


Пайка алюминия в домашних условиях: инструкция
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Флюс
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелкаПри использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения.
 Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
 Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Паяем алюминий | Мастер-класс своими руками
Бывают ситуации, когда необходимо паять алюминиевые изделия. Но из-за того что оксидная плёнка покрывает поверхность алюминия, припой к нему просто не липнет. В настоящее время разработаны припои и флюсы, специально предназначенные для этой цели. Но мы попробуем, справится с этой задачей старым дедовским способом.Внимание! Работу следует производить в хорошо проветриваемом помещении, желательно оборудованном активной вентиляцией или на улице.
Для пайки алюминия нам потребуется машинное масло (применяется для смазки швейных машин), небольшой кусок наждачной бумаги, канифоль и обычный припой для паяния радиодеталей.
Паять будем дно алюминиевой пивной банки.
Перед работой жало паяльника обязательно надо выровнять напильником (убрать все раковины) и залудить.
Куском наждачной бумаги зачищаем место пайки до блеска.
Наливаем на это место немного масла.
Далее растираем наждачной бумагой масляное пятно.
Этим самым мы удаляем оксидную плёнку, а масло не даёт образоваться новой плёнке.
Паяльник к этому времени должен быть разогрет до рабочей температуры.
Иногда, для достижения желаемого результата, потребуется несколько раз повторить данную операцию.
Медный провод припаивается к залуженному алюминию очень легко.
Теперь попробуем залудить и припаять алюминиевый провод. Снимаем с него изоляцию и зачищаем до блеска. Наливаем на залуженное дно банки машинное масло.
Далее провод нужно окунуть в масло и тереть наждачной бумагой.
Затем пытаемся залудить провод прямо в донышке банки. Если получилось, значит, всё сделали правильно. Если нет, снова работаем наждачной бумагой.
Провод то же прекрасно паяется к алюминиевой банке.
Вместо машинного масла, можно использовать ружейное. Если алюминиевая деталь больших размеров, то возможно потребуется её дополнительно прогревать. Например, на электрической плитке.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минут | Генератор идей
Сегодня будет весьма полезный материал для каждого, кто хоть раз сталкивался с такой проблемой, как пайка алюминия.
Да простят меня сварщики-аргонщики, которые работают в автосервисах и оказывают услуги по пайке алюминиевых радиаторов. Сначала маленькое вступление, а потом, очень интересные фото и видео.
У моего знакомого, весьма дорогой автомобиль, но любой автомобиль ломается, не важно, сколько он стоит.
У него начал подтекать масляный радиатор охлаждения коробки передач.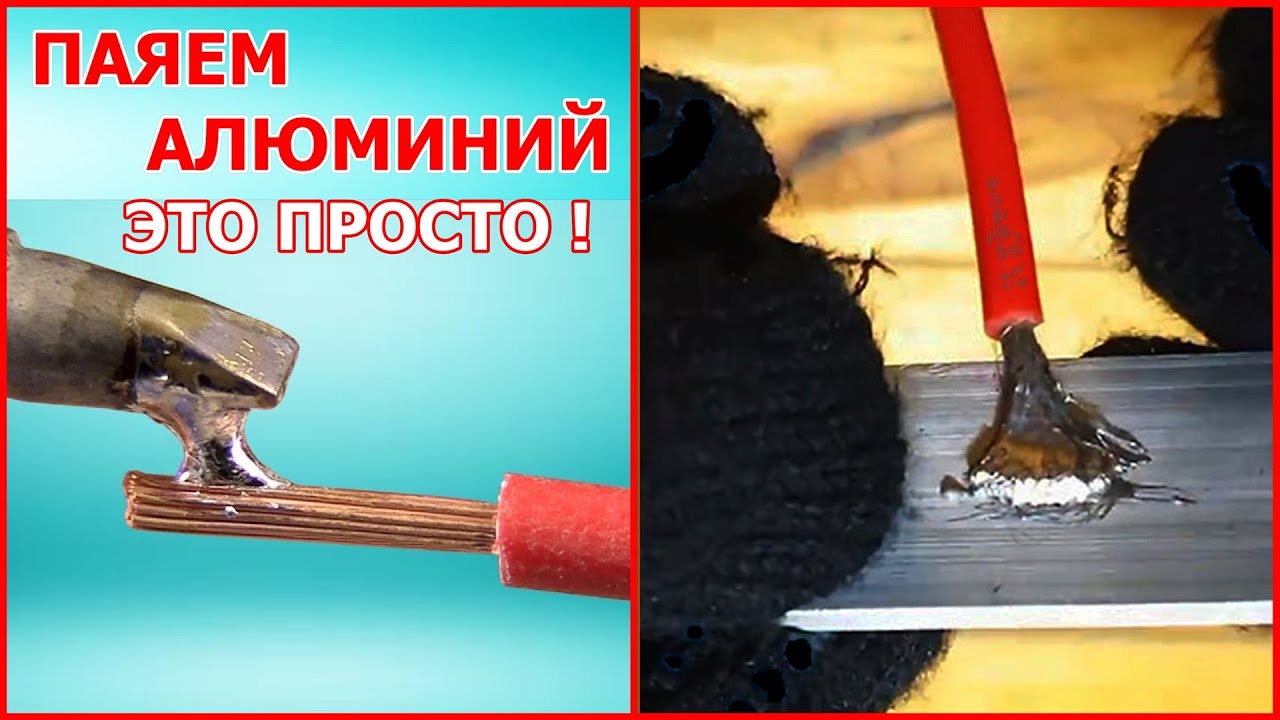 В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
Согласитесь, менять радиатор на новый, который стоит 17.000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
Можно конечно запаять, но это будет очень сложно, из-за оксидной пленки. Еще, можно залепить холодной сваркой) кто-то так делает.
