


Назначение сварочного выпрямителя
Основное назначение сварочного выпрямителя состоит в обеспечении сварочного процесса сварки постоянным током. Второе название устройств для постоянного
Назначение сварочного выпрямителя универсально. Они используются при всех видах сварки, как ручной дуговой, так и полуавтоматической в защитных газах (аргон, углекислый газ, гелий и смеси), и в автоматической сварке под слоем флюса.
Сварочные выпрямители можно разделить условно по назначению на бытовые и промышленные установки. К бытовым устройствам можно отнести выпрямители и инверторы небольшой мощности. Эти устройства имеют малый период непрерывного времени сварки. В промышленных масштабах сварочные выпрямители малой мощности не используются, поскольку имеют низкую производительность за счет пауз для охлаждения аппарата. Но они прекрасно себя зарекомендовали в малом бизнесе для выполнения установочных работ.
Сварочные выпрямители используются во всех случаях, когда требуется повышенное внимание к качеству наплавляемого металла и плотности сварного шва. Устройства с переменным током сварки не способны обеспечить соответствующие показатели.
Читайте также
- Инверторный сварочный выпрямитель
Для каких целей используется сварочный выпрямитель, работающий на инверторном принципе, в чем его достоинства и недостатки вы узнаете из этой статьи. …
- Схема сварочного выпрямителя
Для правильного выбора и применения сварочного выпрямителя, необходимо представлять принципиальную схему данного устройства. …
Устройство сварочного выпрямителя — Сведения о сварке
Устройство сварочного выпрямителя
Категория:
Сведения о сварке
Устройство сварочного выпрямителя
Свойство некоторых материалов пропускать электрический ток в одном направлении используется в сварочной технике для преобразования переменного тока в пульсирующий постоянный ток. Материалами выпрямительного элемента (вентиля) служат селен и-кремний. Сварочные выпрямители выполняются в подавляющем большинстве случаев по трехфазной схеме,, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Материалами выпрямительного элемента (вентиля) служат селен и-кремний. Сварочные выпрямители выполняются в подавляющем большинстве случаев по трехфазной схеме,, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Одним из весьма распространенных является сварочный выпрямитель ВСС-300-3. Он состоит из понижающего трехфазного трансформатора с подвижной обмоткой, блока селеновых вентилей и устройства, регулирующего сварочный ток. Трансформатор Быпря-мителя имеет два диапазона регулирования сварочного тока: диапазон малых токов при включении обмоток трансформатора звездой и диапазон больших токов — при включении треугольником. Первичная обмотка сварочного трансформатора выпрямителя ВСС-300-3 — подвижная, катушки вторичной обмотки закреплены в верхней части сердечника. Сварочный выпрямитель имеет три панели с клеммами для присоединения к ним электрических проводов. Две из них предназначены для подключения проводов сети и сварочных проводов, третья — для переключения диапазонов сварочного тока.
Рис. 1. Трехфазная схема выпрямления переменного тока: а —схема включения, б — выпрямленный ток внешней цепи; 1. 2, 3, 4, 5, 6 — полупроводниковые вентили (диоды)
Сварка пульсирующим постоянным током может производиться на прямой и обратной полярности. При прямой полярности изделие подсоединяется к клемме (+) выпрямителя, а электрод — к клемме (—), при обратной полярности — наоборот.
Реклама:
Читать далее:
Устройство сварочного преобразователяСтатьи по теме:
Сварочные выпрямители. Сварка
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.
Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками
Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров.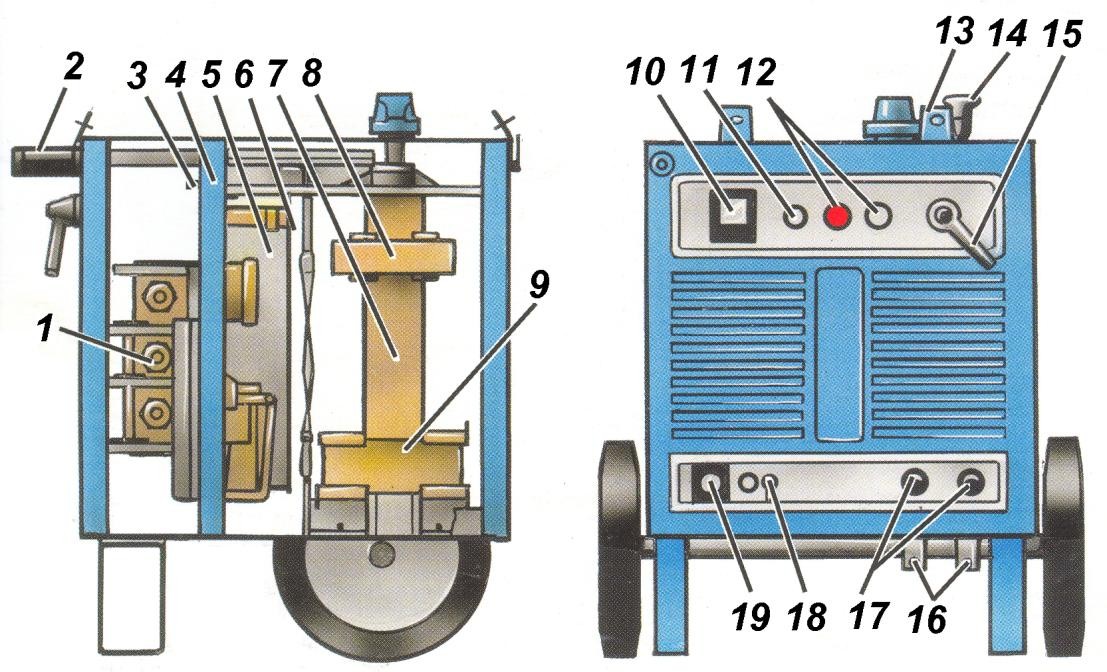 Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесСварочный выпрямитель: виды, назначение, конструкция
Сварочный выпрямитель необходим для выпрямления переменного напряжения в постоянное. Такой ток необходим для качественной сварки. Именно он отвечает за образование дуги, снижающей разбрызгивание металла во время работы. Подобное оборудование позволяет использовать электроды до 1,2 мм, что облегчает работу с самыми разнообразными металлами, сплавами. А с помощью универсального выпрямителя можно работать под флюсом, угольной дугой или аргонодуговой сваркой.
А с помощью универсального выпрямителя можно работать под флюсом, угольной дугой или аргонодуговой сваркой.
Разновидности выпрямляющего оборудования
Современный рынок предлагает разные сварочные выпрямители, которые отличаются между собой по внешнему виду и по типу. Самые распространённые из них следующие:
Все они применяются в сфере коммунальных услуг, а также в бытовых условиях. Конечно, этим сфера их применения не ограничивается, и их можно встретить даже на крупных производственных предприятиях. Основное преимущество моделей данного типа – низкая цена. Всё подобное оборудование классифицируется по методу горения, преобразования и регулирования. То есть некоторые из них регулируются дросселем, другие трансформатором, третьи транзисторами и т.д.
