


Паяние и лужение
Паянием называется соединение металлических деталей при помощи расплавленного сплава — припоя. Для паяния используют мягкие припои, температура плавления которых ниже 300°С, и твердые — с температурой плавления свыше 700°С.
Мягкими припоями служат оловянно свинцовистые сплавы, например ПОС50 и ПОСЗО — цифрами указано содержание в них олова в процентах. К твердым припоям относятся медноцинковые сплавы (ПМЦ48—содержание меди в процентах) и серебряные сплавы (ПСр25— содержание серебра в процентах).
Для очистки и предохранения поверхности от окислов применяют различные флюсы. При паянии мягкими припоями флюсами служат хлористый цинк и канифоль, медно-цинковыми припоями—обезвоженная бура, серебряными — фтористый натрий. Нагревать места соединения и расплавлять припой можно паяльниками, паяльными лампой или трубкой и газовой горелкой. Наконечники паяльников изготавливают из меди как наиболее теплопроводного материала.
Перед паянием поверхности металлов очищают напильниками и металлическими щетками, затем нагревают до температуры плавления припоя и при помощи флюса удаляют с поверхности окислы, после чего вводят припой.
Паяние алюминия и его сплавов является весьма трудной операцией в связи с тем, что на воздухе, а особенно при нагреве на их поверхности образуется тугоплавкая пленка окислов, препятствующая паянию. Перед паянием поверхности сначала обезжиривают бензином или спиртом, затем зачищают напильником или металлической щеткой. После этого нагретые поверхности облуживают натиранием куском припоя с флюсом. Флюс удаляет окисленную пленку, а припой облуживает соединяемые поверхности. Облуженные поверхности паяют обычным способом. После паяния детали тщательно промывают.
При паянии алюминия припоем может служить сплав из 25% Zn, 40% Sn, 15% А1 и 20% Cd, а также другие сплавы.
В качестве флюса при паянии мягкими припоями применяют смесь из 85% хлористого цинка, 10% хлористого аммония, 5% фтористого натрия; при паянии твердыми припоями — смесь из 10% фтористого калия или натрия, 8% хлористого цинка, 32% хлористого лития и остальное — хлористый калий.
Лужением называется покрытие поверхности изделия оловом или его сплавом для предохранения от коррозии.
Поверхности, подлежащие лужению, подвергают механической очистке, затем нагревают, удаляют с них окислы и наносят полуду (олово) двумя способами: натиранием (большие изделия), а небольшие изделия — погружением в расплавленную полуду.
Пайка, лужение и склеивание
Категория:
Ремонт автогрейдеров
Публикация:
Пайка, лужение и склеивание
Читать далее:
Пайка, лужение и склеивание
Пайка. Представляет собой процесс соединения деталей с использованием специального присадочного скрепляющего материала — припоя и вспомогательного защитного материала — флюса.
Применяются легкоплавкие и тугоплавкие припои.
Легкоплавкие припои (мягкие) изготовлены на основе сплава олова (О) со свинцом (С) и обозначаются буквами ПОС с цифрами, показывающими содержание олова в процентах. Их температура плавления меньше 500° С: Они служат для пайки стали, меди, цинка, свинца, олова, серого чугуна, алюминия, керамики, стекла и др. Соединения, выполненные легкоплавкими припоями, обладают герметичностью, но не особенно прочные. Для получения особых свойств в оловянно-свинцовые припои добавляют сурьму, висмут, кадмий и другие металлы. При слесарных работах чаще всего применяется припой ПОС-40.
Их температура плавления меньше 500° С: Они служат для пайки стали, меди, цинка, свинца, олова, серого чугуна, алюминия, керамики, стекла и др. Соединения, выполненные легкоплавкими припоями, обладают герметичностью, но не особенно прочные. Для получения особых свойств в оловянно-свинцовые припои добавляют сурьму, висмут, кадмий и другие металлы. При слесарных работах чаще всего применяется припой ПОС-40.
Рекламные предложения на основе ваших интересов:
Тугоплавкие припои (твердые) имеют температуру плавления более 500° С, предназначены для получения прочных соединений, стойких в температурных и коррозионных условиях. Ими ведется пайка стали, чугуна, меди, никеля и их сплавов. Они делятся на медно-цинко- вые (марки ПМЦ) и серебряные припои.
Флюсы предназначены для обеспечения смачивания поверхности металлов припоем, предохранения поверхности металлов и припоя от окисления при нагреве, растворения окисных пленок.
Имеются флюсы для мягких легкоплавких припоев (хлористый цинк, нашатырь, канифоль, пасты и др.
Процесс пайки металлов включает подготовку изделия, паяльника к пайке и саму пайку изделия.
Подготовка изделия состоит в очистке его поверхности от грязи, жиров, окислов, коррозии, окалины.
Такую очистку можно вести: – механическим путем с помощью наждачной бумаги, напильников, металлическими щетками, шлифовальными кругами, стальной или чугунной дробью; – путем химического обезжиривания с помощью разведенной водой венской извести, наносимой кистью на изделия; – путем химического‘травления при погружении изделия в растворы серной, соляной и других кислот; – с помощью ультразвука, действующего в ванне с растворителями.
Подготовка паяльника (рис. 3.6) включает заправку рабочей части под углом 30…40° с притуплением вершины, ее очистку от окалины и нанесение (облужение) на концевую часть припоя.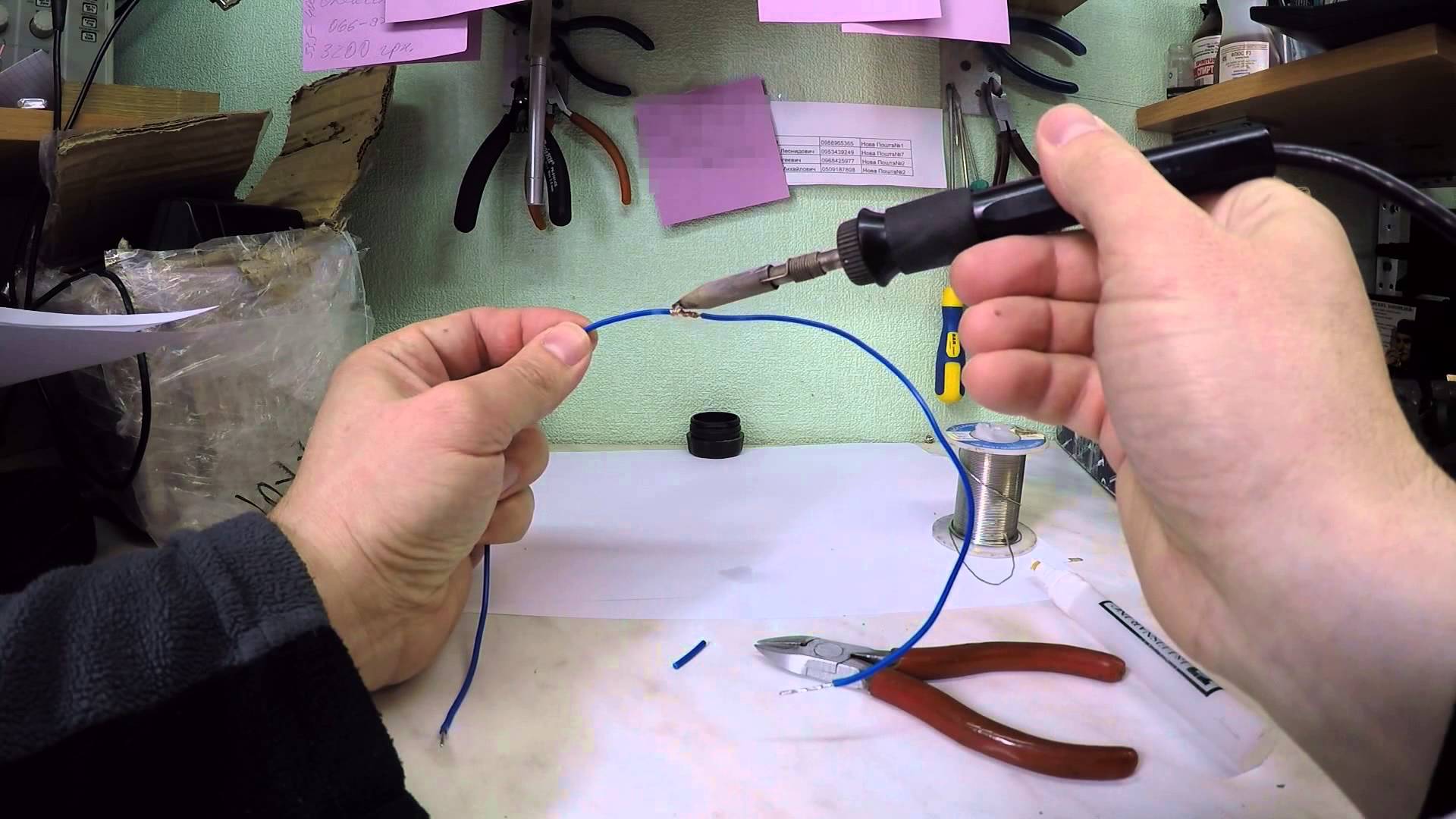
При пайке нельзя допускать недогрева и перегрева паяльника. В первом случае припой быстро остывает, образуя непрочное соединение, во втором (выше 500° С) образуется окалина и затруднено лужение рабочей части на паяльнике.
