


Как выбрать сварочный аппарат для дома и дачи на 220в?
При необходимости приобретения любого технического устройства или оборудования, следует понимать его предназначение. Это же относится к выбору оборудования для выполнения сварочных операций. Как правильно выбрать сварочный аппарат для дома, и какими характеристиками руководствоваться при решении этой задачи?
Как работает сварочное оборудование?
На основе законов физики, назначение трансформатора – преобразование входящего тока и напряжения в требуемые показатели. В принципе магнитной индукции заложено, что напряжение на входе уменьшается, а это обеспечивает увеличение показателя силы тока.
Трансформатор, используемый для проведения сварки, снижает напряжение в 220 Вольт, подаваемое на агрегат в диапазонах от 24В до 30 В. На основании этого происходит увеличение силы тока. Ток полученной силы необходим для формирования электродуги между поверхностью металла и электродом. Конструкторское исполнение несложное, поэтому оно недорого стоит и обеспечивает надежность работы.
Инверторные сварочные аппараты устроены в несколько раз сложнее. В их основе другой принцип работы.
После входа электрический ток проделывает много путей преобразования:
- Переменный преобразуется в постоянный ток.
- Импульсы, возникающие при постоянной величине тока, сглаживаются.
- Постоянный ток, проходящий от выпрямителя, преобразовывается в переменный, при этом частота находится в пределах от 20 до 50 кГц.
- Снижается показатель напряжения тока в диапазоне от 70 до 90В, одновременно сила показателя тока увеличивается от 10 до 250 А.
- Последним этапом будет преобразование показателя переменного потока электронов в постоянный, используемый при выполнении сварки.
Благодаря сложным этапам сварочный аппарат инвертор показывает несравнимые характеристики сварки, и также он дооснащен опциями, необходимыми начинающим сварщикам.
Перечень опций:
- Горячий старт – мгновенное зажигание сварочной дуги. Силовой показатель тока, поданный на поверхность, увеличивается во время зажигания. Это обстоятельство способствует кратковременному действию.
- Антизалипание – приставание к поверхности металла электрода практически сводится к нулю. В случае короткого замыкания сила потока электронов увеличивается, и напыление на электродах лучше поддается расплавлению. Основное назначение этой опции – автоматическое отсоединение от поверхности в случае прилипания электрода и восстановление режимов работы оборудования.
- Форсаж дуги – эта функция способствует плавному форсированию дуги по поверхности.
- Входные разъемы выполнены достаточно большими, что дает гарантию бесперебойной подачи показателя тока.
Какой инвертор лучше выбрать для дачи и для иных домашних нужд?
Техническое оборудование функционально предназначено для работы с электродами разных наименований. Можно применять для сваривания изделий из черных или цветных сплавов, стали или чугуна. Сварить металл из нержавеющей стали можно, используя электроды из вольфрама и газ аргон.

Легко поддаются сварке тонкие металлические листы, но лучше всего настроить аппарат на полуавтоматический режим. В этом случае нужно оборудование для подачи проволоки и углекислый газ.
Бытовой инвертор для дома при необходимости выполнения работ на полуавтоматическом режиме, рекомендуется выбирать с функцией подачи проволоки.
Сварочные инверторы для бытовых нужд
Перед непосредственным приобретением устройства, следует внимательно разобраться, какой сварочный инвертор лучше.
Оборудование подразделяется на разные категории:
- Для использования в производственных сферах.
- Профессиональное.
- Бытовые аппараты инверторного типа, применяемые для сварки металла в мастерских или на дачах.
Оборудование отличается по ценовой характеристике, количеству рабочих циклов и по функциональным задачам.
Как выбрать сварочный аппарат, если не требуется выполнение ответственных работ, а использование будет только в бытовых целях? Лучшим выбором будет приобрести переносной недорогой агрегат, работающий не более четверти часа с получасовым перерывом. Их несложно различить по нанесенной маркировке. Нанесенные цифры после букв означают показатель силы тока устройства.
При необходимости выбрать инверторный сварочный аппарат для производственных нужд, бытовая модель не подойдет.
Какой сварочный аппарат выбрать, чтобы получить ожидаемый результат? Согласно сведениям об устройствах из инструкций по эксплуатации, немаловажно знать при каких температурных показателях будет работать устройство и какова характеристика величины рабочей силы тока.
Для начинающих сварщиков достаточно выбора оборудования, работающего при температурном режиме от 0 до + 30 градусов. Для выполнения технологических операций на предприятиях приобретаются стационарные агрегаты, а для использования в быту вполне достаточен портативный.
Когда выбираем сварочное оборудование известной фирмы, стоит предварительно поинтересоваться, находятся ли мастерские неподалеку. Лучше позаботиться о будущем, чтобы не тратить время на поиск запчастей и выполнение работ по ремонту.
Виды инверторных аппаратов по выбору режима работы:
- аргоновый сварочный аппарат;
- полуавтоматический агрегат;
- устройство для плазменной резки;
- ручного режима работы.
Если агрегат находится в режиме «ожидания», то конструкцией предусмотрено снижение напряжения, что обеспечивает безопасность и гарантию от удара током.
Технические характеристики
Чтобы выбранная модель соответствовала ожидаемому эффекту надежности во время проведения работ, следует ознакомиться с эксплуатационными характеристиками.
- Параметры входного напряжения. Принимая во внимание, что проведение работ будет в бытовой сфере сварочный аппарат выбрать с напряжением 220 В, так как питание будет подаваться от электросети. Не менее важно принять во внимание бесперебойную работу при возможных перепадах показателей напряжения с отклонениями в пределах от 10 до 15%. Выбрать для дома этот инвертор – это правильное решение, так как он будет безотказно функционировать, несмотря на скачки, создаваемые напряжением.
- Время, необходимое для включения устройства или продолжительность включения. Этот параметр показывает соотношение времени бесперебойной работы на самой большой нагрузке и показателя времени для перерыва. Например, продолжительность работы составляет 60%, то значит, что после проведения работ в течение 10 минут на остывание должно уходить тоже 10 минут.
- Заданный диапазон регулирования параметра тока для сварки. Это хороший показатель, так как данные технические устройства могут использоваться в проведении многих видов работ. При этом неважно, что нужно необходимо выполнить: варить толстостенные заготовки или тонколистовую сталь. Требований, предъявляемых к оборудованию особо завышенных нет, а получаемый ток находиться в диапазоне от 150 до 200 ампер.
- Диаметр используемых для сварки электродов. Как выбрать сварочный инвертор, и какими электродами производить сварку. Диаметр электродов находится в прямой зависимости от силового показателя тока. Каких параметров нужен электрод, указано на корпусе агрегата. Но перед приобретением следует учитывать некоторый запас по размерному ряду, что определить конкретно какой сварочный инвертор выбрать. Это решение будет разумным, так как будут получаться качественные швы даже при пониженном напряжении.
- Обеспечение вентиляции. Пыль, образующаяся в воздухе рабочей зоны, оказывает отрицательное влияние на нормальное функционирование устройства. Аппараты особо чувствительны к пыли. Для устройств, используемых в быту учитывать этот показатель при выборе необязательно, а для промышленных предприятий без вентиляции не обойтись. Но при любом раскладе техническое обслуживание, включающее чистку конструктивных элементов от пыли, необходимо проводить.
