


Как запаять алюминий обычным оловом в домашних условиях? Самый эффективный и надежный способ | AVTO CLASS
Как запаять алюминий в домашних условиях, не имея никаких специальных электродов, аргоновой сварки? Мы не будем использовать химию и свойства алюминия. Я хочу показать вам, как можно запаять алюминий при помощи обычного куска олова.
AVTO CLASSAVTO CLASS
В качестве примера будем паять алюминиевый контейнер, в котором я специально сделал болгаркой прорезь.
AVTO CLASSAVTO CLASS
Чтобы запаять прорезь нам нужно вокруг прорези облудить поверхность, что очень сложно из-за образования оксидной пленки.
AVTO CLASSAVTO CLASS
Но если хорошо постараться все обязательно получится, а для этого нам понадобятся шуруповерт с щеткой по металлу, газовая горелка, сам газ и кусок обычного олова.
AVTO CLASSAVTO CLASS
Вот таким куском олова мы воспользуемся.
AVTO CLASSAVTO CLASS
Изначально нужно нагреть поверхность, расплавить малую часть олова на поверхности, и грея поверхность турбогорелкой в этот же момент втирать щеткой олово для того, чтобы облудить поверхность вокруг прорези.
AVTO CLASS
AVTO CLASSAVTO CLASS
Действия нужно периодически повторять до нужного результата.
AVTO CLASSAVTO CLASS
AVTO CLASSAVTO CLASS
AVTO CLASSAVTO CLASS
AVTO CLASSAVTO CLASS
AVTO CLASSAVTO CLASS
AVTO CLASSAVTO CLASS
AVTO CLASSAVTO CLASS
AVTO CLASSAVTO CLASS
Все отлично запаялось обычным куском олова.
AVTO CLASSAVTO CLASS
Как поверхность застынет можно зашлифовать.
AVTO CLASSAVTO CLASS
В процессе шлифования обратите внимание, как все монолитно зашлифовалось.
AVTO CLASSAVTO CLASS
Шлифуем дальше.
AVTO CLASSAVTO CLASS
Идеально получилось.
AVTO CLASSAVTO CLASS
Нальем воды для проверки.
AVTO CLASSAVTO CLASS
Конечно же вода осталась в контейнере, так как все превосходно запаялось.
AVTO CLASSAVTO CLASS
Таким нехитрым образом при помощи олова можно запаять любую алюминиевую деталь в домашних условиях, если нет под рукой специальных электродов и аргоновой сварки.
Подробнее смотрите в видео:
Желаю Всем приятного просмотра и добра!
Ставим лайки, комментируем публикацию, делимся публикацией в социальных сетях и конечно же незабываем подписываться на канал «AVTO CLASS» !
Как паять алюминий обычным оловом — 100% проверенный способ | Сварка и Пайка
Если нет под рукой аргонодуговой сварки или специальных электродов, но паять алюминий нужно, то, можно обойтись и одним оловом. Изделия из алюминия являются самыми доступными и распространёнными, поэтому их часто приходится ремонтировать своими руками.
И хотя алюминий легко обрабатывается, паять его непросто. Основная проблема, возникающая при пайке алюминия, это оксидная плёнка на его поверхности.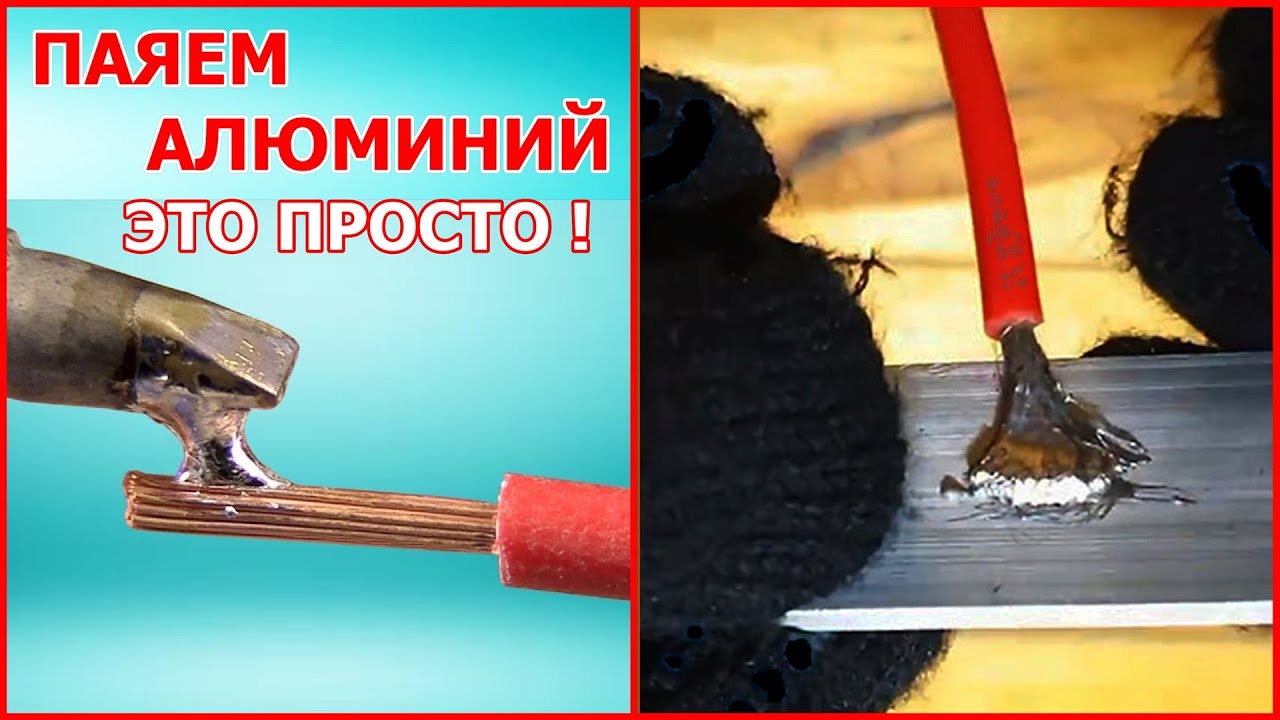 Разогретый алюминий быстро остывает, что мгновенно приводит к образованию окисей.
Разогретый алюминий быстро остывает, что мгновенно приводит к образованию окисей.
Поэтому в большинстве случаев для пайки алюминиевых изделий используют активные ртутные флюсы и сменные жала для паяльников. Однако если постараться, то можно запаять алюминий и обычным оловом, при помощи газовой горелки, канифоли и паяльника.
Подготовка алюминия перед пайкой
Для пайки алюминиевых изделий нужна высокая температура, намного выше, чем при пайке медных. Поэтому лучшим вариантом здесь будет использование газовой горелки или достаточно мощного паяльника, не менее чем на 100 Вт. Особенно актуальным данный совет оказывается при пайке объёмных алюминиевых изделий.
Также понадобится олово и канифоль. Если есть, то лучше всего будет использовать самодельный флюс из канифоли на основе спирта. Перед пайкой алюминия соединяемые детали нужно правильно подготовить. Для этого места пайки хорошенько натираются кирпичом или песчаником.
Делается это с той целью, чтобы камень снял оксидную плёнку с поверхности алюминия. При этом пыль, которая образуется в момент зачистки убирать не нужно. Она остается на поверхности алюминия для последующего лужения канифолью.
Пайка алюминия обычным оловом и канифолью
После того, как поверхности алюминиевых изделий обработаны камнем, на них наносится тонкий слой разогретой канифоли. Можно использовать уже готовую жидкую канифоль, а можно растопить сосновую при помощи паяльника или газовой горелки.
Далее процесс пайки алюминия мало чем отличается от пайки меди или других, цветных металлов. Для этого берётся паяльник, и разогретое олово наносится на место спаивания деталей. Можно разогревать олово горелкой, а затем втирать его жалом паяльника в алюминий.
Даже жидкое олово в виду особенностей алюминия не будет растекаться на поверхности детали. Поэтому берём паяльник и тщательно втираем олово в место соединения.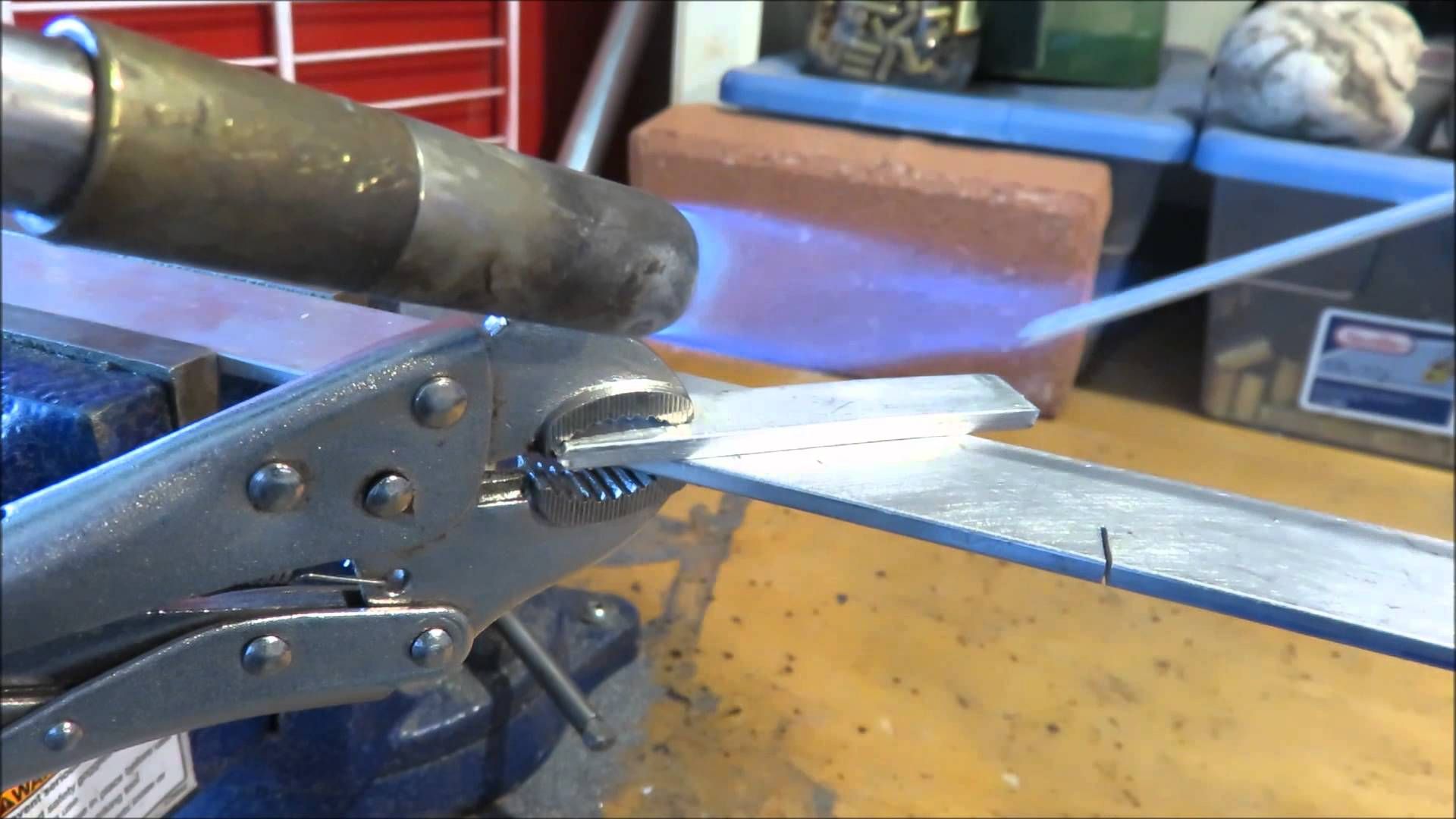 При этом, как было сказано выше, из-за присутствия пыли на поверхности алюминия, разрушается оксидная плёнка.
При этом, как было сказано выше, из-за присутствия пыли на поверхности алюминия, разрушается оксидная плёнка.
После пайки даём деталям остыть, и проверяем соединение на прочность. И, как показывает практика, спаянное соединение алюминиевых изделий, таким образом, оказывается намного прочнее, чем из меди.
Всё это объясняется тем, что температура плавления меди намного выше, чем у алюминия. Также алюминий имеет большую способность диффузии с другими металлами.
Это наиболее простой и доступный способ соединить две детали из алюминия или «залатать» дыру. Он не требует каких-либо специальных средств и сварки. Вполне возможно, что способ окажется вполне пригодным для пайки деталей и из других цветных металлов.