На плотно подогнанные детали жидкий флюс наносится кистью, а твердый (канифоль) — путем растирания при одновременном нагреве места пайки паяльником. Облуженным паяльником от прутка припоя забирают 2…3 капли расплавленного припоя и переносят к месту пайки, покрытому флюсом. После прогрева металла припой при перемещении паяльника растекается, заполняя зазоры шва. Остывший припой имеет блестящую поверхность. Выступы на припое снимают напильником.
При массовом производстве пайку деталей можно осуществлять погружением в ванну с расплавленным припоем.
Лужение. Сущность этой слесарной операции состоит в нанесении на деталь тонкого слоя олова или сплавов олова (со свинцом, цинком, висмутом и т. д.) с целью предохранения поверхностей от коррозии и окисления, придания им необходимых свойств, например, для декоративной обработки поверхности при изготовлении художественных изделий или подготовки поверхности подшипников перед заливкой баббитом, перед пайкой.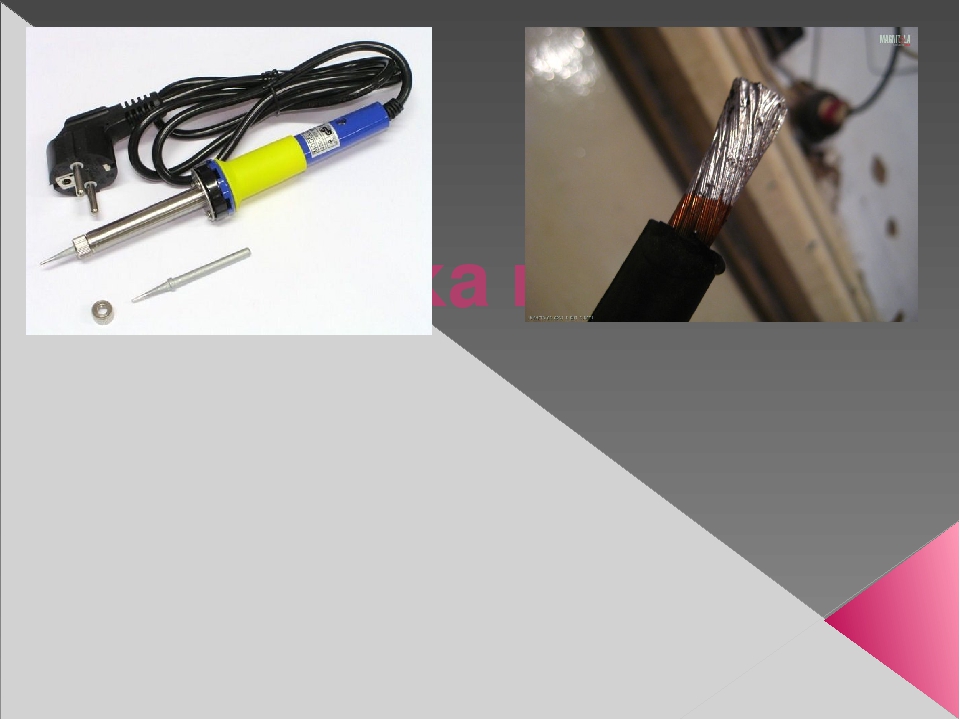
Рис. 3.6. Подготовка паяльника:
а — заправка рабочей части; 6 — очистка рабочей части хлористым цинком; в — нанесение припоя; 1 — хлористый цинк; 2 — припой
Перед лужением поверхности деталей обрабатывают до чистого металлического блеска либо нехимическим способом (напильниками, стальной или волосяной щеткой с мокрым песком, шлифованием) либо химическим способом с целью обезжиривания (в растворе каустической соды при кипении, венской известью, бензином и др.) и травления (в растворе соляной кислоты с подогревом). Процесс лужения осуществляется двумя способами (рис. 3.7): погружением в полуду (а), налитую в чистую посуду, с кусочками древесного угля (для защиты от окисления) и растиранием, путем предварительного нанесения паклей на поверхность детали хлористого цинка и последующего нанесения от прутка с подогревом припоя (в) и растирания его паклей (б). После лужения детали промывают водой и сушат.
Склеивание. В настоящее время склеиванию, т. е. неразъемному соединению деталей с помощью различных клеев, подвергают любые материалы, работающие в различных условиях.
е. неразъемному соединению деталей с помощью различных клеев, подвергают любые материалы, работающие в различных условиях.
В машиностроении используют клей марок БФ и ВС, а также карбинольные, бакелитовые, эпоксидные и термостойкие клеи.
Клей БФ-2 применяется при склеивании металлов, бакелита, текстолита, стекла и др. Им можно приклеить накладки муфт сцепления, осуществить заделки трещин и пробоин в корпусах редукторов. Клеи БФ-4 и БФ-6 предназначены для склеивания ткани, резины, фетра. Обладают небольшой прочностью.
Рис. 3.7. Лужение детали: а — способом погружения; в — нанесение припоя; б — растирание припоя паклей; 1 — кусочки древесного угля на полуде; 2 — припой
Клей ВС-10Т применим для приклеивания тормозных накладок, склеивания деталей, работающих при температуре до 300° С, во влажных условиях, при воздействии масел. Обладает прочностью и стойкостью.
Карбинольный клей используется для склеивания деталей из стали, чугуна, пластмасс и эбонита. Стоек против кислот, щелочей, спирта, воды, бензина и масел. Им склеивают аккумуляторные банки, детали карбюратора, заделывают трещины, отверстия. Нестоек к высокой температуре.
Стоек против кислот, щелочей, спирта, воды, бензина и масел. Им склеивают аккумуляторные банки, детали карбюратора, заделывают трещины, отверстия. Нестоек к высокой температуре.
Бакелитовый лак применяется для приклейки прокладок в муфтах сцепления, склеивания пластмасс.
Эпоксидные клеи выпускают нескольких марок (ЭД-5Х ЭД-б, ЭД-40 и др.). Применяют для склеивания металлических и других деталей, используют при ремонте корпуса редукторов, заделки трещин, отколов, ликвидации износов в опорах.
Термостойкие клеи марок ВК-32-280, ИП-9, ВФК-9 предназначены для склеивания деталей из различных материалов, стойки к температуре, влажности.
Процессы склеивания деталей у различных клеев имеют много общего, но отличаются временем и температурой выдержки и некоторыми сопутствующими особенностями.
Рекламные предложения:
Читать далее: Кузнечные и сварочные работы
Категория: — Ремонт автогрейдеров
Главная → Справочник → Статьи → Форум
Паяные соединения и лужение — Cлесарно-сборочные работы
Паяные соединения и лужение
Категория:
Cлесарно-сборочные работы
Паяные соединения и лужение
В условиях домашней мастерской пайка — самый доступный вид образования неподвижных неразъемных соединений. Паять можно детали из следующих материалов: железо, цинк, олово, свинец, медь, латунь, серебро.
Паять можно детали из следующих материалов: железо, цинк, олово, свинец, медь, латунь, серебро.
Для осуществления паяных соединений вам потребуются: паяльник —электрический или с непрямым подогревом, паяльная лампа, припой, флюс.
Мощность электрического паяльника зависит от размера соединяемых деталей, от материала, из которого они изготовлены. Так, для паяния медных изделий небольших размеров (например, проволоки сечением в несколько мм2) достаточно мощности 50-100 Вт, при пайке электронных приборов мощность электрического паяльника должна быть не более 40 Вт, а напряжение питания — не более 40 В, для пайки крупных деталей необходима мощность в несколько сот Ватт.
Паяльная лампа используется для нагрева паяльника с непрямым подогревом и для прогрева паяемых деталей (при большой площади пайки). Вместо паяльной лампы можно использовать газовую горелку — она более производительна и надежна в эксплуатации.
В качестве припоя чаще всего используются оло-вянно-свинцовые сплавы имеющие температуру плавления 180-280 градусов С. Если к таким припоям добавить висмут, галлий, кадмий, то получаются легкоплавкие припои с температурой плавления 70-150 градусов С — эти припои актуальны для пайки полупроводниковых приборов. При металлокерамической пайке в качестве припоя используется порошковая смесь, состоящая из тугоплавкой основы (наполнителя) и легкоплавких компонентов, которые обеспечивают смачивание частиц наполнителя и соединяемых поверхностей. В продаже имеются и сплавы в виде брусков или проволоки, которые представляют собой симбиоз припоя и флюса.
Если к таким припоям добавить висмут, галлий, кадмий, то получаются легкоплавкие припои с температурой плавления 70-150 градусов С — эти припои актуальны для пайки полупроводниковых приборов. При металлокерамической пайке в качестве припоя используется порошковая смесь, состоящая из тугоплавкой основы (наполнителя) и легкоплавких компонентов, которые обеспечивают смачивание частиц наполнителя и соединяемых поверхностей. В продаже имеются и сплавы в виде брусков или проволоки, которые представляют собой симбиоз припоя и флюса.
Использование в процессе пайки флюсов основано на их способности предотвращать образование на поверхностях деталей окисной пленки при нагреве. Они также снижают поверхностное натяжение припоя. Флюсы должны отвечать следующим требованиям: сохранение стабильного химического состава и активности в интервале температур плавления припоя (то есть флюс под действием этих температур не должен разлагаться на составляющие), отсутствие химического взаимодействия с паяемым металлом и припоем, легкость удаления продуктов взаимодействия флюса и окисной пленки (промывкой или испарением), высокая жидкотекучесть. Для пайки различных металлов характерно использование своего флюса: при пайке деталей из латуни, серебра, меди и железа в качестве флюса применяется хлористый цинк, свинец и олово требуют стеариновой кислоты, а для цинка подходит серная кислота. Но существуют и так называемые универсальные припои: канифоль и паяльная кислота.