- Температурные характеристики. Конструкторские исполнения оборудования предполагают оснащение моделей электронными схемами, которые не работают при низких температурах. К примеру, при отрицательной наружной температуре до -15 градусов аппарат функционировать не будет. Лучшим решением будет приобретение оборудование, работающего при температурном интервале от -10 в пределах до +40 градусов. Эти индивидуальные особенности, которые одновременно обуславливают хранение аппарата. Место для хранения должно быть достаточно теплым и в нем не должно образовываться капель конденсата. При нарушении этих показателей этих величин аппарат быстро придет в негодность.
- Силовой модуль. Цена этого элемента самая высокая. Он предназначен для получения высокочастотного тока. Анализ обзора причин, на основании которых элемент может поломаться показывает, что это могут быть большие скачки напряжения и заданного режима скоростей при резке массивных заготовок. Тепловая защита при этом не срабатывает.
Чтобы уверено знать, как правильно выбрать сварочный агрегат для дома, нужно тщательно ознакомиться с документацией, посетить форум, посмотреть размещенное в интернете видео и задавать вопросы, читать отзывы покупателей, размещенные на сайтах. Только продуманные решения поспособствуют успешному выбору подходящего оборудования.
Какой сварочный аппарат выбрать, если работы выполняются в быту?
По виду нагрузки инверторы можно подразделить на работающие:
- С малой нагрузкой – для сварки металла маленькой толщины, к примеру, для сварки кузова автомобиля подойдут электроды диаметром 3 мм.
- Со средней нагрузкой – выбранный инвертор для гаража способен сваривать детали из разных материалов. Работает при силе тока до 200 А.
- С большой нагрузкой – эти устройства применяются на предприятиях, работа производиться при силовой нагрузке до 380 В.
Выбор модели
Какой сварочный аппарат лучше? С этой непростой задачей вряд ли сумеет разобраться даже опытный сварщик, так как к продаже представлены мини-аппараты и инверторы, оснащенные множеством функций.
Чтобы выбрать сварочный аппарат для дома и дачи на 220В, рекомендуется ознакомиться с моделями и почитать отзывы покупателей. Немаловажный показатель – цена на оборудование. Но какой лучше?
Интерскол ИСА -160/7,1
Агрегат превосходно функционирует в случаях перебоев напряжения на линии. Немаловажным значение является просадка сети в пределах до 150 В, при которой дуга поддергивается при использовании электрода размером до 3 мм. Используется Интерскол при работе на высоте, для этого предусмотрен ремень, надеваемый на плечи.
Параметры работы:
| Перечень сведений, характеризующих параметры работы | Цифровые данные или логические обозначения |
| Ток (номинальная величина) | В диапазоне от 20 до 160А |
| Напряжение от источника на входе | От 170 до 242 В |
| Показатель продолжительности включения | 100 % |
| Иные опции | “антиприлипание”, “форсаж электродуги”, ” горячий старт” |
| Показания температурного режима | В пределах от -50 достигает +400 С0 |
Ресанта САИ – 200
Проанализировав, размещенные на сайте отзывы покупателей, основным критерием, чтобы выбрать сварочный аппарат для гаража Ресанта, является его компактность, пластиковые элементы отсутствуют, работает даже в режиме пониженного входного напряжения. Он оснащен автоматом на входной линии, а это позволяет работать даже при коротких замыканиях.
Конструкторское исполнение агрегата Ресанта не предусматривает установку вентилятора, что отрицательно сказывается на его качестве. К повреждению деталей может привести даже незначительное запыление.
| Перечень сведений, характеризующих параметры работы | Цифровые данные или логические обозначения |
| Ток (номинальная величина) | В диапазоне от 10 до 220А |
| Напряжение от источника на входе | От 140 до 262 В |
| Показатель продолжительности включения | 70 % |
| Иные опции | “антиприлипание”, ” горячий старт” |
| Показания температурного режима | В пределах от -50 достигает +350 С0 |
Кроме того, он оснащен сварочным и питающим кабелем, электродержателем, наконечником.
Какой выбрать сварочный аппарат для оптоволокна или полипропилена?
Сварочный аппарат для полипропиленовых труб, оптических волокон, пластиковых труб для водяного трубопровода – Ресанта АСПТ-1000 наиболее оптимален для домашних условий.
Сварочный аппарат ТИГ
Он подходит для выполнения аргонодуговых и ручных видов сварок. В оборудовании предусмотрено большое количество регулирующих функций. Работа осуществляется без перегрева, а также возможно применение в полевых условиях. Это сварочный аппарат постоянного тока аргонный.
| Перечень сведений, характеризующих параметры работы | Цифровые данные или логические обозначения |
| Ток (номинальная величина) | В диапазоне от 10 до 150А |
| Напряжение от источника на входе | От 190 до 253 В |
| Показатель продолжительности включения | 70 % |
| Другие опции | “форсаж дуги”, “антиприлипание”, ” горячий старт”, |
| Показания температурного режима | В пределах от -20 достигает +400 С0 |
Сварочный аппарат mig/mag
Применение полуавтомата популярно в автосервисах, на предприятиях и в гаражах. С помощью Мига можно варить цветные и черные металлы, а также подходит для алюминия. В отличие от трансформаторов он имеет небольшой вес. Даже новички могут работать с его помощью, процесс горения дуги стабилен и надежно защищен от возможных перепадов напряжения.
Чтобы получше изучить информацию об агрегатах рекомендуется через Яндекс посещать сайты, участвовать в форумах и при необходимости запрашивать сведения. На основании параметров подбираем сварочное оборудование для дачи.
Рекомендации
Как выбрать генератор для сварочного аппарата?
Перечень характеристик, которые нужно учитывать:
- Мощность на входе.
- Показатель силы тока для сварочных работ.
- Какими электродами нужно варить.
- Аналогичные характеристики со сварочным агрегатом.
- Электрогенератор должен синхронно работать с оборудованием.
Перед выбором бензогенератора необходимо учитывать, что при мощности до 10кВт выгоднее приобрести дизели, а запас мощности генератора облегчает и поддерживает горение дуги.
Дачные устройства тоже должны быть иметь приборы безопасности, своевременно поверенные и прошедшие аттестацию. Если агрегаты удачно подобраны, то и работа будет успешной.
Видео: как правильно выбрать сварочный аппарат?
Немного о профессии сварщик
Из ряда специальностей, если человек выберет профессию сварщик, то ему необходимо пройти не только подготовку, но и периодически сдавать экзамены. Органы Ростехнадзора подтверждают аттестацию ежегодно на специальной комиссии.
Профориентация сварщику присваивается, после прохождения медицинского освидетельствования и проверки знаний.
Какой сварочный аппарат выбрать для дома: 3 лучших сварочных аппарата!
Сварочный аппарат – незаменимый инструмент для домашнего мастера, с его помощью можно существенно удешевить работы по постройке и ремонту дома. Монтаж арматуры для фундамента, забора, калитки или гаражных ворот – везде необходима сварка. Каждый раз нанимать специалиста-сварщика накладно, лучше купить сварочный аппарат для дома, научиться работать с ним и экономить впоследствии значительные суммы.

Какой сварочный аппарат выбрать для дома — рекомендации по выбору
Какой сварочный аппарат выбрать для дома? Чтобы разобраться с этим вопросом, необходимо представлять, какие бывают режимы сварки, а также какие аппараты применяют для этих режимов. Применение различных режимов сварки для обработки различных материалов приведены в таблице.

