


Характеристика сварочного трансформатора | Строительный портал
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
- Рабочие характеристики сварочного трансформатора
- Схема сварочного трансформатора
- Расчет сварочного трансформатора
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
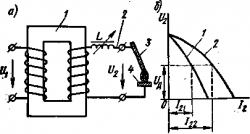
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора
Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.
Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).
Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Где:
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
P – мощность (Вт).
U – напряжение (В).
I – ток (А).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
опыты и методы снижения тока ХХ
Одно из наиболее используемых электротехнических устройств – трансформатор. Данное оборудование используется для изменения величины электрического напряжения. Рассмотрим особенности режима холостого хода трансформатора, с учётом правил определения характеристик для различных видов устройств.
Трансформатор состоит из первичной и вторичной обмоток, расположенных на сердечнике. При подаче напряжения на входную катушку, образуется магнитное поле, индуцирующее ток на выходной обмотке. Разница характеристик достигается, благодаря различному количеству витков в катушках входа и выхода.
 Принцип работы трансформатора
Принцип работы трансформатораЧто такое режим холостого хода
Под режимом холостого хода понимают состояние устройства, при котором во время подачи переменного электротока на входную катушку выходная находится в разомкнутом состоянии. Данная ситуация характерна для агрегата, подключённого к электросети, при условии, что нагрузку к выходному контуру ещё не включили.

 Режим короткого замыкания
Режим короткого замыкания
Как проводится опыт холостого хода
При проведении опыта холостого хода появляется возможность определить следующие характеристики агрегата:
- коэффициент трансформации;
- мощность потерь в стали;
- параметры намагничивающей ветви в замещающей схеме.
Для опыта на устройство подаётся номинальная нагрузка.
При проведении опыта холостого хода и расчёте характеристик на основе данной методики необходимо учитывать разновидность устройства.
В данном состоянии трансформатор обладает нулевой полезной мощностью по причине отсутствия на выходной катушке электротока. Поданная нагрузка преобразуется в потери тепла на входной катушке I02×r1 и магнитные потери сердечника Pm. По причине незначительности значения потерь тепла на входе, их в большинстве случае в расчёт не принимают. Поэтому общее значение потерь при холостом ходе определяется магнитной составляющей.
Далее приведены особенности расчёта характеристик для различных видов трансформаторов.
Для однофазного трансформатора
Опыт холостого хода для однофазного трансформатора проводится с подключением:
- вольтметров на первичной и вторичной катушках;
- ваттметра на первичной обмотке;
- амперметра на входе.
Приборы подключаются по следующей схеме:

Для определения электротока холостого хода Iо используют показания амперметра. Его сравнивают со значением электротока по номинальным характеристикам с использованием следующей формулы, получая итог в процентах:
Iо% = I0×100/I10.
Чтобы определить коэффициент трансформации k, определяют величину номинального напряжения U1н по показаниям вольтметра V1, подключённого на входе. Затем по вольтметру V2 на выходе снимают значение номинального напряжения U2О.
Коэффициент рассчитывается по формуле:
K = w1/w2 = U1н/ U2О.
Величина потерь составляет сумму из электрической и магнитной составляющих:
P0 = I02×r1 + I02×r0.
Но, если пренебречь электрическими потерями, первую часть суммы можно из формулы исключить. Однако незначительная величина электрических потерь характерна только для оборудования небольшой мощности. Поэтому при расчёте характеристик мощных агрегатов данную часть формулы следует учитывать.
 Потери холостого хода для трансформаторов мощностью 30-2500 кВА
Потери холостого хода для трансформаторов мощностью 30-2500 кВАДля трёхфазного трансформатора
Трёхфазные агрегаты испытываются по аналогичной схеме. Но напряжение подаётся отдельно по каждой фазе, с соответствующей установкой вольтметров. Их потребуется 6 единиц. Можно провести опыт с одним прибором, подключая его в необходимые точки поочерёдно.
При номинальном напряжении электротока обмотки более 6 кВ, для испытания подаётся 380 В. Высоковольтный режим для проведения опыта не позволит добиться необходимой точности для определения показателей. Кроме точности, низковольтный режим позволяет обеспечить безопасность.
Применяется следующая схема:

Работа аппарата в режиме холостого хода определяется его магнитной системой. Если речь идёт о типе прибора, сходного с однофазным трансформатором или бронестержневой системе, замыкание третьей гармонической составляющей по каждой из фаз будет происходить отдельно, с набором величины до 20 процентов активного магнитного потока.
В результате возникает дополнительная ЭДС с достаточно высоким показателем – до 60 процентов от главной. Создаётся опасность повреждения изолирующего слоя покрытия с вероятностью выхода из строя аппарата.
Предпочтительнее использовать трехстержневую систему, когда одна из составляющих будет проходить не по сердечнику, с замыканием по воздуху или другой среде (к примеру, масляной), с низкой магнитной проницаемостью. В такой ситуации не произойдёт развитие большой дополнительной ЭДС, приводящей к серьёзным искажениям.
Для сварочного трансформатора
Для сварочных трансформаторов холостой ход – один из режимов их постоянного использования в работе. В процессе выполнения сварки при рабочем режиме происходит замыкание второй обмотки между электродом и металлом детали. В результате расплавляются кромки и образуется неразъёмное соединение.
После окончания работы электроцепь разрывается, и агрегат переходит в режим холостого хода. Если вторичная цепь разомкнута, величина напряжения в ней соответствует значению ЭДС. Эта составляющая силового потока отделяется от главного и замыкается по воздушной среде.