Для пайки различных металлов характерно использование своего флюса: при пайке деталей из латуни, серебра, меди и железа в качестве флюса применяется хлористый цинк, свинец и олово требуют стеариновой кислоты, а для цинка подходит серная кислота. Но существуют и так называемые универсальные припои: канифоль и паяльная кислота.
Детали, которые вы предполагаете спаять, следует должным образом подготовить: очистить от грязи, удалить напильником или наждачной бумагой окисную пленку, образующуюся на металле под воздействием воздуха, протравить кислотой (стальные — соляной, из меди и ее сплавов — серной, сплавы с большим содержанием никеля — азотной), обезжирить тампоном, смоченным в бензине, и только после этого приступать непосредственно к процессу пайки.
Нагреть паяльник (нагрев проверяется погружением носика паяльника в нашатырь (твердый): если нашатырь шипит и от него идет сизый дым, то нагрев паяльника достаточный; ни в коем случае нельзя перегревать паяльник), носик его при необходимости следует очистить напильником от окалины, образовавшейся в процессе нагревания, погрузить рабочую часть паяльника во флюс, а затем в припой так, чтобы на его носике остались капельки расплавленного припоя, прогреть паяльником поверхности деталей и облудить их (то есть покрыть тонким слоем расплавленного припоя), после того как детали немного остынут, плотно соединить их между собой; снова прогреть место пайки паяльником и заполнить зазор между кромками деталей расплавленным припоем.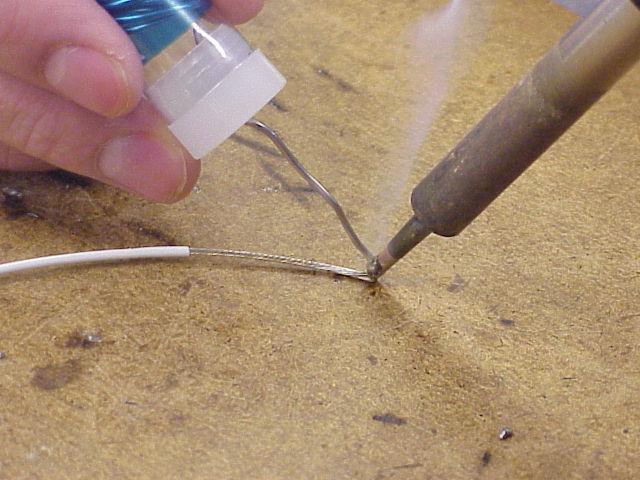
Если необходимо спаять большие поверхности, то поступают несколько иначе: после прогревания и облу-живания места спайки, зазор между поверхностями деталей заполняют кусочками холодного припоя и одновременно прогревают детали и расплавляют припой. В этом случае рекомендуется периодически обрабатывать носик паяльника и место пайки флюсом.
О том, что паяльник перегревать недопустимо, уже говорилось, а почему? Дело в том, что перегретый паяльник плохо удерживает капельки расплавленного припоя, но не это главное. При очень высоких температурах приПой может окислиться и соединение получится непрочным. А при пайке полупроводниковых приборов перегрев паяльника может привести к их электрическому пробою и приборы выйдут из строя (именно поэтому, при пайке электронных приборов используют мягкие припои и воздействие разогретого паяльника на место пайки ограничивают 3-5 секундами).
Когда место спайки полностью остынет, его очищают от остатков флюса. Если шов получился выпуклым, то его можно заровнять (например, напильником).
Качество пайки проверяют: внешним осмотром — на предмет обнаружения непропаянных мест, изгибом в месте спая — не допускается образование трещин (проверка на прочность), паяные сосуды проверяют на герметичность заполнением водой — течи не должно быть.
Существуют способы пайки, при которых используется твердый припой — медно-цинковые пластины толщиной 0,5-0,7 мм или прутки диаметром 1-1,2 мм, или смесь опилок медно-цинкового припоя с бурой в соотношении 1 : 2. Паяльник в этом случае не используется.
Первые два способа основаны на применении пластинчатого или пруткового припоя. Подготовка деталей к паянию твердым припоем аналогична подготовке к пайке с использованием мягкого припоя.
Далее на место спайки накладываются кусочки припоя и спаиваемые детали вместе с припоем скручиваются тонкой вязальной стальной или нихромовой проволокой (диаметром 0,5-0,6 мм). Место паяния посыпается бурой и нагревается до ее плавления. Если припой не расплавился, то место паяния посыпается бурой вторично (без удаления первой порции) и нагревается до расплавления припоя, который заполнит зазор между спаиваемыми деталями.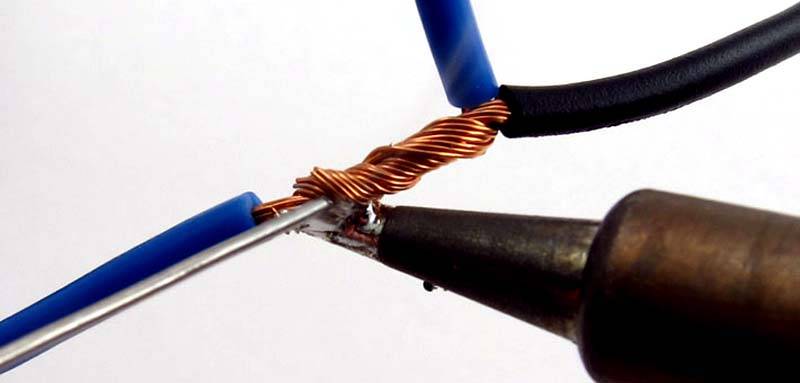
При втором способе место паяния нагревают докрасна (без кусочков припоя), посыпают бурой и подводят к нему пруток припоя (продолжая нагрев): припой при этом плавится и заполняет щель между деталями.
Еще один способ пайки основан на применении в качестве припоя порошкообразной смеси: подготовленные детали нагревают в месте пайки докрасна (без припоя), посыпают смесью буры и опилок припоя и продолжают нагревать до плавления смеси.
После паяния любым из трех предложенных способов спаянные детали охлаждают и очищают место пайки от остатков буры, припоя и вязальной проволоки. Проверку качества паяния производят визуально — для обнаружения непропаянных мест и на прочность — слегка постукивают спаянными деталями по массивному предмету, при некачественной пайке в шве образуется излом.
Реклама:
Читать далее:
Сварочные работы
Статьи по теме:
Паяние и лужение в слесарных, кровельных и жестяницких работах
Паянием называется неразъемное соединение двух или нескольких металлических деталей при помощи расплавленного припоя, служащего соединяющим материалом.

Припои делятся на две группы: мягкие — с низкой температурой плавления и твердые — с высокой температурой. плавления.
Мягкие припои всегда почти белого цвета и состоят преимущественно из олова и свинца. Если в сплаве содержится одна треть олова и две трети свинца, припой называется третником, а если свинец и олово входят в равной части, припой называется половняком. В жестяиицко-заготовительных работах применяется главным образом мягкий припой — третник и половняк. Третник плавится при температуре 254°, а половняк — при температуре 205°. Припои изготовляются в виде прутиков или полосок. Температура плавления твердых припоев значительно выше, например, припой, состоящий из трех частей меди и двух частей цинка, плавится при температуре 810°.
Для того чтобы припой прочно пристал к поверхности металла, места паяния должны быть совершенно чисты от окисей, жиров и посторонних веществ. Очистка спаиваемых частей производится напильниками, скребками, а также травлением соляной кислотой или купоросным маслом, которые разводят водой. Места паяния очищают от грязи и ржавчины до металлического блеска. Для того чтобы очищенная поверхность не окислилась, т. е. не покрылась налетом ржавчины, ее смазывают хлористым цинком.
Места паяния очищают от грязи и ржавчины до металлического блеска. Для того чтобы очищенная поверхность не окислилась, т. е. не покрылась налетом ржавчины, ее смазывают хлористым цинком.
Паяние производится при помощи паяльника. Паяльник изготовляется из куска чушковой красной меди, укрепленного на металлическом стержне, имеющем деревянную ручку. В зависимости от условий работы применяют различные виды паяльников: при паянии продольного шва изделия — молоткообразный паяльник, а при паянии в углах — остроконечный (рис. 49). Размер паяльника выбирается в зависимости от толщины спаиваемого металла, причем с увеличением этой толщины должен увеличиваться вес паяльника, так как чем тяжелее паяльник, тем дольше он сохраняет тепло. Для паяния мягкой стали толщиной до 0.,5 мм употребляют паяльники весом 0,3 кг, при толщине стали до 1 мм — от 0,8 до 1 кг и при толщине до 1,5 мм — от 1,0 до 1,5 кг.
Паяльник должен быть гладким, блестящим и чистым; его обыкновенно лудят, для того чтобы он лучше захватывал и расстилал припой.
 Рабочая часть паяльника изготовляется заостренной для тонких листов и небольших деталей; однако конец паяльника не должен иметь острого режущего лезвия. Полукруглый конец охлаждается медленнее, чем острый и, следовательно, лучше нагревает место паяния. Поэтому рабочей части паяльника придается правильная, округленная форма.
