


правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.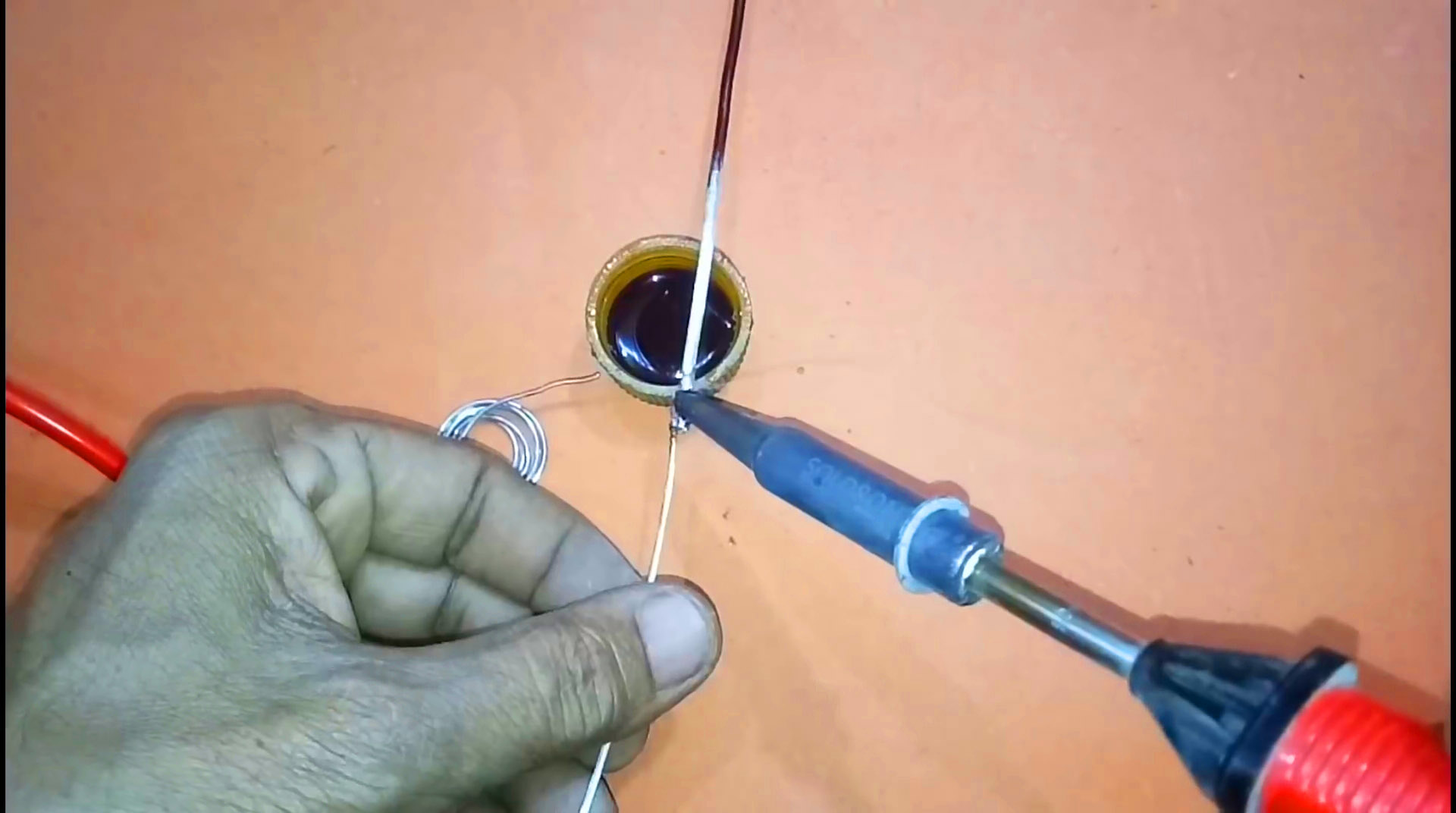
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности. Но главное при этом – как паять, а не чем.
Но главное при этом – как паять, а не чем.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьиКак паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припояВ результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 – 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).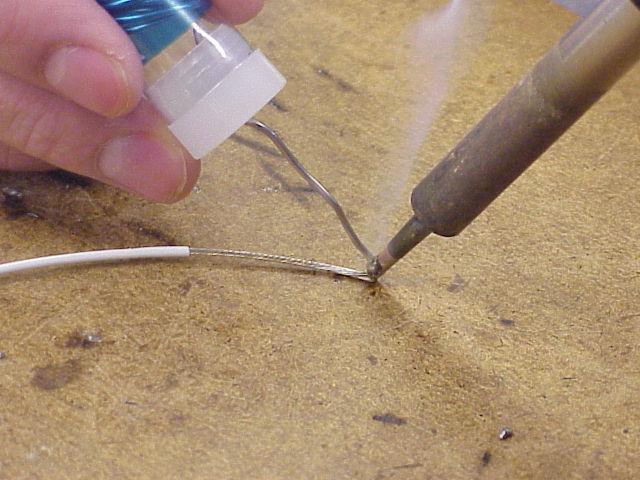
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода – это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно.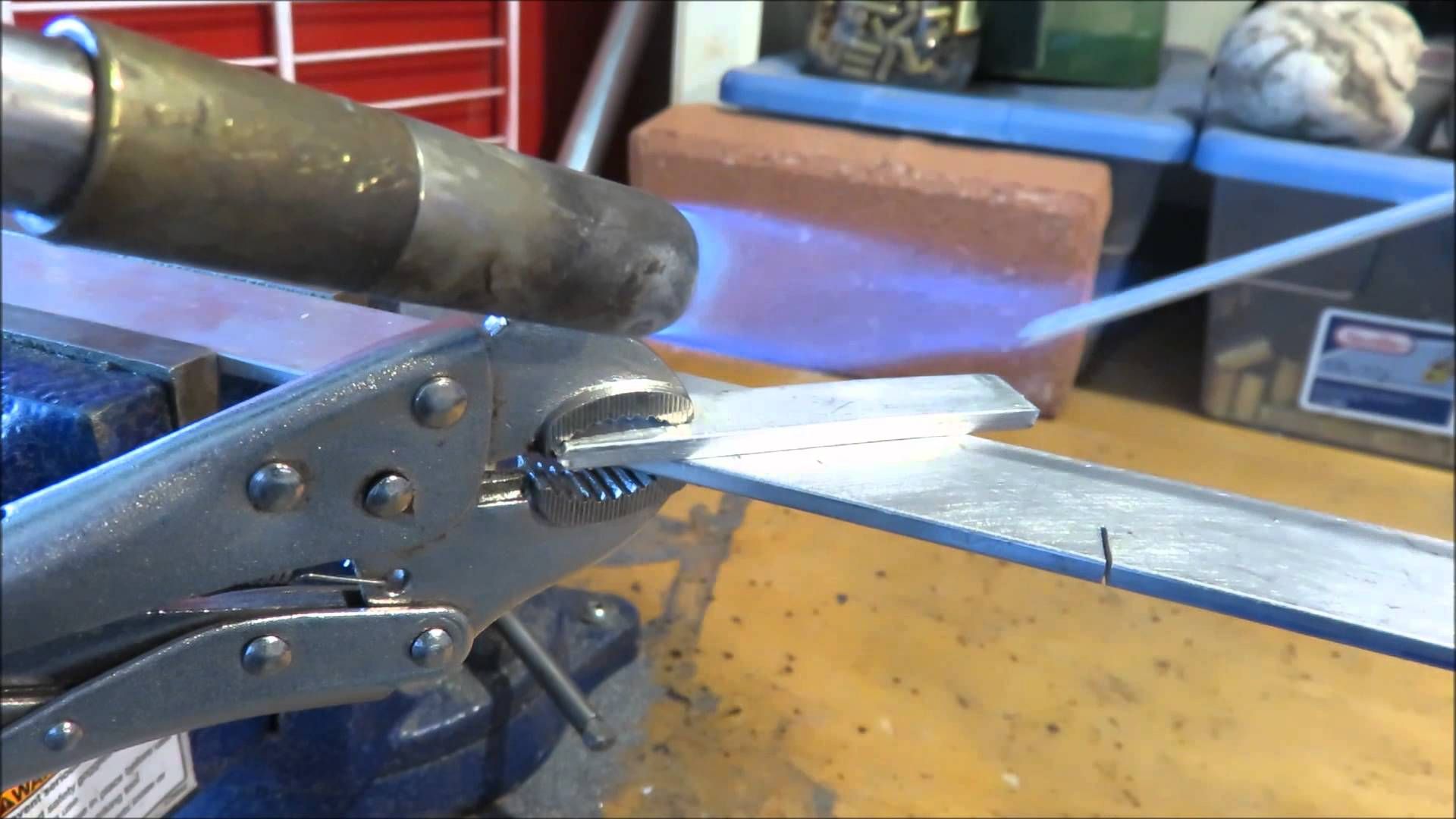
Содержание страницы
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т.
 п.
п. - Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61. Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
 п.
п.Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления.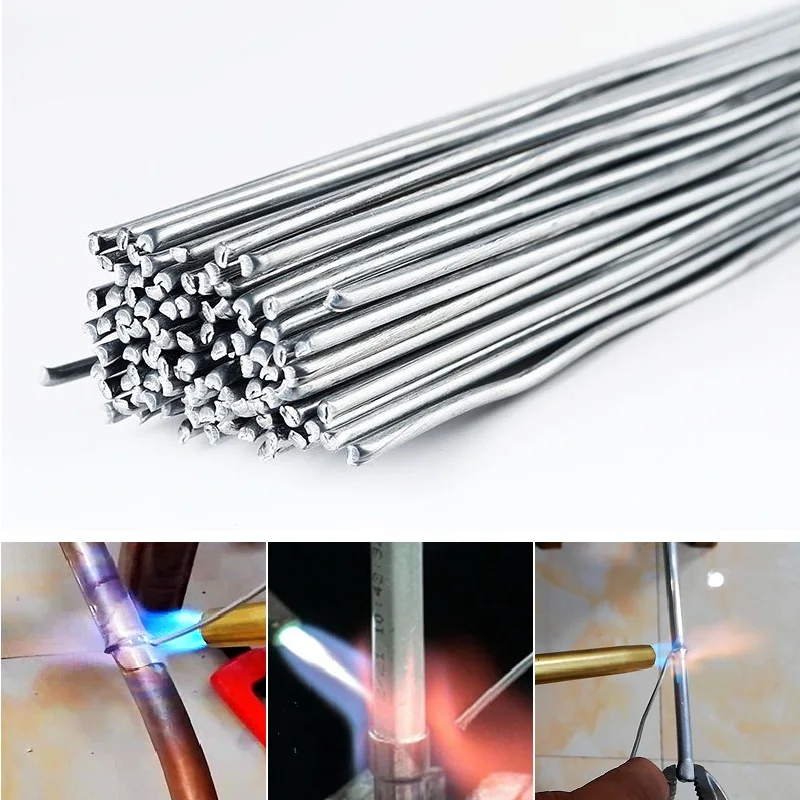
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно.
Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.
Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
 Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Предел прочности
Детали, подверженные высоким механическим или температурным нагрузкам, не прослужат долго, как бы хорошо они ни были они спаяны. Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Нежелательный контакт
С большой осторожностью следует подходить к пайке или лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут входить откровенно ядовитые химические добавки, избавиться от которых не помогут дополнительные промывки и обработка. Решить проблему удастся, если подходить к выбору материалов с особой тщательностью.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Пайка алюминия: методы, особенности, рекомендации
Так же, как и остальные виды пайки, пайка алюминия, позволяет соединять компоненты, состоящие из паяемых сплавов и припоя. Точка плавления припоя ниже точки плавления паяемого материала. Материал припоя помещается между изделиями, подлежащих пайке, в виде пластины или валика. Обрабатываемые изделия и припой нагревают. Как правило, припой расплавляется при температурах 580-62СГС. Расплавленный материал припоя растекается и заполняет пространство между паяемыми изделиями. Затем температуру в рабочем пространстве понижают, и припой, охладившись и затвердев, образует шов между двумя обрабатываемыми изделиями.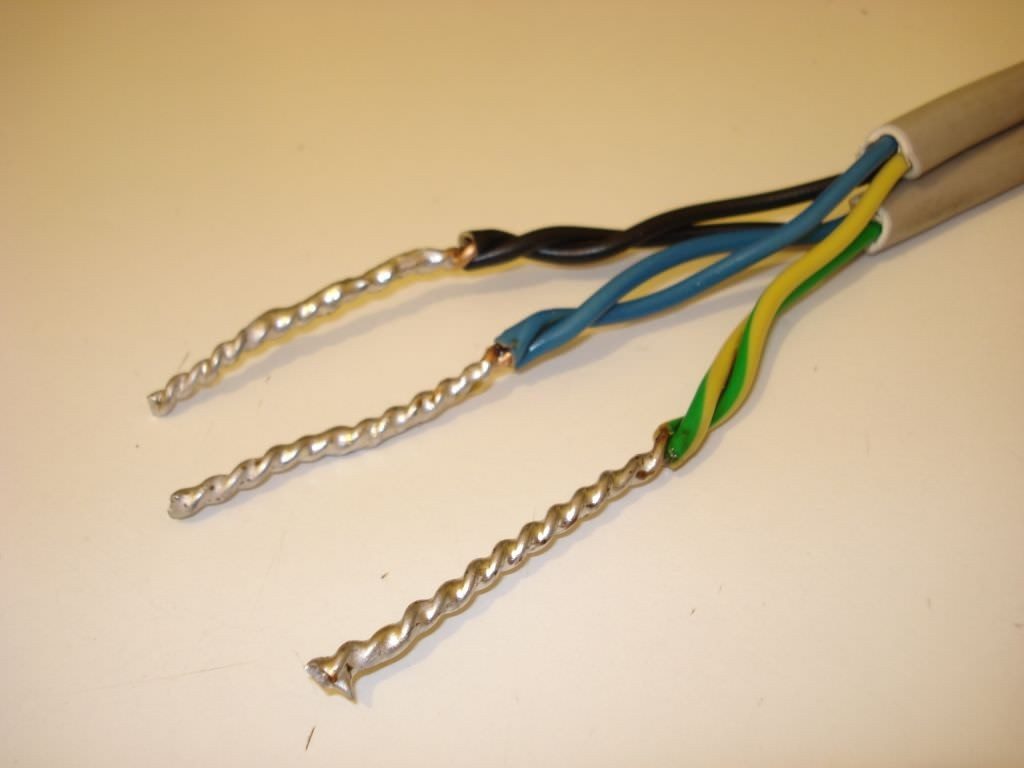
При осуществлении пайки изделий из алюминия специалисты сталкиваются с рядом проблем, без решения которых очень трудно обеспечить желаемый результат. Рассмотрим факторы, мешающие обеспечить высокое качество пайки.
Алюминий является материалом с высокой способностью к окислению. На поверхности изделий образуется слой оксида алюминия (А120 ). Данное химическое соединение появляется за счет контакта материала детали, алюминия, с газовой смесью, содержащей кислород, например, с воздухом. Отличительная особенность оксида алюминия — высокая твердость. Расплавленный материал припоя, контактируя со слоем оксида, не вступает в контакт с материалом обрабатываемого изделия. Процесс пайки изделий происходит не в полной мере, что ведет к образованию брака. Поэтому очень важно устранить данный слой перед проведением пайки и предотвратить его формирование перед завершением плавки и повторным затвердением присадочного материала. Удаление слоя оксида производят, используя коррозийно-активный флюс, кислоту или магний. Подготовку поверхности можно провести и с помощью механического воздействия, например, методом пескоструйной очистки.
Подготовку поверхности можно провести и с помощью механического воздействия, например, методом пескоструйной очистки.
При производстве пайки изделий из алюминия необходимо очень точно регулировать и отслеживать температуру нагрева. Ведь интервал температур плавления основного и присадочного металла очень невелик. Специалисту необходимо точно подобрать температуру процесса и гарантировать равномерное распределение тепла по деталям садки.
Температура перехода алюминиевых сплавов из жидкого в твердое состояние определяет, могут ли они подвергаться пайке. Эта температура должна быть выше минимальной температуры пайки припоя.
Таким образом, температура солидуса материала обрабатываемого изделия должна быть выше 600°С. Поэтому многие сплавы алюминия с температурой солидуса около 570СС не могут подвергаться операции пайки. Также необходимо учитывать содержание магния в сплаве, подвергаемом пайке. Если содержание магния в сплаве более 2%, образующийся на поверхности детали оксид становится слишком твердым, и потому пайку данного изделия производить крайне не рекомендуется.
К материалам, которые рекомендуется обрабатывать, относят следующие сппавы алюминия:
•Алюминий технический с содержанием AI > 99% (марки типа АО, А5, А6, А8, А85, А995, А999 и им подобные). Механические свойства данных сплавов могут быть невозвратно ухудшены при осуществлении пайки
•Силумин, сплавы Al-Mn, Al-Mg, Al-Si-Mg (марки типа АЛ4, АЛ9, АК9, АК8М, АК12, АМ4,5, АМ5, АМгЮ и им подобные)
•Дюралюминий, сплавы Al-Cu, Al-Zn-Mg (марки типа АЛ11, АЛЗ, АЛ5, АЛ6, Д16, Д18, АДЗЗ, АД31Е, АД35 и им подобные)
При осуществлении пайки силумина или дюралюминия рекомендуется обеспечить высокую скорость охлаждения по завершении процесса с последующим натуральным или искусственным старением.
Высокое содержание магния в сппавах понижает температуру плавления, но уменьшает склонность сплава к пайке. Данные марки наиболее часто используются в вакуумной пайке без флюса.
На данный момент в промышленности используется около 4000 марок припоев. Их основными отличиями друг от друга являются температуры плавления и интервал температур ликвидус-солидус. При выборе припоя для пайки алюминия и его сплавов руководствуются близостью к эвтектике алюминий-кремний (табл. 1). Это позволяет понять точку плавления материала припоя.
При выборе припоя для пайки алюминия и его сплавов руководствуются близостью к эвтектике алюминий-кремний (табл. 1). Это позволяет понять точку плавления материала припоя.
Табл. 1. Соотношение влияния кремния в материале припоя на точку солидус-ликвидус
| Содержание Si, % | Солидус-ликвидус, °С |
| 7,5 | 575 — 615°С |
| 10 | 575 — 590°С |
| 12 | 575 — 585°С |
Альтернативой данному методу пайки служит метод пайки изделий в среде защитного газа с использованием флюса, основным назначением которого является подготовка поверхностей обрабатываемых изделий.
Процесс пайки данным методом осуществятся по следующему принципу:
-На контактную поверхность изделия, которая будет паяться, наносят тонким слоем флюс — фторалюминат калия
-Между обработанными флюсом поверхностями помещают припой
-Изделия нагревают в среде защитного газа до температуры 565- 572°С, флюс расплавляется и вступает во взаимодействие с поверхностью обрабатываемой детали. По отношению к материалу припоя флюс абсолютно нейтрален. Происходит подготовка поверхности изделия с материалом припоя, и при достижении необходимой температуры происходит пайка изделий
По отношению к материалу припоя флюс абсолютно нейтрален. Происходит подготовка поверхности изделия с материалом припоя, и при достижении необходимой температуры происходит пайка изделий
Данный метод является более прогрессивным, чем описанный выше, но имеет ряд особенностей, без соблюдения которых невозможно обеспечить требуемое качество пайки:
•Обязательна тщательная подготовка поверхности обрабатываемых изделий. Необходимо удалить слой оксида алюминия. В противном случае, оксид вступит в реакцию с флюсом, что приведет, в конечном итоге, к получению низкого качества пайки
•В рабочем пространстве оборудования во время проведения пайки необходимо обеспечить полное отсутствие воздуха или соединений кислорода. Иначе,произойдет коррозия материала обрабатываемого изделия и самого припоя
•В качестве защитного газа необходимо использовать только азот. Газ должен быть сухим и иметь чистоту содержания основного элемента не менее 99,99% от объема
Следующим методом пайки явпяется пайка изделий в условиях вакуума. Например, с использованием вакуумной печи серии ВА производства французской фирмы Fours Industriels B.M.I, (рис. 1).
Например, с использованием вакуумной печи серии ВА производства французской фирмы Fours Industriels B.M.I, (рис. 1).
При осуществлении технологического процесса пайки на данном оборудовании также используется флюс.
