


Как паять алюминий в домашних условиях
Недавно я узнал про очень простой способ паять алюминий. Не знаю как Вы, а у меня ушло просто огромное количество времени и усилий, которые были потеряны зря в мучениях с паяльниками и попытках расплавить этот металл в домашних условиях. Помню, когда возникла необходимость запаять трещину в алюминиевом корпусе коробки передач автомобиля, мы сначала мучились с холодной сваркой, а потом поехали искать аргон. Теперь это всё в прошлом! Есть отличный способ, в котором выполняется пайка алюминия газовой горелкой. Он совершенно не затратный и позволяет выполнять работы бытового уровня. Про него я сейчас и расскажу.
Какие преимущества нам даёт такой способ? Во-первых, он очень недорогой. Нужна газовая горелка и припой. Во-вторых, возможность паять алюминий в домашних условиях своими руками. Ну и в третьих — соединение получается очень и очень прочное и крепкое!
Пайка алюминия газовой горелкой
Для работы нам понадобится всего бытовая ручная газовая горелка и припой для пайки алюминия.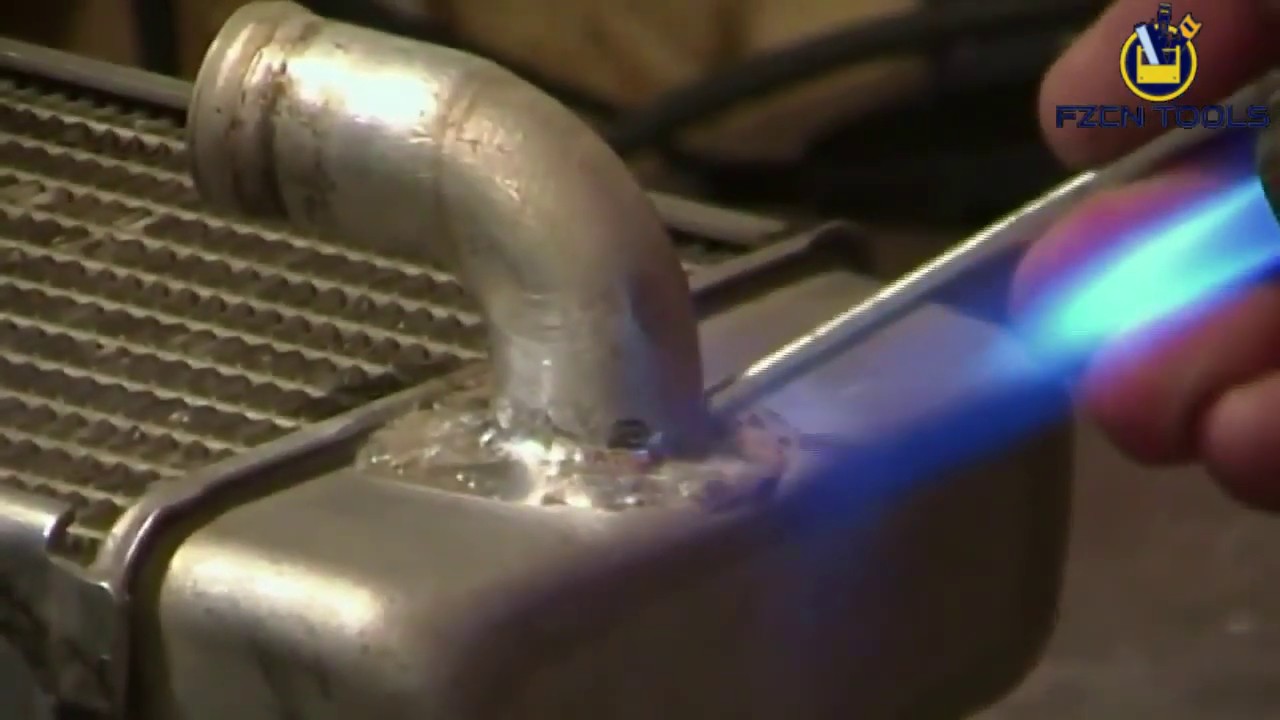
Последовательность действий простая. Сначала надо подготовить место пайки, зачистив нождачкой или мелкой щёткой по металлу. Потом обработайте его обезжиривателем или растворителем, чтобы убрать следы масла или оксидную плёнку.
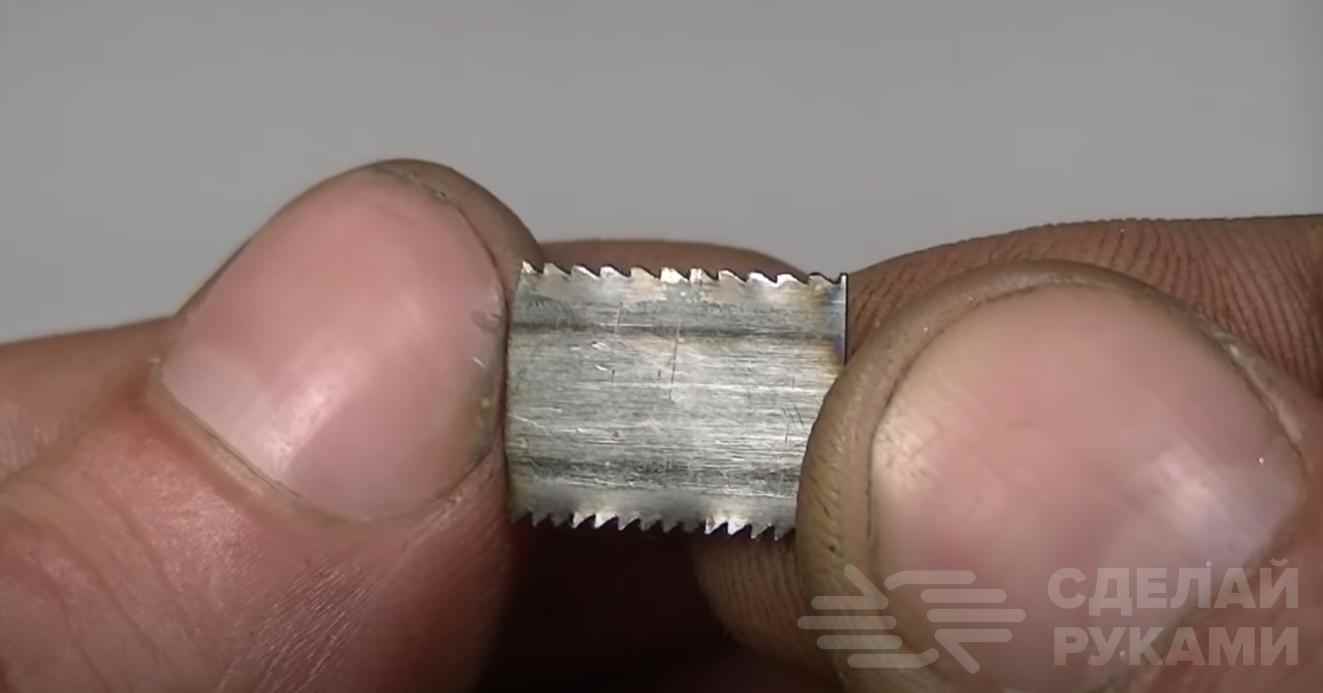
Затем необходимо разогреть горелкой место, где будем паять. Потом, практически над пламенем, сразу прикладываем припой. Он плавится моментально и так же моментально застывает, заполняя все трещины и отверстия. Образуется ровная поверхность.
Теперь надо дать соединению остыть, после чего можно проверять его прочность.
Если нужно наложить несколько слоёв, то выполняйте это последовательно, этап за этапом: наложили слой — дали остыть — наложили следующий.
Как паять алюминий в домашних условиях паяльником
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения.
 Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ. - Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.
 Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
 Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.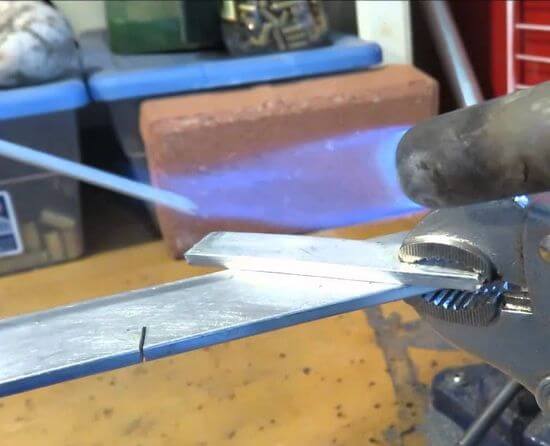
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650С.
- Пайка при пониженных температурах, составляющих 250-300С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.
Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.

Чем паять алюминий? Пайка в домашних условиях.
 Чем спаять алюминий с медью?
Чем спаять алюминий с медью?К счастью, есть надежные и простые методы, которые помогают быстро избавиться от пленки. Самый простой – приобрести в радиомагазине флакончик флюса Ф59 или Ф61. Флюсами называются вещества, применяемые в пайке для удаления окисной пленки с металлических металлов. Рассмотрим подробно варианты пайки и узнаем об особенностях процесса.
Особенности процесса
Защитная пленка показывает хорошую химическую стойкость и обладает высокой температурой плавления.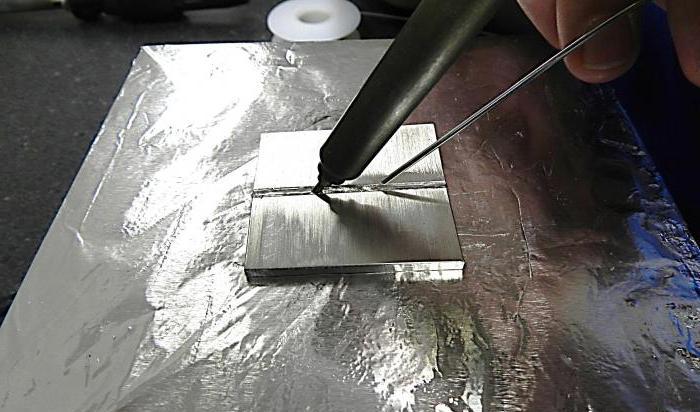 В минералогии оксид также имеет второе название, его называют корундом – он состоит из прозрачных кристалликов, являющихся драгоценными камнями. Окраска корунда зависит от примесей: сапфиру свойственен синий оттенок, а красноватый хрому. Прежде чем паять алюминий, следует подготовить поверхность, очистив ее от пленки.
В минералогии оксид также имеет второе название, его называют корундом – он состоит из прозрачных кристалликов, являющихся драгоценными камнями. Окраска корунда зависит от примесей: сапфиру свойственен синий оттенок, а красноватый хрому. Прежде чем паять алюминий, следует подготовить поверхность, очистив ее от пленки.
Пленка удаляется разными путями в условиях безвоздушной среды – с отсутствием кислорода. Для удаления корундом используют масляную краску. В случае использования других масел, помимо синтетического и трансформаторного, как правило, их предварительно выдерживают при температуре от +150 до +200°С, пока вода не испарится. Обезвоженный компонент наносится на алюминий, а затем наждачкой под нанесенным слоем его трут.
Обратите внимание! Это только один из способов удаления пленки, существуют и другие: канифоль, порошковый флюс, бура и др.
Что понадобится?
После очистки алюминия следующим этапом будет его пайка. Существуют разные способы: оловом, газовой горелкой и т. д.
Горелку необязательно приобретать в магазинах для профессионалов, вполне подойдет насадка, которая крепится на газовый баллон. Далее понадобится трубчатый припой, состоящий из двух элементов: оболочки и порошковый материал. Он продается в специальных магазинах, лучше брать сразу целую упаковку – пригодится.
Далее понадобится трубчатый припой, состоящий из двух элементов: оболочки и порошковый материал. Он продается в специальных магазинах, лучше брать сразу целую упаковку – пригодится.
Технология пайки в домашних условиях
С помощью струбцины осуществляют соединение, затем включают горелку и ждут нагревания стыка. Далее подносят порошковый припой – расплавляясь, он растекается в шве. Припой обладает безупречной текучестью и способен попадать даже в самые миниатюрные щели в металле.
Обратите внимание! У алюминия с медью образуется высокая конфликтность. Необходимость такой спайки возникает только в случае соединения труб или других крупных деталей.
Для припаивания изделий из алюминия дома используют электропаяльник. Это универсальное оборудование вполне неплохо подходит для припаивания проводов, небольших трубок и других элементов. Для этих изделий требуется минимум свободного пространства и электросеть. Подходит стандартная паяльная лампа.
Для пайки алюминия подходят флюсы с содержанием кислот и солей. После пайки они обязательно смываются. Активные флюсы хороши тем, что дают быстрый результат, но вдыхать их нельзя. Пары раздражают слизистые и попадают в организм через кровь. Нередко используют жидкие флюсы, их преимущество состоит в том, что их можно наносить тонким слоем. Больше они предназначены для пайки ручным инструментом – паяльником.
Пары раздражают слизистые и попадают в организм через кровь. Нередко используют жидкие флюсы, их преимущество состоит в том, что их можно наносить тонким слоем. Больше они предназначены для пайки ручным инструментом – паяльником.
Обратите внимание! Флюс Ф-64 содержит в себе деионизированную воду, фториды, тэтраэтиламмоний и проч.