Рабочая часть паяльника изготовляется заостренной для тонких листов и небольших деталей; однако конец паяльника не должен иметь острого режущего лезвия. Полукруглый конец охлаждается медленнее, чем острый и, следовательно, лучше нагревает место паяния. Поэтому рабочей части паяльника придается правильная, округленная форма.Для плавки припоя паяльник нагревается до темнокрасного цвета (пока не появится пламя зеленого цвета). Необходимо следить, чтобы паяльник не перегревался; перегретый паяльник не дает гладкого шва при паянии. Процесс паяния заключается в следующем. После очистки спаиваемых поверхностей их плотно пригоняют друг к другу и связывают отожженной проволокой или специальными зажимами. Нагретый конец паяльника протирают о кусок нашатыря и всей заостренной поверхностью ставят на место пайки, предварительно смоченной флюсом. После этого к паяльнику подносят припой. Паяльником водят вдоль шва, пока припой не проникнет в шов. Паяльник и изделие во время работы устанавливают таким образом, чтобы припой попадал внутрь шва. При этом условии получается более крепкое соединение. При получении неплотного шва это место зачищается и вновь производится паяние. Для спаивания длинных листов их предварительно схватывают в нескольких точках (в середине и в концах) каплями припоя. Излишний припой удаляется прикосновением нагретого паяльника; избыток припоя стирается куском пакли, после того как начнет плавиться. Следует помнить, что, чем тоньше слой припоя, тем прочнее получается шов.
При этом условии получается более крепкое соединение. При получении неплотного шва это место зачищается и вновь производится паяние. Для спаивания длинных листов их предварительно схватывают в нескольких точках (в середине и в концах) каплями припоя. Излишний припой удаляется прикосновением нагретого паяльника; избыток припоя стирается куском пакли, после того как начнет плавиться. Следует помнить, что, чем тоньше слой припоя, тем прочнее получается шов.
Во избежание ожогов во время паяния необходимо изделие или деталь прочно укрепить и расположить таким образом, чтобы случайно упавшая капля расплавленного припоя не могла попасть на руки или ноги рабочего.
Для предохранения поверхности металлов от окисления (ржавления), а также для обеспечения более плотного соединения с другими металлами (например при паянии листовой стали) поверхность металла покрывается слоем олова. Эта производственная операция называется лужением. Оловом покрывают сталь, медь и цинк.
Покрытие оловом производится двумя способами: при первом способе изделие опускается в ванну с расплавленным оловом, при втором — предварительно нагревается, а затем покрывается оловом. В первом случае производится лужение всей поверхности изделия, во втором — только требуемой части поверхности. В обоих случаях перед лужением изделие должно быть очищено от грязи, окислов жира и т. п. Для лужения мелких стальных изделий поверхность металла необходимо очистить от окалины. Для этого деталь зачищается напильником или наждачной шкуркой до металлического блеска.
В первом случае производится лужение всей поверхности изделия, во втором — только требуемой части поверхности. В обоих случаях перед лужением изделие должно быть очищено от грязи, окислов жира и т. п. Для лужения мелких стальных изделий поверхность металла необходимо очистить от окалины. Для этого деталь зачищается напильником или наждачной шкуркой до металлического блеска.
Более крупные детали из тонкой листовой стали для очистки от окалины погружают в баки с разведенной серной кислотой, которая растворяет окалину. После этого поверхность материала промывают водой, смазывают хлористым цинком, а затем лудят. Мелкие детали лудят паяльником, а более крупные детали или листы стали погружают в расплавленное олово. Затем изделие или лист стали быстро вынимают из олова, встряхивают и излишнюю полуду смахивают жгутом пакли. Этот способ лужения называется лужением «в окунку». Полуда должна иметь ровный плотный слой без просветов. Если окажется, что полуда в отдельных местах не пристала к поверхности, эти места зачищаются, смачиваются протравой и вновь покрываются полудой. По окончании лужения, когда изделие остынет, его надо промыть водой и высушить.
По окончании лужения, когда изделие остынет, его надо промыть водой и высушить.
Во избежание ожогов при лужении необходимо пользоваться рукавицами.
Технология лужения и пайки | Инструмент, проверенный временем
В отличие от обычных способов бесфлюсовая пайка с применением ультразвука производится с предварительным лужением соответствующих поверхностей на каждой отдельной детали, входящей в узел. Назначение ультразвуковых паяльников и ванн как раз и сводится к обеспечению предварительного лужения алюминиевых деталей без применения каких-либо флюсов. В самом же процессе пайки ранее облуженных деталей нет необходимости в применении ультразвука и она легко выполняется обычными способами.
Технологический процесс лужения и пайки состоит из ряда последовательных операций: подготовки деталей перед пайкой, лужения, пайки и контроля.
Аналогично деталям, подвергаемым пайке твердыми припоями с флюсами, к деталям, поступающим на лужение мягкими припоями, предъявляются все вышеперечисленные требования технологичности, очистки от пыли, краски и жира, а также обеспечения необходимых зазоров.
Кроме этого, все детали перед лужением в ультразвуковой ванне с целью защиты от повсеместного облуживания необходимо подвергнуть анодированию. Экспериментально проверено, что полученная в этом случае сравнительно толстая оксидная пленка служит надежной защитой от облуживания всей поверхности детали; места, подлежащие лужению, необходимо зачистить шабером, металлической щеткой или напильником. Вместо механической зачистки можно применять покрытия лаком АК-20 (ТУМХП-720 — 41) или ХВЛ-21 (ТУ МХП В2497 —51), которые надежно защищают места лужения от анодирования, а после анодирования перед лужением лаки удаляют путем промывки деталей в ацетоне.
Эффективность применения защиты поверхностей от облуживания предварительным анодированием легко показать на конкретных деталях.
При больших партиях алюминиевых втулок, соединяемых пайкой с экранами, пояски на втулках выгодно лудить лишь в ванне, так как применение паяльника сопряжено здесь с большой затратой времени. Если втулки окунать в ванну без защиты, облуживание их произойдет по всей поверхности, что изменит декоративный вид и резко увеличит расход припоя. Применение 72
Применение 72
предварительного анодирования с последующей зачисткой мест лужения исключает все эти недостатки.
Другим примером обязательного анодирования всей поверхности и последующей зачистки отдельных участков ее под лужение в ванне являются резьбовые детали настроечных элементов волноводов.
В зависимости от конструктивных форм и размеров деталей лужение их производится паяльником или в ультразвуковой ванне с расплавленным припоем.
Следует отметить, что при работе в ванне достигается высокая производительность и качество лужения при сравнительно низкой квалификации оператора. Лужение деталей паяльником менее производительно и качество его в значительной мере зависит от мастерства оператора.
В процессе лужения применение каких-либо флюсов недопустимо, так как это приводит к полному прекращению процесса и требует обязательной зачистки и залуживания носка — паяльника. Частая зачистка паяльника способствует его быстрому износу. Поэтому облуживание носка паяльника следует производить в случае работы новым паяльником или при переходе на другой сильно отличающийся по составу припой.
Очередность переходов при лужении деталей в ультразвуковой ванне необходимо соблюдать в следующем порядке:
1. Нагреть детали до температуры плавления припоя. При отсутствии у исполнителя достаточных производственных навыков температуру нагрева деталей следует контролировать по изменению цвета пометки термокарандашом, предварительно нанесенной на поверхности деталей в зоне, удаленной на 10—20 мм от места лужения и пайки.
2. Включить нагрев ультразвуковой ванны.
‘3. После расплавления и подогрева припоя в ванне снять шлак и включить ультразвуковой контур.
4. Погрузить детали на 5—30 сек. в расплавленный припой. Оптимальное время выдержки устанавливается опытным путем для каждого типоразмера деталей.
5. Вынуть детали из ванны, стряхнуть или обтереть чистош сухой ветошью излишки припоя.
6. Проверить качество лужения.
Очередность переходов при лужении ультразвуковым паяльником также необходимо соблюдать в таком порядке:
1. Нагреть детали до температуры плавления припоя.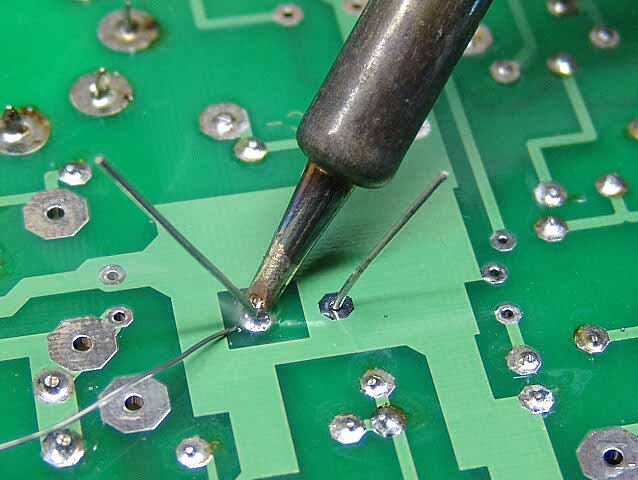
2. Включить нагрев ультразвукового паяльника.
3. Облудить носок паяльника соответствующим припоем (для этого зачистить носок напильником или шабером и быстро, во избежание окисления, окунуть в расплавленный припой и включить ультразвуковой контур).
Лудить деталь, совершая плавные возвратно-поступательные Движения паяльником без нажима на облуживаемую поверх
ность. Расход припоя следует периодически пополнять, набирая припой на носок паяльника теми же приемами, что и при работе обычным электропаяльником, но предварительно выключая ультразвуковой контур.
Стряхнуть или обтереть чистой сухой ветошью излишки припоя и частички раздробленной окисной пленки.
Проверить качество лужения. При осмотре невооруженным глазом луженая поверхность должна иметь однотонный блеск без темных пятен и наплывов припоя. Качество лужения зависит также от настройки ультразвуковой аппаратуры. Для проверки настройки необходимо сразу же после лужения первой детали тампоном ваты или ветошью полностью стереть с облуженной поверхности жидкий припой. Луженая поверхность при нормальной настройке даже после неоднократного стирания припоя имеет характерный блеск со следами разрушения, внешний вид которых напоминает шероховатости, возникающие на металлах после пескоструйной обработки.