Таблица — разновидности методов сварки
Электросварочные аппараты бывают трех основных типов:
- Понижающие сварочные трансформаторы, осуществляющие сварку переменным током. Они имеют разорванный магнитный контур, за счет регулирования магнитного зазора происходит изменение сварочного тока. Эти агрегаты весьма надежны и эффективно используются для сварки в режиме MMAAC. Используются для сварки углеродистой стали, когда не требуется повышенное качество сварного шва.
- Сварочные выпрямители работают в режиме MMADC, то есть на выпрямленном токе. С помощью этих агрегатов можно варить углеродистую и нержавеющую сталь, а также сплавы алюминия. Качество сварного шва получается значительно выше.
- Сварочные инверторы, работающие в зависимости от модели во всех представленных режимах. Это универсальные аппараты, осуществляющие сварку любых материалов током высокой частоты.
Большинство мастеров-любителей, занимающихся сваркой время от времени, отдают предпочтение инверторным устройствам. Их более высокая цена с лихвой окупается удобством работы и универсальностью. Однако если вас больше интересует невысокая цена, вы можете выбрать и обычный сварочный трансформатор.
Выбор понижающего сварочного трансформатора
Основной характеристикой, на которую необходимо обращать внимание при выборе сварочного понижающего трансформатора, является его рабочее напряжения. Сварочные трансформаторы могут работать от трехфазной сети или однофазной сети 380/220 В. Более универсальны комбинированные модели, которые можно подключить как к трехфазной сети, так и на фазное напряжение между двумя фазами, и на напряжение 220 В.
Вторым параметром является мощность сварочного трансформатора. Модели с питанием ~380 В имеют более высокую мощность и вызывают меньший перекос напряжений в сети, но далеко не у всех есть возможность подключения к трехфазной сети. Заявленная мощность трансформатора не должна превышать максимально-допустимой мощности вашей сети.
При выборе также следует учесть диапазон рабочих токов и размеры используемых электродов. Для сварки углеродистой стали достаточно диапазона токов 80-160 А, электроды обычно применяют от 1 до 6 в зависимости от толщины заготовок.
Вес и габариты сварочного трансформатора имеют значение в том случае, если вы планируете перемещать его. Поскольку все сварочные аппараты этого типа весьма тяжелы, лучше отдать предпочтение агрегату, оснащенному колесами и ручкой для удобства передвижения.

Правила выбора сварочного аппарата
Выбор сварочного выпрямителя
Сварочные выпрямители работают на импульсном выпрямленном токе, что позволяет увеличить устойчивость дуги, снизить образование брызг металла, уменьшить расход электродов. В целом применение выпрямленного тока позволяет получить более ровный и тонкий сварной шов, что важно для декоративных элементов.
Сварочные выпрямители могут работать как на трехфазном, так и на однофазном переменном токе, при этом выпрямители подключают по трехфазной или однофазной мостовой схеме. Подключение по трехфазной схеме дает большую устойчивость горения дуги и большую мощность, но, опять же, необходимо ориентироваться на возможность подключения к трехфазной сети ~380 В.
При выборе следует обратить внимание на диапазон сварочных токов, удобство регулирования режимов, толщину применяемых электродов. Регулирование режимов и тока сварки у выпрямителей обычно осуществляется ступенчато.

Выбор сварочного выпрямителя
Выбор сварочного инвертора
Сварочный инвертор – универсальный аппарат, благодаря широкому диапазону режимов сварки он весьма популярен у мастеров различного профиля. Цена его выше, чем у других сварочных аппаратов, но зато габариты, вес и потребляемая мощность позволяют использовать инверторы для сварки в любых условиях.
На что обратить внимание при выборе сварочного инвертора? Основным параметром, как и в предыдущих случаях, является напряжение питающей сети– 380 В или 220 В, при этом трехфазные инверторы имеют большую мощность. От мощности также зависит длительность срока службы: при равных нагрузках более мощный инвертор будет меньше перегреваться и прослужит дольше.
Второй важный параметр – диапазон режимов и ток сварки. Выбирают его в соответствии с таблицей в зависимости от толщины металла.

Таблица — подбор сварочного электрода в зависимости от толщины металла
Для инвертора, используемого в быту и частном строительстве, достаточно диапазона 60-160 А. Плавная регулировка позволит более точно подобрать ток сварки и улучшить качество шва.
Еще один параметр, имеющий значение – продолжительность включения, обуславливающая отношение времени непрерывной работы ко времени использования агрегата на максимальных токовых режимах. Чем этот показатель выше, тем дольше сварочный инвертор сможет работать без перегрева. На практике необходимое значение продолжительности включения можно рассчитать по соотношению времени сварки к технологическим паузам в работе для смены электрода или подготовки деталей. Например, при заявленной продолжительности включения 80% время сварки составит 4 минуты с обязательной паузой в 1 минуту. На практике паузы бывают значительно больше, но запас надежности агрегату не повредит.
Также важно наличие дополнительных функций, самые популярные из них:
- Hotstart, или «горячий старт» — скачкообразное повышение тока в начальный момент сварки, что облегчает процесс возникновения дуги;
- Antistick – опция, резко снижающая ток при залипании электрода и позволяющая без труда отнять его от свариваемого металла;
- Arcforce, или «форсаж дуги» — используется при сварке вертикальных швов, улучшает качество шва.
Эти опции реализованы практически во всех современных моделях инверторов.

Сварочные инверторы
Все сварочные аппараты комплектуются двумя кабелями с зажимами типа «крокодил», электродержателем для электрода. А также клеммами для подключения к сварочному аппарату. При покупке следует обратить внимание на длину кабелей – она должна быть не менее 2 метров.

Подключение сварочного инвертора
При выборе любого сварочного аппарата важно смотреть также на гарантийный срок, наличие послегарантийного обслуживания и близость сервисных центров. Страна-производитель не имеет особого значения, многие китайские модели превосходят европейские аналоги по функционалу, в то же время имеют более низкую стоимость и при этом весьма надежны.
Таким образом в данной статье мы рассмотрели, какой выбрать сварочный аппарат, а о том как научиться варить электросваркой — читайте на нашем сайте.
Сварочный полуавтомат — ТОП 5 лучших моделей и принцип работы
Оборудование для сварки металла из чисто профессиональной сферы активно «отвоевывает» себе место и в инструментальном «арсенале» хорошего собственника дома. Действительно, даже при обычном хозяйствовании довольно часто приходится сталкиваться с необходимостью выполнения сварных операций. Ну а если у владельца имеется какая-то слесарная мастерская, если ему нравится «возиться» с металлом, то без такого комплекта — вообще сложно, так как возможности домашнего мастера резко ограничиваются.
 Сварочный полуавтомат
Сварочный полуавтоматПростейший выход на сегодняшний день – это приобретение сварочного аппарата ММА, то есть установки для ручной дуговой сварки плавким электродом в обмазке. Такой путь проходят, наверное, все начинающие сварщики. Со временем нарабатывается опыт, и приходит понимание, что с использованием технологии ММА далеко не все операции выполнимы. И чтобы расширить свои возможности придется подыскать себе сварочный полуавтомат MIG-MAG.
Вот об этом оборудовании и поговорим в настоящей публикации.
Что такое сварка MIG-MAG
Ручная дуговая сварка ММА, как уже отмечалось, не позволяет решать все задачи. В частности, большую сложность представляет сваривание деталей из тонкостенной стали, толщиной менее миллиметра. Производительность тоже не на высоте – волей-неволей приходится отвлекаться на смену электродов. А чтобы соблюдать равномерность и аккуратность швов, необходим и немалый навык, так как по мере выгорания плавкого электрода приходится приближать руку с держателем, чтобы обеспечить стабильную дугу нужной длины.