Но времена меняются и на рынках появился вот такой припой, под названием HTS-2000 или Castolin 192.
Это цинковая трубка с наполнением из порошкового флюса. Как раз, данный флюс и растворяет оксидную пленку алюминия.
Сам процесс пайки очень простой, для этого, нам понадобится обычная газовая горелка.
Но, нужно понимать, что обычная газовая горелка не в силах справится с большими заготовками.
Изделие, нужно прогревать до 400-500 градусов, иначе, ничего не получится.
Для примера, я возьму алюминиевую банку. Сделал два отверстия, сейчас, попробуем их запаять.
Зажимаем в тиски и начинаем нагревать с помощью газовой горелки.
Но, тут я перестарался и перегрел банку((( а как вы хотели, нужно будет немного научиться ей пользоваться. Да и сами понимаете, какая толщина стенок у банки)
Но мы не останавливаемся, давайте попробуем на другом примере.
Зачистил два провода.
Нагреваем, буквально 30 секунд.
Легким движением, припой начинает растекаться в необходимую для нас область.
В итоге получаем даже не пайку, а наверное сварку, которую невозможно разорвать руками.
Найти такой припой можно на строительных рынках или на авито, только ценник там будет весьма внушительный. Лучше всего, брать на али, тут вы точно купите то, что будет работать и по хорошей цене. Ссылка тут. Внимание, там есть трубки дешевле, но они без припоя !
Оцените, пожалуйста, материал и подписывайтесь на наш канал) Еще, мы тут: YouTube; ВКонтакте; Одноклассники
можно ли паять алюминий оловом и как это сделать в домашних условиях?
Алюминий представляет собой распространенный материал, из которого создают провода, посуду и многое другое. Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Ввиду своих особенностей алюминий от времени или других воздействий может разрушаться, что вызывает необходимость в проведении ремонтных работ. Оптимальным вариантом в этом случае является пайка, которая может осуществляться различными способами и с помощью разных элементов. Наиболее удобным способом считается использование олова для пайки алюминия.
Особенности
Алюминий представляет собой металл, обладающий достаточной плотностью, но при этом имеющий небольшой вес. Именно эти преимущества позволили так широко применять данный материал для изготовления посуды. Процесс эксплуатации изделий из алюминия несложный, но время от времени возникают ситуации, когда необходимо ликвидировать трещину, дырку или припаять части посуды. Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Помимо кухонной утвари, из алюминия делают проволоку, с которой удобно работать ввиду ее мягкости, но хорошей прочности.
Минус у такой проволоки только один – ее очень трудно паять.
Большую часть металлов можно нагреть и спаять, но алюминий представляет собой особое вещество, окисляющееся при контакте с воздухом и покрывающееся оксидной пленкой, поверх которой не ложится ни один металл. Чтобы спаять данный материал, нужно подобрать подходящий флюс.
Флюс – это вещество или несколько компонентов, при помощи которых удается изъять оксиды из металлов, которые нужно спаять. Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Благодаря органическим и неорганическим соединениям флюсов получится снять поверхностное натяжение и улучшить растекание жидкого припоя. Кроме того, он позволяет защитить материал от действий окружающей среды.
Поскольку алюминий представляет собой необычный металл, то и флюс для него стоит искать особенный. Пайка алюминия оловом считается наиболее простым и удобным вариантом, при котором можно получить желаемый результат. К достоинствам использования олова для плавки алюминия можно отнести:
- невысокую цену материала;
- возможность использования олова для деталей с разной толщиной;
- высокую скорость плавления и способность покрыть всю поверхность алюминиевой детали, на которой проводятся работы;
- низкую температуру плавления, что позволяет быстро справляться с задачей;
- общедоступность олова.
Кроме плюсов, стоит сказать и о минусах:
- возможность разрушения готового соединения под воздействием высокой температуры;
- неспособность выдерживать сильные механические нагрузки;
- своими силами не всегда удается достичь желаемого результата.

Чтобы расплавить алюминий, необходимо знать об основных методах данного процесса и уметь их использовать.