Луженая поверхность при нормальной настройке даже после неоднократного стирания припоя имеет характерный блеск со следами разрушения, внешний вид которых напоминает шероховатости, возникающие на металлах после пескоструйной обработки.
Луженые детали необходимо хранить в сухом помещении, чтобы исключить попадание на них пыли и жиров, а последующую пайку деталей в узлы следует производить не позднее 15 дней с момента лужения.
Алюминиевые детали, предварительно луженые с применением ультразвука, паяют теми же приемами, что и детали из меди и ее сплавов, луженые оловянно-свинцовыми припоями марок ПОС.
При пайке алюминиевых деталей, луженых с применением ультразвука, с деталями из латуни, бронзы, меди и других металлов последние следует облудить теми же припоями, что и алюми ний, но с применением обычных способов лужения и известных. некоррозионных флюсов.
Время нагрева деталей в процессе пайки необходимо предельно сокращать во избежание окисления припоя, нанесенного. на поверхность деталей при лужении.
на поверхность деталей при лужении.
Качество паяных соединений проверяется тщательным внешним осмотром и физико-механическими методами контроля, предусмотренными техническими условиями на данные узлы.
Пайка с применением ультразвука мягкими припоями в дополнение к уже освоенной твердой пайке с флюсами полностью решает комплекс вопросов технологии пайки деталей из алюминия и его сплавов.
В производстве электро — и радиоаппаратуры создаются все возможности для широкой замены тяжелых сплавов на основе меди более легкими и технологичными сплавами на алюминиевой основе.
«Паяние, лужение провода МГШВ и установка радиоэлементов на платы»
Западно – Казахстанское областное управление образования
Заподно – Казахстанский индустриальный колледж
«Рассмотрено» Утверждаю:
На заседании МК Зам. директор по УР
«Э/м линейных с/й электросвязи и
проводного вещания» ______________ М. Т. Сисенгалиева
Т. Сисенгалиева
Протокол № __ от __________
Руководитель МК
__________________ А. Т. Халлиулина
Тема:
«Паяние, лужение провода МГШВ и установка радиоэлементов на платы»
Подготовил: мастер п\о М. Сембаева
2012-2013 учебный год
30.11.2012г Утверждаю: Ст. мастер
4 группа _________ М. З. Муканов
Тема урока:
Цель урока:
Воспитательная цель:
Оснащении урока:
Паяние, лужение провода МГШВ и установка радиодеталей.
а) Образовательная:
содействовать тому, чтобы обучающиесянаучились: снимать изоляцию с провода, зачищать оголенную часть жилы, оформлять концы много проволочных жил в кольцо, подготавливать паяльник к работе, подготавливать радиодетали к пайке, лужению и пайке проводов с жилой и выводов радиодеталей.
б) Развивающая:
раскрыть значимость изучаемых приемов для успешного овладения профессией;
— способствовать активному применению теоретических знаний при выполнении практических работ;
— способствовать развитию навыков и привычек самоконтроля процесса и результата труда;
— постоянное стремление самосовершенствоваться в своем мастерстве;
— постоянное стимулирование самостоятельности обучающихся в работе.
— прививать культуру труда, технологическую дисциплину, аккуратность, производственную этику, соблюдение правил поведения, правил Т.Б, организация труда и рабочего места.
1) Наглядность: Плакаты, натуральные образцы провода МГШВ, радиодетали, платы, мультимедийная призентация.
2) Набор инструментов: бокорезы, круглогубцы, монтажный нож, пенцеты,
3) Материалы: Кусочки проводов с медными жилами(МГШВ), радиодетали, канифоль, флюс, припой ПОС – 61.
Ход урока.
I.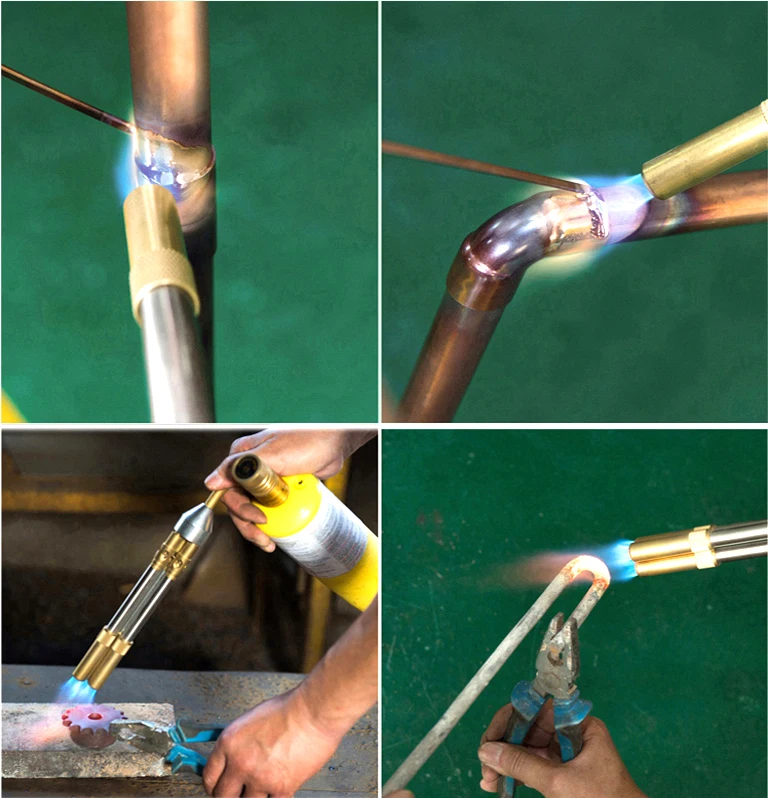 Организационная часть:5 минут.
Организационная часть:5 минут.
1.Здравствуйте, ребята!
2. Проверить наличие учащихся и готовность их к уроку.
II. Вводный инструктаж — 45 мин
1.Сообщение темы и цели урока.
За время урока Вы должны научиться:
подготовка инструментов, электропаяльник к работе;
заготовить провод по длинне;
удаление изоляции провода МГШВ;
оформлять концы многопроволочных жил в кольцо;
облуживанию и пропайки кольца и скрутки; подготавливать паяльник к работе;
— подготавливать радиодетали к пайке; облуживать и паять выводы радиодеталей.
2. Проверка знаний обучающихся по материалам спецдисциплин и производственного обучения.
Вопрос: Для чего применяют провод?
Ответ: Для подключения к приборам, элементам автоматики, сигнализации и. д
Вопрос: Что такое электрический паяльник, его назначение?
Ответ: Электрический паяльник, это ручной инструмент и предназначен для расправления припоя и разогрева до нужной температуры соединяемых деталей.
Вопрос:Виды паяльников?
Ответ: Из паяльников с постоянным источником теплоты наиболее известны электрические. Применяют газовые, бензиновые, ультразвуковые паяльники.
Вопрос:На какие виды разделяют припой?
Ответ:Припой разделяют на тугоплавкие(твердые) и легкоплавкие (мягкие припои)
Вопрос: Что нам понадобится для пайки?
Ответ: Паяльник, ПОС – 61, канифоль.
Вопрос: Для чего применяют флюсы?
Ответ:Флюсы растворяют и удаляют оксиды и загрязнения, во время пайки они защищают от окисления поверхность нагреваемого металла и расплавленный припой.
Вопрос:Что входит в состав ПОС-61?
Ответ: В состав входит 60% олово, 40% свинца (вводят сурьму, кадмий, висмут)
Вопрос: Электрические паяльники выпускаются рассчитанные на напряжение…
Ответ: 12, 24, 36, 42, и 220В.
3. Инструктирование обучающихся по материалам урока с показом рабочих приемов выполнения операций.
А) В условиях агрессивной среды на производственных участках (паров, щелочей, кислот, а также повышенной влажности при воздействии атмосферных осадков) жилы коррозирует, окисляется ее поверхность, вследствие чего в месте соединения незащищенного провода с прибором возрастает переходное электрическое сопротивление, нарушается контакт. В электрических цепях возникают неисправности, сбои и отказы, что влечет за собой нарушение технологических режимов работы оборудования, аварии и брак в производстве. Для защиты от коррозии и повышения надежности схем контроля и автоматики жилы проводов и кабелей подвергают облуживанию оловянно-свинцовым припоем с канифольным флюсом.
Флюсы
При малых объемах работ (до нескольких десятков тип проводов) облуживание выполняют электрическим паяльником U36В и Р=40~90Вт.
это паяльник, самый обычный с жалом в виде шила.
Непременным условием хорошего качества облуживания (наличия равномерной блестящей поверхности припоя на проводе) является хороший прогрев провода и правильное использование канифоли.
канифоль
Б) Формовка выводов радиодеталей.
Перед монтажом производят формовку выводов радиоэлементов по образцу с помощью шаблона или круглогубцами на расстоянии не менее 2мм от корпуса. Радиус изгиба устанавливают не менее удвоенного диаметра или толщины вывода. Во-избежании технических повреждений вывода не следует! изгибать их резко или вровень с корпусом радиоэлемента. Радиоэлементы устанавливают друг от друга на расстоянии не менее 2мм, таким образом, чтобы надписи номиналов и маркировка были хорошо видны и по возможности обращены в одну сторону.
.Зачистка, установка радиодеталей на плату.
1. Упражнение обучающихся:
1. Снять изоляцию с концов провода. Тонкие медные проводники абсолютно чисты, так как они были защищены изоляцией от кислорода и влажности.
