


Сварочный выпрямитель – устройство и принцип работы

При выполнении сварочных работ важную роль играет обеспечение условий, в которых образуется ровный, аккуратный, прочный шов и сводится к минимуму разбрызгивание металла. Для создания именно таких условий служит сварочный выпрямитель, преобразующий переменный ток в постоянный.
В этом аппарате, состоящем из нескольких блоков, осуществляется выпрямление входного переменного тока, снижение напряжения и увеличение силы тока до необходимого значения.
Устройство, назначение и принцип работы сварочного выпрямителя
Производители предлагают несколько конструктивных схем аппаратов, но их главные компоненты одинаковы.
Как устроен сварочный выпрямитель – основные составные части:
- понижающий трансформатор;
- полупроводниковые элементы – диоды;
- охлаждающий блок;
- регуляторы электротока;
- измерительные устройства.
Основные этапы преобразования тока, поступающего в аппарат:
- На первичную обмотку понижающего трансформатора поступает переменный одно- или трехфазный питающий ток.
- На вторичной обмотке, благодаря электромагнитной индукции, генерируется ток со сниженным значением напряжения и силой тока, повышенной до требуемого значения.
- Переменный ток с новыми параметрами поступает на выпрямительный блок, состоящий из полупроводниковых элементов.
- В сварочную зону подается постоянный ток с нужными параметрами. Для контроля силы тока и значения напряжения в составе сварочного выпрямителя предусмотрены амперметр и вольтметр.
При эксплуатации полупроводниковые элементы (диоды) нагреваются, поэтому для их охлаждения устанавливаются специальные радиаторы и вентилятор. Во время функционирования аппарата диоды постоянно охлаждаются воздушным потоком, что значительно продлевает беспрерывный период функционирования выпрямителя.В современных моделях устанавливаются датчики перегрева, которые дают сигнал на отключение возможности сварки при перегреве аппарата.
Для настройки требуемой силы тока предусмотрено несколько режимов регулировки:
- Витковая. Осуществляется в аппаратах с секционированными обмотками, входящими в устройство сварочного выпрямителя.
- Фазовая. Осуществляется с использованием тиристоров.
- Импульсная – широтная, частотная и амплитудная. Применяется в преобразователях с транзисторным регулятором или в инверторных моделях.
- Магнитная. Осуществляется благодаря присутствию в схеме сварочного выпрямителя дросселя насыщения, смонтированного между блоком выпрямления и понижающим трансформатором. Дроссель – это несколько катушек, через которые пропускаетсянапряжение. При переключении рычага изменяется путь прохождения тока, а следовательно, его сила.
Преимущества и недостатки применения сварочных выпрямителей
Сварочный выпрямительимеет ряд достоинств, по сравнению страдиционным сварочным трансформатором, от которого он отличается наличием выпрямительного блока.
Это:
- более стабильная дуга;
- минимальное разбрызгивание металлического расплава;
- качественная поверхность шва;
- возможность качественной сварки легированных сталей, цветных металлов и сплавов на их основе.
Минусами являются:
- чувствительность к колебаниям напряжения в электрической сети;
- быстрый выход из строя при КЗ в сети;
- чувствительность к условиям окружающей среды – высокой влажности и запыленности.
Для чего служит сварочный выпрямитель?
Преобразователь с блоком-выпрямителем используется как для сварки, так и для резки металлов.
Для каких видов сварки эффективны сварочные выпрямители:
- толщина свариваемыхзаготовок с разделкой кромок – 1-50 мм, конкретная минимальная и максимальная толщина зависит от возможностей аппарата-преобразователя;
- при использовании плавящихся электродов с сечением 2-6 мм;
- при работе неплавящимися электродами – угольными и вольфрамовыми;
- свариваемые металлы – нелегированная и легированная сталь, чугун, цветные металлы и сплавы на их основе.
Виды сварочных выпрямителей по количеству фаз
В зависимости от числа фаз первичного тока питания различают одно- и трехфазные преобразователи. Однофазные модели, работающие от бытовой электросети переменного тока с напряжением 220 В,имеют небольшую и среднюю мощность.В основном применяются в бытовых целях. Имеют однополупериодное или двухполупериодное выпрямительное устройство (мостовое или с выводом средней точки вторичной обмотки трансформатора). Двухполупериодные устройства имеют большую мощность и КПД, по сравнению с однополупериодными. Наиболее популярныдвухполупериодные мостовые модели, состоящие из понижающего трансформатора и четырех диодов, сформированных в диодный мост.
Трехфазные аппараты, бывающие одно- и многопостовыми,работают от сети напряжением 380 В, имеют среднюю и большую мощность, эффективны для сварки и резки металлов значительной толщины.
Типы сварочных выпрямителей – одно- и многопостовые
В зависимости от модели выпрямительного аппарата, к нему могут подключаться один или несколько сварочных кабелей.
Описание однопостового сварочного выпрямителя
Однопостовые аппараты, к которым может подключаться только один сварочный кабель, используются для выполнения работ небольших объемов. Это компактное устройство, обладающее невысокой мощностью, чаще всего используется в бытовых целях или в небольших мастерских. Имеет небольшие размеры и массу, поэтому его легко перемещать на новые рабочие места. В конструкции современных аппаратов предусмотрены защиты от перегрева и слишком высокого напряжения. В помещениях с естественной вентиляцией часто используются выпрямительные устройства серии ВД.
Однопостовые аппараты работают отодно- или трехфазного тока. Для бытовых целей обычно используются однофазные модели.
Характеристики многопостовых сварочных выпрямителей
Многопостовые аппараты востребованы для ручной и механизированной сварки. Модели для ручной сварки серии ВДМ имеют несложную конструкцию. Управление силой тока осуществляется балластными реостатами. Такие выпрямители часто используются при организации систем, питающихся от общецехового магистрального шинопровода. Отличаются стабильной выходной вольтамперной характеристикой.
Многопостовые аппараты для механизированной сварки могут обслуживать до 30 рабочих мест сварщиков. Применяются для наплавки и сваривания под флюсом. Взаимное влияние постов друг на друга исключено.