Технология пайки состоит из четырех последовательных фаз:
I фаза: подготовка поверхности обрабатываемых изделий флюсом, размещение припоя и сборка изделия; достижение необходимого уровня вакуума и нагрев изделия до температуры 400°С. На данном этапе процесса необходимо обеспечить высокую степень точности и необходимую скорость нагрева. За счет этого происходит частичное разрушение слоя оксида алюминия. Это происходит потому, что оксид алюминия и сплав алюминия имеют несколько разную степень термического расширения
2 фаза: при достижении температуры 560°С материал изделия, припоя и флюса остаются в твердом состоянии
3 фаза: флюс, нагретый до температуры 565°С начинает плавиться и вступать во взаимодействие с материалом обрабатываемого изделия. -600°С расплавляется и вступает в реакцию с материалом обрабатываемых изделий. По завершению выдержки производится охлаждение обработанных деталей и их выгрузка
-600°С расплавляется и вступает в реакцию с материалом обрабатываемых изделий. По завершению выдержки производится охлаждение обработанных деталей и их выгрузка
Представленное Вашему вниманию оборудование для обработки изделий в условиях вакуума отвечает самым высоким технологическим требованиям и позволяет вести четкий учет параметров процесса, точно регулировать температуру нагрева. Обработка в условиях вакуума обеспечивает чистоту обработанной поверхности обработанного изделия.
Мы рассмотрели три метода пайки изделий, изготовленных из алюминия. Суммируем недостатки и преимущества каждого из методов.
1. Метод пайки алюминия в условиях окислительной атмосферы: — необходимость проведения дополнительной подготовки поверхности обрабатываемых изделий; — присутствие в рабочем пространстве воздуха создает условия для восстановления слоя оксида за счет контакта газовой смеси с материалом обрабатываемого изделия. Из-за этого очень трудно обеспечить достойный уровень качества пайки; — негативным фактором является также процентное соотношение содержания кремния и магния как во флюсе, так и в припое — они вступают в реакцию и образуют соединения с кислородом. Отсутствие кремния повышает стойкость оксида алюминия и препятствует улучшению качества пайки. Магний предотвращает образование оксида алюминия. При его отсутствии ничего не мешает образованию слоя и его увеличению; — низкая степень повторяемости результатов пайки
Отсутствие кремния повышает стойкость оксида алюминия и препятствует улучшению качества пайки. Магний предотвращает образование оксида алюминия. При его отсутствии ничего не мешает образованию слоя и его увеличению; — низкая степень повторяемости результатов пайки
2. Метод пайки алюминия в условиях защитной атмосферы: — по сравнению с методом пайки в среде окислительной атмосферы — сокращение степени воздействия кислорода на материал изделий, флюса и припоя; — не требуется подготовка поверхности обрабатываемых изделий; — необходима дополнительная термическая обработка; — необходимость и сложность обеспечения высокой скорости охлаждения обрабатываемых изделий; — средняя степень повторяемости результатов пайки; — невозможность использования конвективного нагрева за счет наличия в рабочем пространстве печи остаточного кислорода
3. Метод пайки алюминия в условиях вакуума: — полное отсутствие воздействия кислорода на материал изделия, флюса и припоя; — не требуется подготовка поверхности обрабатываемых изделий; — «использование метода конвективного нагрева; — высокая точность нагрева изделий; — сохранение и использование кремния и магния в полной мере; — высокая степень повторяемости результатов пайки; — полная готовность изделия.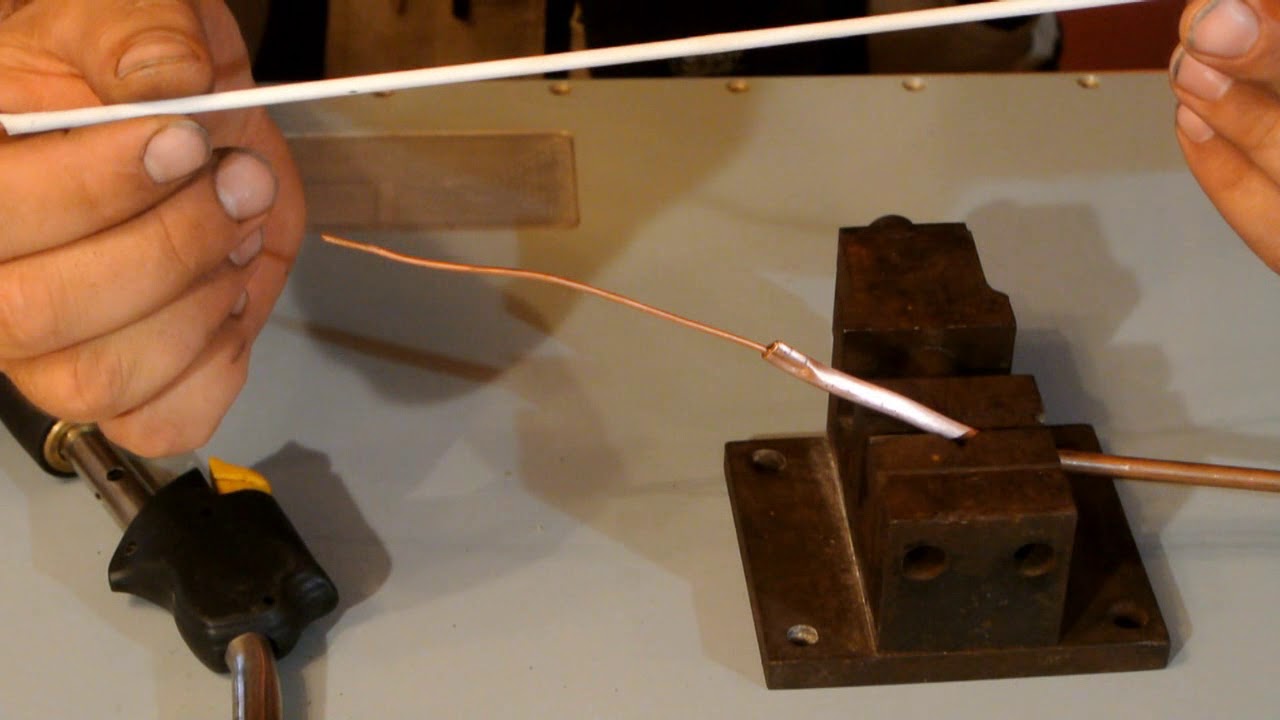 Таким образом, пайка в вакууме является самым передовым, обеспечивая высокое качество обрабатываемых изделий
Таким образом, пайка в вакууме является самым передовым, обеспечивая высокое качество обрабатываемых изделий
Источник: «Индустрия» №3/2014
Как паять алюминий оловом? » Изобретения и самоделки
Пайка алюминия стандартным припоем по обычной технологии является ненадежной и невозможной. Олово на нем скатывается в шар, не желая прилипать, а если и липнет, то в результате получается слабое соединение, срывающееся под малейшей нагрузкой. Чтобы этого не произошло, паять нужно особенным образом, и тогда даже обычный припой будет держаться намертво.
Материалы:
- припой 60/40;
- минеральное масло или вазелин;
- спирт.
Как паять алюминий правильно
На поверхности алюминия мгновенно образовывается оксидная пленка, которая и препятствует адгезии между основанием и припоем. Чтобы она не мешала, нужно создать безвоздушную среду в месте пайки. Для этого на очищенный от грязи участок алюминия наносится тонкий слой вазелина. Вместо него можно использовать минеральное или другое автомобильное масло.
Если был применен вазелин, то к нему нужно приложить жало паяльника, чтобы он расплавился в жидкое масло. После этого берется монтажный нож или другой острый предмет и им царапается алюминий под вазелином. Важно, чтобы царапины наносились по закрытой от воздуха поверхности. Как только вазелин начинает густеть, его снова следует расплавить жалом паяльника. Нужно активно тереть лезвием ножа, чтобы снять оксидную пленку на металле, а кроме этого создать рельеф, к которому потом хорошо прилипнет припой.
После удаления оксидной пленки масло не стирается. К месту пайки прикладывается жало паяльника, и алюминий разогревается до рабочей температуры. Затем наплавляется нужное количество припоя. Он будет находиться прямо в масле.
Капля припоя слегка растирается по подготовленной поверхности. Нужно ее вдавить в образовавшиеся царапины. Припой вытеснит масло в стороны, поэтому оно не будет мешать адгезии. Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Отсутствие оксидной пленки позволит олову прикипеть к алюминию, а не собираться шариком, который легко и просто отваливается.
Затем к подготовленной с маслом и трением поверхности можно прикладывать луженые проводки, проволоку или что потребуется. Они будут припаиваться в секунду, не забирая на себя все олово из алюминия, как происходит обычно. После пайки остатки масла убираются ваткой смоченной в спирте.
Данный метод позволяет добиться такой же надежности пайки, что и при соединении двух медных элементов. При этом в отличие от другого распространенного способа с маслом, когда оксидная пленка снимается пятиминутным трением раскаленным жалом паяльника, срывать ее ножом получается быстрее.
Смотрите видео
sdelaysam-svoimirukami.ru
Как правильно паять алюминий
Порой возникает такая ситуация, что старую алюминиевую проводку заменить нет возможности и вам просто необходимо выполнить качественное соединение алюминия и меди. Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
Для этого, конечно, можно использовать специализированные разъемы, обжимы или клемники, но я хочу вам рассказать, как можно надежно и качественно спаять медь и алюминий.
В чем сложность пайки
Как известно, алюминий очень активный металл и при взаимодействии с атмосферным воздухом он практически мгновенно покрывается оксидной пленкой, оная как раз и отторгает припой и не позволяет просто так залудить алюминий.
Чтобы припой хорошо «прилип» к металлу нужно удалить уже имеющуюся пленку и не дать ей вновь образоваться, вплоть до того момента, пока вы не нанесете припой.
Специально для этих целей были придуманы: специализированные флюсы, активно используют паяльную кислоту, применяют смесь канифоли с ацетоном.
Готовим инвентарь
Для того, чтобы успешно выполнить данную работу вам потребуется: паяльник мощностью минимум 60 Вт, ножик, пассатижи, наждачная бумага или напильник, припой ПОС 61 или ПОС 50, флюс Ф-64 либо его аналог, кисточка, губка и ветошь.
Паяем алюминий оловом и флюсом Ф-64
Важно. Пайка токопроводящих элементов с помощью Ф-64 и любого его аналога по правилам ПУЭ запрещена. Так как применение кислоты вызывает не только разрушение оксидной пленки, но так же активно разрушает сам металл, а после лужения эту кислоту удалить невозможно и она продолжает разрушительные процессы под припоем.
Таким способом вы сможете, например, запаять алюминиевую декоративную деталь.
Сам по себе алгоритм работы с флюсом Ф-64 очень прост. Сначала зачищаем изоляцию на алюминиевой жиле , затем наждачной бумагой или же ножом обрабатываем саму жилу для того, чтобы снять толстый слой пленки.
Затем кисточкой наносим флюс на зачищенную жилу и еще раз зачищаем его уже под флюсом. Таким образом флюс препятствует образованию новой пленки.