Методы
В процессе расплавления алюминия оловом возникает оксидная пленка, которую можно убрать лишь с помощью растворителей или металлических щеток. Чтобы правильно расплавить основной металл, нужно правильно выбрать температурный режим. При высоких показателях будет разрушаться алюминий, при низких – не получится качественно спаять материалы.
Существует несколько методов пайки оловом.
- С использованием газовой горелки, которая крепится шлангом к баллону, что дает возможность регулировки мощности поступающего газа. Температуру огня можно отрегулировать изменением давления внутри баллона.
- С использованием бензиновых горелок. Применяется для соединения тонких слоев металла ввиду невозможности менять и повышать температуру пламени.
- С использованием паяльника. Для работы необходимы дополнительные материалы, такие как канифоль. Паяльник нужно разогреть до той температуры, которая расплавит и канифоль, и олово.
 Температуру огня можно отрегулировать изменением давления внутри баллона.
Температуру огня можно отрегулировать изменением давления внутри баллона.Для подобной работы необходимо использовать флюс для алюминия Ф-59А, Ф-61А и активный флюс для пайки алюминия. При расплавлении металла нужно иметь при себе такие инструменты:
- растворитель;
- щетка из металла;
- паяльник или горелка;
- инструмент для резки;
- флюс.

При наличии всего необходимого можно приступать к работе.
Полезные советы
Чтобы паять алюминий оловом в домашних условиях, рекомендуется придерживаться определенной последовательности действий:
- прогреть алюминиевую деталь, что разрушит слой оксида;
- сместить акцент на место соединения деталей и греть его несколько секунд;
- поднести припой к центру пламени, держать его около алюминиевой детали;
- как только припой начнет плавиться, поднести его к металлу, чтобы он заполнил все швы и пустоты.
Таким способом можно паять как плоские, так и округлые детали. Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для работы с алюминиевыми трубочками, которые нужно спаять вместе, необходимо нагреть их края и разместить припой в месте стыка двух деталей, где концентрируется огонь. Благодаря флюсу припой будет распространяться по стыку, склеивая его, а не заливать трубочку изнутри. В том случае, если толщина металла большая, олово нужно наносить в несколько слоев.
Для качественной оловянной плавки алюминия крайне важно выдерживать нужную температуру при использовании газовой горелки.
Этого добиться очень сложно, особенно неопытному мастеру, потому следует быть максимально осторожным и аккуратным во время работы. Процесс пайки алюминия предполагает работу с включенными инструментами, поэтому очень важно не нарушать технику безопасности. У газовой горелки важно проверить шланг на наличие трещин и изгибов, а также целостность баллона.
Выбирая вариант с использованием пламени, нужно знать о том, что для плавки нужен огонь, который не коптит, ровно горит без перебоев. Должна быть возможность увеличить или уменьшить пламя для поддержания оптимальной температуры.
При использовании паяльника важно размещать его на безопасном месте и после использования выключать. В процессе работы с флюсами некоторые из них могут выделять вредные соединения после нагрева, потому стоит позаботиться о проветривании рабочего места.
Как запаять алюминий оловом, смотрите далее.
припой для пайки, способы, особенности
Просмотров 74 Опубликовано Обновлено
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Пайка алюминия в домашних условиях паяльником, газовой горелкой
Пайка алюминия в домашних условиях можно считать сложным занятием. Но при правильном подходе и соблюдении соответствующей технологии, выполнить ее вполне реально даже неопытному мастеру.
Пайка алюминия в домашних условияхПроблемы часто возникают при использовании неподходящего флюса, например, для пайки стали или меди. Очень важно использовать специальный вещество для пайки алюминия, а также подходящий припой. В случае их применения, пайка алюминия не вызовет особых трудностей.
Особенности пайки алюминия
Пайка алюминия в домашних условиях может сопровождаться некоторыми трудностями, которые связаны с особыми характеристиками этого металла. В частности с тем, что поверхность алюминиевых деталей покрыта оксидной пленкой. Она препятствует процессу выполнению соединений из-за высокой температуры плавления, превышающей свойства чистого алюминия. Также оксидная пленка устойчива к воздействию агрессивной среды и активным химическим веществам. Из-за этого пленка препятствует соединению алюминиевых деталей и припоя.
Чтоб избежать подобных трудностей, стоит очищать поверхность изделий от пленки, что можно сделать с помощью абразивных материалов или применения флюса. Флюс состоит из сильнодействующих веществ, которые способны разрушить оксид.
Температура плавления алюминия, в отличие от оксида, намного ниже, примерно 660 градусов, что часто становится причиной осложнений. При перегреве алюминий может значительно потерять в прочности, деформироваться или полностью стать непригодным.
Температура плавления алюминия и его окисной пленки
Следует избегать использования припоев, которые имеют в составе такие компоненты. Они плохо соединяются с алюминием, что становиться причиной создания некачественного соединения.
Лучше всего с алюминием взаимодействует цинк, который обладает хорошим свойством растворимости.
