


Как легко и быстро припаять провод к алюминию. Держит так, что не оторвать | Мастерская Самоделок
Ни для кого не секрет, что пайка алюминия является проблемой, которую сложно решить без специального оборудования. Обычно используют припой для алюминия, который продается не в каждом магазине, но его можно заказать в Китае.
Сначала разберемся почему алюминий не так просто паять, в отличии, например, от меди.
При пайке процессу мешает оксидная пленка, которая очень быстро образуется на поверхности алюминия, именно поэтому лужения не происходит.
Чтобы залудить участок алюминия, нужно постоянно удалять оксидную пленку, некоторые делают это при помощи корщетки, затем разогревают деталь и водят по нему припоем. Не спеша все-таки получается залудить алюминий, но это не так быстро и легко, как хотелось бы.
Сейчас я покажу, как паять алюминий в домашних условиях бюджетно и легко с самым обычным припоем.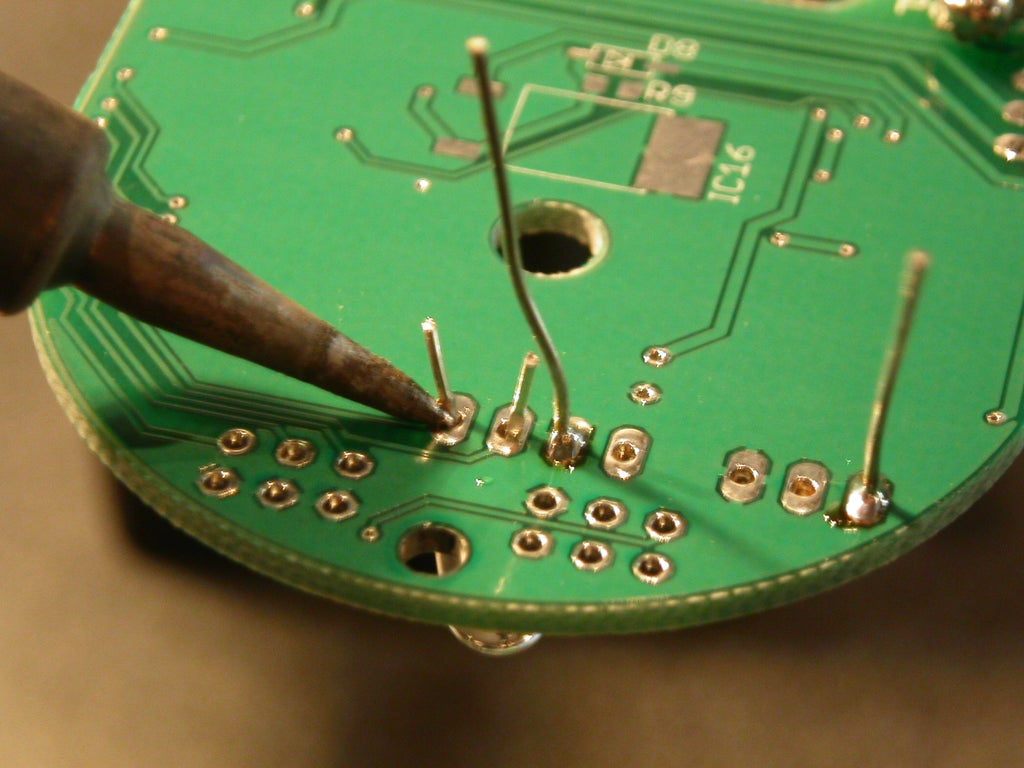
Наносим растительное масло в небольшом количестве на паяемое место и зачищаем корщеткой. (Листаем галерею).
Капельки масла будет достаточно, она перекроет доступ кислорода к алюминию, что не даст образоваться оксидной пленке.Корщетку можно заменить наждачной бумагой, она справляется также хорошо.Капельки масла будет достаточно, она перекроет доступ кислорода к алюминию, что не даст образоваться оксидной пленке.
Далее паяльником расплавляем припой и как бы втираем его в алюминий.
Спустя несколько секунд получается качественно залуженный участок. (Листаем галерею).
Таким способом можно припаять провод или соединить детали из алюминия друг с другом.Провод отлично припаялся.Таким способом можно припаять провод или соединить детали из алюминия друг с другом.
Также можно заделать дыру в таре, для примера я сделал надпил ножовкой по металлу, чтобы показать это наглядно.
Зачищаю наждачной бумагой место пайки.
Зачищаю наждачной бумагой место пайки.
Затем аналогично залуживаю необходимое место с использованием масла.
Я попробовал оторвать припаянный провод к алюминию, но у меня не получилось, поэтому могу уверенно сказать, что пайка надёжная.Я попробовал оторвать припаянный провод к алюминию, но у меня не получилось, поэтому могу уверенно сказать, что пайка надёжная.
Кому понравился способ, ставьте лайки, пишите комментарии и подписывайтесь на канал.
Можно ли спаять припоем Castolin192 FBK алюминий со сталью?
Здравствуйте! Подкинули интересную работенку, нужно сварить алюминий со сталью: АМц, АМг + черная сталь; АМг, АМц+ст.12Х18Н10Т. Возможно ли такое или это из раздела фантастики? Ведь даже не осведомленному в сварочных делах человеку понятно, что из-за разницы в температурах плавления стали и алюминия такие вещи становятся принципиально невозможными. И все-таки, может существует какой-то способ?
Сварка такого соединения, о котором вы говорите действительно невозможна. Поэтому о получении неразъемного соединения можно забыть. Чего нельзя сказать про пайку.
Поэтому о получении неразъемного соединения можно забыть. Чего нельзя сказать про пайку.
Для определения возможности получения качественного паянного биметаллического соединения «алюминиевый сплав-сталь» мы провели небольшую опытную работу, с результатами которой вы можете ознакомиться ниже.
Для проведения работы был приобретен припой Castolin 192 FBK, предназначенный для пайки алюминия и его сплавов, главным образом для сплавов АМг и АМц с максимальным содержанием легирующего компонента до 3%. Выбор припоя изначально был между НТS-2000 и Castolin 192 FBK. Про НТS-2000 очень много пишется в интернете, демонстрационных роликов на YouTube, которые показывают его преимущества тоже масса, но так как в описаниях данного припоя больше рекламы, которая часто развенчивается практикой, выбор все же был сделан в пользу компании Castolin, которая уже сто лет занимается материалами для пайки и делает это на самом деле действительно качественно. Castolin192 FBK представляет собой алюминиевый припой с флюсовым сердечником с добавлением цинка.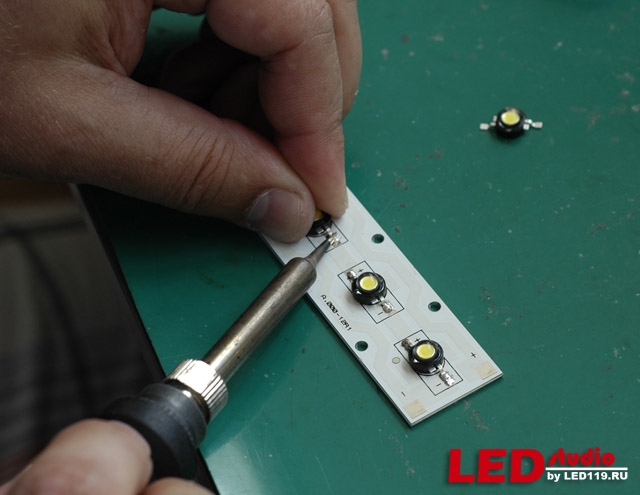
В качестве «подопытного металла» были взяты образцы размером ≈12,5х110, толщиной h≈2мм из алюминиевого сплава АМц, низкоуглеродистой стали (типа Ст.3, Ст.8кп и т.п.) и коррозионностойкой стали 12Х18Н10Т, которые впоследствии были спаяны в кислородно-пропановом пламени.
За эталонные образцы были взяты соединения «АМц+АМц». А качество пайки определялось путем сравнения разрывных усилий, прикладываемых к образцам «АМц- сталь» и эталонным образцам.
Образцы комплектовались следующим образом:
- АМц+АМц – 3 компл.
- АМц+низкоуглерод. сталь – 3 компл.
- АМц+ст.12Х18Н10Т – 3 компл.
Вид соединения – внахлёст (см. эскиз). Зазор ≈ 1 мм.
Пайка производилась кислородно-пропановой горелкой Minitherm.
На эскизе:
L- длина нахлестки;
В — минимальное значение ширины образцов;
hal — толщина алюминиевого образца;
Разрывная машина
hст – толщина стального образца.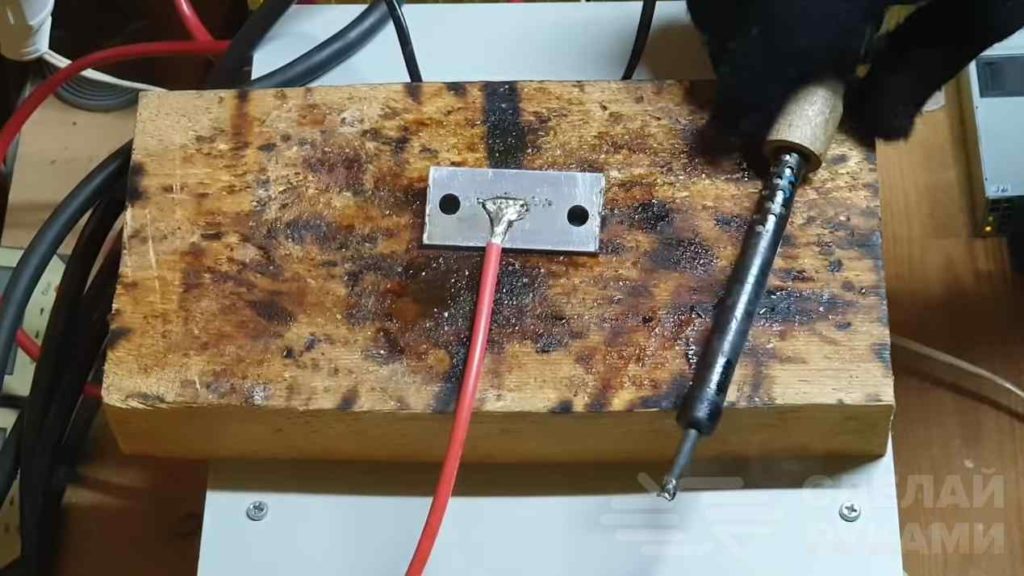
Все спаянные образцы подверглись испытанию прочности при сдвиге на разрывной машине 2054-Р-5.