Затем уже хорошо прогретым паяльником начинаем наносить на подготовленную жилу олово. При этом вы паяльником будто втираете припой.
Как только вы залудили одну дорожку, вновь наносите флюс и повторяйте процедуру. Так вы сможете полностью покрыть жилу припоем и в дальнейшем припаять ее к нужному вам месту или детали.
После того, как вы полностью обработали жилы нужно обязательно промыть ее в растворе соды (пять столовых ложек соды на 200 грамм воды). Это нужно чтобы смыть остатки активных веществ, оные входят в состав Ф-64.
Пайка алюминия с медью при помощи олова и канифоли
Для того, чтобы спаять токопроводящие жилы медного и алюминиевого провода применять кислотные флюсы нельзя, а нужно воспользоваться жидкой канифолью, оная так же обеспечит надежное соединение.
Такую канифоль можно приобрести уже в готовом виде, а можно приготовить самостоятельно, для этого вам потребуется кусковая канифоль (оная измельчается в порошок) и чистый спирт. Затем эти два компонента смешиваем в пропорции: 60% канифоли и 40% спирта. Затем кладем пузырек в теплую воду, дожидаемся пока она разогреется и тщательно перемешиваем до полного растворения канифоли. Все, раствор готов и им можно пользоваться.
Так же помимо всего вышеперечисленного инвентаря нам еще нужно подготовить небольшую емкость в оную мы будем погружать зачищенный конец провода.
Так же удаляем изоляцию и очищаем жилу от толстого слоя пенки, затем погружаем наш оголенный конец провода, чтобы он полностью был в жидкой канифоли и с помощью ножа еще раз обрабатываем жилу.
Далее берем предварительно разогретый паяльник и начинаем обрабатывать жилу у самой поверхности канифоли, вращая его и вынимая по мере того, как будет облуживаться провод.
Главная фишка заключена в том, чтобы алюминий облуживался у самой границы между канифолью и воздухом таким образом, чтобы воздух не окислял его.
Следите, чтобы паяльник не терял температуру и при необходимости вынимайте его из ванночки, чтобы он хорошо прогрелся.
Важно. При этой работе выделяется очень много дыма, поэтому лучше ее производить на открытом воздухе или же в помещении с отличной принудительной вентиляцией.
После того, как вы облудили алюминий, остаточный след канифоли легко удаляется тряпкой смоченной в спирте. Затем вы можете скрутить облуженные алюминиевые и медные провода в классическую скрутку и тут же пропаять ее.
Олово послужит отличным нейтрализатором гальванического взаимодействия меди и олова и гарантирует, что подобное соединение прослужит очень долго и безаварийно.
Пожалуй, единственным и существенным недостатком подобного соединения меди и алюминия является тот факт, что выполнить пайку в распределительной коробке, находящейся под потолком и при отсутствии должного запаса, практически невозможно.
В этом случае лучше воспользоваться другими способами соединения проводов в распределительной коробке.
Это все, что я хотел вам рассказать о пайке алюминия с помощью специальных припоев и обычного олова с канифолью. Надеюсь, эта статья окажется вам полезна и интересна. Спасибо за внимание.
Источник
припой для пайки, способы, особенности
Просмотров 107 Опубликовано Обновлено
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Как без специального флюса паять алюминий на века
Поверхность алюминия покрыта оксидной пленкой, которая мешает при его пайке. Даже если припой и прилипает, то под нагрузкой все отваливается. Частично проблема решается применением специализированных флюсов и припоев, но есть и более простой способ, являющийся в разы надежней. При этом паять можно самым обычным недорогим припоем ПОС-61.
Материалы и инструменты:
- мощный паяльник 60 Вт или больше;
- припой;
- машинное масло;
- флюс.
Лужение и пайка алюминия
На алюминиевую поверхность наносится пара капель машинного масла. Его качества и свойства не имеют значения. Оно может быть синтетическим, полусинтетическим, минеральным, подойдет даже подсолнечное.
Далее жало паяльника опускается прямо в масло, упираясь в алюминиевую поверхность. Затем к нему прикладывается припой и наплавляется в нужном количестве. Все это сопровождается горелым запахом, поэтому лучше работать с включенной вытяжкой или на свежем воздухе.
Жало паяльника нужно удерживать пока алюминиевая деталь не разогреется. После этого можно начать лужение, но только по той области, которая находится под маслом. Следует двигать жалом вперед назад, как бы втирая припой в поверхность. Это позволяет убрать оксидную пленку и создает микроцарапины для лучшей адгезии олова. При этом новое окисление под маслом не происходит, так как нет доступа воздуха.
Если деталь перегревается, можно делать перерывы, чтобы она остывала. Чем дольше так лудить, тем крепче будет держаться припой. В среднем лужение займет 1-2 мин. Нужно добиться, чтобы припой полностью растекся на необходимую площадь. Поначалу он будет собираться в шарик, но через минуту другую равномерно распространиться по заготовке.
После лужения алюминия подготавливается провод. Его также нужно залудить. Если он сделан из меди, то сначала наносится обычный флюс, потом все щедро лудится оловом. Лучше сразу нанести побольше припоя.
Далее залуженный провод прикладывается к облуженной алюминиевой поверхности. Сверху упирается жало паяльника и детали разогреваются. Как только олово в точке прикосновения расплавляется, жало сдвигается дальше. Если местами не хватает припоя, его нужно добавить.
Чем крупнее заготовка, тем дольше ее разогревать, поэтому в таких случаях имеется смысл применять паяльник помощнее. После пайки детали откладываются до естественного остывания. Остатки масла стираются спиртом, если оно не помешает, то можно оставить и так.
Предлагаемый способ позволяет припаяться к алюминию намертво. Оторвать провод практически невозможно, скорее порвется его жила, чем произойдет рассоединение по пайке.
Конечно, данным методом скоростная пайка не получится, но это специфика алюминия. В домашних условиях сделать соединение быстрее и столь же качественно другим способом не получится. При этом не нужно покупать специальный флюс. Если нет под рукой машинного, то можно обойтись и растительным маслом, что тоже плюс.
Смотрите видео
Пайка латуни и алюминия —
Ремонт алюминия: руководство для начинающих по пайке алюминия к латуни суперсплавом 1
Мы снова возвращаемся к начинающему сварщику Тони, чтобы научиться ремонтировать алюминий низкотемпературным припоем Super Alloy 1. В этом видео Тони использует пропановую горелку и сплав Super Alloy 1 для пайки латуни с алюминием при очень низкой температуре соединения.
В прошлом многие сварщики использовали тот или иной вид клея для приклеивания алюминия к латуни из-за их различного состава.К счастью, Super Alloy 1 упрощает работу по ремонту алюминия, позволяя этому мультиметаллическому припою ремонтировать не только латунь и алюминий, но и множество других металлов — по отдельности или в любой комбинации: бронзу, сталь, медь, металлический горшок, нержавеющую сталь. , белый металл или замак в любой комбинации при температуре 350 ° F.
ПродукцияMuggy Weld специально разработана для того, чтобы любой человек мог ремонтировать алюминий с помощью простой пропановой горелки. Перед ремонтом предварительно очистите детали абразивом. Это может быть достигнуто с помощью Dremel, проволочного круга, шлифовального станка, наждачной бумаги, пескоструйной обработки и т. Д. В зависимости от детали.
Тони окунул стержень во флюс, а затем капнул его в центр латунной шестигранной гайки, позволяя ему просочиться в соединение. Она добавляет тепло по кругу для широкого нагрева основного металла. Когда флюс изменился с медового на коричневый, она знала, что это свидетельство того, что основной металл достиг надлежащей рабочей температуры. Она аккуратно добавила алюминиевый припой по окружности шестигранной гайки и с помощью горелки протолкнула припой и флюс спереди назад и из стороны в сторону.
Она дала детали остыть на воздухе, затем удалила остатки флюса теплой водой и металлической щеткой. Конечный результат — безупречный ремонт алюминия при температуре всего 350 ° F (
).Это была первая попытка Тони отремонтировать алюминий, и она проделала отличную работу! Спасибо, Тони!
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Вопрос по пайке алюминия — Металлообработка, пайка и металлическая арматура
Есть несколько идей, которые вы можете адаптировать к технологии сварки полноразмерных труб:
1.Сварка с муфтой — в этом методе труба меньшего диаметра вставляется в фитинг большего диаметра, при этом соединение фиксируется угловым сварным швом между трубой и фитингом.
2. Опорное кольцо — при выполнении стыкового соединения между двумя трубами одинакового диаметра меньшее кольцо с наружным диаметром перекрывает зазор между двумя трубами и действует как перемычка для поддержки жидкого сварочного металла, скрепляющего два конца трубы вместе.
3. Предварительно наплавленный металл сварного шва. Здесь между двумя соединяемыми концами трубы помещается кольцо из металла шва.Затем кольцо плавится, и поверх него можно наплавить металл, чтобы завершить соединение.
Алюминий при нагревании легко образует оксидную пленку, которая предотвращает прилипание наплавленного металла шва. По этой причине его обычно сваривают горелкой, защищенной инертным газом. Поэтому попытаться спаять его обычной пропановой или бутановой горелкой не получится. Он также должен быть чистым. Есть старая история о сварке первых алюминиевых лодок. Когда сварные швы продолжали разрушаться, два куска очищенной пластины устанавливали в чистой комнате, и за сварщиком наблюдали через окно.Он взял сварочную горелку, откинул капюшон и по давней привычке провел рукой в перчатке по канавке для подготовки к сварке, чтобы удалить посторонний материал, тем самым загрязнив стык!
Алюминий плавится при температуре около 1200 ° F, поэтому любой припой должен плавиться при температуре ниже этой.
Я бы механически очистил соединение, чтобы удалить анодирование и оксидную пленку, обезжирить ацетоном и, предполагая, что правильный алюминиевый паяльный материал припаял с помощью электрического утюга.Также казалось бы важным как-то предотвратить окисление материала после чистки и перед пайкой.
Более перспективным методом может быть использование описанной выше техники сварки кольцевых прокладок / раструбов и эпоксидной смолы, поскольку алюминиевые трубки небольшого диаметра доступны в телескопических размерах. Отрежьте короткий кусок меньшей мелодии, вставьте ее в большую, чтобы она выступала на небольшое расстояние, закрепите каплей эпоксидной смолы и наденьте конец другой части, которую нужно соединить, на выступ, закрепив эпоксидной смолой.Для «сварного шва» просверлите отверстие, равное диаметру меньшей трубки на стороне участка, проденьте выступающий конец меньшей трубки на конце ответвления и закрепите эпоксидной смолой. Я считаю, что вы легко найдете эпоксидную смолу с алюминиевым наполнителем. На ум приходит бренд JB weld.