Обозначенные проблемы решены в технологии полуавтоматической сварки MIG – MAG. За этими звучными аббревиатурами кроется «Metаl Inert Gаs – Metаl Active Gаs». Даже не зная азов английского, несложно догадаться, что речь идет о сварке металла в защитной среде инертного (MIG) или активного (MAG) газа.
Но это даже, пожалуй, не главная «фишка» технологии. Основным достоинством является то, что и электродом, необходимым для создания сварочной дуги, и присадочным материалом становится специальная проволока, которая автоматически подается в рабочую область с установленной скоростью.
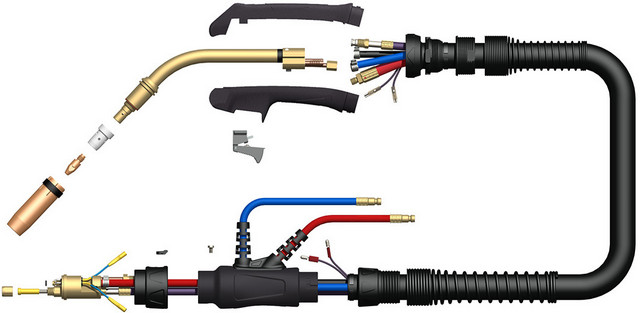
Сам аппарат представляет собой целую совокупность нескольких устройств и приборов. Пример конструкции сварочного полуавтомата показан на иллюстрации:

1 — главным элементом системы является источник сварочного тока. По аналогии с аппаратами для ручной дуговой сварки, он может быть трансформаторного, выпрямительного или инверторного типа. На корпусе источника расположены органы управления, контроля, реализации заложенных функций, разъемы для подключения кабелей и рукавов. В корпусе аппарата часто «прячутся» и другие модули полуавтомата, например, механизм протяжки проволоки.
2 – основной рабочий инструмент, которым оперирует сварщик – это сварочная горелка. На ней имеется пусковая клавиша, нажатием на которую одновременно запускается несколько функций – подача проволоки, через которую, кстати, коммутируется сварочный ток для розжига дуги, и подача инертного (активного) газа в сопло горелки. Некоторые аппараты оснащаются еще и жидкостным охлаждением – по контуру трубок циркулирует теплоноситель.
3 – рукав горелки, представляющий собой довольно сложную конструкцию. В нем находится канал подачи сварочной проволоки, силовой кабель сварочного тока, шланг, по которому нагнетается газ, провода управления, а для горелок с охлаждением — еще и трубки для циркуляции теплоносителя. При всем этом рукав должен оставаться довольно гибким, не стесняющим движений мастера. По сути, рукав с горелкой становятся единой конструкцией. Поэтому когда говорят о «длине сварочной горелки», то имеется в виду именно длина общего рукава, от горелки до разъема подключения к аппарату.
4 – кабель подключения массы. Вот здесь – никаких особенностей, все так же, как в оборудовании ММА.
5 – бухты (катушки) сварочной проволоки необходимого диаметра. Вставляются в механизм подачи, который в данном примере расположен внутри корпуса источника тока. Но это не догма – механизм протяжки может располагаться сверху или сбоку корпуса снаружи, представлять собой отдельный блок, соединенный с аппаратом проводами управления. Кроме того, есть и такие разновидности, которые не толкают, а тянут проволоку, то есть размещены в самой горелке. С одной стороны – тянуть лучше, нежели толкать по узкому каналу на весьма значительное расстояние. Но с другой – такая конструкция делает горелку более громоздкой и тяжелой, неудобной в длительной работе.
6 – редуктор для подключения газового баллона и шланга, соединяющего баллон с патрубком подачи газа в рукав горелки. Сам по себе баллон приобретается отдельно, может иметь различную емкость (адекватную задачам), устанавливаться на общей тележке с аппаратом или отдельно, рядом с ним.
Как видите, система, по отношению к оборудованию для ручной дуговой сварки — более сложная и громоздкая. Но зато и преимущества – неоспоримые. Чтобы стало понятнее, давайте попробуем привести доводы как в пользу технологии MIG MAG, так и против нее, именно в сравнении с MMA.
 Сопоставляем «pro & contra» сварочных технологий MIG-MAG и MMA
Сопоставляем «pro & contra» сварочных технологий MIG-MAG и MMAПлюсы
- Создание газового защитного облака в области сварки принудительной подачей – куда более эффективное дело, нежели образования его при плавлении и испарении обмазки обычного плавкого электрода. Это влияет на качество создаваемых швов – они получаются чистыми, без шлаковых вкраплений. Прочностные характеристики накладываемого шва от этого также только выигрывают. Немаловажным критерием является и эстетичность полученного результата.
- Появляется возможность сварки на малых значениях тока. То есть можно работать с тонкими металлическими заготовками без сквозных прожигов. При ручной сварке такое искусство доступно только сварщикам высокой квалификации, да и то – до определенных пределов. Это качество полуавтоматов MIG-MAG делает их незаменимыми в автосервисах или в индивидуальных мастерских кузовного и другого ремонта.
- Значительно возрастает производительность выполняемых работ. Это связано с возможностью накладывать длинные швы без отрыва, чему способствует и автоматическая подача присадочной проволоки, и гораздо меньший нагрев (в сравнении горелки и держателя электродов).
- Несмотря на более сложное оборудование, сам процесс сварки, пожалуй, даже попроще, чем ММА. Тем более что современные аппараты-полуавтоматы позволяют сохранять оптимально выставленные настройки. То есть сварщику остается только подносить горелку к месту накладки шва – и управлять работой простым нажатием на клавишу, при этом не изменяя дистанции с заготовкой. Характерно, что качество шва очень мало зависит от его пространственного положения. Как правило, тот, кто имеет опыт «общения» с ручной дуговой сваркой без проблем осваивает MIG-MAG. Да и так научиться мало-мальски варить полуавтоматом, как кажется, все же проще, чем обычным электродом (IMHO).
Минусы
- Резко возрастают требования к тщательной подготовке свариваемых поверхностей в области шва. При сварке ММА мощная дуга, создаваемая толстым (по сравнению с проволокой) электродом способна порой «пробить» слой ржавчины или даже остатков старой краски. Затем вся эта «гадость» всплывает в сварочной ванне и впоследствии удаляется при скалывании шлака. С полуавтоматической сваркой такой «номер» не пройдет – дуга может попросту не разжечься или начнет «рваться» на загрязнённых участках.
- Если с тонким металлом открываются широкие возможности, то с толстым – ровным счетом наоборот. Далеко не все задачи становятся доступны. Так, например, возникают проблемы при сваривании толстых заготовок – сложно создать достаточно глубокую сварочную ванну, то есть возможны непровары.
- Сложность оборудования – это его потенциальная уязвимость, снижение общей надежности комплекта. И это на фоне значительного повышения стоимости.
- Немаленькая стоимость и у расходников для полуавтоматической сварки. Это, кстати, не только проволока и заправка газового баллона. Сюда же можно отнести запчасти к газовой горелке, те, что находятся непосредственно в области сварки, и оттого довольно быстро изнашиваются. А сама горелка требует постоянного специфичного ухода.
- Наконец, привязанность даже самого компактного полуавтомата к газовому баллону существенно снижает мобильность мастера в процессе работы. Его возможности ограничиваются длиной рукава сварочной горелки. То есть, как с компактным ММА-инвертором, надеть на ремень через плечо и варить в нужном месте – не получится. При необходимости перейти на более удаленный участок придется производить «основательное перебазирование» всего сварочного поста.