Результаты представлены в табл. 1
| № испытания | Соединение | hal мм | hст мм | В, мм | L, мм | Нагрузка Р при которой образец разрушился, КГС | Нагрузка Р среднее, КГС | Характер разру- шения |
| 1 | АМц+АМц (образец №1) | 1,95 | — | 12,25 | 17,1 | 259 | 255,5 | Разрыв не по пайке (порвался сам образец) |
| АМц+АМц (образец №2) | 1,95 | — | 12,5 | 15,9 | 264 | Разрыв не по пайке (порвался сам образец) | ||
| АМц+АМц (образец №3) | 1,95 | — | 12,5 | 17,8 | 243,5 | Разрыв не по пайке (порвался сам образец) | ||
| 2 | АМц — углеродистая сталь (образец №1)
| 1,90 | 2,20 | 13,60 | 13,15 | 265 | 249,3 | Разрыв не по пайке (порвался сам образец по алюминиевой части) |
| АМц — углеродистая сталь (образец №2) | 1,95 | 2,0 | 12,6 | 14,65 | 252 | Разрыв не по пайке (порвался сам образец по алюминиевой части) | ||
| АМц — углеродистая сталь (образец №3) | 1,95 | 2,1 | 13,0 | 17,45 | 231 | Разрыв по паянному шву | ||
| 3 | АМц -ст. 12Х18Н10Т 12Х18Н10Т(образец №1) | 1,95 | 2,2 | 12,15 | 16,75 | 136,5 | 133,3 | Разрыв по паянному шву |
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,2 | 18 | 107 | Разрыв по паянному шву | ||
| АМц -ст.12Х18Н10Т (образец №2) | 1,95 | 2,2 | 12,5 | 15,7 | 156,5 | Разрыв по паянному шву |
Сравнение разрывных усилий, требуемых для разрушения образцов «АМц-АМц», взятых за эталон, и «АМц – низкоуглерод. сталь» показало, что прочность паяного соединения «АМц – низкоуглерод. сталь» не уступает по прочности соединению «АМц-АМц». В большинстве случаев разрушение происходило по алюминиевой части (АМц) образцов, а не по паяному шву.
Анализ разрывных усилий, требуемых для разрушения паяного соединения «АМц-ст.12Х18Н10Т» показал, что оно в 2 раза уступает по прочности соединению «АМц-АМц».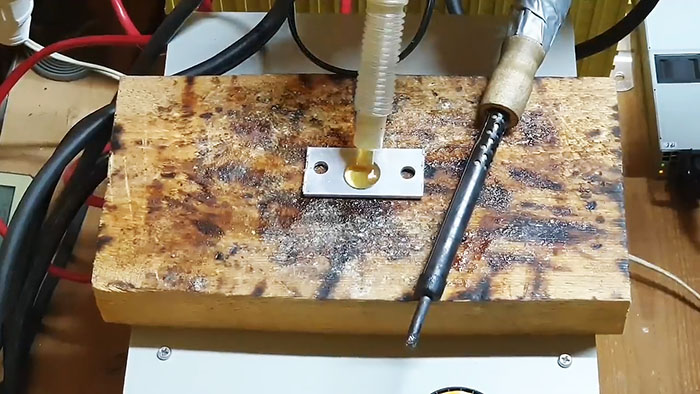
Как спаять алюминий в домашних условиях.
Здравствуйте!
Расскажу как можно спаять алюминий без аргоновой сварки в домашних условиях.
Соединения получаются достаточно прочными, а выполнять спайку очень просто, Но нужно немного попрактиковаться.
Для спайки понадобятся следующие инструменты и материалы:
- алюминиевый лом
- газовая горелка
- проволока для пайки алюминия
Проволоку я заказывал на Aliexpress. 20 прутков, длиной 50 см и толщиной 2 мм, стоили 5$.
Горелка тоже не простая, а для пайки низкотемпературных припоев. Температура нагрева достигает 1300°C.
Перед тем, как приступить к спайке, советую потренироваться на не нужных алюминиевых остатках (трубки, пластины). Дело в том, чтобы получить прочный сварной шов, нужна определенная температура. Нельзя перегревать деталь, но и недогов тоже плохо. Если перегреете, деталь прославится. Если слабо нагреете, припой не будет растекаться, а будет собираться в шарики.
Тренировался на алюминиевой трубке. Сделал на ней несколько разрезов и приступил. Как говорится «первый блин комом». Первый разрез я перегрел и трубка прогорела. Вторая попытка была более удачна, единственно остались небольшие наплывы алюминия, но от них можно легко избавиться наждачной бумагой.
Теперь попробую сварить две трубки, отрезанные под углом.
Верхний шов пропаялся хорошо. Припой равновероятно растекся по трубкам. Теперь спаяю внутренний угол.
При попытке поломать трубку нижний шов не выдержал, а вот верхний был довольно прочный. Я слабо прогрел нижний шов. припой собрался в каплю на поверхности и не растекся по шву.
На фото видно, что разрыв пошел в сторону.
Дальше буду экспериментировать с профильной трубой. У трубы стенки потолще и прогревать нужно дольше.
Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.
Тогда я увеличил мощность горелки и еще немного прогрел припой. Он расплавился и заполнил пропил.
Он расплавился и заполнил пропил.
Часть припоя попала внутрь профиля.
Осталось зачистить место пайки посмотреть на результат.
Напоследок я решил попробовать приварить к болту гайку.
После того как все остыло, я попробовал открутить гайку. Но ничего не вышло. Я слизал всю резьбу на винте, а гайка даже не пошевелилась 😉 Соединение вышло прочное.
Способ мне понравился. Он достаточно прост и не сильно бьет по кошельку. И у меня появились новые задумки для моих самоделок.
Друзья, берите способ на вооружение и пользуйтесь!
До новых встреч!
Рецепты по пайке алюминия
Рецепты по пайке алюминияЛюди также искали
Подробнее о «рецептах паять алюминий»
АЛЮМИНИЕВЫЙ ПАЙКА И ПИРКА ДЛЯ АБСОЛЮТНЫХ НАЧИНАЮЩИХ С .
.. 2016-01-01 · Super Alloy 1 содержит кадмий. Тони, неопытный сварщик, пытается припаять и припаять два отверстия в очень тонких алюминиевых трубках испарителя. У нее есть … Из youtube.com
Автор muggyweld Просмотров 98K Подробнее »
КАК ПАЙ АЛЮМИНИЙ.- YOUTUBE
2014-09-12 · Пруток для пайки: https://amzn.to/2ON25CPTorch:https://amzn.to/3wVDME5Torch Gas: https: //amzn.to/3tprvFWWire…From youtube.com
Автор ПЕРВЫЙ КЛАСС ЛЮБИТЕЛЬСКИЙ Просмотров 449K Подробнее »
КАК ЗАПИРАТЬ АЛЮМИНИЙ ВМЕСТЕ | HUNKER
КАК ПАЙТЬ АЛЮМИНИЙ С ПАЯЛЬНЫМ УТУГОМ | PCB TOOL EXPERT
.КАК ПАЙНЫЕ АЛЮМИНИЕВЫЕ БАНКИ | EHOW
Рецепты подражания Напитки и коктейли Стороны и закуски Veggie Faves Food Hacks All Chow Down… Одним из решений является использование паяльника со специальным алюминиевым припоем, чтобы склеить алюминиевые банки вместе. Это позволит вам создавать произведения искусства из вторсырья, не беспокоясь о том, что проект развалится. Реклама Видео дня Шаг 1 Зажмите пустую алюминиевую банку… Из ehow.com
Подробнее »
КАК ПАЯТЬ АЛЮМИНИЕВЫЙ ПРОВОД | EHOW
From ehow.com
- Очистите область пайки тряпкой и щеткой, чтобы удалить жир, грязь и мусор.Для удаления стойких пятен используйте спирт и металлическую щетку.
- Отрежьте алюминиевую проволоку необходимой длины ножницами или кусачками. Используйте пинцет или плоскогубцы для обработки проволоки, чтобы избежать притягивания жира.
- Нанесите кисточкой флюс на место пайки. Флюс удалит любые оксиды с металлических поверхностей. Существует три типа флюсов, включая органическую кислоту или хлорид, органику и смолу.
- Очистите жало паяльника, протерев жало влажной тканью.Слегка покройте наконечник припоем. Этот процесс называется «лужением» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла в процессе пайки.

- Подожгите или нагрейте паяльник или горелку до температуры, необходимой для плавления алюминиевой проволоки. Если вы используете паяльник, убедитесь, что он достигает температуры не менее 400 градусов C для правильной пайки.
- Оберните провод вокруг области пайки.Затем аккуратно проведите паяльником по проводу. Убедитесь, что паяльник касается как алюминиевой проволоки, так и стыка.
- Дайте стыку остыть. Не дуйте на него. Обрежьте излишки свинца, выступающие с поверхности, но не проверяйте преждевременно прочность паяного соединения, так как это может ослабить соединение.