Методы пайки в домашних условиях
Существует несколько способов пайки, наиболее популярными являются методы с использованием паяльника и пайка алюминия газовой горелкой. Можно выделить три способа пайки деталей:
- Пайка с канифолью применяется для соединения небольших алюминиевых деталей, проводов и кабелей. Для этого нужно зачистить рабочую область и покрыть канифолью. Затем прижать нагретым паяльником несколько раз. Для этих целей нужно использовать канифольный раствор в диэтиловом эфире.
Процесс пайки алюминия
Пайка выполняется без отрывания от рабочей области с последующим добавлением канифоли. Рекомендуется использовать паяльник с мощностью 50 Вт. Если толщина деталей и проволоки превышает 1 мм, следует увеличить мощность до 100 Вт, а более толстые предметы лучше заблаговременно прогревать.
Данный способ наиболее широко применяется в электротехнических работах и пайке автомобильных деталей. Перед выполнением работ детали нужно залужить. Это позволяет соединять детали с другими сплавами и металлами. В данном случае происходит пайка алюминия оловом или припоем с содержанием цинка и кадмия. Это позволяет выполнять соединения при температуре 400 градусов, что не влияет на физические свойства алюминия.
- Припой необходим при использовании практически всех методов пайки, будь то использование паяльника или горелки.
- Электрохимический метод предусматривает создание гальванического покрытия, которое выполняется с помощью специальной установки или ручным способом. Для этого нужно на зачищенную поверхность нанести раствор медного купороса. После этой процедуры на детали воздействуют отрицательным электрическим полюсом.
Материалы и инструменты
Для выполнения пайки алюминия следует иметь различные материалы и инструменты, к которым относят нагревательные инструменты, припои и флюсы.
Необходимые материалы и инструменты
Наиболее часто в качестве нагревательного инструмента используют электропаяльник. Его можно считать универсальным инструментом, который легко использовать в домашних условиях. Но с его помощью можно проводить ремонт предметов только небольших размеров, обычно трубок небольшого диаметра, проволоки и кабелей, а также небольших электроприборов. Его можно использовать в дома в проветриваемом помещении, так ка он не требует особых условий и много пространства.
Большие предметы следует паять с помощью газовой горелки, работающий на аргоне, пропане или бутане. В домашних условиях можно также использовать паяльную лампу.
При использовании горелок стоит строго контролировать подачу пламени, которое должно характеризоваться сохранением баланса газа и кислорода. При проведении работ, пламя должно быть ярко-синим. Любые изменения цвета могут свидетельствовать об излишнем количестве кислорода.
Припои для пайки алюминия
Пайка алюминия припоем очень сложное занятие. Поэтому выбор припоя важен для создания качественного шва и прочного соединения. При использовании обычного паяльника нужно подбирать припой из металла, имеющего низкую температуру плавления. Наиболее распространенные сплавы это:
- цинково-оловянный;
- висмутово-оловянный;
- медно-оловянный.
Эти виды очень часто называют радиолюбительскими. Они имеют низкую температуру плавления, что очень важно для сохранения алюминия в первоначальном состоянии без изменения структуры и физических свойств. Стоимость таких припоев низкая, поэтому их приобретение становиться доступным для домашних мастеров.
Припои для алюминия
Но их использование имеет ряд минусов и ограниченную сферу применения. Так, соединение предметов с помощью таких припоем не отличается высокой прочностью и надежностью. Поэтому они применяются практически исключительно при ремонте электрооборудования, в том числе соединения проводов и кабелей.
При ремонте крупногабаритным алюминиевых предметов с помощью таких припоев соединение быстро потеряет прочность и разрушиться. В таких случаях лучше использовать тугоплавкий припой, в состав которого входит цинк и олово.
Но для создания прочных соединений следует применять тугоплавкие припои, имеющие в составе алюминий, медь и кремний. Благодаря наличию алюминия в составе, припой хорошо растворяется в структуре ремонтированного предмета.
Использовать такого припоя при работе с паяльником невозможно, так как их температура плавления составляет порядка 600 градусов. Поэтому для работы с ними нужно иметь газовую горелку.
Следует отметить, что при пайке с помощью газовой горелки металл заготовки не расплавляется, произйдет плавление только припоя.
Флюсы для пайки алюминия
При пайке алюминия нужно использовать специальные флюсы, так как не каждый флюс активен по отношению к алюминию. Наиболее подходящими считаются вещества на основе фторборатора аммония и триэтаноламина. Большинство специальных флюсов помечены специальной маркировкой, которая указывает на возможность их применения при пайке алюминия.
Флюсы для пайки алюминия
В случае необходимости работы при высоких температурах следует обратить внимание на смеси, содержащие хлористый калий, который составляет половину; хлорида калия; фторита натрия и хлористого цинка. Подобный состав позволяет создать наиболее оптимальные условия при высокотемпературных работах.
Пошаговая инструкция
Технология пайки зависит от способа выполнения работ. Но подготовительный этап практически идентичен во всех случаях. Начинать работу следует со следующих операций:
- обезжиривание поверхности заготовки с помощью растворителя, например, бензина или ацетона;
- зачистка оксидной пленки, которую можно выполнить с помощью металлической щетки, наждачной бумаги или другого абразивного материала.