Припой HTS-2000 пользуется большой популярностью среди людей, потому что пайка с ним осуществляется невероятно легко.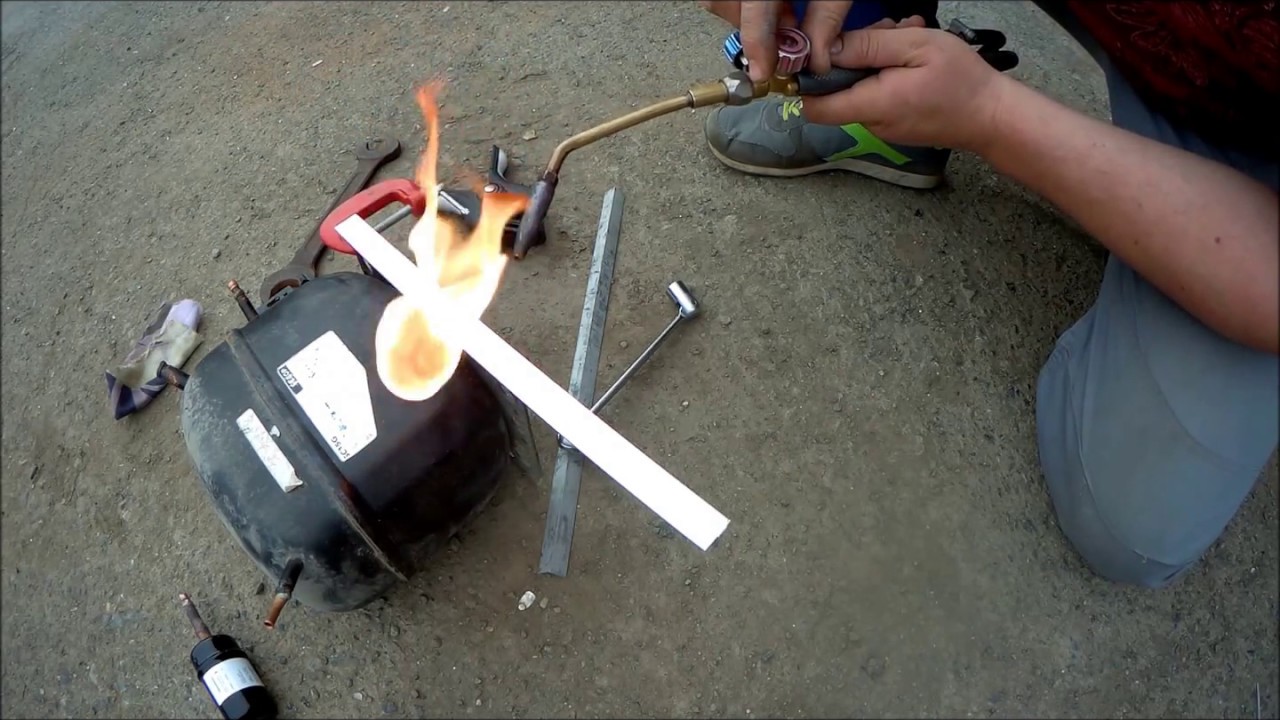 Область его применения очень велика. Для работы требуется только припой – работа с ним проходит комфортно, HTS-2000 делает очень надежные и прочные соединения.
Область его применения очень велика. Для работы требуется только припой – работа с ним проходит комфортно, HTS-2000 делает очень надежные и прочные соединения.
Советы из статьи рассчитаны для людей, не являющихся электриками, и пригодятся тем, кому требуется сделать качественно и надежно.
Найти полезную информацию про пайку алюминия вы можете в видео ниже.
 com/embed/IQe7FiKZmiI?modestbranding=1&iv_load_policy=3&rel=0″/>
com/embed/IQe7FiKZmiI?modestbranding=1&iv_load_policy=3&rel=0″/>
Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
 Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
 Под слоем припоя окислы не образуются.
Под слоем припоя окислы не образуются.Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым. А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло. Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой. Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод. На выбор припоя влияет способ соединения алюминиевых деталей. Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа. Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится. В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка.
Какой припой применяется для пайки алюминия
 Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.
Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.
Наиболее распространены такие сплавы: алюминий-медь-кремний.
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.
Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
При помощи паяльника такого результата не достичь.
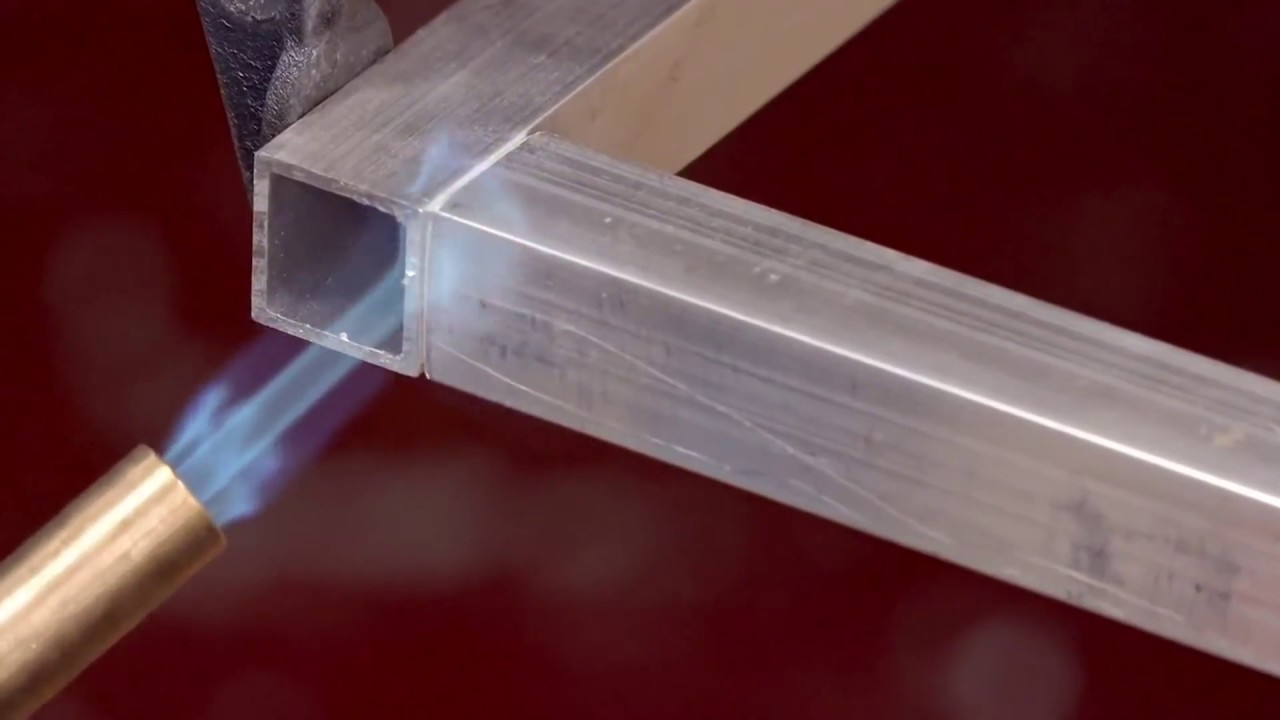
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.
Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.

Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.
Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
About sposport
View all posts by sposport
особенности процесса, разновидности флюса и припоев, как запаять трубу
Алюминий и его сплавы обладают очень хорошими характеристиками, такими как высокая тепло- и электропроводность, удобство обработки, небольшая масса, экологическая безопасность. Но у этого прекрасного металла есть один очень жирный минус, его крайне сложно паять. Помогает решить эту серьёзную проблему правильно подобранный флюс для пайки алюминия.
Свойства алюминия
Проблема пайки алюминия обусловлена его химическим строением. Сам по себе этот металл химически очень активен, он вступает в реакции практически со всеми химическими веществами. Это приводит к тому, что чистый алюминий на воздухе мгновенно реагирует с кислородом. В результате на поверхности металла образуется очень тонкая и одновременно необычайно прочная плёнка оксида: Al2O3. По своим свойствам алюминий и его оксид представляют две крайние противоположности соединённые в единое целое. Например:
- Температура плавления чистого алюминия составляет 660 градусов. Оксид алюминия или как его ещё называют, корунд, плавиться при температуре 2600 градусов. Тугоплавкий корунд применяется в промышленности в качестве огнеупорного материала.
- Алюминий очень мягкий и пластичный металл. Корунд обладает крайне высокой механической прочностью что позволяет изготавливать из него всевозможные абразивные материалы.
Оксид алюминия превращает обычную пайку в довольно сложный процесс. Для его успешного осуществления необходимо применение специфических методов и специальных алюминиевых припоев и флюсов.
Пайка металлов
Смысл пайки любого металла состоит в том, что в пространство между спаиваемыми деталями вводится в расплавленном состоянии специальное вещество, называемое припоем. После застывания припой надёжно связывает в единое целое две металлические детали.
В случае пайки алюминия находящаяся на его поверхности оксидная плёнка препятствует расплавленному припою соединиться с металлом. Иными словами, нарушается адгезия, и поэтому припой не может растечься по поверхности металла и прилипнуть к нему. Это делает пайку алюминия практически невозможной без применения специальных средств, частично устраняющих оксид с поверхности металла и способствующих возникновению нормальной адгезии.
Удаление оксидной плёнки
Удаление оксида с поверхности алюминия — процесс сложный и никогда не приводящий к окончательному результату. То есть, оксидную пленку практически нельзя удалить, так как вместо только что удалённой мгновенно образуется новая. Можно лишь с помощью специфических средств ослабить её действие. Это можно сделать с помощью двух различных методов:
- Химический способ. С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
- Механический способ. Посредством применения абразивных инструментов нарушается целостность плёнки.
 С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.
С помощью специальных алюминиевых флюсов плёнка разрушается в результате воздействия активных кислот.На практике чаще всего совмещают оба этих метода, чтобы добиться максимально возможного эффекта.
Флюсы для алюминия
Флюс применяется для удаления оксида с поверхности металла и последующего препятствования образованию новой плёнки. Необходимо помнить, что в процессе пайки флюс не должен взаимодействовать с припоем и вступать с ним в химические реакции. Флюсы могут находиться в различных состояниях:
- Жидкость.
- Паста.
- Порошок.
Для алюминия чаще всего применяют жидкие флюсы на основе ортофосфорной кислоты. Существуют так называемые безотмывочные флюсы, применение которых не требует последующего промывания спаянных поверхностей под проточной водой. Однако чаще всего в состав алюминиевых флюсов входят сильно ядовитые вещества, которые небезопасны, и, с экологической точки зрения, могут сильно корродировать металл в месте пайки. Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
Поэтому применение флюсов требует тщательного промывания места пайки под проточной водой. Промышленность выпускает больше количество алюминиевых флюсов, среди которых можно выделить следующие:
- Ф-64. Высокоактивный флюс для алюминия и его сплавов. Считается самым лучшим флюсом для этого металла. Высокая активность определяется большим содержанием в его составе активного фтора около 40%. При нагреве фтор разрушает оксидную плёнку на поверхности алюминия. Применение этого флюса требует обязательной тщательной промывки спаеных поверхностей, после окончания процесса.
- Ф-34А. Специальный алюминиевый флюс для тугоплавких припоев. Состав: хлорид калия 50%, хлорид лития 32%, фторид натрия 10%, хлорид цинка 8%.
- Ф-61А. Применяется с обычными свинцово-оловянными припоями, плавящимися при температуре 150−350 градусов. Состав: фторборат цинка 10%, фторборат аммония 8%, триэтаноламин 82%. Применяется для спаивания разнородных металлов, например, алюминий и медь. Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
- НИТИ-18 (Ф-380). Подходит для тугоплавких припоев с температурой плавления 390 — 620 градусов. Особенностью этого флюса, является то что, хорошо растворяя оксидную плёнку, он практически не оказывает никакого воздействия на основной металл. После окончания пайки остатки флюса должны быть немедленно удалены. Для этого место пайки сначала промывают горячей проточной водой, затем холодной. А в заключение выдерживают в течение 15 минут в водном растворе фосфорного ангидрида.
- А-214. Универсальный безотмывочный флюс средней активности. Температура применения 150−400 градусов. Не содержит в своём составе вредных солей анилина, фенола или карбоновых кислот, поэтому после применения не требуется тщательная промывка. Остатки легко удаляются бумажной салфеткой, смоченной в спирте.
 Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс.
Поэтому когда возникает вопрос как припаять алюминий к меди, ответом будет этот флюс. youtube.com/embed/zb3nDvJVvRY»/>
youtube.com/embed/zb3nDvJVvRY»/>
Механическое удаление оксида
Для облегчения растворения плёнки с помощью флюса, предварительно её частично удаляют посредством механических методов. Данные приёмы позволяют лишь незначительно ослабить действие оксида, так как опытным путём было установлено, что вновь образующаяся плёнка, по своим прочностным характеристикам несколько уступает старой. Для этих целей используют следующие приспособления:
- Наждачная бумага.
- Напильники и рашпили.
- Жёсткие металлические щётки.
Процесс механического удаления поверхностного оксида можно оптимизировать используя для этого кирпичную пыль. Место пайки предварительно посыпают мелкой кирпичной крошкой. Затем:
- На кирпичные крошки высыпается большое количество сухой канифоли.