ПАЯ ДЛЯ АЛЮМИНИЯ | HACKADAY
2020-06-12 · Простой способ припаять алюминий — нанести немного растительного масла на место пайки, нагреть это место утюгом, а затем нанести припой + флюс на…От hackaday.com
Расчетное время чтения 5 минут Подробнее »
КАК ПАЯТЬ АЛЮМИНИЙ ЛИСТОВЫЙ МЕТАЛЛ | DOITYOURSELF.COM
2010-12-10 · Нагрейте участок, где нужно паять, с помощью горелки. Убедитесь, что металлический припой или наполнитель плавятся мгновенно. Не прикладывайте тепло непосредственно к наполнителю припоя, чтобы предотвратить выгорание металла припоя. Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель потечет на…
Убедитесь, что металлический припой или наполнитель плавятся мгновенно. Не прикладывайте тепло непосредственно к наполнителю припоя, чтобы предотвратить выгорание металла припоя. Вы узнаете, что алюминиевый лист был правильно припаян с использованием флюса и припоя, если расплавленный наполнитель потечет на… Расчетное время чтения 3 минуты Подробнее »
КАК ПАЙТЬ АЛЮМИНИЙ: 13 ШАГОВ (С ФОТОГРАФИЯМИ) — WIKIHOW
2013-04-02 · Если вы не можете заставить припой расплавиться, попробуйте поместить алюминий на проволочную подставку или другой радиатор с меньшей площадью поверхности, либо используйте более горячую горелку. Спасибо! Полезно 5 Бесполезно 5. Иногда необходимо нагреть кончик паяльного стержня пламенем, чтобы припой легче стекал на место ремонта.Будьте осторожны при нагревании стержня, так как перегрев предотвратит появление припоя…Из wikihow.com
89% (54) Просмотры 321K Расчетное время чтения 8 mins Подробнее »
МЕТОДЫ ПАЙКИ АЛЮМИНИЯ — SUPERIOR FLUX & AMP; MFG.
 CO. Вы узнаете, что можно паять алюминий. Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, изложенными в статье, то вы узнаете, как эффективно паять алюминий.И сейчас самое лучшее время, чтобы научиться паять алюминий. Все больше и больше компаний…
CO. Вы узнаете, что можно паять алюминий. Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, изложенными в статье, то вы узнаете, как эффективно паять алюминий.И сейчас самое лучшее время, чтобы научиться паять алюминий. Все больше и больше компаний… От superiorflux.com
Расчетное время чтения 5 минут Подробнее »
КАК ПАЙ АЛЮМИНИЙ. : 3 ШАГА (С ФОТОГРАФИЯМИ …
До недавнего времени я не знал, насколько просто паять алюминий пропановой горелкой. Горелка, которую я использую, имеет широкое пламя, поэтому она, вероятно, не так эффективна для нагрева определенной области для сварки. Лучше подойдет фонарик с большим острием.В любом случае, если у вас есть пропановая горелка и паяльные стержни, вы можете сваривать алюминий. Все это можно найти на вашем местном оборудовании…Из Instructables.com
Расчетное время чтения 2 минуты Подробнее »
КАК ПАЙКА АЛЮМИНИЯ С ПОМОЩЬЮ ПАЙКИ — РУЧНЫЕ ИНСТРУМЕНТЫ .
.. Вы можете соединить алюминиевую проволоку с помощью паяльника, но для некоторых работ потребуется горелка. Если у вас нет резака, попробуйте паяльник на 150 ватт. 5. Установите безопасное рабочее место.При пайке алюминия всегда следует носить респираторную маску, чтобы защитить себя от токсичных паров. Также убедитесь, что рабочее место хорошо вентилируется. Мы рекомендуем вам носить без… Из handtoolsforfun.com
Расчетное время чтения 6 минут Подробнее »
ПАЯ ДЛЯ АЛЮМИНИЯ
Если вы когда-нибудь пробовали паять алюминий, то знаете, что это непросто без специальной техники. [SimpleTronic] недавно продемонстрировал метод, который химически наносит медь на алюминий и позволяет легко паять.Мы не химики, поэтому не уверены, лучший это способ или нет, но химические вещества включают соль, сульфат меди (можно найти в магазинах для бассейнов), хлорид железа, как вы …From zephyrnet.com
Расчетное время чтения 8 минут Подробнее »
АЛЮМИНИЙ «ПАЙКА» | МОДЕЛЬНЫЙ ИНЖЕНЕР
2017-01-11 · Припой представляет собой алюминиево-цинковый сплав. С помощью этих флюсов можно легко спаять мелкие детали из алюминия, но также можно припаять алюминий к углеродистой стали (не тестировал с нержавеющей сталью).У моей мамы алюминиевый чайник приклепан к стальной ручке. Заклепки выпали, и предмет рассыпался, поэтому я предпринял попытку спаять их вместе, используя указанную систему. Алюминий…
С помощью этих флюсов можно легко спаять мелкие детали из алюминия, но также можно припаять алюминий к углеродистой стали (не тестировал с нержавеющей сталью).У моей мамы алюминиевый чайник приклепан к стальной ручке. Заклепки выпали, и предмет рассыпался, поэтому я предпринял попытку спаять их вместе, используя указанную систему. Алюминий… Из model-engineer.co.uk
Подробнее »
КАК ПАЙТЬ НА АЛЮМИНИЙ — YOUTUBE
2016-07-05 · Ремонт / пайка или сварка Алюминий — это немного черное искусство, но с правильным припоем домашний пользователь может легко это сделать. Используем припой RS Stock №555-0 …From youtube.com
Подробнее »
ПАЙКА — МЕДЬ К АЛЮМИНИЮ — PRACTICALMACHINIST.COM
2007-12-09 · Пайка — медь с алюминием. Вопрос, а можно ли припаивать медные трубки к алюминию. Его медные трубки с внутренним диаметром 0,250 и наружным диаметром 0,375 мм. Я хочу припаять его внутрь небольшого алюминиевого коллектора. В коллекторе имеется отверстие 377 мм. Трубка будет иметь большую глубину в коллекторе, и она будет сдерживать 20 рабочих фунтов на квадратный дюйм MAX.
В коллекторе имеется отверстие 377 мм. Трубка будет иметь большую глубину в коллекторе, и она будет сдерживать 20 рабочих фунтов на квадратный дюйм MAX. Из Practicalmachinist.com
Подробнее »
ПАЯ ЭЛЕКТРОННЫЕ КОМПОНЕНТЫ НА АЛЮМИНИИ: 10 ШАГОВ (С…
алюминий для обшивки. 5) удалить все с помощью сухой кухонной бумаги. 6) окуните в раствор НОВУЮ ватную палочку, на этот раз БЕЗ соли. 7) МАГИЯ! — медь мгновенно покрывает алюминий. 8) повторите этот шаг с НОВЫМ ватным тампоном. 9) отполировать медь стальной ватой. step7: теперь вы можете припаять алюминиевый предмет!От Instructables.com
Подробнее »
КАК ПАЯТЬ ДВА АЛЮМИНИЕВЫХ ПРОВОДА — YOUTUBE
Пайка алюминиевых проводов флюсом F61A.Из youtube.com
Подробнее »
КАКАЯ ПАЙКА ПРИКЛЕЕТСЯ НА АЛЮМИНИЙ? | POPULARASK.NET …
Вы можете использовать паяльник для соединения алюминиевой проволоки, но для других работ потребуется горелка. Обычно используется низкотемпературная горелка с наконечником пламени, температура которого достигает 600–800ºF (315–425ºC). Если использование резака в вашем рабочем месте невозможно, попробуйте паяльник мощностью 150 Вт.
Обычно используется низкотемпературная горелка с наконечником пламени, температура которого достигает 600–800ºF (315–425ºC). Если использование резака в вашем рабочем месте невозможно, попробуйте паяльник мощностью 150 Вт. От popularask.net
Подробнее »
МЕТАЛЛЫ, ПОДЛЕЖАЩИЕ ПЕЧЕНИИ | STEAMPUNK RECYCLING ARTIST
Какие металлы можно паять Вот список металлов, которые можно паять, а также список тех металлов, которые нельзя паять.ДА СПИСОК. Аргентум латунь, бронза, медь, золото, серебро, никель, серебро, серебро, нержавеющая сталь, серебро. НЕТ СПИСКА. Алюминий, черный, железо, эмаль, медь, не тускнеет, металлы, металлы с ниобием Титан. Поделиться: Нажмите, чтобы поделиться…От buyselltradeloan.wordpress.com
Подробнее »
СЕРЕБРЯНАЯ ПАЯЛЬНАЯ АЛЮМИНИЕВАЯ — ПРАКТИЧЕСКИЙ МАШИНИСТ
2005-11-04 · Я слышал, что алюминий можно паять серебром, но какой припой / флюс работает лучше всего? Я работаю над автомобильным испарителем кондиционера с маленьким отверстием.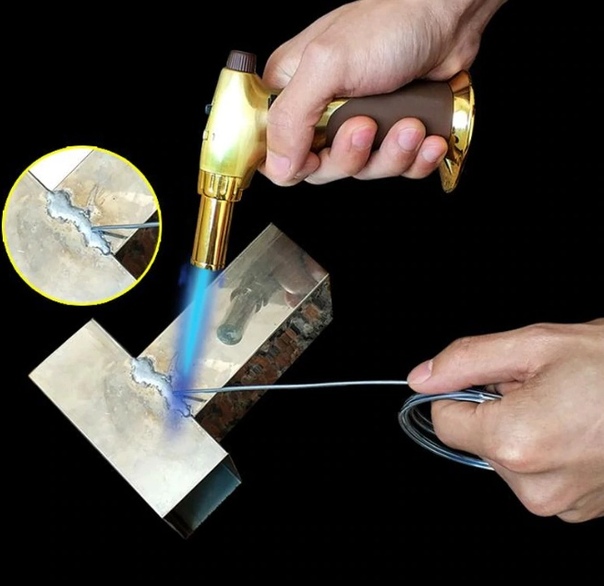 Я не знаю точного сплава, но из-за его мягкости держу пари, что это из серии 1000. Кто-нибудь делал это раньше? 26.10.2005, 17:33 # 2. tnmgcarbide. Просмотр профиля Просмотр сообщений форума Diamond Дата регистрации июл…
Я не знаю точного сплава, но из-за его мягкости держу пари, что это из серии 1000. Кто-нибудь делал это раньше? 26.10.2005, 17:33 # 2. tnmgcarbide. Просмотр профиля Просмотр сообщений форума Diamond Дата регистрации июл… Из Practicalmachinist.com
Подробнее »
КАК ПАЙ ИЗ АЛЮМИНИЯ В НЕРЖАВЕЮЩУЮ СТАЛЬ С ПОМОЩЬЮ SUPER …
2014-05-18 · Super Alloy 1 содержит кадмий. MuggyWeld демонстрирует, как припаять нержавеющую сталь к алюминию с помощью припоя и флюса Super Alloy 1.Ранее присоединяясь к …Из youtube.com
Подробнее »
АЛЮМИНИЕВЫЙ: КАК ПАЯТЬ АЛЮМИНИЕВЫЙ ПРОВОД К МЕДИ …
2012-05-30 · Я слышал, что вы можете паять алюминий методом «царапины и олова», но это не кажется слишком хорошим. Я использовал небольшое количество раствора для гальваники сульфата меди, чтобы покрыть медную пластину алюминия, а затем припаял к нему. Покрытие алюминием загрязняло раствор, но количество раствора было небольшим, поэтому мне было все равно. Паялся легко.Использовал комплект для металлизации «флеш-медь» от Caswell Plating (вы можете …
Паялся легко.Использовал комплект для металлизации «флеш-медь» от Caswell Plating (вы можете … Из forum.qrz.com
Подробнее »
Пайка МЕДИ АЛЮМИНИЯ / ПАЙКА — YOUTUBE
Multi Sol, металлический припой Mutli, фитинг медь-алюминий на алюминиевой катушке. Низкая температура 350 градусов, не беспокоясь о расплавлении алюминия или слишком большом …From youtube.com
Подробнее »
ЛЕГКАЯ ПАЙКА ДО АЛЮМИНИЯ? — ЭЛЕКТРОТЕХНИКА …
\ $ \ begingroup \ $ Припаивать к алюминию очень сложно в лучших условиях.Стержень, вероятно, слишком большая масса для пайки; подумайте о том, чтобы приварить к нему кусок меди и припаять к нему. \ $ \ endgroup \ $ — Игнасио Васкес-Абрамс. 22 марта ’14 в 23:34. 1 \ $ \ begingroup \ $ возможный дубликат пайки к алюминию \ $ \ endgroup \ $ — Рикардо. 22 марта ’14 в 23:34…От electronics.stackexchange.com
Подробнее »
КАКИЕ МЕТАЛЛЫ МОЖНО ПЕРЕДАТЬ? | EHOW
При пайке для соединения двух основных металлов используется металлический сплав с низкой температурой плавления. Поскольку этот процесс изменяет химический состав основных металлов, полезно знать, какие металлы работают без особого внимания.