Вам также может понравиться:
Алюминий, пайка припои — Справочник химика 21
Полное абразивно-кавитационное облуживание образца алюминия в припое 5п—50 % 2п при 300 °С происходит за 10 с при интенсивности колебаний / = 2 Вт/см и малой глубине эрозии (0,007 мм), т. е. значение глубины эрозии того же порядка, что и при абразивном лужении. Способ успешно использован, например, при пайке многожильных проводов с медными наконечниками. [c.270]
е. значение глубины эрозии того же порядка, что и при абразивном лужении. Способ успешно использован, например, при пайке многожильных проводов с медными наконечниками. [c.270]Пайка алюминия. Алюминий паяют теми же способами, которые описаны в 3—6. Однако, безусловно, перед пайкой необходимо прежде всего удалить окислы (скобля ножом). При пайке следует пользоваться следующим припоем олово (30%) и цинк (70%), так как оловянно-свинцовый припой непригоден ( 2). При пайке электрических проводов в качестве флюса необходима канифоль (гл. 3, 2). [c.185]
Существует еще и другой метод пайки алюминия, заключающийся в соскабливании, удалении окисной иленки шабером или стальной щеткой непосредственно под споем расплавленного и растекающегося но поверхности припоя. При этом пленка удаляется лишь в отдельных местах поверхности, и поэтому пайка получается лишь частичной. Качество и эффективность такой пайки зависят от количества сделанных царапин.

В качестве припоев нри пайке алюминия и его сплавов чаще всего используются оловянно-цинковый (90% олова и 10% цинка), или оловянно-кадмиевый припой. Оловянно-цинковый припой вызывает наименьшую электролитическую коррозию основного металла [163]. [c.210]
При пайке тонких алюминиевых проводов, диаметром 2-f-8 мм последние лудят и затем паяют на нагретом до 200- 300° листе алюминия. На этот. лист предварительно наносится припой, который тут же плавится. Конец стержня паяльника погружают в припой вместе с проволокой и лудят ее. Затем производят спаивание проводов. [c.217]
Припой для пайки алюминия и его сплавов [c.234]
При пайке с механическим удалением окисной пленки деталь нагревают до температуры расплавления припоя, на зону шва наносят расплавленный припой и под ним инструментом (шабером, абразивом, стальной щеткой) соскабливают окислы. По мере удаления окисной пленки припой смачивает поверхность алюминия и после охлаждения образует прочный и плотный шов. Пайку с- механическим удалением окисной пленки выполняют без флюса. Ее используют обычно для уплотнения мелких пор и заделки свищей, например в испарителях домашних холодильников. [c.240]
По мере удаления окисной пленки припой смачивает поверхность алюминия и после охлаждения образует прочный и плотный шов. Пайку с- механическим удалением окисной пленки выполняют без флюса. Ее используют обычно для уплотнения мелких пор и заделки свищей, например в испарителях домашних холодильников. [c.240]
Часто бывает удобно при соединении алюминия с нержавеющей сталью использовать медный переход для того, чтобы избежать всегда возможного окисления нержавеющей стали, очень затрудняющего пайку. К наружной или внутренней поверхности нержавеющей трубки на серебряном припое присоединяется медный патрубок, другой конец которого лудится мягким припоем. Последующее соединение с алюминиевой трубкой производится одним из трех указанных способов. Произведенные
Припаем для твердой пайки алюминия служит сплав алюминия с медью и кремнием, носящий название 34-Л. [c.124]
Припой 34-А имеет температуру плавления 525—530° С.
Одним из путей решения вопроса о низкотемпературной пайке алюминиевых сплавов является предварительное нанесение на детали никелевого слоя, электродный потенциал которого находится между потенциалами алюминия и основных компонентов легкоплавких припоев. Кроме того, по никелевому подслою хорошо растекается припой, [c.193]
Исключение представляет пайка алюминия, при которой расплавленный припой следует перемещать по нагретой поверхности деталей с помощью пламени горелки.
В качестве припоя применяют алюминий с присадкой кремния (например, 7,5% Si) для снижения температуры плавления алюминия. Припой на основной металл наносят с двух сторон плакировкой. Обычная толщина плакированного слоя — 5—10% толщины основного листа. В последнее время для повышения качества пайки в ряде случаев применяется пайка алюминиевых конструкций в соляных ваннах под флюсом. [c.94]
[c.94]
Большой практический интерес представляет использование определенных примесей в припоях для улучшения технологии пайки. Например, при ультразвуковом лужении алюминия легкоплавкими припоями полное смачивание достигается лишь при нагревании до достаточно высокой температуры. Введение в припой металлов, активно взаимодействующих с алюминием, позволяет значительно снизить температуру лужения [326].
Этот специальный припой служит для твердой пайки алюминия, которая производится с большим трудом. Трудность заключается в том, что температура плавления указанного припоя близка к температуре плавления самого алюминия и соединяемые детали легко размягчаются и деформируются. В графитовом тигле расплавить [c.108]
Во всех известных установках для пайки алюминия с помощью ультразвука кавитация в расплавленном припое возбуждается с помощью магнитострикционных излучателей, для питания которых применяются ламповые генераторы.
Припой твердый для пайки алюминия и его сплавов
При пайке соединений из алюминия, меди и стали, работающих при температуре 100—150 °С, Танака Уру и другие предложили припой, содержащий 2—7 % Ag, 1—2,5 % Си 1—7 % А1, 0,5— 1 % Сг, Zn — остальное. Температура плавления такого припоя 380—415°С. При низкотемпературной пайке тонкостенных изделий небольшого размера из алюминия, стали или меди может быть [c.100]
По Дж. А. Тейлору, в цинковые припои, предназначенные для пайки оцинкованного железа и содержащие 2п—(10—50) % Сё, для упрочнения можно вводить 0,5—2 % Мп, 0,01—0,5 % Ы и 0,01 — 1 % Ыа.
Силумин, содержащий магний, оказался вполне пригодным для пайки стеклянных отражателей с алюминиевой подложкой в дорожных знаках и сигналах. Для этой цели использован припой А1—(4—13 %)51— (4—6%)Mg в виде плакированного слоя (5—10 % его толщины) на алюминии (паяемом металле). Пайку выполняют после нагрева алюминиевого сплава в интервале температур 566—635 °С с укладкой на него при покачивании стеклянного отражателя (например, в виде шариков), подогретого до температуры 427—538 °С.
При содержании в серебрянных припоях более 0,01 % А1 (алюминий может попадать в жидкий припой, в частности, из алюминиевой бронзы или сплавов А1—N1—Со при пайке их со сталью) образуются малопрочные соединения из-за повышенной хрупкости, обусловленной образованием на границе шва со сталью хрупких интерметаллидных прослоек.
Припои № 4 и 5 предназначены для пайки изделий, работающих при повышенных температурах. Припои хорошо смачивают хромосодержащие теплостойкие сплавы на основе кобальта, обеспечивают хорошую пластичность паяных соединений и растекаются при температуре ниже 1036 °С. Примеси в таких припоях строго ограничены при содержании в припое более 0,5 % алюминия, титана или кремния резко ухудшается растекаемость припоев. Содержание в них Al + Ti + Si должно быть меньше 0,1 %, лучше 0,02 %. [c.132]
Большое разнообразие свойств палладиевых сплавов создается при сочетании его со следующими элементами серебром, медью, золотом, хромом, марганцем, никелем, бором, бериллием, кремнием (табл.
Для активирования заполнения зазора припоем при бесфлюсовой пайке иногда используют его подвод через металлическую губку. По данным Г. А. Яковлева, низкотемпературная пайка металлов меди, никеля, молибдена, алюминия и других, а также полупроводников (кремния,германия) припоями на основе свинца и олова в водороде возможна с применением никелевой ленты (губки) толщиной 140 мкм, катаной и спеченной из карбонильных порошков с пористостью 75 % и линейным размером капилляров 3 — 10 мкм.
 Ленту предварительно укладывают в зазор, а на ее свободный выступ припой. Паяемые материалы обезжиривают и травят (химически) пайку проводят в пружинных кассетах, обеспечивающих прижим соединяемых деталей под давлением от 0,5 до [c.249]
Ленту предварительно укладывают в зазор, а на ее свободный выступ припой. Паяемые материалы обезжиривают и травят (химически) пайку проводят в пружинных кассетах, обеспечивающих прижим соединяемых деталей под давлением от 0,5 до [c.249] С изложенной точки зрения, положительное влияние на коррозионную стойкость цинка в припоях с оловом и свинцом обусловлено повышением при этом растворимо,сти в припое алюминия и, как следствие, более активным развитием процесса диспергации оксидной пленки на поверхности алюминия при низкотемпературной пайке. Процессу диспергации способствуют также повышение температуры и длительности выдержки при пайке, а также введение в припои других элементов, обладающих достаточно высоким химическим сродством к алюминию, в том числе образующих с ним химические соединения, особенно выше температуры пайки. К таким элементам с высоким химическим сродством к алюминию относятся серебро, сурьма, никель, а также медь, титан, магний, литий и др. [c. 264]
264]
Для пайки алюминия и его сплавов используют припои системы РЬ—2п, 2п—Сё, 5п—РЬ—2п. Припои типа 63 % РЬ—34 % 5п —3 %2п обеспечивают лишь низкую коррозионную стойкость паяных соединений припои 60 % 2п—40 %Сс1 и 70 %2п—30 % 5п — среднюю их коррозионную стойкость, а припои 2п—5 %А1 и 100 % 2п — высокую коррозионную стойкость паяных соединений. Цинковый припой 1п—5 %А1 имеет соответственно температуру плавления 381 °С и температуру пайки 421—427 °С. [c.265]
Оловянноцинковые припои. Припой ОЦ-90 (90% олова и 10% цинка) применяется для пайки бронз, лужения меди, алюминия, чугуна. Припой ОЦ-70 (70% олова и 30% цинка) используется для спайки алюминия с гальванизированным железом, цинком, медью, латунью, бронзой или указанных металлов между собой. Припой ОЦ-60 (60% олова и 40% цинка) служит для пайки алюминия, алюминиевых сплавов и фольги. Предел прочности швов 7—8 кГ/ м . [c.89]
Среди проводников высокой проводимости практическое применение имеют чистые металлы Си, А1, Ре сплавы латунь, бронзы, алюминиевые сплавы. Сплавы меди, содержащие около 1% Сс1 (кадмиевая бронза), служат для изготовления телеграфных, телефонных, троллейбусных проводов, так как эти сплавы обладают большей прочностью и износостойкостью, чем медь. Для проводов линий электропередач используется сплав А1—Mg—31, который более прочен, чем чистый а.люминий. Алюминий покрыт оксидной пленкой, защищающей его от коррозии. Но в контакте с медью (что часто бывает при соединении проводников) во в.лажной атмосфере алюминий быстро электрохимически корродирует. Поэтому для защиты от коррозии места такого контакта покрывают лаком. Для пайки алюминиевых проводов используют специальный припой или ультразвуковые палльники. [c.637]
Сплавы меди, содержащие около 1% Сс1 (кадмиевая бронза), служат для изготовления телеграфных, телефонных, троллейбусных проводов, так как эти сплавы обладают большей прочностью и износостойкостью, чем медь. Для проводов линий электропередач используется сплав А1—Mg—31, который более прочен, чем чистый а.люминий. Алюминий покрыт оксидной пленкой, защищающей его от коррозии. Но в контакте с медью (что часто бывает при соединении проводников) во в.лажной атмосфере алюминий быстро электрохимически корродирует. Поэтому для защиты от коррозии места такого контакта покрывают лаком. Для пайки алюминиевых проводов используют специальный припой или ультразвуковые палльники. [c.637]
Припоями называют сплавы, используемые при пайке металлов высокой проводимости. Для получения хорошего соединения припой должен иметь температуру плавления ниже, чем у металла, хорошо смачивать поверхность в расплавленном состоянии, иметь небольшое сопротивление контакта. Температурные коэффициенты линейного расширения металла и припоя должны быть близки друг к другу. Применяют припои оловянно-свинцовые (например ПОС-61, содержащий 61% олова, а остальное— свинец), оловяно-цинковые (ПОЦ-90 имеет температуру плавления 199 °С и используется для пайки алюминия и его сплавов), сплавы висмута со свинцом, оловом, кадмием (для температур нагрева меньше, чем 100 °С) и др. [c.637]
Применяют припои оловянно-свинцовые (например ПОС-61, содержащий 61% олова, а остальное— свинец), оловяно-цинковые (ПОЦ-90 имеет температуру плавления 199 °С и используется для пайки алюминия и его сплавов), сплавы висмута со свинцом, оловом, кадмием (для температур нагрева меньше, чем 100 °С) и др. [c.637]
Паять алюминий много труднее, чем медь, латунь и железо. Припой сцепляется плохо как при залуживании им паяльника, так и при самой пайке. Кроме того, припой не растекается, а скорее размазывается. Нагревать паяльник следует сильнее, чем при обычной пайке. [c.185]
Процесс пайки алюминия следующий. На разогретый вибрирующий конец стерлшя паяльника набирается припой и наносится на стык соединяемых деталей. Колебания стержня паяльника передаются расплавленному припою, вызывают в нем кавитацию и разрушают окпсную пленку, позволяя тем самым припою спаиваться с чистой новерхностью металла. Перемещая паяльник вдоль стыка, осуществляют пайку по всей его длине. [c.212]