- Предварительно разогретым жалом паяльника канифоль расплавляется и распределяется по поверхности металла ровным слоем.
- Залуженным жалом паяльника начинают усиленно тереть место пайки. При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
- В результате получаем хорошо залуженную поверхность алюминия.
 При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.
При этом кирпичная крошка сдирают оксидную плёнку, а расплавленная канифоль препятствует проникновению кислорода вместо пайки и поэтому новая оксидная плёнка не образуется.В качестве абразива, с тем же эффектом, можно использовать просеянный речной песок или металлические опилки.
Пайка алюминия
Основу любой пайки составляет так называемое лужение или залуживание. При этом процессе припой равномерным слоем распределяется по поверхности металла. Для того чтобы лужение прошло хорошо необходимо два важных компонента специальный флюс и правильно подобранный припой. Флюсы мы уже рассмотрели теперь очередь настала за припоями.
Специальные припои
Обычные припои, применяемые для пайки цветных металлов, содержат в своём составе олово и свинец. Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
Вопрос как паять алюминий оловом не является актуальным, так как для алюминия такие припои не рекомендуется применять, потому что в этих металлах он практически не растворяется. Применяют специальные припои, которые содержат в своём составе изрядное количество самого алюминия, а также кремний, медь, серебро и цинк.
- 34-А. Специальный тугоплавкий припой для алюминия. Температура плавления 530−550 градусов. Состав: алюминий 66%, медь 28%, кремний 6%. рекомендуют применять совместно с соответствующим флюсом Ф-34А.
- ЦОП-40. Относится к категории оловянно-цинковых припоев. Состав: цинк 63%, олово 36%. Плавление происходит в пределах 300−320 градусов.
- HTS 2000. Специальный припой для алюминия производства США. Основные компоненты: цинк 97% и медь 3%. Температура плавления 300 градусов. Обеспечивает очень прочное соединение, сопоставимое по прочности со сварочным швом.
Присутствие в припое такого металла, как цинк обеспечивает ему высокие прочностные характеристики и хорошую сопротивляемость к коррозии.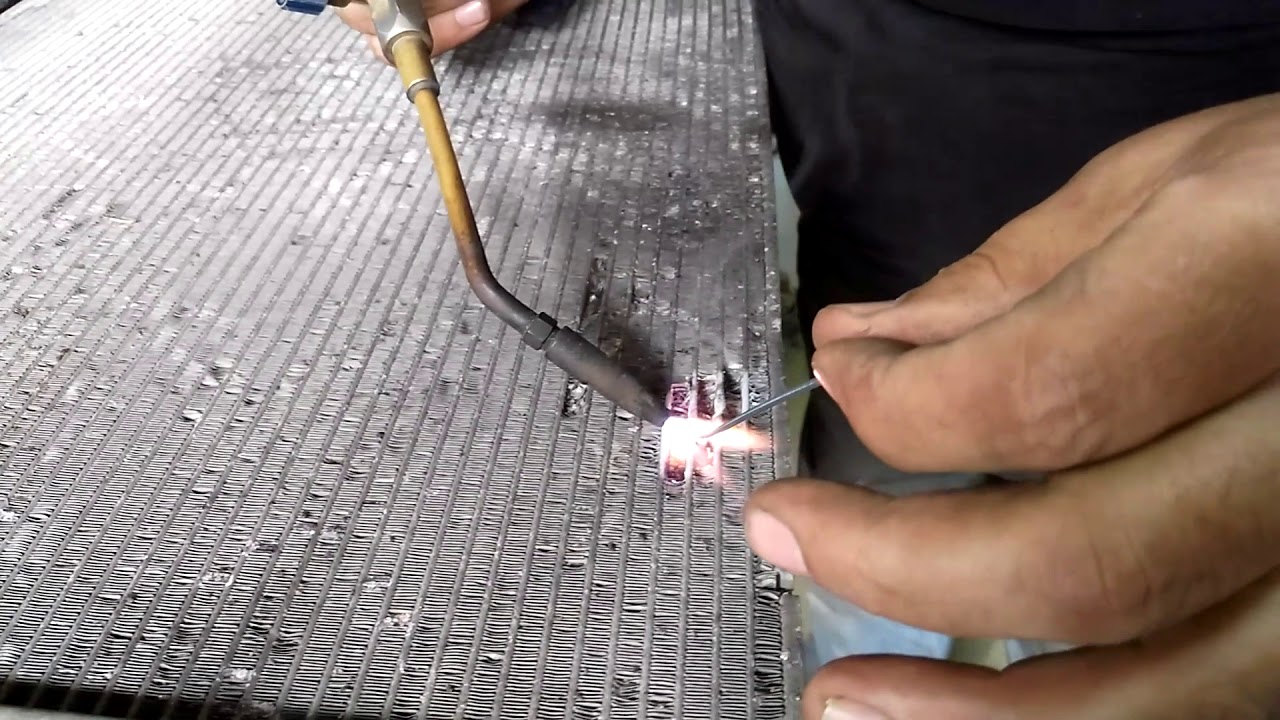 Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Наличие меди и алюминия повышает температуру плавления и делает припой тугоплавким.
Использование того или иного припоя определяется задачами, которые стоят перед спаиваемыми деталями. Так, для спаивания крупногабаритных и массивных алюминиевых деталей, которые в дальнейшем будут подвергаться большим нагрузкам, лучше использовать тугоплавкие припои, их температура плавления сопоставима с температурой плавления самого алюминия. Когда возникает вопрос, как запаять алюминиевую трубку, необходимо точно понимать, для чего в последующем эта трубка будет применяться. Тугоплавкие припои характеризуются высокой прочностью, а большая масса детали позволяет обеспечить в процессе пайки хороший теплоотвод, что предотвратит разрушение алюминиевой конструкции вследствие её расплавления.
Особенности процесса
Пайка алюминия ничем не отличается от пайки любого другого цветного металла.
В домашних условиях пайку алюминия условно можно разделить на два вида:
- Высокотемпературная пайка крупногабаритных деталей. Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
- Низкотемпературная пайка мелких бытовых предметов и проводов при радиоэлектронном монтаже. Температура пайки 250−300 градусов.
 Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.
Как правило, это толстостенный алюминий большой массы. Температура разогрева деталей 550−650 градусов.Высокотемпературная пайка предполагает использование в качестве нагревательного элемента газовую горелку, работающую на пропане или бутане. Но когда неожиданно возникает вопрос, как спаять алюминий в домашних условиях, можно с тем же успехом использовать паяльную лампу.
В случае проведения высокотемпературной пайки необходимо проводить постоянный контроль за температурой разогрева спаиваемых поверхностей. С этой целью используют кусочек тугоплавкого припоя. Как только припой начинает плавиться это говорит о том, что необходимая температура достигнута и разогрев детали необходимо прекратить, в противном случае может произойти её расплавление и последующее разрушение всей конструкции.
Для низкотемпературной пайки используют электрический паяльник мощностью от 100 до 200 ватт, в зависимости от размеров спаиваемых деталей. Чем крупнее деталь тем более мощный паяльник придётся использовать для её разогрева. В то же время для пайки проводов вполне подойдёт и паяльник мощностью 50 ватт.
В обоих случаях и при высокотемпературной пайке, и при низкотемпературной, стадии проведении процесса примерно одинаковые и состоят из следующих последовательных этапов:
- Механическая обработка места будущей пайки. Проводится с помощью всевозможных абразивных средств. Цель: ослабить поверхностную оксидную плёнку и сделать её более восприимчивой к воздействию флюса.
- Обезжиривание места пайки с помощью органических растворителей, таких как спирт, ацетон, бензин.
- Фиксация деталей в нужном положении.
- Нанесение флюса на спаиваемые поверхности. Если используется жидкий флюс, то лучше всего его наносить с помощью кисточки.
- Разогрев места пайки с помощью электрического паяльника или газовой горелки.
- Нанесение расплавленного припоя на место пайки и залуживание металлических поверхностей (распределение припоя ровным слоем).
- Соединяем металлические поверхности и фиксируем их в соответствующем положении.
- После того. как припой остынет и детали спаяются, промываем место спайки под проточной водой, с целью вымыть остатки флюса.

Как в домашних условиях паять алюминий
Алюминий и его сплавы прочностью лишь немногим уступают стали, зато очень удобны в обработке, имеют приличный внешний вид и обладают такими отличными качествами, как теплопроводность и электропроводность. Однако наряду с этими свойствами присутствует сложность их пайки. Вопросом, как паять алюминий, задаются не только начинающие любители, но и те, кого не затрудняет пайка меди, латуни и стали.
Пайка алюминия процесс сложный, поэтому нужно знать всю его технологию.
Работать с алюминием непросто из-за его способности мгновенно окисляться на воздухе, в результате чего поверхность покрывается тонкой пленкой окисла А12О3, обладающей повышенной стойкостью к агрессивной среде.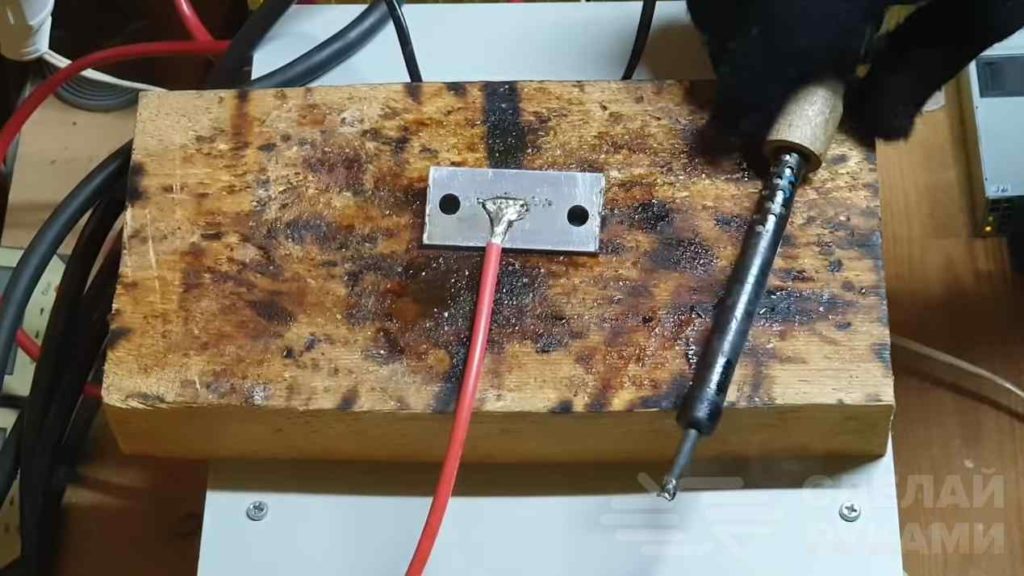 Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, или, в зависимости от способа пайки, различными путями удаляется окись.
Поэтому используются специальные ртутные флюсы или сменные жала для паяльников, или, в зависимости от способа пайки, различными путями удаляется окись.
Перед тем как паять алюминий, прибегают к механическому удалению пленки, зачищая рабочее место надфилем, но контакт алюминия с водой или воздухом приводит к первоначальному состоянию – появлению той же пленки.
Для пайки алюминия можно использовать специальный флюс.
Знатоки советуют зачищать место пайки при помощи кирпича либо песка, не удаляя пыль, а прямо на нее наносить расплавленную канифоль, затем растирать паяльником, сильно нажимая жалом. Это поможет разрушению тонкой пленки, образовавшейся до нанесения канифоли.
Также зачищенный алюминий заливается канифолью и посыпается опилками от железного гвоздя, полученными в процессе опиливания. Далее, паяльником надо залудить поверхность, тщательно потирая жалом. Железная крошка разрушит пленку, канифоль же предотвратит образование новой пленки.
Читайте также:
Схема диодного моста.
Изготовление топора своими руками.
Что такое фен для пайки – читайте тут.
Химические методы зачистки
Важно не дать зачищаемому алюминию контактировать с воздухом, для чего место пайки заливают флюсом или канифолью, при этом нагревая его. Часто мелкие элементы, например, провода, опускаются прямо в канифоль или во флюс, налитый в емкость.
Кроме механического способа удаления окиси существуют несколько так называемых химических способов.
Очистку алюминия перед пайкой можно сделать с помощью медного купароса.
Очистка с помощью медного купороса. Точка, где нужно сделать припой, зачищается надфилем, смачивается двумя или тремя каплями раствора медного купороса. Алюминиевая основа соединяется с отрицательным полюсом батарейки или аккумулятора, небольшой кусок зачищенной и соединенной с положительным полюсом медной проволоки опускается в раствор, не касаясь основы. После включения батарейки на 4,5 вольта через небольшой промежуток времени на алюминии образуется медный налет. К высохшей меди затем припаивается нужная деталь.
К высохшей меди затем припаивается нужная деталь.
Применение абразивного порошка. Готовится жидкая паста путем смешивания порошка и трансформаторного масла, которая наносится на зачищенную поверхность и затем паяльником затирается до появления слоя олова.
Еще один способ – трансформаторный. Изделие подключается к его минусу, медный провод, содержащий несколько жил, подсоединяется к плюсу. После замыкания цепи произойдет микросварка алюминия с медью. Чтобы ускорить процесс, используется паяльная кислота.