Затем следует подогреть место паяльных работ. В зависимости от размеров предмета можно сделать это с помощью паяльника или горелки. При этом следует соблюдать несколько рекомендаций:
- Не рекомендуется перегревать поверхность — это может привести к расплавлению алюминия. Контроль нагрева можно проводить с помощью припоя, если он при касании к заготовке начинает плавиться, то это значит, что температура нагрева оптимальна и последующий нагрев стоит прекратить.
- Не нужно использовать дополнительное насыщение кислородом, что может привести к химической реакции с алюминием и созданию оксидной пленки.
Выполнение паяльных работ стоит проводить в зависимости от типа нагревательного предмета. При использовании газовой горелки нужно приложить припой с флюсом к рабочей поверхности с последующим его нагревом.
Очень важно полностью расплавить припой, но не перегреть заготовку. С паяльником сделать это проще, но выполнить большой объем работ в таком случае затруднительно.
Посредством контроля скорости движения припоя и температуры воздействия можно создавать шов, желаемый толщины и структуры. Для повышения качества работы рекомендуется предварительное лужение места обработки и обработка антикоррозийным средством.
Как припаять к алюминию олово
Пайка алюминия оловом
Сегодня из алюминия изготавливают не только провода, но и различные элементы, обеспечивающие надежную работу электроустановок и другого оборудования. Чтобы спаять этот материал применяют различные методы.
Наиболее эффективным является плавка оловом, так как оно находится в свободном доступе и соединение получается качественным и прочным. Эта процедура осуществляется с помощью флюсов и возможна не только в производстве, но и в домашних условиях. Если применять другие присадочные материалы, то алюминий расплавится.
Среди преимуществ данного вида выделяют следующие:
- низкая стоимость;
- олово подходит для пайки деталей различной толщины;
- материал быстро расплавляется под действием температуры, покрывая рабочую поверхность до малейших трещин. При застывании образует качественное соединение;
- плавка не занимает много времени, так как температура плавления низкая;
- олово находится в свободном доступе, и купить его не составит труда.
Кроме преимуществ данного метода есть и недостатки:
- готовое соединение может разрушиться под действием более низкой температуры;
- соединение не приспособлено к высоким механическим нагрузкам;
- в домашних условиях не всегда получается достичь желаемого результата.
Особенности пайки оловом
Единственной проблемой является появление оксидной пленки на месте соединения. Чтобы от нее избавиться применяют растворители, металлические щетки и т. д. Также, большое внимание стоит уделить температуре пайки. Высокая температура разрушит исходный материал, а низкая не сможет обеспечить надежное и качественное соединение. При большой толщине металла процесс осуществляется в несколько слоев.
Многие специалисты рекомендуют использовать газовую горелку. Ее прикрепляют к баллону с помощью шланги. Расход газа можно регулируется вентилем. Он поступает в сопло и поджигается, при этом образую стабильное пламя, температура которого регулируется путем изменения давления.
Также используют бензиновые горелки, однако пары бензина не способны дать высокую температуру для пайки. Поэтому данный метод применяют для соединения тонких металлических деталей.
Пайка паяльником происходит при помощи дополнительных материалов, например, канифоли. Оборудование подключается к электричеству, и его конец нагревается до температуры плавления олова и канифоли.
Помимо олова следует иметь следующие инструменты:
- растворитель;
- металлическая щетка;
- паяльник или горелка;
- режущий инструмент.
- Флюс.
Подбор припоя и инструментов
Пайка алюмин ия может происходить различными методами, которые зависят от состава припоя. В нем должно содержится свинец в малом количестве, а также цинк, который служит для снижения температуры плавления. Инструмент для пайки подбирается в зависимости от личных предпочтений мастера и толщины детали. Например, для тонких изделий лучше использовать горелку.
Дополнительная информация! Температура плавления припоя должна быть максимально низкой, чтобы готовое соединение не разрушалось при холодах.
В первую очередь, подготавливают поверхность, очищая от ржавчины и другого мусора при помощи металлической щетки. Далее, поверхность необходимо обезжирить, что поможет сделать растворитель.
Если не убрать масляные налеты качество соединения снижается. Он также поможет избавиться от оксидной пленки, которая не разрушается под действием высоких температур. Если работа ведется с проводами, то их нужно залудить, чтобы процедура прошла быстрее, и они не разрушились.
Перед соединением металлических изделий с большой толщиной, их края затачиваются. После подготовительного этапа переходим к пайке. Она происходит в такой последовательности:
- паяльник или горелка включается и выбирается необходимый режим;
- место пайки обрабатывается флюсом;
- осуществляется непосредственное спаивание путем расплавления олова над алюминиевым изделием;
- после спаивания деталь оставляют остыть на некоторое время, а затем проверяют качество соединения.
