


Как запаять алюминиевую флягу в домашних условиях
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева – использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия – полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов – довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
 Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Алюминий является материалом с хорошей прочностью, высокой тепло- и электропроводностью. Эти положительные качества способствуют широкому применению металла в промышленности и быту. Достаточно часто возникает необходимость соединить алюминиевые детали или заделать образовавшееся отверстие в алюминиевой ёмкости. Но не каждый знает, как спаять алюминий в домашних условиях.
Пайка алюминия
 Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Одним из наиболее известных способов соединения металлов, особенно в электротехнических работах, является пайка. Она обеспечивает меньшее сопротивление соединений, и, как следствие, их меньший нагрев под воздействием электрического тока. Поскольку алюминий наряду с медью — основной проводящий материал в электрических сетях и устройствах, необходимость в его пайке возникает достаточно часто.
Сложность в том, что «крылатый металл» на воздухе мгновенно покрывается плёнкой окисла, к которой расплавленный припой не пристаёт. Необходимо с помощью механической зачистки удалить слой окисла, но он практически мгновенно образуется снова.
Для того чтобы избежать повторного образования оксидной плёнки, разработаны множество методик. Среди них:
- Зачистка небольших деталей под слоем жидкого флюса.
- Применение флюсов совместно с абразивными материалами.
- Использование медного купороса для создания медной плёнки на алюминиевом изделии.
- Применение специальных флюсов и припоев.
Зачистка под слоем флюса
Небольшие алюминиевые детали, например, проводники, можно зачищать, опустив часть детали в жидкий флюс, которым может служить обычный раствор канифоли или паяльная кислота. Жидкий флюс предохранит зачищаемый участок от контакта с кислородом и образования плёнки. Тем же защитным эффектом обладает и обычное трансформаторное масло.
Абразивные материалы
Часто к флюсу (той же канифоли) добавляются железные опилки. В процессе пайки необходимо тереть нагреваемое место жалом паяльника. Под действием трения опилки сдирают слой окиси, а канифоль закрывает доступ кислорода к освобождённому металлу. Вместо опилок может быть использован любой крошащийся абразив: наждачная бумага или даже кирпич.
Использование медного купороса
Любопытный метод, использующий гальваностегию. Два алюминиевых электрода опускаются в раствор медного купороса и соединяются с полюсами электрической батареи. Электрод, присоединённый к плюсу, зачищается. На зачищенную поверхность в результате электролиза начинает осаждаться медь. Когда алюминий оказывается полностью покрыт медной плёнкой, деталь высушивается. После этого пайка проходит гораздо легче, ведь медь — прекрасный материал для этого типа соединений.
Специальные припои
 Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
Наиболее качественное соединение в домашних условиях можно получить, используя легкоплавкие припои на основе олова и меди и специальные флюсы. Самым популярным отечественным флюсом является Ф64, который позволяет паять алюминиевые детали без механической зачистки. Так, к примеру, без проблем осуществляется пайка алюминия с медью, или запаивается изнутри алюминиевая трубка, зачистить которую иными способами не представляется возможным.
При этом используются обычные легкоплавкие оловянно-свинцовые припои с температурой плавления 200−350 градусов. Паяльник должен быть довольно мощным — от 100 Вт и выше. Причина — в высокой теплопроводности алюминия. Недостаточно мощный паяльник просто не сможет нагреть место спайки до температуры плавления припоя. Лишь очень маленькие детали (преимущественно в радиоэлектронике) можно соединять паяльником мощностью 60 Вт.
Для пайки больших алюминиевых деталей паяльник не подойдёт. Здесь лучше воспользоваться любой газовой горелкой, обеспечивающей нагрев до 500−600 градусов, и одним из специализированных припоев. Одним из наиболее популярных является HTS-2000 — безфлюсовый припой для пайки алюминия, меди, цинка и даже титана.
Он обладает несколькими достоинствами:
- Низкой температурой плавления (390 градусов Цельсия).
- Возможностью применения без флюса.
- Надёжностью соединения (во многих случаях способен заменить аргонную сварку).
Правда, HTS-2000 не исключает процесса зачистки. Более того, в процессе пайки необходимо сдирать прутком припоя или металлической щёткой оксидную плёнку, чтобы обеспечить надёжное соединение. Однако этот способ позволяет выполнять такие работы как запаивание прохудившихся алюминиевых ёмкостей, например, канистр, или даже автомобильных алюминиевых радиаторов.
Кроме того, HTS-2000 — это практически единственный (за исключением аргона) способ соединения двух «крылатых» металлов: алюминия и титана.
Существуют и другие высокотемпературные припои, разработанные специально для пайки алюминия. Например, 34А, в составе которого содержится две трети алюминия, а также медь и кремний. Но температуры плавления таких припоев — 500−600 градусов Цельсия, что близко к температуре плавления самого алюминия.