2. Скрутить отдельные проводки жилы. Таким образом можно предотвратить их последующее разлохмачивание.
Подготовка жил проводов к пайке.
3. Залудить концы проводов. Во время лужения разогретое жало паяльника необходимо подвести к проводу одновременно с припоем. Провод необходимо хорошо разогреть, чтобы припой равномерно распределился по поверхности жгута. Легкое потирание жалом помогает распределению припоя по всей длине лужения
Пайка проводов.
Основные требования, предъявляемые к подготовке жил проводов
перед их подключением к приборам, элементам автоматики, цепям сигнализации и контроля:
а) Места соединения не защищённого провода с приборам должны быть облужены оловянно-свинцовым припоем с канифольным флюсом.
б) Высокая надёжность электрического соединения.долговечность способность к влиянию внешней среды.
Залуживание, пайка.
III. Текущий инструктаж: 4 часа 30 мин.
Текущий инструктаж: 4 часа 30 мин.
В процессе выполнения практической работы, прошу обратить внимание на необходимость аккуратного выполнения операций, соблюдать оснавные правила техники безопасности при выполнении пайки и лужения.
При обходе рабочих мест обращяю внимание:
проверка подготовки рабочего места к работе;
проверка соблюдения правил ТБ;
на чистату и порядок рабочего места;
оказывать помощь каждому, по мере необходимости;
проверка правильности подготовки провода с жилами к работе;
проверка правильности подготовки паяльника к работе;
проверка правильности выполнения операции — лужение;
проверка правильности выполнения операции — пайка провода с жилой;
проверка правильности формовки радиодеталей;
проверка правильности выполнения операций: лужение и пайка радиодеталей.
IV Заключительный инструктаж: 30 минут.
подведение итогов урока производственного обучения.
отметить дисциплину в процессе проведения урока.
отметить и показать лучшие работы обучающихся.
указать на ошибки при выполнении упражнений.
анализ использования рабочего времени, трудовых приёмов.
объявления оценок с комментариями.
уборка рабочего места.
2. Домашнее задание:
Назначение, устройство и подготовка паяльной лампы к пайке. Техника безопасности при пайке паяльной лампой.
Мастер п/о ____________ М. С. Сембаева
Что такое лужение и почему оно важно? — SoftSoldering.com
* Обратите внимание, что этот сайт все еще находится в стадии строительства. Загляните в ближайшее время, чтобы увидеть фотографии, видео и другие впечатления! SoftSoldering.com является участником программы Amazon Services LLC Associates, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения рекламных сборов за счет рекламы и ссылок на Amazon.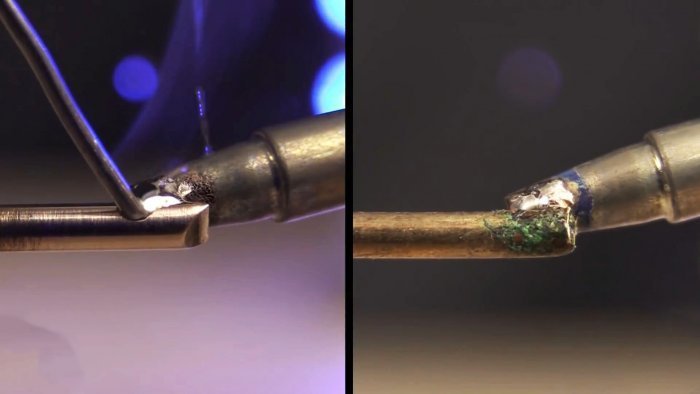 com. Если вы совершите покупку по одной из моих ссылок, я получу небольшую комиссию (бесплатно для вас).Он держит свет в блоге, так что большое спасибо, если вы это сделаете! 🙂
com. Если вы совершите покупку по одной из моих ссылок, я получу небольшую комиссию (бесплатно для вас).Он держит свет в блоге, так что большое спасибо, если вы это сделаете! 🙂
Каждый раз, когда вы работаете с новым паяльником, вы должны убедиться, что оно загрунтовано, чтобы проводить и собирать припой, а также защищено от окисления, что гарантирует долгую и счастливую жизнь вашим жалам, прежде чем придет время для замены. Вы делаете это путем «лужения» наконечников.
Есть несколько вещей, которые сокращают срок службы ваших паяльных жал, и, к сожалению, даже правильное использование — одна из них.Чем выше температура, тем более подвержены коррозии ваши паяльные жала, поэтому важно, чтобы они были как можно более чистыми от сажи и загрязнений, а также были покрыты защитным слоем припоя.
Лужение — это покрытие вашего паяльного жала припоем и флюсом для его защиты. Не весело находить на своей работе черную сажу! Кроме того, эти загрязнения ослабят вашу фигуру; думайте о них как о маленьких слабых местах в вашей оловянной посуде. Чем меньше примесей, тем прочнее будут ваши украшения.
Чем меньше примесей, тем прочнее будут ваши украшения.
Есть несколько способов сделать это, но я считаю, что проще всего сделать один из следующих:
Метод № 1: Электрический припой с канифольным сердечником без свинца
Для загрунтовки наконечника используется припой электрического класса.
Старт с холодным утюгом. Загрузите наконечник, плотно закрутите его и оберните первые 3/4 дюйма наконечника электрическим припоем. Этот тип припоя очень тонкий (около 1 мм или меньше) и имеет канифольный сердечник, который защищает наконечник от коррозии, не будучи таким кислым, как флюс обычной пасты.
После того, как вы намотали припой плотно на наконечник, обрежьте конец кусачками и включите утюг.
Подождите минуту или две, пока он не нагреется до температуры. Как только это произойдет, вы увидите, как припой «распускается» и превращается в жидкое олово, покрывая ваш наконечник. Быстро вытрите излишки припоя стальной ватой, затем окуните наконечник в обычный флюс (паста / гель и т. Д.) И покройте припоем Silvergleem.
Д.) И покройте припоем Silvergleem.
Пройдите назад и вперед пару раз между загрузкой наконечника припоем и протиранием металлической мочалкой, пока наконечник не станет красивым и блестящим.Теперь вы готовы делать вещи!
Метод № 2: Использование средства для ухода за наконечниками
Средства для ухода за наконечниками продаются в маленькой жестяной банке, и я не заметил большой разницы между брендами. Обычно он состоит из комбинации порошкового припоя, флюса и чистящего средства, например, нашатырного спирта. Прикрепите ее к жаропрочной рабочей поверхности с помощью крошечной ленты из пеноматериала, чтобы вам не приходилось держать крошечную банку рукой, пока вы теряете ее до небытия (ожоги второй степени создают настоящий демпфер для опыт).
Вставьте новое жало в паяльник и, как только оно начнет нагреваться, сильно потрите им кусок средства для разглаживания жала. Вам нужно покрыть как можно больше чаевых. Не бойтесь нажимать — кончик должен получиться жидко-серебристым. Не останавливайся, пока он не станет похож на Терминатора.
Не останавливайся, пока он не станет похож на Терминатора.
Используйте тампон стальной мочалки, чтобы стереть кончик Tinner с наконечника, и снова покройте его Tinner. Вытрите металлической мочалкой.
Теперь вырвите припой и покройте им кончик.Дайте ему расплавиться и обратите внимание на любые пятна, которые припой не хочет растекаться — вы захотите повторно посетить эти пятна с помощью Tip Tinner, пока вся рабочая поверхность наконечника не будет аккуратно покрыта.
После того, как вы залудили жало, можно приступать к пайке своих проектов.
Чем лучше вы будете хранить чаевые во время работы, тем дольше они прослужат. Будьте внимательны во время работы, тщательно очищая наконечники тонкой стальной мочалкой и тщательно протирая блок аммиака (чистящее средство), чтобы избавить его от любых примесей / окисления.
Также важно помнить, что в конце каждого сеанса пайки вам необходимо протереть наконечник тонкой стальной мочалкой от любых загрязнений и в последний раз покрыть его красивым толстым слоем припоя, а затем , затем , выключить утюг. . Это защитит наконечник от окисления, пока вы его не используете.
. Это защитит наконечник от окисления, пока вы его не используете.
Поддержание высокой температуры способствует быстрому и плавному течению припоя, но нагрев и регулярное использование ухудшают качество наконечника каждый раз, когда вы его используете, поэтому вы должны быть уверены, что ваш утюг работает только тогда, когда он находится в вашей руке или вот-вот будет.Если вам нужно остановиться, чтобы добавить фольгу к камню, полировать кусок, приготовить прыжковое кольцо и т. Д., залудите свой наконечник и выключите утюг.
Чем дольше вы оставите жало паяльника без его использования, тем быстрее оно выйдет из строя. При правильном уходе ваши чаевые прослужат вам много часов рабочего времени, но всегда держите под рукой запасные части, чтобы не сжечь чаевые в полночь без каких-либо полезных замен!
Уход за инструментами очень важен, и лужение наконечников не исключение.Обеспечьте долгий срок службы жала паяльника при правильном уходе и обслуживании.
* Эти сообщения могут содержать партнерские ссылки на продукты, которые мне нравятся и которые могут облегчить ваше путешествие по мягкой пайке. Если вы совершите покупку по моим ссылкам, я получу небольшую комиссию, так что спасибо вам большое, если вы это сделаете! 🙂
Что такое лужение? | Найдите ответы в компании Color Cord прямо сейчас!