Поскольку этот процесс изменяет химический состав основных металлов, полезно знать, какие металлы работают без особого внимания. От ehow.com
Подробнее »
ПАЯЛЬНЫЙ АЛЮМИНИЙ — ПРАКТИЧЕСКИЙ МАШИНИСТ
2007-05-01 · Вы можете паять алюминий простым припоем, но некоторые сплавы легче, чем другие. 2024 год намного проще, чем, например, 6061. Наверное, просто ваш стандартный, заурядный Ал. Не уверен, что это будет. Я работаю с 3003, 2024, 5052 и 6061, иногда также с 6063 и 7075.Было бы здорово, если бы мы знали, с чем вы работаете. starbolin 30.04.2007, 05:07 # 8. …Из Practicalmachinist.com
Подробнее »
МОЖНО ЛИ АЛЮМИНИЙ ПАЯТЬ? — QUORA
Ответ: Существует несколько методов пайки алюминия: 1. Натирание расплавленного свинца на горячий алюминий без флюса. 2. Припой, содержащий не менее 2% цинка со свинцом или сплав свинца и олова с флюсом на основе фторида. Этот коррозионный флюс необходимо смыть щелочной водой после пайки. .. От quora.com
Подробнее »
Вы в настоящее время на диете или просто хотите контролировать питание и ингредиенты своей еды? Мы поможем подобрать рецепты по способу приготовления, питанию, ингредиентам …
Проверить это »Хотите купить ингредиенты?
Связанный поиск
Наверх
Как паять алюминий — Полное руководство
Алюминий требует тепла для приема припоя, обычно до температуры 300 ° C или более.Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы алюминий нагрелся до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой.
Алюминий и сплавы на его основе можно паять способами, аналогичными тем, которые используются для других металлов.
Пайка абразивным и реактивным способом пайки чаще применяется с алюминием, чем с другими металлами. Однако для алюминия требуются специальные флюсы.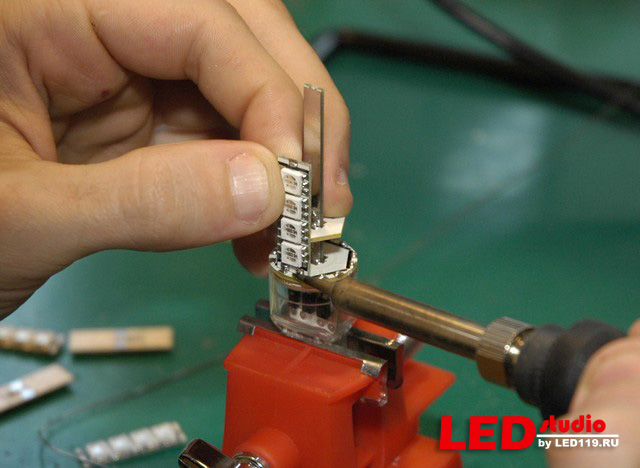 Флюсы канифоли неудовлетворительны.
Флюсы канифоли неудовлетворительны.
Не используйте припой, если какой-либо припой контактирует с уровнем тепла, превышающим температуру плавления припоя.
Пайка алюминиевых сплавовНаиболее легко паяемые алюминиевые сплавы содержат не более 1 процента магния или 5 процентов кремния.
Сплавы, содержащие большее количество этих компонентов, имеют плохие характеристики смачивания флюсом. Сплавы с высоким содержанием меди и цинк имеют плохие характеристики пайки из-за быстрого проникновения припоя и потери свойств основного металла.
Конструкция соединенияКонструкция соединения, используемая для пайки алюминиевых сборок, аналогична конструкции, используемой с другими металлами. Наиболее часто используемые конструкции — это формы простых соединений внахлестку и Т-образных соединений.
Зазор в стыках зависит от конкретного метода пайки, состава основного сплава, состава припоя, конструкции стыка и состава используемого флюса. Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм).Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реактивного типа.
Однако, как правило, при использовании химических флюсов требуется зазор между стыками от 0,005 до 0,020 дюйма (от 0,13 до 0,51 мм).Расстояние от 0,002 до 0,010 дюйма (от 0,05 до 0,25 мм) используется, когда используется поток реактивного типа.
Стыки должны плотно прилегать, но не настолько, чтобы припой не мог попасть в зазор.
ПодготовкаЖир, грязь и другие инородные материалы должны быть удалены с поверхности алюминия перед пайкой.
Поверхность должна быть чистой. Хорошо подойдет щетка из нержавеющей стали или стальная мочалка. В большинстве случаев требуется только обезжиривание растворителем. Однако, если поверхность сильно окислена, может потребоваться чистка проволочной щеткой или химическая очистка.
Участок подготовлен проволочной щеткой из нержавеющей стали для удаления жира или масла. Паяльная лампа используется для нагрева основного металла, а затем плавления алюминиевых сварочных стержней Harbor Freight Alum Weld.
Припои с более высокой температурой плавления, обычно используемые для соединения алюминиевых сборок, плюс отличная теплопроводность алюминия диктуют необходимость использования источника тепла большой мощности для доведения области соединения до надлежащей температуры пайки. Должен быть обеспечен равномерный, хорошо контролируемый обогрев.
Лужить алюминиевую поверхность лучше всего, покрыв материал лужей расплавленного припоя, а затем протирая поверхность не поглощающим тепло предметом, например щеткой из стекловолокна, зубчатой деревянной палкой или волокнистым блоком. Проволочные щетки или другие металлические предметы не рекомендуются. Они имеют тенденцию оставлять металлические отложения, поглощать тепло и быстро замораживать припой.
Как паять алюминий Паять алюминий, как известно, сложно по сравнению с пайкой других металлов.Это особенно верно, когда речь идет об алюминиевых сплавах. Это связано с тем, что весь алюминий покрыт слоем оксида алюминия, который контактирует с атмосферой.
Это связано с тем, что весь алюминий покрыт слоем оксида алюминия, который контактирует с атмосферой.
Оксид алюминия нельзя паять, поэтому его необходимо соскоблить. В таком случае пайку необходимо производить очень быстро, прежде чем образуется больше оксида алюминия. Алюминий также имеет относительно низкую температуру плавления, около 660 градусов, что означает, что вам, вероятно, понадобится специальный паяльник с более низкой температурой.
Нагрейте паяльник.Для достижения идеальной температуры может потребоваться около 10 минут. Хорошей идеей будет держать рядом с утюгом влажную губку, чтобы стереть излишки припоя и добиться наилучшего результата. Также рекомендуется надевать защитную маску, очки и перчатки во время пайки.