Чтобы избежать опасности для человека при нахождении аппарата на холостом ходу, значение напряжения не должно превышать 46 В. Учитывая, что у отдельных моделей значение данных характеристик превышает указанное, достигая 70 В, сварочный агрегат выполняют со встроенным ограничителем характеристик для режима холостого хода.
Блокировка срабатывает за время, не превышающее 1 секунду с момента прерывания рабочего режима. Дополнительная защитная мера – устройство заземления корпуса сварочного агрегата.
Видео: измерение тока холостого хода
Меры по снижению тока холостого хода
Ток при нахождении трансформатора в режиме холостого хода возникает, благодаря конструктивным особенностям сердечника. Для ферромагнитного материала, попавшего в электрическое поле переменного тока, характерно наведение вихревых индуктивных токов Фуко, вызывающих нагревание данного элемента.
Чтобы снизить вихревые токи, сердечник изготавливают не в виде цельной детали, а набирают из пакета пластин небольшой толщины. Между собой пластины изолируются. Дополнительная мера – изменение свойств самого материала, позволяющее увеличить порог магнитного насыщения.
Чтобы не допустить разрыва магнитного потока с возникновением поля рассеивания, пластины тщательно подгоняют в процессе набора. Отдельные элементы шлифуют, с получением гладкой, идеально прилегающей поверхности.
Также потери снижаются за счёт более полного заполнения окна магнитопровода. Это позволяет обеспечить оптимальные показатели массы и габаритов агрегата.
Холостой ход трансформатора – режим, при котором можно рассчитать важные характеристики. Это проводится для оборудования, находящегося в эксплуатации и на стадии проектирования.
Напряжение — холостой ход — сварочный трансформатор
Напряжение — холостой ход — сварочный трансформатор
Cтраница 1
Напряжение холостого хода сварочного трансформатора снижается при отключении электрододержа-теля от сварочного трансформатора и подаче на электрод от трансформатора питания дежурного напряжения не более 12 В. [1]
Напряжение холостого хода сварочного трансформатора снижается при отключении электрододержателя от сварочного трансформатора и подаче на электрод от трансформатора питания дежурного напряжения не более 12 В. [2]
Напряжение холостого хода сварочного трансформатора и генератора для ручной сварки не должно превышать 75 — 8О В. [3]
Для проверки напряжения холостого хода сварочного трансформатора нажимают кнопку Сх Стоп 1, а затем кнопку ПА Пуск автомата, которая через реле ПР включает линейный контактор / СЛ, подключающий сварочный трансформатор к силовой сети. Нажатая кнопка Сг предотвращает включение при помощи реле РДК цепей опускания электродов и регулятора силы тока в изделии. Отключение нужно производить следующим образом. Сначала отпускают кнопку ПА и только затем кнопку d — Иначе возбудится дуговой процесс и начнется сварка. [4]
Блок снижения напряжения холостого хода сварочных трансформаторов БСНТ-08У2 предназначен для повышения электробезопасности при дуговой сварке штучными электродами, резке и наплавке металлов от однофазных сварочных трансформаторов. [6]
Устройство снижения напряжения холостого хода сварочных трансформаторов УСНТ-06У2, разработанное ВНИИЭСО и выпускаемое Симферопольским электромашиностроительным заводом, служит для повышения электробезопасности при сварке, резке и наплавке металлов от однофазных сварочных трансформаторов. [7]
Устройство снижения напряжения холостого хода сварочных трансформаторов УСНТ-06У2, разработанное ВНИИЭСО и выпускаемое Симферопольским электромашиностроительным заводом, служит для повышения электробезопасности при сварке, резке и наплавке металлов от однофазных сварочных трансформаторов и рассчитано для работы в открытых помещениях ( под навесом, в кузовах, палатках, кожухах и др.) в условиях умеренного климата при высоте над уровнем моря не более 1000 м, температуре окружающего воздуха от — 45 до 45 С и относительной влажности воздуха не более 80 % при температуре 20 С. [8]
При электросварочных работах напряжение холостого хода сварочных трансформаторов для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической — 80 В. Однако при проведении сварочных работ внутри металлических аппаратов, резервуаров и в особо сырых помещениях, колодцах, тоннелях это напряжение, особенно во время смены электродов, может оказаться опасным. Для защиты сварщика в таких условиях применяют электросварочные установки с электрической блокировкой, обеспечивающей автоматическое включение и выключение цепи или понижение напряжения в цепи до 12 В. [9]
При электросварочных работах напряжение холостого хода сварочного трансформатора для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической 80 В. Однако при проведении сварочных работ внутри металлических аппаратов, резервуаров и в особо сырых помещениях, колодцах, тоннелях это напряжение, особенно во время смены Электродов, может оказаться опасным. [10]
Для предупреждения электротравматизма напряжение холостого хода сварочного трансформатора для ручной и полуавтоматической сварки не должно превышать 75 В, а для автоматической — 80 В. Напряжение сварочного генератора также установлено не свыше 80 В. Напряжение, проводимое к электродам или зажимам контактной сварки, должно быть не более 36 В. [11]
Величина времени / зависит от напряжения холостого хода сварочного трансформатора. [13]
Устройство УСНТ-06У2 обеспечивает автоматическое понижение напряжения холостого хода сварочного трансформатора до безопасной величины ( не более 12В) за время не более 1 с после обрыва дуги и подачу полного вторичного напряжения трансформатора после кратковременного замыкания электрода на изделие. [14]
Устройство УСНТ-06У2 обеспечивает автоматическое понижение напряжения холостого хода сварочного трансформатора до безопасной величины ( не более 12 В), по истечении времени не более 1 с. [15]
Страницы: 1 2 3 4
Сварочный трансформатор — устройство, принцип работы и виды
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.

Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.

Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Поделись с друзьями
1
0
0
0
Что такое режим холостого хода сварочного трансформатора
Определение режима. Холостым ходом трансформатора называется такой режим его работы, при котором к первичной обмотке подведено синусоидальное напряжение u1, а вторичная обмотка разомкнута и ток в ней равен нулю. Принципиальная схема однофазного трансформатора при холостом ходе изображена на рис.7.6. В этом режиме трансформатор подобен дросселю с замкнутым ферромагнитным магнитопроводом.
Необходимость изучения данного режима заключается в том, что одновременно с определением основных параметров трансформатора (коэффициента трансформации, тока холостого хода, потерь в стали магнитопровода) возможно в сочетании с параметрами, полученными при другом крайнем режиме — коротком замыкании, охарактеризовать работу трансформатора под нагрузкой и наиболее точно определить коэффициент полезного действия.
Рисунок 7.6 — Схема трансформатора при холостом ходе
Принцип действия в режиме холостого хода. Под действием приложенного напряжения u1 в первичной обмотке трансформатора имеет место небольшой ток холостого хода i10 = i, обычно не превышающий (3-10%) от номинального тока в первичной обмотке, т.е. его действующее значение I£(0,03…0,1)I1н. Этот ток создает МДС первичной обмотки i×w1, которая обусловливает в замкнутом магнитопроводе переменный основной магнитный поток трансформатора Ф и небольшой переменный поток рассеяния первичной обмотки ФS1, замыкающийся вокруг первичной обмотки по воздуху.
Основной поток Ф наводит в первичной обмотке трансформатора ЭДС самоиндукции e1, а во вторичной обмотке — ЭДС взаимоиндукции e2. Поток рассеяния создает в первичной обмотке ЭДС eS1, называемую электродвижущей силой рассеяния. Так как основной поток Ф замыкается по магнитопроводу, а поток рассеяния ФS1 в основном по воздуху, то основной поток будет во много раз больше потока рассеяния (Ф>>ФS1), следовательно, и ЭДС, наводимые этими потоками в первичной обмотке, будут тоже существенно различаться по величине (E1>>ES1).
При синусоидальном напряжении u1 ЭДС e1 и e2 тоже синусоидальны, а следовательно, и поток Ф, создающий их, синусоидален. Однако вследствии магнитного насыщения магнитный поток трансформатора непропорционален намагничивающему току. Поэтому при синусоидальном потоке Ф намагничивающий ток i является несинусоидальным. При исследовании процессов в трансформаторе действительную кривую намагничивающего тока заменяют либо эквивалентной синусоидой с тем же, что и у действительной кривой, действующим значением, либо его первой гармоникой.
Действующие значения индуктированных ЭДС в обмотках трансформатора при холостом ходе определяются по формулам, известным из электротехники:
где w1 и w2 — числа витков первичной и вторичной обмоток;
f — частота ЭДС и тока, Гц;
Разделив E1 на E2, получим коэффициент трансформации трансформатора:
(7.7)
В двухобмоточных трансформаторах согласно ГОСТ 16110-80 при определении коэффициента трансформации берется отношение высшего напряжения к низшему и поэтому значение «n» всегда больше единицы.
Коэффициент трансформации n, как уже отмечено, приближенно определяется из опыта холостого хода трансформатора по отношению напряжений на зажимах обмоток
Контур намагничивания. Трансформатор фактически представляет собой две электрические цепи (первичная и вторичная обмотки), связанные магнитным полем, что усложняет расчет самого трансформатора и анализ его работы. По этой причине в теории и инженерной практике исходную схему трансформатора (рис. 7.6) заменяют схемой электрической цепи без взаимоиндукции (рис. 7.7).
В такой эквивалентной схеме электрической цепи математическое описание процессов чаще всего ведут с использованием алгебраических уравнений, записываемых для комплексных действующих напряжений и токов.
Рисунок 7.7 — Эквивалентная электрическая схема замещения трансформатора в режиме холостого хода.
Действие противо-ЭДС E 1 можно представить в виде падения напряжения от тока I10 = I на некотором полном сопротивлении Z m:
где — параметр, характеризующий магнитную цепь трансформатора и называемый полным сопротивлением контура намагничивания;
rm— активное сопротивление контура намагничивания, определяемое потерями в стали трансформатора;
хm — индуктивное сопротивление контура намагничивания, определяемое потокосцеплением основного потока с первичной и вторичной обмотками при токе в первичной обмотке, равном I (при отсутствии тока во вторичной обмотке).
Таким образом, сопротивление Zm обусловлено потерями в стали магнитопровода и намагничивающей МДС холостого хода (I×w1) первичной обмотки трансформатора.
Поток рассеяния ФS1 замыкается в основном по воздуху и, следовательно, практически не создает никаких потерь в стали. Значит, ЭДС рассеяния ES1 можно заменить падением напряжения только на индуктивном сопротивлении первичной обмотки x1, обусловленном потокосцеплением рассеяния YS1 первичной обмотки с её витками при соответствующем токе в обмотке
(7.9)
Величину x1 называют индуктивным сопротивлением рассеяния первичной обмотки.
Замена ЭДС рассеяния ES1 падением напряжения US1 от тока I на сопротивлении x1 делает более наглядной роль потока рассеяния: он создает индуктивное падение напряжения в первичной обмотке трансформатора, не участвуя в передаче энергии из одной обмотки в другую.
