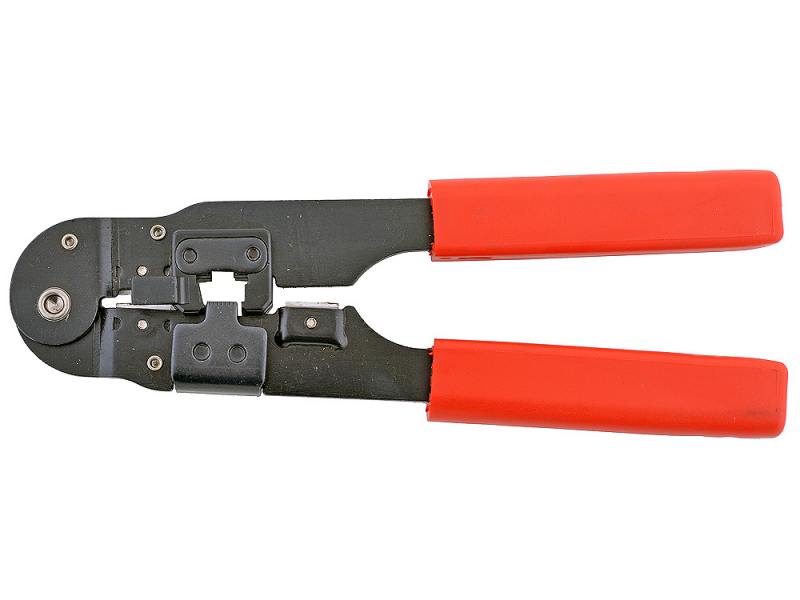 В таком случае они собираются вместе, на них надевается втулка и обжимается. При этом провода могут быть вставляться во втулку как с одной, так и с двух сторон: в первом случае получается подобие скрутки, а во втором – муфты.
В таком случае они собираются вместе, на них надевается втулка и обжимается. При этом провода могут быть вставляться во втулку как с одной, так и с двух сторон: в первом случае получается подобие скрутки, а во втором – муфты.
Преимущество такого вида крепления в том, что после опрессовки внутрь гильзы не проникает воздух – по сути получается герметичное соединение. Это позволяет соединять таким способом даже медные и алюминиевые провода, контакт между которыми в обычных условиях со временем окисляется.
Разновидности обжимных клещей
Конструкционно клещи для обжима делятся на два основных типа – действующие по принципу пасатижей или диафрагменные.
Первые из них более распространенные – они выполняют сдавливание только с двух сторон, но в отличие от пасатажей имеют в губках вырезы специальной формы, которые работают в качестве направляющих. Это позволяет выполнять качественное крепление на жиле провода наконечников, основание которых в сечении имеет «П»-образную форму.
На видео различные виды инструмента для обжима проводов:
Преимущество таких устройств, выполняющих обжим жил проводов в их относительной универсальности – к наконечниками ими можно «подобраться» с любой стороны. Главный недостаток кроется в необходимости иметь «на подхвате» несколько таких клещей, так как на губках обычно помещаются вырезы для 3-4 размеров гильз. Как вариант можно приобрести универсальный кримпер для обжима со сменными матрицами, которые крепятся на специальной кассете. При необходимости поработать с другими видами наконечников, старые защелкиваются в кассете и на их место выбираются подходящие.
Диафрагменные устройства могут обжимать гильзы с четырех или шести сторон – в зависимости от механизма диафрагмы. За счет полного обхвата ими выполняется более качественный и плотный обжим конца кабеля, а также устройство автоматически подстраивается под любую толщину гильзы.
Перед выбором такого инструмента надо учитывать его главный недостаток – опрессовать можно только гильзу, в которую провода вставлены с одной стороны – в противном случае клещи останутся на проводе, так как их головка замкнута.
Несколько отдельной категорией идут кримперы, что выполняют обжим компьютерного кабеля типа «витая пара» и ему подобных. Принцип действия такого инструмента такой же, как и двухгубочных клещей, но вместо железных или медных втулок, их матрицы «заточены» для работы со штекерами для компьютеров или телефонов. Здесь производится не обжим как таковой, а смещение контактов, которые прорезают изоляцию проводов и плотно прижимаются к их жилам.
Как работать с обжимными клещами – важные нюансы
Сам процесс обжимания проводов интуитивно понятен – гильза или наконечник надевается на провод(а), к ней подводится матрица клещей, смыкаются ручки инструмента и контакт готов. На практике же чаще всего «первый блин», а то и несколько, получаются «комом», причем практически в прямом смысле – соединения могут быть далекими от идеала. Также бывали случаи, когда в с виду хорошо обжатом проводе со временем ухудшался контакт.
Также бывали случаи, когда в с виду хорошо обжатом проводе со временем ухудшался контакт.
Если не выдерживается форма клемм
В первом случае виноваты настройки силы сдавливания частей матрицы, которые могут быть различные как для отдельных проводов, так и самих наконечников. Из-за этого профессионалы предпочитают иметь хотя бы два инструмента, чтобы не перенастраивать пружину для работы с другими проводами или гильзами.
Еще на качество работы влияет материал, из которых сделаны гильзы и их толщина. Обжимка для плотных клемм всегда выполняется гораздо проще и они впоследствии лучше держат форму, чем те, что сделаны из мягких материалов.
Правильное ориентирование наконечников с «П»-образным сечением – это хоть и лежащее на поверхности, но часто игнорируемое требование, а ведь перекос деталей в любом механизме далеко не всегда попадает в зону разрешенной погрешности.
Скручивание многопроволочных жил перед обжимкой
Для каждого опытного электрика, который начинал со скруток и пайки проводов, это движение скорее всего уже является рефлексом, но когда выполняется обжимка для многопроволочных наконечников, то от него надо избавляться. Справедливость этого утверждения можно проверить простым опытом – взять пару одножильных однопроволочных проводов, расположить их крест-накрест и сжать плоскогубцами. В некоторых случаях деформируются обе проволочки, а иногда и только одна, но при этом она практически полностью будет перебита и станет болтаться на тоненьком перешейке. Разумеется, проводимость этой жилки значительно уменьшится.
Справедливость этого утверждения можно проверить простым опытом – взять пару одножильных однопроволочных проводов, расположить их крест-накрест и сжать плоскогубцами. В некоторых случаях деформируются обе проволочки, а иногда и только одна, но при этом она практически полностью будет перебита и станет болтаться на тоненьком перешейке. Разумеется, проводимость этой жилки значительно уменьшится.
Если же проволочки не будут скручиваться, то при опрессовке наконечника они окажутся расположенными параллельно друг другу и при деформации они просто заполнят все пустоты, не передавливая друг друга.
Нюансы гильзования проводов на видео:
Цветовая маркировка гильз и матриц
Различные размеры гильз некоторые производители помечают отдельными цветами и такие же метки наносят на матрицы клещей.
Надо помнить, что единой системы для этого еще не разработано, поэтому если приобретать гильзы ориентируясь только на цвет, то можно получить не совсем подходящие расходники.

Как итог – что выбирать
Обжимные клещи очень подвержены правилу, которое гласит, что для каждой работы нужен свой инструмент, только здесь все немного сложнее, так как отдельное устройство по большому счету нужно для каждого типа используемых проводов, если нет желания возиться с регулировкой усилия пружин. Поэтому, какой конкретно нужен инструмент и в каком количестве, можно решить только исходя из каждодневных рабочих задач.
Электроника НТБ — научно-технический журнал — Электроника НТБ
В любом радиоэлектронном оборудовании обязательно применяются или жгуты проводов, или соединительные перемычки проводов. Наиболее простой и доступный способ соединения проводов с другими элементами – метод холодного обжима. Этот метод соединения гораздо экономичнее и качественнее паяного соединения. Для опрессовки контактов применяются полуавтоматические прессы и аппликаторы. Но сегодня на российском рынке не много фирм, которые могут их предложить. Одна из них – фирма ООО «Совтест АТЕ» (Курск).
Самый простой и доступный инструмент для холодного обжима – ручной. Его применяют, когда нужно обжимать небольшое число контактов и не требуется высокой производительности.
 Номенклатура контактов очень широка – контакты с изоляцией и без изоляции, контакты, которые обжимаются только на жилу, и контакты обжимаемые на жилу и на изоляцию (рис.1). Потому очень важно выбрать обжимной инструмент, который соответствует данному типу контакта. Кроме того, нужно учитывать, что каждый контакт может обжиматься на некоторый диапазон сечений провода, поэтому при выборе инструмента важно убедиться, что он позволит производить обжимку именно на то сечение провода, которое применяется. Современный инструмент, как правило, имеет три посадочных места, что позволяет производить обжимку на разные сечения. При этом всегда нужно помнить, что выбирая ручную опрессовку, потребитель получает низкую производительность, низкое качество и зависит от квалификации оператора. В серийном производстве для опрессовки контактов применяются стандартные полуавтоматические прессы различных производителей. На любые их них можно устанавливать универсальные аппликаторы. Стандарт на эти прессы разработан многими фирмами по подобию стандарта AMP (ход штока пресса 40 мм, высота нижней мертвой точки штока 135,78 мм).