[c.212]Несколько необычный, но удобный способ мягкой пайки алюминия, нержавеющей стали, а также стекла и керамики основан на нанесении припоя с помощью абразивного камня (бормащиной). Вначале пропитывают абразив, прижимая камень к палочке припоя. Теплота, выделяющаяся за счет трения, плавит металл, и последний ровным слоем растекается по абразиву. Луженый камень приводят в контакт с обрабатываемыми деталями. От трения припой вновь плавится и приходит в тесный контакт с поверхностью материала (там, где внешний слой удаляется за счет шлифовки). [c.184]
В вакууме при нагреве в интервале 500—600° С возможна пайка титана цинковыми припоями, но швы получаются весьма хрупкими. Оловяняосвинцовыми припоями можно паять титан только по покрытиям (медным, никелевым) по технологии, применяемой при пайке легкоплавкими припоями меди и Никеля. Медное покрытие может растворяться в припое и поэтому толщина его должна быть не менее 10 мк. При пайке алюминием или припоями для алюминия на титановые детали предварительно наносят покрытие путем быстрого погружения их в нагретый до 850—900° С алюминий. Покрытие и пайку титана алюминием производят с флюсами для пайки алюминия. [c.284]
Для пайки алюминия с помощью ультразвука применяются чистое олово, оловянноцинковые и оловянно-кадмиевые припои и др. Одним из лучших припоев является припой, содержащий 80 весовых частей олова и 20 весовых частей цинка. [c.185]
Пайка алюминия. Обыкновенные припои, применяемые для тяжелых металлов и катодные по отношению к алюминию, не пристают к последнему вследствие наличия на алюминии оксидной пленки. Специальные припои применимы, но многие из них анодны по отношению к алюминию, и опыты, произведенные в 1927 г., показали, что они легко корродируют, если спай помещали в раствор соли или в кембриджскую воду . Никакого особого разрушения не наблюдается в случае обыкновенного свинцовооловянного припоя, однако количественное определение интенсивности коррозии показало, что коррозия алюминия до некоторой степени увеличивается и в этом случае, в особенности если поверхность спая велика. Во вся-КО.М случае, прихменение обыкновенного припоя для а-тюминия не практично. Небольшое количество свинца в цинковооловянном припое, повидимому, несколько увеличивает стойкость спая в атмосфере. Для спайки алюминия прн высокой температуре Силмэн рекомендует сплав — 50% цинка, 46,5% олова, 2,5% меди и 1,0% свинца. Имеется много различных припоев для алюминия, дающих удовлетворительные результаты, но плавящихся при сравнительно высоких те.ипературах (они большей частью содержат много алюминия). Широко приме- [c.656]
Во вся-КО.М случае, прихменение обыкновенного припоя для а-тюминия не практично. Небольшое количество свинца в цинковооловянном припое, повидимому, несколько увеличивает стойкость спая в атмосфере. Для спайки алюминия прн высокой температуре Силмэн рекомендует сплав — 50% цинка, 46,5% олова, 2,5% меди и 1,0% свинца. Имеется много различных припоев для алюминия, дающих удовлетворительные результаты, но плавящихся при сравнительно высоких те.ипературах (они большей частью содержат много алюминия). Широко приме- [c.656]
Пайка алюминия. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алю минии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут, мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута, и флюс из парафина или стеарина. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом адюминий сравнительно легко поддается спаиванию к его луженой поверх- [c.217]
Залуженный таким образом адюминий сравнительно легко поддается спаиванию к его луженой поверх- [c.217]
Высакотемпературную пайку алюминия выполняют следующим образом. Вначале соединение в месте пайки очищают металлической щеткой и промывают бензином или 10%-ным раствором едкого натра и травят раствором азотной кислоты. Затем на место спая наносят кисточкой флюс и газовоздушным пламенем нагревают соединение до температуры плавления флюса. Подводят припой, который, расплавляясь, заполняет зазоры соединения и обеспечивает требуемые механические показатели паяного соединения. [c.93]
Несмотря на то, что поверхность паяного шва мала, его влияние на коррозию основного металла может быть в некоторых случаях существенным коррозия хромистой нержавеющей стали с 14 /о хрома может иногда увеличиваться при контакте с серебряным припоем. Когда паяное соединение не смачивается водой, полярность припоя не играет роли, однако сам припой должен быть устойчивым против атмосферной коррозии.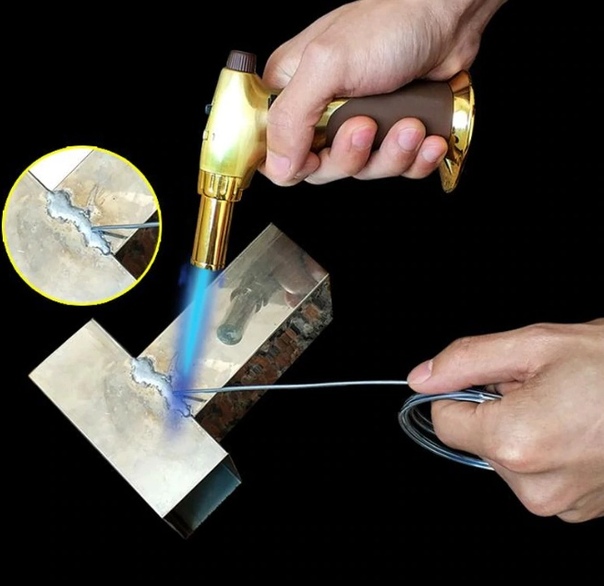 Если необходимо производить пайку алюминия в электрических приборах, где коррозионноактивные жидкости отсутствуют, добавка цинка к оловянносвинцовому сплаву увеличивает коррозионную стойкость соединения в сухих условиях хорошие результаты дает сплав, состоящий в основном из олова и цинка [49]. [c.200]
Если необходимо производить пайку алюминия в электрических приборах, где коррозионноактивные жидкости отсутствуют, добавка цинка к оловянносвинцовому сплаву увеличивает коррозионную стойкость соединения в сухих условиях хорошие результаты дает сплав, состоящий в основном из олова и цинка [49]. [c.200]
Качество изделий из труднопаяемых металлов, изготовленных способом ультразвуковой пайки с применением припоев системы 5п—РЬ, повышается при легировании их металлами группы лан-танидов, 5Ь, А1, 81, Т1, Ве. Такое легирование обеспечивает хорошую смачиваемость окисленной поверхности цинк улучшает прочность сцепления припоя с паяемым металлом сурьма повышает коррозионную стойкость паяных соединений в воде и атмосферных условиях алюминий предотвращает образование шлака на поверхности жидкого припоя в процессе пайки кремний, титан, бериллий предотвращают потускнение паяных швов. Легирующие элементы в припое должны иметь следующее содержание лантаниды 0,1 —15% цинк до 0,3% сурьма О—0,3% алюминий до 0,1 % кремний, титан или бериллий до 0,5 % медь ДО 3 %. [c.87]
[c.87]
Для пайки узлов электроприборов и аппаратуры средств связи Иванага Синьитиро предложил припой системы Ад —А1 —Ое с температурой плавления 500 °С. Припой малопластичен, трехслойная лента из этого припоя может быть получена путем прокатки наружные слои ленты состоят из серебра, а между ними находится лист из сплава алюминия с германием, в котором соотношение этих компонентов припоя составляют соответственно от 7 3 до 4 6. В зависимости от соотношения алюминия и германия во внутреннем листе и толшины наружных листов содержание серебра в припое может изменяться от 5 до 50 %. Такой припой хорошо растекается по паяемому металлу. Коррозионная стойкость паяных соединений высокая. [c.114]
Есть данные о применении для пайки алюминиевых сплавов легкоплавкого припоя 8п— (8—15)% 2п — (2—5)% РЬ с температурой плавления 190 °С с флюсом в виде раствора борнофтористого и фтористого аммония в моноэтаноламине. Во флюсах для низкотемпературной пайки алюминия и его сплавов вместо канифоли предложено использовать пентаэритрит бензоата, который более термостоек, чем канифоль, а остатки его некорро-зионно-активны и в виде эластичной пленки предохраняют паяные швы от окисления. В качестве активатора флюса используют карбоновые кислоты. Паяные соединения (припой П250) не разрушаются в солевом растворе в течение 200 суток. Припой из проволоки (8п—РЬ—Ag) с сердцевиной из указанного флюса пригоден для пайки всех алюминиевых материалов, в которых содержится менее 3 % Mg и 3 % 81. [c.154]
В качестве активатора флюса используют карбоновые кислоты. Паяные соединения (припой П250) не разрушаются в солевом растворе в течение 200 суток. Припой из проволоки (8п—РЬ—Ag) с сердцевиной из указанного флюса пригоден для пайки всех алюминиевых материалов, в которых содержится менее 3 % Mg и 3 % 81. [c.154]
Бораты имеют хорошие раскисляющее и защитные свойства и длительно защищают паяемый металл и припой от окисления. Большинство боратов плавятся и эффективны при температурах вблизи 760 °С. Для них характерна относительно высокая вязкость в расплавленном состоянии, и поэтому их обычно смешивают с другими солями. Бораты малорастворимы в В2О3 и при избытке образуют два жидких слоя, что снижает активность таких флюсов. Борный ангидрид В2О3 — компонент флюсов для пайки при температуре от 900 °С и выше. Однако в нем мало растворимы оксиды хрома, цинка, кремния и алюминия, и поэтому он не пригоден в качестве компонента флюсов для пайки сталей и сплавов, na гто ерхности которых образуются оксиды этих металлов. [c.155]
[c.155]
Абразивно-кавитационная пайка. С. В. Лашко, Е. Г. Вирозу-бом и п. И. Панченко показано, что наиболее качественное лужение алюминия оловом и оловянно-цинковыми припоями с минимальной глубиной эрозии возможно в присутствии в жидком припое твердых частиц, способствующих развитию пристеночной кавитации. В качестве абразивных частиц в олово может быть введен порошок ферротитана (1—4 %). В сплавах 5п—2п роль твердых частиц в интервале жидкотвердого состояния выполняют первичные кристаллы цинка. В припое П250А (20 % 2п, остальное олово) кавитационно-абразивное лужение происходит при интенсивности ультразвуковых колебаний 2 ВТ/см и амплитуде колебаний 2 мкм. При этом равномерность лужения в 3 раза выше, чем при абразивном лужении, а массовый коэффициент эрозии не превышает 0,03. В припое 5п—50 % 2п за 10 с при температуре 300 °С полное облуживание обеспечивается при интенсивности ультразвуковых колебании 2 Вт/см . Массовый коэффициент эрозии при этом не превышает 0,04, а глубина эрозии составляет 0,007 мм, т. е. имеет такой же порядок, что и при абразивной пайке. Рабочая частота колебаний в рассмотренных примерах 19,8 кГц. Используя энергию абразивных частиц в ультразвуковом поле, можно понизить интенсивность ультразвука и процесс лужения вести при допороговых его значениях. При этом эрозия паяемого металла снижается примерно на два порядка. [c.177]
е. имеет такой же порядок, что и при абразивной пайке. Рабочая частота колебаний в рассмотренных примерах 19,8 кГц. Используя энергию абразивных частиц в ультразвуковом поле, можно понизить интенсивность ультразвука и процесс лужения вести при допороговых его значениях. При этом эрозия паяемого металла снижается примерно на два порядка. [c.177]
Применение дуговой пайки алюминия и его сплавов с изменением полярности электрического тока и подачей в зону пайки инертного газа позволяет осуществить бесфлюсовую пайку преимущественно стыкового соединения. Припой применяют в виде проволоки. Дуговая пайка в вакууме была успешно использована для пайки рабочих лопаток газотурбинных двигателей из жаропрочных сплавов. При этом нагрев осуществляется разрядом с созданием в зоне пайки почти стационарного температурного поля (на режимах разряда с величиной анодного падения потенциала, близкого к нулю). При этом при пайке деталей из сплава ВЖЛ2 был увеличен их ресурс в 2—4 раза [30]. 236 [c.236]
236 [c.236]
Как залудить алюминий
Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
oxmetall.ru
Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
Флюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производстваДля высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуреПодготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка.
 Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
 Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 ВтНаиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
 Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
www.asutpp.ru
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
electricavdome.ru
Пайка алюминия в домашних условиях: особенности процесса, разновидности флюса и припоев, как запаять трубу
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии. Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.
220v.guru
Пайка алюминия.
ПАЙКА АЛЮМИНИЯ
г. Рига, Ю. БИТЕ
Для пайки алюминия обычными оловянно-свинцовыми припоями ПОС может быть рекомендован метод, предложенный зарубежными радиолюбителями и проверенный автором этой заметки, заключающийся в следующем.
На алюминий в мосте пайки наносится жидкое минеральное масло и поверхность алюминия под слоем масла зачищается скребком или лезвием ножа для удаления имеющейся пленки окиси. Припой наносится хорошо нагретым паяльником. Для пайки тонкого алюминия достаточна мощность паяльника 50 вт, для алюминия толщиной 1 мм и более желательно применение паяльника мощностью 90 вт. Если припой не пристал к металлу, процесс облуживания необходимо повторить.
Лучшие результаты получаются в случае применения щелочного масла для чистки оружия после стрельбы, хорошее и удовлетворительное качество пайки обеспечивают минеральное масло для швейных машин и точных механизмов, вазелиновое масло и масло «Универсал».
Припой должен содержать не менее 50% олова, наиболее удобным для работы является легкоплавкий припой ПОС-61. Припой ПОС-30 не обеспечивает хорошего качества пайки.
При пайке алюминия толщиной 2 мм место пайки перед нанесением масла желательно предварительно прогреть паяльником.
Данный метод можно применять для припаивания монтажных проводов к корпусам электролитических конденсаторов, не нарушая их работоспособности.