Уравнения равновесия напряжений. Эти уравнения удобно записать для комплексной схемы замещения трансформатора, работающего в режиме холостого хода (рис. 7.8)
Рисунок 7.8 — Комплексная схема замещения трансформатора в режиме холостого хода
При синусоидальном напряжении U 1 и эквивалентном синусоидальном токе I уравнения равновесия напряжений для первичной и вторичной цепей трансформатора при холостом ходе записываются в следующем виде:
(7.10)
где — полное комплексное сопротивление первичной обмотки трансформатора;
r1 – активное сопротивление первичной обмотки (обычно r На основании вышеизложенного можно сделать ряд выводов .
1. Режим холостого хода характеризуется тем, что по отношению к сети трансформатор представляет комплексную нагрузку почти индуктивного характера, при которой приложенное напряжение U 1 опережает ток холостого хода I на угол, близкий к 90 0 . Работа трансформатора в этом режиме вследствие значительной потребляемой из сети реактивной мощности является нежелательной.
2. Так как величины падений напряжений Ir1 и IхS1 составляют лишь несколько процентов от приложенного напряжения, то векторы E 1 и E 2 сдвинуты по отношению к вектору U 1 на угол, близкий к 180 0 . При этом величины векторов U 1 и E 1 отличаются незначительно. Поэтому практически коэффициент трансформации можно с достаточной степенью точности определить из отношения напряжений обмоток трансформатора при холостом ходе, т.е.
(7.11)
Опыт холостого хода. Режим холостого хода трансформатора обычно исследуют опытным путем с использованием двух вольтметров, амперметра и ваттметра. При этом к первичной обмотке трансформатора (рис. 7.7) подводится номинальное напряжение U10 = U1Н. На зажимы вторичной обмотки включается вольтметр с большим внутренним сопротивлением, позволяющий измерять напряжение U20»Е2.
В опыте холостого хода определяются:
а) ток холостого хода I (по показанию амперметра, включенного в первичную цепь). При U10 = U1Н ток I не должен превышать (3-10%) I1Н;
б) потери в стали магнитопровода трансформатора Pст (по показаниям ваттметра) P = I 2 r1 + Pст » Pст, так как потерями в меди первичной обмотки ввиду малости тока I и сопротивления r1 можно пренебречь ;
в) коэффициент трансформации n (по показаниям вольтметров в первичной и вторичной цепях)
г) коэффициент мощности cosj (по показаниям вольтметра, амперметра и ваттметра в первичной цепи)
;
д) параметры схемы замещения трансформатора при холостом ходе:
Не нашли то, что искали? Воспользуйтесь поиском:
Лучшие изречения: Для студентов недели бывают четные, нечетные и зачетные. 9163 —  | 7338 —
| 7338 —  или читать все.
или читать все.
91.146.8.87 © studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам | Обратная связь.
Отключите adBlock!
и обновите страницу (F5)
очень нужно
Занимаясь поисками подходящего сварочного трансформатора, многие отказываются от заводских моделей в пользу самодельных. Причины такого решения могут быть самые разнообразные, начиная от неприемлемых цен и заканчивая желанием сделать сварочный трансформатор самостоятельно. По сути особых сложностей в том, как сделать сварочный трансформатор, нет, к тому же, самодельный сварочный трансформатор может по праву считаться предметом гордости любого хозяина. Но при его создании невозможно обойтись без знаний об устройстве и схеме трансформатора, его характеристиках и расчетах по ним.
Рабочие характеристики сварочного трансформатора
Любой электроинструмент обладает определенными рабочими характеристиками и сварочный трансформатор не исключение. Но кроме привычных, таких как мощность, количество фаз и требуемое для работы напряжение в сети, сварочный трансформатор имеет целый набор уникальных характеристик, каждая из которых позволит безошибочно подобрать в магазине аппарат под определенный вид работ. Для тех же, кто собирается изготовить сварочный трансформатор своими руками, знание этих характеристик потребуется для выполнения расчетов.
![]()
Но прежде чем перейти к детальному описанию каждой характеристики, необходимо разобраться, что собой представляет базовый принцип работы сварочного трансформатора. Он довольно прост и заключается в преобразовании входящего напряжения, а именно его понижении. Понижающая вольтамперная характеристика сварочного трансформатора имеет следующую зависимость – при понижении напряжения (Вольт) возрастает сила тока сварки (Ампер), что и позволяет плавить и сваривать металл. На основе этого принципа и построена вся работа сварочного трансформатора, а также связанные с ней другие рабочие характеристики.
Напряжение сети и количество фаз
С этой характеристикой все довольно просто. Она указывает на требуемое для работы сварочного трансформатора напряжение. Это может быть 220 В или 380 В. На практике напряжение в сети может немного колебаться в пределах +/- 10 В, что может сказаться на стабильной работе трансформатора. При расчетах для сварочного трансформатора напряжение в сети является основополагающей характеристикой для расчетов. К тому же, от напряжения в сети зависит количество фаз. Для 220 В – это две фазы, для 380 В – три. В расчетах это не учитывается, но для подключения сварочного аппарата и его работы это важный момент. Также есть отдельная категория трансформаторов, которые могут работать как от 220 В, так и от 380 В.