Теперь поговорим об элементах системы MIG-MAG несколько подробнее.
Основные приборы и узлы сварочного полуавтомата
Источник сварочного тока
По сути – основной прибор всего набора оборудования. Могут классифицироваться по разным критериям.
Разновидности по принципу преобразования тока
По аналогии с аппаратами ручной сварки, источник сварочного тока может иметь трансформаторный (на переменном токе или с выпрямителем) или инверторный принцип работы.
- Сварочные трансформаторы на первом месте по неприхотливости и ремонтопригодности. Минимум деталей, но зато массивные сердечник и обмотки первичной и вторичной катушек делают аппарат громоздким и массивным, не особо удобным для «живой работы» — больше подойдёт для стационарной установки сварочного поста.
 Сварочный полуавтомат трансформаторного типа – очень надежный, но весьма массивный и неповоротливый.
Сварочный полуавтомат трансформаторного типа – очень надежный, но весьма массивный и неповоротливый.Необходимо еще помнить и о том, что полуавтоматическая сварка с таким аппаратом будет вестись на переменном токе. Это неизбежно даст некоторую чешуйчатость шва, а в ходе работы часто наблюдается повышенная разбрызгиваемость металла, что тоже не особо хорошо.
Такое оборудование подойдет для стационарных постов для сварки деталей из низкоуглеродистых сталей. Возможна также сварка алюминия.
- Сварочные полуавтоматы-выпрямители – это тоже трансформаторное оборудование, но оснащенное еще и мощным диодным мостом для преобразования переменного тока в постоянный.
Этим повышается качество накладываемого шва, а в ходе сварки — меньше брызг. Но за все приходится платить – за счет установки выпрямительного узла повышаются и габариты, и массивность.
 Сварочный полуавтомат трансформаторно-выпрямительного принципа действия «AIF320».
Сварочный полуавтомат трансформаторно-выпрямительного принципа действия «AIF320».Тем не менее – такая техника считается надёжной, и в производственных условиях применяется довольно широко. Постоянный ток дает возможность сваривать чугун, нержавеющую сталь, качественными получаются соединения обычных черных сталей. Но вот для домашней мастерской лучше подыскать нечто более компактное, и с большим набором возможностей.
- Наиболее популярные сварочные полуавтоматы – инверторного типа. В них применен электронный принцип преобразования переменного тока в постоянный. Причем, практически без «пилы», и с возможностью очень точной регулировки силы тока, подаваемого на горелку.
 Сварочные полуавтоматы-инверторы выгодно отличатся компактностью, небольшим весом, расширенной функциональностью.
Сварочные полуавтоматы-инверторы выгодно отличатся компактностью, небольшим весом, расширенной функциональностью.Такие аппараты отличаются гораздо более компактными размерами, отсутствие тяжёлых трансформаторов в их схеме обуславливает невысокую массу оборудования. То есть переместить такой сварочный пост при необходимости – не в пример проще.
Такое оборудование позволяет работать с любыми поддающимися ручной сварке металлами. Стабильность выходных параметров гарантирует наложение очень качественных швов, при практически полном отсутствии разбрызгивания металла. После провара поверхности зачастую сразу готовы к окрашиванию – не требуют зачистки.
В недостатки такому оборудованию порой ставится его сложность, и оттого – уязвимость. Полноте, современные электронные схемы, выпускаемые ведущими производителями подобных товаров, выходят из строя нечасто. А по остальным компонентам системы (протяжка проволоки, подача газа, долговечность сварочной горелки) – никаких преимуществ ни у трансформаторов, ни у выпрямителей все равно нет. Так что этот недостаток (пожалуй, единственный, приписываемый инверторам) видится очень даже условным.
Правда, конечно, обращаться с таким оборудованием следует бережно, защищая и от влаги, и от излишней запыленности, так как ремонт при выходе из строя и впрямь может «влететь в копеечку».
Разновидности по предназначению
Все сварочные полуавтоматы, можно условно разделить на три группы по основному предназначению и заложенному спектру возможностей.
- Профессиональные полуавтоматы MIG-MAG. Как правило, это габаритные установки, размещённые или стационарно, или на колесных тележках. Обычно на тележке предусматривается и крепление газового баллона – так сварочный пост обретает определённую мобильность в пределах цеха или мастерской.
 Сварочный инверторный полуавтомат профессионального класса.
Сварочный инверторный полуавтомат профессионального класса.Что привлекает в таком оборудовании, и что можно отнести к недостаткам?
Плюсы
- Высокая универсальность – широкий диапазон сварочных токов (доходящий порой до 500 А) и диаметров присадочной проволоки позволяет решать практически любые задачи. Так, можно сваривать заготовки толщиной 20 и даже более миллиметров.
- Высокая мощность оборудования (доходит до 25 кВт) позволяет ему работать почти в непрерывном режиме в течение рабочей смены. Так, ПВ (продолжительность включения) обычно составляет не менее 60%, а у многих полуавтоматов при небольших сварочных токах (до 200 А) – доходит чуть ли не до 100%. Отсюда – высокая производительность.
- Широкий выбор настроек всех эксплуатационных параметров – для получения идеального сварного шва. Причем, однажды «найденные» оптимальные настройки для тех или иных операций можно сохранить в энергонезависимой памяти, чтобы при необходимости задействовать простым включением этого режима на модуле управления.
- Такому оборудованию обычно свойственен легкий розжиг дуги – из-за повышенного напряжения холостого хода (порядка 90 В).
- Как правило, подобные установки комплектуются длинными кабелями и рукавами.
Минусы
- Требуется только трехфазная сеть питания 380 В
- Массивность аппаратов, сложность их транспортировки даже в прелюдах мастерской, не говоря уже о выездных работах.
- Оборудование – очень дорогое. Кроме того, недешевым окажется и его обслуживание, а в случае необходимости – и ремонт. Одним словом, приобретение профессионального комплекта для домашней мастерской выглядит совершенно неоправданной потерей денег, так как заложенные в него возможности попросту останутся невостребованными.
- Сварочное оборудование MIG-MAG полупрофессионального класса —востребовано теми мастерами, у которых оно, как правило, не простаивает, чуть ли не ежедневно в работе, но используется все же не по принципу непрерывного цикла. Хороший вариант для небольшой авторемонтной службы, для мастерской художественной ковки или изготовления на заказ крупных металлических изделий.
Таким аппаратам свойственны показатели сварочного тока от примерно 180 до 250 А, что позволяет работать с металлом толщиной до 10 мм. Мощность — в пределах 6÷9 кВт. Продолжительность включения колеблется от 35 до 50%, выше на больших токах обычно не бывает. То есть при работе с максимальной загруженностью как минимум 5 минут из 10 должно отводиться на остывание оборудования.
 Сварочный полуавтомат, «MAGNUM 200», который можно отнести к полупрофессиональной категории оборудования
Сварочный полуавтомат, «MAGNUM 200», который можно отнести к полупрофессиональной категории оборудованияЧто можно сказать «pro & contra» об этой категории?
Плюсы
- Аппарат может ежедневно задействоваться по 4÷5часов, а это – очень даже немало!
- Многие из полупрофессиональных установок — это просто уменьшенные аналоги профессиональных полуавтоматов, с сохранением и качества изготовления, и всего богатства заложенных функциональных возможностей. Понятно, что с несколько «урезанными» показателями по сварочному току и по ПВ.