Номенклатура контактов очень широка – контакты с изоляцией и без изоляции, контакты, которые обжимаются только на жилу, и контакты обжимаемые на жилу и на изоляцию (рис.1). Потому очень важно выбрать обжимной инструмент, который соответствует данному типу контакта. Кроме того, нужно учитывать, что каждый контакт может обжиматься на некоторый диапазон сечений провода, поэтому при выборе инструмента важно убедиться, что он позволит производить обжимку именно на то сечение провода, которое применяется. Современный инструмент, как правило, имеет три посадочных места, что позволяет производить обжимку на разные сечения. При этом всегда нужно помнить, что выбирая ручную опрессовку, потребитель получает низкую производительность, низкое качество и зависит от квалификации оператора. В серийном производстве для опрессовки контактов применяются стандартные полуавтоматические прессы различных производителей. На любые их них можно устанавливать универсальные аппликаторы. Стандарт на эти прессы разработан многими фирмами по подобию стандарта AMP (ход штока пресса 40 мм, высота нижней мертвой точки штока 135,78 мм). Преимущества опрессовки контактов на прессах – это, во-первых, высокая производительность, во-вторых, высокое качество и меньшее влияние человеческого фактора. Пресс с правильно изготовленным аппликатором всегда обеспечивает одинаковое усилие опрессовки. Оператор же, используя ручной инструмент, может приложить недостаточное усилие, и контакт не выдержит испытаний или отвалится при эксплуатации. Пресс с рабочим аппликатором позволяет значительно снизить процент брака. Поэтому при изготовлении даже небольших серий изделий, использующих обжатые соединения, к которым предъявляются требования высокого качества, следует использовать полуавтоматический процесс.
Преимущества опрессовки контактов на прессах – это, во-первых, высокая производительность, во-вторых, высокое качество и меньшее влияние человеческого фактора. Пресс с правильно изготовленным аппликатором всегда обеспечивает одинаковое усилие опрессовки. Оператор же, используя ручной инструмент, может приложить недостаточное усилие, и контакт не выдержит испытаний или отвалится при эксплуатации. Пресс с рабочим аппликатором позволяет значительно снизить процент брака. Поэтому при изготовлении даже небольших серий изделий, использующих обжатые соединения, к которым предъявляются требования высокого качества, следует использовать полуавтоматический процесс.Сам процесс обжимки на полуавтоматическом прессе занимает в среднем 0,4 с. Оператор подает провод, правильно позиционирует его и нажатием педали производит опрессовку. Отметим, что при правильном выборе пресса его усилие обеспечит опрессовку нужного типа контактов на провод. Основными критериями выбора в этом случае служат толщина материала контакта и сечение провода, на который производится опрессовка.
 Как правило, для изделий радиоэлектронной промышленности достаточно однотонного пресса. Сечение обжимаемых проводов при этом – не более 3 мм2. Для автомобильной промышленности больше подходят двухтонные прессы, которые позволяют производить опрессовку на провода сечениями до 6 мм2. Зачастую нужно обжимать контакты и на большие сечения провода, и в этих случаях особенно важно правильно выбрать пресс.
Как правило, для изделий радиоэлектронной промышленности достаточно однотонного пресса. Сечение обжимаемых проводов при этом – не более 3 мм2. Для автомобильной промышленности больше подходят двухтонные прессы, которые позволяют производить опрессовку на провода сечениями до 6 мм2. Зачастую нужно обжимать контакты и на большие сечения провода, и в этих случаях особенно важно правильно выбрать пресс.Однако следует помнить, что правильно выбранный пресс – это только часть решения проблемы, так как сам пресс только создает усилие, необходимое для опрессовки контакта на провод. Непосредственно опрессовку производит специальный аппликатор (рис.2). Именно аппликатор подает контакт с катушки, вырубает контакт из ленты и правильно обжимает лепестки контакта на жилу и на изоляцию. Аппликатор специально изготавливается под конкретный контакт. Поскольку многие известные производители, такие как AMP, Molex, JST и другие, имеют заводы во всех частях света, контакты даже одной марки могут несколько различаться.
 Для полного соответствия аппликатора контакту производители качественных аппликаторов просят предоставлять образцы контактов. Тогда производитель сможет гарантировать качество обжима. Но если потребителю попадутся контакты той же марки, но другого завода, беспокоиться не стоит. Каждый аппликатор обязательно должен иметь раздельную регулировку усилия обжимки на жилу и на изоляцию, что позволяет произвести необходимые подстройки самостоятельно.
Для полного соответствия аппликатора контакту производители качественных аппликаторов просят предоставлять образцы контактов. Тогда производитель сможет гарантировать качество обжима. Но если потребителю попадутся контакты той же марки, но другого завода, беспокоиться не стоит. Каждый аппликатор обязательно должен иметь раздельную регулировку усилия обжимки на жилу и на изоляцию, что позволяет произвести необходимые подстройки самостоятельно.При выборе пресса и аппликатора необходимо уточнить стандарт аппликатора. Сегодня многие производители контактов, особенно из Юго-Восточной Азии, производят прессы и аппликаторы по своим стандартам. Многие из этих аппликаторов подходят только к прессам их производителей. Поэтому, приобретя пресс такого производителя, потребитель должен быть готов к тому, что будет привязан к данному производителю контактов. Поскольку этот производитель никогда не изготовит аппликаторы по образцам другого производителя контактов, соответственно аппликаторы другого производителя не подойдут к прессу, который уже имеется у потребителя, и необходимо будет приобретать новый пресс.
 Следовательно, планируя применять контакты разных производителей, обязательно нужно иметь универсальный пресс.
Следовательно, планируя применять контакты разных производителей, обязательно нужно иметь универсальный пресс.На сегодняшний день используются прессы, к которым подходят универсальные аппликаторы любых производителей, придерживающихся стандарта AMP. Приобретя такой пресс, потребитель не будет привязан к конкретному производителю контактов и всегда сможет заказать аппликатор для нужного контакта. Практика показывает, что ориентироваться на одного производителя контактов нельзя, и одно из требований ИСО9001:2000 – обязательно иметь несколько альтернативных поставщиков. Соответственно необходимо и выбирать пресс, к которому подходят универсальные стандартные аппликаторы. Конечно, нужно понимать, что даже самый лучший пресс не предотвратит выпуска бракованной продукции, если попадется помятый контакт или по другой причине, связанной с браком провода или контакта. Для полного предотвращения брака следует использовать монитор контроля качества опрессовки, т.е. перед покупкой пресса необходимо узнать, имеется ли возможность установить на него такой монитор.
 Устанавливается он своими силами или на заводе-производителе пресса. Необходимо также заранее знать, какие нужно внести изменения в пресс при последующей установке монитора контроля качества опрессовки.
Устанавливается он своими силами или на заводе-производителе пресса. Необходимо также заранее знать, какие нужно внести изменения в пресс при последующей установке монитора контроля качества опрессовки.Поскольку объемы изготавливаемых жгутов и перемычек, армированных наконечником, непрерывно растут, соответствующее оборудование постоянно совершенствуется. Для повышения его производительности и качества опрессовываемых изделий активно применяются прессы с функцией зачистки. Их преимущества в следующем. При работе на обычном прессе оператор должен подать предварительно зачищенный провод, правильно позиционировать его в контакте и нажать педаль. На все это тратится время, и нет гарантии, что позиционирование осуществлено правильно, так как в данном случае действует человеческий фактор. При использовании же прессов с функцией зачистки влияние человеческого фактора минимизировано. Оператор подает незачищенный провод, край провода касается сенсора, и запускает процесс. Провод фиксируется специальными захватывающими губками, производится его зачистка на нужную длину и после отвода ножей происходит опрессовка контакта.

При выборе пресса с функцией зачистки учитываются те же требования, что и для обычного пресса, однако дополнительно необходимо уточнить, не перемещается ли провод во время зачистки и опрессовки. В этом случае все преимущества пресса с функцией зачистки перед обычным прессом теряются.
Особое внимание следует обратить на программируемый пресс с функцией зачистки модели StripCrimper 750 фирмы Schleuniger AG (рис.3). Сегодня – это единственный программируемый пресс с функцией зачистки. Важнейшее его преимущество в том, что в программе сохраняются все настройки. Предусмотрена также возможность подключения компьютера и сохранения резервной копии программ на жестком диске. Достаточно один раз произвести настройки на все типы контактов и сохранить данные программы. При переходе на новый контакт необходимо только поменять аппликатор, и в результате не теряется время на перенастройку параметров зачистки и опрессовки. Тем самым экономятся и материалы, поскольку при перенастройке всегда происходит расход контактов и провода для достижения необходимого качества обжима.
 Также отметим, что хотя новый оператор пресса подстраивает его под себя, все индивидуальные настройки могут быть сохранены раз и навсегда. Доступ к программированию можно ограничить паролем, и тогда оператор не сможет случайно изменить параметры. На таком оборудовании способен работать менее квалифицированный специалист.