Обратите внимание! При спаивании металла большой толщины не следует наплавлять шов в одном месте, а наносить олово слоями.
Существует 6 режимов пайки алюминия, каждому из которых предъявляются особые параметры. Они зависят от марки исходного материала. Зная данный показатель, определяют процентное соотношение олова, свинца и других металлов, а также температуру плавления.
Правила техники безопасности
Во время работы следует уделять внимание включенным инструментам (паяльнику или горелке). При работе с газом необходимо проверять целостность шланг и состояние баллона.
Важно! Некоторые виды флюсов при нагревании испаряют вредные вещества, поэтому рабочее помещение должно хорошо проветриваться.
Как паять алюминий оловом своими руками
Чем паять алюминий в домашних условиях
Пайка соединений проводов с припоем считается самым надежным методом соединения проводов и жил кабелей. Хорошо, если нужно паять только медные провода, которые легко облуживаются припоем. Не зря в электронике все вывода элементов медные, луженые.
Пайка алюминия в домашних условиях
После того как цельные провода и многожильные жилы кабелей облудят, их довольно легко соединять пайкой. А как паять алюминий оловом, если припой отторгается окисью алюминия. Как известно алюминий покрыт тонким слоем окиси, которая мгновенно образуется на алюминии при контакте с кислородом. Чтобы припой хорошо держался на алюминиевом проводе нужно снять окись алюминия, а затем лудить.
Для этой цели в качестве флюса существуют: паяльная кислота, специальные флюсы для алюминия, смесь канифоли с ацетоном. Все эти плюсы разрушают или затрудняют образование пленки окиси на алюминии. После применения данного типа флюса процесс лужение алюминия упрощается.
Необходимые инструменты для пайки алюминия оловом являются: электрический паяльник, острый нож, плоскогубцы для скрутки проводов, мелкий напильник для подготовки жала паяльника. Из материалов потребуется: припой ПОС 61 или ПОС 50, флюс для пайки алюминия Ф-64 или аналогичный, губка.
Пайка алюминия оловом и флюсом Ф 64
Флюс Ф 64 предназначен для пайки алюминия. Методика пайки не сложна. В первую очередь нужно снять изоляцию с проводов на 5 см. Изоляция снимается острым ножом под углом к проводу, чтобы не надрезать его. Надрезанный алюминий легко обламывается.
Инструменты и материалы для пайки алюминиевого провода
Далее нужно хорошо зачистить провод мелкой наждачной бумагой или острым ножом. Зачистив провод, его смачивают кисточкой с плюсом и острым ножом продолжают зачищать провод, но уже под флюсом. Таким образом снимают пленку окиси алюминиевого провода, не давая вновь окисляться на воздухе. Далее разогретым паяльником с припоем начинают лужение провода с его конца.
Если начать облуживать провод около изоляции, тогда можно ее подпалить. В этом случае потеряются изоляционные свойства провода. Провод облуживают паяльником, движениями вперед-назад, одновременно снимается окисная пленка с алюминия. Облудить провод ровно сразу не получится. Поэтому на не облуженные участки провода снова наносят флюс и горячим паяльником с припоем и движениями вперед-назад снимают участки оставшейся окисной пленки и обслуживают.
Таким образом покрывают припоем алюминиевый провод полностью. После лужения алюминиевый провод окунают в раствор соды (5 ст. л. на 200 гр. воды) и зубной щеткой смывают остатки флюса. В состав флюса входят активные кислоты, которые не только разъедают пленку, но и сам провод. Поэтому остатки флюса нужно смыть. Смыть его полностью не получится, так как он частично остаётся под припоем и въедается в провод.
Но хоть частично его нужно смывать. Медный провод не обслуживают флюсом Ф 64, лучше использовать раствор канифоли и спирта (50% на 50%). Кисточкой наносят жидкую канифоль на медный провод (предварительно зачистив его) и горячим паяльником обслуживают провод, начиная с конца. Жало паяльника должно быть ровным и чистым. Раковины на конце жала паяльника убирают мелким напильником.
А остатки сгоревшего припоя (шлака) вытирают губкой или тряпкой. Как только алюминиевый и медный провода облуженны, их скручивают пассатижами, кисточкой наносят жидкую канифоль и спаивают соединение, начиная также с конца. Если соединить алюминий без лужения припоем, то это соединение может нарушиться со временем. Соединение алюминия с медью представляет собой гальваническую пару, и при прохождении через него тока нагревает и разрушает соединение.
Таблица температурных режимов марок припоя
В результате место скрутки сильно нагревается и обугливается, что повышает пожароопасность. Оловянный припой нейтрален к алюминию, поэтому алюминиевые провода перед соединением с медью нужно лудить. Для пайки алюминиевых проводов хорошо подходят припой ПОС 61 и ПОС 50 с низкой температурой плавления 190 — 210С.