Затем вам нужно удалить оксид алюминия с алюминия. Это можно сделать стальной щеткой. Сильно окисленный алюминий может потребовать более интенсивной шлифовки или очистки ацетоном. Нанесите чистящее средство, называемое флюсом, чтобы предотвратить быстрое преобразование оксида алюминия.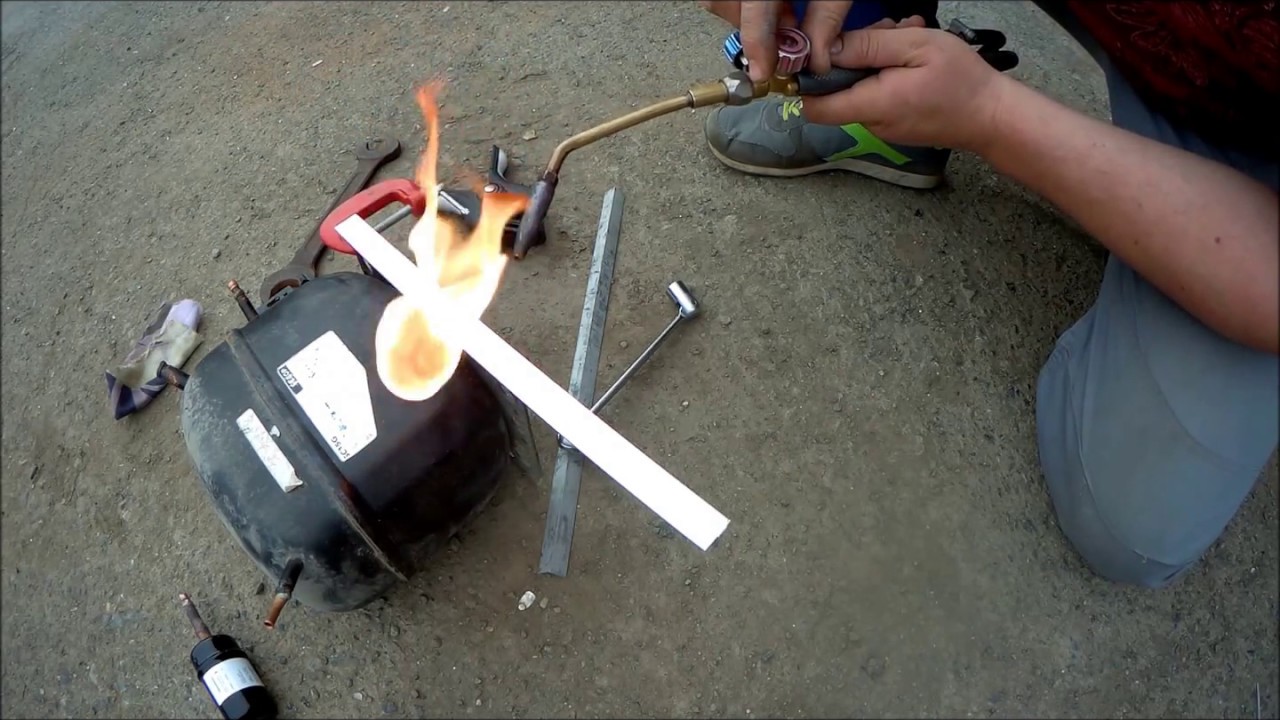
Затем можно нагреть припой, пока он не станет мягким. Затем можно нанести припой на алюминий. Если он не склеивается, вероятно, проблема заключается в том, что оксид алюминия подвергся реформингу, и деталь необходимо почистить щеткой и снова очистить. Другая проблема может заключаться в том, что ваш алюминий на самом деле представляет собой алюминиевый сплав, который нельзя паять. В этом случае вам нужно склеить металлы с помощью готового клея для алюминия.
Нагрейте области, которые хотите склеить паяльником.Это предотвращает легко растрескавшееся «холодное соединение». Нагрейте припой и, используя и утюг, и припой, нанесите припой на участки, которые вы хотите склеить.
Когда припой высохнет, что займет всего несколько секунд, вы захотите удалить оставшийся флюс. Если он на водной основе, его можно промыть водой, но если он на основе смолы, то вам нужно будет очистить изделие в ацетоне.
 youtube.com/embed/bFf3zO2Ys64?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/bFf3zO2Ys64?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Коммерческие припои для алюминия можно разделить на три основные группы в зависимости от их точек плавления:
- Низкотемпературные припои. Температура плавления этих припоев составляет от 300 до 500ºF (от 149 до 260ºC). Припои этой группы содержат олово, свинец, цинк и / или кадмий и создают соединения с наименьшей коррозионной стойкостью.
- Припои для промежуточных температур. Эти припои плавятся при температуре от 500 до 700 ºF (от 260 до 371ºC). Припои этой группы содержат олово или кадмий в различных комбинациях с цинком, а также небольшое количество алюминия, меди, никеля или серебра и свинца.
- Высокотемпературные припои. Эти припои плавятся при температуре от 700 до 800ºF (от 371 до 427ºC). Эти припои на основе цинка содержат от 3 до 10 процентов алюминия и небольшое количество других металлов, таких как медь, серебро, никель; и железо для изменения их характеристик плавления и смачивания. Припои с высоким содержанием цинка обладают наивысшей прочностью по сравнению с алюминиевыми припоями и образуют наиболее устойчивые к коррозии паяные узлы.
- Перед тем, как приступить к пайке алюминия, очистите металл от жира и масел
- Соединение должно быть плотным, но с зазором для припоя
- Не позволяйте деталям двигаться во время пайки это приведет к плохому результату.
- Изучите инструкции производителя относительно правильного количества тепла.
- Используйте правильный флюс.
Техника пайки алюминия Нанесение флюса для пайки алюминия Алюминий широко используется в качестве материала для самых разных конструкций. По прочности он лишь немного уступает стали.Алюминий намного легче поддается обработке, он имеет очень высокую электрическую и теплопроводность. Однако при принятии решения о том, как паять алюминий паяльником, возникает серьезная проблема, поскольку есть свои особенности и трудности. Дело в том, что обычные методы для алюминия не подходят. Техника пайки алюминияТрудности при пайке алюминия связаны с его способностью образовывать оксидные пленки буквально за доли секунды. Поэтому для этой операции паяльникам требуются специальные сменные жала или флюсы на основе ртути. В то время как алюминиевые провода относительно легко припаять, есть много проблем с неудобными плоскими поверхностями. Чтобы их решить, необходимо провести тщательную подготовку к работе. Пайку можно производить обычным паяльником с обычным припоем и канифолью. Из-за высокой теплопроводности алюминия паяльник должен иметь повышенную мощность от 60 до 100 Вт. Если имеющийся паяльник не в состоянии прогреть большие детали, их дополнительно прогревают на электрической или газовой плите. Перед началом пайки стык тщательно зачищается напильником, крошащимся кирпичом или наждачной бумагой. После удаления толстой оксидной пленки с поверхности ее обезжиривают бензином или любым органическим растворителем. После этого место пайки смазывается флюсом. При этом паяльник погружается в канифоль. Появление легкой дымки говорит о готовности к работе. Вместо канифоли можно использовать нашатырный спирт. Таким образом очищается жало паяльника от посторонних оксидов металлов. Дальнейшая процедура практически ничем не отличается от работы с обычными металлами. Очищенное жало паяльника окунают в припой и удерживают в нем до тех пор, пока он полностью не покроется пленкой. После этого небольшое количество припоя захватывается жалом, переносится на место пайки и разравнивается по всей поверхности, предварительно залуживая ее. Затем наносится основное количество припоя для обеспечения прочной связи алюминия. Подождите, пока припой остынет, а затем протрите стык влажной тканью.Финальная чистка производится напильником или наждачной бумагой. Флюс для пайки алюминияФлюс играет особую роль в процессе пайки алюминиевых деталей. Эффективно удаляет оксидные пленки и жир, находящиеся в воздухе. Кроме того, флюс защищает поверхности от окисления при пайке. Флюс для пайки алюминия продается готовым, но его вполне можно приготовить самостоятельно. Для приготовления флюса: взять 30 г хлорида цинка, 10 г хлорида аммония и растворить в 60 миллилитрах воды. Часто вместо флюса используется так называемая припойная жидкость или паяльная кислота. Его получают в результате реакции концентрированной соляной кислоты с металлическим цинком. Для этого кислоту наливают в стеклянную или фарфоровую посуду. Это действие нельзя проводить рядом с открытым пламенем из-за опасности взрыва выделяющегося водорода. Цинк добавляют в кислоту небольшими порциями. В результате химической реакции образуется хлорид цинка. После того, как водород перестанет выделяться, посуду с образовавшимся веществом помещают в теплую воду.Готовую жидкость смешивают с нашатырным спиртом. При нормальном соблюдении технологии прочность сцепления выше, чем у многих металлов. |
 Однако со временем это заблуждение развеялось. Эта статья о том, как припаять алюминий в домашних условиях и как припаять алюминий.
Однако со временем это заблуждение развеялось. Эта статья о том, как припаять алюминий в домашних условиях и как припаять алюминий.
 .. Другое дело, если под рукой нет, здесь процесс становится более трудоемким.
.. Другое дело, если под рукой нет, здесь процесс становится более трудоемким. Подключаем один конец провода от трансформатора к скрутке, а ко второму прикручиваем шток аккумулятора (можно щеткой от двигателя). При прикосновении возникает дуга и концы спаяны в шарик.
Подключаем один конец провода от трансформатора к скрутке, а ко второму прикручиваем шток аккумулятора (можно щеткой от двигателя). При прикосновении возникает дуга и концы спаяны в шарик.


 После пайки алюминиевых деталей рекомендуется смыть оставшийся флюс, иначе он вызовет коррозию металла.