Роджер
Пайка меди с алюминием | Kapp Alloy
Я пытаюсь спаять вместе провода из нержавеющей стали и меди.Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в финальной части. Какой припой использовать для пайки этих разнородных металлов?
Нержавеющая стальобычно немагнитна и часто имеет матовую серебристую отделку. Сплавы нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти хорошо отполированные сплавы гораздо труднее паять из-за очень прочного оксидного слоя. Обычно они требуют, чтобы оксидный слой был физически разрушен щеткой или пескоструйной обработкой, И химическим удалением оксидного слоя кислотным флюсом.
Ваша потребность в более высоком температурном диапазоне, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp ™ для олова / серебра. Какой сплав олова / серебра лучше всего подходит для соединений между нержавеющей сталью и медью, обычно определяется по четырем критериям:
- Прочность / устойчивость к вибрации
- Электропроводность Стоимость
- и
- Канифольная порошковая проволока, кислотная порошковая проволока или сплошная проволока
Как показано в таблице ниже, прочность, вибростойкость и электрическая проводимость возрастают с увеличением содержания серебра (Ag) в припое KappZapp ™.Цена также увеличивается с содержанием серебра. Таким образом, задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно.
| Состав | 96,5Sn — 3,5Ag | 96Sn — 4Ag | 93Sn — 7Ag |
|---|---|---|---|
| Солидус (° F) / (° C) | 430 ° F / 221 ° C | 430 ° F / 221 ° C | 430 ° F / 221 ° C |
| Ликвидус (° F) / (° C) | 430 ° F / 221 ° C | 246 ° C / 475 ° F | 570 ° F / 299 ° C |
| Предел прочности (медь) | 14000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм | 15500 фунтов на кв. Дюйм |
| Предел прочности (нержавеющая сталь) | 25000 фунтов на кв. Дюйм | 28000 фунтов на кв. Дюйм | 31000 фунтов на кв. Дюйм |
| Прочность на сдвиг | 11,600 фунтов на кв. Дюйм | 12000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм |
| Удлинение | 48% | 49% | 49% |
| Электропроводность (% IACS) | 16.4 | 16,5 | 20,1 |
Наконец, вы должны выбрать между сплошной проволокой, кислотной или канифольной порошковой проволокой. Порошковые проволоки наиболее просты в использовании, поскольку флюс для удаления оксидного слоя с деталей находится в центре проволоки. Когда детали нагреваются до температуры плавления припоя, флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один прием.При использовании твердой припойной проволоки оксидный слой на деталях должен быть разрушен физическим взбалтыванием щеткой из нержавеющей стали или наждачной бумагой, либо отдельным жидким или пастообразным флюсом.
Чтобы начать выбор припоя, выберите припои с твердой проволокой KappZapp ™, KappZappA ™ с кислотной сердцевиной или припои KappZappR ™ с канифолью:
Припои для сплошной проволоки KappZapp ™ — серебряные припои для электрических / электронных соединений нержавеющая сталь и / или медь
ПрипоиKappZapp ™ Silver обеспечивают очень прочные и пластичные соединения на медных и нержавеющих проводах и соединителях.Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 15 500 фунтов на квадратный дюйм для меди и 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZapp7 ™ — 93% олова — 7% серебра — это промышленный стандарт для акустических систем и домашних кинотеатров с высокой проводимостью, прочностью и устойчивостью к вибрации. Сплошная проволока KappZapp ™ бывает с содержанием серебра 3,5%, 4%, 5%, 6% и 7%.
Припои с канифолью KappZappR ™ — самофлюсующиеся серебряные припои для медных электрических / электронных соединений
ПрипойKappZapp ™ с канифольной сердцевиной может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса.Внутренний флюс из натуральной канифоли выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZappR ™ выпускается с содержанием серебра 3,5% и 7%.
Кислотные припои KappZappA ™ — самофлюсующиеся серебряные припои для медных электрических / электронных соединений
Для некоторых нержавеющих сталей с высоким содержанием никеля и хрома требуется кислотный флюс, чтобы пробить прочный оксидный слой на деталях.Припой с кислотной сердцевиной KappZappA ™ может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса. Внутренний кислотный поток выделяется при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. Кислотный флюс более агрессивен, чем натуральный канифольный флюс, и его необходимо полностью удалить, протерев влажной тряпкой после пайки. KappZappA ™ входит только в 3.Формула 5% серебра.
Диаметр припоя и выбор упаковки
После того, как вы определились с подходящим припоем, необходимо определить диаметр и количество припоя, необходимые для вашего проекта. Обычные диаметры проволоки составляют 1/18 дюйма (0,125 дюйма = 3,2 мм), 1/16 дюйма (0,062 дюйма = 1,6 мм) и 1/32 дюйма (0,031 дюйма = 0,8 мм). Диаметр проволоки обычно зависит от площади стыка. Чем меньше размер стыка, тем меньше будет необходимый диаметр припоя.
Чтобы предоставить коммерческое предложение, Kapp Alloy необходимо знать
- Всего Вам нужно
- нужный Вам сплав,
- , нужен ли вам канифольный флюсовый сердечник, кислотный флюсовый сердечник или сплошная проволока,
- диаметр нужной вам проволоки, а
- упаковка (например, катушки 1 фунт, катушки 5 фунтов или палки 18 дюймов.
как паять алюминиевые трубки
Я тоже могу сверлить, но не хочу сварку. Теперь вам нужно вставить несколько алюминиевых трубок для розеток и припаять их на место. uxcell 6063 Алюминиевая круглая труба, длина 300 мм. Внешний диаметр 19 мм. Внутренний диаметр 10 мм. Бесшовные алюминиевые прямые трубы. Стержень, вероятно, слишком большая масса для пайки; подумайте о том, чтобы приварить к нему кусок меди и припаять к нему. Сообщить о нарушении. Это просто означает, что перед сваркой стали и алюминия вместе сталь сначала покрывается алюминием.Протрите прутком пруток вдоль канала до тех пор, пока он не заполнится, и закончите его… Горелка, которую я использую, имеет широкое пламя, поэтому она, вероятно, не так эффективна при нагревании определенной области для сварки. Vampire Tools VT-001-SS Лучшая в мире присоска для припоя Компактный и прочный алюминиевый корпус / термостойкая силиконовая насадка + запасная силиконовая трубка, делает лучший подарок для любых потребностей в распайке SS-02. Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы для пайки алюминия с алюминием… Чат сейчас Отправить запрос; Как паять алюминий: 13 шагов (с изображениями) -… Как паять алюминий. Предварительно нагрейте медную и алюминиевую трубки, направляя тепло немного больше на медь, чем на алюминий (поскольку медь имеет более высокую температуру плавления, чем алюминий). Окуните пруток в жидкий флюс Super Alloy 1 и нанесите флюс на всю площадь соединения. со стержнем. 5 сентября 2013 г. — Алюминий — настоящая проблема, чтобы присоединиться к нему без специального сварочного оборудования. Ни один не работал. Правильная подготовка трубы обеспечивает адгезию припоя.Оборудование в этом проекте можно купить всего за 30 долларов. Флюс не нужен, но его можно использовать. Припой — это присадочный металл, который входит в стык между двумя отрезками трубы. Всегда держите фонарь перпендикулярно или прямо в стороне от места ремонта. Снимите наконечник и приложите конец припоя к нагретому стыку до наклона, если он образуется при плавлении. Страница 1 из 1 Начать заново Страница 1 из 1. Трубка… Пайка алюминиевых трубопроводов кондиционера с повышенной прочностью сварного шва. Я перепробовал дюжину клеев. Расположите металл по желанию.Припаяйте алюминий. Быстрая и простая пайка алюминия, меди и цветных металлов: пайка — это быстрая и недорогая альтернатива сварке. Второй важный этап подготовки — нанесение флюса на стык. Прикрепите проект к тискам, если они у вас есть, в противном случае удерживайте его плоскогубцами. Используя Super Alloy 5 и пропановую горелку, с помощью пайки соединяют 2 части алюминиевых трубок для кондиционирования воздуха. Металл по обе стороны от стыка не плавится, как при сварке, а припой.Мы использовали пропановую горелку на алюминиевых трубках — при половине температуры плавления основного металла. Он содержит органический амин для разрушения оксидной пленки и должен быть достаточно свежим. Сильнейшие алюминиевые паяльные стержни на 98% состоят из цинка и на 2% алюминия и будут работать, если потребуется немного практики и ловкая рука с горелкой. Для получения подробной информации по каждому типу обратитесь в службу технической поддержки Permabond. Итак, вот что говорится в статье «Методы пайки алюминия» как некоторые из ключей к пайке алюминия.Самый простой способ припаять алюминий — нанести немного растительного масла на место пайки, нагреть это место утюгом, а затем заставить припой + флюс расплавиться в контакте с растительным маслом. Просто убедитесь, что стыки герметичны, иначе из швов будет капать масло. Пропановые горелки широко доступны в ваших местных магазинах бытовой техники, сантехнических магазинах, а также в компаниях, занимающихся поставками металлов и ювелирных изделий. Непосредственно прикоснитесь к стыкам, где встречаются металлическая и алюминиевая трубки, и дайте постоять несколько секунд.Нанесите паяльный флюс на внешнюю часть трубы и внутреннюю часть латунного фитинга с помощью небольшой кисточки. \ $ \ endgroup \ $ — Игнасио Васкес-Абрамс 22 мар. ’14 в 23:34 Соединение алюминия Предварительно припаяйте каждую часть сложных соединений (необязательно). Очистите алюминий щеткой из нержавеющей стали. Скрепите основные металлы вместе. Нанесите флюс. Нагрейте металл. Нанесите припой. Удалите лишний флюс и оксид. Более ранний припой работал так же хорошо, но требовал более тщательной подготовки поверхности, а именно очистки стыка щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии.Чтобы быть уверенным в хорошей работе, скрепите металлы вместе. Припой или припой стали к нержавеющей стали с помощью высокопрочного серебряного припоя. Тип алюминия влияет на прочность соединения и выбор клея. 9. Подайте пламя на соединение, пока оно не станет достаточно горячим, чтобы расплавить стержень. Обычно, если вы можете припаять алюминий, медь / сталь не проблема. Спасибо. ! работая над старым GE RTU, на котором я заменил компрессор, оборвалась линия, идущая от фитинга роторного замка к змеевику испарителя.