Подготовка к эксплуатации и эксплуатационные условия для сварочных выпрямителей
Эксплуатацию выпрямительных аппаратов можно начинать только после тщательного изучения сопроводительной документации, в которой изложена информация об устройстве модели, допустимых условиях работы, правилах безопасности. Перед использованием устройство очищается от пыли, заземляется и проверяется в соответствии с инструкцией.
Установку, подключение к электросети и регулировку должен осуществлять электромонтажник с третьей и выше группой электробезопасности. Сварочные работы может вести сварщик, прошедший обучение по использованию аппарата, имеющий удостоверение на право сварки и группу электробезопасности вторую и выше.
Поскольку сварочные выпрямительные устройства чувствительны к качеству питающего тока, в сетях с нестабильным электроснабжением их подключают через источники бесперебойного питания (ИБП) соответствующей мощности. Также следует контролировать уровни запыленности и влажности, максимальный уровень которых указывается в техдокументации.
Обслуживание и ремонт сварочных выпрямителей
Для обеспечения бесперебойной работы выпрямительное устройство нуждается в периодическом техобслуживании и своевременном ремонте. Перед эксплуатацией необходимо проверить надежность заземления. Обязательное условие – наличие защитного кожуха.
Основные этапы технического обслуживания:
- контроль целостности изоляции всех конструктивных элементов, находящихся под напряжением;
- обследование прочности фиксации клемм;
- удаление пыли и загрязнений с внутренних механизмов.
Распространенными неисправностями, требующими незамедлительного ремонта, являются появление гула и перегрев устройства. Вероятные причины этих проблем:
- неправильно подобранная крыльчатка вентилятора;
- заклинивание вала вентилятора;
- замыкание первичной обмотки понижающего трансформатора;
- нарушение изоляции токоведущих частей.
Падение выходного напряжения ниже заданного значения может произойти из-за обрыва вторичной обмотки или замыкания витков. Одной из причин выхода из строя оборудования является поломка выпрямительного диодного моста.
Если напряжение холостого хода и рабочего режима нестабильно, то необходимо проверить:
- ручку регулятора;
- предохранители первичной обмотки;
- устойчивость фиксации клемм пускателя.
Для ремонта выпрямителей требуются определенные знания и навыки, поэтому диагностику и восстановление рабочих характеристик аппаратоврекомендуется доверить работникам специализированногосервис-центра.
Сварочные выпрямители. Сварка
Сварочные выпрямители
Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).
Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого напряжения холостого хода источника, блока полупроводниковых элементов для выпрямления переменного тока, стабилизирующего дросселя для уменьшения пульсаций выпрямленного тока.
Выпрямительный блок представляет собой набор полупроводниковых элементов, включенных по определенной схеме. Особенность полупроводниковых элементов заключается в том, что они проводят ток только в одном направлении, в результате чего сила тока получается постоянной (выпрямленной).
Такие элементы обладают вентильным эффектом, иначе говоря, пропускают ток в одном направлении. За это их называют полупроводниковыми вентилями. Они делятся на неуправляемые – диоды и управляемые – тиристоры. Разработаны и выпускаются сварочные выпрямители для ручной или механизированной дуговой сварки под флюсом, сварки в защитной среде и др. Они получили широкое применение благодаря их технологическим преимуществам: высокий к.п.д. и относительно небольшие потери холостого хода, высокие динамические свойства, отсутствие вращающихся частей и бесшумность в работе, равномерность нагрузки фаз, небольшая масса, возможность замены медных проводов алюминиевыми.
Но следует иметь в виду, что для выпрямителей представляют большую опасность продолжительные короткие замыкания, так как могут вывести из строя диоды. Кроме того, они чувствительны к колебаниям напряжения в сети.
Сварочные выпрямители (рис. 51) состоят из двух блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или тока и выпрямительного блока.
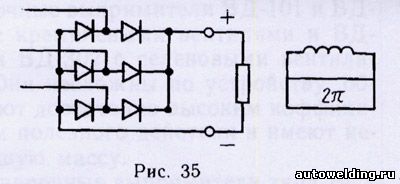
Кроме того, выпрямитель имеет пускорегулирующее и защитное устройства, обеспечивающие нормальную эксплуатацию. Выпрямление тока осуществляется по трехфазной мостовой схеме, состоящей из шести плеч. В каждом плече моста установлены вентили, выпрямляющие оба полупериода переменного тока в трех фазах. В каждый момент времени ток проходит через два вентиля, и, таким образом, в течение одного периода происходит шесть пульсаций выпрямленного тока, что соответствует частоте пульсации 300 Гц.

Рис. 51.
Схема трехфазного выпрямителя:
а – схема включения; б – выпрямленный ток внешней цепи; 1– понижающий трансформатор; 2 – блок селеновых или кремниевых выпрямителей; 3 – сварочная дуга
Сварочные выпрямители подразделяются на однопостовые с падающими, жесткими, пологопадающими и универсальными характеристиками и многопостовые с жесткими характеристиками. Падающая характеристика в выпрямителе создается включением в сварочную цепь реактивной катушки или применением трансформатора с усиленным магнитным рассеянием.
У многопостовых сварочных выпрямителей для создания падающей внешней характеристики и регулирования сварочного тока в сварочную цепь каждого поста включают балластный реостат.
Выпрямители типа ВД, предназначенные для ручной и механизированной сварки и наплавки, имеют крутопадающую внешнюю характеристику. Регулирование варочного тока производят ступенчато (два диапазона) и плавно (в пределах каждого диапазона). Переключатель диапазонов сварочного тока расположен на лицевой панели выпрямителя и производит одновременное переключение первичной и вторичной обмоток со «звезды» (диапазон малых токов) на «треугольник» (диапазон больших токов). Переключение производят только после отключения выпрямителя от силовой сети.
При переключении пределы изменения тока увеличиваются примерно в три раза. Плавное регулирование тока в пределах каждого диапазона производится изменением расстояния между катушками первичной и вторичной обмоток. Катушки вторичной обмотки закреплены неподвижно у верхнего ярма, а катушки первичной обмотки с помощью ходового винта перемещаются по стержню сердечника трансформатора. Вращая рукоятку ходового винта по часовой стрелке, сближают катушки обмоток, уменьшают индуктивность рассеяния обмоток и, как следствие, увеличивают сварочный ток.