После пайки алюминиевых деталей рекомендуется смыть оставшийся флюс, иначе он вызовет коррозию металла.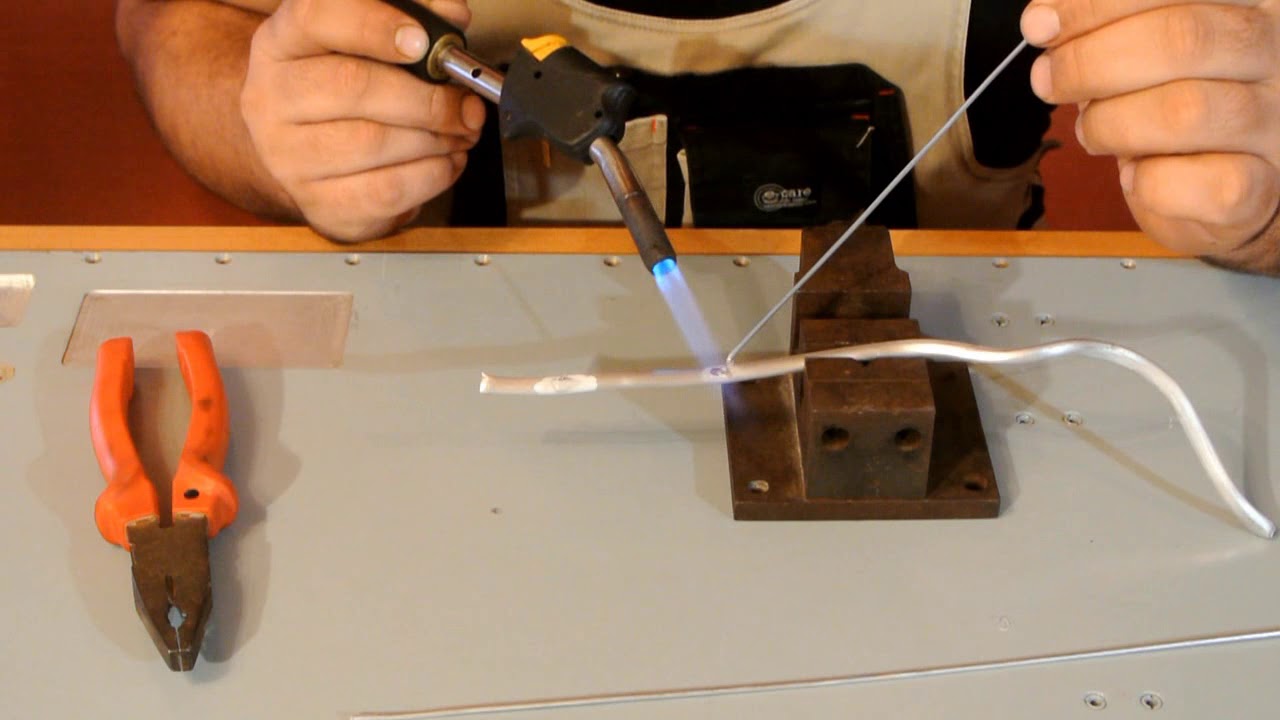 В него добавляют добавки для достижения различных характеристик: для снижения температуры плавления, повышения прочности. Их производят в Америке, Германии, Франции, России. Давайте посмотрим на некоторые из них.
В него добавляют добавки для достижения различных характеристик: для снижения температуры плавления, повышения прочности. Их производят в Америке, Германии, Франции, России. Давайте посмотрим на некоторые из них.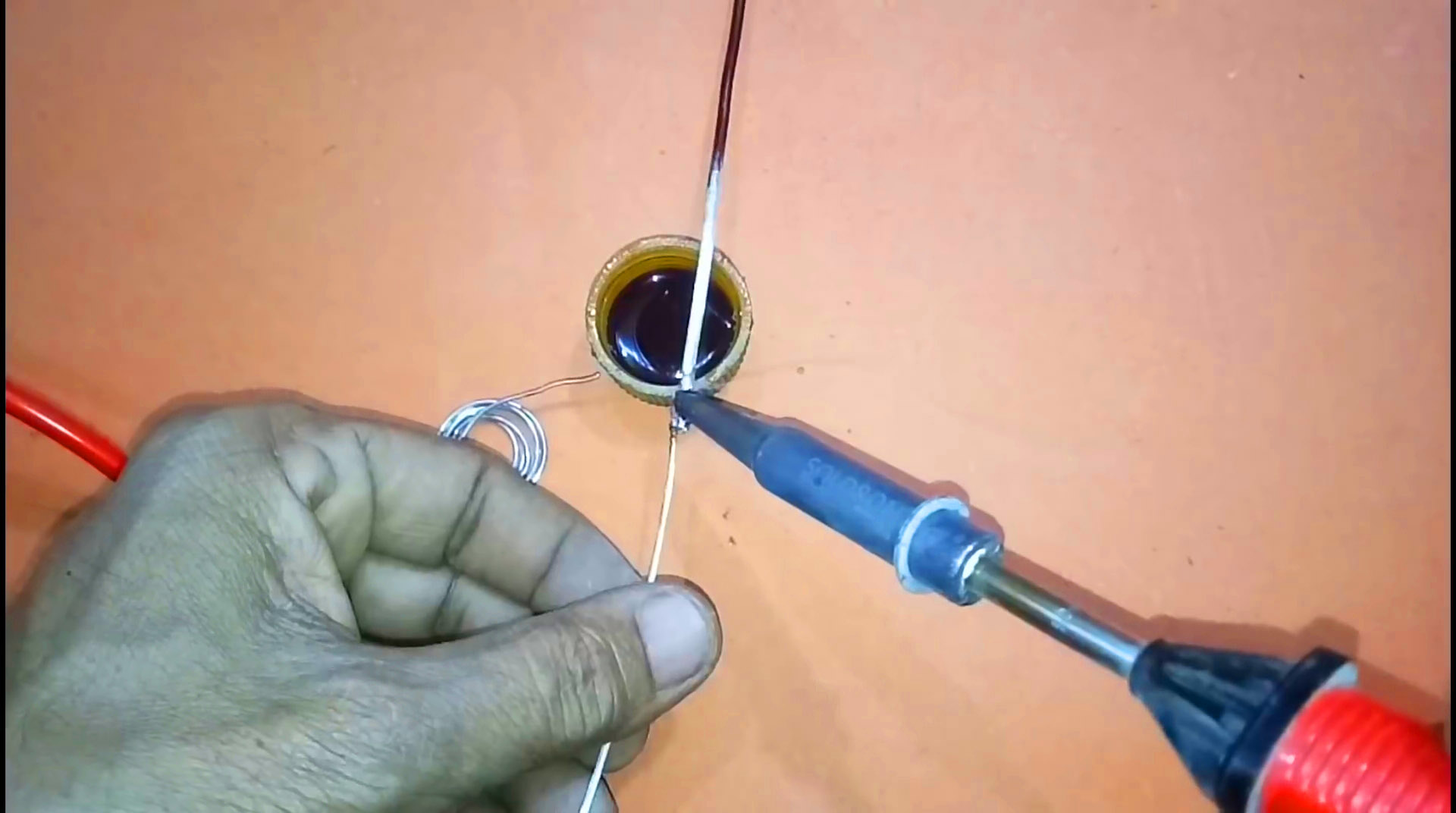 Для пайки газовой горелкой используется марка 34А. Плавится при температуре 525 ° С, хорошо спаивает сплавы АМц, АМ3М, АМг2. 100 г стоит 700 руб.
Для пайки газовой горелкой используется марка 34А. Плавится при температуре 525 ° С, хорошо спаивает сплавы АМц, АМ3М, АМг2. 100 г стоит 700 руб. Часто припаивают две и более детали, и в этом случае мощность увеличивается до 100 Вт. Для нагрева спая подойдет паяльник меньшей мощности. Наконечник выбирается широкий, с его помощью можно делать насечки для снятия пленки оксида алюминия.
Часто припаивают две и более детали, и в этом случае мощность увеличивается до 100 Вт. Для нагрева спая подойдет паяльник меньшей мощности. Наконечник выбирается широкий, с его помощью можно делать насечки для снятия пленки оксида алюминия.припой-алюминий
ключевые слова: алюминий, оловянно-свинцовый припой, пайка, металлургические соединения, пайка медь к алюминию, больше невозможно, электрические связи
нарушают самопроизвольный пассивирующий слой оксида алюминия.
аннотация: общепринятое мнение гласит, что паять нельзя алюминий. Представлен метод, позволяющий легко паять медь непосредственно на алюминиевую подложку, которая легко воспроизводимы только лицами с базовыми навыками металлообработки, использующими только пропановая горелка с использованием «Alumalloy Braze» и обычного полимерного флюса Припой 60/40 Pb / Sn.
Ральф Климек VK3ZZC Февраль 2011 г., c opyleft
My Интерес к этой технике проистекает из моих интересов радиолюбителей.я часто хотели обеспечить хорошее электрическое соединение с металлическим алюминием антенные элементы и были сорваны бескомпромиссной химией элементов и металла. Связь давления до сих пор была только реальная возможность, и те, у кого есть опыт, узнают на собственном горьком опыте, что соединение под давлением длится всего пару недель при воздействии Погода. Антенна, которая хорошо себя зарекомендовала сразу после того, как покинула мастерскую становится все более неудовлетворительным после всего лишь нескольких недель воздействия. И это несмотря на то, что соединения защищены от атмосферных воздействий и даже пассивируются. стыки силиконовой смолой.Простое соединение давления может проводят постоянный ток, но РЧ-проводимость по переменному току может быть очень низкой.
Алюминий конструкции антенн часто ограничены трудностью выполнения операция соединения металлов при низком РЧ-сопротивлении, для например, в центральном стыке антенны наземной плоскости или в центре дипольного элемента. Затем следует очень реальная трудность в заделке медных коаксиальных проводов на алюминиевый привод элемент. Те, у кого есть опыт, слишком хорошо знают коррозионное воздействие двух разнородных металлов, подверженных воздействию погодных условий.Точка подачи импеданс ведомого элемента в многоэлементной решетке яги составляет порядка пяти Ом или меньше, и я подозреваю, что многие из моих только в этой точке питания антенны были неисправны.
Для ВЧ проводимость, единственные верные варианты — все медные элементы обеспечение хорошо спаянных соединений с низким сопротивлением; ценой тяжелого вес и денежная стоимость. Все мои самые успешные антенны яги имели медные ведомые элементы. Если бы только можно было сделать правду Металлургическая связь с алюминием при умеренной температуре, которая быть совместимым с медью.
Можно, иногда и с припои из экзотических сплавов и экзотические флюсы. Алюминиевая пайка — это ничего новые, однако, производители держат свои методы при себе и производителях Примечания по использованию припоев не выдаются. Здесь я представляю хорошо воспроизводимый метод, который может воспроизвести компетентный радиолюбитель используя только простую и недорогую газовую горелку на пропане.