Также отметим, что хотя новый оператор пресса подстраивает его под себя, все индивидуальные настройки могут быть сохранены раз и навсегда. Доступ к программированию можно ограничить паролем, и тогда оператор не сможет случайно изменить параметры. На таком оборудовании способен работать менее квалифицированный специалист.Еще одно значительное преимущество модели StripCrimper 750 – возможность обратного хода (отведения ножей при зачистке). После надрезания изоляции ножи немного разводятся, предотвращая тем самым царапание жилы. Эта особенность также позволяет удалять трудноснимаемую изоляцию, которую нельзя снять на обычных машинках для зачистки. Отметим, что при опрессовке некоторых контактов требуется соблюдение точной длины зачистки. Если провод обрезан даже под небольшим углом, характеристики такого соединения в значительной степени меняются. В этом случае приходит на помощь специальная функция, которая обеспечивает ровный срез практически под углом 90°. Провод зачищается на один-два миллиметра больше, чем требуется, изоляция стягивается и в конце отрезается лишняя длина жилы.
 Таким образом достигается точная длина зачистки провода. Сравним комплект – машинка для зачистки провода и пресс – с прессом с функцией зачистки. Во втором случае достаточно одного рабочего места и одного оператора, что экономит и рабочую площадь, и заработную плату. Время зачистки провода на машинке составляет около 0,7 с, время опрессовки около 0,4 с. Время зачистки и опрессовки на прессе с функцией зачистки составляет около 1,1 с. На первый взгляд, время одинаковое. Но это чистое время работы оборудования, реально же при раздельной зачистке и опрессовке тратится больше времени на подачу провода, и получается около 2,9 с, а при работе на прессе с функцией зачистки – около 1,9 с. Таким образом, работа на прессе с функцией зачистки гораздо производительнее.
Таким образом достигается точная длина зачистки провода. Сравним комплект – машинка для зачистки провода и пресс – с прессом с функцией зачистки. Во втором случае достаточно одного рабочего места и одного оператора, что экономит и рабочую площадь, и заработную плату. Время зачистки провода на машинке составляет около 0,7 с, время опрессовки около 0,4 с. Время зачистки и опрессовки на прессе с функцией зачистки составляет около 1,1 с. На первый взгляд, время одинаковое. Но это чистое время работы оборудования, реально же при раздельной зачистке и опрессовке тратится больше времени на подачу провода, и получается около 2,9 с, а при работе на прессе с функцией зачистки – около 1,9 с. Таким образом, работа на прессе с функцией зачистки гораздо производительнее.Фирма Schleuniger AG разработала специальную технологию, позволяющую обрабатывать одновременно два провода. Модель StripCrimper 750 обеспечивает подачу сразу двух незачищенных проводов, специальные ножи зачищают их одновременно, затем производится обжимка проводов в один контакт.
 Единственное ограничение состоит в том, что провода будут располагаться один над другим.
Единственное ограничение состоит в том, что провода будут располагаться один над другим.Специальная технология разработана для обработки проводов ПВС-2, ШВВП-2 и ABS. Два незачищенных провода одновременно подаются в StripCrimper 750, производится их зачистка и опрессовка двух контактов на каждый провод. Таким образом, зачистка и опрессовка двух проводов производятся одновременно. Данную технологию можно применять и к обычным проводам. Как видно, в этом случае производительность увеличивается еще в два раза. Естественно, для решения этой задачи изготавливается специальный аппликатор с двумя обжимными инструментами. Данная технология применима к контактам с боковой подачей. С StripCrimper 750 можно применять монитор контроля качества опрессовки, который контролирует процесс опрессовки в соответствии с требованиями ИСО9001:2000. Происходит контроль процесса и накопление статистических данных, затем эти данные можно распечатывать. Если жгуты проводов – конечный продукт, то в подтверждение его качества можно распечатывать и прилагать статистические данные опрессовки.
Три способа снижения термоэлектрического напряжения
При подсоединении вольтметра к схеме с низким импедансом прибор должен показывать ноль. Однако термоэлектрическое напряжение создает нежелательные сигналы, оказывающие отрицательное воздействие на измерения напряжения низкого уровня и сопротивления, которые проводятся на мостовых схемах, реле и соединителях. Термоэлектрическое напряжение возникает, когда разные части схемы находятся при различных температурах или когда соединение проводников сделано из различных материалов. Это напряжение можно минимизировать следующими способами:
· поддерживать соединения при одинаковой температуре. Испытуемую схему следует удалить от чрезмерно нагревающих или охлаждающих систем. Упаковка схемы в изолирующий материал может снизить воздействия нестабильных или различных температур;
· не создавать в исследуемой схеме избыточный ток. Такой ток может привести к саморазогреву компонентов схемы и повышению температуры по всей схеме. Возникающая разность температур будет вызывать нежелательное термоэлектрическое напряжение;
· использовать один и тот же материал для всех проводников. Соединения, выполненные холодным обжимом медных контактов или выводов на медный проводник, генерируют минимальное термоэлектрическое напряжение. Соединения должны быть чистыми и не содержать оксидов. Коэффициент термоэдс для соединения медь–медь менее 0,2 мкВ/ОС, в то время как для соединения медь–оксид меди может достигать 1000 мкВ/ОС.
Соединения, выполненные холодным обжимом медных контактов или выводов на медный проводник, генерируют минимальное термоэлектрическое напряжение. Соединения должны быть чистыми и не содержать оксидов. Коэффициент термоэдс для соединения медь–медь менее 0,2 мкВ/ОС, в то время как для соединения медь–оксид меди может достигать 1000 мкВ/ОС.
Если эти превентивные меры не устраняют ошибок, вызываемых термонапряжением, то к исследуемой схеме приходится прикладывать напряжение смещения, которое устраняет ошибки сдвига.
НОВЫЕ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Осциллограф с полосой частот 2 ГГц. Четырехканальный стробоскопический осциллограф Infiniium 54852A фирмы Agilent Technologies работает со скоростью 10 Гвыборок/с. При использовании всех четырех каналов частота выборки не снижается. При полной скорости можно сохранить на каждом канале 2 Мвыборки, а при скорости 2 Гвыборки/с можно сохранить до 32 Мвыборок/канал. В случае применения дифференциального зонда 1130 и интерфейса E2683A USB 2. 0 осциллограф служит как совместимая с USB 2.0 тестирующая система, способная выполнять контроль шумов мерцания. Базовая цена 54852A – около 26 тыс. долл., зонда 1130–3195 долл., E2683A USB 2.0 – 2005 долларов.
0 осциллограф служит как совместимая с USB 2.0 тестирующая система, способная выполнять контроль шумов мерцания. Базовая цена 54852A – около 26 тыс. долл., зонда 1130–3195 долл., E2683A USB 2.0 – 2005 долларов.
ИК-термометр. Выполненный в виде пистолетной рукоятки ИК-термометр фирмы Telatemp содержит лазерный указатель, который обеспечивает точное наведение для бесконтактного измерения температуры. Прибор измеряет температуру поверхности в диапазоне 0–300°С с точностью 1ОС. Крупный ЖК-индикатор позволяет проводить измерения ночью или при слабом освещении. Источник питания – батарея на 9 В. Термометр имеет автоматическую фиксацию данных и звуковой и визуальный аварийный сигнал при превышении диапазона.
LCR-измеритель. Предлагаемый фирмой Protek Test&Measurement измеритель Z-8200 в вариантах на тестовые частоты 100, 120 Гц и 1 кГц измеряет индуктивность, емкость, сопротивление и импеданс с быстродействием 2 измерения/с с погрешностью менее 0,3%. Прибор обеспечивает на пятиразрядном дисплее считывание измеренных значений и содержит встроенный компаратор с функцией сортировки. Кроме того, он имеет режимы последовательной и параллельной эквивалентных схем, автоустановку диапазонов с фиксацией данных, калибровку в режиме разомкнутой и закороченной схем и сигнализацию годен/не годен. Цена 580 долларов.
Кроме того, он имеет режимы последовательной и параллельной эквивалентных схем, автоустановку диапазонов с фиксацией данных, калибровку в режиме разомкнутой и закороченной схем и сигнализацию годен/не годен. Цена 580 долларов.
www.reed-electronics.com/tmworld/
Обжим изолированных, кольцевых, вилочных наконечников и клемм
Для того чтобы качественно произвести обжим провода необходимо выполнить 3 главных правила:
- Во-первых, правильно подобрать коннектор или наконечник, чтобы его размер соответствовал сечению прессуемого провода.