Поэтому использование высокотемпературных припоев в домашних условиях опасно — алюминиевая деталь при нагреве до столь высоких температур может быть непоправимо испорчена.
 Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Пайка алюминия в домашних условиях — реальный способ починить домашнюю утварь, бытовые и автомобильные алюминиевые радиаторы, трубки, сантехнические приспособления и многое другое. В промышленных условиях пайка и сварка деталей из этого материала производится на автоматизированном оборудовании. В домашних условиях пайка и сварка алюминия также возможна.
Для этого применяют обычный паяльник, обычные припои ПОС-50 и ПОС-61, содержащие олово. Кроме того, возможно применить сварочный магниевый карандаш или использовать газовую горелку.
После того как вы выбрали припой, необходимо выбрать флюс для паек. Самый главный секрет при пайке алюминия — работать быстро, соединить спаиваемые детали сразу после того, как они были очищены от оксида.
Подготовка к работе
Определение сплава изделия
 Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Нужно определить сплав спаиваемых деталей, насколько это возможно, алюминий ли это вообще или нет. Многие алюминиевые предметы и детали в домашнем хозяйстве являются алюминиевыми сплавами. Многие сплавы можно успешно спаивать в домашних условия, используя домашние тиски и паяльник. Но некоторые сплавы — только на промышленной сварочной установке. Состав алюминиевой детали можно предположить исходя из твёрдости материала. Чем мягче кажется материал при обработке, тем большее количество чистого алюминия он содержит. Это условие успешных и качественных паек.
Выбор припоя
- Если вы спаиваете алюминий с другими металлами, например, алюминиевый и медный провода, то эта пайка требует особый подход. Часто в таких случаях сам алюминиевый провод, небольшой его участок покрывают слоем меди. Потом лудят обычным припоем и спаивают провода.
- Для паек необходим низкотемпературный припой. Так как температура плавления алюминия составляет 660 ºC, и он обладает хорошей теплопроводностью, то необходимое условие для успешных паек паяльником — необходимость достаточно легкоплавкого припоя, содержащего олово, а значит, быстрое плавление припоя. Во многих случаях вполне подходит припой ПОС-50. Также возможно использовать припой ПОС-61.
- Можно приобрести специальные припои для паек алюминия. Это сплавы алюминия с кремнием и цинком. Они бывают разными, в зависимости от того, что вы будете соединять — алюминий с алюминием или алюминий с медью и другими материалами. Необходимо внимательно прочитать этикетку на упаковке.
Выбор флюса
 Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Необходимо выбрать подходящий флюс для паек алюминия. Алюминий можно паять разными способами. В связи с тем, что основной проблемой при пайке и сварке алюминия является удаление оксидной плёнки с поверхностей соединяемых деталей, то при разных способах паек применяется различный флюс. В домашних условиях применяют обычную канифоль или щелочное масло. Также используют насыщенный раствор медного купороса. Кроме того, часто применяют обычное минеральное масло для швейных машин, которое можно купить в хозяйственном магазине. Оно наносится прямо на алюминий.
Выбор инструмента
- Нужно правильно выбрать источник тепла. Для мелких деталей вполне подойдёт паяльник с рабочей мощностью до 150 ватт, но для массивных деталей, например, радиатора автомобиля, необходима низкотемпературная газовая горелка. Её рабочая температура 315–425°C . Она может обеспечить хороший прогрев мест паек изделия и быстрое плавление припоя.
- Купите или соберите дополнительные приспособления. Когда вы будете соединять алюминий, вам будет необходим какой-то зажим или тиски. Кроме того, необходимо после завершения паек промыть спаянные поверхности в воде или в моющем средстве для удаления остатков кислотных или масляных флюсов. Если использовался флюс на основе смолы, то нужно промыть алюминий с помощью ацетона. Соответственно, для этого нужна какая-то ёмкость или ванна.
- Позаботьтесь о своей безопасности. Создайте комфортную рабочую зону. Обязательно приобретите респираторную маску для защиты от токсичных паров. Работайте только в хорошо проветриваемом помещении. При использовании жидких, а особенно кислотных флюсов, применяйте маску или защитные очки. При использовании газовой горелки алюминий может расплавиться, поэтому при работе нужно применять хлопчатобумажную спецодежду и сапоги.
Процесс пайки алюминия
Подготовка изделия
 До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.- Далее, необходимо зачистить алюминий, его обрабатываемую поверхность с помощью щётки из нержавеющей стали. При контакте с воздухом алюминий быстро покрывается слоем оксида алюминия, который не может быть залужен и пропаян. Ещё одно условие качественных паек — нужно быть готовым к быстрой очистке, покрытию флюсом и пайке, чтобы алюминий не успел покрыться новым слоем оксида. Изделие с сильным загрязнением или окислением нуждается в шлифовании и протирке изопропиловым спиртом или ацетоном.
- Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
- Далее, быстро, пока не образовался новый слой оксида алюминия, нанесите флюс вдоль площади спаивания. Для этого можно применить деревянную палочку или стержень припоя. Это обеспечит вытяжку припоя по всей площади соединения и прочный паяный шов.
 До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии.
До соединения кусков алюминия возможно предварительное лужение этих кусков. Это полезно при пайке сложных конструкций. В этом случае очень легко стянуть алюминий в зажиме, а потом паять паяльником или газовой горелкой. Соответственно, это не нужно делать, если вы заделываете трещины или отверстия в одном изделии. Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.
Зажмите спаиваемые металлические части вместе. Нужно, чтобы они соприкасались в том месте, где вы их хотите спаять. Для припоя нужно оставить небольшой зазор, меньше 1 мм. Если части металла не соприкасаются плавно, то нужно сделать шлифованные участка гладкими. Есть и другой вариант работы. Поскольку при работе с алюминием нужно работать достаточно быстро, то можно несильно закрепить алюминиевые куски вместе в тиски, там их зачистить, а потом сильно затянуть зажим тисков.Пайка изделия
Теперь можно нагревать спаиваемые детали. Для этого можно применить паяльник мощностью до 150 ватт или газовую горелку, в зависимости от массы спаиваемого изделия.
- Нагревать нужно рядом с местом соединения. Начинать нагрев нужно с нижнего конца изделия. Прямое пламя горелки может перегреть соединение, и тогда вся работа пойдёт насмарку. Поэтому наконечник горелки нужно держать на расстоянии 10 – 15 мм от поверхности металла. Для того чтобы равномерно прогреть спаиваемый шов, необходимо плавно, маленькими кругами перемещать источник тепла по площади спаивания. Учтите, что при использовании паяльного утюга он может нагреваться до нужной рабочей температуры в течение 10 минут. Если при нагреве спаиваемого соединения используемый флюс почернеет, то это значит, что температура нагрева соединения была слишком высока. Флюс нужно удалить и после охлаждения добавить новый и продолжать работу.
- После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
- Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
- После охлаждения спаиваемой детали её нужно очистить от остатков флюса и оксидов, образовавшихся при высокой температуре пайки. Если используемый флюс был изготовлен на водной основе, то его можно смыть водой или нейтральным моющим средством. Если же флюс был изготовлен на основе смолы, то для очистки можно применить ацетон. Иногда для очистки от оксидов применяется кислотный травильный раствор.
 После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности.
После прогрева рабочей области до нужной температуры нужно применить припой. Температура нагрева определяется по цвету флюса. В основном, флюсы, которые применяются при пайке алюминия, при достижении рабочей температуры приобретают светло-коричневый цвет и начинают пузыриться. Поднесите припой к месту пайки, продолжая нагревать это место косвенно с противоположной стороны детали или близлежащей поверхности. Продолжая передвигать паяльник или горелку вдоль паяного шва, необходимо добиться равномерного растекания расплавленного припоя по всей площади места пайки и образования блестящей, как бы зеркальной, поверхности. Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.
Если на спаиваемых поверхностях до нанесения флюса успеет образоваться новый слой оксида алюминия, то припой не будет связываться с алюминием. Тогда поверхности деталей нужно заново зачистить, добавить флюс и заново запаять. Такая ситуация может возникнуть, если тип припоя и флюса не соответствуют работе с алюминием и его сплавами. Либо алюминиевый сплав вашего изделия действительно плохо спаивается.Один домашний способ, как паять алюминий паяльником
Нужно подготовить небольшую поверхность на алюминиевом изделии, просто зачистив её. На эту поверхность нанести несколько капель концентрированного раствора медного купороса. Алюминиевое изделие подключить, используя провод диаметром примерно 1 мм к источнику постоянного тока. Можно использовать алюминиевый провод. Другой медный провод свернуть так, чтобы получился небольшой диск. Другой конец этого провода подключить к «+» источнику постоянного тока.
В эту цепь можно последовательно включить обычную лампу накаливания на соответствующее напряжение. В качестве источника питания подойдёт трансформаторный выпрямитель от 3 до 12 вольт, аккумуляторная батарея или даже батарейка от карманного фонарика с напряжением 4,5 вольт.
Есть много видео в сети на YouTube. Вот инструкция для проведения успешной пайки алюминия.
После включения источника питания медный провод со свёрнутым диском подносится к месту пайки на небольшое расстояние и опускается в нанесённый ранее раствор медного купороса. Касаться самого алюминиевого изделия не нужно, ток должен течь через медный купорос. Загорается лампочка, и происходит электролитическое осаждение меди на поверхность алюминия. Через некоторое время медный купорос может закипеть и испариться. На его месте останется осаждённая медь. Потом этот участок можно залудить обычным способом и припаять к нему медный провод.