Номинальный сварочный ток трансформатора

Это основная рабочая характеристика любого сварочного трансформатора. От величины силы сварочного тока зависит возможность резки и сварки металла. Во всех сварочных трансформаторах это значение указывается максимальным, так как именно столько способен выдать трансформатор на пределе возможностей. Конечно, номинальный сварочный ток можно регулировать для возможности работы электродами различного диаметра, и для этого в трансформаторах предусмотрен специальный регулятор. Необходимо отметить, что для бытовых сварочных трансформаторов, созданных своими руками, сварочный ток не превышает 160 – 200 А. Это связано в первую очередь с весом самого трансформатора. Ведь чем больше сила сварочного тока, тем больше требуется витков медного провода, а это лишние неподъемные килограммы. В дополнение на сварочный трансформатор цена зависит от металла для проводов обмоток, и чем больше провода было потрачено, тем дороже обойдется сам аппарат.
Диаметр электрода
В работе со сварочным трансформатором для сварки металла используются наплавляемые электроды различного диаметра. При этом возможность использовать электрод определенного диаметра зависит от двух факторов. Первый – номинальный сварочный ток трансформатора. Второй – толщина металла. В приведенной ниже таблице указаны диаметры электродов в зависимости от толщины металла и сварочного тока самого трансформатора.

Как видно из этой таблицы, использование 2 мм электрода будет просто бессмысленным при силе тока в 200 А. Или наоборот, 4 мм электрод бесполезен при силе тока в 100 А. Но довольно часто приходится выполнять сварку металла различной толщины одним и тем же аппаратом и для этого сварочные трансформаторы оборудуются регуляторами силы тока.
Пределы регулирования сварочного тока
Для сварки металла различной толщины используются электроды различного диаметра. Но если сила сварочного тока будет слишком большой, то металл при сварке прогорит, а если слишком маленькой, то не удастся его расплавить. Потому в сварочных трансформаторах для этих целей встраивается специальный регулятор, позволяющий понижать номинальный сварочный ток до определенного значения. Обычно в самодельных сварочных трансформаторах создается несколько ступеней регулировки, начиная от 50 А и заканчивая 200 А.
Номинальное рабочее напряжение
Как уже отмечалось, сварочный трансформатор преобразует входящее напряжение до более низкого значения, составляющего 30 – 60 В. Это и есть номинальное рабочее напряжение, которое необходимо для поддержания стабильного горения дуги. Также от этого параметра зависит возможность сварки металла определенной толщины. Так для сварки тонколистового металла требуется низкое напряжение, а для более толстого – высокое. При расчетах этот показатель весьма важен.
Номинальный режим работы
Одной из ключевых рабочих характеристик сварочного трансформатора является его номинальный режим работы. Он указывает на период беспрерывной работы. Этот показатель для заводских сварочных трансформаторов обычно составляет около 40%, а вот для самодельных он может быть не выше 20 – 30%. Это значит, что из 10 минут работы можно беспрерывно варить 3 минуты, а 7 давать отдохнуть.
Мощность потребления и выходная
Как и любой другой электроинструмент, сварочный трансформатор потребляет электроэнергию. При расчетах и создании трансформатора показатель потребляемой мощности играет важную роль. Что касается выходной мощности, то её также следует учитывать, так как коэффициент полезного действия сварочного трансформатора напрямую зависит от разницы между этими двумя показателями. И чем меньше эта разница, тем лучше.
Напряжение холостого хода
Одной из важных рабочих характеристик является напряжение холостого хода сварочного трансформатора. Эта характеристика отвечает за легкость появления сварочной дуги, и чем выше будет напряжение, тем легче появится дуга. Но есть один важный момент. Для обеспечения безопасности человека, работающего с аппаратом, напряжение ограничивается 80 В.
Схема сварочного трансформатора
Как уже отмечалось, принцип работы сварочного трансформатора заключается в понижении напряжения и повышении силы тока. В большинстве случаев устройство сварочного трансформатора довольно простое. Он состоит из металлического сердечника, двух обмоток – первичной и вторичной. На представленном ниже фото изображено устройство сварочного трансформатора.
![]()
С развитием электротехники принципиальная схема сварочного трансформатора совершенствовалась, и сегодня производятся сварочные аппараты, в схеме которых используются дроссели, диодный мост и регуляторы силы тока. На представленной схеме видно, как диодный мост интегрирован в сварочный трансформатор (фото ниже).

Одним из самых популярных самодельных сварочных трансформаторов является трансформатор с тороидальным сердечником, в силу его малого веса и прекрасных рабочих характеристик. Схема такого трансформатора представлена ниже.
![]()
Сегодня существует множество различных схем сварочных трансформаторов, начиная от классических и заканчивая схемами инверторов и выпрямителей. Но для создания сварочного трансформатора своими руками лучше выбирать более простую и надежную схему, не требующую использования дорогой электроники. Как, например, сварочный тороидальный трансформатор или трансформатор с дросселем и диодным мостом. В любом случае для создания сварочного трансформатора, кроме схемы, придется выполнить определенные расчеты, чтобы получить требуемые рабочие характеристики.
Расчет сварочного трансформатора
При создании сварочного трансформатора под конкретные цели приходится определять его рабочие характеристики заранее. Кроме этого, расчет сварочного трансформатора выполняется для определения количества витков первичной и вторичной обмоток, площади сечения сердечника и его окна, мощности трансформатора, напряжения дуги и прочего.
![]()
Для выполнения расчетов потребуются следующие исходные данные:
- входящее напряжение первичной обмотки (В) U1;
- номинальное напряжение вторичной обмотки (В) U2;
- номинальная сила тока вторичной обмотки (А) I;
- площадь сердечника (см2) Sс;
- площадь окна (см2)So;
- плотность тока в обмотке (A/мм2).