«Что такое лужение?» ты спрашиваешь. Основная задача лужения многожильных проводов — создать более прочную точку контакта при подключении проводов к правильным клеммам.Когда вы используете паяльник для добавления припоя с канифольным сердечником в жилы проволоки, припой заполняет пустоты между жилами проволоки и превращает незакрепленные тонкие проволоки в одну сплошную проволоку. Этот сплошной провод легче сгибать и манипулировать им, если поместить его под винты клемм.
В Color Cord Company мы поощряем установку «сделай сам» при установке недавно приобретенных осветительных приборов. Собираете ли вы подвесные светильники или люстры, если вы хотите узнать больше о лужении проводов для винтовых клемм, ознакомьтесь с этим руководством от Color Cord Company сегодня!
Содержание
1.Основы лужения
Хотя лужение многожильных проводов можно выполнить самостоятельно, для этого вам понадобятся специальные инструменты. Прежде чем мы сможем ответить на ваш вопрос о том, что такое лужение, у вас должны быть под рукой следующие предметы:
Если вам не хватает какого-либо из этих инструментов, мы рекомендуем вам изучить наши основы осветительных приборов, прежде чем приступить к работе.
2. Начало работы
Теперь, когда вы знаете, что такое лужение, у вас, вероятно, есть много областей, где его можно использовать.Но, прежде чем вы даже включите паяльник, вы хотите убедиться, что ваша работа будет максимально комфортной. Если вы планируете лужить провода для винтовых клемм, у вас должна быть правильная настройка, чтобы сделать работу быстрой и простой.
В компании Color Cord наши специалисты предпочитают устанавливать паяльник в статическое положение, перемещая провода и припой так, чтобы они касались нагретого жала. Стабильный утюг безопаснее для вас и вашего рабочего места, чем пытаться манипулировать утюгом, одновременно удерживая припой и провода.В конце концов, у вас нет трех рук!
Многие паяльники поставляются с подставкой, но вы также можете купить ее отдельно, чтобы держать паяльник максимально устойчивым.
3. Применение и пайка
У вас есть все инструменты, ваше железо настроено и нагрето, в одной руке вы держите провода, а в другой паяете. Пора заняться лужением!
Чтобы залудить проволоку, приложите проволоку к кончику утюга на секунду или две, прежде чем поместить припой поверх проволоки.
Наложение оголенной проводки и припоя в этом порядке нагревает провода и припайку таким образом, чтобы обеспечить их лучшее соединение. Припой должен расплавиться и свободно стечь на оголенные жилы вашего провода всего за несколько секунд.
И вот оно! Вы ответили на вопрос «а что же лужить», даже не вспотев!
4. Проверка проводов
Несмотря на то, что это кажется очень простым процессом, вы все равно хотите проверить свои провода, чтобы убедиться, что вы выполнили свою работу правильно.Посмотрите на свои провода и убедитесь, что они полностью покрыты покрытием, а припой полностью держится. Вы же не хотите, чтобы припой отслаивался или соскальзывал! Как только ваши провода станут похожими на наши, вы увидите, насколько просто подключить их к соответствующим клеммам.
Дополнительные советы от компании Color Cord
Мы здесь, чтобы помочь каждому получить идеальное освещение для своего дома. С нашими уроками DIY и советами о том, как подключать розетки или что такое лужение, вы обнаружите, что устанавливаете настенные бра и плагины в кратчайшие сроки! Загляните в наш блог сегодня, чтобы увидеть больше видео и вдохновения для декора!
Johnson’s Tinning Compounds
Johnson’s Tinning Compounds Промышленная прочная смесь для лужения, для использования в качестве суспензии или в сухом видеJohnson’s Tin-Ezy — это самый быстродействующий состав для лужения, который вы можете использовать.Очень сухая, свободно текучая смесь порошкового припоя и специального флюса, который рассекает грязь, жир, масло, краска и ржавчина при нагревании. Tin-Ezy чаще всего используется для лужение автомобильных и промышленных радиаторов, и других больших площадей экономно. Он хорошо работает со всеми распространенными металлами, включая алюминий, бронзу, гальванику и другие труднообрабатываемые металлы. Tin-Ezy обычно смешивают с водой или Johnson’s Жидкость для пайки применяется в виде суспензии, но также весьма эффективна при нанесении в сухом виде. нагретый металл.Его водорастворимые остатки остаются гигроскопичными и агрессивными. пока не удалили. Держите крышку плотно закрытой, когда она не используется, чтобы предотвратить закаливание.
| ТОВАР | ОДИНОЧНЫЙ | КОРПУС | НЕТ. В ДЕЛО | МАССА СУДНА. |
|---|---|---|---|---|
| Банка 1 фунт | 20-02 | 20-03 | 12 | 14 # |
| Банка 4 фунта | 20-04 | 20-05 | 6 | 27 # |
| Ведро 15 фунтов | 20-06 | 20-07 | 4 | 65 # |
Полное лужение без свинца
Johnson’s Tin-Ezy с жестяными банками из чистого олова, но без свинца.Нравиться Обычное Tin-Ezy Джонсона, оно сделано в среде с низкой влажностью, чтобы сохранить его сухой и сыпучий для увеличения срока хранения. Этот специальный состав хлоридного флюса смешанный только с порошком чистого олова Grade-A. Johnson’s Tin-Ezy с чистым оловом совместим однако со всеми припоями он особенно полезен для лужения нового металла с использованием 497 Бессвинцовый припой. Температура плавления составляет 450 ° F. Остатки растворимы в воде и должны быть удалены после пайки.
| ТОВАР | ОДИНОЧНЫЙ | КОРПУС | НЕТ.В ДЕЛО | МАССА СУДНА. |
|---|---|---|---|---|
| 1 фунт. Банка | 20-62 | 20-63 | 12 | 14 # |
| 3 фунта Банка | 20-64 | 60-65 | 6 | 21 # |
| 12 фунтов Ведро | 20-66 | 20-67 | 4 | 52 # |
Быстродействующее масло для лужения, восточное направление для нанесения прямо из банки
Johnson’s Tin-Ezy Butter — это фактически действующий состав для лужения.Это гладко масляная форма позволяет легко наносить прямо из банки; не требуется смешивание и частицы припоя из олова / свинца не выпадают. Просто почисти поверхность, которую нужно залудить, приложить к теплу. Как только произойдет лужение, удалите тепло, чтобы предотвратить обугливание. Остатки Tin-Ezy растворимы в воде. и должны быть удалены сразу после пайки.
| ТОВАР | ОДИНОЧНЫЙ | КОРПУС | НЕТ. В ДЕЛО | МАССА СУДНА. |
|---|---|---|---|---|
| Банка 1 фунт | 23-02 | 23-03 | 12 | 14 # |
| Банка 4 фунта | 23-04 | 23-05 | 6 | 27 # |
| Ведро 15 фунтов | 23-16 | 23-07 | 4 | 65 # |
Лужение из чистого олова — самый простой, быстрый и безопасный способ!
Johnson’s Tin-Ezy Butter with Pure Tin набирает популярность среди радиаторов магазины.Наше гладкое масло для лужения работает очень быстро. Масло Tin-Ezy имеет смысл при использовании его в новых металлах, за которым следует припой Johnson Pure 497 Solder. или другие бессвинцовые сплавы. Как и обычное масло Tin-Ezy, вам следует снимите тепло, как только произойдет лужение, чтобы избежать обугливания, когда остатки растворим в воде и легко смывается.
| ТОВАР | ОДИНОЧНЫЙ | КОРПУС | НЕТ. В ДЕЛО | МАССА СУДНА. |
|---|---|---|---|---|
| Банка 1 фунт | 23-62 | 23-63 | 12 | 14 # |
| Банка 4 фунта | 23-64 | 23-65 | 6 | 27 # |
| Ведро 15 фунтов | 23-66 | 23-67 | 4 | 65 # |
Использование с No.523 Бессвинцовый припой для композитного корпуса
Эта паста с высоким содержанием олова обеспечивает очень прочные связи, которые также сопротивление ржавчине. Его температурный диапазон совместим с № 523. Припой для тела. Эта паста не смачивает сталь при последующей пайке. операции. Остатки необходимо полностью смыть водой перед шлифование перед отделкой.
Просмотрите наш технический бюллетень по продуктам № 523.
| ТОВАР | ОДИНОЧНЫЙ | КОРПУС | НЕТ.В ДЕЛО | МАССА СУДНА. |
|---|---|---|---|---|
| Банка 2 фунта | 21-64 | 21-65 | 8 | 18 # |
ГЛАВНАЯ СТРАНИЦА |
ИСТОРИЯ |
НОВАЯ ПРОДУКЦИЯ |
ПОТОКИ |
ПАЙКИ |
ХИМИЧЕСКИЕ ВЕЩЕСТВА
ИНСТРУМЕНТЫ И ПРИНАДЛЕЖНОСТИ | КАТАЛОГ | ЗДОРОВЬЕ | SDS | ОТРАСЛИ | ЭЛЕКТРОННАЯ ПОЧТА
Johnson Manufacturing Company, Princeton, IA 52768, Ph 563-289-5123
Action — оловянный состав для лужения — оловянно-свинцовый припой
Краски для лужения
Action — Tinning Paint Action
Идеальная пайка — это просто, если вы воспользуетесь установкой Action-Tin Tinning Plant.Идеальная пайка достигается, когда две соприкасающиеся поверхности металлургически (механически и химически) соединяются вместе припоем. Вся территория покрыта, пустот нет. Action-Tin полностью смачивает каждую поверхность, которую вы видите перед пайкой.