Пайка алюминия в домашних условиях паяльником или газовой горелкой
 Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Нередко в радиолюбительской практике, да и просто в быту встает вопрос пайки алюминия. Электрические провода, корпуса, прохудившиеся емкости — да мало ли что. Но к сожалению, алюминий и его сплавы паяться очень не любят. Этот материал даже залудить (покрыть слоем припоя) и то проблема, не то что качественно припаять. Единственный выход, как принято считать, — сварка, причем сварка специальная, к примеру, аргонно-дуговая. Тем не менее, алюминий все же можно спаять, причем качественно, в домашних условиях и без применения особых инструментов и технологий.
Почему алюминий не паяется
«Не паяется» — не совсем правильное заявление. Скорее, плохо паяется. Дело все в том, что алюминий практически мгновенно окисляется на воздухе, покрываясь исключительно прочной оксидной пленкой, которую не покрывает ни один металл. Но если эту пленку разрушить, то паять алюминий ничуть не сложнее, чем ту же медь. Другое дело, что
 С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
С одной стороны, этот слой оксида надежно защищает алюминий от дальнейшего окисления и разрушения, но с другой — существенно затрудняет процесс пайки. Тем более что разрушить его обычными нейтральными флюсами — той же канифолью — невозможно. Но если все же такой флюс найти, то можно без проблем спаять алюминий в домашних условиях.
Флюсы для пайки алюминия
Как говорилось выше, пленка оксида алюминия исключительно прочна, и разрушить ее химическими методами весьма сложно. Тем не менее существует множество составов, позволяющих эту самую пленку не только разрушить, но и предотвратить появление нового оксидного слоя до того, как процесс пайки будет завершен. Выбирая тот или иной флюс, вы в первую очередь должны ориентироваться на тип пайки — паяльник или горелка. Неправильно выбранный состав или не даст желаемого результата при недогреве, или просто сгорит в пламени, к примеру, газовой горелки.
Если вы собираетесь работать легкоплавкими припоями и использовать паяльник, то имеет смысл обратить внимание на флюс Ф-59А и ему подобные (Ф61А, Ф64 и др.). Он обладает высокой активностью и отлично разрушает даже толстый слой оксидной пленки при относительно низкой температуре прогрева обычным паяльником.

Но использовать его для пайки горелкой и высокотемпературными припоями нельзя. Если тот же Ф-59А даже успеет разрушить оксид, в процессе дальнейшего нагрева он просто сгорит, а ведь в его задачу входит не только удалить корунд, но и препятствовать окислению алюминия вплоть до окончания процесса пайки.
Для работы высокотемпературными припоями придется использовать что-то другое, к примеру, флюс Ф-34А (АФ-4А, Castolin 190 Flux и пр.), способный выдерживать температуру до 610 градусов.
Высокотемпературный флюс для алюминия
Почему он не подойдет для работы паяльником? Поскольку нижний порог активности этого флюса составляет 520 градусов, паяльником вы его просто не сможете разогреть до нужной температуры, а значит, активировать.
Конечно, выбор мастера не ограничивается вышеперечисленными составами. Их существует великое множество — как отечественных, так и импортных. Так что вам есть из чего выбрать, опираясь как на стоимость, так и доступность.
Припои для алюминия
Паять алюминий можно как обычными свинцово-оловянными припоями, так и специальными, имеющими в своем составе алюминий, цинк, серебро и др. металлы и даже неметаллы (к примеру, кремний). Припои ПОС, как и специальные для алюминия, имеют различные температуры плавления, что необходимо учитывать как при работе с ними, так и при эксплуатации отремонтированного изделия.
 и ЦОП-40")
Если вы решили паять посуду, контактирующую с пищей (канистра, фляга, трубка дистиллятора и пр.), то припои, содержащие свинец, использовать нельзя. Придется заняться
Припои 34A (слева) и ЦОП-40
Из зарубежных можно порекомендовать Aluminium-13, который, по сути, является аналогом 34А.
Припой для пайки алюминия Aluminium-13
Еще один вариант — пайка чистым оловом. Оно великолепно подходит для ремонта пищевой посуды и имеет низкую температуру плавления, а значит, работы можно производить при помощи паяльника. Но используя олово, следите за тем, чтобы место пайки сильно не нагревалось в процессе эксплуатации изделия. Вы, к примеру, можете запаять оловом донышко чайника (оно соприкасается с водой и выше 100 градусов не нагреется), а вот клювик того же чайника отвалится после первого же кипячения.