Рассмотрим на примере расчета для тороидального трансформатора со следующими параметрами: входящее напряжение U1=220 В, номинальное напряжение вторичной обмотки U2=70 В, номинальная сила тока вторичной обмотки 200 А, площадь сердечника Sс=45 см2, площадь окна So=80 см2, плотность тока в обмотке составляет 3 A/мм2.
Вначале рассчитываем мощность тороидального трансформатора по формуле:
P габаритн = 1,9*Sc*So. В результате получим 6840 Вт или упрощенно 6,8 кВт.
Важно! Данная формула применима только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 1,7. Для трансформаторов с сердечником типа П, Ш – 1,5.
Следующим шагом будет расчет количества витков для первичной и вторичной обмоток. Чтобы это сделать, вначале придется вычислить необходимое количество витков на 1 В. Для этого используем следующую формулу: K = 35/S. В результате получим 0,77 витка на 1 В потребляемого напряжения.
Важно! Как и в первой формуле, коэффициент 35 применим только для тороидальных трансформаторов. Для трансформаторов с сердечником типа ПЛ, ШЛ используется коэффициент 40. Для трансформаторов с сердечником типа П, Ш – 50.
Далее рассчитываем максимальный ток первичной обмотки по формуле: Imax = P/U. В результате получим ток для первичной обмотки 6480/220=31 А. Для вторичной обмотки силу тока берем за константу в 200 А, так как возможно придется варить электродами с диаметром от 2 до 3 мм металл различной толщины. Конечно, на практике 200 А – это предельная сила тока, но запас в пару десятков ампер позволит аппарату работать более надежно.
Теперь на основании полученных данных рассчитываем количество витков для первичной и вторичной обмоток в трансформаторе со ступенчатым регулированием в первичной обмотке. Расчет для вторичной обмотки выполняем по следующей формуле W2 =U2*K, в результате получим 54 витка. Далее переходим к расчету ступеней первичной обмотки. Для этого используем формулу W1ст = (220*W2)/Uст.
Uст – необходимое выходное напряжение вторичной обмотки.
W2 – количество витков вторичной обмотки.
W1ст – количество витков первичной обмотки определенной ступени.
Но прежде чем приступить к расчету витков ступеней первичной обмотки, необходимо определить напряжение для каждого. Сделать это можно по формуле U=P/I, где:
U – напряжение (В).
Например, нам требуется сделать четыре ступени со следующими показателями номинальной силы тока на вторичной обмотке: 160 А, 130 А, 100 А и 90 А. Такой разброс понадобится для использования электродов различного диаметра и сварки металла различной толщины. В результате получим Uст = 40,5 В для первой ступени, 50 В для второй ступени, 65 В для третьей ступени и 72 В для четвертой. Подставив полученные данные в формулу W1ст = (220*W2)/Uст, рассчитываем количество витков для каждой ступени. W1ст1 = 293 витка, W1ст2 = 238 витков, W1ст3 = 182 витка, W1ст4 = 165 витков. В процессе намотки провода на каждом из этих витков делается отвод для регулятора.
Осталось рассчитать сечение провода для первичной и вторичной обмоток. Для этого используем показатель плотности тока в проводе, который равен 3 A/мм2. Формула довольно проста – необходимо максимальный ток каждой из обмоток разделить на плотность тока в проводке. В результате получим для первичной обмотки сечение провода Sперв = 10 мм2. Для вторичной обмотки сечение провода Sвтор = 66 мм2.
Создавая сварочный трансформатор своими руками, необходимо выполнить все вышеперечисленные расчеты. Это поможет правильно подобрать все необходимые детали и затем собрать из них аппарат. Для новичка выполнение расчетов может показаться весьма запутанным занятием, но если вникнуть в суть выполняемых действий, все окажется не таким уж и сложным.
Пределы регулирования сварочного тока Iсв трансформатора ТД-300 составляют 60. 400 А. Напряжение холостого хода 61 и 79 В. Рабочее напряжение равно 30 В.
Основными элементами сварочного трансформатора (рис. 6, 7) являются:
неподвижные катушки с первичной обмоткой;
подвижные катушки со вторичной обмоткой.
Величину сварочного тока регулируют изменением расстояния между первичными и вторичными катушками благодаря подвижным вторичным катушкам.
Катушки первичной обмотки неподвижны. Катушки вторичной обмотки лежат на большой плоской гайке. При вращении рукоятки, соединенный с ней винт вкручивается в эту гайку. Винт через упорный подшипник связан с корпусом трансформатора. При вращении рукоятки винта гайка поднимается или опускается по винту вместе с вторичной обмоткой. Происходит плавное изменение силы сварочного тока.
При увеличении расстояния между обмотками уменьшается магнитный поток, пронизывающий вторичную катушку. Чем больше зазор, тем большая часть магнитного потока теряется за счет рассеивания в пространстве. Поэтому сварочный ток уменьшается. Уменьшение расстояния между обмотками приводит к увеличению тока.
1.4. Режимы работы сварочного трансформатора
Действие сварочного трансформатора основано на явлении электромагнитной индукции.
Режим холостого хода трансформатора (рис. 8) устанавливают при разомкнутой вторичной обмотке в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом по первичной обмотке идет ток I1, который создает переменный магнитный поток Ф1. Этот поток индуцирует во вторичной обмотке переменное напряжение U2. Поскольку цепь вторичной обмотки разомкнута, то ток в ней не идет I2 = 0 и никаких затрат энергии во вторичной цепи нет. Поэтому вторичное напряжение на холостом ходе максимально и эту величину называют напряжением холостого хода U2 = Uхх.