Вернуться к оглавлению
Применение флюсов и припоев
Конструкция паяльника.
Для пайки больших деталей, таких как радиаторы охлаждения, используются паяльники с большой мощностью (100-200 Вт), с мелкими элементами вполне успешно справляются паяльники мощностью 60-100 Вт. Конечно, место припоя не обладает особой крепостью, ну да этого и не требуется.
В домашних условиях для спаивания алюминия подходят флюсы Ф-64, ФТБф-А, ФИМ. Конечно, можно применить в качестве флюса и аспирин, и технический вазелин, и солидол, и паяльный жир, и стеарин.
Используя специальные активные флюсы, паять легче, они хорошо справляются с оксидной пленкой при условии, что температура нагрева 250-360°С.
Припой распределяется по всей поверхности соединения, что приводит к прочному соединению частей. Флюс необходимо удалить, применяя растворители, спирт или специальную жидкость. Удобство употребления таких флюсов в том, что они применяются и для пайки никеля, меди и стали.
Как правило, для пайки алюминия применяются сплавы из 2 частей цинка и 8 частей олова, или 1 части меди и 99 частей олова, или 1 части висмута и 30 частей олова. Обычные припои ПОС. 40 и ПОС. 60 также справляются с поставленной задачей.
Небольшие отверстия (диаметром не более 7 мм) в алюминиевой посуде можно запаять и без паяльника. Имеющуюся эмаль вокруг дырки следует отбить на 5 мм, слегка постукивая молотком. Теперь надо с помощью напильника или наждачной бумаги до блеска начистить металл, применяя крошку канифоли или паяльную кислоту, положить в кастрюлю на отверстие кусочек олова и нагреть над спиртовкой, которая обеспечивает точечный нагрев, не разрушая оставшуюся эмаль. Металл, расплавляясь, полностью закроет отверстие.
Металл, расплавляясь, полностью закроет отверстие.
Так что, имея желание, можно и в домашних условиях паять алюминии.
Пайка алюминия в домашних условиях: технология и инструменты
При выполнении мелкого ремонта, для сращивания проводов и мастерам-радиолюбителям приходится соединять алюминиевые детали. Пайка алюминия в домашних условиях происходит достаточно сложно.
Трудности возникают из-за прочной оксидной пленки на поверхности металла после зачистки, мгновенно образующейся от контакта с воздухом. Слой окислов препятствует выполнению лужения. А также по причине низкой температуры плавления алюминия – всего 660°С. По причине низкого порога плавления, металл, нагреваясь, теряет прочность, а устойчивость конструкций резко падает уже при 300°С.
Для облегчения процесса применяются специальные припои и сильнодействующий активный флюс. Выполнить высокотемпературную пайку поможет флюс марки 34А, состоящий из хлористого калия (50%) и цинка (8%), фторида натрия (10%), хлорида лития (32%).
Результат пайки будет зависеть от правильного выбора нагревательного элемента исходя из объемов и толщины металла, типа флюса и припоя.
Методы пайки
Существует три способа пайки алюминиевых деталей:
- С канифолью;
- С помощью припоя;
- Электрохимический.
Пайка с канифолью
Такая технология используется для мелких предметов, кабелей и проводов. Участок электропровода под пайку зачищается и обрабатывается канифолью. Затем помещается на шлифовальное полотно средней зернистости и прижимается нагретым паяльником с залуженным концом. Операцию нужно повторить несколько раз, и уже после этого спаять провода. Допускается использование канифольного раствора в диэтиловом спирте.
Край паяльника не отводится от облуживаемого кабеля, а канифоль подается сверху.
Алюминиевые провода небольшого сечения позволяет соединить паяльник мощностью в 50 Вт. Для изделий сечением 1-2 мм потребуется устройство мощностью 100 Вт. Спаиваемые кабели диаметром свыше 2 мм предварительно прогреваются в месте стыковки.
С использованием припоя
Технология спаивания алюминиевых деталей с помощью припоя получила применение в электротехнике и при ремонте автомобилей. Перед спаиванием алюминиевые элементы в месте стыковки облуживаются и соединяются между собой, либо с другими металлами.
Припой для алюминия
Процесс пайки ведется легкосплавными припоями, включающими олово, цинк и кадмий. Также могут использоваться тугоплавкие сплавы на основе алюминия. Легкосплавные составы имеют преимущество в применении, потому что с ними можно паять алюминий с нагревом до 400°С.
Такой температурный режим не влечет изменений структуры и свойств металла, полностью сохраняется прочность алюминия. Сплавы кадмия и олова не обеспечивают в полной мере надежность контакта, подвержены коррозии. Тугоплавкие композиции с добавлением цинка и меди, или же сплавы кремния с алюминием таких недостатков не имеют. Наилучшая растворимость у алюминия — с припоями на основе цинкового сплава. Такое соединение получается надежным.
Электрохимическая пайка
Для реализации метода потребуется установка для гальванических покрытий. В ней стыкуемые поверхности деталей или проводов проходят омеднение. В случае отсутствия установки металл покрывают вручную. Шкуркой для шлифования зачищают область соединения и покрывают несколькими каплями жидкого медного купороса. К заготовке из алюминия подключается отрицательный полюс от источника электропитания.
Это может быть аккумулятор, электровыпрямитель или батарейка. К положительному контакту подсоединяется зачищенный медный провод сечением около 1 мм, который находится в изолированной оболочке. Начнется процесс электролиза с медленным оседанием меди. После чего это место лудится и высушивается электропаяльником. Теперь уже можно и паять.
Подготовка поверхности детали
Качество пайки алюминия и надежность стыка напрямую зависят от подготовительных операций, когда соединяемые участки освобождаются от следов краски, загрязнений и тонкой пленки окислов. Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Обезжиривание металла выполняется бензином, ацетоном или растворителем.
Виды подготовки кромок под пайку
Затем поверхности обрабатываются механически с применением абразивного полотна, металлической щетки, проволочной сеткой из нержавеющего металла или шлифовальной машинкой с насадкой из стальной проволоки.
Кроме того, очищение алюминия может проводиться различными растворами кислоты.
Зачищенная область сразу покрывается тоненькой оксидной пленкой, но ее толщина не влияет на паяльный процесс и позволяет флюсу взаимодействовать с металлом.
Инструменты для нагрева материала
Мелкие алюминиевые изделия в домашних условиях вполне можно припаять обычным электрическим паяльником. Для работы потребуется электросеть и немного пространства. Для крупногабаритных деталей используется газовая горелка с пропаном, бутаном либо аргоном. В мастерской алюминий паяют с помощью паяльной лампы.
Газовая горелка для нагрева алюминия
Газовая горелка считается оптимальным видом нагревательного инструмента. Она должна иметь ярко-синий цвет пламени, характеризующий правильное соотношение подачи газов и кислорода. Бледный или низкий огненный язычок указывает на переизбыток кислорода, а обогащенная смесь ускоряет окислительные процессы на поверхности алюминия.
При использовании горелки нельзя допускать перегрева металла, потому что он расплавится. Следовательно, важно контролировать температуру. Поможет в этом стержень припоя. При касании нагретой детали он начинает плавиться при достижении необходимой температуры.
Технология пайки алюминия своими руками
Процесс пайки алюминия в домашних условиях нисколько не отличается от соединения других металлов. Начинается все с подготовки, включающей зачистку и обезжиривание мест стыковки. Элементы конструкции размещаются в нужном положении, и происходит фиксация деталей.
Очищенная зона металла покрывается флюсом для разрушения оксидной пленки, которая препятствует попаданию припоя на алюминиевые детали, или же используется стержень с содержанием активного флюса. Флюс наносится сразу после зачистки, с минимальным интервалом времени.
Флюс наносится сразу после зачистки, с минимальным интервалом времени.
После этого соединяемые элементы нагревается электропаяльником либо горелкой. Благодаря теплопроводности алюминия тепло быстро распространяется по всей поверхности, но остывать деталь тоже будет быстро. С повышением температуры металла начинается плавление припоя, который постоянно находится в контакте с соединяемыми поверхностями.
Стержнем просто трут царапающими движениями по области спаивания, чтобы сплав вошел в контакт с алюминием.
При соблюдении технологии пайки качество соединения получается высоким и стойким к коррозии.
Альтернативный способ
Пайка алюминиевых элементов в домашних условиях безфлюсовым припоем имеет свои особенности. Для этого потребуется оловянный или олово-свинцовый сплав припоя. А флюс заменяется канифолью.
Образованию на поверхности оксида алюминия препятствует зачистка контактной области металла под слоем расплава канифоли. Луженый паяльник со специальным скребком будет не только греть, а еще и разрушать оксидную пленку. Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Процесс будет более продуктивным, если в канифоль подмешать металлические опилки.
Описание технологии:
Температура плавления алюминия
- В зоне пайки разогреть канифоль паяльником.
- Начинать тереть об нее носик паяльника, как только она покроет поверхность.
- Вместе со стальными опилками жало разрушит оксидную пленку, а расплавленный слой канифоли на металле предотвратит образование новой.
- Параллельно с разрушением пленки будет проходить лужение детали.
- Луженые предметы приставляют одну к другой и прогревают до температуры плавления припоя.
Пайка алюминия без применения специальных материалов отличается трудоемкостью и не гарантирует успешный результат. Лучше не рисковать и сразу купить флюс и высокотемпературный припой.
Паять алюминий самостоятельно рекомендуется в помещении с хорошей вентиляцией, потому что при работе происходит выделение токсичных веществ.
Видео по теме: Пайка алюминия в домашних условиях
 youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>
youtube.com/embed/Jx8Astt2_vw?enablejsapi=1&autoplay=0&cc_load_policy=0&iv_load_policy=1&loop=0&modestbranding=0&rel=0&showinfo=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=2&» title=»YouTube player» allow=»autoplay; encrypted-media» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»/>СДЕЛАЙТЕ САМИ: Припаивайте, вооружившись легионами практических советов
Когда более мягкий сплав — называемый припоем — расплавляется между двумя кусками металла, они соединяются. Среди множества применений припоя — обработка листового металла, электромонтаж, изготовление ювелирных изделий и ремонт.
Обычный припой представляет собой смесь олова и свинца. Припой 60-40 (60% олова, 40% свинца) является самым дорогим, но он дает самую прочную связь и с ним легче всего работать из-за его низкой температуры плавления. Менее дорогой припой 40-60 сложнее использовать.Припой 50-50 — хороший компромисс между стоимостью и простотой использования.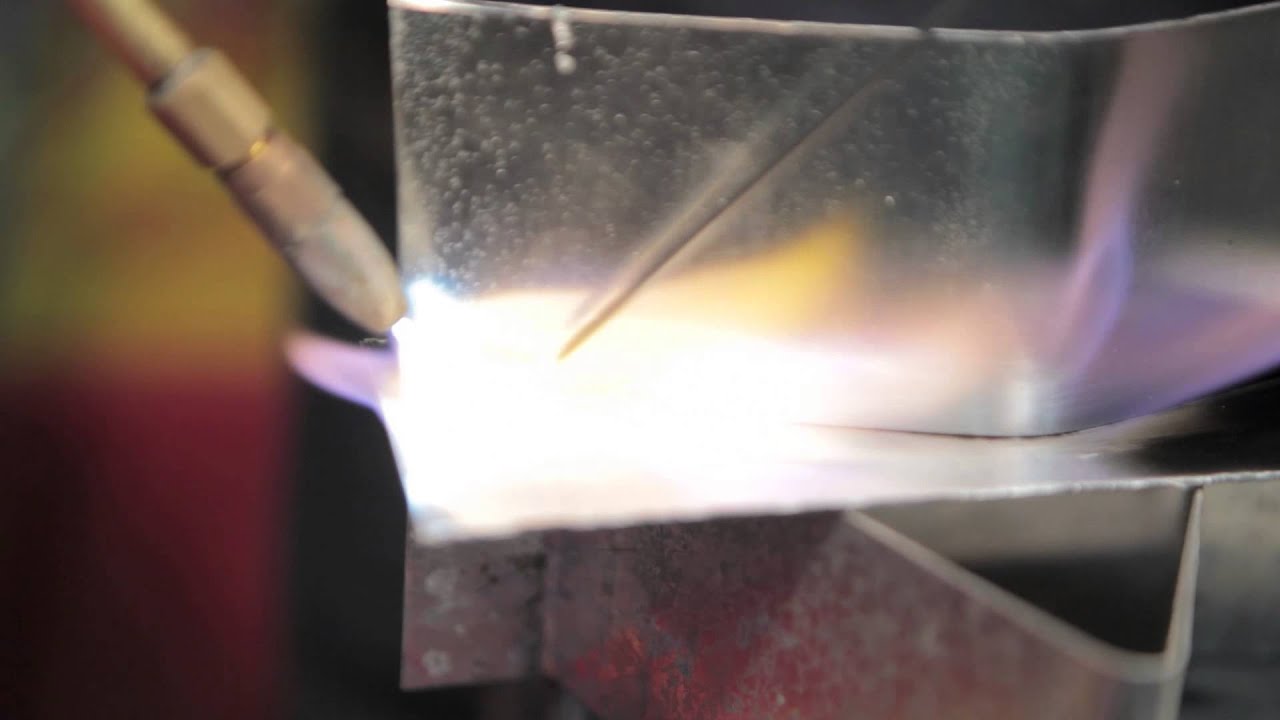 Также существуют жаропрочные припои, не содержащие свинца. Например, серебряный припой представляет собой сплав серебра, меди и олова.