Для пайки пищевой посуды можно использовать олово
Особого внимания заслуживают так называемые офлюсованные, уже имеющие в своем составе специальный флюс (обычно в виде обмазки, но необязательно). Бытует мнение, что для работы с ними флюс вообще не нужен и, в принципе, это так. Тем не менее он очень желателен для защиты от окисления места пайки в процессе работы. Для этих целей подойдет любой пассивный флюс, который выдерживает температуру пайки. Идеальным решением здесь может быть обычное трансформаторное масло, которым пользуются электрики при пайке высоковольтных муфт.
Алюминиевый припой с обмазкой из флюса
Из недостатков флюсовых припоев можно отметить их более высокую стоимость, одноразовость (неизрасходованный припой, но уже раз подвергавшийся нагреву повторно вы не используете) и необходимость опыта работы с такими составами.
Выбор источника тепла
Здесь выбор не очень велик:
- обычный паяльник;
- открытый огонь.
Первый вариант подойдет в случае, если вам не нужна особая механическая прочность соединения. К примеру, нужно спаять два провода для надежного электрического контакта или какую-то деталь, не несущую большой механической нагрузки. Скажем, дырявую кружку, чтобы не текла. Второй вариант подразумевает тот или иной вид горелки и использование тугоплавкого припоя. Он гораздо сложнее первого, но позволяет получить прочное механическое соединение, что говорится, на века.
Пайка металла обычным паяльником
Как указывалось выше, паять алюминий, используя легкоплавкие припои, можно при помощи обычного и всем знакомого паяльника. Единственное условие — мощность инструмента должна быть достаточной для прогрева спаиваемых деталей до необходимой температуры.
Для пайки алюминия подойдет любой паяльник.
Если вы умеете работать паяльником, то никаких проблем с пайкой алюминия у вас не будет (ну или почти не будет). Зачищаете детали, покрываете соответствующим флюсом и спаиваете. Неплохо на место пайки, смазанное флюсом, добавить немного мелкого абразива, который поможет очистить спаиваемые поверхности от оксидной пленки.

Если в вашем распоряжении нет паяльника достаточной мощности, то спаиваемые детали можно параллельно подогревать горелкой (несильно) или даже пламенем газовой конфорки.
Некоторые электрики вообще умудряются паять алюминий «тем, что есть», причем в смысле электрической прочности качественно паять. Вы тоже можете воспользоваться этим методом при соединении, к примеру, двух алюминиевых проводов. Для этого вам понадобится:
- любой абразивный порошок, например, мелкий песок;
- обычное машинное масло (лучше ружейное).
Насыпаете абразив на плоскую поверхность, капаете масло, погружаете в состав зачищенный алюминиевый провод и, взяв на жало припой, «натираете» им этот самый провод. Абразив обдирает оксид, масло предотвращает появление новой пленки, а припой надежно покрывает алюминий полудой.
Единственный недостаток такого метода — низкая механическая прочность соединения, поэтому перед тем как окончательно спаять проводники, их после лужения надо скрутить. Электрическая же прочность такой паки великолепная, так что если ее не разорвет механически, то простоит она десятки лет.
Применение газовой горелки
Если вы решили использовать для пайки алюминия тугоплавкие припои, то вам не обойтись без открытого огня. В этом случае вам придется обратить внимание на следующие нюансы:
- Пламя должно быть высокого качества — не коптить, держать постоянную температуру и размеры факела.
- Для пайки открытым пламенем требуется немалый опыт в поддержании оптимальной температуры нагрева, поскольку «температурный коридор» качественной пайки достаточно узок. Перегрели — потерял механическую прочность или даже потек алюминий. Недогрели — не плавится тугоплавкий припой.
Для выполнения первого условия не подойдут, к примеру, костер или пламя свечи — они коптят. Конфорка газовой плиты? Она не коптит, но выдержать температуру нагрева спаиваемых деталей очень сложно даже профессионалу — малейшее движение по вертикали или горизонтали и температура «ушла».
Кроме того, газовую конфорку не возьмешь в руку, а потому в руках придется держать спаиваемые детали. Если это предмет массивный, вы просто не сможете держать его в пламени в постоянном движении для поддержания нужной температуры, одновременно пытаясь паять другой рукой. Ну и поскольку греть вы будете снизу, то для нормальной пайки вам придется перегревать деталь (паять то нужно сверху), а значит, ее можно легко расплавить. Тем не менее, худо-бедно спаять алюминий над газом можно, но только худо-бедно.
Идеальным вариантом будет газовая горелка. Она компактна (в смысле сама горелка, а не баллон к ней), не коптит, мало весит. Но к сожалению, не всегда ее можно раздобыть.
Самым простым выходом из ситуации может стать небольшая паяльная лампа. Для того чтобы она была легче, просто не заправляйте устройство бензином «под горлышко». Перед тем как начать пайку, лампу нужно как следует разогреть, чтобы она не коптила.