Сварочные выпрямители с жестокими и пологопадающими внешними характеристиками применяются при сварке плавящимся электродом в углекислом газе, под флюсом, порошковой проволокой. Они различны как конструктивно, так и по электрической схеме. Например, выпрямитель типа ВС состоит из силового трехфазного понижающего трансформатора и выпрямительного блока из селеновых вентилей. В сварочную цепь после выпрямительного блока включен дроссель, позволяющий регулировать нарастание тока короткого замыкания и снижающий потери металла на разбрызгивание. Выпрямитель имеет два переключателя числа витков первичной обмотки трансформатора, которыми путем изменения коэффициента трансформации регулируется выходное напряжение. Один переключатель, для ступенчатого регулирования, имеет три положения, второй, для плавного регулирования, – восемь положений. Таким образом, выпрямитель имеет 24 значения сварочного тока. Регулирование сварочного тока можно производить только при холостом ходе, что является серьезным недостатком выпрямителя. В промышленности и строительстве они применяются, но с производства сняты.
Выпрямители типа ВДГ состоят из трансформатора с нормальным магнитным рассеянием и трехфазного дросселя насыщения. Рабочие обмотки дросселя включены в плечи выпрямительного блока. Регулирование выходного напряжения ступенчато-плавное. Ступенчатым регулированием можно задать три диапазона, получаемые изменением коэффициента трансформации силового трансформатора изменением числа витков первичной обмотки.
Плавное регулирование в пределах каждого диапазона осуществляется дросселем насыщения. Выпрямитель имеет дистанционное управление. Многопостовые сварочные выпрямители типа ВДМ выпускают серийно на номинальные токи 1000, 1600, 3000 А. Выпрямители имеют жесткую внешнюю характеристику и состоят из силового трехфазного понижающего трансформатора, выпрямительного блока из кремниевых вентилей с вентилятором, пускорегулирующей и защитной аппаратуры.
Получение падающей внешней характеристики и регулирование сварочного тока каждого поста производятся подключением балластных реостатов типа РБ–301.
Сварочные выпрямители типов ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварках под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ кроме блока трехфазного понижающего трансформатора и выпрямительного блока имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Таблица 9
Технические характеристики однопостовых сварочных выпрямителей с падающими характеристиками

Таблица 10
Технические характеристики сварочных преобразователей и агрегатов с электродвигателями

Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей – тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Данный текст является ознакомительным фрагментом.Читать книгу целиком
Поделитесь на страничкеСледующая глава >
Сварочных выпрямители устройство и классификация
По конструкции силовой части выпрямители можно разделить на шесть групп . Более ранняя и простая конструкция у выпрямителя, регулируемого трансформатором . Его силовая часть состоит из трансформатора T, выпрямительного блока VD на неуправляемых вентилях и сглаживающего дросселя L. Трансформатор в такой схеме используется для понижения напряжения, фоpмиpования необходимой внешней хаpактеpистики иpегулиpования режима. Некоторое применение нашел выпрямитель с дросселем насыщения . Дроссель насыщения LS применяют для формирования внешней характеристики и регулирования режима. Более совершенны и распространены тиристорные выпрямители . Тиристорный выпрямительный блок VS за счет фазового управления моментом включения тиристоров обеспечивает регулирование режима, а при введении обратных связей по току и напряжению — также и формирование любых внешних характеристик. Иногда тиристорный регулятор VS устанавливают в цепи первичной обмотки трансформатора T , тогда выпрямительный блок VD может быть собран из неуправляемых вентилей— диодов. Транзисторный регулятор VT, наоборот,устанавливают в цепи сварочного тока, с его помощью легко реализовать программное управление процессом сварки. Оригинальна схема инверторного выпрямителя . Инвертор UZ преобразует постоянное напряжение выпрямительного блока VD1 в высокочастотное переменное, которое затем понижается трансформаторомT и выпрямляется блоком VD2. Воздействуя на параметры инвертора, регулируют режим и формируют внешние характеристики выпрямителя. В состав любого выпрямителя входят также вентилятор, пуско регулирующая и контрольная аппаратура. Тиристорные, транзисторные и инверторные выпрямители имеют более сложные схемы управления с цепями формирования управляющих сигналов и обратных связей.
Выпрямители классифицируют также по типу внешних характеристик. При механизированной сварке в углекислом газе и под флюсом для комплектования аппаратов, действующих по принципу саморегулирования дуги, применяют однопостовые выпрямители с жесткими,а также с пологопадающими и пологовозрастающими характеристиками. Эти выпрямители имеют, как правило, трансформатор с нормальным рассеянием.Регулятор выпрямителя используется для настройки сварочного напряжения. В настоящее время используются следующие способы регулирования напряжения: витковое (выпрямитель с трансформатором с секционированными обмотками),магнитное (выпрямитель с трансформатором с магнитной коммутацией, выпрямитель с дросселем насыщения), фазовое (тиристорный выпрямитель), а также импульсное(частотное, шиpотное и амплитудное в тpанзистоpном и инвеpтоpном выпpямителе).
Для ручной сварки предназначены выпрямители с крутопадающими характеристиками. Требования к таким выпрямителям изложены в ГОСТ 13821-77 «Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки».
При сопоставлении с трансформаторами главными достоинствами сварочных выпрямителей как источников питания постоянного тока считают высокие надежность зажигания и устойчивость горения дуги. По сравнению с вращающимися источниками(преобразователями и агрегатами) выпрямители обладают следующими преимуществами: более высокий КПД, малые масса и габариты , отсутствие вращающихся частей, высокая надежность.
Конструкции трансформаторов в составе сварочных выпрямителей
В выпрямителет рансформатор выполняет функции понижения напряжения, а иногда еще формирования необходимой внешней характеристики и регулирования режима. Поэтому трансформаторы сварочных выпрямителей имеют такое же устройство и принцип действия, как и трансформаторы. Однофазные трансформаторы используют в выпрямителях сравнительно редко.