Action-Tin представляет собой смесь припоя олова и свинца, а также специального химического флюса. Он густой и кремовый, поэтому остается там, где вы его положили. Он предварительно лужит не только медь и латунь, но и материалы, которые труднее припаять, такие как сталь, железо, нержавеющая сталь, чугун, бериллиевая медь, терновая пластина, свинцовые отливы и покрытия.
Action-Tin можно разбавлять водой при использовании в бане для лужения. Разбавьте до желаемой консистенции и перемешайте ванну, чтобы металл не оседал
Не содержит соляной кислоты, но работает лучше и активнее, чем многие флюсы. Как и в случае со всеми флюсами, убедитесь, что место, в котором вы работаете, хорошо вентилируется, и соблюдайте соответствующие процедуры и меры предосторожности.
Также доступен в нашей бессвинцовой формуле — EnviroSafe Action-Tin. Безопасен для использования во всех санитарных, пищевых и других экологически чувствительных областях.
Бессвинцовая краска для лужения EnviroSafe
Содержащий только порошок припоя из бессвинцового сплава и наш специальный флюс, бессвинцовая олово EnviroSafe Action может использоваться с припоем EnviroSafe во всех санитарных, пищевых и других экологически безопасных областях. (Может также использоваться с другими припоями.) Крупные медные, латунные и другие трубчатые материалы можно паять в поту с полным покрытием путем лужения поверхности сначала с помощью Action Tin, а затем флюсования, сборки и пайки.Идеальная пайка достигается, когда две соприкасающиеся поверхности металлургически скреплены вместе припоем. Вся территория покрыта, пустот нет. Action Tin полностью смачивает каждую поверхность, и это можно увидеть перед пайкой. Он предварительно олово обрабатывает не только медь и латунь, но и трудно паяемые материалы, такие как сталь, железо, нержавеющая сталь, чугун, бериллиевая медь, терновая пластина, свинцовые отливы и свинцовые покрытия. После предварительного лужения вы можете собрать любой флюс и припой.
Краска для лужения Solder-Magic Action-Tin
Краски для лужения используются для предварительного лужения любого продукта, но особенно для трудно поддающихся пайке областей применения.Их наносят, как следует из названия, в качестве краски. Краски более текучие, поскольку в них отсутствует загуститель, поэтому краску необходимо перемешать перед использованием. Типичное содержание металлов составляет до 30% по весу. Краску наносят кистью или протирают на поверхность и оплавляют в духовке, горелке или утюге. Он доступен в большинстве распространенных припоев.
Высокоактивная флюсовая система на основе хлорида цинка подходит для многих типов промышленных припоев и цветных металлов. Теплая вода используется для очистки любых остатков, особенно для важных металлических поверхностей.Эти продукты не подходят для чувствительных электронных устройств.
Блок для лужения | Расходные материалы Аксессуары Блок для лужения Delphi Glass
| Расходные материалы Аксессуары Delphi GlassХарактеристики продукта
- Быстро удаляет нагар с жала паяльника
- 1/2 фунта — прослужит вашей студии долгое время
{{/каждый}} {{атрибуты.количество}} @ $ {{attributes.price}} {{/каждый}}
Описание продукта
превращает старые наконечники паяльника в новые!
Салатный аммиак, также называемый блоком для лужения, быстро очищает любой нагар, который собирается на кончике паяльника. Просто потрите кончик горячего утюга о блок, и через несколько секунд кончик станет чистым, ярким и горячим.Блок 1/2 фунта длится долго. Примерно 4 дюйма на 2-1 / 2 дюйма на 1 дюйм в высоту.
Для получения наилучших результатов и более длительного срока службы жала паяльника периодически используйте луженый блок для повторного лужения поверхности жала. Влажная губка для паяльника, например как элемент # 5009, идеально подходит для текущего обслуживания во время пайки, чтобы сохранить наконечник в чистоте.
Покупатели, которые просматривали этот товар, также просматривали
Отзывы клиентов
Изображения продуктов от покупателей
Будьте первым, кто поделится изображениями продуктов с другими покупателями
5 из 5 звезд
К ambick01 наПлюсы: Облегчает лужение паяльника
Минусы:
5 из 5 звезд
К Kbkroh2 на5 из 5 звезд
К РАДРОБ наПлюсы: Прост в использовании, хорошо работает, сохраняет наконечник в чистоте и прост в использовании.
Минусы:
Посмотреть все 14 отзывов покупателей Лужение свинца
для паяемости — припой
Лужение свинцом для пайки
Бывают случаи, когда старые устаревшие компоненты не соответствуют требованиям к пайке для сборки печатной платы. Это может быть связано либо с загрязнением выводов компонентов, либо с сильным окислением. Свинцовое лужение описывает лужение или покрытие припоем SMT, сквозных отверстий и электронных компонентов нестандартной формы для смягчения этого недостатка паяемости.BEST предоставляет такие услуги по лужению свинца.
Свинцовое лужение для пайки обеспечивает приемлемую паяемость компонентов и может использоваться для установки в оборудование для автоматизированной сборки, включая пайку волной, селективную пайку или пайку оплавлением. Во многих случаях окисленный или загрязненный слой необходимо удалить и / или очистить перед погружением свинца в обрабатываемые сплавы. При умелом управлении процессом появляется однородная паяемая поверхность, которая затем может быть использована в автоматизированном процессе сборки.В этих случаях часть процесса ретиннинга включает очистку деталей, осмотр и повторную упаковку их в катушку / ленту, матричные лотки или другие упаковки.
Во многих случаях восстановление устаревших компонентов с помощью свинцового лужения выполняется после проведения экспериментов, дополненных опытом компании. Это приводит инженеров-технологов к правильному химическому составу флюса и последующей очистке и выбору параметров процесса, чтобы сделать этот процесс устойчивым.Унаследованные компоненты могут находиться в хранилище в течение многих лет и могут потребовать этапов разработки процесса для восстановления этих унаследованных компонентов. Свинцовое лужение для улучшения паяемости обновит отделку поверхности этих устаревших компонентов.
Типичный пример того, как работает эта услуга по восстановлению свинцового олова, заключается в том, что клиент, который должен продолжить строительство очень старой конструкции с использованием устаревших и избыточных запасов, открывает упаковку компонентов только для того, чтобы обнаружить, что вокруг выводов образовался сильный оксидный слой. их.Этот оксидный слой достаточно толстый, поэтому выводы не соответствуют требованиям к паяемости. Измерение баланса смачивания, выполненное в соответствии с IPC J-STD-002, сделано для подтверждения отсутствия паяемости. В других случаях неавторизованные дистрибьюторы могут отправлять детали пользователю только в том случае, если пользователь обнаруживает, что у них есть непаянные компоненты. Восстановление этих устаревших компонентов начинается с испытания образцов с использованием различных флюсов и чистящих растворов с последующим погружением их в соответствующий припой с помощью горячего олова с целью замены старого покрытия плавленым интерметаллическим покрытием.Наконец, после того, как процесс лужения свинцом начат, тест баланса смачивания подтверждает увеличение смачиваемости.
Автоматическое лужение сопел
Очистка сопла для пайки и повторное лужение для обеспечения неизменно высокого качества
Особенности и преимущества
— Удаляет оксиды и тщательно очищает сопло припоя, стабилизируя поверхностное натяжение для обеспечения равномерного потока припоя. не загрязнять печатную плату или машину для селективной пайки
— Исключает необходимость ручного повторного лужения сопла для пайки, сводя к минимуму время простоя машины
— Совместимость со всеми машинами для селективной пайки Nordson SELECT Novo®, Cerno® и Integra®
Обзор .Как отраслевые эксперты, мы знаем, что только чистое и не содержащее окисления паяльное сопло можно правильно смачивать. В отличие от других систем очистки сопел, запатентованная система автоматического лужения сопел Nordson SELECT не распыляет жидкий или порошковый флюс или адипиновую кислоту.
Наша автоматическая система лужения паяльных форсунок поддерживает тщательную чистоту наших паяльных форсунок за счет удаления остатков окисления и повторного лужения поверхности форсунки без какого-либо чрезмерного распыления или загрязнения печатной платы или машины для селективной пайки.
Комплексное решение. Автоматическая система лужения сопел для пайки полностью интегрируется с системой управления процессом с обратной связью, встроенной в программное обеспечение Nordson SELECT SWAK-OS 4.0, обеспечивая бесперебойную работу вашего процесса выборочной пайки. Контроллеры процесса с обратной связью Nordson SELECT обеспечивают успешные результаты для всего диапазона пайки и обеспечивают стабильные и воспроизводимые результаты для высокопроизводительного производства.
Опыт работы .Имея более чем десятилетний опыт селективной пайки и более тысячи систем, которые в настоящее время производятся, Nordson SELECT стремится предоставлять инновационные решения для
всех потребностей в селективной пайке. Наша глобальная сеть поддержки, включая современные лаборатории по разработке приложений, предоставляет клиентам ноу-хау мирового уровня и экспертные знания в области приложений.
Автоматическая система лужения сопел для пайки
Совместимые припои:
оловянно-свинцовый припой
бессвинцовый припой
Технические характеристики
Тип припоя: AFCW-Sn99.3 / Cu0,7
Диаметр припоя: 1,59 мм (0,062 дюйма)
Температура плавления припоя: 227 ° C (441 ° F)
Плотность припоя: 7,31 г / см3
Тип флюса: RZ1-H7A (4,5%)
Вес катушки: 0,45 кг (1,0 фунта)
Указания по применению
Автоматическая система лужения сопел Nordson SELECT может быть адаптирована ко всем машинам для селективной пайки Nordson SELECT Novo®, Cerno® и Integra® и совместима с оловянными и бессвинцовыми припоями.