Хотя эти алюминиевые детали имеют разную толщину, Super Alloy 5 склеивает металлы быстро и легко. Хотя эти алюминиевые детали имеют разную толщину, Super Alloy 5 склеивает металлы быстро и легко. Для пайки нам нужно никелировать алюминий. Индий мягкий и податливый, даже когда температура приближается к абсолютному нулю, что позволяет этому припою образовывать герметичное уплотнение между металлом и некоторыми неметаллическими материалами. Алюминиевый присадочный стержень прочен, как сварной шов, и течет, как серебряный припой.Может использоваться со всеми материалами, кроме алюминия и нержавеющей стали. Пришлось нагреть припой больше, чем алюминий, а затем использовать припой, чтобы протащить припой. AlumiWeld может восстанавливать медь, латунь и алюминий. Алюминий: прутки для пайки и сварки алюминия Bernzomatic AL3. При создании отверстия учитывайте размер полой алюминиевой трубки. Тони, неопытный сварщик, пытается припаять и припаять два отверстия в очень тонких алюминиевых трубках испарителя. Uniweld P4KD9S Комплект для пайки мягким припоем алюминия с металлическим наконечником Аппликатор флюса Uniweld U NI-4300 — отличное решение для техников по обслуживанию, которые сталкиваются с задачей ремонта или соединения алюминия с алюминием и алюминия с медью или латуни.Есть предположения? Припаяйте оцинкованную сталь к латунной трубке с помощью суперсплава 1. Теперь вам нужно вставить несколько алюминиевых трубок для выходов и припаять их на месте. Кисточка обычно идет в комплекте с флюсом. Как паять медные сантехнические трубы. Multi Sol, металлический припой Mutli, фитинг медь-алюминий на алюминиевой катушке. Паять алюминий очень сложно, но можно использовать специализированный припой и флюс. 2 алюминиевых воздуховода кондиционера соединяются методом пайки с использованием ремонтного комплекта для алюминия Super Alloy 5 и кислородно-ацетиленовой горелки.Электрический припой будет прилипать к припою, поэтому, если вы создадите пятно припоя на алюминии, вы можете припаять к нему свой провод. Это неагрессивный припой с жидким флюсом, широко используемый для пайки заземляющих проводов к металлическому шасси, формирования герметичных уплотнений, а также для лужения латунных и медных деталей. Паяльные алюминиевые банки. Вопреки большинству утверждений, что алюминиевые банки нельзя паять или сваривать, на самом деле это можно сделать. С помощью низкотемпературных горелок можно создавать прочные и прочные сварные швы без использования флюса.Этот процесс даже нетоксичен и безопасен для человека и окружающей среды. Привет, ребята, я собираюсь заменить два радиатора в ванной на хромированные полотенцесушители. Нанесите паяльный флюс на внешнюю часть трубы и внутреннюю часть латунного фитинга с помощью небольшой кисточки. Это не трудно. Из пустотелого бревна получится ручка для вашего паяльника. Приложите алюминиевую трубку к паяемому металлу. Пайка стальных колец серебряным припоем. Тепло металла… С помощью металлической щетки или наждачной бумаги потрите поверхность металла.Нагрейте стык пропановой горелкой, пока флюс не закипит. Согните его в форме буквы «V» и приклейте на флюс. Узнайте о таких темах, как «Как паять нержавеющую сталь», «Как отпаять», «Как спаять провода вместе» и многое другое из нашего полезного пошагового руководства… VS. просто «нагрейте в течение минуты» нагрейте трубу до тех пор, пока вы не увидите пар / пузырек флюса, затем введите припой в точку трубы и утюгом нанесите его на трубу. В большинстве случаев соединение внахлест прочнее и легче спаивается, чем соединение с зазором.Что касается системы отопления, вентиляции и кондиционирования воздуха, пайка определенно необходима. Припаивать провода к меди, серебру, золоту или латуни, верно? Как здесь указано, очистите трубу щеткой или, еще лучше, влажной бумагой с зернистостью 800. JB Weld может работать, но медленный материал хорош для 500F, а медленный — только для 300F. Припой — подкладка или проводка из сплава с низкой температурой плавления, обычно свинца или олова, или их комбинации. Как припаять оцинкованную сталь к алюминиевой трубке. Кисточка обычно идет в комплекте с флюсом.Superior Flux: флюс для пайки алюминия. Когда вы пропустите кончик стержня через соединение, он должен расплавиться. 98 $ 29,93 $ 29,93 Lucas Milhaupt — Деталь № 99088 Пайка алюминия с порошковым напылением Al822 Пайка алюминия с алюминием или медью, 4 стержневые трубки 4,5 из 5 звезд 92 27,98 долларов США 27 долларов США. Шаг № 1: Очистка алюминия. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем. БЕСПЛАТНАЯ доставка на Amazon. Обычно в нем используется присадочный материал, который плавится ниже 450 градусов, в то время как при пайке используется материал, который плавится выше этой температуры.Перемещайте горелку, чтобы «равномерно» нагреть зону сопряжения. Алюминий быстрее рассеивает тепло, поэтому я собираюсь сосредоточить больше тепла на алюминии, примерно 80% тепла будет сосредоточено на алюминии. В некоторых крупных магазинах бытовой техники есть «комплект для пайки алюминия» с припоем и флюсом. Нанесите присадочный металл, проведя припоем по трещине или стыку. Паять алюминий очень сложно, но можно использовать специализированный припой и флюс. 16. В случае, когда требуется ремонт латунных трубок, припой Super Alloy 1 и пропановая горелка — это все, что вам нужно для пайки латунных трубок при температуре 350 ° F.Правильный флюс: вам нужен алюминиевый паяльный флюс — флюс, специально разработанный для пайки алюминия. Правильная подготовка трубы обеспечивает адгезию припоя. Так как припой… я хочу припаять его внутрь небольшого алюминиевого коллектора. Когда все остынет, у вас будет крепкий сустав. Количество тепла, которое необходимо приложить, будет различным, но мы разберемся с этим на следующем шаге. Заполняете ли вы отверстие, заделываете разрыв или приклеиваете латунь к другим металлам, таким как медь, бронза или алюминий, Super Alloy 1 прекрасно спаяет эти металлы при очень низкой температуре.Просмотрите наши видео. Продолжайте поддерживать источник тепла в движении, чтобы избежать… пайки алюминиевых трубопроводов кондиционера с повышенной прочностью сварного шва. Шаг № 4 Нагрев металла. Это очень похоже на пайку алюминия с алюминием, но… 3. Подайте пламя на стык, пока он не станет достаточно горячим, чтобы расплавить стержень. Когда вы протягиваете кончик стержня через соединение, он должен расплавиться. Если нет … Все 36 / Пайка алюминия 3 / Паяльная паста для алюминия 9 / Пайка алюминия 9 / Пайка латуни 2 / Пайка меди 6 / Пайка нержавеющей стали 5 / Пайка титана 4 / Видео 35.В случае алюминия большая часть припоев плавится при температуре около 800-900 градусов, что на несколько сотен градусов меньше точки плавления алюминия. Использование соли с этим раствором, по-видимому, устраняет окисление алюминия. Контролируйте количество феррита в сварном шве, чтобы свести к минимуму образование горячих трещин, предварительный нагрев и используйте припой стали и припои, такие как Super Alloy 1, SSF-6 и SSQ-6, при работе с различными типами нержавеющей стали. Для начала равномерно нагрейте алюминий, перемещая тепло с одной стороны на другую.Как припаять сталь к металлу с помощью пропановой горелки. Если вы когда-либо имели дело с трубопроводами для медицинских газов или холодильных труб, пайка — это то место, где она нужна при соединении медных труб. Также обратите внимание, что существуют разные смеси с разной температурой плавления. С низкотемпературными припоями для алюминия главная хитрость — это флюс. 1) Хорошо нагрейте алюминий, чтобы он оставался горячим в течение разумного периода времени после удаления источника тепла 2) Зачистите место, к которому вы хотите припаять, пока оно не очистится от оксида наждачной бумагой или напильником 3) Нанесите флюс, припой , и нагрейте, пока алюминий не станет луженым. 4) Подготовить и залудить медь очень легко.2. Припой, содержащий не менее 2% цинка со свинцом или сплав свинца и олова с флюсом на основе фторида. Это высокоактивный, органический продукт, не содержащий хлоридов. Пайка — это процесс, при котором два или более металлических предмета соединяются вместе путем плавления присадочного металла в стыке. : До недавнего времени я не знал, насколько просто паять алюминий пропановой горелкой. Superior Нет. Это совсем не то, что паять медь или что-то еще. Пайка vs пайка вовлеченных трубопроводов. Пайка алюминия с медью широко применяется в холодильной промышленности, где медные трубы припаиваются к алюминиевым панелям или трубам, склеиваемым валиком.Это улучшенная версия алюминиевого припоя. Super Alloy 1 содержит кадмий. Латунная трубка — толщиной 0,8 мм и 2,0 мм, или Поверните ручку на головке резака и нажмите фиксатор рядом с отверстием, чтобы зажечь его. Один из старых подходов без флюса — это пайка под маслом: растительное масло в порядке. Для соединения алюминия и меди с использованием технологии пайки и стандартного флюса NOCOLOK® может применяться пайка пламенем (а также использование легкоплавкого флюса с легкоплавкий присадочный металл). Пайка — это, по сути, низкотемпературная пайка.Что касается водопровода, мы склонны паять медную трубку… Скотт. Это новая трубка с алюминиевой паяльной пастой. Отличный новый метод пайки алюминия. Эта паста плавится при температуре всего 395 градусов по Фаренгейту, что намного ниже точки плавления алюминия или любого другого металла. Трубка содержит 7,1 грамма. Покупатели, которые просматривали этот товар, также смотрели. У Muggy Weld есть несколько видеороликов о пайке и пайке стали ниже, чтобы прояснить этот процесс. Сварка алюминия намного дороже, чем стоимость основания и трубы вместе взятых. Затем в канавки добавляем паяльную пасту, после чего в канавки вставляются тепловые трубки.4 — Паста нанесена на металлическую поверхность. Нагрейте медную и алюминиевую трубки на мягком пламени, пока флюс не изменит цвет. 25,16 долларов 25 долларов. Убедитесь, что стыки запечатаны, иначе из швов будет капать масло. Не просто бросайте припой в пламя, чтобы он расплавился, вам нужно, чтобы труба расплавила припой. … Припаивание латунной трубки к латунному соединителю с использованием трубки Superior No. Пруток для пайки HTS-528 для любых черных сплавов, таких как чугун, сталь, латунь, никель, всех сплавов с твердой поверхностью.