Если регулировка осуществляется трансформатором, то сварочный выпрямитель имеет не обычные трансформаторы, как в стандартных сварочных аппаратах, а трехфазные. Это самые распространённые модели. Кроме этого, любой прибор такого типа обязательно содержит защитную систему пусковой регуляции. Поэтому ему не страшны перепады напряжения в сети.
Это самые распространённые модели. Кроме этого, любой прибор такого типа обязательно содержит защитную систему пусковой регуляции. Поэтому ему не страшны перепады напряжения в сети.
Сварочные выпрямители выпрямляют переменный ток сети и делают его постоянным. Благодаря этому количество брызг при сварке значительно уменьшается, а шов получается качественней и тоньше. Снижается и расход электродов, особенно при резке металла. Постоянный ток позволяет работать с разными видами электродов даже в среде защитных газов.
Из чего состоит прибор?
В таком оборудовании любого типа есть такие элементы, как блок выпрямления и понижающий силовой трансформатор. В основном все выпрямляющие устройства 3-х фазные, но могут встречаться и однофазные схемы. В однофазном устройстве потребляемая мощность невысока, поэтому применяются сглаживающие фильтры, которые необходимы для получения напряжения, схожего по своим показателям с постоянным.
В трехфазной системе выпрямляемый ток стабильнее, пульсация его значительно ниже, чем в однофазном устройстве. Благодаря этому легко получить постоянный ток. Это идеальное решение для работы с током до 500А, который часто используется при дуговой сварке. Но есть и 6-ти фазные агрегаты. В данном случае применяется трансформатор с двумя вторичными группами обмотки, соединяющимися в звезду. Обязательным условием для полноценной работы такого прибора является наличие симметричного дросселя.
Виды сварочного выпрямителя:
с трансформаторной регулировкой;
с кремниевыми диодами;
с регулируемым тиристором;
многопостовой прибор.
Прибор с трансформаторной регулировкой и кремниевыми диодами
Устройство с трансформаторной регулировкой одно из самых простых. Данный тип снабжён силовыми трансформаторами с большим рассеиванием. Внутри него расположены шунт и подвижная катушка, а также два слоя обмотки — первичный и вторичный. Это позволяет производить неточную регулировку напряжения. Первое переключение отвечает за работу с небольшими напряжениями сети, второе — за работу с большими, делая такое устройство в какой-то мере универсальным.
Данный тип снабжён силовыми трансформаторами с большим рассеиванием. Внутри него расположены шунт и подвижная катушка, а также два слоя обмотки — первичный и вторичный. Это позволяет производить неточную регулировку напряжения. Первое переключение отвечает за работу с небольшими напряжениями сети, второе — за работу с большими, делая такое устройство в какой-то мере универсальным.
Устройство с кремниевыми диодами обязательно оснащается мощным вентилятором — он отвечает за принудительное охлаждение диодов во время работы (без него они быстро перегорят). Запуск механизма, как и его выключение, осуществляется посредством магнитного пускателя.
Если диоды не охлаждаются, то автоматическая система не позволит произвести включение оборудования: она сработает и при поломке одного из диодов или при пробивании корпуса напряжением.

Благодаря системе сварочный выпрямитель полностью защищает пользователя. Данные модели недороги и их легко использовать. Единственный минус – нет возможности дистанционного управления при изменении сетевого напряжения.
Прибор с регулируемым тиристором и многопостовое устройство
В схеме механизма с регулируемым тиристором используется трансформатор, в силовой цепи установлен дроссель-фильтр и блок вентилей. Система управления состоит из датчиков и блоков электроники. Нередко в них применяют дроссели насыщения, расположенные между трансформаторами и выпрямляющими блоками. Все эти модели носят маркировку ВДУ, и считаются универсальными.
Многопостовое устройство используется для ручной или полуавтоматическ
Однопостовые сварочные выпрямители
Небольшие сварочные работы, осуществляемые одним сварщиком, производятся чаще всего при помощи однопостовых сварочных выпрямителей. К подобному прибору может подключаться только один сварочный кабель, оснащенный электродом. Два провода устройство однопостового типа не потянет – оно обладает сравнительно небольшой мощностью, но, как правило, для проведения несложных работ вполне хватает мощности однопостового выпрямителя, и необходимости подключения дополнительного кабеля и так не возникает. Выпрямитель подобного вида оснащен системой защиты, которая срабатывает при различных перегрузках, таких как слишком сильное напряжение или высокая температура. На приборе установлена также защита по напряжению. В случае перегрузок электрическая дуга сразу выключается. Сварочный выпрямитель, имеющий одно подключение (пост) компактен и удобен, легок в переноске, но имеет небольшую мощность, поэтому применяется, как правило, только в бытовых сварочных работах.
По конструкционным характеристикам однопостовые выпрямители подразделяются на два подвида: с питанием от однофазной сети и предназначенные для работы с трехфазной сетью. Два этих типа приборов отличаются в первую очередь силовым понижающим трансформатором. Трехфазный трансформатор имеет 3 первичных обмотки. В быту более распространены однофазные сварочные выпрямители – они компактны, легки и очень удобны при проведении несложных сварочных работ.
Трансформатор однопостового прибора оснащен одной первичной и одной вторичной обмотками. Качественные выпрямители имеют встроенную автоматическую систему защиты. Как только возникает критический показатель напряжения, температуры или тока, дуга отключается. Разумеется, защита предусмотрена на приборах, произведенных в соответствии со всеми стандартами. Изготовленный кустарным способом сварочный выпрямитель может не иметь в своей конструкции защитного механизма. Также на поверхности прибора предусмотрена панель, при помощи которой можно контролировать параметры выходного и входного тока.
 Регуляторами силы тока сварочного процесса в данном случае выступают активные переменные сопротивления либо тиристорные электросхемы. Сварочные инверторы, основанные на работе с высокочастотным током, получили широкое распространение в бытовых сварочных работах. Как правило, подобные работы осуществляются при помощи именно однопостовых выпрямителей. В промышленности применяют инверторные
приборы на 3-6 сварочных постов
. Они более мощные и габаритные, их вес и внешние параметры напрямую зависят от производительности устройства – как правило, чем прибор мощнее, тем он больше по размеру.