Алюминий можно спаять газовой или бензиновой горелкой.
Будем считать, что горелка разогрета, а спаиваемые детали зачищены и плотно прижаты друг к другу по месту будущей пайки. Нанесите соответствующий флюс на детали (если вы используете бесфлюсовый припой, то в качестве флюса используйте трансформаторное масло) и начинайте нагрев. Температуру нагрева необходимо постоянно контролировать кусочком припоя, касаясь места будущей пайки.
Как только припой начнет плавиться, старайтесь держать температуру постоянной (это придет с практикой), а кусочком припоя натирайте место пайки, полностью облуживая его. Как только лужение закончилось, этим же кусочком можете и произвести пайку, используя его как электрод для сварки. Нередко электрики при спайке муфт используют тугоплавкий припой только для лужения оболочки кабеля, а муфту после напаивают обычным легкоплавким припоем.
Дело в том, что муфта выполнена из свинца и просто не выдержит нагрева, необходимого для плавления тугоплавкого алюминиевого припоя. Но если обе детали алюминиевые, конечно, лучше паять и лудить тугоплавким припоем — место соединения деталей будет иметь высокие как электрическую, так и механическую прочность.
Как спаять силумин
Прежде всего, определимся, что силумин — это сплав алюминия с кремнием и ни с чем другим. К примеру, сплав ЦАМ (цинк, алюминий, магний) — совершенно другой материал. Если вы уверены, что держите в руках силуминовую деталь, то можете смело браться за пайку — силумин можно паять по той же технологии, что и алюминий. Другое дело, что силуминовые детали обычно работают под достаточно высокой механической нагрузкой. Материал и так, мягко говоря, плохенький в этом отношении, а если его еще и спаять…
Вы все еще хотите спаять лопнувший силуминовый кран? В принципе, это реально, но все же стоит пожалеть соседей снизу. Что касается сплава ЦАМ, который по внешнему виду очень напоминает силумин, то качественно и прочно спаять его не получится. Только «прислюнить».
Холодная сварка для алюминия – применяем правильно
Холодная сварка для алюминия может быть применена в тех ситуациях, когда нет возможности использовать электродуговую сварку в среде защитного газа. Данная методика актуальна применительно к алюминию еще и по той причине, что заготовки из данного металла очень плохо соединяются при помощи болтов и гаек. Под понятием «холодная сварка алюминия» может подразумеваться и способ соединения деталей из данного металла при помощи деформации, и технология, предполагающая использование специального клея.
Под «холодной сваркой» чаще всего подразумевают специальный клей, но существуют еще и механические методы холодной сварки — сварка деформацией
Холодная сварка деталей из алюминия при помощи специального клея
Холодная сварка деталей из алюминия, выполняемая при помощи специального клеевого состава, – это технология, позволяющая очень быстро и без особой подготовки поверхностей получить неразъемное соединение. Очень часто данную методику используют в тех случаях, когда необходимо устранить аварийную ситуацию и оперативно соединить алюминиевые детали. Естественно, простота данной технологии позволяет использовать ее чаще всего в домашних условиях.
Клей для скрепления алюминиевых деталей методом холодной сварки
Специальный состав, который применяется для выполнения такой сварки, – это двухкомпонентный клей, выпускаемый в виде мастики или густой жидкости. Состоит такой клей (его можно приобрести практически в любом хозяйственном магазине) из эпоксидной смолы и стального порошка, который служит для упрочнения формируемого соединения.
Чтобы улучшить характеристики клеевого состава для холодной сварки (адгезия с соединяемыми поверхностями, устойчивость к высоким температурам и к воздействию агрессивных сред), в его состав добавляют специальные присадки. Благодаря их использованию свойства застывшего клеевого состава часто превосходят характеристики соединяемых деталей по своей прочности и надежности.
Использование двухкомпонентного клея для фиксации штуцера в трубе из алюминиевого сплава
Любой клей для выполнения холодной сварки – как жидкий, так и в виде мастики – состоит из двух компонентов, которые необходимо смешать непосредственно перед использованием. Следует иметь в виду, что применить смешанный состав необходимо в течение 20–30 минут (спустя полчаса он начинает активно затвердевать). После нанесения на поверхности деталей из алюминия клеевого состава их необходимо прижать друг к другу и выдержать в таком состоянии 40–45 минут. Полное застывание состава происходит в течение 2–2,5 часов.
Чтобы в производственных или домашних условиях получить надежное соединение при использовании клея для холодной сварки, необходимо предварительно очистить и обезжирить соединяемые поверхности. При помощи данного метода можно не только соединить плоские заготовки из алюминия, но и заварить небольшие отверстия и трещины, потратив на это минимум времени и усилий. Соединенные при помощи клея для холодной сварки детали хорошо переносят любые механические воздействия, кроме нагрузок на разрыв.