Отношение напряжений первичной и вторичной обмоток при холостом ходе называют коэффициентом трансформации К. Он также равен отношению чисел витков первичной обмотки w1 и вторичной обмотки w2.
(6)
В сварочных трансформаторах сетевое напряжение 220 В или 380 В преобразуется в более низкое напряжение холостого хода U2= Uхх = 60. 80В,
Режим нагрузки (см. рис. 8) устанавливают благодаря замыканию цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2 во вторичной обмотке и дуге появляется ток I2 = Iсв. Этот ток в сердечнике создает переменный магнитный поток, который стремится уменьшить величину потока, создаваемого первичной обмоткой Фк Противодействуя этому, сила тока в первичной обмотке увеличивается. Увеличение потребления энергии в первичной обмотке должно быть равно увеличению отдачи энергии дуге вторичной обмоткой в соответствии с законом сохранения энергии.
Напряжение во вторичной обмотке трансформатора при нагрузке равно
где Uд — падение напряжения на дуге; XL — индуктивное сопротивление сварочного контура.
Омическое сопротивление сварочного контура R, включая вылет электрода, значительно меньше индуктивного сопротивления ХL. По этой причине при расчете U2 величиной R пренебрегаем.
Часть магнитного потока Фр по пути от первичной обмотки ко вторичной рассеивается в пространстве. Магнитный поток рассеивания тем больше, чем больше расстояние между обмотками (см. рис. 7 и 8). В результате вторичную обмотку пронизывает магнитный поток Ф2. Падающая внешняя вольтамперная характеристика сварочного трансформатора получается благодаря изменению величины рассеивания магнитного потока Фр.
При этом напряжение дуги Uд уменьшается Uд = U2 — Iсв·XL при увеличении силы сварочного тока Iсв и индуктивного сопротивления XL.
Как показано на рис. 9, регулировать трансформатор можно:
изменяя индуктивное сопротивление сварочного трансформатора XL
измененяя напряжение холостого хода Uхх.
Первый способ более распространен и позволяет плавно регулировать сварочный ток. Второй способ применяют как дополнительный. Как правило трансформатор имеет одну или две фиксированные величины Uхх и U’хх. U’хх получают, устанавливая дополнительные секции в первичной или вторичной обмотках. При величине напряжения холостого хода U’хх, как и при Uхх можно плавно регулировать индуктивное сопротивление ХL, а следовательно сварочный ток Iсв и ток короткого замыкания Iкз.
Плавное двухдиапазонное регулирование тока позволяет уменьшить массу и габариты трансформатора. Для получения диапазона больших токов обе катушки первичной и вторичной обмоток включаются попарно параллельно, как показано на рис. 6. Для получения диапазона малых токов катушки первичной и вторичной обмоток включаются последовательно.
Регулирование сварочного тока Iсв (как и Iкз ) при постоянном напряжении холостого хода трансформатора Uхх возможно только за счет изменения индуктивного сопротивления.
В существующих конструкциях трансформаторов регулирование индуктивного сопротивления вторичной цепи может быть выполнено:
изменением расстояния между первичной и вторичной обмотками;
изменением зазора магнитопровода дросселя, выполненного отдельно от трансформатора.
Первый вариант интересен простой и надежной конструкцией. Однако если сваривать необходимо на расстоянии 10. 40 метров от трансформатора, то отдельный регулятор будет всегда под рукой у сварщика. Он весит значительно меньше трансформатора. Поэтому его легче перемещать.
При коротком замыкании электрод касается изделия Кд = 0. Напряжение во вторичной обмотке U2 = Iкз • XL.
Следовательно регулирование тока короткого замыкания возможно только за счет изменения индуктивного сопротивления ХL.
Сварочные трансформаторы: принцип действия, конструкция

С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки.
Принцип действия сварочного трансформатора
По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней.
Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке.
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Любой трансформатор для сваривания металлических различных элементов состоит из:
- Магнитопровода;
- Изолированную первичную обмотку;
- Вторичная обмотка;
- Вентилятор, для охлаждения.
В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются:
- управляемые тиристоры, которые непросто дают постоянный ток для сварки элементов, но осуществляют изменение силы тока во время этого процесс;
- неуправляемые вентили диоды, вместе с дросселем.
Назначение сварочного трансформатора
Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит.
Сварочные трансформаторы переменного тока
Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно.
И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться.
Сварочные трансформаторы постоянного тока
Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт.
На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки.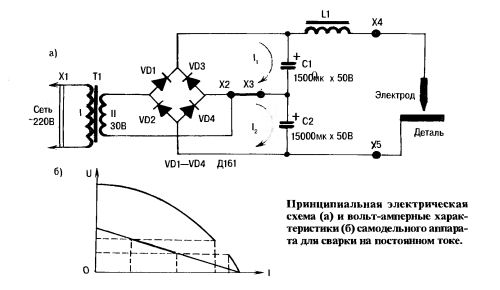
Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику.
Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги.
Сварочный трансформатор ВДМ
Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем.
Как рассчитать сварочный трансформатор
Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника.
Существует два вида сердечника:
- броневой;
- стержневой;
- тороидальный (круглый).
При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые.
Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А.
Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна:
P = U2 × I2 × cos (φ) / η
где, U2 – напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7.
А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час.