Регуляторами силы тока сварочного процесса в данном случае выступают активные переменные сопротивления либо тиристорные электросхемы. Сварочные инверторы, основанные на работе с высокочастотным током, получили широкое распространение в бытовых сварочных работах. Как правило, подобные работы осуществляются при помощи именно однопостовых выпрямителей. В промышленности применяют инверторные
приборы на 3-6 сварочных постов
. Они более мощные и габаритные, их вес и внешние параметры напрямую зависят от производительности устройства – как правило, чем прибор мощнее, тем он больше по размеру. В основе изготовления большинства выпрямителей однопостового типа стоит принцип диодного моста, в соответствии с которым, мост выпрямляет ток после понижающего трансформатора. Электролитический конденсатор (сглаживающий фильтр) сглаживает возникающие в постоянном токе пульсации. Конденсатор включен параллельно после моста, он обеспечивает устойчивое горение сварочной дуги. Инверторные выпрямители имеют более сложную электронную схему.

Однопостовые сварочные выпрямители активно используются в целях бытового применения, так как минимальный вес аппарата и его небольшой объем достаточно удобны при перемещении.
Существуют различные серии сварочных выпрямителей. При работах в помещении с естественной вентиляцией, более подходят выпрямители серии ВД. Встречаются агрегаты ВД в питании электрической сварочной дуги. Наплавка металла и его резка происходит от сети переменного тока. Все аппараты данной серии малогабаритны, имеют функцию принудительного охлаждения и на обязательной основе, оснащены автоматическим защитным устройством. Если возникли критические показатели температуры тока или напряжения – защита отключает работу дуги. Зачастую, однопостовые сварочные выпрямители применяют в домашнем хозяйстве, при проведении мелких работ сварки.
В ходе проведенных работ, серия ВД хорошо себя зарекомендовала, и имеет положительные сварочные характеристики. Ниже приведены характеристики типов выпрямителей серии ВД, все они используются в работах ручной дуговой сварки.

• ВД-306Б . Все обмотки выпрямителя выполнены из алюминиевого провода. Электроды применяются с диаметром до 4 мм. ВД-306Б предназначен для работ в условиях сварки ответственных конструкций.
• ВД-309 . Выпрямитель имеет медные обмотки, достаточно низкий вес и прост в эксплуатации. Диаметр электрода колеблется от 2 до 6 мм. ВД-309 используется в закрытых помещениях, при температуре +40 или -40 С.
• ВД-313 (Cu) . Обмотки аппарата выполнена из меди. Предназначается для работы по ответственным конструкциям. Работа осуществляется при помощи штучного электрода (низколегированные и углеродистые стали). Для подключения агрегата к сети 380В, правилами техники безопасности рекомендуется использовать кабель КГ 3х4. Распределительный щит выпрямителя ВД-313(Cu) имеет токозащитную аппаратуру, которая рассчитана на ток 40 А. Ход процесса сварки происходит на обратной полярности.
• ВД 413 . Данный аппарат не уступает выпрямителю ВД-306 по своему весу и мобильности.
 Агрегат довольно прост в использовании, и оснащен надежной конструкцией. Выпрямитель имеет медную обмотку и изоляцию Du Pont. В комплекте с аппаратом могут быть различные приборы.
Агрегат довольно прост в использовании, и оснащен надежной конструкцией. Выпрямитель имеет медную обмотку и изоляцию Du Pont. В комплекте с аппаратом могут быть различные приборы.Кроме статьи «Однопостовые сварочные выпрямители» смотрите также:
Сварочные выпрямители — постоянный ток для качественной сварки
Содержание:
- 1. Устройство выпрямителя
- 2. Типы выпрямителей
- 3. Популярные модели выпрямителей
- 4. Вам также может быть инетресна статья:
Долгое время самыми распространенными аппаратами для сварки были сварочные трансформаторы, работающие на переменном токе. Несмотря на их преимущества в виде низкой стоимости, простоты эксплуатации и надежности, их недостатки, а именно — невысокое качество сварного шва, невозможность варить им цветные металлы и нержавеющую сталь, а также очень большой вес — заставляли изобретать новые технологии для решения этих проблем. С развитием полупроводниковых технологий удалось найти выход — выпрямление переменного тока, что позволило добиться гораздо более высокого качества сварки и создать уникальное устройство – сварочный выпрямитель.
Устройство выпрямителя
Стандартная конструкция аппарата для дуговой сварки состоит из следующих основных элементов.
Силовой трансформатор — именно в этом узле происходит процесс преобразования силовой энергии в энергию, которая необходима для осуществления сварочного процесса. Также он проводит понижение напряжения. Для однопостовых выпрямителей характерно использование трехфазных трансформаторов, так как однофазные схемы, отвечающие за выпрямление тока, становятся причиной больших пульсаций выходного напряжения, что в свою очередь негативно сказывается на качестве работы.
После выхода из трансформатора ток попадает в выпрямительный блок, сконструированный по одно- или трехфазной мостовой схеме. Трехфазная является наиболее распространенным вариантом, так как способствует более устойчивому горению сварочной дуги, равномерному распределению нагрузки на все три фазы сети, оптимальному использованию трансформатора.
Полупроводниковые вентили, входящие в состав выпрямителя, пропускают ток только в одну сторону, преобразуя таким образом переменный ток сети в постоянный. Они могут быть двух видов:
- селеновые — имеют низкую стоимость, а также высокую степень устойчивости к перегрузкам. Их недостатком является невысокий КПД. Используются в выпрямителях как с жесткой, так и с падающей внешними характеристиками;
- кремниевые — имеют высокие энергетические параметры и высокий КПД, однако при перегрузках по току быстро выходят из строя. Используются в выпрямителях с падающей характеристикой (там, где ток замыкания незначительно больше рабочего тока). Оборудование с таким видом вентилей оснащено вентиляторами для охлаждения.
В каждый момент времени ток идет только через два элемента, которые подсоединены к нагрузке последовательно. Поэтому за 1 период выходит 6 пульсаций тока.
Типы выпрямителей
В зависимости от типа внешней характеристики выпрямители делятся на 3 группы:
- С крутопадающими характеристиками — используются для ручной дуговой сварки, а также для работы неплавящимся электродом в среде защитных газов. Выпрямители состоят из трансформатора, пускорегулирующего оборудования, узла селеновых шайб и вентилятора для охлаждения устройства. Все это располагается в защитном кожухе.
- С жесткими (пологопадающими) характеристиками;
- Универсальные — позволяют получить как круто- так и пологопадающие характеристики. Используются для ручной дуговой, автоматической сварки плавящимся и неплавящимся электродами в среде защитных газов или под флюсом.
В конструкцию этих выпрямителей входит понижающий трансформатор, дроссель насыщения с обмотками обратной связи блока выпрямления. Получение жестких характеристик с высоким напряжением холостого хода (до 68 В) обеспечивает простое зажигание сварочной дуги и ее стабильное горение.
Благодаря усовершенствованию конструкции сварочные выпрямители отлично подойдут для сварки деталей из высокоуглеродистой стали, а так же из цветных металлов и их сплавов.
Популярные модели выпрямителей
В нашем интернет-магазине представлен широкий выбор выпрямителей от ведущих мировых производителей сварочного оборудования. Далее вы найдете информацию о наиболее востребованных моделях сварочных выпрямителей для каждого метода сварки.