- Такая техника комплектуется довольно длинными кабелями и горелками, порядка 3÷4 метров, чего бывает достаточно даже для немаленькой домашней мастерской.
- Как правило, техника качественная, так как «впарить» за немалую сумму низкопробный товар – дело бесперспективное даже в очень обозримой перспективе. Подделки в этой категории – тоже очень нечастое явление.
Минусы
- Стоимость оборудования все же остается немалой, то есть для начинающего может стать неподъемной.
- Ремонтные работы и комплектующие тоже могут обходиться недешево.
- Многие полуавтоматы, являясь полупрофессиональными по току и ПВ (без обмана), обладают минимумом функций и настроек, что больше свойственно аппаратам бытового класса.
- Массивность (весят такие приборы до 20 кг) несколько ограничивает их мобильность. Хотя, при необходимости можно и изменить расположение поста, причем не только в пределах мастерской, но даже и на участке строительства.
- Полуавтоматы бытового класса – очень популярное в наше время оборудование, приобретаемое многими мастерами. Сразу бросающиеся в глаза особенности – компактность и незначительный вес (редко доходящий до 10 кг). Как правило, приор имеет ручку в верхней части корпуса, за которую его легко можно перенести в нужное место.
Сварочный ток в таком оборудовании редко превышает 160 А, мощность обычно выдерживается в пределах до 5 кВт. Такие параметры позволяют работать с металлическими заготовками толщиной до 5 мм, чего для домашних мастерских в подавляющем числе случаев – вполне достаточно.
Длительностью работы такая техника похвастать не может – обычно ПВ не более 30%. То есть даже в течение 10 минут трехминутный цикл сварки должен чередоваться семиминутным отдыхом. Для серьёзной производительной работы – не очень, но для домашней мастерской – вполне подойдет.
 Бытовые сварочные полуавтоматы привлекают компактностью и относительно невысокой ценой. За это им прощаются их недостатки…
Бытовые сварочные полуавтоматы привлекают компактностью и относительно невысокой ценой. За это им прощаются их недостатки…Плюсы
- Привлекательная стоимость – техника становится доступной большинству желающих научиться работать с ней.
- Быстрому освоению азов полуавтоматической сварки способствует простота управления и минимальное количество настроек – только сила тока и скорость подачи проволоки.
- Не требуется сколь-нибудь сложных операций по подготовке к работе – как правило, приборы рассчитаны только на один диаметр проволоки.
- Компактность и малая массивность предопределяют мобильность сварочного поста. Ничего не стоит переустановить полуавтомат на новом месте, ближе к участку проведения сварки.
Минусы
- Малые показатели сварочного тока и возможность использования только тонкой проволоки — иногда аппарат просто не в силах справиться с возникшей в ходе работы задачей.
- Невысокая продолжительность включения – та «ахиллесова пята», из-за которой в запале работы (мастер забывает о «хронометраже») выходит из строя большинство попавших в ремонт изделий такого класса.
- Очень часто — короткие кабели и рукав горелки. Особо славятся такой «жадностью» фирмы, выпускающие в Китае аппараты под российскими названиями. Так что на этот аспект следует обращать внимание заранее, при выборе модели.
- Такие полуавтоматы, как правило, поступают в продажу с весьма небогатой комплектацией. Впрочем, для любителей сварки – это дело наживное.
* * * * * * *
Кстати, многие из внимательных читателей наверняка уже обратили внимание на аббревиатуры ММА, встречающиеся на корпусах полуавтоматов. Дело в том, что очень часто такое оборудование имеет возможность работать и в режиме ручной дуговой сварки. На корпусах имеется дополнительный разъем для подключения кабеля с держателем электродов (он обычно тоже входит в комплект поставки). Предусмотрен переключатель режимов. Для выставления сварочного тока ММА может иметься отдельный регулятор.
 Универсальный сварочный аппарат – для MIG-MAG и MMA. Переключение занимает всего несколько секунд.
Универсальный сварочный аппарат – для MIG-MAG и MMA. Переключение занимает всего несколько секунд.Такие аппараты очень популярны, так как обладают отменной универсальностью. Кроме того, они даже несколько «нивелируют», например, недостатки бытовых полуавтоматов. То есть там, где невозможно проварить шов горелкой, можно пустить в ход держатель с электродом. А потом снова вернуться на MIG.
Сварочная горелка
Это – довольно сложная конструкция, которая обеспечивает одновременно сразу несколько важнейших функций — подачу сварочного тока, присадочной проволоки и защитного газа. А сам корпус горелки в руке мастера становится главным рабочим инструментом.
Подробно рассматривать устройство горелок не станем – этому можно было бы посвятить отдельную статью. Но общее представление иметь нужно:
 Пример устройства сварочной горелки MIG-MAG
Пример устройства сварочной горелки MIG-MAGДетали горелки, расположенные непосредственно в зоне высоких температур (сопла, муфты, токовые наконечники, держатели и т.п.) относятся к расходным элементам, и время от времени подлежат замене.
Длина горелки (имеется в виду, повторимся, с учётом рукава, до подключения к аппарату) может быть совсем небольшой (2 метра) и весьма внушительной – порой доходит до десятка метров. Но следует помнить, что чем длиннее рукав, тем труднее проталкивается по каналу проволока. Обычно для домашних условий как раз и хватает двух ÷ трех, максимум пяти метров.
 Особенности конструкции горелки с принудительным жидкостным охлаждением.
Особенности конструкции горелки с принудительным жидкостным охлаждением.Некоторые профессиональные полуавтоматы оснащены принудительной жидкостной системой охлаждения грелки. Бачок и насос, обеспечивающий циркуляцию теплоносителя (обычно – раствор этилена) размешены в корпусе полуавтомата, а в рукаве, помимо обычных для горелки коммуникаций, имеются еще и два гибких шланга. Естественно, суммарная тяжесть горелки с рукавом от этого возрастает, удобство работы – снижается. Но зато жидкостное охлаждение позволяет сделать процесс сварки чуть ли не непрерывным. Для промышленных предприятий – это бывает крайне важно. но для домашнего использования такой вариант не стоит и рассматривать.
Следующий вопрос, касающийся и самого полуавтомата, и горелки – это коммутация двух этих основных устройств системы. Здесь возможны варианты.
 Горелка с евро-разъемом.
Горелка с евро-разъемом.Наиболее передовым на сегодняшний день считается использование так называемых «евро-разъемов» KZ-2. Гнездо разъема располагается на корпусе полуавтомата, (возможны вариации, о чем будет сказано ниже), штекер – на рукаве грелки. При подключении одновременно строго соосно соединяется канал подачи проволоки, газовый канал (имеются специально продуманные уплотнения, не допускающие прорыва газа на разъеме), а также коммутируются провода передачи управляющих сигналов с клавиши горелки в блок управления полуавтомата. Для надежности соединения двух частей разъема – они фиксируются накидной резьбовой гайкой.
 Евро-разъем — аппаратная его часть. К нему сзади к длинному штуцеру подводится проволока, шланг подключается к газовому коллектору, а два контактных провода – к клеммам блока управления.
Евро-разъем — аппаратная его часть. К нему сзади к длинному штуцеру подводится проволока, шланг подключается к газовому коллектору, а два контактных провода – к клеммам блока управления.Действительно, удобно. И лучше ориентироваться именно на такой вариант.
 А у этой модели сварочного полуавтомата разъемного соединения горелки не предусмотрено.