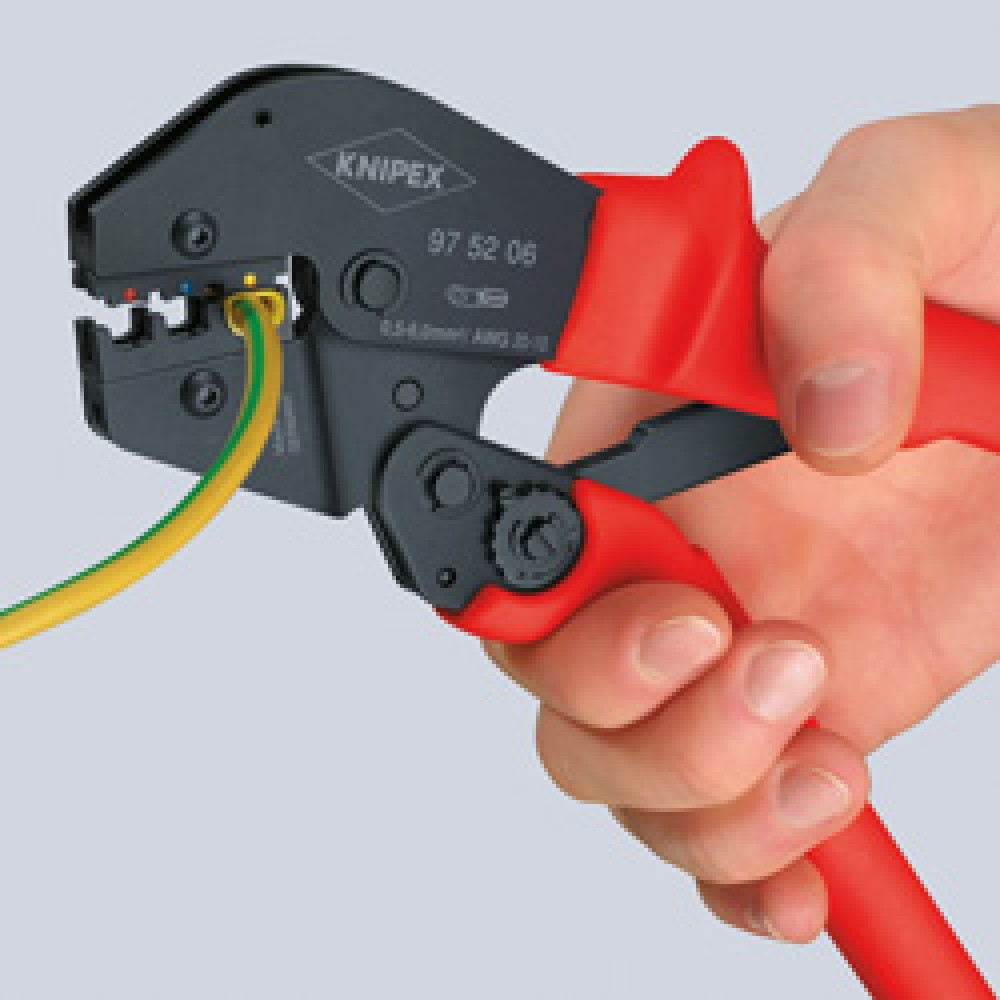
- Во-вторых, воспользоваться профессиональным инструментом. Это пресс клещи, оснащенные храповым механизмом, который позволит выполнить полный цикл опрессовки.
- И в третьих, выбрать нужную матрицу. Ее геометрия и форма должны соответствовать обжимной части наконечника.
Опрессовка или обжим проводов изолированными или неизолированными наконечниками стала очень доступна в последнее время. Данный процесс имеет даже ряд преимуществ перед лужением жил проводов:
Данный процесс имеет даже ряд преимуществ перед лужением жил проводов:
- быстрее
- надежнее
- дешевле
А так как температура плавления припоя низкая, то он беспрепятственно под нагрузкой выгорает или выплавляется, ослабляя и значительно уменьшая площадь контакта. Далее происходит искрение со всеми текущими негативными последствиями.
Зачем нужен обжим и опрессовка проводов
А можно ли вообще обойтись без гильзования и обжатия? Что плохого в простом креплении проводов к автоматам и другим приборам?
При простом зажиме пучок провода распушается и раздавливается в стороны. Некоторые отдельные проводники вообще могут быть повреждены. Такие жилы, разрушенные и отделенные от основного пучка, уже не принимают участия в контакте и пропуске через себя токовой нагрузки.
Все это приводит к тому, что оставшихся жил не хватает и происходит нагрев мест соединения.
Кроме этого, оголенная медь из которой выполнены жилы проводов остается доступной для попадания влаги и кислорода. А это приводит к ее потемнению и окислению.
Один раз обжав проводник наконечником или гильзой, вы избавите себя от всех этих проблем в дальнейшем.
Как правильно подобрать провод и наконечник
Для начала, нужно узнать какого сечения провод вы будете обжимать. Сделать это можно по надписям на изоляции жилы, либо воспользоваться штангенциркулем.
Далее при выборе тех или иных втулочных наконечников можно ориентироваться по цветовой маркировке их изолированной юбки. Каждый цвет должен соответствовать определенному сечению и размеру гильзы наконечника.
Правда есть и производители, которые на этом не заморачиваются, и выпускают одноцветную продукцию разных сечений.
После выбора обязательно физически проверяйте насколько плотно провод заходит в гильзу или наконечник.
При этом категорически не нужно подкручивать жилы перед вставлением их внутрь наконечника.
У наконечника на входе есть специальная юбочка, которая поможет одеть его даже на слегка распушенный провод. Кроме того, эта юбка играет роль фиксатора изоляции. Можете сравнить, сколько изломов в разные стороны выдержит провод с юбкой и без нее. Как понимаете, результат окажется не в пользу последнего варианта.
Еще один немаловажный момент, про который нужно помнить: многие провода изготавливают не по ГОСТ, а по собственным техническим условиям.
И поэтому их фактическое сечение может быть меньше заявленного в номенклатуре. Соответственно из-за этого образуется слабина в прессуемой части наконечника, хотя как вам казалось вы и подобрали все по таблицам и вроде бы нигде не допустили ошибок.
Зачастую бывает так, что в наконечник сечением 1,5мм2 с легкостью залетает провод 2,5мм2. Поэтому выбор по таблицам это конечно же хорошо, но без практической примерки гильзованной части и провода никак не обойтись.
Обжим моножильных проводов
Многие часто задаются вопросом, можно ли обжимать моножильные провода? Да конечно, делать это не запрещается, только использовать для этого нужно соответствующий инструмент.
Обыкновенные кримперы здесь уже не подойдут, так как они рассчитаны на меньшее усилие, которое необходимо при сжатии моножилы. Придется закупать для этого специально предназначенные пресс клещи ПК-16у или ПК-35у.
Это универсальный инструмент и работать им можно также для обжатия и многожильных проводов.
Чтобы обжатие на моножиле получилось качественным и внутри гильзы не было люфта, основное правило здесь — выбирайте гильзу или наконечник на один размер меньше чем сечение прессуемого провода.
Еще этими клещами удобно прессовать одновременно несколько проводников в одной гильзе. Делается это например при соединениях в распредкоробках.
Почему нельзя скручивать проводки?
Проводки внутри втулки обжимаются под очень высоким давлением, так что даже способны изменить свою первоначальную форму окружности, если лежат параллельно друг другу.
Из круга они превращаются в шестигранник, а это увеличивает площадь их контактной поверхности между собой. А когда вы их скрутите, то при обжиме, в тех местах где жилки пересекаются, они могут быть передавлены друг дружкой.
Материал наконечника
Еще один актуальный момент выбора наконечника – это материал изготовления. При покупке удостоверьтесь, что вам продают именно медные или луженные наконечники. Для этого достаточно предварительно приобрести один наконечник и надпилить его чем нибудь посторонним.
При медном материале изготовления, особенно если используется высококачественная медь, срез будет красноватого оттенка. Если же используются обычные медные сплавы, что чаще всего и встречается – то надрез будет бледно-желтоватого цвета.
При взаимодействии с воздухом медь может потемнеть и потерять качество контакта. Лужение меди это давно известный способ, который позволяет сделать контакт долговечным и надежным.
Плюсы обжатия проводов наконечниками
- обжатый наконечником конец провода считается воздухонепроницаемым
- гильза наконечника не позволяет отдельным проводкам повредиться или быть исключенными из контакта
- луженная поверхность наконечника – надежная защита от воздействия окружающей среды
Технические параметры
Основные типы и марки тонкостенных изолированных наконечников и клемм, широко представленных на нашем рынке следующие:
Наконечники кольцевые НКИ — все их данные и технические параметры приведены в начале статьи выше.
Наконечники вилочные изолированные НВИ:
Наконечники штифтовые плоские изолированные НШПИ:
Наконечники штыревые круглые изолированные НШКИ:
Разъемы — клеммы плоские изолированные «мама» РПИ-М:
Разъемы — клеммы плоские изолированные «папа» РПИ-И:
Ознакомиться с текущими ценами на инструмент для опрессовки подобных наконечников можно здесь.
Правила работы с изолированными наконечниками
- обжиму изолированными наконечниками подлежат только многопроволочные провода. Моножильные должны использоваться под свой тип неизолированных наконечников.