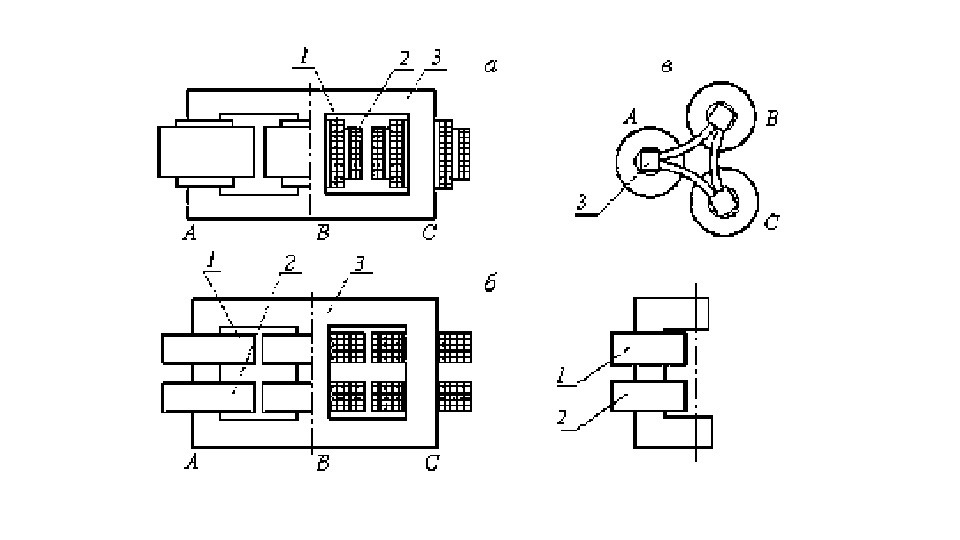
Рис.1 Конструкции трёхфазных трансформаторов с нормальным (а) и
увеличеным (б,в)рассеянием
На каждом из трех стержней магнитопровода 3 обычно размещается по одной первичной 1 и одной вторичной 2 обмотке соответствующей фазы. Трансформатор с нормальным магнитным рассеянием (рис. 1,а) имеет жесткую внешнюю характеристику. При размещении первичной и вторичной обмоток на значительном расстоянии друг от друга получают трансформатор с увеличенным рассеянием и падающей внешней характеристикой (рис.1,б).
Магнитопроводы, изображенные на рис. 1,а и б, называют несимметричными. Действительно, магнитное сопротивление на пути потока, создаваемого обмотками фазы В, меньше, чем для фаз A и C, поэтому ток в фазе В выше, чем в фазах А и С, а в кривой выпрямленного тока появляется гармоническая составляющая. Симметричный магнитопровод (рис. 1,в) имеет более сложное устройство, дороже в изготовлении.
Вентили, используемые в сварочных выпрямителях
Используют преимущественно кремниевые силовые вентили: неуправляемые (диоды), не полностью управляемые (тиристоры) и управляемые (транзисторы).
Принцип работы диода рассмотрим на примере простейшей схемы однополупериодного выпрямления (рис. 2). В положительном полупериоде синусоидального напряжения питающей сети диод V оказывается включенным в прямом направлении (рис. 2,а). Поскольку при этом его сопротивление мало, прямой ток iпр (рис. 2,б) сравнительно велик.
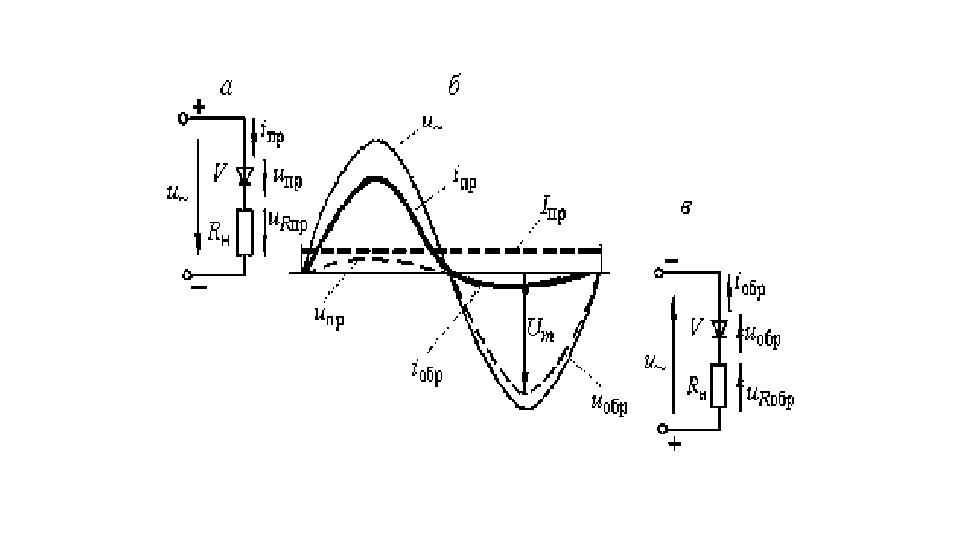
Рис. 2. Осцилограммы (б) и работа диода при прямом (а) и обратном (в)
включении в цепи переменного тока
Практически все напряжение сети приложено к нагрузке Rн , а падение напряжения на диоде uпр не превышает 1—2 В. В отрицательном полупериоде (рис. 2,в) диод включен в обратном направлении, его сопротивление резко возрастает, а ток iобр снижается почти до нуля. На нагрузку напряжение почти не подается , поскольку практически все напряжение сети приложено к разрыву цепи, образованному закрытым диодом . Таким образом, если пренебречь незначительным обратным током iобр, по нагрузке идет прерывистый ток одного направления — выпрямленный ток iд = iпр. Его усредненное за полный период значение — Iпр .
Рассмотрим работу тиристора (рис. 3,а). Для отпирания тиристора необходимо выполнить два условия. Во-первых, его следует включить в прямом направлении, т.е. потенциал его анода А должен быть выше потенциала катода К. Во-вторых, на его управляющий электрод УЭ необходимо подать положительный относительно катода импульс напряжения. Поэтому в положительном полупериоде тиристор отопрется с задержкой на электрический угол a, соответствующий подаче импульса управления. Следовательно, среднее значение выпрямленного тока Iпр , пропорциональное заштрихованной площади, для тиристора меньше, чем для диода, и к тому же снижается при увеличении задержки включения.