Метод требует использования теперь широко продаваемого алюминиевого прутка для пайки. Этот стержень производится под торговой маркой Alumalloy и продается в США. Штаты под названием Durafix.Я считаю, что это тройной сплав, сделанный из из алюминия, меди и магния с температурой плавления 430 градусов C. Он был доступен под различными торговыми названиями в Австралия уже несколько лет известна здесь, в Озе, как «алюминий. натирание припоя ». Абсолютно никакой информации о применении нет. опубликовал об этом. (здесь приветствуются теории заговора!) недавно научился применять этот замечательный сплав для изготовления алюминия. к алюминиевым паяным соединениям после просмотра нескольких видеороликов на Youtube.Поиск Youtube по термину «Alumalloy» и убедитесь сами. Я использовал это с успехом сделать из него некоторые антенные элементы. Только следующий шаг осталось …. приклеивание медных проводников к алюминиевым элементам антенны.
Кому понять метод, вы должны быть знакомы с поверхностью химия алюминия. Элемент 13 — один из самых электроположительные металлические элементы. Реакция между Al и Кислород — одна из самых экзотермических реакций из известных, образует химическая основа термитного метода сварки стали и питает Твердотопливные ракетные ускорители Space Shuttle, сжигающие алюминиевый порошок и аммоний Перхлорат.Что мешает вашей алюминиевой кухонной посуде и алюминиевой фольге самопроизвольно загорается? (и сжигая свой обед)
Когда чистый Al подвергается воздействию атмосферы, он немедленно реагирует с Кислород и образует оксидный слой на поверхности. Этот оксидный слой обычно толщиной всего в несколько атомов. Оксид очень жесткий и связывает очень сильно к металлической поверхности. Оксид алюминия — это химическое основа из твердых абразивов, рубина, сапфира и интегральной схемы подложки. Более толстые слои оксида могут быть искусственно выращены в процесс называется анодированием.Оксидный слой полностью пассивирует металл. поверхность от дальнейшего окислительного воздействия при нормальных атмосферных условия. Оксид растворим в большинстве минеральных кислот и сильных щелочи. Именно этот оксидный монослой препятствует смачиванию припой и обычные припои. Этот монослой может быть механически нарушен и образуется прямая связь металл-металл при условии что кислород можно ненадолго исключить или активно сканировать.
А сцепление под давлением с поверхностью металла Al на самом деле является оксидом бутерброд.Оксид очень тонкий, поэтому умеренное давление можно подвести электрод достаточно близко к основному металлу Al, чтобы электронное туннелирование происходит через монослой оксида. Возможно, когда соединение давления новое, оксид поврежден, и это позволяет хорошо электрическое подключение. Через некоторое время кислород должен проникнуть в приклейте и медленно отделите электрод от основного металла. Этот вот почему, как я и бесчисленные радиолюбители обнаружили, недавно отчеканенный массив яги быстро портится, если его не достать на твоей башне.
Техника.
Припой из алюминиевого сплава плавится при температуре около 430 ° C, чистый Al и его обычные сплавы при температуре около 700 град. 400 градусов вполне в пределах мощность пропановой горелки, но совершенно за пределами верхнего диапазона паяльник.
Нагрейте основной металл снизу. Прикоснитесь к
припой к основному металлу. Не нагревайте пруток напрямую.
с горелкой … он просто расплавится и окислится.
Когда металл на
При правильной температуре припой начнет плавиться.Когда он тает, потрите
недрагоценный металл со стержнем. Это нарушает монослой оксида и позволяет
мгновенная связь металл-металл, образующаяся под расплавленной поверхностью. В
Монослой оксида нестабилен на паяемой поверхности, и жидкая пайка будет
буквально заройтесь под нее. Протрите расплавленный припой
нож из нержавеющей стали и «олово» поверхность основного металла. В
цель трения стальным лезвием — пробить большие участки
оксидный слой под расплавом припоя. Требуется постоянный нагрев, пока
вы делаете это.Первоначальный валик расплавленного припоя не смачивает
Поверхность алюминия до появления царапин ПОД валиком. В
расплавленный шарик временно исключает кислород из воздуха и только после этого будет
он сцепляется с основным металлом.
Протереть слой окисленного окалины держите лезвие ножа подальше от паяемой поверхности и дайте ему остыть. Разогрейте снизу. Нанесите обычную свинцово-оловянную смолу 60/40 с флюсом. припаяйте к паяемой поверхности и не допускайте перегрева и не допускайте попадания смолы флюс для сжигания. Сформируется валик припоя идеальной формы! Разрешить сформировать крупную бусину на поверхности и остудить.Ваш медный проводник теперь можно припаять к этой поверхности оплавлением. На данный момент очень тяжелому железу 100 Вт может хватить мощности, газ лучше из-за очень высокая теплопроводность металлического алюминия. Идеально подходит Таким образом образуется припой между медью и алюминием.
основной металл должен быть подготовлен опиливанием до голого металла с очень мелким ублюдком напильником для получения максимально гладкой поверхности. Польский с Проволочная щетка FINE, щетка для замши — это то, что здесь действительно нужно. Если поверхность анодирована, ее необходимо полностью отшлифовать, чтобы оголенный метал.
Почему это работает и как работает пайка из алюминиевого сплава?
алюминиевый сплав не требует флюса! Мне потребовалось время, чтобы оценить это факт как бы бросает вызов здравому смыслу и условностям. Пайка представляет собой сплав алюминия, меди и магния и, возможно, других нераскрытые металлы. Я полагаю, что цель магния в пайке выполняет функцию поглотителя кислорода. Под этим расплавится, поврежденная поверхность алюминия будет соединяться напрямую, и магний предотвращает динамическое образование свежего монослоя оксида алюминия за счет конкуренции с Al для растворенного кислорода в расплаве.Магний — это флюс ! Я не знаю этого факта, это только мое обоснованное предположение. Однако верно то, что магний имеет большое сродство к кислороду и в отличие от алюминия оксид магния не сильно связан с металлическая поверхность. Может быть, это вещество с высоким содержанием меди. паяемый, не знаю. У меня нет способов и средств химически анализируя это, может быть, кто-то там делает.
Я был поражен тем, что стандартный электрический припой Pb-Sn совместим с паяной поверхности, этого не ожидалось, и я нашел это только эксперимент.
Не верьте мне на слово, попробуйте сами.
алюминиевый сплав доступен в Австралии, в розницу. Я купил свой в Баннингсе где он продается как пруток для пайки алюминия Bernzomatic. Это очень дорого, 2 маленьких стержня стоят 10 австралийских долларов. В нем нет абсолютно никаких совет по применению. Может быть, вы купили и выбросили отвращение, потому что «не работает»? Поверьте, это работает но только с правильной техникой, как описано. Наблюдение, что пайка совместима со стандартным электрическим припоем приходит ко мне, и я подозреваю, что весь остальной мир Ham, как полный и желанный сюрприз!
Продолжение поисков хорошего способа электрического соединения с погодостойкими алюминиевыми элементами I недавно нашел лист тонкой нержавеющей стали во время недавнее погружение в мусорную корзину.Мне интересно ответить на вопрос по поводу образуют ли алюминий и нержавеющая сталь биметаллический пара при воздействии окружающей погоды. Могу я сфабриковать некоторые фитинги из нержавеющей стали, которые были бы разумно сопротивление ржавчине.? На изображении ниже показаны некоторые из моих результатов. нержавеющую сталь можно резать, просверливать и формировать с некоторыми трудностями, но хорошие результаты заставляют потратить время на овладение искусством рабочая нержавеющая сталь. Нет признаков (пока) белого формирование порошка в стыке алюминия с нержавеющей сталью.Этот имеет потенциал для долгосрочного применения на моих антеннах вне досягаемости на моих высоких палках. Итак, как прикрепить медный провод? Паять мягким припоем нержавеющую сталь обычно невозможно. Есть некоторые обычно недоступные мягкие припои, которые могут склеить нержавеющая сталь. На Земле нет силы или простого потока, который позволяют склеить стандартный припой SnPb 60/40. Нержавеющая сталь может быть легко паяется с 2% (лучше 5%) серебряной пайкой и умеренный жар. Пайка совместима с 60/40 SnPb. припой.Задача решена. Даже лучше, припаяйте немного 1/4 дюйма гидравлическую медную трубу и используйте ее для образования очень паяемого электрода чашка для ваших коаксиальных соединений. Медные емкости прижимаются обрезками медной проволоки в процессе пайки. ВЫРЕЗАТЬ нержавеющая сталь с угловой шлифовальной машиной и специально разработанная отрезные диски из нержавеющей стали. Они будут иметь обозначение INOX. Вы также можете осторожно и грубо использовать очень тяжелые ножницы для жести. сила. СВЕРЛО
нержавеющая сталь, сначала с новым 1/8 дюймовым кобальтом
просверлите пилотное отверстие, затем увеличьте.Особый секретный метод
сверление нержавеющей стали ФОРМА
из нержавеющей стали, поверх оправки, которая немного тоньше, чем
алюминиевая трубка. Это можно сделать с помощью сверхмощных тисков и стандартных тисков.
сверла. Вам придется немного поэкспериментировать, чтобы найти правильный
оправка. Не используйте оправку 12 мм для трубки 12 мм, фитинг не будет
«кусать». |
Постскрипты
- Сделано вы знаете, что можно было сделать некачественный стандарт 60/40 паять напрямую с алюминием? Расплавьте припой на алюминии во время царапания под валиком припоя. Возникает некоторая связь; действительно занимает слишком много времени, кислород растворенный в расплавленном припое быстро вступит в реакцию, и валик припоя больше не будет связывать. Это почти не работает, и я бы не стал полагаться на такая связь.Бусина самопроизвольно отвалится от основного металла. через несколько недель, хотя поначалу кажется, что граница. Почему ? Я считаю, что нестабильность этого сустава из-за атмосферного кислорода, который растворяется в расплавленном свинце оловянный сплав. Примерно через 2 недели этот кислород диффундирует через твердый припой к алюминиевому слою, где он непосредственно реагирует и эта реакция высвобождает валик припоя. Интересно, если тройной сплав свинец-олово-цинк может работать. Цинк будет действовать как сканер кислорода в затвердевшем шарике.Помнить что металлы не являются полностью газонепроницаемыми. Химически реактивный газ будет диффундировать через твердый металл, хотя и очень медленно при комнатной температуре.