- при выборе обязательно обращайте внимание не только на диаметр и сечение, но и на форму контактной лопатки. Нельзя использовать вилочные наконечники на подвижных или подверженных вибрациям контактах!
- изоляция с жилы снимается ровно на длину прессуемой трубочки куда вставляется жила. В отличии от втулочных, здесь будет крайне неудобно откусить лишнее кабелерезом.
- при обжатии наконечник вставляете в матрицу пресса так, чтобы шов хвостовика был сверху и строго по центру
- соблюдайте цветовую маркировку на матрицах с цветами самих наконечников
- обжимая пресс клещами изолированные наконечники, контролируйте чтобы каждый контур матрицы, обжимал свою часть жилы и изоляции, а также вставляйте наконечник в матрицы только с маркированной стороны
- если матрицы не полностью сомкнулись в конце зажатия ручек, значит вы не правильно подобрали размер наконечника. Если изоляционная манжета при этом повредилась, требуется заменить наконечник.
Рекомендации по опрессовке втулочных наконечников НШВИ
Лайфхаки работы с наконечниками НШВИ
Как сделать из наконечника НШВИ простой НШВ? Как с подручных материалов изготовить удлиненный наконечник НШВИ? Несколько лайфхаков по работе с втулочными наконечниками можно узнать из видео ниже:
Статьи по теме
Набор обжимных наконечников для многожильного провода
Периодически мне приходится пользоваться многожильными кабелями и даже некоторое время назад я делал обзор обжимного инструмента. Но вот к этому всему нужны и «расходники», т.е. собственно говоря наконечники, причем желательно не только разных диаметров, а и разных цветов, потому я и решил купить данный набор.Вообще данный набор был куплен еще в конце прошлого года, стоил он тогда 14 долларов, а еще у меня завалялся последний купон 5/10, с которым в итоге вышло $8.99, что как по мне, довольно неплохо.
Справедливости ради, купил я его и как-то даже забыл что он у меня есть, но вот решил все таки написать.
Небольшое пояснение, для чего вообще надо обжимать многожильный провод.
Сам по себе многожильный провод удобен, но есть у него недостаток. Если надо зажать такой провод в клемнике, то со временем прижим может ослабнуть, а провод вырваться. Происходит такое чаще всего из-за деформаций провода, перелома отдельных жилок и т.п. Можно конечно перед монтажом залудить провод, превратив его в некое подобие моножилы, но припой со временем может немного усаживаться и в итоге мы опять получим плохой контакт, который будет греться тем самым еще больше размягчая припой.
Чтобы соединение было более надежным используют обжимные наконечники, они более прочные, не требуют паяльника для подготовки, а кроме того обычно помечены разноцветными изоляторами, что весьма удобно при монтаже.
Пришел набор в защитной пленке и дополнительном пакете, потому есть некоторая защита от того, чтобы не вылавливать мелкие наконечники по почтовому пакету.
На вид вполне аккуратная коробочка, отчасти из-за коробочки я также выбрал именно вариант набора, так как хранить все это добро в пакетиках не очень удобно, а так вышло «два в одном».
Спереди коробки присутствуют две защелки, а крышка крепится при помощи петель, а не имеет литую общую конструкцию, как это иногда бывает, за что от меня плюс производителю.
Весь набор рассортирован по 16 ячейкам разного размера в зависимости от размера и количества наконечников. Несколько штук все равно в процессе доставки перескочили на не предназначенные им места, что было быстро исправлено.
Всего в комплект входит 16 видов наконечников, общим количеством 2120 штук.
E0508 -22AWG — 0.5mm2 -(Orange) X 200pcs
E0508 -22AWG — 0.5mm2 -(White) X 200pcs
E7508 -20AWG — 0.75mm2 -(Blue) X 100pcs
E7508 -20AWG — 0.75mm2 -(Green) X 100pcs
E7508 -20AWG — 0.75mm2 -(Yellow) X 100pcs
E7508 -20AWG — 0.75mm2 -(Red) X 100pcs
E7508 -20AWG — 0.75mm2 -(White) X 100pcs
E7508 -20AWG — 0.75mm2 -(Black) X 100pcs
E1008 -18AWG — 1.0mm2 -(Yellow) X 200pcs
E1008 -18AWG — 1.0mm2 -(Red) X 200pcs
E1510 -16AWG — 1.5mm2 -(Red) X 200pcs
E1510 -16AWG — 1.5mm2 -(Black) X 200pcs
E2508 -14AWG — 2.5mm2 -(Red) X 150pcs
E2508 -14AWG — 2.5mm2 -(Blue) X 150pcs
E16-12 -5AWG — 16mm2 -(Green) X 10pcs
E16-12 -5AWG — 16mm2 — (Red) X 10pcs
Если не учитывать варианты цвета, то получается 6 размеров
E0508 22AWG 0.5mm2 X 400pcs
E7508 20AWG 0.75mm2 X 600pcs
E1008 18AWG 1.0mm2 X 400pcs
E1510 16AWG 1.5mm2 X 400pcs
E2508 14AWG 2.5mm2 X 300pcs
E16-12 5AWG 16mm2 X 20pcs
При этом наибольшее количество приходится на наконечники для кабеля сечением 0.75мм.кв.
Я чаще использую провода сечением 0.5, 0.75, 1.5 и 2.5мм.кв, потому и был выбран этот набор. В комплект также входят наконечники под провод 1.0 мм.кв, но их можно использовать с «эконом» вариантом провода 1.5 мм.кв.
Исключением пожалуй является размер 16 мм.кв, который был в наборе. Этот размер в данном случае мне вообще кажется нелогичным в данном случае, ведь есть куда как более распространенные в быту 4 и 6мм.кв, куда пихать 16…
Какой обзор обходится без измерений, да почти никакой и в этот раз я также не делал исключений.
Подсчет, измерение размеров.
Раз уж я заговорил о количестве, то не лишним будет проверить, насколько заявленное соответствует реальности. Конечно я не буду пересчитывать все что есть в коробке и немного упрощу себе задачу.Для начала взвесил десяток самых мелких наконечников, а затем высыпал на весы все что было в ячейке. В итоге получилось 10.86/0.61х10=178. правда я потом перепроверил, оказалось что 10 штук весят не 0.61, а 0.59 и результат 184 штуки, что прочем ненамного больше.
Таким же образом проверил наконечники под кабель 0.75мм, вышло — 5.99/0.65х10=92 шт.
Я не стал проверять все ячейки, а взял еще пару, решив в конце просто примерно понять на сколько меня «обвесили».
Наконечники под 1.5мм провод — 18.83/1.04х10=181 шт.
Ну и 2.5мм — 18.71/1.37х10= 136 шт.
Можно было бы конечно списать все на некорректный подсчет, но я ради эксперимента пересчитал наконечники 2.5мм.кв и их вышло 137 шт при 136 расчетных и 150 заявленных. В общем на лицо недовес примерно 9-10%
И конечно размеры, сначала наружные.
1. 0.5 мм.кв
2. 0.75 мм.кв
3. 1.0 мм.кв
1. 1.5 мм.кв
2. 2.5 мм.кв
3. 16 мм.кв
Внутренние размеры. Из-за некоторой сложности измерения могут быть ошибки в сторону уменьшения, т.е. реальный размер больше.
1. 1.0 мм.кв
2. 1.5 мм.кв
3. 2.5 мм.кв
4. 16 мм.кв
Для небольшого теста я взял провода разного сечения и кримпер из этого обзора.
В эксперименте участвовали все наконечники кроме самых больших. Их я не тестировал не потому, что мне их жалко, как раз скорее наоборот, просто у меня дома банально нет провода подходящего сечения, максимум нашел 6мм.кв.
Так как сечение, указанное на проводе/кабеле не всегда соответствует действительности, то я просто подобрал провода с сечением наиболее близким к требуемому.
Обжимал по два наконечника одного размера с той лишь разницей, что для одного наконечника провод зачищал больше, для другого меньше, просто ради эксперимента.
Все наконечники обжались отлично, при этом я не скручивал предварительно жилы провода перед тем как надеть наконечник. Единственный провод, жилы которого пришлось предварительно немного скрутить, 2.5 мм.кв, остальные залезали и так.
Попытка сорвать наконечник с кабеля не увенчалась успехом, я лишь смог случайно стянуть с наконечника 2.5 мм изолятор. Кроме того один изолятор был найден в коробке.
Лично мне набор понравился, есть большой выбор наиболее ходовых размеров, довольно оптимальное количество и удобная коробка в комплекте.
Я не могу подтвердить, действительно ли наконечники медные. Если откусить наконечник с проводом, то на срезе цвет похож на цвет жил провода, кроме того наконечники не магнитятся.
Единственное нарекание к набору только в плане несоответствия заявленного и реального количества наконечников. Я выше писал, что по моим измерениям их примерно на 9-10% меньше, т.е. вместо 2120 штук реально имеем около 1900-1950.
Ну и небольшая придирка к тому, что зачем-то дали в комплекте 20 штук наконечников под провод сечением 16 мм.кв, лучше бы положили по паре десятков 4 и 6 мм.