Радио N 8 1966 г.с.35
Пайка алюминия припоями ПОС.
Пайка оловянно-свинцовыми припоями алюминиевых изделий затруднительна, но все же возможна, если оловянно-свинцовый припой содержит не менее 50% олова (ПОС50, ПОС61, ПОС90).
В качестве флюса применяют минеральное
масло. Лучшие результаты получаются при использовании щелочного масла
(для чистки оружия после стрельбы). Удовлетворительное качество пайки
обеспечивет минеральное масло для швейных машин и точных механизмов.
На место пайки наносят флюс и
поверхность алюминия под слоем масла зачищают скребком или лезвием
ножа, чтобы удавить имеющуюся всегда на поверхности алюминия оксидную
пленку. Паяют хорошо нагретым паяльником. Для пайки тонкого алюминия
достаточна мощность паяльника 50 Вт, для алюминия толщиной 1мм и более
желательна мощность 90 Вт. При пайке алюминия толщиной более 2 мм место
пайки нужно предварительно прогреть паяльником и только после этого
наносить флюс
ПАЙКА АЛЮМИНИЯ
Те, кому приходилось хотя бы раз иметь дело
с алюминием, знает, насколько трудно он поддается лужению и пайке.
В обычных условиях поверхность алюминиевых деталей покрыта тонкой и
прочной оксидной пленкой. Разрушенная пленка сразу же восстанавливается
благодаря кислороду воздуха.
И все соединять алюминиевые детали можно. И не только с медными и
железными, но и с алюминиевыми же. Делается это так. Место стыка хорошо
прогреваем и покрываем слоем канифоли. Затем набираем на жало паяльника
немного оловянно-свинцового припоя, смешанного с железными опилками, и
круговыми движениями жала залуживаем разогретое место. Опилки разрушают
окисную пленку, и алюминий, защищенный канифолью и потому не успевающий
снова окислиться, прочно связывается с припоем. Необходимо только
следить за тем, чтобы паяльник не перегревался и не сжигал канифоль.
Пайка алюминия припоем П250А.
Припой содержит 80% олова и 20% цинка.
Коррозионная стойкость паяных швов, выполненных припоем П250А,
несколько ниже, чем выполненных оловынно-свинцовыми припоями.
Флюс представляет собой смесь олеиновой
кислоты и йодида лития. Йодид лития (2-3гр) помещают в пробирку или
колбу и добавляют 20 мл (около 20гр) олеиновой кислоты (в состав флюса
может входит от 5 до 17% йодида лития). Смесь слегка подогревают до
полного растворения соли. Готовый флюс сливают в чистую стеклянную
посуду и охлаждают. Если используется водная соль лития, то при ее
растворении на дно пробирки опускается слой водной смеси, а флюс
всплывает, и его осторожно сливают.
Перед
пайкой жало хорошо прогретого паяльника (температура жала должна быть
около 350 °С) зачищают и лудят припоем П250А, пользуясь чистой
канифолью. Соединяемые поверхности деталей смачивают флюсом, лудят и
паяют. После охлаждения остатки флюса удаляют тампоном из ткани,
смоченным в спирте, и покрывают шов защитным лаком.
Флюс в процессе пайки не выделяет
токсичных или обладающих резким запахом веществ. С ткани и кожи рук он
легко смывается водой с мылом.
ПАЙКА АЛЮМИНИЯ И ЕГО СПЛАВОВ
К известным методам пайки алюминий я предлагаю добавить еще один, очень простой. Зачищенное и обезжиренное место пайки покрывают с помощью паяльника тонким слоем канифоли, а затем сразу же натирают таблеткой анальгина (бенальгина). После этого облуживают поверхность припоем ПОС-50 (или близким к нему), прижимая к ней с небольшим усилием жало слегка перегретого паяльника. С облуженного места ацетоном смывают остатки флюса, еще раз осторожно прогревают и снова смывают флюс. Спаивание деталей производят обычным образом.
А. ГЛОТОВ с. Галиевка Воронежской обл
На главную страницу.
Пайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Хотите попробовать паять алюминий в домашних условиях, но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять, чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой. В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином «спаять алюминий» подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали. Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Пайка алюминия газовой горелкойАлюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелкиДля пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.
Пайка китайским пруткомОдин из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.
По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.
В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.
Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.
Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.
Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.
По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.
Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.
Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).
От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.
После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.
На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.
Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.
Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.
Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия.
Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли. Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Мне нравится1Не нравитсяАндрей Васильев
Задать вопрос
Можно ли в алюминиевой ложке расплавить олово? Ответ обосновать.
Срочно пожалуйста …………………….Мотоциклист начал движение со скоростью 15 м/с вслед за ней через две минуты выехал автомобиль со скоростью 90 км/ч, какой … путь пройдёт автомобиль прежде чем догонит мотоциклиста
нужно сделать. пожалуйста!!!
Силу тяжести, действующую на груз, измерили с помощью динамометра (рис.). ие шириш Используя рисунок, выберите из предложенного перечня два верных утв … ерждения. Считать, что абсолютная погрешность отсчёта не превышает половины цены деления прибора. ОЦена деления динамометра равна 0,2 н. Оцена делення динамометра равна 0,1 н осита тяжести, действующая на груз с учётом абсолютной погрешности отсчёта равна 2,020,1) н. 0 Сила тяжести, действующая на груз с учётом абсолютной погрешности отсчёта равна 2,0=0,05 Н. — -3°C В осн облачно oad
Выберите все варианты ответов, в которых происходит изменение внутренней энергии: 1 Воду из колодца подняли на поверхность земли 2 Вода в чайнике нагр … елась и закипела 3 Ночью температура понизилась и на траве появился иней 4 Мяч при падении с высоты стукнулся об бетон и поднялся на высоту. меньшую, чем начальная 5 Груз с помощью тросов аккуратно , без ударов, был опущен с верхнего этажа на нижний 6 Метеорит летит в космосе в вакууме вдали от звезд
ПОМОГИТЕ ПОЖАЛУЙСТАААА Два одинаковых металлических шарика зарядили одноимёнными отрицательными зарядами, которые соответственно равны −48q и −54q. За … тем эти шарики привели в соприкосновение, а потом развели в разные стороны. Чему стал равен заряд каждого шарика после выполнения всех указанных действий? Заряд первого шарика *число* q. Заряд второго шарика *число* q
Семья приобрела новый электроприбор, на котором была следующая наклейка энергоэффективностиПредложи способ проверить соответствие реального потреблени … я электроэнергии с указанным на наклейкеP.S. Решение в тетради, т.к нужно загрузить файл в задании Заранее Спасибо
оберіть одиницю вимірювання шляху в СІ А) метр Б)кілометр В)сантиметр Г)міліметр
4. Визнач за таблицею швидкість рівномірного руху тіла в момент часу 25 с.
Q=I²×R×T Зависимость между количество теплоты,силой тока, сопротивлением и временем Помогите пожалуйста P.S×-это умножение Заранее Спасибо
какое количество сухих дров необходимо чтобы 5 кг льда взятого при температуре -20 градусов цельсия и превратили в водяной пар
Пайка алюминиевого сплава 7075 с использованием электроосажденных прослоек Ni-P и Cu-Cr
Реферат
Прямая пайка алюминиевого сплава 7075 очень трудна или даже невозможна. Для этого были разработаны гальванические покрытия и методики их нанесения на поверхности сплавов. В статье представлены структура и механические свойства паяных соединений из сплава 7075, выполненных косвенным способом с использованием электролитически осажденных покрытий Ni-P и Cu-Cr.Описано нанесение недавно разработанных покрытий Ni-P и Cu-Cr на основные поверхности из сплава 7075. Представлены результаты исследования смачиваемости припоя S-Sn97Cu3 в капельном тесте и при нанесении на покрытия, нанесенные на подложки 7075. Угол смачивания обоих покрытий был менее 30 °. Приведены результаты металлографических исследований с использованием световой и электронной микроскопии. Было показано, что адгезия металлических покрытий к алюминиевому сплаву хорошая, превышающая прочность на сдвиг припоя S-Sn97Cu3.Прочность паяного соединения на сдвиг составляла 35 ± 3 МПа. Измеренная твердость прослойки Ni-P достигла высокого значения 471 HV 0,025.
Ключевые слова: алюминиевый сплав 7075, пайка, электроосаждение, прослойка: Ni-P, Cu-Cr
1. Введение
Алюминиевые сплавы серии 7xxx относятся к группе материалов с ограниченной связывающей способностью, особенно при использовании традиционные методы пайки / пайки и дуговая сварка [1,2,3]. Благодаря своим очень хорошим механическим свойствам, высокой прочности на разрыв (более 500 МПа) и твердости (более 150 HV) [4,5,6] при низком удельном весе они все чаще используются в качестве строительных материалов во многих отраслях промышленности.Этому также способствует широкий спектр термических процедур и быстрое естественное старение [7,8]. Наибольшие области применения этих сплавов — авиастроение и автомобилестроение [9,10], а также космическая, военная и машиностроительная промышленность [5].
Большинство сплавов серии 7ххх имеют самую высокую прочность среди всех коммерческих алюминиевых сплавов [3]. Растворимость цинка и магния в алюминии в твердом состоянии непостоянна, а их добавки делают сплавы склонными к дисперсионному твердению [3,11].Кроме того, добавка от 1 до 2 мас.% Меди улучшает механические свойства сплавов [3]. Их можно подвергнуть термообработке рекристаллизационным отжигом при 390–430 ° C или дисперсионным упрочнением, состоящим из пересыщения при 465–480 ° C с последующим искусственным старением при 120–150 ° C [11]. Неблагоприятной особенностью этих сплавов является их относительно низкая стойкость к коррозии (особенно коррозии под напряжением) и к повышенным температурам, что изменяет их структуру и отрицательно сказывается на их механических свойствах [11].
При склеивании сплавов серии 7ххх возникают значительные металлургические трудности [12]. В частности, ограничены традиционные методы сварки (сварка плавлением), когда соединение получается в результате плавления и смешивания легирующих компонентов основных материалов и присадочного металла [13,14]. Смешивание легирующих элементов часто инициирует образование твердых и хрупких интерметаллических фаз, которые отрицательно сказываются на механических свойствах соединений и, в случае ограниченной взаимной растворимости легирующих элементов, также может приводить к горячим трещинам в соединениях и / или к образованию горячих трещин в соединениях. зона поражения (ЗТВ) [13].По этой причине традиционные методы сварки заменяются методами сварки трением с перемешиванием (FSW), дуговой сваркой пайкой, чаще всего сваркой в среде инертного газа (MIG, TIG) плавящимися электродами и лазерной сваркой пайкой, чаще всего многолучевой (трифокальной). лазерная сварка [13,14]. Кроме того, все более популярными становятся низкоэнергетические методы сварки и пайки, например, сварка с переносом металла (CMT) [15,16].
Широкий диапазон температур ликвидуса – солидуса от 477 до 635 ° C для сплава 7075 [5] исключает его пайку с использованием традиционных припоев на основе Al-Si.При использовании силуминовых припоев процесс пайки должен выполняться при температуре ок. 600 ° С [17,18]. Также невозможно соединить сплавы серии 7ххх непосредственной пайкой из-за нехватки присадочных металлов и, в первую очередь, флюсов, обеспечивающих хорошую смачиваемость () и, как следствие, создание качественных паяных соединений.
Отсутствие смачиваемости присадочного металла S-Sn97Cu3 на подложке из алюминиевого сплава 7075: общий вид ( a ) и поперечное сечение ( b ).
На практике пайка несмачиваемых припоями тугоплавких сплавов часто осуществляется косвенным путем.Он заключается в создании промежуточных слоев (покрытий), в основном металлических и хорошо смачиваемых припоями, на поверхностях соединяемых материалов. Таким способом, например, припаиваются алюминий с медью [19], графит с медью [20] или алюминием [21] и керамика с металлами [22]. Покрытия можно наносить на поверхности основных материалов различными способами, начиная от гальванических методов, с помощью методов химического (CVD) и физического осаждения из паровой фазы (PVD) до методов термического плазменного напыления или холодного газа низкого и высокого давления. опрыскивание.
В рамках исследования были проведены испытания по пайке алюминиевого сплава 7075 с использованием электролитически осажденных покрытий Ni-P и Cu-Cr, недавно разработанных авторами [23,24]. Что касается широкого диапазона ликвидуса – солидуса сплава 7075, то для пайки использовался припой на основе олова. Это ограничивает потенциальную область применения соединениями, не несущими высоких эксплуатационных нагрузок, но сохраняющими металлическую целостность и обеспечивающими хорошую электрическую или теплопроводность.
2.Материалы и методика
В рамках исследования образцы сплава 7075-Т6 были соединены непрямым способом, с использованием слоев Ni-P и Cu-Cr. Алюминиевый сплав 7075 отличается высокой механической прочностью (предел прочности при растяжении 480–540 МПа), но при этом имеет относительно низкую стойкость к коррозии, особенно к коррозии под напряжением. Из-за высокой чувствительности к высоким температурам, при низких температурах предпочтительнее склеивать, используя технологию пайки. По этой причине были применены технологии печной и газовой пайки.В качестве припоя использовался сплав S-Sn97Cu3 с температурой плавления от 232 до 290 ° C [25]. Также использовался флюс на основе хлорида цинка и хлорида аммония, рекомендованный для пайки меди, медных сплавов и никеля с использованием припоев на основе олова. Флюс остается активным до 316 ° C [25]. Химический состав основного металла и присадочного металла согласно [26,27], а также результаты проведенного спектрального анализа приведены в.