Пайка алюминия с медью оловом и канифолью
Пайка электрических проводов с помощью паяльной кислоты запрещена в ПУЭ. Это связано с тем, что эта кислота полностью не сгорает при пайке. В результате место соединения проводов со временем разъедается кислотой, образуются окиси, которые нагреваются при прохождении тока и могут вызвать возгорание изоляции. К таким кислотно содержащим флюсам относятся специальные флюсы для пайки алюминия, в том числе и Ф 64.
Так как же паять алюминий с медью, чтобы соединение было качественным и долговечным. По сложности метод лужения алюминия оловом и канифолью даже легче, чем лужение алюминия флюсом Ф 64. Но качество и надежность при лужении в канифоли будет высоким. При лужении алюминия в канифоли нужно сделать или подобрать низкую ванночку для жидкой канифоли (канифоль 60% и спирт 40%).
Флюсы для пайки алюминия
Заполняют ванночку жидкой канифолью так, чтобы провод утопал в ней с изоляцией на 5-10 мм. Очищенный от изоляции провод кладут в канифоль и острым ножом (удобно скальпелем) снимают плёнку окиси с алюминиевого провода, не вынимая его из ванночки. То есть под канифолью защищают провод по всей его длине со всех сторон. Под канифолью пленка на очищенных местах алюминиевого провода не образуется, так как нет соприкосновении с кислородом.
Теперь берут разогретой паяльник с припоем мощностью не менее 60 Вт и опустив его на оголенный и очищенный от окиси провод, у самой поверхности канифоли, понемногу прокручивают и вытаскивают уже облуженные участки провода. Суть метода заключается в том, чтобы провод облуживался у самой поверхности жидкой канифоли. Чтобы зачищенные участки провода от окиси не могли соприкасаться с воздухом.
Паяльник может быть временами погружен на 2-3 мм в канифоль. Немного облудив провод поднимите паяльник, чтобы он вновь нагрелся. Да в начале, будет много дыма, поэтому лучше учиться паять на улице или в помещении с хорошей вентиляцией. После нескольких попыток у вас выработается своя техника лужения и появится небольшой опыт.
Вы определитесь с положением паяльника, скорость лужения провода увеличится, то есть появится навык, и уменьшится количество дыма. Зато провод будет облужен идеально. Далее, как обычно, скручивают провода и так же паяют их небольшим количеством припоя.
Остатки канифоли на пропаянной скрутке проводов смывают кисточкой со спиртом. Недостаток такого метода — это невозможность пайки в труднодоступных местах. Для таких случаев, лучше использовать другие методы безопасных соединений алюминия с медью.
Как паять алюминий в домашний условиях: припой для пайки, способы, особенности
Процедура пайки алюминиевых элементов в домашних условиях является весьма проблематичным процессом, который облегчается использованием специальных материалов. Работа осложняется моментальным появлением на месте зачистки тонкой оксидной пленки, мешающей спайке. Дополнительную трудность создает сам материал, имеющий низкий температурный порог плавления (+660 °С). Применяя припой для пайки алюминия, особые сильнодействующие флюсы и соблюдая технологию, можно самостоятельно паять практически любые предметы из алюминия.
Особенности и принципы пайки
Низкая температурная величина плавки металла затрудняет технологический процесс спаивания, а также ремонта изделий своими руками. Детали очень быстро теряют при нагреве прочность, а конструкции снижают устойчивость при достижении температурой 300 градусов. Легкоплавкие припои, состоящие из висмута, кадмия, индия, олова тяжело вступают в контакт с алюминием и не обеспечивают достаточную прочность. Отличная растворимость наблюдается у металла в сочетании с цинком, что придает спаянным местам высокую надежность.
Перед началом спаивания элементы из алюминия хорошо зачищаются от окислов, грязи. Для этого можно применять механическое воздействие при помощи щеток или же использовать специальные флюсы из сильнодействующего состава. Перед самой процедурой следует обязательно залудить обрабатываемые участки. Оловянное покрытие защитит деталь от возникновения окислов. Чтобы надежно припаять алюминиевые изделия необходимо правильно подобрать нагревательный инструмент, учитывая объем обрабатываемого металла. Помимо этого, надежность соединения зависит от того, какой выбран сплав, а также флюс для пайки алюминия.
Методы пайки
Спаивание алюминиевых изделий производится паяльником электрического типа, паяльной лампой или же газовой горелкой. Существую три способа спаивания разнообразных предметов из алюминия:
- с канифолью;
- с применением припоев;
- электрохимический метод.
С канифолью
Этот вариант пайки алюминиевых предметов, проводов, кабелей применяется для деталей небольшого размера. Для этого зачищенный участок электропровода покрывается канифолью и помещается на кусочек шлифовальной шкурки, имеющей среднюю зернистость. Сверху провод прижимается залуженным жалом нагретого паяльника. Это действие проводится несколько раз, после чего выполняется сама процедура спаивания электропроводов. Можно применять канифольный раствор в диэтиловом эфире.