На этом все, надеюсь что обзор был полезен.
выбор инструмента, преимущества и недостатки метода, типичные ошибки
На чтение 5 мин Просмотров 180 Опубликовано Обновлено
Каждого домовладельца, владельца автомобиля и гаража рано или поздно касается вопрос соединения проводов. Существует несколько способов, от выбранного будет зависеть работоспособность и долговечность оборудования. Одним из самых простых надежных методов является обжимка проводов.
Суть метода и преимущества
Большинство специалистов рекомендуют использовать обжим в качестве основного и единственного способа соединения проводовОбжим для проводов – это способ их соединения при помощи специальных гильз. Визуально они напоминают обыкновенные трубки. Основная задача – играть роль соединительного механизма.
Жилы проводов, которые нужно соединить, заводят до упора с обеих сторон гильзы и обжимают специальными пресс-клещами. В результате получается надежный и прочный электрический узел. Трубку требуется сжимать в нескольких местах, в зависимости от сечения коммутируемых проводников и длины жил. Соединяемая гильза с жилами также подвергается деформации. За счет сдавливания жилы сцепляются, что обеспечивает надежный электрический контакт. В завершение нужно обязательно заизолировать место соединения.
Гильзы для опрессовки проводовМетод опрессовки наиболее востребован в таких случаях:
- при необходимости соединить провода с большой площадью сечения;
- для соединения многожильных проводников;
- если есть необходимость соединить провода в электролиниях с высокой токовой нагрузкой.
Преимущества способа:
- Инструмент, предназначенный для обжима гильз, используется без электричества. В помещениях, где отсутствует напряжение – обжим является единственным способом соединения.
- Такое соединение на протяжении всего эксплуатационного срока не нуждается в обслуживании.
- С помощью гильз можно соединять проводники, изготовленные из разных металлов. Одна из наиболее распространенных проблем, с которой сталкиваются электромонтажники – коммутация медных и алюминиевых жил.
- Качество соединения на высоком уровне, количество затраченного времени минимальное.
- Специальный обжимной инструмент позволяет соединять жилы даже в очень ограниченных пространствах, например, в коробке или подрозетнике.
Обжать гильзу может даже человек без опыта и навыков в этой области, в отличие от других способов соединения. Например, при пайке нужно уметь пользоваться паяльником и припоем.
В чем состоит процесс соединения
Применение клемм позволяет создать надежный контактПрежде чем приступать к выполнению работ, требуется приобрести муфты, подходящие под диаметр провода. Этот показатель должен превышать ровно в 2 раза диаметр вместе с изоляционным слоем.
Различают два вида муфт – простая и с усложненной изоляцией. У первых единственный слой из пластика, последние оснащены слоем термоусадки на поверхности и внутри слоем клея с герметиком.
Стоит ответственно подойти к выбору инструмента – пресс-клещей. Самый оптимальный вариант – модификация, оснащенная трещоткой для фиксирования, которая существенно упрощает процесс работы с неизолированными и изолированными жилами.
Начинается работа с разрезания провода кусачками. Далее важно очистить их от изоляции на длину, составляющую 0,5 длины гильзы. Если с одной стороны будет соединено несколько проводов, предварительно их скручивают. Дальше надевается гильза и осторожно заживается клещами. Если в комплекте прилагалась термоусадка, ее надевают до обжима.
Одна сторона клещей оснащена овальной губкой, а другая – такими же губками, только больших размеров. Меньшая сторона предназначена для зажима изоляции провода в гильзе, а вторая – для фиксации металлической муфты.Процесс обжима проводов с помощью пресс-клещей и наконечников
Для надежного соединения клещи обжимают гильзу сначала с одной стороны, а потом с другой. Далее монтируется термоусадка и обрабатывается огнем с одной стороны в другую. Если соединение проводов осуществляется с одной стороны, термоусадка надевается заранее.
Другие способы соединения, их преимущества и недостатки
Самый распространенный метод после обжима проводов — пайка. В электронике она до сих пор занимает лидирующие позиции, поскольку обладает высокой механической прочностью. Из недостатков стоит отметить, что во влажной среде и местах с большими температурными перепадами, такой способ соединения не подойдет.
Другой известный способ – скрутка. Основное преимущество метода заключается в его реализации – требуется минимальный набор инструментов. При соединении проводники остаются в целостности. Чтобы скрутить провода, требуется лишь очистить небольшие их участки от изоляционного слоя. Демонтаж соединения тоже не должен вызывать вопросов. Единственная сложность, которая может возникнуть на этапе выполнения работ — небольшая площадь контакта, а также низкая надежность соединения.
Обжимной соединитель проводов совмещает в себя достоинства всех способов.
Типичные ошибки при обжимке проводов
Ошибки при опрессовке проводовНевзирая на то, что обжимать провода несложно, при монтаже люди допускают типичные ошибки.
- Применение гильзы, размеры которой такие же или меньше, чем сечение провода. В этом случае потребуется обрезать часть провода, что отрицательно скажется на долговечности и надежности соединения. Также это приводит к снижению сопротивляемости и пропускной способности травмирующего участка цепи.
- Опрессовка гильзы с использованием инструментов, непредназначенных для этого. Для обеспечения качественного соединения должны использоваться специальные клещи, другой инструментарий не сможет обеспечить должного эффекта. Плоскогубцы и молоток повреждают структуру наконечников, что опять-таки отрицательно сказывается на долговечности и работоспособности провода.
- Еще одна распространенная ошибка в обжиме проводов – разрезание гильзы с целью экономии. На таких участках цепи после наблюдается повышенное сопротивление, деформация геометрии наконечников. Прочность и надежность соединения оставляет желать лучшего.
- Применение гильз чрезмерно больших размеров. Такой подход тоже не увенчается успехом. Даже незначительное сгибание сразу снизит прочность соединения.
В завершение обязательно стоит упомянуть о соблюдении техники личной безопасности. Электрические приборы и провода под напряжением – это потенциальная угроза не только здоровью, но и жизни человека.
Порядок обжима витой пары | стандарт монтажа и цвета проводов
Такой тип проводника как витая пара состоит из 4-х сдвоенных медных проводов. Данная особенность позволяет существенно уменьшить помехи. Чаще всего этот слаботочный кабель применяется в локальных сетях, чтобы передавать данные (Интернет, видеонаблюдение, телефония и т.п.). Под обжимом подразумевается закрепление разъемов на конце провода. Наиболее распространенные из них тип RJ-45. Коннекторы бывают экранированными или нет. Последние чаще всего используют профессионалы (к примеру, в серверных).
Порядок обжима витой пары
Для начала вам необходимо приобрести инструмент с названием кримпер. Он имеет несколько рабочих зон. С помощью него и совершается обжим. Кстати, есть два типа обжима: прямой и кроссовый. Первый используется для соединения компьютеров и различного сетевого оборудования (к примеру, роутеры). Прямой обжим наиболее часто применяется в подключении клиентских устройств к ПК. Коме того он используется для связи сетевого оборудования между собой. Кроссовый применяется для непосредственного соединения компьютеров без участия дополнительных устройств. Обжим кабеля «витая пара» по прямому типу происходит с помощью любой схемы (568А или B). Главное условие: 2 конца кабеля обжимаются идентично. Для кроссового подключения применяется схема 568B в 1-м конце провода, а 568A в другом.
Итак, вот стандарт обжима витой пары.
- Берется коннектор.
- Не забываем одеть пыльник на сетевой провод (если нет, то можно обойтись и без него).
- Зачистку кабеля делаем примерно 3 см.
- Жилы располагаем согласно предпочитаемой схеме, указанной на картинке.
- Если они слишком длинные, то обрезаем.
- Провода вставляем в коннектор до упора, чтобы фиксатор находился снизу.
- Впоследствии заводим его в клещи (1-е гнездо для RJ-45, второе — RJ-11).
- Слегка нажимаем на ручку инструмента для обжима.
- Затем проверяем правильность подключения кабельным тестером.
Если нет инструмента
При отсутствии кримпера, можно воспользоваться отверткой. Сразу предупреждаем, что качество обжима будет существенно отличаться. К тому же, есть высокая вероятность испортить провод. Проделываем шаги, которые приводились выше, кроме 7 и 8. Не стоит забывать, что цвета витой пары для обжима должны быть на своем месте. Их можно посмотреть на картинках в этой статье. Каждый провод вдавливается до упора. После этого, следует надавить на центральную часть. Нужно с осторожностью проводить такой монтаж, по причине хрупкости коннектора.
И напоследок предлагаем всем желающим купить расходные материалы для электромонтажа в Москве. У нас вы найдете качественную продукцию по приемлемой стоимости.
Как обжимать провода
Обжим — это распространенный метод прижатия клеммы к проводнику без использования пайки. При правильном выполнении обжим создает механически прочное соединение, устойчивое к коррозии, газу и жидкостям.
Если вы когда-нибудь прижимали клемму к проводу, то знаете, что это не самая гламурная задача. Казалось бы, просто, все, что вам нужно сделать, это зачистить провод, надеть клемму на конец, схватить ближайший инструмент и зажать, пока клемма не останется на проводе.Верно?