Таблица 1
Химический состав основного металла и присадочного металла.
| Химический состав, мас.% | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Элемент | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | Al |
| Основной металл 7075 сплав | Макс. 0,40 | Макс. 0,50 | 1,20–2,00 | Макс. 0,30 | 2,10–2,90 | 0,18–0,28 | 5,10–6,10 | Макс. 0.20 | Рем. |
| Анализ SP * | 0,12 | 0,07 | 1,80 | 0,09 | 2,88 | 0,19 | 6,04 | 0,06 | Рем. |
| Элемент | Cu | Fe | In | Bi | Pb | Ag | Ni | Другое | Sn |
| S-Sn97Cu3 | 2,50–3,50 | Макс. 0,02 | Макс. 0,10 | Макс.0,07 | Макс. 0,10 | Макс. 0,10 | Макс. 0,01 | Макс. 0,186 | Рем. |
| SP Анализ * | 2,65 | 0,01 | 0,08 | 0,04 | 0,05 | 0,09 | 0,01 | 0,18 | Rem. |
Для исследования смачиваемости припоя капельным методом и методом растекания использовались образцы из сплава 7075 толщиной 30 × 30 мм и 3 мм.Для паяных соединений внахлест использовались образцы толщиной 25 × 80 мм и 3 мм.
После механического шлифования и химической очистки на образцы были нанесены металлические покрытия электролитическим способом. Электролиз проводили в двух различных недавно разработанных гальванических ваннах с параметрами, выбранными для получения покрытий Ni-P и Cu-Cr толщиной около 12 мм. Такая толщина покрытий должна предотвращать их хрупкость, но обеспечивать их герметичность и долговечность при пайке. Толщину и химический состав нанесенных покрытий измеряли с помощью рентгенофлуоресцентного анализатора FischerScope XRAY XDL-B типа X-ray от FISCHER GmbH (Ахерн, Бадения-Виртембергия, Германия).
После нанесения покрытий их смачиваемость оценивалась путем измерения свободной поверхностной энергии (SFE), ее полярных и дисперсионных компонентов с использованием анализатора Krüss DSA HT 1200 (Krüss GmbH, Гамбург, Германия), интегрированного с компьютерной программой DSA3. . В качестве эталонных жидкостей использовались дистиллированная вода, дииодметан и этиленгликоль с известной поверхностной энергией и известными полярными и дисперсными компонентами, см. [28]. Отдельные капельки каждой жидкости помещали на должным образом подготовленные поверхности исследуемых образцов, и угол смачивания θ считывался из программы с точностью до 0.1 °. Все значения θ были определены методом Оуэнса – Вендта – Рабеля – Кельбла (OWRK) [29]. В этом методе смачиваемость и адгезия зависят от влияния дисперсного и полярного взаимодействий измерительной жидкости. Используя метод OWRK, можно определить и оптимизировать влияние различных методов обработки (например, плазменной обработки или нанесения покрытия) на величину адгезионных взаимодействий в таких процессах, как склеивание, покраска, гидрофобные покрытия и т. Д., Используя эффект изменение поляризации при контакте поверхностей разной полярности [28,29].
Таблица 2
Свойства выбранных измерительных жидкостей.
| Жидкость | Свободная энергия поверхности (SFE), γ w [мДж / м 2 ] | Компонент дисперсии, γ wD [мДж / м 2 ] | Полярный компонент, γ wP [мДж / м 2 ] |
|---|---|---|---|
| Дистиллированная вода | 72,8 | 21.8 | 51,0 |
| Дииодметан | 50,8 | 48,5 | 2,3 |
| Этиленгликоль | 48,0 | 29,0 | 19,0 |
Свойства пайки были определенно определены в ходе испытаний на смачиваемость, проведенных -выход путем нанесения припоя S-Sn97Cu3 на подложки 7075 с нанесенными покрытиями. На образцы наносили навески припоя по 0,1 г с вдвое меньшей массой флюса.Далее образцы (по 5 в каждой серии) помещали на керамическую подставку и вместе помещали в печь, нагретую до 300 ° C. Электропечь Czylok FCF 7SM 2,6 кВт (Czylok, Jastrzębie-Zdrój, ląsk, Польша) с рабочей температурой до 1100 ° C. Из-за относительно высокой тепловой инерции образцов флюс активировался, и припой начал плавиться через 120 с. С этого момента образцы выдерживались в печи еще 30 с. Вынутые из печи образцы были очищены от остатков шлака и подвергнуты дальнейшим исследованиям.
Соединения для металлографических исследований и механических испытаний, т. Е. Для испытания на статический сдвиг при растяжении и измерений твердости по Виккерсу, были подготовлены методом газовой пайки. Из-за низкой температуры процесса использовалось нагревание пропановоздушным пламенем. Для получения повторяемых результатов использовались дистанционные элементы в виде стальной проволоки диаметром 0,2 мм, обеспечивающие постоянную ширину пайки. Ширина нахлеста составляла 10 мм. С момента плавления припоя швы нагревали еще 5 с, а затем охлаждали на воздухе.Соединения для металлографических исследований разрезали пополам, закрепляли в смоле, шлифовали и полировали для получения микроскопических образцов. Предел прочности при растяжении на сдвиг определяли на универсальной механической испытательной машине Zwick / Roell ZMARTPRO (Zwick-Roell GmbH, Бадения-Виртембергия, Ульм, Германия). Измерения твердости по Виккерсу проводили на поперечных сечениях паяных соединений с использованием низкой нагрузки на индентор, равной 25 G. Твердость измеряли с использованием испытательной машины Sinowon PMT3 (Sinowon, DongGuan, Guangdong, China).
3. Результаты и обсуждение
3.1. Электроосаждение покрытий Ni-P и Cu-Cr
Условия нанесения покрытия определяли с помощью диаграммы Пурбе [30]. Из диаграммы следует, что сплав 7075 показывает значительно ограниченную область коррозионной стойкости в диапазоне возможных гальванических ванн. Таким образом, даже если сплав 7075 можно было бы покрыть в сильно кислых ваннах, это практически невозможно из-за положения алюминия в гальванической серии.Поэтому покрытие сплава производилось с использованием промежуточных слоев, прочно сцепленных с подложкой.
Для нанесения гальванических покрытий была построена лабораторная станция, состоящая из источника питания (Elektro-Tech типа ETZ 10/10, Elektrotech, Kryniczno, Dolny ląsk, Польша) с плавно регулируемой силой тока от 0 до 10 А и напряжением от 0 до 10 В, магнитная мешалка (IKA типа ETS 06, IKA Sp. z oo, Варшава, Мазовецкое воеводство, Польша) с плавно регулируемой скоростью вращения и системой нагрева с контролем температуры.На мешалку помещали стакан объемом 1 дм 3 , содержащий электролитическую ванну и анод размером 50 × 120 × 5 мм. Анод, используемый для нанесения покрытия Cu-Cr, был изготовлен из титана с родиевым покрытием, а анод для нанесения покрытия Ni-P — из катодного никеля.
Нанесению покрытия предшествовала соответствующая подготовка поверхности подложки. На первом этапе образцы шлифовали абразивными бумагами № 150 и 280, а затем промывали в 5% растворе SurTec 131 (Surtec Poland Sp.z o.o., Яниково, Великопольское воеводство, Польша) при 40 ° C в течение 5 мин. Затем образцы промывали под водопроводной водой и удаляли колпачки в 5% растворе SurTec 495L (Surtec Poland Sp. Z o.o., Яниково, Великопольское воеводство, Польша) при 30 ° C в течение 3 минут. Перед нанесением необходимых покрытий наносились промежуточные слои. Этому процессу предшествовала обработка низкотемпературной аргоновой плазмой в течение 30 с для увеличения сцепления покрытий с алюминиевой подложкой. Благоприятное влияние низкотемпературной плазменной обработки на адгезию медного покрытия к подложке из графитового композита указано в [31].Предварительные исследования также показали, что обработка низкотемпературной плазмой привела к увеличению силы, необходимой для царапания Cu-Cr-покрытия, нанесенного на алюминиевую подложку, более чем на 40%.
Сначала образцы были подвергнуты химическому цинкованию в ванне SurTec 652Q Surtec Poland Sp. z o.o., Яниково, Великая Польша, Польша при температуре от 15 до 40 ° C в течение 1 мин. Далее предварительное электролитическое меднение в ванне SurTec 864 Surtec Poland Sp. z o.o., Яниково, Великая Польша, Польша, с pH 9,5, проводили при 55 ° C в течение 2 мин.Плотность катодного тока составляла 0,5 А / дм 2 , а анод был изготовлен из бескислородной меди (OFHC). На подготовленные таким образом подложки наносились покрытия, предназначенные для пайки. С этой целью были разработаны две ванны:
Ванна для гальваники Cu-Cr — слабокислая ванна для осаждения медно-хромового слоя, содержащего от 0,9 до 1,2 мас.% Cr [23];
Ni-P ванна для гальваники — новая кислотная ванна для нанесения никель-фосфорного слоя, содержащего 12 мас.% P [24].
Сплав Cu-Cr может использоваться в качестве покрытия с повышенной стойкостью к истиранию. В соответствующих ссылках не упоминаются гальванические ванны для нанесения покрытий из сплава Cu-Cr, но можно найти информацию о получении этих покрытий в металлургических процессах, в основном применяемых в энергетике.
Состав ванны и параметры процесса нанесения покрытия Cu-Cr следующие:
8–12 г / дм 3 металлического хрома в виде хлорида хрома III;
12–15 г / дм 3 металлической меди в виде хлорида меди II;
80–120 г / дм 3 хлорида аммония в качестве проводящей соли;
pH раствора в пределах 3.От 8 до 4,5;
температура процесса от 55 до 65 ° C;
катодная плотность тока от 1,5 до 3,0 А / дм 2 ;
время процесса от 40 до 60 мин.
Сплав Ni-P применяется, в частности, при производстве присадочных металлов, используемых для безфлюсовой пайки. Может использоваться в гальванике в качестве декоративного никелевого покрытия с повышенной коррозионной стойкостью (альтернатива хромированию).
Покрытия Ni-P, наносимые химическим путем, используются в качестве технических покрытий с высокой коррозионной стойкостью, зависящей от концентрации фосфора. Химическое покрытие никелем также применяется в пластмассовой промышленности.
В литературе можно найти публикации, касающиеся разработанных ванн для электрохимического осаждения покрытия Ni-P. Ванны для нанесения такого покрытия, содержащего 18 мас.% P, как альтернативу хромированному покрытию, разработаны немецкими и итальянскими компаниями [32].В этих ваннах ионы фосфора доставляются с помощью натриевой соли фосфорной кислоты III, добавленной в количестве 5–7 мас.%. Покрытия применяются в качестве декоративных покрытий при производстве арматуры, деталей бытовой техники и в автомобильной промышленности.
Состав ванны и технологические параметры нанесения разработанного покрытия Ni-P следующие:
15–18 г / дм 3 металлического никеля в виде сульфата никеля II;
100–150 г / дм 3 фосфора в виде нитрилотрис (метилен) фосфоновой кислоты;
100 г / дм 3 лимонной кислоты;
pH раствора в пределах 1.От 5 до 2,5;
температура процесса от 45 до 55 ° C;
катодная плотность тока от 1,0 до 2,5 А / дм 2 ;
время процесса от 15 до 25 мин.
3.2. Оценка нанесенных покрытий
Электролитически нанесенные покрытия были подвергнуты предварительному анализу. Их толщина и химический состав измеряли с помощью рентгенофлуоресцентного анализатора FISCHERSCOPE X-RAY XDL-B производства Fischer GmbH (Ахерн, Бадения-Виртембергия, Германия).Концентрация Cr (мас.%) Была измерена для покрытия Cu-Cr, концентрация P (мас.%) Была измерена для покрытия Ni-P, и остатки были соответственно содержаниями Cu и Ni. Приложения для измерения покрытия Ni-P являются коммерческими продуктами, но приложение для измерения покрытия Cu-Cr было разработано компанией Helmut Fischer GmbH Achern, Бадения-Виртембергия, Германия для нужд этого исследования.
Измерения толщины и химический состав покрытий, нанесенных на подложки 7075, показаны на рис.
Таблица 3
Толщина и состав нанесенных покрытий.
| Покрытие | Толщина, мкм | Средняя толщина, мкм | Содержание элемента, мас.% | |||
|---|---|---|---|---|---|---|
| Cr | AV Cr | P | AV P | |||
| Cu-Cr | 12,9 | 12,3 ( σ = 0,9) | 1,17 | 1,12 ( σ = 0,09) | _ | _ |
| 13.0 | 1,17 | |||||
| 12,9 | 1,08 | |||||
| 11,9 | 1,19 | |||||
| 10,9 | 0,98 | |||||
| Ni-P | 12,7 | 12,1 ( σ = 0,7) | _ | _ | 12,2 | 11,6 ( σ = 0,5) |
| 12,8 | 11,2 | |||||
| 11,9 | 11,9 | |||||
| 11,0 | 10.9 | |||||
| 11,9 | 11,9 | |||||
Адгезионные испытания покрытий проводились в соответствии с EN ISO 2819: 2018 [33]. Предварительные измерения были выполнены методом «теплового удара», и после положительного результата адгезия была определена методом царапания с использованием Micro-Combi-Tester производства CSM Instruments (Needham Heights, MA, США). Тестер определяет профиль поверхности как основы, так и покрытия. Во время процесса отслаивания регистрируется сила и акустический сигнал.Кроме того, регистрируется профилограмма поверхности, а также глубина проникновения в покрытие и в основу.