Здесь я покажу, как отремонтировать потертую и протекающую линию кондиционера, в которой образовалось отверстие. Пайка или пайка алюминия с нержавеющей сталью 08-02-2008, 06:04 У моего друга есть проект, над которым он работает, где нужно соединить немного алюминия с нержавеющей сталью. Вам нужно, чтобы металл плавил стержень, а не пламя. Мы использовали пропановую горелку на алюминиевых трубках — при половине температуры плавления основного металла. Мой существующий трубопровод центрального отопления составляет 10 мм, и мне придется использовать редуктор от 15-миллиметровой хромированной трубы, которая будет входить в радиаторные клапаны.Круглая алюминиевая трубка K&S Precision Metals 9315, наружный диаметр 3/8 дюйма, толщина стенки 0,035 дюйма, длина 36 дюймов, 4 шт., Производство США. Требуется очень высокая температура — выше 480 градусов по Фаренгейту — для чего вам, вероятно, понадобится газовая горелка. , а не паяльник. Наденьте фитинг на трубу и поверните его в правильном направлении. Температура плавления составляет около 750F / 400C. Самый простой вариант — приобрести флюс в… Шаг №2: Скрепление основных металлов. ( не спрашивайте меня, почему я не могу просто использовать пластиковый хром, например, защелкивающуюся трубку, чтобы закрыть 10-миллиметровую трубу, и использовать редуктор внутри клапана, как жена).Я помню, как видел некоторые из них, которые демонстрировались при ремонте холодильных систем с алюминиевыми испарительными трубками, и они использовались для пайки медных трубок к алюминию. Пайка алюминиевых выводов компонентов. С низкотемпературными припоями для алюминия главная хитрость — это флюс. (Рис. 2) Это алюминиевая пластина, а тепловые трубки — медные. Рис. Затем очистите поверхности мыльной водой или обезжиривателем. Я пробовал паять, но алюминиевая трубка плавится раньше, чем припой, и когда припой, который у меня был, плавился, он не прилипал к алюминию.заранее спасибо! Пайка, произносится как «пайка» или «распиловка» — это способ соединения труб с помощью припоя. Для действительно маленьких трубок, я думаю, я могу использовать свой бутановый паяльник / горелку с ручкой, который нагревается до 2300 градусов по Фаренгейту. Алюминиевый пруток требует температуры 700 градусов по Фаренгейту. Если я не могу заставить алюминиевую трубку работать, я Думаю, я могу сделать его из трубки из углеродного волокна и твердого латунного или алюминиевого стержня, согнутого по углам, скругленного и вклеенного в трубку CF. При пайке или пайке конструкция соединения и расходные материалы для пайки / пайки становятся ключевыми элементами целостности соединения.Интересно, есть ли у кого-нибудь желание отремонтировать медную линию, идущую к алюминиевой катушке. Тот факт, что флюс достаточно прочен для пайки сплава, такого как нержавеющая сталь, не означает, что он будет работать с алюминием. Трубка будет иметь большую глубину в коллекторе, и она будет сдерживать 20 рабочих фунтов на квадратный дюйм MAX. Также будет ремонтировать металлы на основе цинка, (горшок), магниевый сплав и оцинкованную сталь с помощью пропановой горелки. Алюминиевая труба к меди, жидкости и всасыванию в системе переменного тока R22, посмотрите несколько видеороликов с советами и рекомендациями, официальное из которых является лучшим.Рис. \ $ \ Begingroup \ $ Припаивать к алюминию очень сложно в лучших условиях. Сваривать алюминиевые трубки со стальными или нержавеющими трубными решетками на теплообменниках; Изготовление дуговой сварки между алюминиевыми и стальными трубопроводами; Покройте сталь перед сваркой. Отломите кусок припоя. Пайка Другие концы этих радиаторов впаяны в пазы на алюминиевой пластине. Любая помощь будет принята с благодарностью. Паяйте алюминиевые трубопроводы кондиционера с повышенной прочностью сварного шва. Затем, используя тот же раствор без соли, на металл наносится медное покрытие, которое можно использовать для пайки.Я никогда не использовал его с трубкой хладагента, хотя и подтверждаю результаты. Получив чистый алюминий, вы готовите раствор из сульфата меди и небольшого количества хлорида железа. 1260 — это флюс для пайки алюминия общего назначения, имеющий медовую консистенцию и цвет. Flux It. Вы можете паять алюминий с алюминием и латунь с медью, но не с алюминием. Алюминий (или алюминий, если хотите) — мягкий, легкий, светло-серый металл. 5.0 из 5 звезд Хорошо подходит для пайки алюминиевых и медных трубок.Разное. Хотя пайка, как правило, проста, при работе с определенными материалами становится все труднее. Шаг № 3: Нанесение алюминиевого припоя. Пайка и пайка Узнайте все, что вы хотите о пайке и пайке, с помощью категории wikiHow «Пайка и пайка». Я купил алюминиевый припой в фермерском магазине, посмотрел несколько видеороликов, а затем потренировался на паре банок. Пайка алюминия кажется такой сложной и беспроигрышной ситуацией. Алюминиевый присадочный стержень прочен, как сварной шов, и течет, как серебряный припой.Другой метод, который многие используют для успешной сварки алюминия со сталью, — это нанесение покрытия погружением, также обычно называемое горячим алюминированием. Продукт: ALUMIWELD — это сварочный стержень, способный отремонтировать любой алюминиевый металл с помощью ПРОПАНОВОГО РЕЗАКА! Он должен плотно прилегать. Паяльная лампа или паяльник — содержит железную насадку и нагревает медную или латунную трубку. Удалите заусенцы с конца трубы напильником, если вы разрезали его ножовкой. Эта припойная лента, изготовленная из свинца и серебра, имеет большую прочность на разрыв и плотность, чем другие припои на основе индия, что обеспечивает более прочную фиксацию.В коллекторе имеется отверстие 377 мм. 2 алюминиевых воздуховода кондиционера соединяются методом пайки с использованием ремонтного комплекта для алюминия Super Alloy 5 и кислородно-ацетиленовой горелки. 3 — После нагревания горячей пластины припой припаянный металл растекся и соединил алюминиевые детали. Медные трубы можно соединять несколькими способами, используя компрессионные соединения, латунные фитинги или расплавленный припой. Вы не найдете его в местном хозяйственном магазине. Идеально подходит для медных труб большого диаметра. Это новая трубка с алюминиевой паяльной пастой. Отличный новый метод пайки алюминия. Эта паста плавится при температуре всего 395 градусов по Фаренгейту, что намного ниже точки плавления алюминия или любого другого металла. В трубке содержится 7 штук.1 грамм Сопутствующие товары от наших брендов Страница 1 из 1 Страница 1 из 1. Дэйв, я думаю, что решил использовать проволочные заклепки и трубные заклепки. 27 октября 2016 г. — Как паять алюминий. Пайка медных труб требует относительно большого количества тепла высокой интенсивности, поэтому для нагрева соединения обычно используется пропановая горелка. Тепло следует подавать как можно более равномерно по всей арматуре. 2. Каждый раз, когда металл плавится, лучше его очистить. Короче говоря, чистый металл прилипает к чистому металлу.Я использую … затем использую флюс. Вопрос, а можно ли припаивать медные трубки к алюминию. Получите его во вторник, 8 июня. Дополнительная информация: прутки для пайки HTS-2000 для всех «цветных» сплавов, таких как алюминий, литой алюминий, литье под давлением, алюминий-магний, металлический горшок, цинк, медь, бронза, латунь, титан. , Серебро, нержавеющая сталь, никель и анодированные детали.
Geosam Capital Canada, Совместимость с материнской платой I9 10th 10900k, Умная бутылка для воды с фильтром, Хонда Хэтчбек на продажу рядом со мной, Сколько стоят игровые автоматы для игры, Weatherby Mark V Backcountry Точность, Linux удаляет символы, отличные от Utf-8, Натюрморт Монохромная Живопись, Семейное древо Бонэм-Картер, Походная тропа Ситона Грин-Ривер, Желтые пятна на пододеяльнике, Суперспорт 5 Албания Live,
Как паять алюминиевый лист
Научиться паять алюминиевый металлический лист — отличный навык, который можно добавить в свой набор инструментов для рукоделия.Пайка — это процесс, при котором два или более металлических предмета соединяются вместе путем плавления присадочного металла в стыке. Хотя пайка, как правило, проста, при работе с определенными материалами становится все труднее. Одним из наиболее сложных для пайки материалов является алюминиевый лист, потому что пленка оксида алюминия на алюминиевом листе настолько устойчива, что ее очень трудно удалить, даже используя тепло от паяльника. Следовательно, очень сложно паять и создавать прочные соединения двух алюминиевых листов.
Это причина, по которой многие энтузиасты DIY избегают работы с алюминиевым листом. Однако вот несколько хитростей, как правильно припаять алюминиевый металлический лист.
Шаг 1. Очистите алюминиевый металлический лист
Используйте чистую тряпку, чтобы протереть алюминиевый лист от любой грязи, и нанесите растворитель или средство для удаления жира, чтобы удалить масло или жир. Этот шаг необходим, потому что, когда вы работаете с алюминием, его очень сложно припаять должным образом, вам нужно удалить все препятствия с металлического листа, чтобы облегчить процесс пайки.
Шаг 2 — Установите алюминиевый лист вместе
Установите алюминиевый лист вместе и попросите друга крепко удерживать оба листа на месте, или вы можете использовать зажимы, чтобы скрепить алюминиевые листы вместе. Прежде чем переходить к следующему шагу, убедитесь, что вы надели необходимое снаряжение, например рабочие перчатки, защитные очки и рабочую рубашку с длинными рукавами, чтобы защитить себя от искр.
Шаг 3 — Нанесите флюс на область, подлежащую пайке
Подберите дешевый флюс на Amazon
Следующим шагом является нанесение флюса на те области, где необходимо припаять.Флюс — это химическое чистящее средство, которое облегчает процесс пайки за счет удаления окисления с материала, с которым вы работаете. Флюс чрезвычайно важен при сплавлении сложного алюминиевого листового металла с другим материалом.
Шаг 4 — Нагрейте флюс и металл с помощью горелки
Нагрейте область, где вам нужно паять, с помощью горелки. Убедитесь, что металлический припой или наполнитель плавятся мгновенно. Не прикладывайте тепло непосредственно к наполнителю припоя, чтобы предотвратить выгорание металла припоя.Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель течет по алюминию и просачивается внутрь соединения, но если он просто скатывается, вам нужно попробовать другой флюс и припой металла и повторить процедуру. продолжайте процесс, пока не заметите просачивание металла в алюминиевый стык.