Не совсем так.
Один неудачный обжим может привести к серьезным сбоям оборудования, что приведет к длительным диагностическим испытаниям и дорогостоящему ремонту.
Мы собрали три простых шага для получения идеального обжима:
- Подготовка
- Обжим
- Осмотреть
Выполните следующие действия, и вы убедитесь, что плохие обжимы и слабые соединения не помешают вашим проектам.
Как обжать клеммы за 3 шага
Шаг 1: Подготовка
Не пропустите подготовку! Подготовка делает ваш обжим успешным.Начните с использования подходящего инструмента для зачистки проводов, чтобы зачистить провод.
Не все клеммы созданы одинаковыми, поэтому мы рекомендуем уточнить у производителя клеммы рекомендуемую длину полосы для клеммы.
Настройте инструмент соответствующим образом и зачистите провод.
После снятия изоляции с внешней оболочки убедитесь, что жилы проводов не порезаны и не порезаны, что может снизить допустимую нагрузку на проводник и сократить срок службы соединения.
Шаг 2: Обжим
Основным преимуществом обжима является то, что он устраняет необходимость в пайке проволоки, что сокращает время установки. Это сокращение времени очень важно на сегодняшнем рынке, где время имеет существенное значение, и все меньше технических специалистов просят обслуживать все больше и больше оборудования. Кроме того, паяные соединения хрупкие и склонны к выходу из строя из-за постоянной вибрации, чего можно ожидать в суровых условиях.
Чтобы обеспечить плавность обжима, используйте инструменты, рекомендованные производителем клемм.У вас может возникнуть соблазн схватить любой инструмент, который окажется в пределах досягаемости, но каждый производитель проектирует свои клеммы так, чтобы их можно было опрессовать с помощью определенного набора инструментов. Использование неподходящих инструментов может привести к тому, что обжимы не будут соответствовать указанным спецификациям, что приведет к потенциальной поломке.
Многим клиентам нравится использовать обжимные инструменты с храповым механизмом, потому что они обеспечивают тактильную обратную связь, чтобы вы знали, когда клемма обжима полностью сжата. Обжимные инструменты с храповым механизмом также обеспечивают надлежащий обжим, предоставляя цветовую маркировку и визуальное подтверждение того, что вы используете правильную полость для калибруемого провода, который вы обжимаете.Наконец, они не позволяют открывать обжимные губки до тех пор, пока вы не достигнете нужной высоты обжима.
После завершения обжима пора проверить надежность соединения.
Шаг 3. Осмотрите
Вы приложили все усилия, чтобы подготовить и правильно обжать, поэтому завершите это тестированием или осмотром, чтобы убедиться, что ваше соединение надежно.
Есть три различия между хорошими и плохими обжимами:
- Место обжима
- Сжатие прядей
- Пустоты между прядями
Начните с визуального осмотра зажимов с помощью лупы на предмет каких-либо явных дефектов.
Обжим проводника должен быть отцентрирован на корпусе проводника, чтобы обеспечить равномерное давление по всей длине корпуса.
Убедитесь, что жилы провода не заходят за язычок наконечника или клеммы.
Убедитесь, что провода либо на одном уровне с концом гильзы проводника, либо чуть-чуть выходят за гильзу.
Затем используйте микрометр для обжима, чтобы измерить высоту и ширину обжима. Измеряя высоту обжима обжимных клемм в центре цилиндра с проводом и в центре изоляционного цилиндра, убедитесь, что обжим находится в пределах диапазона, указанного производителем.Это измерение высоты оконечного провода в зоне обжима является хорошим методом контроля качества, так как оно неразрушающее.
И наконец — и сохраните этот тест только для образца обжима — используйте тестер натяжения проволоки, чтобы убедиться, что обжим выдерживает предел прочности на разрыв, указанный производителем при правильном обжиме. Этот тест является разрушительным, поэтому его следует проводить только на образце обжима, чтобы доказать, что вы соответствуете спецификации.
Выполните описанные выше шаги, и вы освоили идеальный обжим.
Покупайте наши обжимные инструменты от Molex и многое другое на WaytekWire.com.
Обжимные гильзы
Обратите внимание: из-за нехватки прозрачных бутылок бутылка с гильзой для обжима может быть синей. Вы получите такой же высококачественный продукт, который вы привыкли ожидать в бутылке.
Обжимные гильзы |
| Подробности | Обжимной рукав Kiwi, зернистый
| ||
| Подробности | Обжимной рукав Kiwi, зернистый
| ||
| Подробности | Обжимной рукав Kiwi — длинный, зернистый
| ||
| Подробности | Обжимная гильза Kiwi — алюминий, длинная, зернистая
| ||
| Подробности | Обжимные гильзы 12.5 калибр, короткие спецификации
| ||
| Подробности | Обжимной рукав Kiwi — зернистый
| ||
| Подробности | Обжимной рукав Kiwi — зернистый
| ||
| Подробности | Обжимная гильза Kiwi — алюминий, шлифованный
| ||
| Подробности | Гильза для обжима колючей проволоки киви — шлифованная — алюминий
| ||
| Подробности | Обжимные манжеты Kiwi Open Tap
| ||
| Товаров на странице: 102550100Всего |
Инструмент для обжима клемм | 10, 12, 14, 16, 18, 20 и 22 AWG
Internet Explorer скоро перестанет поддерживаться на этом сайте.Пожалуйста, обновите браузер, чтобы продолжить использование нашего сайта.
Провод 10-22 AWG | Отрезы, полосы и обжимки | Для изолированных и неизолированных проводов
| Количество со скидкой | ||||
|---|---|---|---|---|
| 1-2 | 3-5 | 6-7 | 8-9 | 10+ |
| 10 долларов.07 | 9,59 долл. США | 9 долларов.12 | 8,63 долл. США | 8 долларов.16 |
Инструмент для обжима клемм (10, 12, 14, 16, 18, 20 и 22 AWG)
Этот универсальный инструмент для зачистки, резки и обжима изолированных и неизолированных проводов и разъемов. Для удобства ручки покрыты пластиком.
Характеристики:
- Полосы:
- 10 AWG
- 12 AWG
- 14 AWG
- 16 AWG
- 18 AWG
- 20 AWG
- 22 AWG
- Нажимные болты:
- Обжимные клеммы :
- 10 AWG
- 12 AWG
- 14 AWG
- 16 AWG
- 18 AWG
- 20 AWG
- 22 AWG
ПРЕДУПРЕЖДЕНИЕ: Этот продукт может подвергать вас воздействию химикатов, включая фталаты, которые, как известно, штат Калифорния, чтобы вызвать рак, врожденные дефекты или другой вред репродуктивной системе.Для получения дополнительной информации посетите сайт www.p65warnings.ca.gov
.Обжимные гильзы — Live Wire Products, LLC
C12-Обжимная гильза C12 предназначена для соединения с проводами калибра 14 или 16.Эти рукава маленькие, с ними легко работать.
C23-Когда провода калибра 12,5 сращиваются вместе, используются три обжимные гильзы C23 с абразивом, чтобы обеспечить полную прочность провода. На концевых стойках и продольных храповиках натяжителя обычно используются две втулки C23. При обжиме втулки вставьте ее в прорезь для инструмента, обозначенную 2-3, и сожмите ее до цилиндрической формы. Не делайте рукав на восьмерку. Сделано в США.
C2L-Зернистая гильза C2L на 70% длиннее, чем C23, и для достижения полной прочности требуется как минимум два обжима рядом.Его можно использовать вместо гильзы C23 во многих приложениях. C2L особенно хорошо работает на заборах Solidlock, Tightlock и других плетеных проволочных ограждениях, потому что эти ограждения обычно затягиваются для снижения натяжения. Использование C2L в этих приложениях экономит деньги, потому что вам требуется только одна муфта на стык линии по сравнению с двумя муфтами размера C23. Для использования с проводом калибра 16–12,5.
Сделано в США.
C34-Гильза для обжима с абразивом C34 может использоваться для гладкой проволоки калибра 10,5 или 14-15.Проволока колючая высокопрочная 5 калибра. При обжиме втулки вставьте ее в прорезь для инструмента, отмеченную 3-4, и сожмите ее до цилиндрической формы. Не делайте рукав на восьмерку.
C45-Эта втулка хорошо работает с гладкой проволокой 8-го калибра или колючей проволокой 12,5-го калибра. Для достижения наилучших результатов перед использованием держите рукава сухими. Используйте с любым обжимным инструментом Kencove с 4 прорезями.
CT4- Гильза для обжима с открытым отводом идеальна для выполнения постоянных электрических соединений на проводах сечением 12½ и 14.Не используйте для соединений, требующих прочности. Преимуществом является открытая сторона, которая позволяет устанавливать его на существующий забор из высокопрочной проволоки. Обжимной инструмент обычно используется для сжатия открытой втулки отвода. Используйте слот с меткой 3-4.