После электролиза все образцы хранили в электрической печи при 200 ° C в течение ок. 30 мин, а затем уронили в емкость с водой комнатной температуры. Через 1 мин отслаивание покрытия оценивали визуально. Все образцы положительно прошли испытание на тепловой удар без видимого отслаивания.
Тестирование адгезии с помощью Micro-Combi-Tester было начато с измерения силы царапания непокрытой основы, а затем было измерено усилие, необходимое для отслаивания покрытия от покрытой основы.Испытание проводилось на расстоянии 5 мм при силе давления 29 Н. Покрытие отслаивалось одновременно в двух местах и приводилось среднее значение приложенных усилий.
Испытание на адгезию проводили следующим образом. Головка для отслаивания, нагруженная вышеупомянутой силой, начала отслаивание покрытия, и компьютер записал все события, сопровождающие процесс (например, разрыв покрытия). После проникновения в материал подложки были сделаны микроскопические фотографии во всех точках, где непрерывность измерения была нарушена, и, наконец, была сфотографирована вся царапина.После испытания получают распечатку, содержащую профилограмму поверхности, величину усилия, необходимого для отслаивания покрытия, величины сил, возникающих при нарушениях, и полную фотодокументацию. Величины сил, необходимых для царапания подложки без покрытия и подложек с электролитическим нанесением покрытий, показаны на рис. Результаты представляют собой средние значения 10 измерений.
Результаты скретч-теста.
Смачиваемость подложки 7075 и нанесенных покрытий Cu-Cr и Ni-P предварительно определялась капельным тестом, как описано выше.Примерная смачиваемость поверхности 7075 и покрытий дистиллированной водой показана на. Видно, что смачиваемость покрытий значительно лучше, чем у основного металла.
Смачиваемость основания и покрытий дистиллированной водой.
Средние значения углов смачивания для различных эталонных жидкостей приведены в. Дополнительно представлены значения поверхностной свободной энергии, ее дисперсионной и полярной составляющих. Поверхностная энергия нанесенных покрытий выше, чем у подложки.Более высокая поверхностная энергия связана с более низким поверхностным натяжением и, следовательно, лучшей смачиваемостью (меньшие углы смачивания с отдельными контрольными жидкостями).
Таблица 4
Свободная энергия поверхности и смачиваемость электроосажденных покрытий и подложек из алюминиевого сплава 7075.
| Подложка | Поверхность Wnergy (SFE), γ w [мл / м 2 ] | Дисперсионный компонент, γ wD [мДж / м 6] 2 2 2 2 | Полярный компонент, γ wP [мДж / м 2 ] | Угол смачивания, ° | ||
|---|---|---|---|---|---|---|
| Дистиллированная вода | Диодметан | Этиленгликоль | ||||
| 41.7 | 36,8 | 4,9 | 92,1 | 68,2 | 57,9 | |
| Cu-Cr | 58,8 | 42,5 | 16,3 | 49,4 | 43,8 | 41,2 |
| Ni-P | 66,9 | 43,1 | 23,8 | 38,7 | 32,4 | 22,6 |
3.3. Испытание на смачиваемость
Как было упомянуто выше и показано в, подложка из сплава 7075 не смачивается мягкими припоями.В результате невозможно выполнить пайку напрямую. Пригодность нанесенных покрытий Cu-Cr и Ni-P для пайки определялась путем измерения смачиваемости их поверхностей припоем на основе олова. Образцы были изготовлены описанным выше способом. Согласно критериям смачиваемости, чем меньше угол смачивания и чем больше площадь поверхности растекающихся капель, тем лучше паяльные свойства подложки. Считается, что хорошая смачиваемость достигается, когда угол смачивания ниже 30 ° и стремится к 0 ° [34,35,36].
Средний размер плоских поверхностей на этих 0,1 г припоя составлял 74 мм 2 ( σ = 7,2 мм 2 ) для покрытия Cu-Cr и 59 мм 2 ( σ = 8,1 мм 2 ) для покрытия Ni-P. Примерные площади растекаемости припоев и поперечные сечения капель припоя на подложках, используемых для определения углов смачиваемости, показаны на рис. Средние значения угла смачивания составили 28 ° ( σ = 7,3 °) для покрытия Cu-Cr и 17 ° ( σ = 4.8 °) для покрытия Ni-P. Согласно критериям оценки [34,35,36], такие значения угла смачиваемости указывают на хорошую смачиваемость покрытий и должны обеспечивать хорошие условия для выполнения качественных паяных соединений. В случае покрытия Cu-Cr изменение цвета можно увидеть в зоне воздействия флюса (c), но непрерывность покрытия не нарушилась.
Растекаемость и смачиваемость припоя S-Sn97Cu3 на покрытиях Ni-P ( a , b ) и Cu-Cr ( c , d ).
3.4. Металлографическая оценка паяных соединений
Как упоминалось ранее, соединения внахлест с длиной нахлеста 10 мм и постоянной шириной пайки фиксируются с помощью дистанционных элементов диам. 0,2 мм были подготовлены к металлографическим исследованиям и механическим испытаниям. Стыки выполнены пламенной пайкой с использованием пропановоздушной горелки. За исключением очень мелких газовых пор и остатков флюса, никаких других дефектов пайки обнаружено не было. После пайки покрытия все еще оставались сплошными и хорошо сцеплялись с подложкой из сплава 7075.Соединение, выполненное с промежуточным слоем Cu-Cr толщиной 12 мкм, показано на рис. а, б показаны разные участки паяных соединений. Обе микроструктуры очень похожи, но на b видны следы очень мелких газовых пор. На основании равновесной системы Cu-Sn [37] и анализа EDS (Energy Dispersive Spectroscopy) микроструктура слоя припоя состоит из эвтектической смеси Sn + Cu 6 Sn 5 с серыми первичными кристаллами твердого раствора. Cu 6 Sn 5 .Покрытие Cu-Cr хорошо сцепляется с алюминиевой подложкой 7075. Отсутствуют видимые несовместимости припоев, снижающие качество паяного соединения, за исключением очень маленьких газовых пор или остатков флюса.
Микроструктура паяного соединения, выполненного через прослойку Cu-Cr, две разные части стыка ( a , b ): 1 — подложка (алюминий 7075), 2 — прослойка Cu-Cr, 3 — припой.
Для анализируемой системы характерно линейное распределение элементов в стыке (). Покрытие (2) состоит из меди (98.99 мас.% Cu) и хрома (1,01 мас.% Cr), что соответствует техническим характеристикам ванны для гальваники. Припой (3) состоит из олова (96,7 мас.% Sn) и меди (3,3 мас.% Cu). Из-за низкой температуры пайки в стыке не видно диффузионных зон. В процессе пайки элементы покрытия не переходят в припой и не возвращаются от припоя к покрытию.
BSE (Back Scattered Electrons) изображение переходной зоны ( a ) и линейный EDS-анализ паяного соединения, выполненного через прослойку Cu-Cr ( b ): 1 — подложка (алюминий 7075), 2 — прослойка Cu-Cr , 3 — припой.
В соединении, припаянном через прослойку Ni-P, также не было обнаружено значительных дефектов микроструктуры пайки. Покрытие хорошо прилегает к подложке 7075 по всей длине стыка (а). Покрытие Ni-P хорошо заполняет поверхностные дефекты подложки (б), создавая прочные точки механического крепления. Как и прежде, микроструктура слоя припоя состоит из эвтектической смеси Sn + Cu 6 Sn 5 с серыми первичными кристаллами твердого раствора Cu 6 Sn 5 .
Микроструктура паяного соединения, выполненного через прослойку Ni-P ( a ), заполненные дефекты поверхности подложки ( b ): 1 — подложка (алюминий 7075), 2 — прослойка Ni-P, 3 — припой.
Морфология обоих припоев в паяных соединениях, выполненных с использованием промежуточного слоя Cu-Cr () и Ni-P (), очень похожа. Форма серых первичных кристаллов твердого раствора Cu 6 Sn 5 в обоих паяных соединениях аналогична, но больше кристаллов находится в соединении, выполненном с Ni-P.Скорее всего, разница может быть результатом разницы во времени пайки обоих соединений. Стыки были выполнены ручной пайкой в пламени, когда точный контроль времени пайки затруднен.
Место, выбранное в структуре стыка для анализа EDS, показано в a. На b – f вертикальными линиями отмечены покрытие Ni-P и линейное распределение элементов в отдельных зонах стыка. В этом соединении также не было обнаружено диффузионных зон или элементов, движущихся от припоя к покрытию или обратно от покрытия к припою.Покрытие Ni-P (2) состоит из никеля (87,7 мас.% Ni) и фосфора (12,3 мас.% P), что соответствует техническим характеристикам ванны для гальваники. Концентрация фосфора в покрытии увеличивается с расстоянием от алюминиевой подложки 7075 (f) с 11,5 до 13,2 мас.%. Это закономерность, возникшая в результате курса электролиза. Припой (3) состоит из олова (96,9 мас.% Sn) и меди (3,1 мас.% Cu). Механизмы диффузии не обнаружены из-за низкой температуры процесса пайки.
BSE (Back Scattered Electrons) изображение переходной зоны паяного соединения через прослойку Ni-P ( a ) и линейного содержания элементов ( b — f ): 1 — подложка (алюминий 7075), 2 — прослойка Ni-P, 3 — припой.
В отличие от покрытий, нанесенных методом холодного напыления при низком давлении (LPCS), покрытия, нанесенные электролитическим способом, не являются пористыми, что благоприятно сказывается на их применении при пайке. Это связано с тем, что пористость покрытий, нанесенных методом термического напыления, способствует образованию газовых пор в паяном соединении [38].
3.5. Испытания механических свойств паяных соединений
Испытания на растяжение и сдвиг соединений, выполненных с использованием прослоек Cu-Cr и Ni-P, проводились на универсальной испытательной машине Zwick / Roell Zmart-PRO (Zwick-Roell GmbH, Бадения). -Виртембергия, Ульм, Германия). Паяные соединения помещались в зажимы станка с использованием подходящих дистанционных вставок и затем растягивались со скоростью 2 мм / мин. Для каждого покрытия было приготовлено пять комплектов паяных соединений. Перед испытанием на сдвиг с обеих сторон соединения были механически удалены пятна припоя.Результаты испытания паяных соединений на статическое растяжение и сдвиг представлены на рис.
Таблица 5
Прочность на сдвиг паяных соединений, выполненных через прослойки Cu-Cr и Ni-P.
| № | Соединение внахлест | Сила сдвига F т [Н] | Прочность на сдвиг R т [МПа] | Средняя прочность на сдвиг R ta [Нм] ] | Тип разрушения | |
|---|---|---|---|---|---|---|
| Размеры [мм × мм] | Площадь стыка [мм 2 ] | |||||
| Промежуточный слой Cu-Cr | ||||||
| 1 | 24.0 × 9,8 | 235 | 8600 | 36,6 | 35,4 ( σ = 1,2) | Связное |
| 2 | 24,0 × 10,0 | 240 | 8100 | 33,8 | ||
| 3 | 23,8 × 9,7 | 231 | 8500 | 36,3 | ||
| 4 | 23,9 × 9,7 | 232 | 8300 | 35,8 | ||
| 5 | 23,4 × 9,9 | 232 | 8250 | 34.5 | ||
| Промежуточный слой Ni-P | ||||||
| 1 | 25,1 × 9,1 | 228 | 7550 | 33,1 | 33,2 ( σ = 0,8) | Связующий |
| 2 | 25,1 × 8,3 | 208 | 6700 | 32,2 | ||
| 3 | 25,0 × 8,5 | 212 | 7300 | 34,4 | ||
| 4 | 25,3 × 8,8 | 223 | 8200 | 32.8 | ||
| 5 | 25,2 × 8,6 | 218 | 7950 | 33,5 | ||
Прочность паяных соединений на сдвиг в обоих случаях была одинаковой и составляла ок. 35 МПа. Механизм разрушения обоих соединений носил когезионный характер и происходил в слое припоя (). Что важно, покрытия Cu-Cr и Ni-P сохранили сцепление с подложкой. Таким образом, можно предположить, что соединения могут выдерживать более высокие нагрузки, если механические свойства используемого припоя выше.Прочность соединений с электролитически нанесенными покрытиями более чем на 40% выше, чем у соединений с покрытиями, напыленными методом LPCS [38], где в результате разрушения покрытий происходило их разрушение в результате их декогезии. Как сообщается в [38], причиной может быть высокая пористость напыляемых покрытий LPCS.
Когезионные трещины в припое после испытания на прочность на сдвиг: соединения, спаянные с прослойкой Cu-Cr ( a ) и Ni-P ( b ).