Также существуют жаропрочные припои, не содержащие свинца. Например, серебряный припой представляет собой сплав серебра, меди и олова.
Флюс, еще один компонент припоя, используется для очистки металлических поверхностей, которые необходимо соединить, для предотвращения окисления металла при его нагревании и для снижения поверхностного натяжения расплавленного припоя, чтобы он распространялся и легче проникал.
Припой выпускается в катушках из полой проволоки с канифольным флюсом или кислотным флюсом в центре проволоки.Для некоторых работ, таких как медная сантехника, лучше использовать твердый припой и наносить флюс отдельно.
Свинцовый припой токсичен, поэтому важно проветривать рабочую зону, держать руки подальше от рта и мыть их, когда закончите. Используйте специальный бессвинцовый припой для труб и фитингов, которые проводят воду, а также на любых поверхностях, которые будут контактировать с пищевыми продуктами.
Для начала соберите материалы для очистки соединяемых поверхностей: стальную вату, наждачную бумагу и спирт или чистящий растворитель. Затем вам нужно выбрать подходящий припой и флюс для металла, который вы соединяете, и выбрать паяльный инструмент.
Затем вам нужно выбрать подходящий припой и флюс для металла, который вы соединяете, и выбрать паяльный инструмент.
Типы припоя
* Алюминий: специальный алюминиевый припой, специальный алюминиевый флюс.
* Латунь, бронза или медь: 60-40 или 50-50; канифоль или кислотный флюс. Для медных труб используйте припой, не содержащий свинца.
* Электропроводка: 60-40; канифольный флюс.
* Металл оцинкованный: 60-40 или 50-50; кислотный флюс.
* Применение при высоких температурах: серебряный припой; серебряный припой.
* Серебро: припой серебряный; канифоль или серебряный флюс.
* Сталь, олово, цинк: 60-40 или 50-50; кислотный флюс.
* Нержавеющая сталь: 60-40 или 50-50; флюс для нержавеющей стали.
Кислотный флюс очень агрессивен; Избегать попадания на кожу и глаза. Удалите остатки от работы спиртом или имеющимися в продаже чистящими средствами.
Паяльные инструменты
Используйте паяльник, паяльник, паяльный карандаш (небольшой паяльник) или пропановую горелку. Паяльные пистолеты быстро нагреваются и охлаждаются, и их можно использовать для пайки электрических и других тонких работ. Паяльники бывают разных размеров и подходят для любой розетки.Используйте резак для больших работ, таких как соединение труб или листового металла.
Паяльные пистолеты быстро нагреваются и охлаждаются, и их можно использовать для пайки электрических и других тонких работ. Паяльники бывают разных размеров и подходят для любой розетки.Используйте резак для больших работ, таких как соединение труб или листового металла.
Как паять
Всегда помните, что при пайке нужно нагревать металл, а не припой.
Очистите металлические поверхности, подлежащие пайке, от ржавчины, грязи, жира, налета и влаги. Не касайтесь пальцами чистых участков.
Для подготовки холодного пистолета или утюга обработайте каждую поверхность наконечника гладкой и чистой, пока не станет виден блестящий металл.
В качестве дальнейшей подготовки нагрейте инструмент до тех пор, пока припой с флюсовым сердечником не расплавится, затем равномерно покройте наконечник припоем.Сотрите излишки влажной губкой или чистой сухой тряпкой.
Нанесите пасту флюс на соединяемые поверхности (если вы не используете припой с флюсовым сердечником).
Нагрейте рабочую поверхность, желательно снизу, и нанесите припой сверху, чтобы он расплавился и стекал в стык. Металл должен быть достаточно нагрет, чтобы расплавить припой и выкипеть флюс. Если припой слишком горячий, он образует шар, который не растекается. Смыть лишний флюс.
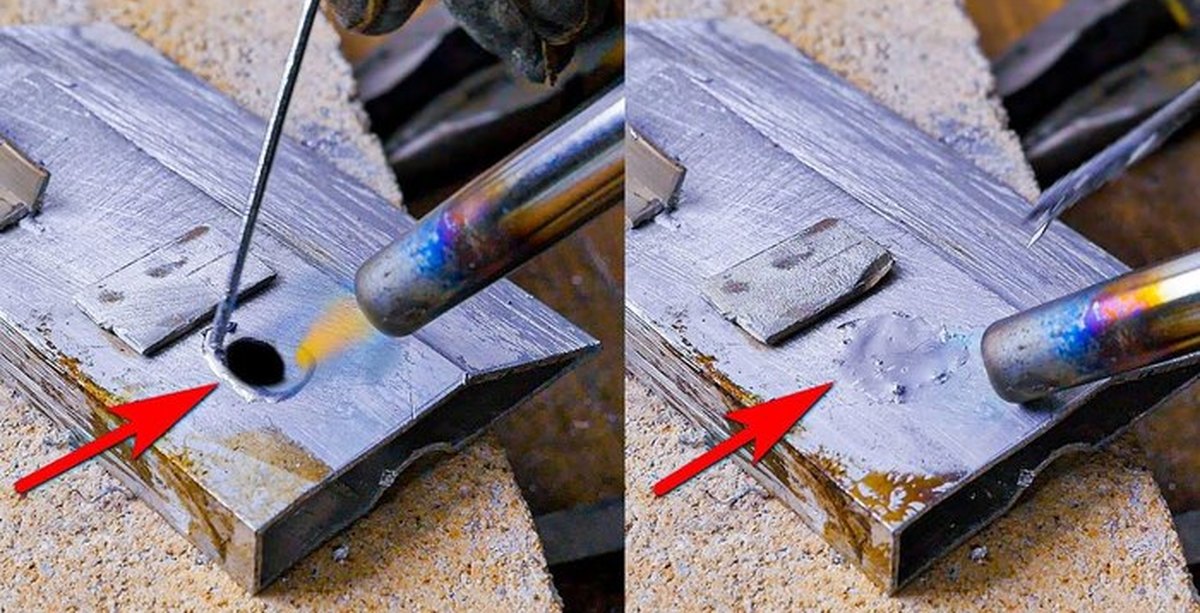
Как припаять медь к алюминию при 350 ° F
Как припаять медь к алюминию при 350 ° F с помощью Super Alloy 1 и пропановой горелки.
Майк использует пропановую горелку, чтобы припаять небольшой кусок медной трубки к алюминиевой пластине. Соединение разнородных металлов — полезный метод, который можно использовать во многих областях, включая:
Низкая рабочая температураSuper Alloy 1 позволяет любому быстро и легко паять медь с алюминием.
Начните с подготовки металла. Используйте абразивный материал, чтобы удалить все окисления с алюминия и меди непосредственно перед пайкой. Отсутствие предварительной очистки может привести к неправильному приклеиванию присадочного стержня.
Затем осторожно и широко разогрейте медь и алюминий, сосредоточив тепло на алюминиевой стороне. Алюминий быстро рассеивает тепло, в то время как медь сохраняет тепло, поэтому нагрев разнородных металлов таким образом приведет к достижению надлежащей рабочей температуры обоих металлов примерно в одно и то же время.
Погрузите стержень во флюс и приложите к стыку, продолжая нагревать металлы. Цвет флюса изменится с золотистого на коричневый, когда температура металла достигнет 350 ° F, что означает, что пора добавить стержень для низкотемпературного припоя.
После нанесения припоя дайте склеиваемым деталям остыть естественным образом, затем удалите излишки флюса теплой водой и металлической щеткой.
Этот же метод можно использовать для пайки любого количества металлов в любой комбинации: замак, цинк, металлический горшок, алюминий, латунь, бронза, сталь, оцинковка, нержавеющая сталь и другие. Припой и флюс Super Alloy 1 можно наносить практически с любой горелкой из-за низкой температуры плавления: бутан, пропан, паяльник, ручной резак
СОВЕТЫ:
- Никогда не нагревайте медь докрасна. Припой Super Alloy 1 течет при значительно более низкой температуре, чем раскаленная медь.
- Если флюс стал черным, вы его перегрели. Удалите флюс теплой водой и нанесите повторно.
 Припой Super Alloy 1 течет при значительно более низкой температуре, чем раскаленная медь.
Припой Super Alloy 1 течет при значительно более низкой температуре, чем раскаленная медь.Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Как паять олово и жестяные банки
С 1989 года: Education, Aloha и
самое интересное, что вы можете получить в отделке
Проблема? Решение? Звоните прямо!
(один из очень немногих в мире сайтов без регистрации)
2003
Q.
13 марта 2009 г.
А. Привет!
Я недавно прошел семинар по этому поводу и вот ответ: во-первых, как уже говорилось, настоящих консервных банок уже не так много. большинство из алюминия или стали. Чтобы проверить, является ли металл, который вы хотите припаять, сталью или алюминием, используйте магнит.
Используйте эти инструкции только для пайки стали —
использование: бессвинцовый припой
(можно найти в разделе сантехники в хозяйственном магазине)
паяльный пистолет (также можно найти в строительном магазине)
флюс (используйте тот тип, который подходит для припоя, который вы покупаете; спросите, какой использовать)
эти принадлежности могут также можно найти в магазинах витражей, и эти люди, вероятно, могут помочь вам больше, чем люди из хозяйственных магазинов.
для пайки:
очистите всю краску от швов, которые вы хотите соединить, напильником или наждачной бумагой [affil. ссылка на информацию / продукт в Rockler].
убедитесь, что соединяемые кромки хорошо прилегают друг к другу … этот тип припоя ЗАПОЛНЯЕТ небольшие зазоры, но это не компенсирует плохое качество изготовления.
хорошо обработайте суставы. попробуйте обработать флюсом как внешнюю, так и внутреннюю часть шва.
отрежьте припой и расположите по швам
воспользуйтесь пистолетом для горячей пайки, чтобы направить тепло на обе части металла, так как припой будет течь навстречу теплу.
* Поскольку многие паяльные пистолеты не имеют индикаторов «ВКЛ», подключите лампу (и включите ее) к тому же удлинителю, что и паяльный пистолет. Используйте выключатель удлинителя только для подачи питания, чтобы вы и другие знали, что, когда лампа горит, пистолет горячий.
Это основные инструкции … практика ведет к совершенству, и вот хорошая книга, на которую люди могут ссылаться:
ИСКУССТВО консервной банки Бобби Ханссона =>
получайте удовольствие!
Мэри Слотер
— Нагс-Хед, Северная Каролина
^
6 февраля 2010 г.

А.
этот текст заменяется на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, посетите эти каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Да, вы можете сваривать с паяльная лампа — вот как!
Сварка паяльной лампой может быть немного сложнее по сравнению с другими видами сварки. Для этого требуется паяльная лампа, достаточно мощная для выработки тепла и энергии, необходимых для плавления твердого металла. Это не тот факел, которым зажигают крем-брюле.
Это не тот факел, которым зажигают крем-брюле.
Итак, как сварить паяльной лампой? Сварка с помощью паяльной лампы требует большого количества тепла и тепловой энергии, что требует мощного источника горючего топлива, такого как оксиацетилен.
Паяльные лампы на основе ацетилена являются более значительным источником тепла и энергии, чем пропан или бутан, и могут сваривать такие металлы, как сталь или паять алюминий.
Возможно, вы не сможете сваривать с помощью любой паяльной лампы, но можно сваривать с помощью подходящей паяльной лампы.Продолжайте читать, чтобы узнать больше о сварке пайкой.
Вы можете сварить с помощью паяльной лампы
Существует несколько распространенных видов сварки с различными инструментами, от ручных горелок для дуговой сварки до промышленных печных сварочных аппаратов, которые паяют все стыки на сборке за один раз.
Но многие люди не думают о паяльных лампах, когда дело доходит до сварки по нескольким причинам:
- Многие обычно встречающиеся паяльные лампы недостаточно мощны, чтобы плавить такие металлы, как сталь .
- Некоторые пропановые горелки могут достигать температур, позволяющих паять или паять латунь и серебро , но многие паяльные лампы, которые обычно используются в бытовых наборах, не выделяют достаточно тепла для сварки.
- Электросварка обычно обеспечивает более стабильный сварной шов с соединениями, которые требуют высокой степени структурной целостности .

Несмотря на эти отметки против них, паяльные лампы могут и до сих пор широко используются в производстве металла для множества различных проектов и приложений.
связанное чтение: В чем разница между пайкой, пайкой и сваркой? | Когда использовать?
Можно ли сварить бутановой горелкой?
Можно ли сваривать бутановой горелкой? Нет, бутановые горелки не достигают достаточно высокого уровня тепла и энергии, чтобы можно было эффективно паять или сваривать металлы.
Бутановая паяльная лампа просто не нагревается настолько, чтобы повредить металл. Вы должны помнить, что 90% тепла от паяльной лампы рассеивается при контакте с воздухом, что делает ее одним из наименее эффективных методов сварки без защиты.
Вы должны помнить, что 90% тепла от паяльной лампы рассеивается при контакте с воздухом, что делает ее одним из наименее эффективных методов сварки без защиты.
Можно ли сваривать пропановой горелкой?