Запирание обычного тиристора снятием импульса управления невозможно, он выключается только в конце полупериода при снижении пеpеменного напряжения до нуля. Поэтому тиристор называют неполностью управляемым вентилем. В течение отрицательного полупериода тиристор заперт. Таким образом, тиристор можно использовать не только для выпрямления, но и для регулирования тока.
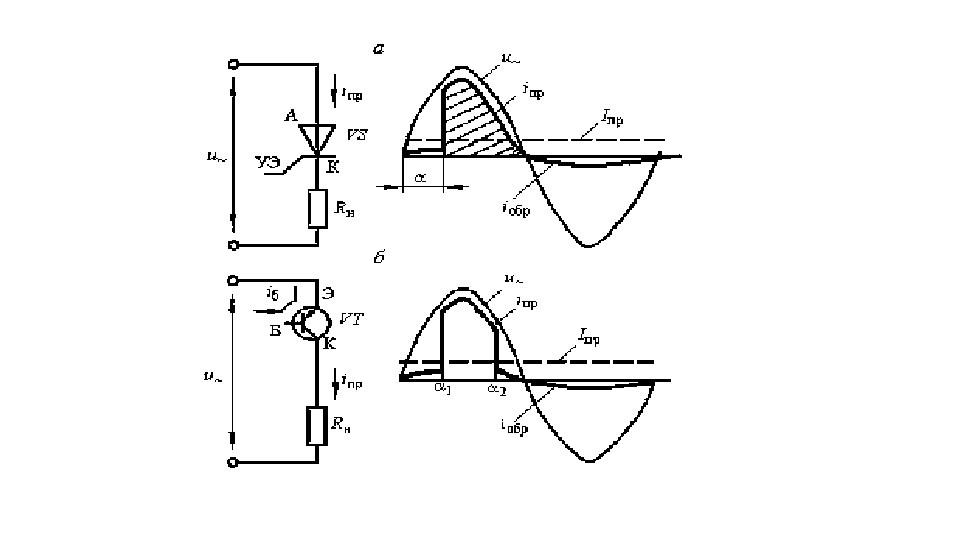
Рис. 3. Тиристор (а) и транзистор (б) в цепи переменного тока
Силовые транзисторы разработаны сравнительно недавно. Хотя они еще ненадежны и дороги, ожидается их широкое внедрение благодаря уникальным возможностям регулирования, которые они предоставляют. В сварочных выпрямителях перспективна схема с общим эмиттером ОЭ (рис. 3,б). Обычно транзистор используется в качестве ключа. В положительном полупериоде, пока в режиме отсечки до момента a1 на базу Б не подан ток iб, практически отсутствует и прямой ток iпр коллектора К, а значит, и ток в нагрузке. При подаче достаточно большого тока базы iб транзистор в момент a1 перейдет сразу в режим насыщения, в котором прямой ток коллектора iпр резко возрастает до значения, ограниченного только напряжением питающей сети U~ и сопротивлением нагрузки Rн . При снятии тока базы в момент a2 резко снизится и прямой ток.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как устроен и работает сварочный выпрямитель?

Сварочный выпрямитель – аппарат, служащий для преобразования переменного тока, присутствующего в сети, в постоянный с использованием кремниевых или селеновых полупроводниковых диодов. Наиболее популярны селеновые диоды. В конструкцию преобразователя входят: устройства защиты и измерения, трансформатор, управляющий прибор. Все элементы расположены в одном блоке. Аппараты могут работать при повышенных и пониженных температурах, нестабильных характеристиках входного напряжения однофазной или трехфазной питающей сети.
Устройство и принцип работы сварочного выпрямителя
В конструкцию агрегата входят:
- трансформатор, преобразующий входное переменное напряжение в низковольтное переменное;
- диодный мост, трансформирующий переменное напряжение в постоянное пульсирующее;
- конденсаторный фильтр, обладающий большой мощностью, служит для преобразования пульсирующего тока в линейный постоянный;
- блок, регулирующий силу тока;
- дроссели, предназначенные для предотвращения запредельного роста сварочного тока.
Эта упрощенная схема может несколько видоизменяться или дополняться другими элементами, улучшающими технические характеристики сварочного выпрямителя.
Выпрямление тока может осуществляться по одной из схем:
- однофазное, применяется в аппаратах бытового применения;
- трехфазное, пульсации сглаживаются в обмотках – первичной и вторичной;
- шестифазное, позволяет организовать многопостовой пункт сварки.
Выходные характеристики регулируются следующими способами:
- трансформаторное регулирование с помощью изменения схемы подключения обмоток;
- с использованием дросселя и реостата;
тиристорное или транзисторное регулирование.
Виды сварочных выпрямителей
Выпускаемые виды выпрямителей:
- Однопостовой. Предназначается для ручной дуговой сварки плавящимися покрытыми электродами. Могут применяться штучные электроды с рутиловым, целлюлозным, основным покрытием. Присутствие клинового шунта позволяет быстро менять режим работы. Агрегаты могут использоваться для сварки ответственных изделий и создания конструкций, запланированных для работы под высокими нагрузками.
- Универсальный многопостовой. Питается от трехфазной сети переменного тока. Каждый вывод оснащен собственным блоком управления, в который входят реостат и дроссель. Выдерживает знакопеременные нагрузки, формирует надежную устойчивую дугу, способен работать без перерыва в течение длительного времени. Многопостовые сварочные выпрямители используются для осуществления масштабных интенсивных работ по ручной или полуавтоматической сварке. Устанавливаются в производственных цехах и на строительных площадках.
Особенности применения сварочных выпрямителей
Эти агрегаты применяются для проведения дуговой сварки низкоуглеродистых нелегированных сталей, коррозионностойких марок, цветных металлов и сплавов на их основе. Используются также при необходимости сварки обратной полярности. Обеспечивают глубокий провар и снижение разбрызгивания металла. К минусам агрегатов относятся – восприимчивость к длительным коротким замыканиям и скачкам сетевого напряжения.
Преимущества сварочных выпрямителей:
- экономичность;
- высокий КПД;
- надежность;
- простота управления.