Твердость по Виккерсу измеряли также в отдельных зонах паяных соединений [39].Из-за малой толщины электролитических слоев нагрузка пенетратора составляла 25 Г. Распределение твердости в соединениях показано на рис. Представленные точки являются средними значениями 10 измерений.
Распределение твердости HV 0,025 в паяных соединениях, выполненных через прослойки Ni-P ( a ) и Cu-Cr ( b ).
Твердость покрытия Ni-P, составляющая в среднем 471 HV 0,025 ( σ = 14,4 HV 0,025), намного выше, чем у металла подложки.Как сообщается в [40], твердость электролитически осажденных покрытий Ni-P, содержащих 16 мас.% P, составляет ок. 600 HV. Покрытия с более высокой твердостью более 700 HV могут быть получены добавлением керамических частиц SiC или B 4 C [40]. Твердость покрытия Cu-Cr практически такая же, как у металлической подложки, и составляет в среднем 121 HV 0,025 ( σ = 8,7 HV 0,025). В [41] указано, что твердость покрытия Cu, нанесенного электролитическим способом на слой Cr, ранее нанесенный на подложку из углеродистой стали, находится в диапазоне от 42 до 84 HV и зависит от напряжения, используемого во время электроосаждения.Наименьшую твердость в паяных соединениях показывает S-Sn97Cu3, в среднем 18,9 HV 0,025 ( σ = 3,6 HV 0,025).
Применения для пайки алюминия |
Алюминиевая пайка используется для создания электрических и / или тепловых соединений или уплотнений на небольших площадях с другими металлами или керамикой, в то время как алюминиевые соединения используются для соединения больших площадей в тепловых и / или конструкционных целях. Пайка алюминия находит применение в датчиках, электронике и электроэнергетике, где используются алюминиевые контакты и / или провода.Пайка алюминия также использовалась как средство для герметизации и / или ремонта алюминиевых теплообменников.
К нам много раз обращались за помощью в решении проблемы небольшого контакта с алюминием без использования агрессивного химического флюса или в случаях, когда химический флюс для алюминия был несовместим с металлами противоположной стороны соединения. Кроме того, во многих электронных корпусах использование коррозионно-флюсовой пайки алюминия ограничивает. Когда вы сталкиваетесь с этим выбором, активные безфлюсовые припои, такие как S-Bond, становятся хорошим решением.
Активные сплавыS-Bond® были разработаны для соединения с широким спектром металлов, керамики и композитных материалов без необходимости использования флюсов или предварительного покрытия. Припойные сплавы S-Bond обладают сильным сцеплением с алюминием, что делает пайку алюминия более простой, более экономичной и надежной. Просто расплавьте присадочные металлы S-Bond, механически перемешайте припои S-Bond с помощью щеток, трения или ультразвукового паяльника, чтобы они смачивали, прилипали и создавали основу для соединения. После лужения припоями S-Bond провода или другие поверхности сжимаются, сдвигаются вместе или активируются ультразвуком для создания прочного паяного соединения.
Пайка алюминия S-Bond имеет следующие характеристики:
• Позволяет соединять алюминий с медью и другими металлами и керамикой без флюса.
• Соединение без флюса исключает загрязнение и необходимость очистки.
• Припои при более низких температурах (от 115 ° до 250 ° C) позволяют пайку термочувствительных материалов.
• S-Bond (припой) позволяет создавать электрические и теплопроводные металлические соединения.
• Для подготовки алюминиевых поверхностей не требуется металлическое покрытие, что снижает затраты на подготовку.
• Припои S-Bond не текут свободно и не связываются с участками, прилегающими к участкам пайки алюминия, без прямого применения механической активации.
Приложения
Панели солнечных батарей: Рисунок 1 иллюстрирует соединение луженых медных проводов, припаянных к алюминированным слоям на задней стороне кремниевых солнечных панелей. Активные паяные соединения шин S-Bond с задней частью этих панелей оказались более эффективными и прочными, чем соединения, спаянные обычным способом.
Ремонт припоем алюминиевого теплообменника: На рисунках 2 и 3 показана ультразвуковая пайка алюминиевых панелей и заполнение вырезов в протекающих паяных соединениях алюминиевого теплообменника.
Герметичные корпуса датчиков: на рисунках 4 и 5 показано активное уплотнение припоем S-Bond алюминиевых корпусов датчиков. На рисунке показана пайка алюминия с активными припоями, которые активируются и приклеиваются для герметизации алюминиевой крышки с алюминиевой трубкой.
- фигура 2
- Рисунок 3
- Рисунок 4
- Рисунок 5.
Свяжитесь с нами для получения дополнительной информации о пайке алюминия.Чтобы заказать наши материалы для тестирования, запросите форму заказа комплекта. Также предлагаются услуги пайки для тестирования, прототипирования и производства.
ДОМАШНЯЯ КЛИНИКА; КАК И ПОЧЕМУ ПАЙТЕ МЕТАЛЛ ВМЕСТЕ
* При пайке нельзя плавить припой прямым нагревом горелки или паяльника. Вместо этого следует использовать утюг или горелку для нагрева деталей, образующих соединение, до тех пор, пока металл не станет достаточно горячим, чтобы расплавить припой при контакте.Затем нагретый металл плавит припой по мере его подачи в соединение.
Этот последний пункт, вероятно, является наиболее частой причиной слабых и плохо спаянных соединений. Чтобы этого избежать, используйте паяльник или горелку только для нагрева металла, концентрируясь на самых толстых и тяжелых частях. На мгновение оттяните источник тепла, прикасаясь припоем к стыку. Если металл достаточно горячий, и если вы сначала нанесли флюс на соединение, припой будет всасываться в соединение так же быстро, как и плавится.
При использовании паяльника может оказаться необходимым поддерживать контакт паяльника с металлом, чтобы соединение оставалось достаточно горячим, чтобы расплавить припой. В таком случае держите утюг на противоположной стороне от металла или на некотором расстоянии от того места, где вы вводите припой. Например, даже при использовании паяльника для небольших электрических соединений, вы должны следовать методике, показанной на рисунке. Обратите внимание, что кончик пистолета прижимается к одной стороне скрученных проводов, в то время как припой подается с противоположной стороны.Как только промежутки между проводами заполнятся и со всех сторон появится слой расплавленного припоя, удалите припой и утюг.
При пайке листового металла или любого соединения, где есть значительная площадь для пайки (чем больше площадь контакта, тем прочнее соединение), лучше всего подойдет метод, который называется «пайка потом». «Этот метод требует предварительного лужения стыкуемых поверхностей — сначала покрыть металлические поверхности флюсом, а затем тонким слоем припоя (как при лужении паяльника).
Затем плотно скрепите поверхности вместе и снова нагрейте, используя горелку или большой паяльник. Но сконцентрируйте большую часть тепла на самых крупных кусках металла. Тепло заставит лужение на каждой поверхности расплавиться и сплавиться, пока вы вводите дополнительный припой по краю стыка, как показано на рисунке.
Аналогичная техника применяется при пайке медных труб. Здесь вы собираете трубу и фитинг после очистки внешней стороны трубы и внутренней части фитинга.Нанесите флюс на эти поверхности перед тем, как вставить трубу в фитинг, направьте пламя от пропановой горелки на самую громоздкую часть соединения (обычно на угол колена или тройника). Позвольте теплу распространиться от этого на остальную часть стыка. Когда металл станет достаточно горячим, чтобы расплавить припой при контакте (без пламени), уберите пламя и подайте припой по всему периметру фитинга.
По вопросам ремонта дома следует обращаться к Бернарду Гладстону, The New York Times, 229 West 43d Street, New York, N.Y. 10036. В этой колонке будут даны ответы на вопросы, представляющие общий интерес; На неопубликованные письма нельзя ответить индивидуально.
Соединение металлов: пайка против сварки
Соединение металлов: пайка против сварки
Существует несколько методов соединения металлов, включая сварку, пайку и пайку. В чем разница между сваркой и пайкой? В чем разница между пайкой и пайкой? Давайте рассмотрим различия и сравнительные преимущества, а также общие области применения.Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения.
Как работает пайка
Паяное соединение выполняется совершенно иначе, чем сварное соединение. Первая большая разница заключается в температуре — пайка не плавит основные металлы. Это означает, что температуры пайки неизменно ниже, чем точки плавления основных металлов. Температуры пайки также значительно ниже, чем температуры сварки тех же основных металлов, при этом требуется меньше энергии.
Если пайка не расплавляет недрагоценные металлы, как она соединяется с ними? Он работает, создавая металлургическую связь между присадочным металлом и поверхностями двух соединяемых металлов. Принцип, по которому присадочный металл протягивается через соединение для создания этой связи, — это капиллярное действие. При пайке вы применяете тепло к основным металлам. Затем присадочный металл контактирует с нагретыми деталями. Он мгновенно плавится под действием тепла основных металлов и полностью протягивается капиллярным действием через соединение.Так делается пайка.
Применяется для пайки в электронике / электротехнике, авиакосмической отрасли, автомобилестроении, HVAC / R, строительстве и т. Д. Примеры варьируются от систем кондиционирования воздуха для автомобилей до высокочувствительных лопастей реактивных турбин, вспомогательных компонентов и ювелирных изделий. Пайка дает значительное преимущество в областях, где требуется соединение разнородных основных металлов, включая медь и сталь, а также неметаллов, таких как карбид вольфрама, оксид алюминия, графит и алмаз.
Сравнительные преимущества. Во-первых, паяное соединение — это прочное соединение. Правильно выполненное паяное соединение (например, сварное соединение) во многих случаях будет таким же прочным или прочным, как соединяемые металлы. Во-вторых, соединение выполняется при относительно низких температурах, в диапазоне от примерно 1150 ° F до 1600 ° F (от 620 ° C до 870 ° C).
Наиболее важно то, что неблагородные металлы никогда не плавятся. Поскольку основные металлы не плавятся, они обычно могут сохранять большую часть своих физических свойств. Такая целостность основного металла характерна для всех паяных соединений, включая соединения как тонкого, так и толстого сечения.Кроме того, более низкий нагрев сводит к минимуму опасность деформации или коробления металла. Учтите также, что более низкие температуры требуют меньше тепла — значительный фактор экономии.
Еще одним важным преимуществом пайки является простота соединения разнородных металлов с использованием флюса или сплавов с порошковой сердцевиной и покрытием. Если вам не нужно плавить основные металлы, чтобы соединить их, не имеет значения, имеют ли они сильно различающиеся точки плавления. Вы можете паять сталь с медью так же легко, как сталь со сталью. Сварка — это другая история, потому что вы должны расплавить основные металлы, чтобы сплавить их.Это означает, что если вы пытаетесь сварить медь (точка плавления 1981 ° F / 1083 ° C) со сталью (точка плавления 2500 ° F / 1370 ° C), вы должны использовать довольно сложные и дорогие методы сварки. Полная простота соединения разнородных металлов с помощью обычных процедур пайки означает, что вы можете выбрать любые металлы, которые лучше всего подходят для функции сборки, зная, что у вас не возникнет проблем с их соединением, независимо от того, насколько сильно они различаются по температурам плавления.
Кроме того, паяное соединение имеет приятный внешний вид.Здесь проводится дневное и ночное сравнение крошечной аккуратной кромки паяного шва и толстой неровной кромки сварного шва. Эта характеристика особенно важна для соединений на потребительских товарах, где внешний вид имеет решающее значение. Паяное соединение почти всегда можно использовать «как есть», без каких-либо чистовых операций — еще одна экономия средств.
Пайка предлагает еще одно существенное преимущество перед сваркой, поскольку операторы обычно приобретают навыки пайки быстрее, чем навыки сварки.Причина кроется во внутренней разнице между двумя процессами. Линейный сварной шов необходимо отслеживать с точной синхронизацией подачи тепла и наплавки присадочного металла. Паяное соединение, с другой стороны, имеет тенденцию «создавать себя» за счет капиллярного действия. Фактически, значительная часть навыков, связанных с пайкой, основана на проектировании и проектировании соединения. Сравнительная скорость обучения высококвалифицированных операторов является важным фактором затрат.
Наконец, пайку относительно легко автоматизировать.Характеристики процесса пайки — широкий диапазон нагрева и простота размещения присадочного металла — помогают устранить потенциальные проблемы. Существует множество способов автоматического нагрева стыка, множество форм припоя и множество способов их нанесения, так что операцию пайки можно легко автоматизировать практически для любого уровня производства.
Как работает сварка
Сварка соединяет металлы путем их плавления и сплавления, обычно с добавлением присадочного металла.Соединения получаются прочными — обычно такими же прочными, как соединяемые металлы, или даже прочнее. Чтобы сплавить металлы, вы прикладываете концентрированный нагрев непосредственно к месту соединения. Это тепло должно иметь высокую температуру, чтобы расплавить основные металлы (соединяемые металлы) и присадочные металлы. Следовательно, температуры сварки начинаются с точки плавления основных металлов.
Сварка обычно подходит для соединения больших сборок, у которых обе металлические секции относительно толстые (0,5 дюйма / 12,7 мм) и соединены в одной точке.Поскольку валик сварного шва имеет неправильную форму, он обычно не используется в изделиях, требующих косметических швов. Области применения включают транспорт, строительство, производство и ремонтные мастерские. Примерами являются роботизированные сборки плюс изготовление сосудов под давлением, мостов, строительных конструкций, самолетов, железнодорожных вагонов и путей, трубопроводов и многого другого.