- шт.
пытаться. Растворится ли достаточно магния в припое Pb / Sn, чтобы вести себя как
кислородный сканер и разрешить прямую пайку всех соединений основного металла?
Обсуждать. А как насчет титана?
- Алюминий пайка также будет связывать хорошо к металлу литых под давлением ящиков и других литых под давлением предметов. Ветчина, припаивайте прямо к вашим проектам литых коробок! Литой под давлением металл или горшок металл »представляет собой переменный сплав из цеховых метелок, цинка, магний, алюминий и немного меди.
- Алюминий продается в США по цене «шесть долларов за фунт», согласно рекламному ролику Youtube. Кто-то должен импортировать это загрузкой морского контейнера в Австралию.
домашняя страница
страница создана Вт, 1 февраля 17:36:45 EST 2011
(PDF) Анализ механизма пайки под давлением при литье под давлением алюминия
областьи более высокая склонность к пайке. Это неудивительно, пропорционально жидкой фракции, предсказанной диаграммой фаз
.Чем выше доля жидкости, тем больше вероятность того, что поднутрения и другие повреждения поверхности, возникшие во время изготовления штампа или операции литья под давлением, способствуют возникновению пайки штампом. Термодинамические расчеты показывают, что эта жидкая фракция зависит от пайки.
[5]
Еще один важный параметр — угол уклона.
Низкий или отрицательный угол наклона с большей вероятностью связывает температуру на поверхности кристалла и композицию в зоне пайки
.Уменьшение T
D
уменьшает жидкую фракцию, отливаемую в матрицу, по сравнению с большим углом уклона, в результате чего
имеет более высокий коэффициент теплопередачи на границе раздела между ними, что снижает склонность к пайке. Для большинства сплавов
,, добавление небольшого количества железа к расплавленному сплаву приводит к более высоким температурам литья и штамповки. Более высокие температуры кристалла
,, в свою очередь, могут привести к усилению ограниченного влияния тенденции на пайку, когда температура поверхности кристалла
,низкая, но практически не влияет на температуру кристалла или металла для пайки.
высокий. Шероховатая поверхность или малый угол наклона способствует пайке
, так как наиболее вероятно местное увеличение кристалла
VI. СПОСОБЫ СНИЖЕНИЯ температуры паяльной поверхности в местах повышенного контакта.
Пайка штампом может быть предотвращена или уменьшена путем использования
Наиболее эффективным методом уменьшения пайки является нанесение
,покрытия, которое физически отделяет расплавленный алюминий
от поверхности штампа. Покрытие физически отделяет сплав
от матрицы.Покрытия, которые в настоящее время показаны
расплавленного алюминия из матрицы и препятствуют эффективному действию химического вещества
, содержат элементы, которые усиливают реакцию пайки
. Чтобы покрытие было эффективным,
критическая температура. Пайка штампом также может быть предотвращена
, однако она должна противостоять воздействию расплавленного алюминия. Модель
за счет улучшенного охлаждения поверхности кристалла, чтобы поддерживать
, результаты на Фигуре 8 предполагают, что покрытия, содержащие элементы
,, имеют температуру поверхности кристалла, T
D
, ниже критической для пайки
, например, титан, хром , а марганец —
температура T
C
.
обладают устойчивостью к расплавленному алюминию, так как имеют тенденцию повышать критическую температуру пайки
. Фактически, покрытия TiN, CrN и
CrC уже доказали свою эффективность в качестве покрытий для штампов. БЛАГОДАРНОСТИ
для предотвращения пайки.
[13]
Элементы, увеличивающие T
C
Это исследование спонсировалось Министерством США —
или уменьшение жидкой фракции также уменьшило бы пайку энергии по Контракту №DE-AC05-96OR22464
тенденция при добавлении в сплав, а не в покрытие. с Lockheed Martin Energy Research Corp. и DE-
Термодинамический анализ может быть использован для идентификации других AC05-00OR22725 с UT-Battelle, LLC. Авторы
элементов, которые увеличивают T
C
и служат в качестве потенциального покрытия, благодарят S.S. Babu и C.A. Синий за рецензирование статьи и
материалов. М.Л. Эчли за подготовку рукописи. Помощь из
Другой подход к уменьшению пайки — это E.А. Кеник для анализа с помощью сканирующей электронной микроскопии
понизить температуру поверхности кристалла. Это также можно с благодарностью признать.
изготовлен с использованием инновационных технологий охлаждения, перегрева из более низкого сплава
и лучшего общего управления температурой в матрице.
Важно отметить, что в этой статье в основном используются ССЫЛКИ
термодинамические соображения для анализа припоя матрицы-1. Y.L. Чу, П.С. Ченг и Р. Шивпури: Transactions, North American
ing.Фактически, пайка под давлением контролируется как Ассоциацией химического литья под давлением, Rosemont, IL, 1993, pp. 361-71.
реакция между элементами и путем диффузии элементов 2. Д. Арго, Р.Дж. Барнхерст и У. Уокингтон: Сделки, Север
в штампе и отливке. Предсказать скорость, с которой Американская ассоциация литья под давлением, Rosemont, IL, 1997, pp. 77-82.
3. Z.W. Чен и М.З. Джахеди: Tooling 99, Мельбурн, март 1999 г., стр.
происходит пайка, необходимо учитывать кинетические факторы
165-69.
счет. Другие факторы, влияющие на пайку, включают металл 4. В.Г. Ривлин и Г. Рейнор: Инт. Встретились. Rev., 1981, т. 26. С. 133-52.
скорость и смазка, используемая при литье под давлением. 5. W. Kajoch и A. Fajkiel: Transactions, North American Die Casting
Association, Rosemont, IL, 1991, pp. 67-74.
6. Р.У. Ричардс, Р.Д. Джонс, П.Д. Клементс и Х. Кларк: Int. Матер.
VII. ВЫВОДЫ Ред., 1994, т. 39, стр. 191-212.
7.С. Шанкар, Д. Апелян: Металл. Матер. Пер. Б, 2002, т. 33B,
Пайка штампа происходит из-за реакции между расплавленным полипропиленом 465-76.
алюминиевый сплав и сталь на поверхности матрицы, что дает 8. Y.L. Чу, С. Баласубраманиам, Р. Раджан и Р. Шивпури: Transac-
tions, North American Die Casting Association, Rosemont, IL, 1997, фазы, которые являются жидкими при температурах реакции. Жидкость
с. 205-12.
соединяет матрицу с отливкой после затвердевания, в результате чего получается 9.Справочник ASM, т. 3, Фазовые диаграммы сплавов, H.Baker et. al. eds.,
в штамповке или пайке. Для отливки алюминиевого сплава ASM INTERNATIONAL, Materials Park, OH, 1992.
сплава в стальной матрице имеет критическую температуру пайки 10. Н. Сондерс: Thermotech Ltd., Суррей, Соединенное Королевство, 1999.
выше. которая имеет тенденцию к пайке матрицы. Критический темп- 11. L.A. Norstro
m, B. Klarenfjord и M. Svensson: Transactions, North
American Die Casting Association, Rosemont, IL, 1993, pp.219-25.
perature определяется элементами в обеих отливках
12. A.J. Franke and H. Koch: Transactions, North American Die Casting
, сплави материал матрицы и температура солидуса по Ассоциации, Rosemont, IL, 1997, pp. 199-203.
полученный разбавленный алюминиевый сплав. 13. С. Челлапилла, Р. Шивпури и С. Баласубраманиам: Transactions,
Когда температура на поверхности матрицы выше, чем у Североамериканской ассоциации литья под давлением, Rosemont, IL, 1997, стр.
295-305. Критическая температура пайки, тенденция к пайке составляет
8 — ТОМ 33A, МЕСЯЦ 2002 МЕТАЛЛУРГИЧЕСКИЕ ОПЕРАЦИИ И МАТЕРИАЛЫ A
8 самых популярных марок алюминия для серебряного припоя и бесплатная доставка
ПЕРСОНАЛ
Код
0_ Sn / Pb припои в основном исчезли из водопроводных систем в пользу сплавов серебра. используйте комбинацию индия (In), олова (Sn) или алюминия (Al).Интересно, что кадмий-цинк (Cd-Zn).
1_ Он использует 3-миллиметровый припой, приобретенный у McMaster (76805a61), который содержит 95,8% олова, 4% меди и 0,2% серебра. припой разъедает латунь и алюминий, и [Бам] отмечает это.
2_ Этот припой является основным соединительным элементом, состоящим из различных элементов, таких как никель, олово, алюминий, серебро, золото и свинец в виде сплава. Каждый компонент сплава будет иметь разную температуру плавления.
3_ «Серебряные (Ag) пальцы и алюминий (Al.электрически проводящие соединения из алюминия без клея и пайки для модулей с солнечными элементами, покрытыми черепицей, что было недавно.
4_ В предыдущих выпусках этой серии, посвященных изготовлению печатных плат, мы рассказывали о нанесении и размещении паяльной пасты. Электрическая плита с алюминием наверху. Некоторые доски для обсуждения только начинают течь.
5_ Варианты, доступные для сварочных процессов, ограничены из-за определенных ограничений, таких как геометрия детали или металлургия, или требований, таких как автогенные сварные швы (т.е., соединение без добавления припоя.
6_ особенно красивые кусочки алюминия от Apple. (Простое обновление ОЗУ на вашем Air требует, чтобы вы вытащили паяльник.) У Magma есть решение — ExpressBox 3T. Это серебро.
7_ 28 сентября 2021 г. (Concur Wire via Comtex) — Глобальный рынок паяльных сплавов 2021 г. по производителям, регионам, типам и областям применения, прогноз до 2027 г. считается интересным и целостным.
8_ Специальные боковые помещения включают полировку, механическую обработку, литье, анодирование алюминия, химические процессы, а также большие площади для пайки и отжига.