Для продления срока службы аппаратов необходимы – проведение плановых осмотров, своевременная чистка и замена изношенных деталей, использование в условиях нормальной влажности.
Выпрямители сварочные
Сварочное оборудование — Выпрямители сварочные
Сварочными выпрямителями называют устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: высокий к.п.д. и относительно небольшие потери холостого хода; высокие динамические свойства при меньшей электромагнитной индукции; отсутствие вращающихся частей и бесшумность в работе; равномерность нагрузки фаз; небольшая масса; возможность замены медных проводов алюминиевыми. Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения или выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили — дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис. 35).
Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные силы тока 120…1000 А, транзисторные источники питания — 15…300 А с пределами регулирования от 0,15 до 300 А.
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор, пускорегулирующая и стабилизирующая аппаратура.
В зависимости от внешней вольт-амперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые с падающей внешней характеристикой. однопостовые с жесткой внешней характеристикой, однопостовые универсальные, многопостовые, однопостовые транзисторные.
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных переключателей для переключения витков первичной обмотки трансформатора (для грубой и точной регулировки), дросселя(для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители однопостовые с падающей внешней характеристикой предназначены для ручной дуговой сварки и наплавки, а также для механизированной сварки под флюсом. Падающая внешняя характеристика и заданное значение силы сварочного тока обеспечиваются трансформатором. Для преобразования тока используют селеновые (выпрямители серии ВСС) и кремниевые (выпрямители серий ВКС и ВД) вентили. По сравнению с кремниевыми селеновые вентили имеют меньший КПД, но обладают большей стойкостью к перегрузкам.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной(верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100X400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД-301 с кремниевыми вентилями и ВД-102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким коэффициентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных — блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики. Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей—тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Для сантехнических монтажных сварочных работ Институт электросварки им. Е. О. Патона разработал переносный сварочный выпрямитель ВЖ-2М, предназначенный для питания полуавтоматов и автоматов при сварке открытой дугой и в защитном газе стыков труб диаметром 20… 100 мм. Внешняя характеристика — пологопадающая; число ступеней регулирования — 9; масса — 50 кг.
Однопостовые универсальные сварочные выпрямители обеспечивают возможность получения как жесткой, так и падающей внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимся и неплавящимся электродами в защитных газах и сварки под флюсом.
Многопостовой выпрямитель снабжает энергией несколько сварочных постов для ручной дуговой сварки. Эти выпрямители, изготовляемые на кремниевых вентилях, отличаются высоким КПД, хорошими энергетическими показателями, бесшумностью работы, малыми габаритными размерами и небольшой массой. Они рассчитаны на работу в закрытых помещениях при температуре окружающего воздуха от —40 до +40 °С. Обычно подобные выпрямители имеют жесткую внешнюю характеристику. Для получения падающих характеристик и регулирования тока на каждом сварочном посту используют ступенчатый балластный реостат. Преимущества многопостовых систем связаны с небольшой начальной стоимостью оборудования, простотой обслуживания, высокой загрузкой и экономичностью. Основной недостаток связан со значительными потерями энергии в реостатах, снижающих КПД сварочных постов. В последние годы освоено производство выпрямителей, имеющих звено повышенной частоты – инвертор. Включение высокочастотного звена в структуру источников сварочного тока позволяют существенно снизить их массу и габариты, повысить КПД и коэффициент мощности, обеспечить широкие пределы регулирования параметров режима и хорошие сварочные свойства.
Источник: Геворкян В.Г. Основы сварочного дела
Э.С. Каракозов, Р.И. Мустафаев «Справочник молодого электросварщика». -М. 1992
Практическая работа №9 по МДК.01.01. Изучение устройства сварочных выпрямителей типа ВДУ. Технические характеристики выпрямителей (работа с каталогами)
Практическая работа №9
Тема: Изучение устройства сварочных выпрямителей типа ВДУ. Технические характеристики выпрямителей (работа с каталогами)
Цель работы: Приобрести практические навыки при изучении устройства сварочных выпрямителей типа ВДУ, технических характеристик выпрямителей (работа с каталогами)
Ход выполнения работы:
Ознакомление с теоретическими сведениями
Изучить конструкцию сварочных выпрямителей по паспортам и каталогам.
Зарисовать схему и дать описание устройства выпрямителя (по выбору преподавателя).
Начертить таблицу: «Технические характеристики сварочного выпрямителя».
Ответить на контрольные вопросы.
Теоретические сведения
Сварочными выпрямителями называют устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение.
Преимущества:
высокий к.п.д.
относительно небольшие потери холостого хода;
высокие динамические свойства при меньшей электромагнитной индукции;
отсутствие вращающихся частей и бесшумность в работе;
равномерность нагрузки фаз;
небольшая масса;
возможность замены медных проводов алюминиевыми.
Недостатки:
однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды.
кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети.
Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков:
понижающего трехфазного трансформатора с устройствами для регулирования напряжения
выпрямительного блока.
Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию. Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили — дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис.).
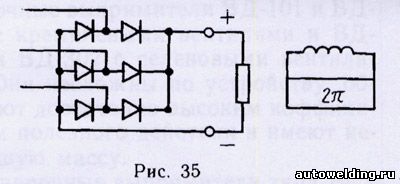
Рис.1. Трехфазная мостовой схема Ларионова.
Сварочные выпрямительные установки в соответствии с ГОСТ 13821—77 выпускают на номинальные силы тока 120…1000 А, транзисторные источники питания — 15…300 А с пределами регулирования от 0,15 до 300 А.
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор, пускорегулирующая и стабилизирующая аппаратура.
В зависимости от внешней вольтамперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые с падающей внешней характеристикой. однопостовые с жесткой внешней характеристикой, однопостовые универсальные, многопостовые, однопостовые транзисторные.
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе. Имея общую принципиальную схему, выпрямители этого типа отличаются в основном мощностью и числом ступеней регулирования. Выпрямители состоят из понижающего трехфазного трансформатора, выпрямительного блока, двух универсальных переключателей для переключения витков первичной обмотки трансформатора (для грубой и точной регулировки), дросселя(для обеспечения нарастания тока короткого замыкания и сглаживания пульсаций) и вентилятора.