Правильная обжимка электрических клемм — ключ к успеху
Как и все, что вам нужно сделать в вашем магазине, наличие подходящего инструмента для работы и его правильное использование очень важно при обжиме электрических клемм.
Рассказывают, что люди использовали молотки, плоскогубцы и даже тиски для обжима электрических соединений.Эти подходы могут привести к проблемам с плохой электропроводностью, разрывом провода, коррозией и многим другим.
Чтобы ваши электрические соединения были надежными и долговечными, ключевым моментом является качественный обжимной пресс. Дешевые обжимные устройства изгибаются и отклоняются под давлением, что приводит к смещению обжима, обеспечивающему недостаточное давление в точке обжима. Хороший обжимной пресс при правильном использовании обеспечит качественное электрическое и механическое соединение между проводом и корпусом терминала.
После того, как вы выбрали правильный обжимной станок для работы, добиться успешного обжима будет легко, если вы выполните четыре простых шага:
- Выберите клемму, подходящую для приложения и используемого размера провода.
Чтобы выбрать правильный терминал, задайте несколько вопросов:- Погода или влажность — фактор?
- Это приложение связано с движением и вибрацией?
- Я хочу подключить несколько проводов?
- Нужно ли мне подключать провода разных размеров и сечений?
- Является ли использование горелки или теплового пистолета проблемой в этом приложении?
- Есть ли у меня подходящие инструменты для выполнения этого подключения?
- Зачистите провод до нужной длины.
Спланируйте длину полосы так, чтобы не менее 1/32 дюйма провода выступало из конца цилиндрической клеммы (только клеммы с открытой цилиндрической головкой). - Выберите правильное гнездо для обжима для используемой клеммы и сечения провода.
Большинство обжимных инструментов помечены цветами и номерами, чтобы определить правильные гнезда для обжима. - Выполните обжим.
Обязательно поверните терминал так, чтобы язычок находился на уровне гнезда для обжима. Если вы обжимаете терминал с нейлоновой изоляцией с помощью изоляционного зажима, обожмите второй раз расширяющийся цилиндр изоляционного корпуса (или используйте обжимной инструмент с храповым механизмом, который обеспечит и то, и другое одновременно).
Даже если у вас есть качественные компоненты, неудачный обжим значительно снизит надежность электрического соединения, что приведет к простою и потенциально опасным ситуациям.
Если вам нужна помощь в поиске подходящего обжимного устройства или других компонентов для ваших электрических нужд,
Услуги по опрессовке проводов | Обжимные устройства для проводов
Услуги по опрессовке проводов от SHINE используют возможности сертифицированного по стандарту ISO 9001: 2015 производителя нестандартных кабельных сборок, жгутов проводов и электромеханических сборок.SHINE предоставляет высококачественные опрессовки проводов в рамках наших услуг по производству электроники.
Услуги по опрессовке проволоки от SHINE
Обжим проводов — это быстрый, надежный и надежный метод заделки, при котором провод подключается к клемме без пайки. Гофрированный участок провода деформируется, а изоляция сжимается без пробивки.
При хорошем обжиме жилы проволоки выступают через переднюю часть участка обжима проводника, по крайней мере, на диаметр жилы провода.Как опытный поставщик услуг по обработке проводов и кабелей, SHINE придерживается таких стандартов качества обжима, как IPC / WHMA-A-620. Мы также проводим испытания монитора силы обжима.
Типы обжима проволокиУслуги SHINE по опрессовке проводов являются важной частью наших услуг по сборке выводных проводов и сборке кабелей по индивидуальному заказу. Обжимы проводов могут быть либо открытыми, либо закрытыми, в зависимости от типа клеммы.
SHINE может обжимать открытые и закрытые стволы, а также обеспечивает односторонний обжим и двусторонний обжим.Мы работаем с изолированными клеммами и неизолированными клеммами, а также поддерживаем провода сечением от 2 AWG до 32 AWG.
Помимо обжима проводов, SHINE предлагает такие профили для обжима кабеля, как:
- Гексагональный зажим
- Обжимные втулки (беспаечные клеммы)
- Обжимные клещи с четырехточечным отступом
- Гофры овальные
Инструменты для обжима проволоки, настольные прессы и полностью автоматизированная система обжима
SHINE использует оборудование для обжима от таких поставщиков, как TE, Panduit, Molex, JST, Hirose и Connex (и это лишь некоторые из них) для завершения обжима.Наши инструменты и оборудование включают более 100 ручных инструментов для обжима, пневматические настольные прессы, электрические и пневматические прессы.
В отличие от ручных инструментов или настольного оборудования, полностью автоматизированное обжимное оборудование включает в себя обрезку и снятие изоляции. Во-первых, автоматические обжимные центры обрабатывают проволоку прямо из катушки или бочки. Далее провод обрезается и зачищается. Наконец, клемма обжимается.
Автоматизированное оборудование для обжима поддерживает большие объемы, чем ручной инструмент или настольный обжим.Использование SHINE полностью автоматического Lead Maker Schaefer Megomat UNO также обеспечивает большую согласованность, чем ручные или полуавтоматические операции.
Выберите услуги по опрессовке проводов из SHINESHINE производит индивидуальные кабельные сборки, жгуты проводов и электромеханические сборки. С 1984 года мы поставляем партнерам проволоку и кабельную продукцию, превосходящую их ожидания. Как мы можем тебе помочь?
Свяжитесь с нами на нашем производственном предприятии в Адамсе, Массачусетс, для получения дополнительной информации.
5 шагов к обжатию провода
В этом посте мы обсудим сам процесс обжима провода. Обжим может выполняться правильно с использованием подходящих материалов и инструментов, а также четкой пошаговой процедуры. Мы предоставим информацию обо всех этих факторах в этом посте.
Инструменты и материалы
Перед началом любых работ по опрессовке убедитесь, что у вас есть все инструменты и материалы, необходимые для правильного выполнения этой задачи. Вам потребуются:
- Обжимной инструмент
- Инструмент для зачистки проводов
- Обжимные клеммы
- Система термоусадки
- Многожильный провод с требуемыми характеристиками
Шаги по достижению обжатия проводов
Следующая демонстрация всей процедуры от начала до завершение.
- Выберите провод: Тип провода, который вам нужен, будет зависеть от области применения. Следовательно, понимание требований к оборудованию может помочь вам выбрать правильный тип. Сначала посмотрите на размер провода; это обычно обозначается как AWG (американский калибр проводов). Примером этого может быть 16 AWG. Если у вас нет доступа к этой информации, есть другой способ определить размер провода. Зачистите небольшую часть изоляции провода. Подсчитайте отдельные жилы проволоки и измерьте диаметр одной жилы.Затем вы можете умножить количество прядей на диаметр одной пряди.
- Выберите обжимной зажим: На выбор имеется множество обжимных клемм. Качество обжимного соединения во многом зависит от выбранного вывода. При выборе терминала необходимо учитывать следующие моменты.
- Покрытие — Клеммы с покрытием обеспечивают низкое контактное сопротивление и защиту от коррозии.
- Предварительная изоляция — Эти клеммы состоят из металлической гильзы, которая используется для захвата провода.
- Поворотный штифт — они изготовлены из стержневых материалов и имеют почти круглую форму. Они поддерживают создание соединителей.
- Выберите обжимной инструмент: Обжимные инструменты бывают разных конструкций. Однако важно выбрать инструмент, для которого предназначен обжимной зажим. Проконсультируйтесь с веб-сайтом производителей обжимных клемм для получения информации об инструментах. Если это не вариант, обязательно возьмите инструмент, который подходит для обжимного вывода и имеет конструкцию с храповым механизмом.Это обеспечит правильное формирование обжима.
- Изготовление обжима: Процесс обжима состоит из нескольких дополнительных шагов.
- Определите длину провода и зачистите конец. Длина зачистки должна быть такой, чтобы, когда вы вставляете провод в обжим, из него должен выступать не менее 1–2 мм. Отрежьте изоляцию с конца и оголите жилы провода.
- Вставьте провод в обжим. Убедитесь, что все жилы вставлены в обжим.
- Поместите обжим и проволоку в обжимной инструмент и убедитесь, что он идеально сидит внутри. Прокрутите инструмент до тех пор, пока он не освободится.
- Снимите обжим и осмотрите провод. Убедитесь, что он находится в правильном положении и что изоляция надежна. Потяните за обжим и провод, чтобы убедиться, что они надежно закреплены.
- При использовании термоусадки: Наденьте втулку на обжим и провод. Убедитесь, что гильза находится в правильном положении и не закрывает концевой конец обжима.Используйте термофен, чтобы усадить трубку.
Предупреждения
- Никогда не выбирайте сплошной провод. Выбирайте только провода с отдельными жилами.
- Избегайте использования обжимных инструментов без храпового механизма.
- Было бы неплохо выполнить испытательный обжим других проводов перед выполнением процесса обжима.
Полный набор инструментов и материалов, а также поэтапная сборка позволят создать эффективное, надежное и долговечное соединение для вашего прикладного оборудования.