В случае ручной дуговой сварки (ММА) особым спросом пользуется BlueWeld SPACE 280 AC/DC 814300. Это универсальный аппарат — он способен работать от сетей 220 В и 380 В, как переменным, так и постоянным током. Широкий диапазон значений сварочного тока (от 10 А до 220 А) и ступенчатая его регулировка с легкостью позволят установить необходимое значение тока для работы с деталями различной толщины. Встроенный термостат моментально прекращает работу аппарата в случае угрозы перегрева, что предотвращает преждевременный выход из строя — при должном уходе оборудование прослужит Вам долгое время. Выпрямитель способен справиться с такими материалами как нержавеющая сталь и чугун. В случае, если вы ищете аппарат для частного хозяйства или небольшого производства, то рекомендуем остановиться именно на этой модели.
В случае, если Вы ищете аппарат для MIG-MAG метода, то советуем остановить свое внимание на Fubag TSMIG 180. Он подходит для работы как в среде защитного газа, так и с защитной флюсовой проволокой. Возможность ступенчатой регулировки значения сварочного тока и плавной подачи проволоки к месту работы позволяют установить оптимальные значения для выполняемой операции. Система принудительного воздушного охлаждения исключает перегрев аппарата, продлевая тем самым срок его службы. Максимальная сила тока составляет 145 А. Отличный вариант для тех, кто ищет сварочное оборудование для работы в гараже или на даче — подходит для сварки низкоуглеродистых, низколегированных и нержавеющих сталей.
Аппарат отлично укомплектован: наряду с маской сварщика, газовым шлангом, двумя контактными наконечниками, катушкой сварочной проволоки, есть также и специальная горелка, позволяющая работать MIG-методом.
Для профессионалов, которым требуется надежный мощный выпрямитель для сварки TIG методом, советуем присмотреться к BLUE WELD KING TIG 280/1 AC/DC-HF/Lift 832201. Возможность работы как TIG, так и MMA-методом расширяет спектр задач, которые можно выполнить с помощью этого выпрямителя — аппарат способен варить даже такие «трудные» металлы как титан, алюминий, медь, нержавеющая сталь и т.д. Он очень прост и удобен в работе — на передней панели расположен цифровой дисплей, на который выводятся все рабочие параметры. Он оснащен колесами, позволяющими транспортировать выпрямитель по всей рабочей зоне.
Если Вы ищете недорогой сварочный аппарат для работы с цветными металлами, то советуем остановить свой выбор на сварочном выпрямителе. На нашем сайте представлен широкий ассортимент сварочных выпрямителей, как для бытовых, так и для профессиональных работ. Если Вы хотите приобрести понравившуюся модель выпрямителя, то позвоните по бесплатному номеру телефона 8-800-333-83-28 или просто добавьте товар в корзину и оформите заказ на сайте. Опытные менеджеры предоставят полную информацию о стоимости и сроках доставки.
Вам также может быть инетресна статья:
- Выпрямители — постоянный ток для качественной сварки
Сварочные аппараты, работающие на постоянном токе, избавлены от недостатков использования переменного тока, имеют специфический ряд положительных и отрицательных особенностей. Осведомленность об этом поможет сделать правильный выбор нужной вам модели.
Сварочное оборудование Каталог оборудования | Однопостовые выпрямители для ручной дуговой сварки
Многопостовые выпрямители для ручной дуговой сварки
Выпрямители для полуавтоматической и автоматической сварки
Сварочный выпрямитель – это аппарат, который преобразует переменный ток от сети в постоянный ток, который предназначен для питания сварочной дуги. Происходит это благодаря полупроводниковым (селеновым, кремниевым или германиевым) выпрямительным элементам. Селеновые вентили имеют большую перегрузочную способность, но обладают небольшим КПД, в сравнении с кремниевыми. Как следствие, селеновые вентили используются в выпрямителях которые имеют как падающую, так и жесткую характеристику. Кремниевые элементы применяют в выпрямителях с падающей внешней характеристикой, там, где ток короткого замыкания немногим превышает сварочный ток. При этом кремниевым вентилям требуется охлаждение и, соответственно, выпрямители с данными элементами оснащаются вентиляторами. Сварочный выпрямитель имеет следующие технические решения:
Понижающий трансформатор уменьшает напряжение питающей сети до рабочего значения, и служит для регулировки сварочного тока, с помощью изменения расстояния между первичной и вторичной обмоткой. Внутри сердечника у трансформатора есть ходовой винт с закрепленной на нем первичной обмоткой. Силовой трансформатор преобразует энергию питающей сети в необходимую энергию для сварки, и производит соответствие между значениями напряжения питающей сети с выходным напряжением. В выпрямителях для однопостовой сварки, чаще всего используется трехфазный трансформатор. Для формирования жесткой или падающей внешней характеристики используется регулятор тока (регулятор напряжения). Падающая внешняя хар-ка в выпрямителе получается при использовании трансформатора с увеличенным магнитным рассеянием или при включении в цепь реактивной катушки. Часто встречаются выпрямители в которых используется трансформатор с подвижной первичной обмоткой. В таких выпрямителях сварочный ток регулируют секционированной обмоткой трансформатора, изменяя расстояния между специальным дросселем насыщения или обмотками. Выпрямительные блоки часто собирают по трехфазной мостовой схеме, иногда – по однофазной. В первом случае получается наиболее равномерная загрузка трехфазной сети и в итоге достигается наиболее высокие технико-экономические показатели. Типы сварочных выпрямителей: 1. Конструкция силовой части сварочные выпрямители разделяют на следующие виды:
2. Также сварочные выпрямители разделяют на типы по формированию вольт-амперных характеристик. При механизированной сварке под слоем флюса или в среде защитных газов в сварочном выпрямителе с саморегулирующейся дугой используется однопостовой выпрямитель с жесткой внешней характеристикой. Как правило, в выпрямителях такого типа используется трансформатор с нормальным магнитным рассеянием. При ручной дуговой сварке используется выпрямитель с падающей внешней характеристикой. В таких аппаратах применяют нижеследующие способы формирования характеристик:
На рынке очень популярны универсальные сварочные выпрямители, в которых формируется как жесткая, так и падающая характеристики. Данный тип выпрямителей используется при сварке электродной проволокой под слоем флюса, в среде защитных газов, а также порошковой проволокой. |
Общая теория конструкции выпрямителя
Прочитав эту статью, вы познакомитесь с общей теорией построения выпрямителя с помощью схем.
Благодаря простоте управления тепловым балансом, а также легкости зажигания дуги и ее обслуживания, постоянный ток используется, в частности, для сварки неизолированной проволокой, например, для дуговой сварки металлическим газом. Однако ac проще и общедоступнее. Поэтому лучшим решением является использование переменного тока для получения необходимого постоянного тока, и это делается с помощью генератора постоянного тока, преобразователя или выпрямителя.