Сварочные выпрямители однопостовые с падающей внешней характеристикой предназначены для ручной дуговой сварки и наплавки, а также для механизированной сварки под флюсом. Падающая внешняя характеристика и заданное значение силы сварочного тока обеспечиваются трансформатором. Для преобразования тока используют селеновые (выпрямители серии ВСС) и кремниевые (выпрямители серий ВКС и ВД) вентили. По сравнению с кремниевыми селеновые вентили имеют меньший КПД, но обладают большей стойкостью к перегрузкам.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД. Сварочные выпрямители типа ВСС состоят из понижающего трехфазного трансформатора с подвижными обмотками, выпрямительного селенового блока с вентилятором, пускорегулирующей и защитной аппаратурой. Понижающий трансформатор выполнен с повышенным магнитным рассеянием, которое регулируется изменением расстояния между первичной и вторичной обмотками. Два диапазона регулирования сварочного тока получают, соединяя первичную и вторичную обмотки звездой (малые токи) и треугольником (большие токи). В пределах каждого диапазона ток плавно регулируют, изменяя расстояние между катушками первичной (нижней подвижной) и вторичной(верхней неподвижной) обмоток с помощью рукоятки. При вращении рукоятки по часовой стрелке катушки обмоток сближаются, индуктивность рассеяния уменьшается, сварочный ток увеличивается. Обмотки трансформатора выполнены из алюминия. Выпрямительный блок собран из селеновых пластин 100X400 мм, охлаждается вентилятором.
Сварочные выпрямители типа ВКС имеют следующие основные отличия от типа ВСС: выпрямительный блок составлен из кремниевых вентилей ВК-200; сварочный ток регулируют, перемещая катушки обмоток с помощью асинхронного двигателя с дистанционным управлением.
Широкое применение получили сварочные выпрямители ВД-101 и ВД-301 с кремниевыми вентилями и ВД-102 и ВД-302 с селеновыми вентилями. Они несложны по устройству, обладают достаточно высоким коэффициентом полезного действия и имеют небольшую массу.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных — блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Выпрямители ВДУ основаны на использовании в выпрямляющих силовых обмотках управляемых вентилей—тиристоров. Схема управления тиристорами позволяет получать необходимый для сварки вид внешней характеристики, обеспечивает широкий диапазон регулирования сварочного тока и стабилизацию режима сварки при колебаниях напряжения питающей сети.
Создание выпрямителей с универсальными внешними характеристиками связано с унификацией конструкции силового трансформатора. Стабильный процесс сварки в углекислом газе тонкими электродными проволоками в различных пространственных положениях может быть обеспечен только при питании от выпрямителей с естественной жесткой внешней характеристикой, выполненных на базе трансформаторов с нормальным рассеянием. В то же время ручную дуговую сварку и сварку под флюсом можно выполнять при падающих характеристиках, полученных на базе трансформаторов с нормальным рассеянием. С учетом этого все тиристорные выпрямители выполняются с силовым понижающим трансформатором, имеющим нормальное магнитное рассеяние.
В тиристорных сварочных выпрямителях в зависимости от типоразмера и экономически обоснованного типа тиристора применяются различные многофазные схемы выпрямления. Наиболее целесообразны схемы, обеспечивающие минимальную пульсацию сварочного тока: трехфазная мостовая, двойная трехфазная с уравнительным реактором и шестифазная кольцевая схема выпрямления. Из трехфазных мостовых схем более предпочтительна симметричная, полностью управляемая схема, обеспечивающая по сравнению с полууправляемой схемой (три диода, три тиристора) меньшую пульсацию сварочного тока. В тиристорных сварочных выпрямителях дроссель в цепи выпрямленного тока необходим не только для ограничения пиков тока короткого замыкания при сварке в среде углекислого газа, но и в значительной степени, для сглаживания пульсации выпрямленного тока, величина которых зависит от пределов регулирования.
Типовая блок-схема однопостового тиристорного выпрямителя с универсальными характеристиками
Рис. Блок схема выпрямителя с универсальными характеристиками:
СТ – силовой трансформатор; СТВ – силовой выпрямительный блок; БП – блок подпитки; ДТ – датчик тока; L – дроссель; БУ – блок управления; БФУ – система фазового управления; ОСТ, ОСН – обратные связи по току и напряжению; R – частичная обратная связь по току, создающая заданный наклон характеристик при сварке в защитных газах
Выпрямитель с дроссельным регулятором тока ВД-502-2, имеющий крутопадающую вольтамперную характеристику, предназначен для питания сварочным током до 500 А одного поста ручной дуговой сварки, а также автоматической сварки под флюсом. Крутопадающая внешняя характеристика и плавное регулирование током производятся дросселем насыщения, включенным во вторичную цепь между трансформатором и выпрямительным блоком.
На крайних стержнях магнитопровода броневого типа расположены две силовые обмотки переменного тока, соединенные последовательно, а на среднем стержне — обмотка управления постоянного тока, питаемая от тиристорного регулятора. При магнитопроводе стержневого типа силовые обмотки и обмотка
управления расположены на обоих стержнях. При этом обмотка управления расположена навстречу силовым обмоткам. Для плавного регулирования
величины сварочного тока изменяют ток обмотки управления, вследствие чего изменяется магнитное насыщение сердечников и индуктивное сопротивление
дросселя, что меняет ток в силовых обмотках и, следовательно, сварочный ток.
Выпрямительный блок построен по трехфазной мостовой схеме с использованием вентилей В200. Выпрямитель имеет ступенчатое регулирование путем переключения
диапазонов. Плавное регулирование может быть дистанционным. Выпрямитель ВД-502-2 снабжен стабилизатором напряжения, который обеспечивает постоянство выходного напряжения при колебании напряжения сети от 5 до 10 % U ном≫ охлаждение выпрямителя — воздушное принудительное. Имеется блок защиты от аварийных ситуаций, аналогичный блоку защиты выпрямителей ВД-306 и ВД-401.
Дроссель насыщения применяется в конструкциях выпрямителей, формирующих как падающие, так и жесткие характеристики.