Pдл = U2 × I2 × (ПР/100)1/2 × 0.001
ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %;
Намотка сварочного трансформатора
Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков
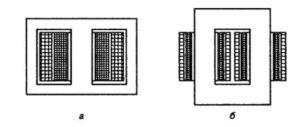
С обмотками на одном плече (рисунок ниже, а):
N1 = 7440 × U1/(Sиз × I2)
С разнесенными обмотками (рисунок ниже, б):
N1 = 4960 × U1/(Sиз × I2)
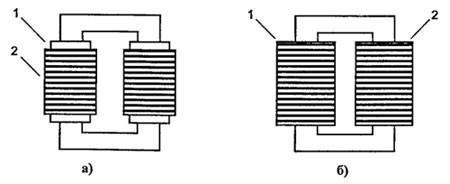
Sиз — измеренное сечение магнитопровода (см2)
Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка.
Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить.
Улучшение сварочного трансформатора
Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу.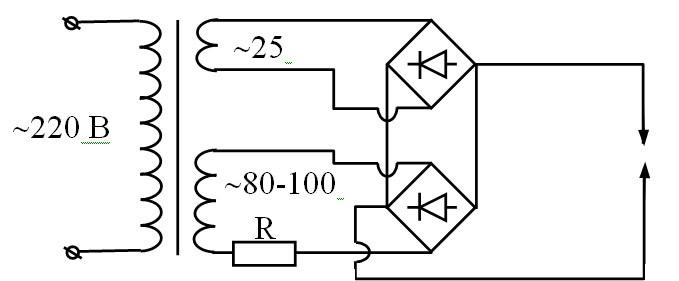
Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию.
Сварочный трансформатор — Википедия
Материал из Википедии — свободной энциклопедии
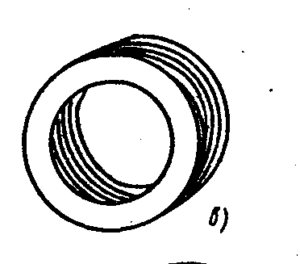
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 22 февраля 2014; проверки требуют 14 правок. Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 22 февраля 2014; проверки требуют 14 правок.Сварочный трансформатор — трансформатор, предназначенный для различных видов сварки.
 Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушками
Сварочный трансформатор с регулированием напряжения при помощи изменения величины зазора между катушкамиСварочный трансформатор преобразует напряжение сети (220 или 380 В) в низкое напряжение, а ток из низкого — в высокий, до тысяч ампер.
Сварочный ток регулируется благодаря изменению величины либо индуктивного сопротивления, либо вторичного напряжения трансформатора, что осуществляется посредством секционирования числа витков первичной или вторичной обмотки. Это обеспечивает ступенчатое регулирование тока.
Сварочные трансформаторы классифицируются следующим образом:
- По количеству обслуживаемых рабочих мест
- По фазности напряжения в сети: однофазные, трехфазные.
- По конструкции: с регулировкой вторичного напряжения магнитным рассеянием, регулировкой переключением количества витков, с регулируемым выходным напряжением посредством дросселя насыщения.
К характеристикам сварочных трансформаторов относятся:
- Коэффициент мощности
- Напряжение сети
- Вторичное напряжение
- Мощность
- Пределы регулирования тока
Для надежного зажигания дуги вторичное напряжение сварочных трансформаторов должна быть не менее 60-65 В; напряжение дуги при ручной сварке обычно не превышает 20-30 В.
Для сварки переменным током широко применяют однофазные трансформаторы, которые понижают напряжение с 220 В до величины не более 70 В. В промышленности чаще всего используют трехфазные сварочные трансформаторы, где напряжение с 380 В понижается до величины не более 70 В. Бывают и двухфазные (с объединенными в две фазы по 220 в) сварочные трансформаторы, которые понижают напряжение с 380 в до 70 В. Они отличаются между собой только величиной коэффициента преобразования напряжения и тока, вследствие разницы во входных напряжениях и, соответственно, в построении первичной обмотки; в трехфазных есть три первичные обмотки, а в однофазных и двухфазных есть только одна первичная обмотка, только с той разницей, что витков на этой обмотке в двухфазных больше, соответственно с напряжением, в первых 220 В, а во вторых 380 В.
Вольт-амперная характеристика вторичной цепи трансформаторов, должна обеспечивать ведение устойчивого сварочного процесса, учитывает статическую характеристику сварочной дуги.
Наличие индуктивного сопротивления необходимой расчетной величины обеспечивает в трансформаторах стабилизацию дуги и ее восстановление при частой смене полярности переменного тока.
- Источники питания сварочной дуги: Учебник. — М.: Высш. школа, 1982. — 182 с, ил. 40 к.
- Алексєєв Е. Д., Мельник В. І. Зварювання в промисловому будівництві. — Стройиздат, 2000. — 377 с.
- Альошин Н. П., Щербинский В. Г. Контроль якості зварювальних робіт. — М.: Вища. школа, 2006. — 167 с.
- Безпека виробничих процесів/Под ред. С. В. Бєлова — М.: Машинобудування, 1995. — 448 с.
- Блінов A. H., Лялін К. В — Організація і виробництво зварювально-монтажних робіт, — М: Стройиздат, 1998. — 343 с.
- Думова С. І. Технологія електричного зварювання плавленням. — Л.: Машинобудування, 2007. — 468 с.
https://web.archive.org/web/20140226095245/http://www.sibelektrod.ru/publ/svarochnye_transformatory/svarochnyj_transformator_prakticheskij_spravochnik/2-1-0-71
http://www.autowelding.ru/index/0-27