По сути, электрический выпрямитель — это устройство, которое позволяет протекать току только в одном направлении и, таким образом, может преобразовывать переменный ток в колеблющийся постоянный ток, как показано на рис. 4.26. Из этого рисунка видно, что в случае синусоидального напряжения питания подавление отрицательной половины кривой приводит к прерывистым импульсам энергии, полярность которых не меняется. Очевидно, такой источник питания не подходит для сварки, поскольку периоды прерывистой подачи энергии между последовательными импульсами делают невозможным поддержание стабильной дуги.
Эту трудность, однако, можно преодолеть, если источником питания является трехфазный ток, каждая фаза смещена на 120 0 по отношению к предыдущей или последующей фазе, как показано на рис. 4.27. Когда отрицательные полупериоды всех трех фаз подавлены, результирующий график для однонаправленного тока показывает приближение к прямой линии с гораздо меньшими колебаниями, чем в случае однофазного тока.
Аналогичным образом, системы с более чем трехфазным переменным током достигают большей близости к истинному переходному процессу постоянного тока.Однако нечасто встречаются системы с более чем тремя фазами, поэтому трехфазная система является наиболее часто используемой. Но есть еще один способ улучшить форму выпрямленного тока — это полнополупериодное выпрямление.
При двухполупериодном выпрямлении используются обе половины переменного тока или напряжения для получения более плавного питания постоянного тока, как показано на рис. 4.28.
Используя хорошо известные символы для диодов и выпрямителей, системы для однополупериодного и двухполупериодного выпрямления можно представить, как показано на рис.4.29.
Выпрямитель — это устройство, которое позволяет току течь только в одном направлении, или, точнее, подавляет большую часть тока в обратном направлении. Характеристическая кривая для однофазного выпрямителя показана на рис. 4.30.
Хотя соотношение между напряжением и током в первом (или положительном) квадранте графика не является линейным, можно заметить, что для третьего (или отрицательного) квадранта даже очень большое увеличение напряжения приводит к передаче очень небольшой величины. тока.Таким образом, практически данное устройство проводит электрический ток в основном в одном направлении.
Как видно из различных переходных процессов выпрямленного тока, такой системе свойственны колебания. Одним из методов получения плавного постоянного тока от выпрямительного блока является использование конденсаторов, как показано на рис. 4.31. Если в цепь включен конденсатор, он накапливает энергию и подает ее при почти постоянном выходном напряжении, хотя энергия, получаемая им от выпрямителя, находится в переменных импульсах.
Первоначально были разработаны ртутные дуговые выпрямители, но они очень хрупкие и теперь полностью заменены твердотельными выпрямителями.
Каковы основные конструкции источников питания для оборудования для дуговой сварки?
Часто задаваемые вопросы
Основными функциями источника питания являются выработка тепла, достаточного для расплавления соединения, а также для создания стабильной дуги и переноса металла. Поскольку сварочные процессы требуют высокого тока (50–300 А) при относительно низком напряжении (10–50 В), питание от сети высокого напряжения (230 или 400 В) должно быть уменьшено с помощью трансформатора.Чтобы получить постоянный ток, выход трансформатора должен быть дополнительно выпрямлен (рис. 1).
Существует пять типов источников питания: трансформатор переменного тока; Выпрямитель постоянного тока; Преобразователь переменного / постоянного тока, выпрямитель, генератор постоянного тока и инвертор.
Тип управления, например Первичный реактор с отводом с насыщением, тиристор и инвертор является важным фактором при выборе источника питания. Простой станок для нарезания резьбы с первичной резьбой может быть идеальным и надежным выбором для многих сварочных работ MIG (GMA), но у него есть свои ограничения. Если шагов недостаточно, настройка оптимальных условий может оказаться невозможной, и колебания подачи повлияют на выход.Тиристорное управление позволяет бесступенчато регулировать выход, не зависит от колебаний напряжения питания и может управляться дистанционно. Тиристорные источники питания могут использоваться для большинства сварочных процессов, т.е. могут иметь либо плоскую (MIG [GMA]), либо падающую (MMA [SMA] и TIG [GTA]) выходную характеристику.
Инверторные источники питанияобладают всеми преимуществами тиристорного управления, но с дополнительной производительностью, экономией веса и эффективностью. Транзисторы используются для преобразования сетевого переменного тока (50 Гц) в переменный ток высокой частоты (> 500 Гц) перед преобразованием в напряжение, подходящее для сварки, а затем выпрямление в постоянный ток.Таким образом, инвертор, по сути, представляет собой силовой блок, которым можно управлять, часто с помощью программного обеспечения, для получения статических и динамических характеристик, необходимых для выбранного процесса сварки. Следовательно, большинство инверторов предлагают возможность работы с несколькими процессами. Кроме того, отклик современных инверторов открывает возможности высокочастотного импульса, необходимого для импульсной сварки MIG (GMA), и динамической обратной связи для управления переносом металла, как в случае MIG с переносом погружением.
(PDF) Дизайн комплекта управления процессом дуговой сварки с автоматизированной системой сварки с цифровым управлением
3288 Мохаммед Имран и др./ Materials Today: Proceedings 2 (2015) 3286-3294
Как показано на рисунке 3, который включает в себя следующие части: 1) к потоку покрытия
2) стержень, 3) защитный газ, 4) сплавление, 5) основной металл, 6) Наплавленный металл 7) Затвердевший шлак. Дуговая сварка — это тип сварки
, который использует источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов
в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или не расходные электроды
.Область сварки обычно защищена каким-либо защитным газом, паром или шлаком.
Процессы дуговой сварки могут быть ручными, полуавтоматическими или полностью автоматизированными. Твердотельная логическая система получает
информации от своих преобразователей сигналов об условиях в устройстве, которым управляют, через ее выходные усилители
. Системный оператор может установить спецификации автоматического цикла на селекторных переключателях, и эти спецификации
вводятся в устройства памяти логической системы, и эта система отслеживает ход выполнения автоматизированного цикла
, зная, какие шаги были выполнены, а какие следующий шаг.Этап сжатия
заключается в том, что после того, как электрод вошел в контакт с металлом, ему дают возможность прижаться к поверхности
в течение короткого времени перед включением сварочного тока. По мере того, как ток течет вниз, мощность электрода
ведет к электродам и через контакт металла с металлом между ободом и крестовиной, тем самым создавая сварной шов.