Типичным представителем выпрямителей с дросселем насыщения и крутопадающими внешними характеристиками является сварочный выпрямитель ВД-502.

Рис. Функциональная блок-схема сварочного выпрямителя ВД-502
В нем используются силовой трехфазный трансформатор с нормальным магнитным рассеянием, несимметричный дроссель насыщения, выполненный на трех отдельных сердечниках с одной обмоткой управления, и выпрямительный блок с трехфазной мостовой схемой. Режим работы выпрямителя настраивается за счет изменения индуктивности дросселя насыщения.
Типичный представитель выпрямителей с дросселем насыщения и жесткими внешними характеристиками – сварочный выпрямитель ВДГ-302.
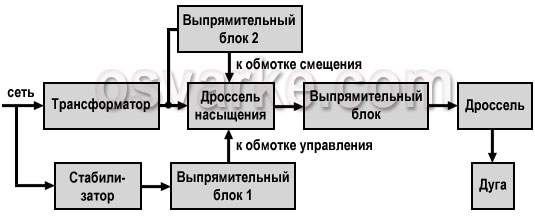
Рис. Функциональная блок-схема сварочного выпрямителя ВДГ-302
В нем используется плавно-ступенчатое регулирование вольтамперных характеристик. Ступенчатое регулирование осуществляется за счет изменения коэффициента трансформации силового трехфазного трансформатора с нормальным магнитным рассеянием. С помощью пакетно-кулачкового переключателя первичные обмотки трансформатора устанавливаются на три рабочих положения.
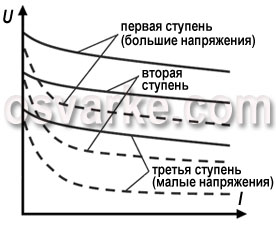
Плавное регулирование в пределах каждой ступени выполняется трехфазным симметричным дросселем насыщения, выполненным на шести попарно объединенных ленточных сердечниках. Первая ступень регулирования напряжения соответствует соединению фаз первичной обмотки «треугольником» с применением отводов, вторая ступень регулирования – соединению фаз обмоток «треугольником» без отводов, третья ступень регулирования – соединению фаз обмоток с применением отводов «звездой».
Рис. Регулирование вольтамперных
характеристик в сварочном
выпрямителе ВДГ-302
Контрольные вопросы:
Какое напряжение холостого хода допустимо для сварочных источников питания дуги?
В чем преимущества и недостатки выпрямителя?
В чем особенность выпрямителей типа ВДУ?
Какую роль играет реостат балластный?
Что называется прямой и обратной полярностью?
Какая роль сварочного дросселя в процессе сварки?
Вам поручена сварка резервуара на токе 250—300 А. Какой выпрямитель будет нужен для этой работы?
Почему диоды и тиристоры называют вентилями?
Сварочный выпрямитель
Сварочный выпрямитель это аппарат, который преобразует ток от сети в рабочее напряжение, высокого уровня, применяемое при сварочных работах. Существует множество видов выпрямителей для сварочных работ. Они бывают с трансформаторной регулировкой, тиристорные, с резисторной регулировкой, инверторные, с дросселем насыщения.
Эксплуатация и применение сварочных выпрямителей
Помещение, в котором происходят работы посредством выпрямителя, должны быть хорошо проветриваемыми. Рабочая температура может быть от 40 до минус 40 градусов, допустимая влажность воздуха не должна превышать восьмидесяти процентов.
Данное устройство категорически воспрещается использовать в опасной для взрывов, пыльной и загазованной среде. Сварочный выпрямитель широко распространен в применении за счет его относительно невысокой стоимости, но при этом его работа отличается высокой степенью качества. Выпрямители для сварки имеют отличия по рабочим типам мощности. Существуют однофазные устройства и устройства трехфазные.

Чаще однофазные выпрямители для сварки используются в бытовых условиях, при небольших сварочных работах, потому что однофазный аппарат может эксплуатироваться от обычной электрической сети.
Аппараты трехфазные все-таки имеют более качественные рабочие характеристики, шов получается более прочный. Но данные сварочные выпрямители дают значительно большую нагрузку на сеть, и как правило чаще используются в промышленных масштабах и на производствах, где требуется выполнение большого рабочего объема.
Принцип работы сварочного выпрямителя
Действие сварочного выпрямителя происходит следующим образом: ток, за счет полупроводников проводится только лишь в одну сторону, то есть обратно подача электричества не осуществляется. Основными элементами данного аппарата являются трансформаторный блок, система которого производит регулировку напряжения, и выпрямитель, который собирается трехфазно.Полупроводники в сварочном выпрямителе применяются из таких материалов как кремний и селен. Селеновые проводники не отличаются высоким коэффициентом полезного действия, зато способны выдерживать большие нагрузки, в отличие от проводников, изготовленных из кремния. Поэтому применение вентилей из кремния больше распространено там, где рабочий ток не очень высокий.
Перед другими преобразовывающими ток устройствами, сварочные выпрямители имеют ряд преимуществ. Их рабочие и качественные характеристики значительно выше, чем у других видов преобразователей тока. Качество сварки значительно лучше, при этом потеря при холостом ходе куда меньше, у данных устройств значительно больше возможностей регулировки, к тому же они абсолютно бесшумно работают.
Сварочные выпрямители — классификация
Сварочные выпрямители классифицируются по виду характеристик, они бывают с крутопадающими характеристиками, с жесткими характеристиками и универсальными характеристиками.
Аппараты с типом характеристики, относящимся к крутопадающей, предназначаются для ручной сварки дуговым образом, либо для сварочных работ посредством неплавящегося электрода в защитном газе. Радиопомехи такого сварочного выпрямителя подавляются посредством специальных фильтров. Сварочные выпрямители с жесткими характеристиками работают посредством плавящегося в углекислом газе электрода. Универсалы могут эксплуатироваться на условиях хоть жесткой, хоть крутопадающей сварок.
Данные аппараты не требуют специального ухода, скорее важно знать правила по их эксплуатации. Нельзя оставлять аппараты на открытом для осадков пространстве, беречь их от повышенной влажности, применять только в надлежащих условиях и соблюдать технику безопасности.