А у этой модели сварочного полуавтомата разъемного соединения горелки не предусмотрено.Но встречаются аппараты с совсем иным подключением. Рукав в них частенько просто «ныряет» через окошко в корпус полуавтомата, и уже там происходит раздельная коммутация газа, проволоки, управления и подачи сварочного тока. Работает это – ничуть не хуже, и если аппарат приобретается только для периодической работы бытового уровня – то вполне можно этим и ограничиться. Такие приборы, как правило, подешевле.
* * * * * * *
Каким бы ни было устройство горелки, принцип их работы одинаков. При нажатии на клавишу открывается газовый клапан, питание поступает на привод механизма подачи проволоки – она начинает протягиваться через свой канал и выходить через токовый наконечник в сопло. Когдп выход проволоки таков, что она касается свариваемой детали (к которой заранее была подключена масса), возбуждается электрическая дуга и начинается процесс сварки в облаке подаваемого газа. Скорость движения проволоки, также, как и сила сварочного тока, заранее выставляются сварщиком, и могут корректироваться по ходу работы.
Клавиша на горелке отпущена – процесс прекратился, подача проволоки прервана, газовый клапан закрыт.
Механизм протяжки проволоки
Еще один узел требующий внимания.
Механизмы могут различаться и типом размещения, и принципом действия.
Чаще всего встречаются механизмы толкающего действия. Они размещаются или в самом аппарате, или поблизости от него. Понятно, что механизм смазывает проволоку с катушки и проталкивает ее по каналу вплоть до выхода из горелки.
Такая схема очень неплохо себя показывает на горелках малой и средней длины (обычно – до 5 метров). Более длинный рукав может вызывать пробуксовку, остановку подачи, так как силы сопротивления из-за длинного канала и его изгибов превысят возможности механизма.
 Толкающий механизм подачи проволоки, расположенный непосредственно в корпусе полуавтомата
Толкающий механизм подачи проволоки, расположенный непосредственно в корпусе полуавтоматаКак видно на иллюстрации, часто механизм расположен прямо в корпусе аппарата. Но нередко он выносится и наружу, может находиться на общей платформе, пристроенным сбоку или сверху. Или же вовсе представлять собой отдельный выносной модуль.
 Сварочный полуавтомат с модульным вариантом механизма протяжки проволоки
Сварочный полуавтомат с модульным вариантом механизма протяжки проволокиЧто интересно – сам полуавтомат при таком варианте можно не переносить, если необходима смена позиции. Переставляется именно блок протяжки, связанный кабелем упралвения со сварочным аппаратом. А евро-разъем для подключения горелки размещен именно на этом блоке.
Другой вариант механизма – тянущий. Как, наверное, понятно, он размещается в горелке, то есть тянет проволоку «на себя» с компактной катушки (длина проволоки в которой позволяет выполнить намеченный ряд операций), и только последнем коротком участке – выталкивает ее в сопло. При необходимости – бобины легко и быстро меняются, так как нет необходимости протягивать проволоку через весь рукав. Но, естественно, это сказывается и на габаритах, и на массе горелки – работать с ней становится тяжелее, так как рука быстрее устает. Но в условиях производства иногда именно такой подход становится оптимальным.
 Горелка с интегрированной подачей сварочной проволоки с компактной катушки
Горелка с интегрированной подачей сварочной проволоки с компактной катушкиГоворят, что встречаются полуавтоматы со смешанной подачей – то есть в них реализован и толкающий, и тянущий принцип. Возможно, это и так, но на практике автору статьи с таким оборудованием встречаться не приходилось.
По степени сложности механизмы протяжки (а почти наверняка начинающим придется «общаться» только с толкающими разновидностями) тоже отличаются. В профессиональных или полупрофессиональных аппаратах часто используется схема с четырьмя колесиками, с возможностью регулировки прижима и перестройки механизма ни другой диаметр проволоки. Это обеспечивает точность и равномерность скорости подачи, что сказывается на чистоте выполняемого шва.
 Двух- и четырехроликовый механизм подачи сварочной проволоки
Двух- и четырехроликовый механизм подачи сварочной проволокиВ полуавтоматах бытового уровня обычно дело ограничивается двумя роликами. Конечно, хочется стремиться к лучшему, но для недорогих аппаратов, без возможности смены диаметра проволоки, да еще и при использовании короткой горелки (до 3 метров) и этого бывает вполне достаточно.
Дополнительная функциональная оснащенность сварочного полуавтомата
Любой полуавтомат оснащен функциями настройки силы сварочного тока и скорости протяжки проволоки. Во многих моделях реализована возможность смены диаметра сварочной проволоки. Бывают ли еще дополнительные возможности?
Да, конечно.
- Уже отмечалось, что отличным выбором станет полуавтомат, который можно в любой момент переключить для работы в ручном режиме с плавким электродом в обмазке. Такое приобретение сразу «убьёт двух зайцев»!
- На технике профессионального или полупрофессионального классов может быть отдельная регулировка напряжения холостого хода. От этого показателя во многом зависит удобство розжига сварочной дуги и ее стабильность.
 Не на всех, но на некоторых полуавтоматах есть возможность регулировать напряжение холостого хода.
Не на всех, но на некоторых полуавтоматах есть возможность регулировать напряжение холостого хода.- Если к качеству работы предъявляются повышенные требования, то имеет смысл выбирать полуавтомат, оснащенный дополнительной настройкой индуктивности.
 Регулятор индуктивности на приборной панели сварочного полуавтомата. Имеется подпись или соответствующий значок.
Регулятор индуктивности на приборной панели сварочного полуавтомата. Имеется подпись или соответствующий значок.Показатель индуктивности серьезно влияет на время отрыва раскаленной капли металла от проволоки и переноса его в сварочную ванну. Регулировкой можно добиться минимального разбрызгивания, значительно поднять качество корневого шва.
Но эта функция важна только для профессиональных сварщиков. То есть если на вашем аппарате ее нет, а итоги работы не будут проверять въедливые социалисты ОТК со своими средствами неразрушающего контроля – можете особо не расстраиваться. Никто этого и не заметит…
- Индикация и память – важные компоненты современного оборудования. Конечно, это очень удобно, когда значения показываются на индикаторах в абсолютных величинах. И тем более, когда можно настроить эмпирическим путем оптимальные режимы и занести их в память.
 Точная цифровая индикация параметров, безусловно, удобна. Но и без нее вполне можно обойтись, если не ставится каких-то «сверхзадач».
Точная цифровая индикация параметров, безусловно, удобна. Но и без нее вполне можно обойтись, если не ставится каких-то «сверхзадач».Но опять же – подобные «навороты» всегда приходится дополнительно оплачивать. То есть имеет смысл заранее взвесить, нужны ли они в повседневной практике, тем более, если аппарат требуется для бытового применения. Поверьте, навыки настройки даже без цифровой индикации, и даже на условно градуированной шкале, приобретаются весьма быстро.
- А вот встроенные функции защиты лишними не будут никогда. Далеко не во всех моделях они есть, поэто
выбор надежного оборудования для бытовой сварки
Правильный выбор сварочного аппарата для дома зависит от умения «читать» технические характеристики инструмента. Покупая сварочный инвертор, важно понимать, для каких целей он предназначен, и как долго (с какой периодичностью) им будут пользоваться.
Подготовка к покупке
Заглянув в любой магазин сварочной техники, можно найти огромное количество моделей инверторов для ручной сварки и полуавтоматов. Понять, какой из них будет лучшим для дома, довольно сложно. Поэтому выбирая инверторный сварочный аппарат, важно:
- определиться, какой металл предстоит сваривать;
- наметить плановость работ;
- понимать с какой нагрузкой будет работать инструмент;
- знать сетевые (питающие) показатели рабочего объекта.