Есть четыре переменные, которые может регулировать оператор в зависимости от типа материала, используемого для создания лучшего сварного шва
.Пульсации, при которых сварочный ток не течет непрерывно во время сварочного интервала. Это
, которые включаются и выключаются короткими импульсами, называемые пульсациями. Оператор устанавливает количество пульсаций, которые используются для создания сварного шва
. Помимо количества пульсаций, количество циклов тока, протекающих во время одной пульсации
, также регулируется системным оператором, как и количество циклов, «пропущенных» между пульсациями
.На рис. 4 показан график зависимости тока от времени в течение интервала сварки, при условии, что сварочный ток
протекает в течение всех 180 ° полупериода. В интервале горячего нагрева видно, что сварочный ток течет в течение
за три цикла переменного тока. За этим следует отсутствие тока в течение двух циклов. В конце этих двух циклов ток
включается еще на три цикла. Каждый раз, когда завершаются три цикла тока, считается, что система
завершила одну пульсацию тока.Участки интервала сварки, в течение которых протекает сварочный ток
, называются подинтервалом нагрева. Интервал охлаждения, в котором части интервала сварки, в течение которых отсутствует сварочный ток
, называются промежуточными интервалами охлаждения. В дополнение к этим переменным, количество градусов на полупериод
, в котором протекает сварочный ток, также регулируется. Это количество градусов за полупериод, в течение которого фактически протекает ток
, называется углом проводимости.Давление электрода поддерживается на металлической поверхности
, что называется удержанием, но сварочный ток отключается. Цилиндры сварочных электродов втягиваются,
освобождает колесо от электродов. Подъемный цилиндр втягивается, опуская готовое колесо из места сварки
. Система остается в режиме ожидания до тех пор, пока новое колесо не будет загружено в подъемную опору.
Рис 4. Интервал нагрева, интервал охлаждения, пульсации
2.Последовательность операций при дуговой сварке
Когда два металла находятся в положении для сварки, сварочные электроды выходят вперед, чтобы войти в контакт с металлом.
После того, как электроды соприкоснулись с металлами, им дают возможность прижаться к поверхности на короткое время
до включения сварочного тока. Это делается для того, чтобы электроды соответствовали кривизне поверхностей
и обеспечивали идеальный электрический контакт. Эта часть общей последовательности сварки называется интервалом сжатия
.«Время, отведенное для этого интервала в последовательности сварки, называется временем сжатия, и оно может быть отрегулировано системным оператором
. По истечении времени сжатия интервал сжатия завершается и начинается интервал сварки
. Во время интервала сварки сварочный трансформатор находится под напряжением. Ток течет по электродам
, подводящие к электродам и через контакт металл-металл между ними, тем самым создавая сварной шов
.Интервал сварки занимает от 2 до 10 секунд. Сварочный ток не течет непрерывно в течение
интервала сварки. Он включается и выключается короткими импульсами, называемыми пульсациями. Оператор устанавливает количество из
пульсаций, которые используются для создания сварного шва. Помимо количества пульсаций, количество циклов тока
, протекающих во время одной пульсации, может быть отрегулировано системным оператором, как и количество циклов, «пропущенных»
между пульсациями.Оператор может выбрать пять циклов протекания тока, за которыми следуют три цикла отсутствия тока
, или восемь циклов протекания, за которыми следуют два цикла отсутствия и т.д. Подынтервалы нагрева. Участки интервала сварки в течение
, на которых ток отсутствует, называются подинтервалом охлаждения. Количество циклов сварочного выпрямителя и дугового трансформатора постоянного тока
в Индии
Серия дуговой сварки постоянным током на основе инвертора
Серия дуговой сварки постоянным током — на базе инвертора
Сварочная система MIG на базе инвертора
Сварочная система MIG — на базе инвертора
Инверторная система сварки TIG на постоянном токе
Сварочная система TIG на постоянном токе — на базе инвертора
Точечный сварщик
Сварщик точечной сварки
Пневматический проекционный сварочный аппарат
Пневматический проекционный сварочный аппарат
Сварщик шпилек разряда конденсаторов
Сварочный аппарат для разряда конденсаторов
Наши уважаемые клиенты
Наши уважаемые клиенты
Вкладка батареи Точечная сварка
Устройство для точечной сварки
Сварочное оборудование Stick SMAW
Палка (SMAW) Сварочное оборудование
Сварщик продольных швов
Сварщик продольных швов
Станок для резки профиля
Станок для резки профиля
Продукты для газовой резки
Продукты газовой резки
Станок для стыковой сварки ленточной пилы
Ленточнопильный станок для стыковой сварки
Сварочное оборудование для резки
Сварочное и режущее оборудование
Микро стыковая сварка
Аппарат для стыковой сварки микросхем
Сварщик кольцевых швов
Аппарат для сварки кольцевых швов
Машина для резки мопсов
Автомат для резки мопсов
Серия дуговой сварки постоянным током на основе диодов
Серия для дуговой сварки постоянным током — на основе диодов
Сварочное оборудование MIG GMAW
Сварочное оборудование MIG (GMAW)
Сварочная система MIG на основе диодов
Сварочная система MIG — на основе диодов
Сварочная система TIG на переменном токе и постоянном токе на инверторной основе
Сварочная система TIG на переменном / постоянном токе — на базе инвертора
Ручной точечный сварщик
Ручной точечный сварочный аппарат
Стыковой сварщик
Станок для стыковой сварки
Нарисованный дуговой сварщик шпилек
Станок для дуговой сварки
Сварочная система MIG на основе тиристоров
Сварочная система MIG — на базе тиристора
Система импульсной сварки TIG на базе инвертора
Система импульсной сварки TIG — на базе инвертора
Педальный точечный сварочный аппарат
Педальный аппарат для точечной сварки
Машина для сварки швов
Сварочный аппарат
Серия дуговой сварки на переменном токе на основе трансформатора
Серия для дуговой сварки переменным током — на базе трансформатора
Сварочное оборудование TIG GTAW
Сварочное оборудование TIG (GTAW)
Оборудование для контактной сварки
Оборудование для контактной сварки
Сварщик стыковой проволоки
Аппарат для стыковой сварки проволоки
Серия для дуговой сварки постоянным током на основе тиристоров
Серия для дуговой сварки постоянным током — на основе тиристоров
Оборудование для воздушно-плазменной резки
Оборудование для воздушно-плазменной резки
Стержневой сварщик
Стержневой сварочный аппарат
Системы резки с ЧПУ
Системы резки с ЧПУ
Настольный точечный сварочный аппарат
Настольный точечный сварочный аппарат
Проекционный сварщик
Проекционный сварочный аппарат
Сварочные генераторы
Сварочные генераторы
Пневматический сварочный аппарат
Пневматический аппарат для точечной сварки
Портативное газовое оборудование с усилителем
Портативное и газовое аппаратное оборудование
Сварочное оборудование SAW на инверторной основе
Сварочное оборудование SAW — на базе инвертора
Расстроенный стыковой сварщик
Сварщик встык
Сварщик шпилек
Сварщик шпилек
Блог
Блог
Аппарат для дуговой сварки— Производитель аппаратов для дуговой сварки с воздушным охлаждением из Дели
MASTER с двойным приводом, технически совершенным, надежным и компактным.Эти аппараты используются для различных сварочных работ в различных отраслях промышленности. Это тяжелые машины, обеспечивающие высокую производительность. Внедрение последних технологических разработок. Они прочны в конструкции и могут быть настроены согласно техническим требованиям наших клиентов. Они доступны с прекрасными динамическими характеристиками.