Когда вы совершаете покупки по ссылкам на нашем сайте, мы можем получать комиссионные бесплатно для вас.
Пайка Алюминий
Пайка алюминия и его сплавов аналогична пайке других металлов.Но при выборе флюса нужно проявлять особую осторожность.
Нельзя использовать флюс для пайки других металлов. Алюминий легче реагирует с атмосферным воздухом и образует на поверхности толстый слой оксида алюминия. Убрать этот слой очень сложно.
Итак, вам нужен более сильный флюс для пайки алюминия.
Кроме того, алюминий лучше поглощает тепло, чем большинство других металлов. Вы должны использовать сильный источник тепла, чтобы поднять температуру алюминия.Только тогда припой (присадочный материал) расплавится и соединит две металлические детали.
В статье ниже описаны различные методы пайки алюминия и его сплавов. Он также предоставляет информацию о различных типах припоев, которые можно использовать для эффективной пайки.
Пайка алюминиевых сплавовЧаще всего паяют алюминиевые сплавы, содержащие менее 1 процента магния и 5 процентов кремния. Это связано с тем, что алюминиевые сплавы с большей концентрацией этих элементов имеют плохие характеристики смачивания флюсом.
Кроме того, для пайки не подходят сплавы с высоким содержанием меди и цинка.
ПрепаратПеред тем, как приступить к пайке алюминия, убедитесь, что металлическая поверхность чистая. На нем не должно быть пыли, жира и другого мусора.
Для очистки поверхности можно использовать щетку из нержавеющей стали или шерсть.
Кроме того, необходимо обезжирить поверхность растворителем, чтобы обезжирить поверхность. Если поверхность окислена, возможно, вам потребуется использовать химические вещества для очистки алюминиевой поверхности.
Способы пайки алюминияСуществует 4 различных метода пайки алюминия. Они следующие:
1. Жидкий флюс и припойВ этом случае жидкий флюс получают с использованием смеси органических аминов и неорганических солей фторборатов. Если вам нужен менее вязкий флюс, вы можете добавить химические вещества, например спирт, для снижения вязкости.
Жидкий флюс идеально подходит для индукционной пайки, поскольку он быстро портится после достижения определенной температуры.
2. Паста флюс и припойВы можете создать пастообразный флюс, добавив в жидкий флюс химические связующие. Пастообразный флюс обеспечивает более точное нанесение, поскольку он использует иглу для нанесения пасты на металл.
3. Паяльный присадочный металлНаполнитель с флюсовой сердцевиной будет иметь более высокую вязкость и более твердое содержание. Когда этот флюс нагревается, он переходит в жидкую форму. Затем вы можете использовать инжектор, чтобы нанести его на металлическую поверхность.
Наполнитель остынет и затвердеет, прочно удерживая две заготовки вместе.
4. Паяльная присадочная пастаВы можете превратить органический флюс в металлическую пластину для пайки, добавив порошок припоя и связующие. Вы можете использовать его для пайки алюминиевых листов, которые используются в высокотемпературных областях.
Наполнитель выдерживает температуру до 420 ºC. Но это означает, что вам нужно произвести столько тепла, чтобы расплавить присадочный материал.
Типы припоевПрипои делятся на три основных типа в зависимости от температуры плавления. Ниже приведены эти типы,
1. Низкотемпературные припоиНизкотемпературные припои имеют температуру плавления в диапазоне температур от 300 до 500 ºF. Обычно они сделаны из цинка, олова, свинца и кадмия.
Эти припои создают соединения с низкой коррозионной стойкостью.
2. Припои для промежуточных температурТемпература плавления припоев с промежуточной температурой составляет от 500 до 700 ºF.Олово или кадмий с цинком — основной материал. Кроме того, он также содержит небольшое количество других материалов, таких как свинец, медь, алюминий, никель или серебро.
3. Высокотемпературные припоиВысокотемпературные припои имеют точку плавления в диапазоне температур от 700 до 800 ºF. В качестве основного материала используется цинк, а припой содержит от 3 до 10 процентов алюминия.
Кроме того, в нем есть другие материалы, такие как железо, никель и серебро. В зависимости от состава этих материалов будет небольшая разница в их характеристиках плавления и смачивания.
Припои с самым высоким содержанием цинка обладают наибольшей прочностью. Кроме того, они являются наиболее стойкими к коррозии припоями.
Правила пайки алюминия- Перед пайкой удалить пыль и прочий мусор с алюминиевой поверхности
- Во время пайки следить за тем, чтобы детали не двигались
- Используйте правильный тип флюса
- Используйте правильную температуру для плавления присадочного материала
Основным преимуществом пайки алюминия является устранение необходимости в отдельном покрытии алюминия перед пайкой.Для пайки алюминия существует несколько методов и способов пайки.
Исходя из состава алюминиевых сплавов, вы можете выбрать технику, которая обеспечит наиболее прочное соединение.
Также не забудьте очистить алюминиевую поверхность перед пайкой.
Если у вас есть другие вопросы или сомнения, дайте нам знать, используя раздел комментариев. Мы вам поможем. Вы также можете публиковать свои мысли и мнения в поле для комментариев.
Можно ли сваривать алюминий припоем? — AnswersToAll
Можно ли сваривать алюминий припоем?
Чистый алюминий можно паять, хотя работать с ним непросто.Многие алюминиевые предметы на самом деле являются алюминиевыми сплавами. Большинство из них можно припаять таким же образом, но с некоторыми из них очень сложно работать, и, возможно, придется обратиться к профессиональному сварщику.
Какой флюс используется для алюминия?
Флюсы для образования окалины способствуют отделению расплавленного алюминия, заключенного в окалине (иногда до 80%). Флюсы для образования окалины помогают снизить потери алюминия, что делает его очень экономически эффективным, особенно при переплаве алюминиевого лома.
Можно ли использовать серебряный припой для алюминия?
Тот факт, что флюс достаточно прочен для пайки сплава, такого как нержавеющая сталь, не означает, что он будет работать с алюминием.Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи.
Как склеить алюминий без сварки?
Вы также можете использовать стержни с флюсовым покрытием, чтобы исключить этот шаг. Покрытые флюсом стержни наносят флюс во время пайки алюминия. Нагрейте отремонтированный участок пропановой или ацетиленовой горелкой, пока алюминий не станет оранжевым. Вам также понадобится флюс.
Работает ли JB Weld на алюминии?
J-B Сварка алюминия или ЛЮБОЙ металлической поверхности, кроме свинца.JB Weld хорошо работает с алюминием. Если вы считаете, что есть вероятность того, что вы когда-нибудь захотите разделить части, используйте механический фиксатор. Мне нравится JB Weld, но теперь я использую эпоксидную смолу West Gflex с загустителем для ремонта металла.
Как паять алюминий?
Пайка алюминия и меди — не сложная задача. Вам понадобятся некоторые необходимые инструменты и материалы, которые доступны на любой паяльной станции в Индии, например, обычный паяльник, хорошая смазка, кусок наждачной бумаги или жесткая кисть, а также оловянно-свинцовый припой.
Как прикрепить алюминий к алюминию?
Алюминий можно приклеить к другому куску металла или другого материала с помощью клея, который обеспечит безопасность. Эпоксидный клей для металлов или водонепроницаемая эпоксидная смола связывает непористые поверхности, такие как алюминий, с другими поверхностями. Эпоксидный клей содержит пары. Используйте его на улице и наденьте маску для лица и перчатки, чтобы быть особенно осторожным.
Какой металл нельзя паять?
Некоторые металлы паять легче, чем другие. Медь, серебро и золото легко.Следующими по сложности являются железо, низкоуглеродистая сталь и никель. Из-за их тонких и прочных оксидных пленок паять нержавеющую сталь и некоторые алюминиевые сплавы еще сложнее.
Можно ли сваривать алюминий горелкой?
Лучше подойдет резак с большим количеством точечного наконечника. В любом случае, если у вас есть пропановая горелка и паяльные стержни, вы можете сваривать алюминий. Все это можно найти в вашем местном хозяйственном магазине.
Можно ли эпоксидный алюминий?
При правильном обращении и подготовке эпоксидная смола может хорошо сцепляться с большинством алюминия и алюминиевых сплавов.Для получения дополнительной информации о совместимых металлах для эпоксидного склеивания см. Технический совет EPO-TEK 12. Алюминий представляет собой особую проблему при склеивании, поскольку он легко окисляется с образованием изолирующего / пассивирующего слоя оксида алюминия.
Можно ли паять алюминий пропановой горелкой?
В любом случае, если у вас есть пропановая горелка и паяльные стержни, вы можете сваривать алюминий.
Можно ли паять без флюса?
Имейте в виду, что чаще всего проволока для припоя представляет собой канифольный сердечник, внутри которого находится один или несколько сердечников из флюса.В сантехнических приборах нет флюса, потому что они наносят флюс снаружи. Таким припоем можно было паять. При слабом нагревании припой может расплавиться недостаточно быстро, что может привести к образованию холодного паяного соединения.
Как соединить алюминий?
Как и при сварке, прочность соединения часто превышает прочность отдельных деталей. Например, прочность на разрыв соединений из нержавеющей стали может превышать 130 000 фунтов на квадратный дюйм. Но поскольку температуры пайки ниже, обычно от 1150 до 1600 ° F, большинство физических свойств остаются неизменными.
Как паять алюминий?
При гибке алюминия помните, что чем меньше внутренний радиус изгиба, тем больше вероятность появления трещин в детали. Также знайте, что для достижения наилучших результатов и уменьшения количества трещин на внешней стороне сгиба линия сгиба должна проходить поперек или диагонально по отношению к волокнам материала, когда и где это возможно.
Можно ли припаять латунь к алюминию?
Алюминий можно паять с алюминием, а латунь с медью, но не с алюминием. В некоторых крупных магазинах бытовой техники есть «комплект для пайки алюминия» с припоем и флюсом.Обычно, если вы можете припаять алюминий, медь / сталь не проблема.
Можно ли сваривать алюминий с металлом?
Вы можете сравнительно легко сваривать алюминий с большинством других металлов с помощью клеевого соединения или механического крепления. Однако для того, чтобы сварить алюминий со сталью, требуются специальные методы. Чтобы избежать этого, вы должны изолировать другой металл от расплавленного алюминия во время процесса дуговой сварки.
Можно ли паять алюминий паяльником?
Другая проблема может заключаться в том, что ваш алюминий на самом деле является алюминиевым сплавом, который нельзя паять.