Как сварить пропановой горелкой? С пропановой горелкой легче сваривать, чем с бутановой горелкой, хотя пропановая горелка по-прежнему подходит только для определенных типов пайки, таких как серебряный припой или пайка латуни.
Пропановая горелка не достигает достаточно высоких температур, подходящих для сварки плавлением.
Примечание: НЕ пытайтесь зажечь пропановую паяльную лампу бутановой зажигалкой.Сжатый пропан очень легко воспламеняется, и в результате обратная вспышка может вызвать взрыв.
Прежде чем вы продолжите чтение, вот статья, которую мы написали о сварке бенгальским огнем.
Можно ли сваривать алюминий пропановой горелкой?
Можно ли сваривать алюминий пропановой горелкой? Да, вы можете сваривать алюминий пропановой горелкой и прутками для пайки алюминия, если это касается не конструкционных металлов, которые не являются утяжеленными, напряженными или критическими деталями.
Пропановые горелки обычно не достигают достаточно высоких температур, чтобы обеспечить эффективную сварку алюминия.
Вы можете использовать пропан для пайки алюминиевого сплава меньших размеров или некритических участков или ремонта; однако не рекомендуется использовать пропановую горелку для сварки алюминия.
Любой сварочный процесс, в котором используется флюс, такой как сварка стержнем или порошковая сварка, неэффективен для сварки алюминия. Сварные швы, созданные этими методами, слишком пористые для правильной сварки.
Газовое пламя, используемое для сварки, зависит не столько от температуры пламени, сколько от количества БТЕ, которое они могут сконцентрировать в концентрированной рабочей зоне.
Хотя пламя пропана может достигать температуры, вдвое превышающей температуру плавления алюминия, свойства алюминия делают его очень проводящим и излучающим тепло по отношению к теплу.
Хотя некоторые сварщики заявляют, что ремонтные стержни подходят, температура плавления этих ремонтных стержней ниже, чем температура плавления алюминия, и поэтому маловероятно, что это приведет к надлежащему сварному шву. Это особенно важно для критически важных предметов, находящихся под весом или давлением.
Это особенно важно для критически важных предметов, находящихся под весом или давлением.
Одним из решающих факторов при сварке алюминия является защита сварочной ванны от загрязнений, и для этого жизненно необходим защитный газ.
Профессиональные сварщики не зря платят за дорогостоящее оборудование для сварки алюминиевых швов. Если сварка алюминия была такой же простой, как некоторые говорят, зачем им такие расходы?
Что такое MAPP Gas и почему я больше не могу его найти?
Газ MAPP — это топливная смесь, которая считается более безопасной альтернативой ацетилену в профессиональных паяльных лампах, которую также проще использовать. .
Однако завод, производивший газ MAPP, прекратил его использование после того, как было обнаружено, что высокие уровни водорода, присутствующие в газовой смеси, делают сварочные работы стали более хрупкими по сравнению с другими сварочными газовыми смесями.
На рынке все еще есть газовые заменители MAPP, которые обычно состоят из стабилизированной жидкой нефти, обработанной высоким содержанием пропилена.
Однако эффективность газа MAPP по сравнению с ацетиленом зависит от типа свариваемого металла.
Основное применение газа MAPP при сварке паяльной лампой — это подводная сварка, где он действует как более безопасная альтернатива ацетилену (который вступает в реакцию взрывоопасно при воздействии сред с высоким давлением)
Можно ли сваривать нержавеющую сталь с помощью паяльной лампы?
Хотя нержавеющую сталь можно сваривать с помощью паяльной лампы, электросварка в среде защиты от инертного газа обычно является лучшим вариантом для сварки стали, чем паяльная лампа.
Что такое сварка пайкой?
Сварка припоем — это тип сварки, при котором вместо двух частей металла, сплавленных в месте сварки, используется сплав присадочного металла для «склейки» двух металлов вместе, как своего рода клей.
Хотя сварка пайкой является сильным типом сварки в зависимости от используемых соединений, она не требует высоких уровней тепла и энергии, необходимых для сварки плавлением двух основных частей вместе.
Сварка пайкой считается вариантом сварки MIG / MAG и выполняется путем плавления присадочного металла с последующим его заливанием в стык металлической сборки.
Пайка — отличный способ сварки, когда нежелательно, чтобы металлургические свойства основного металла подвергались термическому влиянию высоких температур.
Существенная разница между пайкой и сваркой заключается в следующем:
- Пайка использует капиллярное действие для заполнения пространства металлического соединения металлом с низкой температурой плавления.
- Сварка использует высокотемпературную плавку, чтобы соединить каждый из металлов вместе.
Как пайка, так и сварка разработаны как постоянные методы соединения двух металлических частей вместе.
Пайка — хороший вариант для вязких металлов, которые трудно сваривать из-за высокой температуры плавления основного металла. Это также хороший вариант для соединения двух частей из разных типов металлов с разными температурами плавления.
Как пайка, так и сварка являются формами изготовления металла, и эти два термина часто используются как синонимы, но их процессы склеивания сильно различаются.
Пайка с пропановой горелкой дает несколько преимуществ:
- Они являются недорогим источником тепла и топлива для сварочных работ по сравнению с установками TIG или MIG.
- Они являются источником энергии для экологически чистого горения.
- Они пригодны для вторичной переработки и безвредны для окружающей среды
Если для вашего сварочного проекта не требуется сварка плавлением, и вместо этого вы можете обойтись без пайки или пайки, пропановые паяльные лампы могут обеспечить удобную форму сварки, которая не требует многого. техническое ноу-хау.
Сварка газом горелкой намного проще, чем сварка TIG.
Дополнительная литература: Пайка алюминия: полное руководство — преимущества перед сваркой
Можно ли паять алюминий с помощью горелки?
Можно ли паять горелкой? Хотя алюминий является более сложным металлом для сварки, чем некоторые другие, из-за его уникальных металлургических свойств, все еще возможно соединение с алюминием с помощью паяльной горелки, если вы используете пайку для алюминия .
Большинство алюминиевых сплавов можно паять, хотя пропановые паяльные лампы не способны достигать температур, позволяющих выполнять сварку алюминия.
Как работают паяльные лампы?
Паяльная лампа состоит из следующих компонентов:
- Баллон с топливным газом
- Кислородный баллон
- Регуляторы газа (2)
- Соединительные шланги (2)
- Горелка
- Сварочный наконечник с запальным устройством
В паяльной лампе регуляторы газа отвечают за управление соотношением топлива и кислорода в топливно-воздушной смеси, используемой для работы горелки.Эти регуляторы также отвечают за регулирование интенсивности пламени паяльной лампы.
Есть несколько видов газового топлива, которое используется в смесях для паяльных ламп. Более мощные паяльные лампы, необходимые для пайки и сварки, обычно работают с ацетиленом или газом MAPP, в то время как паяльные лампы меньшего размера работают на пропане и бутане.
Насколько сильно нагревается паяльная лампа?
Насколько сильно нагревается паяльная лампа? Температура пламени паяльной лампы, использующей бутан, близка к 1430 ° C ( 2610 ° F ). При использовании пропана температура паяльной лампы составляет около 2000 ° C ( 3600 ° F )
Связанное чтение: Какие типы газовой сварки обычно используются? | Они популярны?
Принадлежности для сварки с помощью паяльной лампы
Процесс сварки с помощью паяльной лампы не так уж сильно отличается от сварки с другими типами нагрева в том, что касается процесса подготовки.
Во-первых, всегда следует соблюдать меры безопасности при выполнении любых операций высокотемпературной сварки.
Обязательно используйте следующие средства защиты:
- Сварочный шлем, козырек или очки: Защита глаз, возможно, является наиболее важным средством защиты, необходимым при сварке, независимо от того, какой метод вы используете, поскольку шлак ожоги могут зажить, в то время как слепота от нагретых частиц часто необратима.
- Сварочные перчатки: При работе с электрическими сварочными аппаратами сварочные перчатки обеспечивают изоляцию от поражения электрическим током, а также защиту от брызг или ожогов шлака.При сварке паяльной лампой перчатки защищают ваши руки от этих опасностей, а также от окружающего тепла от самой горелки.
- Сварочный фартук: Все думают, что им не нужен сварочный фартук, пока камешек расплавленного шлака не прожигает их рубашку. При выполнении сварного шва рекомендуется как минимум носить огнестойкую одежду.
- Сварочный респиратор: Сварочный респиратор — отличная идея для предотвращения вдыхания тяжелых металлов и ядовитых паров, выделяемых при сварочных работах.
Защитное оборудование необходимо для защиты сварщика как от опасных паров, так и от высоких температур. Расплавленный металл может мгновенно вызвать тяжелый ожог третьей степени, поэтому очень важно носить многослойную одежду, чтобы предотвратить образование стойких шрамов или даже слепоту.
Сварку с помощью паяльной лампы следует проводить в хорошо вентилируемой мастерской, чтобы исключить опасность скопления дыма.
Обязательно удалите из рабочей зоны все легковоспламеняющиеся предметы или жидкости, такие как бензин или чистящие средства, чтобы предотвратить случайное возгорание.
Связанное чтение: Можно ли выполнять дуговую сварку снаружи? | Что такое сварка на открытом воздухе
Убедитесь, что все рабочие зоны оборудованы датчиками пожара и угарного газа, когда и где бы вы ни работали с опасными парами и горючими материалами.
Паяльные лампы могут выделять высокий уровень окиси углерода в небольшом помещении, и достаточно небольшого количества окиси углерода, чтобы отравить сварщика.
Связанное чтение: Как начать и развивать сварочный бизнес за 11 шагов
Как сварить горелкой
Как сварить горелкой? Когда ваше рабочее место подготовлено, выполните следующую процедуру, чтобы выполнить сварку паяльной лампой:
- Очистите металлические детали, которые будут спаяны вместе. Сначала сотрите всю грязь и мусор с поверхности, затем используйте абразивную ткань или вату из нержавеющей стали, чтобы стереть все труднее удаляемые частицы. Протрите металл ацетоном или аналогичным чистящим средством, чтобы удалить с поверхности металла любые масла или жир, которые может быть трудно обнаружить невооруженным глазом.
- Добавьте флюс в место сварки , чтобы повысить качество получаемого сварного шва и предотвратить ненужные дефекты сварного соединения, которые могут возникнуть в результате неравномерности нагрева или внешних загрязнений.На место сварки можно добавить химический флюс или использовать защитный флюс в виде газообразного аргона.
- Готовьте смесь топлива и кислорода на баке паяльной лампы до тех пор, пока паяльная лампа не загорится ярко-синим пламенем. Синий цвет указывает на пламя, которое горит достаточно высоко, чтобы эффективно паять металл. В сварочной горелке кончик синей части пламени является самой горячей частью горелки (что делает его наиболее подходящей точкой контакта для эффективной сварки).
- Перемещайте пламя равномерными круговыми движениями до тех пор, пока на назначенном участке сварки не образуется небольшая лужа расплавленного металла. Обязательно держите пламя близко к месту сварки, чтобы уменьшить количество участков, подверженных термическому влиянию, вокруг сварного шва. При пайке поднесите присадочный стержень к паяльной лампе в месте сварки, пока не образуется сварочная ванна.
- Используя паяльную лампу, перемещайте расплавленный присадочный металл вдоль сварного шва до тех пор, пока две металлические детали не будут эффективно сплавлены за счет капиллярного действия .Если для более значительных сварных швов требуется дополнительный присадочный материал, приобретите дополнительные присадочные стержни, чтобы компенсировать разницу, пока не будет заполнен зазор между двумя основными металлами.
- Перемещайте паяльную лампу непрерывной плавной линией по длине сварочного шва , добавляя присадочный стержень равномерно, чтобы создать однородный валик. Перед испытанием соединения под нагрузкой дайте сварному шву застыть и затвердеть в течение ночи.
В отличие от пропановых паяльных ламп, паяльные лампы, работающие на ацетилене, горят настолько сильно, что их можно использовать для сварки плавлением.
При сварке горелкой с ацетиленом присадочные металлы обычно добавляют, чтобы сделать полученный сварной шов более прочным или более стабильным, что еще больше стирает границу между пайкой и сваркой, когда речь идет о применениях с паяльной лампой.
Существенная разница между ними заключается в составе используемого присадочного металла.
- При сварке используется присадочный металл, аналогичный свариваемым металлам, например стальной присадочный пруток при сварке стали.
- При пайке или пайке используется разнородный металл, который может действовать как посредник между разными температурами плавления двух соединяемых металлических деталей.
В некоторых случаях охлаждающий агент, например вода, может использоваться для закалки сварочной работы, чтобы быстрее затвердеть.
Независимо от того, какой тип металлоконструкций вы выберете, вот несколько советов, которые помогут вам улучшить сварной шов:
- Перемещайте сварочную горелку небольшими партиями, чтобы быть уверенным в том, что вы получите результат вы хотите без корректировки топливно-кислородной смеси. Это особенно важно, если вы новичок в сварке паяльной лампой и еще не освоили эту технику.
- При зачистке места сварки не забудьте также зашлифовать трещины. Имейте в виду, что любые примеси, которые проникли в металлические трещины, снизят прочность сварного шва. Тщательная очистка также является ключом к предотвращению водородного растрескивания.