Ремонт холодной сваркой пробитого поддона картера автомобиля
Применение данного метода холодной сварки алюминия позволяет получить прочные и надежные соединения, но имеет ряд ограничений, о которых необходимо знать.
Так, клей не рекомендуется использовать:
- в местах, характеризующихся высокими температурами;
- в тех местах, к которым предъявляются повышенные требования по экологической безопасности;
- для соединения деталей, условия эксплуатации которых часто изменяются;
- для герметизации сосудов и емкостей, находящихся под высоким давлением;
- для соединения деталей, эксплуатируемых в условиях агрессивной окружающей среды;
- для герметизации труб и сосудов, контактирующих с жидкими пищевыми средами и продуктами питания.
Следует также отметить и преимущества применения клея для холодной сварки, которые делают его очень популярным средством соединения деталей из алюминия:
- исключение окислительных процессов в месте стыка заготовок, что придает долговечности такому соединению;
- простота использования;
- минимум времени, необходимого для формирования неразъемного соединения;
- невысокая цена состава и отсутствие необходимости в использовании специального оборудования и энергоносителей.
Небольшой обзор распространенных на отечественном рынке составов для холодной сварки, основанный на отзывах людей, применявших их на практике.
- «PERMATEX Cold Weld»
Эффективный и весьма универсальный клей, допускающий применение с различными материалами. Отлично выдержал нагрузки на отрыв и на сдвиг в ходе испытаний. - «WURTH Liquid»
Великолепно подходит для работы с металлическими деталями. - «Abro Steel»
Хорошо подойдет для ремонта емкостей для хранения жидкостей благодаря высокой способности обеспечивать герметичность. - «Титан»
Доступная цена, отменное противодействие механическим нагрузкам. - «Cold Weld PERMATEX»
Довольно популярный состав, заслуживший немало положительных отзывов.
Сварка деформацией – особенности технологии
Детали из алюминия по данной технологии соединяют при комнатной температуре, отсюда и название – «холодная сварка». Для того чтобы получить неразъемное соединение, заготовки подвергают значительной пластической деформации, в результате которой происходит разрушение оксидной пленки на поверхности алюминия. Кроме того, сильное сдавливание деталей из алюминия друг с другом в процессе холодной сварки способствует тому, что между их кристаллическими решетками создаются межмолекулярные связи.
Важным условием формированием надежного соединения, получаемого по технологии холодной сварки, является тщательная очистка поверхностей заготовок и их обезжиривание. Давление, которое воздействует на соединяемые детали из алюминия, может быть статичным или с переменной вибрацией.
В зависимости от типа формируемого соединения различают холодную сварку следующих видов:
- стыковую;
- точечную;
- шовную.
Стыковой метод
Детали из алюминия при использовании данного метода холодной сварки соединяются своими торцевыми частями, которые предварительно тщательно очищают и обезжиривают. Для того чтобы выполнить соединение по этой методике, заготовки фиксируют в специальных губках с небольшим выпуском торцевых частей, которые и будут подвергаться сдавливанию. После того как детали надежно зафиксированы, на зажимные губки подается осевое давление, которое и сжимает торцевые части соединяемых заготовок, что сопровождается формированием надежного неразъемного соединения.
Схема стыковой холодной сварки деформацией
Данный способ холодной сварки, несмотря на свою простоту, имеет ряд существенных недостатков и ограничений в применении.
- Габариты зажимных устройств, используемых для выполнения такой сварки, ограничивают длину формируемого соединения.
- При сжатии деталей из алюминия пластической деформации подвергаются не только соединяемые торцы, но и та часть, которая зажата в губках.
- После получения неразъемного соединения заготовки достаточно трудно извлекаются из зажимных губок.
Точечная технология
Данная технология, предполагающая соединение деталей из алюминия внахлест, является наиболее распространенным методом холодной сварки этого металла. Соединяемые заготовки сдавливаются в отдельных сварных точках, для чего используется специальный пуансон. По данной технологии детали преимущественно соединяют несколькими сварными точками, расположенными с некоторым интервалом друг относительно друга.
Схема холодной точечной сварки
Качество холодной сварки, выполняемой по точечной технологии, напрямую зависит от степени деформации алюминия в области сварной точки. В числовом выражении данный параметр характеризует соотношение между толщиной соединяемых деталей и глубиной, на которую в металл вдавливается пуансон. Существуют нормативы, согласно которым данный параметр для алюминия должен составлять 60–70%, а для сплавов на основе данного металла – 75–90%.
Точечная холодная сварка, с помощью которой можно соединять достаточно габаритные листы из алюминия и сплавов на основе данного металла, обладает рядом преимуществ.
- Соединяемые детали не нуждаются в предварительной фиксации в специальных зажимных устройствах.