MASTER Двухоператорный сварочный аппарат с бесступенчатым регулятором типа «с воздушным охлаждением» (с вытяжным вентилятором)
Двухоператорный сварочный агрегат MASTER с бесступенчатым регулятором идеально подходит для прокатных станов, сахарных заводов, мостов, зданий и технического обслуживания самых тяжелых машин и производственных работ .
Технические характеристики:
| Модель | Для каждого оператора | MD 350 | MD 450 | MD 600 | ||||||||||||||||||||||||||||||||||||
| 1. Диапазон сварочного тока | 70-350 А
IRJET-Запрошенная вами страница не найдена на нашем сайтеIRJET приглашает статьи из различных инженерных и технологических и научных дисциплин для Тома 8, выпуск 10 (октябрь 2021 г.) Отправить сейчас IRJET Vol-8 Выпуск 10, октябрь 2021 г. Публикация продолжается… Обзор статей IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год. Проверить здесь IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством. IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.) Отправить сейчас IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается… Обзор статей IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год. Проверить здесь IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством. IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.) Отправить сейчас IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается… Обзор статей IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год. Проверить здесь IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством. IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.) Отправить сейчас IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается… Обзор статей IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год. Проверить здесь IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством. IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.) Отправить сейчас IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается… Обзор статей IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год. Проверить здесь IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством. IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.) Отправить сейчас IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается… Обзор статей IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год. Проверить здесь IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством. IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.) Отправить сейчас IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается… Обзор статей IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год. Проверить здесь IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством. IRJET приглашает специалистов по различным инженерным и технологическим дисциплинам, научным дисциплинам для Тома 8, выпуск 10 (октябрь 2021 г.) Отправить сейчас IRJET Vol-8, выпуск 10, октябрь 2021 г. Публикация продолжается… Обзор статей IRJET получил «Импакт-фактор научного журнала: 7,529» за 2020 год. Проверить здесь IRJET получил сертификат регистрации ISO 9001: 2008 для своей системы управления качеством. Инвертор или трансформатор Сварщик: что лучше для ваших нужд?0Последнее обновление: Электросварочные аппараты эксплуатируются более 100 лет.Как и любая технология, сварочные аппараты в настоящее время значительно усовершенствованы, чем в предыдущие десятилетия. Однако есть что сказать и о надёжности старого образца. Когда речь идет о трансформаторных или инверторных сварочных аппаратах, у многих профессионалов в области сварки есть выбор. Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для выполняемой работы. Чтобы помочь вам, мы собрали всю важную информацию о сварщиках, чтобы вы могли лучше понять, как они работают, и, наконец, выберите ту, которая вам больше всего подходит.Вот подробное описание инверторных и трансформаторных сварочных аппаратов. Читать дальше! Обзор инверторного сварочного аппаратаКредит: Рижка Назар, Shutterstock Как это работает?Инверторный сварочный аппарат преобразует переменный ток в выходное напряжение с более низким допустимым напряжением. Например, от источника питания 240 В переменного тока до выходного напряжения 20 В постоянного тока. В инверторных устройствах для преобразования мощности используется пара электронных компонентов. Напротив, традиционные трансформаторные приборы в основном полагаются на один большой трансформатор для регулирования напряжения.Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц. Это делается с помощью электронных кнопок, которые быстро включают и выключают питание (до одной миллионной секунды). Используя этот способ управления источником питания до того, как он попадет в трансформатор, можно значительно уменьшить размер трансформатора. Примечательные особенностиПовышенная эффективностьС помощью инверторного сварочного аппарата вы можете отрегулировать профиль сварного шва в соответствии с требуемой толщиной.Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки. Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при продолжительной работе. Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность. Эффективность и энергосбережениеИнверторные сварочные аппараты не только энергоэффективны, но и обеспечивают безнапорное и бесплатное подключение.Эти инверторные сварочные аппараты являются прекрасной заменой обычным сварочным аппаратам, когда дело доходит до выработки тепла и потребления энергии. Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами. Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, габариты реактора и вес сварщика. Сопоставимые потери мощности (в основном, потребление энергии в проводнике и потери в магнитном сердечнике) также значительно уменьшены. Холодильная установкаЭти превосходно сделанные инверторные сварочные аппараты имеют внутренний охлаждающий вентилятор. Он снижает рабочее тепло и предотвращает выработку дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению срока службы устройств. Кредит: Сергей Храмов, Shutterstock Выходное напряжение и текущая стабильностьМногие традиционные сварочные аппараты используют переменный ток (AC), и, следовательно, эти аппараты не обеспечивают непрерывный ток и выходную мощность. В таком случае дуги этих машин нуждаются в нескольких повторных зажиганиях, примерно от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло. Эти машины могут поддерживать постоянный ток. Он предотвращает нестабильность напряжения и температуры, поскольку эти машины имеют защиту от помех. По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения. Поскольку направление тока и напряжение часто меняются, традиционные инверторные сварочные аппараты используют переменный ток. Дуга может гаснуть и зажигаться до 120 раз в секунду. Дуга непостоянна и горит постоянно. Это приводит к продолжительному нагреву. А его прочность снижает сварной шов. Методы IGBTЭти инверторные сварочные аппараты могут быстро собирать электроэнергию, используя любое устройство тока затвора. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором.Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции. Компактная и легкая модельБлагодаря минимальной конструкции инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими традиционными сварочными аппаратами эти сварочные аппараты компактны. Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства. Конструкция достаточно компактна, так что вы можете полностью хранить ее в ограниченном пространстве.Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше рабочей частоты. Аналогичным образом, значительное увеличение размера, веса реактора и рабочей частоты будет значительно сведено к минимуму. Плюсы
Минусы