- Соберите все материалы заранее, чтобы вам не приходилось искать расходные материалы посреди сварочного сеанса. Помните, что сварка зависит от способности работать стабильно и своевременно, поскольку она включает в себя доведение металла до расплавленного состояния и его многократное охлаждение.
- Предварительно нагрейте зону сварки сплавов и металлов с более высоким содержанием углерода, чтобы предотвратить растрескивание после сварки. Также важно, чтобы укладываемый вами сварной шов был достаточно длинным и широким, чтобы в достаточной мере покрыть кратер, образованный сварочной ванной.
- Никогда не экономьте на очистке и подготовке основных металлических деталей перед началом сварки. Грязный сварной шов никогда не бывает прочным. Большинство металлических деталей имеют антикоррозийное покрытие, которое необходимо очистить перед сваркой.Однако важно помнить, что как только это покрытие будет удалено, открытая область начнет быстро коррозировать и окисляться.
- Всегда полезно работать над проектом с более опытным сварщиком, если вы никогда раньше не пробовали выполнять какой-либо конкретный тип сварки. Металлургия — сложная наука, и наличие всех готовых к работе рук может быть разницей между хорошим сварным швом и отличным сварным швом. Не стоит недооценивать силу совместной работы над сложным сварочным проектом.
Сварка ударом может стать хорошим входом в мир сварки, поскольку материалы легко доступны, а процесс не такой сложный, как сварка TIG.
Однако это все еще очень опасный вид металлообработки, к которому следует относиться с должным уважением.
Может ли бутановая горелка плавить металл?
Может ли бутановая горелка плавить металл? Нет, бутановая горелка не вырабатывает достаточно энергии или тепла для плавления металла, например стали. Тепло, выделяемое бутановой горелкой, намного ниже, чем у других сварочных горелок, и не может нагревать металлы до точки плавления.
Однако ваша бутановая горелка может паять и паять поверхности, часто используемые в сантехнике и производстве ювелирных изделий, с использованием присадочного металла для соединения основных металлов или плавления более тонких компонентов золотых и серебряных украшений.
Почти 90% тепла паяльных ламп теряется при контакте с воздухом, что делает их неэффективными.
Однако вы можете использовать бутановую горелку для пайки стандартных медных труб и трубок, которые используются в водопроводной сети большинства домашних хозяйств.
Почему мой паяльная лампа продолжает гаснуть?
Почему мой фонарик продолжает гаснуть? Если ваша пропановая горелка продолжает выключаться, вентиляционные отверстия могут быть заполнены и пламя не может смешаться с пропаном из-за недостатка кислорода.
Некоторые пропановые горелки имеют внутренний регулятор, который позволяет жидкости превращаться в пар до того, как она пройдет через клапан регулировки пламени, а другие этого не делают.
Если вы переворачиваете пропановые горелки без регулятора слишком сильно, жидкий пропан проходит через регулирующий клапан, а не пар, и испытывает недостаток кислорода, и пламя гаснет.
Либо это, либо ваши вентиляционные отверстия могут быть заблокированы, препятствуя смешиванию кислорода с пропаном. Перед повторной попыткой использования паяльной лампы убедитесь, что вентиляционные отверстия не заблокированы мусором.
Какой резак лучше всего подходит для пайки медных труб?
Какой резак для пайки медных труб лучше? Хотя для пайки меди можно использовать пропановую горелку, MAPP (метилацетилен-пропадиен-пропан) обычно является лучшим выбором, поскольку он обеспечивает большую тепловую интенсивность, чем традиционные пропановые горелки.
Поскольку MAPP горит сильнее, ваша медная труба может выполняться намного быстрее. MAPP может достичь высокой температуры пайки за 5-10 секунд при пайке труб от ½ до 3/4 дюйма.
Поскольку пропан медленнее, чем MAPP, иногда это лучший вариант для начинающих сварщиков при работе с медными трубами ¾ ’’ ½ ’’, поскольку вероятность перегрева металла менее вероятна. Следите за тем, чтобы флюс не стал черным на предмет признаков перегрева.
Безопасны ли паяльные лампы?
Паяльные лампы могут быть потенциально опасными.Его элементарная логика заключается в том, что сжатый газ и источник пламени могут быть потенциально смертельными, если с ним не обращаться осторожно.
Помимо возможности воспламенения, сварщики должны учитывать такие факторы, как дым, вентиляция и возможное повреждение глаз пламенем.
Ожоги тела также представляют потенциальную опасность, как и перчатки, фартук, защитные очки и полнолицевые маски.
Связанная статья: Средства индивидуальной защиты для сварщиков — СИЗ | Перечень и требования
Утечки газа необходимо предотвращать и постоянно проверять, а обратные вспышки могут быть чрезвычайно опасными.
Возврат в прошлое происходит, когда пламя возвращается в резак из-за непостоянства давления или засоров. Сварщики должны немедленно отключить оба газовых баллона.
Газовые баллоны необходимо хранить в безопасном месте вдали от огня и тепла. Нерабочие резервуары никогда не должны храниться рядом с рабочими резервуарами для обеспечения безопасности.
Может ли бутановая горелка плавить золото?
Может ли бутановая горелка плавить золото? Да, вы можете плавить золото бутановой горелкой. Хотя технически возможно плавить золото с помощью бутановой горелки, она не идеальна в качестве плавильного устройства.
Золото плавится при температуре выше 1974 ℉ (1064 ℃), и кажется логичным, что бутан, достигающий 1430 ° C (2610 ° F), будет достаточно теплом для плавления золота.
Однако это теоретические цифры, и без надлежащей изоляции было бы сложно достичь таких температур. Вам нужно будет обеспечить свои БТЕ и использовать изолирующую печь.
Пропановая горелка с более высокими средними температурами была бы лучшим вариантом.
Паяльные лампы предназначены в первую очередь для резки металла, а не для сварки.
Паяльные лампы предназначены для резки металла, а не для его связывания. Паяльные лампы по-прежнему могут использоваться в некоторых областях сварки и пайки твердым припоем.
Тем не менее, даже если это возможно, это неэффективный выбор для более экзотических металлов, таких как алюминий.
Несмотря на это, паяльные лампы используются и продолжают эффективно использоваться во многих различных сварочных операциях.
Газовая горелка / Сварка паяльной лампой >> Посмотрите видео ниже
Сварка горелкой может быть выполнена
Вы когда-нибудь задумывались, когда можно выполнять сварку горелкой? Хотя паяльная лампа не является подходящим инструментом для всех сварочных работ, те сварщики, которые привыкли к более мощным сварочным инструментам, таким как аппараты TIG, могут быть удивлены проектами по изготовлению металла, которые могут быть выполнены с помощью простой пропановой паяльной лампы.
Хотя низкотемпературные паяльные лампы лучше подходят для пайки и пайки, чем фактическая сварка , паяльные лампы, работающие на более горячих топливно-воздушных смесях, таких как оксиацетилен, могут противостоять более сложным методам сварки.
Однако, независимо от используемой техники сварки, главным фактором, определяющим успех сварного шва, является понимание химических свойств материалов.
Если вас интересуют сварочные приспособления или инструменты, просто перейдите по ссылке на нашу страницу рекомендаций, где вы можете увидеть все сварочные принадлежности, которые мы любим и используем (БЕЗ КАДРА)
Часто задаваемые вопросы
Вот несколько распространенных Часто задаваемые вопросы о паяльной лампе:
Можно ли паять паяльной лампой?
Да, паять можно паяльной лампой.Пропановая горелка подходит для большинства небольших паяльных работ. Для больших металлических деталей необходимо использовать высокотемпературную горелку. Правильная горелка играет большую роль при пайке металлов.
Пайка такая же прочная, как сварка?
Пайка не так прочна, как сварка. Когда дело касается сварки, температура выше.
Большая разница между сваркой и пайкой состоит в том, что температура (от пайки) ниже и основные металлы не плавятся.
Насколько сильно нагревается паяльная горелка?
Медь плавится при 1981 ° F, и чтобы избежать плавления основного материала, требуемая температура пламени паяльной горелки должна быть между 1100 и 1500 ° F.
Достаточно ли горячая пропановая горелка для пайки?
Пропановую горелку легче выполнить, чем бутановую, но пропан подходит только для пайки определенных металлов, таких как серебряный припой, и для пайки латуни.
Пропановая горелка просто не может производить достаточно тепла для успешного выполнения сварки плавлением.
Могут ли пропановые горелки взорваться?
Могут ли пропановые горелки взорваться? Да, пропановая горелка может взорваться, и они уже делали это в прошлом и, как следствие, уносили жизни.Однако это не инцидент, который возникает легко или из-за поверхностных ошибок.
Это чаще всего происходит, если сам резервуар подвергается сильному нагреву, в результате чего давление в резервуаре превышает его пропускную способность предохранительного клапана. Но для этого потребуется постоянная близость пламени в течение некоторого времени.
Всегда храните баллоны с пропаном вдали от используемых баллонов с пропаном, а также от источников тепла и источников открытого пламени. Храните газовую горелку на пропане вдали от прямых солнечных лучей.
Источники:
https://home.howstuffworks.com/blowtorch.htm
https://www.ehow.com/how_8687576_weld-copper-mild-steel.html
https://www.wikihow.com / Torch-Weld
https://www.tech-faq.com/acetylene-torch.html
https://www.thefabricator.com/thewelder/article/consumables/identifying-the-right-cutting-and-welding -tips
https://garage.eastwood.com/eastwood-chatter/how-to-prep-metal-for-welding-quick-tip/
https://www.agriculture.com/machinery/tools/welding/ 10-tips-that-c-advce-your-сварка_245-ar52067
Рекомендуемая литература
Можете ли вы сварить газом? Тебе следует?
10 основных типов сертификации по сварке
Что означают номера оттенков при сварке? Какой оттенок безопасен?
| ||||||||||||
Типы припоя — Руководство по покупке Thomas
Припой — это материал, который используется для соединения или плавления предметов вместе, таких как труба с фитингом или электрический провод с клеммой или разъемом.В концепции пайки используется металлический сплав, температура плавления которого ниже, чем у соединяемых объектов. Для пайки тепло подается с помощью горелки или других средств, например, к стыку между медной трубой и коленом трубы, и после достаточного нагрева припой может быть помещен в стык, и он расплавится и потечет, чтобы герметизировать стык и обеспечить прочная связь между медной трубой и коленом трубы.
Пайка отличается от других подходов к соединению металлов, таких как пайка или сварка, как по температуре, используемой для создания соединения, так и по конечной прочности соединения.Общепринятое определение пайки, данное Американским сварочным обществом, заключается в том, что пайка происходит при температурах ниже 840 o F (450 o C). Процессы склеивания при более высоких температурах создают более прочные связи, которые не подвержены ползучести, вызванной напряжением.
Основные области применения припоя — в сантехнической промышленности, где припой для сантехников используется для обеспечения герметичных соединений в трубах, и в электронной промышленности, где электрический припой используется для соединения компонентов схемы с печатными платами (PCB), проводки жгуты и соединители, например.
Часто используются три основных типа припоя, а именно:
- Кислотный припой сердечника
- Припой для стержней из канифоли
- Припой со сплошным сердечником
Припои также доступны в различных форм-факторах, и припои существуют для конкретных приложений или отраслей. В этом руководстве приводится краткое описание различных типов припоя с учетом типа сердечника, сплава или материала, форм-фактора и области применения.
Типы припоя по стилю сердечника
Припой с кислотным сердечником состоит из припоя, который изготавливается в виде проволоки, но с полым сердечником, заполненным флюсом на кислотной основе, который является более сильной и агрессивной формой очищающего флюса.Использование флюса для припоя помогает удалить и предотвратить образование оксидов металлов, которые могут препятствовать образованию прочного паяного соединения. Эти припои предназначены для обработки стали или других металлов, но требуют, чтобы остатки флюса были очищены после завершения операции пайки, чтобы избежать коррозии. Припои с кислотным сердечником чаще всего используются в сантехнике для соединения металлических труб или листового металла.
Канифольный припой с сердечником также изготавливается с полым сердечником внутри припоя, но используемый флюс представляет собой более мягкую разновидность канифоли, которая представляет собой твердую форму смолы, полученной из хвойных пород, таких как сосна.Остатки флюса, связанные с канифольным припоем сердечника, не вызывают коррозии и поэтому используются для создания паяных соединений в электрических устройствах, где может быть трудно удалить остатки флюса после завершения операции пайки.
Припои с кислотным сердечником и канифольным сердечником характеризуются как припой с флюсовым наполнением или самофлюсующийся припой.
Припои с твердым сердечником, в отличие от разновидностей кислотного сердечника или канифольного сердечника, не имеют полого сердечника, заполненного флюсовым материалом.Вместо этого эти припои состоят из сплошной проволоки, состоящей из припоя или материала. Флюс необходимо наносить отдельно в случае использования припоя с твердым сердечником.
Типы припоя по сплаву или материалу
Существует множество сплавов или материалов, используемых для производства припоев для различных целей. Как правило, пропорция элементов, используемых в припоях, будет определять температуру плавления припоя, которая затем согласуется с возможными применениями этого припоя.