- Алюминий деформируется на очень небольших локальных участках – сварных точках.
При наличии механического устройства, способного создавать значительное давление, холодную сварку по данной технологии можно выполнять и в домашних условиях.
Шовный способ
При использовании данного способа холодной сварки место соединения заготовок из алюминия приобретает форму сплошного шва, который формируется при помощи вращающихся роликов или пуансона с рабочей частью в форме кольца.
Схема шовного метода холодной сварки
Предварительно очищенные и обезжиренные детали из алюминия, которые необходимо соединить при помощи холодной шовной сварки, помещают между одним подвижным и одним неподвижным роликами (односторонняя сварка), либо между двумя подвижными роликами (двухсторонняя сварка). После сдавливания роликов и металла под ними на требуемую глубину подвижные ролики начинают вращаться, что приводит к перемещению соединяемых заготовок и формированию сплошного шва.
Процесс контактной шовной сварки на промышленном аппарате
Использование данной технологии позволяет заварить даже очень габаритные листы из алюминия, но наличие сплошного вдавленного в металл шва серьезно ослабляет конструкцию. Именно по этой причине, когда необходимо соединить холодной сваркой плоские листовые конструкции из алюминия, используют шовно-точечную технологию.
Она подразумевает получение соединения при помощи вращающегося ролика, на котором расположены рабочие выступы, оказывающие давление на свариваемый металл. Шов в таком случае выглядит не как сплошная линия, а как прерывистая цепочка сварных точек, которые очень незначительно ослабляют конструкцию.
Оценка статьи:
Загрузка…Поделиться с друзьями:
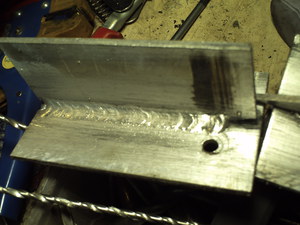
Как заварить алюминиевую флягу
Алюминий и алюминиевые сплавы широко применяются при изготовлении изделий разного типа, в данном случае, солдатских или офицерских фляг и других для молока например. Фляги были популярны по время Второй Мировой Войны среди солдат советской армии и Вермахта.
Основными достоинствами использования алюминия является то, что он устойчив к коррозии, благодаря чему можно использовать его для создания прочных и качественных солдатских фляг.
Нередко из алюминия можно увидеть различные пищевые принадлежности, потому как они имеют долгий срок службы. По показателям отношение прочности и текучести к плотности алюминий в значительной мере превосходит чугун, низколегированные и низкоуглеродистые стали. В некоторой степени по своим свойствам они уступают высоколегированным сталям повышенной прочности, а также сплавам титана, который имеет большую прочность, чем изделия из стали.
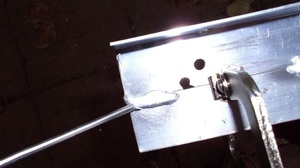
Для сваривания солдатских и офицерских фляг используется сваривание в среде инертного газа аргона. Работа производится с использованием неплавящегося электрода, в основном вольфрамового. В процессе длительной эксплуатации на рабочей поверхности вольфрамового электрода скапливаются наросты окислов, которые значительно снижают свойства электрода и влияют на качество сваривания.
Для того чтобы удалять эти «коронки», электроды затачиваются на твердом мелкозернистом диске. Данный инструмент позволяет предохранить рабочую поверхность электродов от образования на ней заусенцев и бороздок. Диск для затачивания электродов ни в коем случае нельзя применять для работы с другими материалами. Понизить вероятность образования наростов Вы можете с помощью интенсивного охлаждения сварочного электрода, обеспечивая ему надежную газовую защиту.
Фляги сделаны из тонкого алюминия, следовательно, требуется использовать методы сварки тонкого алюминия, благодаря которым можно производить работу над тонким металлом без ущерба качеству шва и физико-химическим свойствам металла.
Еще одним способом сваривания тонкого алюминия является газовая сварка, которая требует высокого профессионализма сварщика и правильного подхода. Однако данный способ дает свои результаты – сваривание получается качественным и быстрым, а швы получаются надежными и долговечными, чего, по сути, добивается каждый сварщик.
При газовом сваривании алюминия используется ацетилен, который расходуется приблизительно 100 литров на 1 час работы на 1 миллиметр толщины металла. Диаметр сварочного прутка для сварки алюминиевых деталей составляет 1,5 – 5,5 миллиметров и подбирается в зависимости от толщины металла изделия, которое нужно сварить. Если Вы производите сваривание алюминия или его сплавов толщиной более 4 миллиметров, то очень желательно выполнять разделку кромок, а при толщине более 8 мм требуется осуществлять местный подогрев. В нашем случае нам не потребуется сваривание тонкого алюминия, поэтому не придется использовать вышеперечисленные шаги.