Обзор сварщика трансформаторовКредит: Владимир Ненезич, Shutterstock Как это работает?Сварочные аппараты с трансформатором — более традиционный вариант сварки. Эти высокопроизводительные устройства являются «рабочей лошадкой» в отрасли и требуют питания от сети.Они в основном используются для промышленной сварки прутков. Они бывают размерами от 250 А до 600 А при 415 В. Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и из сердечника трансформатора, используя последовательный реактор насыщения с изменяемым подходом последовательно с выходом вторичного тока, или просто позволяя сварщику выбирать выходное напряжение, нажимая на вторичную обмотку трансформатор. Эти приборы трансформаторного типа обычно являются наиболее экономичными. Отличительные особенностиОсобенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. Из-за этого увеличивается разбрызгивание металла, что, в свою очередь, сказывается на качестве шва. КПД трансформатора составляет около 80%, так как большая часть энергии используется для нагрева «железа» прибора. Устройства разделены на домашние, производящие ток до 200 ампер, профессиональные и полупрофессиональные, до 300 ампер, и еще один, превышающий 300 ампер. Когда дело доходит до использования прибора в домашних условиях, используется однофазный электрический ток 220 вольт. Однако в большинстве экспертных устройств часто используется трехфазный ток 380 В. НадежностьБольшинство людей спорят о надежности сварщика. В течение почти столетия трансформаторные сварочные аппараты подвергались комплексным исследованиям и разработкам для создания надежных и прочных аппаратов, в то время как инверторным сварочным аппаратам уделялось такое же внимание только 30 лет. Сварочные аппараты с трансформатором более надежны по сравнению с лучшими инверторными сварочными аппаратами. Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое. Кредит: kofana12, Shutterstock . Возможные ограниченияОбщая тенденция заключается в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут объединять множество различных процедур с меньшей надежностью. Другое соображение — это то, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить значительное количество времени. Если у вас есть трансформаторный сварочный аппарат, он будет крупнее и менее многофункциональным по сравнению с инверторным сварочным аппаратом. Хотите приобрести дополнительное оборудование, которое будет иметь такую же производительность, что и инверторный сварочный аппарат? Или вам нужна надежность сварочного аппарата на базе трансформатора, но вам также нужно что-то, что вы можете носить с собой в качестве резервного, которое обеспечивается инверторным сварочным аппаратом? ПростойНекоторые области применения могут привести к преждевременному разрушению инверторных сварочных аппаратов, например, излишки переносимых по воздуху загрязнителей и высокая влажность.Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем. Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет отремонтирована. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не помешает осуществлению важных проектов и не повлияет на ваш доход. Хотя ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вы должны учитывать влияние простоев, которые могут у вас возникнуть.Если окружение, в котором вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не работает. В таком случае лучше всего подойдет трансформаторный сварочный аппарат, поскольку он прочен, надежен и редко выходит из строя. Область примененияСварочные аппараты для трансформаторов — это неприхотливое оборудование, которое используется практически во всех сферах человеческой деятельности, где необходимы сварочные соединения для железных металлов. Приборы используются для следующих целей:
Плюсы
Минусы
Инвертор против сварочного аппарата трансформатора: что подходит именно вам?Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из этих преимуществ могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя. Мы предоставили вам все необходимое, чтобы помочь вам учесть ваши требования и выяснить, что вам подходит. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и т. Д. Начнем прямо сейчас! СтойкостьПо сути, трансформаторы имеют более высокие рабочие циклы. Следовательно, теоретически они могут решать более сложные задачи, чем инверторные сварочные аппараты.На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна. Прямо сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы анализировать и повышать их долговечность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете вложить много энергии в небольшой легкий корпус. ЗатратыМежду сварщиками инверторов и трансформаторов ведутся давние дебаты о ценах.Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах. Но в конечном итоге инверторный сварочный аппарат сэкономит вам много денег. Все это сводится к затратам с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость, как правило, завышена, многие профессионалы сходятся во мнении, что вы можете сэкономить около 10% на счетах за электроэнергию. Сварочные аппараты с инверторомтакже потребляют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги.Со временем не будет безумием сказать, что сварочные аппараты окупятся сами за себя. МассаПо сравнению с трансформаторными сварочными аппаратами, инверторные сварочные аппараты легче. Они даже вдвое меньше нескольких трансформаторных машин. Если вы выполняете неподвижные работы на большой площади, большой и здоровенный сварочный аппарат для трансформатора не будет проблемой. Однако, если вы собираетесь перемещать сварщика или помещение ограничено, лучше всего подойдет инверторный сварочный аппарат. Стабильность и эффективностьЗа последние 50 лет сварочные аппараты для трансформаторов прошли долгий путь. Используя сварочный аппарат премиум-класса, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу. Впрочем, по сравнению с инверторными сварочными аппаратами это ничто. Большинство инверторных сварочных аппаратов вдвое эффективнее трансформаторных сварочных аппаратов. Например, по сравнению с трансформаторным сварочным аппаратом, инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт. Из-за этого большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, и, следовательно, вам не нужно покупать генератор или большую розетку на 220 В. Долгое время инверторные сварочные аппараты использовали DC (постоянный ток). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант. В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу.По этой причине инверторные сварочные аппараты являются лучшим выбором с точки зрения эффективности и стабильности. Качество сварных швовРаз уж мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и остановимся на дуге и сварных швах. Если вы из тех сварщиков, которые работают с гладкой сталью весь день, каждый день, вам не нужно искать машину для сварки трансформаторов. Однако мы живем в мире, который требует совершенства сварки в любом положении и на каждом материале.Сварщики с инвертором начинают сиять в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение чего угодно, теперь мы видим, что усовершенствованная импульсная сварка MIG работает аналогично высококвалифицированной сварке TIG. Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит неплохо. Когда дело доходит до качества сварки и инноваций, инверторный сварочный аппарат — лучший выбор. Тем не менее, для стали все еще можно упростить. Рабочий циклКак правило, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов из-за размера трансформатора. Хотя более мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить намного быстрее и проще. Однако в традиционных сварочных аппаратах с трансформатором детали намного больше и, следовательно, имеют тенденцию сохранять тепло и долго остывать. Использование мощности генератораЭффективность означает, что использование мощности генератора более возможно с помощью инверторных сварочных аппаратов, которые могут работать на портативных генераторах меньшего размера.Это невозможно с обычными сварочными аппаратами для трансформаторов. Однако следует учитывать, что использование энергии от генератора чревато опасностями. ФункциональностьПо сравнению с традиционными трансформаторными сварочными аппаратами, характеристики высококачественных инверторных сварочных аппаратов значительно выше. Это особенно заметно при ручной сварке (MMA), при которой операторы считают, что сварка проще и им не нужно «бороться» с дугой. В основном это связано с тем, что инверторные сварочные аппараты могут иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start.Основным примером этого является сварка тонких материалов: с использованием традиционного аппарата для ручной сварки это печально известно сложно, если не непрактично. Однако с помощью инверторных сварочных аппаратов, которые имеют неограниченную регулировку силы тока и стабильную дугу, мощность может быть значительно снижена, так что, например, лист металла толщиной 1,6 мм или секции труб можно сваривать значительно проще и контролируемым образом. Кредит: Супавит Сретбхакди, Shutterstock Что такое технология IGBT?Буквы IGBT обозначают «Биполярные транзисторы с изолированным затвором».Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах без сварки, которые упрощают регулировку напряжения. Некоторые инверторные сварочные аппараты используют старую технологию MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и питающей сети, что делает их более надежными и менее уязвимыми для отказов или повреждений. ЗаключениеЗа последние 15 лет инверторные сварочные аппараты претерпели стремительные преобразования. | |||||||||||||||||||||||||||||||||||||||