Не стоит забывать о навыках работы со сварочным аппаратом и о его стоимости. Можно заранее получить информацию, используя интернет, о самом надёжном сварочном оборудовании.
Когда необходимо выбрать для дома надежный и дорогой сварочный автомат, большое значение имеют гарантийные сроки и расположение сервисных пунктов. Если по месту проживания нет центра обслуживания, то при поломке или вопросах настройки могут возникнуть проблемы.
Основные типы техники
Существуют 3 типа оборудования для сварки. Понижающие трансформаторы выполняют сварку углеродистых металлических поверхностей переменным током. Агрегаты отличает простота конструкций и надёжность в эксплуатации.
Рекомендуемый рабочий режим – ММА(АС), то есть ручная работа переменным током. На них дома могут работать начинающие сварщики, так как высокое качество шва не требуется.

Выпрямители работают в режиме MMА(DC), то есть ручная сварка постоянным током, по углеродной и нержавеющей стали и алюминиевым сплавам на выпрямленном токе. Используя дома этот вариант, получают более качественный шов, чем на понижающих трансформаторных аналогах. Можно сказать, что это вид сварочных аппаратов лучше.
Инверторы в настоящее время самые востребованные сварочные аппараты для дома, но многое зависит от моделей. Техника работает с разными материалами на высокочастотном токе.
Высокая стоимость инверторной продукции со временем окупается качеством изделия. Если вы делаете акцент на стоимость, то можно приобрести самый обычный аппарат для сварки металла – трансформатор.
Важные характеристики
Характеристики, на которые следует обращать внимание при выборе аппарат для дома, следующие:
- рабочее напряжение;
- мощность прибора;
- рабочий ток и его диапазон;
- размеры сварочных электродов, с которыми аппарат может варить.
Немаловажным показателем бытовой техники для дома является её вес и размеры.
 Все сварочные аппараты бывают однофазными или двухфазными. Если в доме нет трехфазной сети, то лучше приобрести устройство с напряжением питания 220 В.
Все сварочные аппараты бывают однофазными или двухфазными. Если в доме нет трехфазной сети, то лучше приобрести устройство с напряжением питания 220 В.
Но в загородных домах пользуются популярностью и трехфазные приборы с питанием на 380 В. Универсальные модели можно подключать к однофазной или трёхфазной сети.
Ещё один важный показатель, который не стоит игнорировать – это мощность. Рабочие сварочные агрегаты с питанием 380В – это гарантия высокой мощности и меньшего перекоса напряжения в рабочей сети. К сожалению, не вся техника может подключаться к сети на три фазы.
Важно знать показатели рабочего тока при выборе бытового сварочного аппарата. Например, для сварки углеродистой стали хватит диапазона от 80 до 160А. Если придется варить металл толщиной 6-8 мм, то потребуется ток большей величины.
Размер электродов зависит от типа рабочего металла (заготовки) и его толщины. Работая дома, чаще всего задействуют электроды от единицы до шестёрки. При толщине металла 1-3 мм диаметр используемого электрода колеблется в пределах 1,0-1,5 мм.
Сварочный ток 20-60А. Металл 3-4 мм обрабатывается электродами толщиной 1,6-2,0 мм при 50-90А. Если толщина металла составляет 15-18 мм, применяют электроды с показателями 6 мм и более.
Сварочный ток необходим в пределах 220-260А. И так далее. В инструкции к сварочному аппарату прилагают таблицы, по которым можно осуществить правильный подбор.
Вес и размер
Если возникнет необходимость регулярного перемещения сварочного аппарата по территории возле дома, то показатели веса и размеры могут играть определённую роль. Специалисты рекомендуют выбирать вариант с колёсами и рукояткой для комфортного перемещения.
Инверторы отличаются небольшим весом и малыми габаритами. А высокая мощность даёт возможность работать в любых условиях. Выбирая для дома сварочный аппарат инверторного типа, необходимо обратить внимание на его коэффициент непрерывной работы.
Если указан показатель 80%, значит, техника может беспрерывно работать 4 минуты с задержкой для остывания 60 секунд.
Сварочные аппараты трансформаторного типа наиболее тяжелые. Они занимают много места, и перемещать их не так уж просто. Зато они выдерживают большие перепады напряжения в сети, их можно отремонтировать своими руками, что бывает важно для отдаленного загородного дома.
Наиболее популярные опции
 К распространённым и желаемым дополнительным возможностям сварочного аппарата можно отнести функцию «горячий старт» и опцию понижения тока во время залипания электрода «antistick».
К распространённым и желаемым дополнительным возможностям сварочного аппарата можно отнести функцию «горячий старт» и опцию понижения тока во время залипания электрода «antistick».
Для улучшения качества вертикальных швов помогает опция «форсаж дуги». Выбирая технику для загородного дома, обратите внимание на то, что дополнительные опции расширяют возможности применения аппарата.
Выходной показатель тока может быть разным. Многое зависит от назначения бытового сварочного аппарата. Маломощной конструкцией считают агрегаты, рассчитанные на 140-160А. Средней мощности с показателями тока на выходе 160-200А. Лучший вариант конструкции высокой мощности – это техника с выходным током 200-250А.
Универсальный аппарат для дома может работать в ручном режиме ММА и в полуавтоматическом режиме MIG/MAG. Возможен вариант использования аргона и неплавящегося электрода – это TIG сварка. Если требуется плазменная резка, то она обозначается буквами CUT.
Насколько важен рейтинг
Многие сварщики не смотрят на регалии производителя, основывая выбор исключительно на технических характеристиках. Но есть часть потенциальных покупателей, для которых важен рейтинг лучших сварочных инверторов.
При покупке сварочного аппарата для дома можно обратить внимание на изделие Интерскол ИСА-160/7. Агрегат устойчивый к перепадам напряжения, может удерживать дугу при падении сетевого напряжения с показателем 150 В.
Номинальный ток составляет 20-160А. а выходное напряжение 170-242 В. Аппарат функционирует при температуре от -50 °C до +40 °C. Техника реализуется с дополнительными опциями: «горячий старт», «форсаж дуги», «антиприлипание».




Для начинающих сварщиков, работающих у себя дома, подойдёт модель Сварог EASY ARC 160 (Z213). Аппарат мобильный, небольших габаритов, способен формировать ровный шов хорошего качества. Сварочный ток 20-160 А. Показатели входящего напряжения: 175-240 В. Из дополнительных возможностей только «горячий старт».
Лучший в своём классе Зубр ЗАС-190 не сможет удивить техническими показателями, зато цена весьма привлекательная. Это в корне отличает китайскую продукцию от европейских товаров.
Гарантийный срок, заявленный продавцом, составляет 5 лет. Характеристики товара: сварочный ток 30-190 А. Напряжение на выходе: 180-250 В. Рабочие температуры от – 50 до + 40 °C.
Отмечается интерес к надежному сварочному инвертору Fubag. Хорошо зарекомендовал себя российский недорогой и качественный сварочный полуавтоматический вариант «Саипа-135» компании «Ресанта».
Наиболее надёжным считается итальянский производитель Telwin. Конкуренцию составляет техника компании ProfHelper, Aurora и Калибр. Есть и другие производители, которые вполне могут конкурировать с представленными выше по цене и качеству.