Сравнительные преимущества . Поскольку сварочное тепло очень интенсивное, оно обычно локализовано и точечно; нецелесообразно наносить его равномерно на большой площади.Этот четко очерченный аспект имеет свои преимущества. Например, если вы хотите соединить две небольшие полосы металла в одной точке, практичным будет метод контактной сварки сопротивлением. Это быстрый и экономичный способ изготовления сотен и тысяч прочных неразъемных соединений.
Однако, если соединение является линейным, а не точечным, возникают проблемы. Местный нагрев при сварке может стать недостатком. Например, если вы хотите сварить встык два куска металла, вы начинаете со скоса краев металлических деталей, чтобы оставить место для сварочного присадочного металла.Затем вы свариваете, сначала нагревая один конец области соединения до температуры плавления, затем медленно перемещая тепло вдоль линии соединения, нанося присадочный металл синхронно с теплом. Это типичная обычная сварочная операция. Правильно выполненный сварной шов не менее прочен, чем соединяемые металлы.
Однако у этого метода сварки с линейным соединением есть недостатки. Соединения выполняются при высоких температурах — достаточно высоких, чтобы плавить как основные металлы, так и присадочный металл.Эти высокие температуры могут вызвать проблемы, в том числе возможные деформации и коробление основных металлов или напряжения вокруг области сварного шва. Эти опасности минимальны, когда соединяемые металлы являются толстыми, но они могут стать проблемой, когда основные металлы представляют собой тонкие секции. Кроме того, высокие температуры обходятся дорого, поскольку тепло — это энергия, а энергия стоит денег. Чем больше тепла вам нужно, чтобы сделать стык, тем больше будет затрат на производство стыка.
Теперь рассмотрим автоматизированный процесс сварки.Что происходит, когда вы присоединяетесь не к одной сборке, а к сотням или тысячам сборок? Сварка по своей природе создает проблемы для автоматизации. Соединение контактной сваркой, выполненное в одной точке, относительно легко автоматизировать. Однако, как только точка становится линией — линейным соединением — снова необходимо провести линию. Эту операцию отслеживания можно автоматизировать, перемещая линию стыка, например, мимо нагревательной станции и автоматически подавая присадочную проволоку с больших катушек. Однако это сложная и требовательная установка, которая оправдана только в том случае, если у вас большие партии идентичных деталей.
Имейте в виду, что методы сварки постоянно совершенствуются. Сварку на производстве можно производить электронным лучом, разрядом конденсатора, трением и другими методами. Эти сложные процессы обычно требуют специального и дорогостоящего оборудования, а также сложных и трудоемких настроек. Подумайте, подходят ли они для более коротких производственных циклов, изменения конфигурации сборки или типичных повседневных требований к соединению металлов.
Выбор правильного процесса соединения металлов
Если вам нужны долговечные и прочные соединения, вы, скорее всего, сузите круг вопросов, касающихся соединения металлов, до сварки, а не пайки.При сварке и пайке используются термические и присадочные металлы. И то, и другое может быть выполнено на производственной основе. Однако на этом сходство заканчивается. Они работают по-разному, поэтому помните, что нужно учитывать при пайке и сварке:
- Размер в сборе
- Толщина профилей основного металла
- Точечные или линейные соединения
- Металлы присоединяются
- Необходимое количество окончательной сборки
Другие варианты? Механически скрепленные соединения (резьбовые, стержневые или заклепочные) обычно не сравнятся с паяными по прочности, устойчивости к ударам и вибрации или герметичности.Адгезионное соединение и пайка обеспечат прочное соединение, но, как правило, ни один из них не может обеспечить прочность паяного соединения — такую же или большую, чем у самих основных металлов. Они также, как правило, не могут производить соединения, устойчивые к температурам выше 200 ° F (93 ° C). Когда вам нужны постоянные, прочные соединения металла с металлом, пайка является сильным конкурентом.
Низкоплавкий припой — электроды и сплавы
Просмотреть техническое описание продукта
Просмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
НЕТ
Обладая более низкой температурой соединения, чем серебряные припои, он идеален в качестве промежуточного сплава для соединения.
Отлично подходит для низкотемпературных швов на:
- Алюминиевая труба, медная труба, холодильные установки и кондиционеры
- Радиаторы алюминиевые
- Работа с листовым металлом
- Изготовление и ремонт инструментов
- Литье под давлением на основе цинка
- Соединение разнородных металлов
- Может также использоваться на анодированном алюминии
Прочный низкотемпературный припой для соединения алюминия с другими металлами
— Отличные характеристики смачивания и текучести практически для всех черных и цветных металлов.
— Сохраняет высокую прочность даже при температурах до 350 ° F (175 ° C).
— Лучшая коррозионная стойкость и более высокая прочность, чем у обычных мягких припоев.
Типичные механические свойства |
Неразбавленный металл шва Максимальное значение До:
Предел прочности при растяжении до 20000 фунтов на кв. Дюйм (145 МПа)
Электропроводность Хорошая
Коррозионная стойкость Хорошая
Очень хорошее соответствие цветов на алюминии
Техника пайки: Зона стыка должна быть тщательно очищена.Наилучшие результаты достигаются при сохранении зазора не более 0,006 ″. Вся область стыка должна быть полностью покрыта флюсом 5140. Нагрейте деталь косвенно мягким пламенем, стараясь не поджечь флюс. Как только флюс начнет пузыриться, окуните припой во флюс и перенесите его на стык. Продолжайте нагревать, пока припой не протечет через все соединение. Дайте медленно остыть. Остатки флюса можно удалить горячей водой и жесткой щеткой.
СохранитьСохранить
Почему золото-олово — лучший припой
Существуют буквально сотни припоев с очень низкой температурой плавления от 38 ° C до чрезвычайно высокой температуры плавления припоя до более 1000 ° C.Тем не менее, есть один особенно выделяющийся сплав, который чаще всего используется большинством пользователей для прикрепления штампа и уплотнения крышки. Этот сплав представляет собой золото-олово с составом 80% золота (Au) и 20% олова (Sn) по массе, который является эвтектическим сплавом, что означает, что температура плавления такая же, как и температура твердого тела (278 ° C). Gold-tin — это рабочая лошадка в индустрии микроэлектроники для крепления штампов и уплотнения крышки.| Приставка для матрицы AuSn из золота и олова | Уплотнение крышки Gold-Tin AuSn с прикрепленной к комбинированной крышке преформой |
Свойства материала:
- Бессвинцовый
- Очень высокий предел прочности при растяжении 40,000 PSI
- Очень высокая прочность на сдвиг 40,000 PSI
- Высокая теплопроводность 0.57 Вт / смC при 85 ° C
- Низкий коэффициент теплового расширения 16 ppm / C при 20 ° C
- Хорошие свойства термической усталости
- Хорошая стойкость к щелочной коррозии
- Превосходный припой для пайки золота
- Доступны толщины от 0,5 мил (0,0005 дюйма) до нескольких мил (при необходимости)
- Доступен в нестандартных размерах, может быть высечен в твердой плоской преформе для установки штампа или в формате кольца (квадратного или прямоугольного) с открытым центром для установки уплотнения крышки
(Ссылка: Indium Corp.Справочник по сплавам припоя)
Преимущества / недостатки процесса:
- Золото-олово не требует обработки флюсом или химическим кислотным травлением для удаления поверхностных оксидов, как это требуется для других распространенных припоев на основе индия, свинца или олова
- Хорошая текучесть при расплавлении на должным образом позолоченных поверхностях
- Могут привариваться к крышкам прихваточным швом, так что крышки могут быть получены из предварительно прикрепленных преформ, называемых комбинированными крышками
- Долгая история успешной фиксации штампа и герметичного закрытия крышки
- Не собирает золото в такой степени, как обычные припои с высоким содержанием олова, которые очень агрессивно собирают золото
- Более высокая стоимость, чем обычные припои на основе свинца и олова, из-за высокого содержания золота
- Хрупкий материал, который трудно обрезать или разрезать вручную
- Блестящий гладкий серебристый цвет после оплавления для хорошего косметического внешнего вида
- Температура плавления увеличивается после начального оплавления, поскольку золото расходуется с покрытых золотом сопрягаемых поверхностей для увеличения содержания золота.Это преимущество и недостаток (см. Рисунок 1: Фазовая диаграмма золото-олово).
- Недостаток: невозможно выполнить последующее оплавление при 278 ° C, необходимо повышение температуры.
- Преимущество: золото-олово можно использовать для прикрепления матрицы и последующего уплотнения крышки в том же корпусе без вторичного оплавления паяного соединения прикрепления матрицы.
* При содержании олова 18% температура плавления увеличивается до 350 ° C
* При содержании олова 16% температура плавления увеличивается до 400 ° C.
Ссылка: Indium Corp.
Для получения дополнительной информации посетите веб-сайт SST Vacuum Reflow Systems или ознакомьтесь с этими ресурсами:
—-
Зап (Пиерино) Заппелла
Инженер по разработке процессов
Системы вакуумного оплавления из нержавеющей стали
Можно ли отремонтировать металл с помощью паяльной станции?
Полезность вашего паяльника во многом зависит от того, какую работу вы хотите выполнить, и от типа металла, который вы используете. Нельзя использовать любой металл с паяльником.Состав разных металлов будет влиять на то, насколько легко их можно паять, и какой паяльник вам понадобится. Многие начинающие пользователи ошибаются, полагая, что любой паяльник может починить любой металл. Любой, кто пытался и не смог паять твердые металлы обычным электрическим паяльником, поймет, насколько это неправда. Припой не схватывается, и вы в конечном итоге наливаете расплавленный припой на металл, который пытаетесь склеить.
Какие металлы работают?
Итак, какие металлы подходят для пайки? Есть множество факторов, влияющих на паяемость металла.Припои можно разделить на мягкие и твердые, в зависимости от того, имеют ли металлы высокую или низкую температуру плавления. Металл с низкой температурой плавления считается мягким, а металл с высокой температурой плавления — твердым. В паяльниках используются мягкие металлы, потому что они не выделяют достаточно тепла для эффективного плавления более твердых металлов.
Типы припоя
Припои обычно изготавливаются из более чем одного материала в зависимости от того, какой тип пайки вы выполняете. Раньше самым распространенным припоем был свинец с очень низкой температурой плавления.Плюс свинцовых припоев в том, что их легко плавить и связывать. Обратной стороной свинца (и любого сплава мягкого металла) является то, что он не такой прочный, поэтому для получения более прочной связи припои часто также содержат олово. Олово прочное, и хотя у него немного более высокая температура плавления, оно дает более прочные связи. Комбинация мягкого металлического сплава и олова варьируется от припоя к припою. Для облегчения текучести будет присутствовать более высокий процент сплава. Для более прочных связей используется более высокий процент олова.
Одна проблема со свинцовым припоем заключается в том, что он не идеален для пайки предметов, которые будут изнашиваться (например, ювелирных изделий), а обращение со свинцом опасно для здоровья.В настоящее время большинство свинцовых припоев прекращается по причинам, связанным со здоровьем, и заменяется припоями на основе других мягких металлических сплавов. Бессвинцовые припои сейчас распространены гораздо шире, но в целом они одинаково эффективны.
Какое железо самое лучшее?
В зависимости от того, какой металл и какой вид ремонта вы планируете провести, вам нужно будет убедиться, что у вас есть лучший утюг для работы. Ознакомьтесь с нашим руководством, если вы хотите узнать больше о различиях между ними:
навеса.net / best-паяльная станция
Как поток является фактором:
Еще один важный компонент припоя — флюс. Флюс действует как катализатор, позволяя теплу от паяльника расплавить припой и создать химическую связь между металлом припоя и материалом, который вы паяете. Флюс улучшает текучесть и сцепление пайки, облегчая пайку некоторых металлов. Канифольный флюс и кислотный флюс являются наиболее распространенными типами. Кислотный флюс лучше всего подходит для сантехники, но может вызвать коррозию электроники. Таким образом, в электрической пайке обычно используется канифольный флюс.
С технической точки зрения, все металлы можно паять. Но вообще говоря, очень твердые металлы просто не связываются. Благодаря низкой температуре плавления медь, олово, цинк, латунь, серебро и висмут являются хорошими и распространенными припоями. И наоборот, твердые металлы, такие как железо, нержавеющая сталь, сталь и алюминий, невозможно склеить без высокоспециализированного оборудования. Для пайки этих металлов требуются специальные припои и флюсы, а процесс может быть гораздо более опасным и требовать опыта. В большинстве случаев для склеивания этих металлов требуются горелки, которые производят гораздо более высокий и постоянный нагрев металлов для склеивания, и обычный паяльник не подойдет.
Короче говоря, паяльники лучше всего работают с мягкими металлами, такими как цинк, серебро, медь и висмут. Для твердых металлов, таких как сталь, алюминий и железо, требуется специальное оборудование, потому что они не соединятся, если вы попытаетесь паять их с помощью обычного паяльника.
Привет читателям ShedHeads! Меня зовут Джеймс Кеннеди, и мне, безусловно, нравилось писать о моем любимом снаряжении для активного отдыха на протяжении многих лет.