Одно из основных различий заключается в том, содержит ли припой в качестве элемента свинец. Свинец, который ценится при пайке из-за его низкой температуры плавления, представляет опасность для здоровья людей, особенно детей младшего возраста. По этой причине использование бессвинцового припоя в приложениях, где существует потенциальный риск воздействия или выщелачивания в источники воды (например, при использовании для соединения медных труб в линиях подачи питьевой воды), в значительной степени было принято.
Примеры бессвинцового припоя:
Большинство припоев представляют собой сплавы одного или нескольких элементов.Например, бессвинцовый сплав, такой как серебряный припой, может иметь состав 94% олова и 6% серебра. Другие примеры припоев из сплавов без свинца включают:
- олово-сурьма (95/5)
- олово-медь (97/3)
- олово-серебро (95/4)
Припои на основе свинца используют систему нумерации, которая определяет процентное содержание свинца, а также смешанный металл в сплаве, называемую соотношением свинцового сплава (где первое число — это% олова, второе -% свинца). Распространенные сплавы, которые представляют собой оловянные припои, включают:
- 63/37
- 60/40
- 50/50
- 30/70
- 10/90
Типы припоев по форм-фактору
Хотя наиболее распространенным форм-фактором для припоя является паяльная проволока, поставляемая на катушках, припой также можно приобрести в виде стержней припоя, таблеток припоя, колец припоя, ленточного припоя, стержней припоя, слитков припоя, фольги припоя и полос припоя, в зависимости от в приложении.Существуют также шайбы для пайки с предварительно нанесенным покрытием, которые используются для автоматизации операций пайки сквозных компонентов в электронике. Сферы припоя, продаваемые на держателях лент и катушек, также могут использоваться в автоматизированных паяльных операциях.
Типы припоев по применению
Хотя область применения припоя наиболее широко используется в сантехнике и электронике, существуют и другие области применения этого материала. Припой для самолетов должен соответствовать требованиям условий окружающей среды, которые включают вибрацию и термоциклирование.При ремонте радиаторов автомобильный припой используется для устранения утечек, которые возникают в теплообменниках охлаждающей жидкости автомобилей и других транспортных средств. Также припой используют для домашнего ремонта и в таких хобби, как создание витражей.
Существуют специальные составы припоев для соединения металлов, которые труднее паять. Примеры таких припоев включают алюминиевый припой и припой для чугуна.
Сводка
В этой статье представлен краткий обзор распространенных типов используемых припоев с разбивкой по типу сердечника, сплаву / материалу, форм-фактору и применению.Для получения информации по дополнительным темам обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https://www.hunker.com/13417672/what-is-acid-core-solder-used-for
- https://www.harrisproductsgroup.com/en/Expert-Advice/tech-tips/rosin-and-acid-core-solders.aspx
- https://www.machinedesign.com/fasteners/whats-difference-between-soldering-brazing-and-welding
- https: // www.hooverandstrong.com/platinum-solder
- https://chestofbooks.com/home-improvement/workshop/Handy-Man/Gold-Solders.html
- https://app.aws.org/
- https://superiorflux.com/techniques-for-soldering-aluminium/
- https://www.indium.com/solders/wire/indium-wire/
- http://armyordnance.tpub.com/OD0017/Fluxes-141.htm
Прочие «виды» изделий
Больше от Machinery, Tools & Supplies
Руководство по пайке алюминия — средний сегмент.com
Пайка алюминия широко используется в обрабатывающей промышленности, ремонтных мастерских, автомобилестроении и даже в домах наших мастеров-мастеров и любителей.
Большинство производителей и ремонтных компаний используют полностью алюминиевые или преимущественно алюминиевые компоненты для ремонта отверстий, трещин, заклепок, утечек, резьбы, сломанных ушей. Это также позволяет быстро отливать алюминий или железо и легко производить алюминий, таким образом ремонтируя сломанную деталь и иногда делая ее прочнее новой.
Это связано с тем, что алюминиевые припои имеют полностью алюминиевую структуру с хорошей стойкостью к разрушению и большой прочностью.
Пайка алюминия удобна даже для новичков. Чтобы профессионально паять алюминий, не нужно называть профессионала.
Для этого давайте сначала внимательно рассмотрим сам процесс пайки и поймем, как он работает.
Основы пайки алюминия
Что такое пайка алюминия?
Пайка алюминия — это популярный процесс соединения металлов, при котором основной металл не плавится, а соединяется путем нагрева алюминиевых прутков или наполнителей.
Когда он достигнет точки плавления, вы можете использовать его для соединения металлических частей или заполнения трещин, отверстий и зазоров, имеющихся в любом конкретном объекте.
После этого, когда температура расплавленного алюминия падает, он начинает затвердевать и оседать, завершая процесс пайки алюминия.
Какие методы пайки алюминия?
- Пайка горелкой получается путем нагрева деталей, подлежащих пайке, газовой горелкой на кислородном топливе или пропановой горелкой.При этом используется химически агрессивная комбинация хлоридов и фторидов, называемая флюсом, которая плавится при температуре чуть ниже присадочного металла. Паять очень тонкие или очень мелкие структуры может быть очень сложно из-за невозможности равномерно нагреть детали. Паяльный присадочный металл может быть предварительно нанесен на стык или подаваться из ручного присадочного металла. Иногда требуется очистка и флюсование.
- Пайка погружением алюминия выполняется в ванне с большим количеством расплавленной соли, содержащей флюс, удерживаемый в керамической ванне при температуре пайки погружением путем прямого нагрева сопротивлением.Вокруг пайки заливается присадочный металл, и деталь погружается в ванну. Этот метод часто применяется для проектов, требующих нескольких стыков.
- Вакуумная пайка без флюса : сюда не входит критическая фаза очистки после пайки, которая должна поддерживать пайку при наличии флюса. Флюс для пайки алюминия вызывает коррозию и может вызвать поломку, если его не очистить тщательно. Удаление флюса осуществляется замачиванием и ополаскиванием водой или химической очисткой.
- Пайка в печи : этот метод применяется в газовых, масляных или электрических печах. Температуру необходимо регулировать в пределах 5ºF (2,8ºC), что жизненно важно для получения стабильных результатов. Желательна непрерывная циркуляция атмосферы печи, поскольку она сокращает время пайки и приводит к более равномерному нагреву. Продукты горения в печи могут повредить пайку и удовлетворительное качество паяных узлов в термообрабатываемых сплавах.
Плюсы
- Гладкий красивый стык : Получился чистый стык; готовый шов может потребовать небольшой отделки или совсем ее не обрабатывать.Это выгодно в долгосрочной перспективе, потому что не требует дополнительной вторичной операции, которая может вам дорого обойтись.
- Лучший допуск : Пайка не плавит основной металл, что позволяет более строго контролировать допуск металла.
- Работает с различными сплавами. : Пайка используется для склеивания различных металлов, что делает ее хорошим выбором для многих различных проектов на основе алюминия.
- Экономичный : Это обязательно будет разумным по цене, потому что для этого не требуется газ аргон, катушка с проволокой, перчатки и экран или электричество.
- Требуются новички в области металлообработки : Не профессионал? Без проблем! Это очень просто, и это под силу даже новичкам и новичкам.
- Портативный и удобный : Сварщикам нравится пайка алюминия, которую легко взять с собой в любое место, где требуется работа. Легко хранится и упаковывается.
- Быстрый ремонт : Пайка алюминия — это гораздо более быстрый способ изготовления металла, чем сварка TIG и другие виды сварки.Тем не менее, он по силе не уступает другим навыкам металлообработки. Таким образом, пайка алюминия становится хорошей альтернативой для работ по металлообработке, которые необходимо выполнять быстро или в составе сборочного конвейера.
- Безопасность : Не нужно беспокоиться об электричестве. В то время как пайка алюминия по-прежнему связана с высоким нагревом, который потенциально может вызвать возгорание, пайка алюминия пропановой горелкой не требуется, потому что в этом процессе вам не понадобится электричество высокого напряжения.
Минусы
- Не эффективен при более высоких температурах: при пайке получаются соединения, которые не так хорошо приспособлены для высокотемпературных применений, как сварные швы, из-за низкой температуры плавления присадочного материала.
- Эстетический недостаток: цвет соединения часто отличается от цвета основного металла, что создает эстетический недостаток.
- Слабое соединение по сравнению со сваркой: получение соединений с меньшей прочностью по сравнению со сваркой.
- Металл должен быть очень закрытым: это необходимо для обеспечения удерживающего действия расплавленного присадочного металла.
- Требуется очистка флюса: невозможно очистить паяльные узлы и может вызвать коррозию.
- Ограниченный размер работы: большие металлические пластины не могут паяться.
Необходимое оборудование
- Детали из основного металла : в основном это две металлические детали, которые вы будете соединять, или металлические поверхности, которые необходимо отремонтировать.
- Пруток для припоя : Пруток для пайки — это инструмент, который используется для изготовления двух металлических частей вместе во время процесса пайки. Это в основном то же самое, что и традиционный сварочный стержень, но он сделан специально для пайки, что противоположно альтернативе.
- Пропановая горелка : Пропановая горелка в основном используется для подачи пламени или тепла, в котором в качестве топлива используется пропан, углеводородный газ.
- Сварочный шлем с автоматическим затемнением : Сварочный шлем, также известный как «капюшон», является одним из самых необходимых средств индивидуальной защиты, которые должен иметь любой сварщик. Хороший шлем защищает глаза и кожу не только от сильных искр, но и от потенциально вредных для зрения ультрафиолетовых и инфракрасных лучей, испускаемых дугой.
- Сварочные перчатки : Сварочные перчатки — это средства индивидуальной защиты (СИЗ), которые защищают ваши руки от опасностей, связанных с сваркой.Эти перчатки обеспечивают подвижность пальцев, защищая вас от поражения электрическим током, сильной жары, ультрафиолетового и инфракрасного излучения, а также обеспечивают стойкость к истиранию и улучшенный захват.
- Сварочный фартук : Сварочные фартуки закрывают переднюю часть туловища рабочего до колен или ниже, чтобы защитить рабочих от ожогов и травм, вызванных разлетающимися искрами и мусором, встречающимся во время сварки. Этот фартук надевается поверх рабочей одежды и имеет регулируемые ремешки на шее и талии для надежной посадки.
Как паять алюминий?
Выполните эти 4 простых шага и успешно закрепите свой путь при пайке алюминия.
Препарат
Начните с создания безопасной среды для пайки алюминия. Одно из них — правильная вентиляция.
Помните, что этот метод включает в себя горелки и нагревание. Обязательно выполняйте пайку в помещении с надлежащей вентиляцией, чтобы предотвратить вдыхание этих опасных паров.
Для этой задачи вам также понадобится набор необходимого оборудования, указанный выше.
Еще одна вещь, которую нужно обезопасить, — это тщательная очистка основного металла. Это очень важно для получения прочных и герметичных соединений, выполненных пайкой. Когда два металла сплавлены вместе, всегда лучше сначала очистить их.
Нарезка кусков по длине также является частью процесса подготовки. Алюминий достаточно мягкий, чтобы его можно было распиливать стандартными дисками для деревообработки или отрезными пилами.
Снятие фаски
Затем снимите фаску с краев, чтобы оставить канал для припоя.
Перед пайкой необходимо очистить алюминий. Поднимите трубку и начните нагревать алюминий пропановой горелкой.
Плавка
Температура плавления алюминия составляет 1200 градусов по Фаренгейту, но пруток будет плавиться при температуре около 700 градусов по Фаренгейту. Трубка станет достаточно горячей примерно на 5 минут. Вы увидите, что он достаточно теплый, когда стержень начнет плавиться при контакте.
Вы можете начать нагревать ту сторону стальной трубы, которая наиболее удобна для вас (напр.грамм; правая сторона для правшей). С помощью горелки расплавьте кусок присадочного стержня на конце трубы.
Обратите внимание, что после нанесения частичного количества расплавленного наполнителя на конец основного металла, используйте сам расплавленный металл, чтобы расплавить большую часть стержня. Никогда не используйте пламя горелки. Если вы видите белый дым, поднимающийся из расплавленного металла, это будет означать плохую и слабую устойчивость к поломке.
Очистка
Всегда помните, что пайка алюминия может обеспечить действительно прочное соединение, но если его не очистить должным образом, это может быть не так, как вы ожидаете.
Очистка — важный и последний этап процесса пайки.
Паяльные флюсы, если их не удалить с деталей, способствуют коррозии, поэтому очень важно очищать паяльные узлы.
Любые кислотные элементы удаляются тщательной промывкой водой.
Для этого можно погрузить нагретые детали в кипящую воду, как только припой затвердеет. Это один из подходящих способов очистки большей части флюса.Во избежание деформации при закалке нагретую деталь перед погружением в кипящую воду необходимо охладить на воздухе.
Еще один эффективный метод очистки — окунуть детали в 10-процентный раствор азотной кислоты и 0,25-процентного раствора фтористоводородной кислоты при комнатной температуре на 5–10 минут с последующим ополаскиванием горячей водой.
Заключение
Если вы новичок в мире металлов, изучение пайки алюминия, безусловно, станет отличным способом начать свои знания в мире металлообработки.
Если вы никогда не считали пайку алюминия методом обработки металлов, пришло время подумать еще раз!
Пайка алюминия вас точно не подведет!
Он обладает множеством превосходных характеристик и лучшими альтернативами сварке, что делает его очень полезным для каждого сварщика.