В таком случае конец паяльника не отнимается от залуживаемого конца, а сверху добавляется канифоль. Для соединения скруткой тонких алюминиевых проводов подойдет электропаяльник с мощностью порядка 50 Вт. При толщине алюминия около 1 мм необходим паяльник 100 Вт, а детали более 2 мм требуют предварительного прогрева места соединения.
С применением припоев
Данный метод наиболее распространен и применяется в электротехнике, при ремонте автомобильных деталей, а также прочих изделий. Перед тем как паять алюминий, проводится предварительное покрытие запаиваемого места сплавом и последующее соединение облуженных элементов. Детали, предварительно залуженные, соединяются между собой, а также с прочими сплавами и металлами.
Паяние элементов можно проводить с помощью легкосплавных припоев, имеющих в составе олово, цинк, а также кадмий. Помимо этого, активно используются тугоплавкие материалы на основе алюминия. Почему применяются легкосплавные составы? Потому что они позволяют спаять алюминиевое изделие при температуре до 400 градусов. Это не производит качественных изменений свойств металла и сохраняет его прочность. Составы с кадмием и оловом не создают достаточную надежность контакта, подвержены коррозионным воздействиям. Этих недостатков лишены тугоплавкие материалы с цинком, медью, а также кремнием на основе алюминия.
Электрохимический метод
Эта процедура требует наличия установки для выполнения гальванического покрытия. С ее помощью проводится омеднение поверхности изделия или провода. При ее отсутствии используется самостоятельная обработка детали. Для этого, на зачищенное шлифовальной шкуркой место, наносится несколько капель насыщенного раствора медного купороса. После этого к обрабатываемому изделию подключается отрицательный полюс независимого источника электропитания.
Им может послужить батарейка, аккумулятор или же любой электрический выпрямитель. К положительному выводу подсоединяется очищенный медный провод диаметром порядка 1 мм, расположенный в изолированной подставке. В процессе электролиза на деталь будет постепенно оседать медь, после чего проводится лужение участка, сушка при помощи электропаяльника. После этого можно легко запаять залуженное место.
Припои, материалы, флюсы
Пайка алюминия оловом выполняется при условии применения высокоактивных флюсов, а также хорошей зачистки участков деталей. Такие оловянные соединения требуют дополнительного покрытия специальными составами, так как имеют невысокую прочность и слабую защиту от коррозионных процессов.
Чем паять алюминиевые элементы? Качественные паяные соединения получаются при использовании припоев с кремнием, алюминием, цинком, а также медью. Эти материалы выпускаются как отечественными, так и многими зарубежными фирмами-производителями. Отечественные марки прутков представлены наиболее использующимися припоями ЦОП40, которые по гост имеют в составе 60 % олова и 40 % цинка, а также 34А (алюминий – 66 %, кремний – 6 %, медь – 28 %). Используемый цинк придает высокую прочность месту контакта и обеспечивает хорошую коррозионную устойчивость. К импортным низкотемпературным сплавам с отличными характеристиками относится HTS-2000, который обеспечивает максимальное удобство в применении.
Эти сплавы применяются для работы с крупногабаритными деталями (радиаторы, трубы) с высоким теплоотводом при помощи грелки или же предметов из алюминиевых сплавов, имеющих довольно высокотемпературное плавление. Начинающие ремонтники могут ознакомиться с процессом спаивания, просмотрев обучающее видео. Это поможет избежать многих неприятных нюансов в процессе работы.
Помимо припоев, алюминиевая пайка требует применения специальных флюсов, имеющих в составе фторборат аммония, цинка, а также триэтаноламин и прочие элементы. К наиболее популярным относится отечественный Ф64, имеющий повышенную химическую активность. Его можно применять даже без предварительной зачистки изделий от оксидной пленки. Кроме него, используется 34А, содержащий хлориды лития, калия и цинка, а также фторид натрия.
Подготовка изделий
Надежность, а также отменное качество соединений обеспечивается не только использованием правильной технологии, но и от подготовительных работ. К ним относится обработка запаиваемых поверхностей. Она необходима для удаления загрязнений и тонкой оксидной пленки.
Механическую обработку выполняют с помощью шлифовальной шкурки, металлической щетки, проволочной нержавеющей сетки или шлифовальной машинки. Помимо этого, используются для очистки разнообразные кислотные растворы.
Обезжиривание поверхности выполняется с использованием растворителей, а также бензина или же ацетона. На зачищенном алюминиевом участке оксидная пленка появляется практически сразу, однако ее толщина значительно ниже первоначальной, что облегчает паяльный процесс.
Нагревательные инструменты
Чем паять алюминий в домашних условиях? Для припаивания алюминиевых изделий небольшого размера дома применяются электропаяльники. Они являются универсальным инструментом, вполне удобным для припаивания проводов, ремонта маленьких трубок и прочих элементов. Для них требуется минимум рабочего пространства, а также наличие электросети. Ремонт крупногабаритных изделий и сварка выполняется газовой горелкой, которая использует аргон, бутан, пропан. Для пайки алюминиевых предметов в домашних условиях можно применять стандартную паяльную лампу.
При использовании газовых горелок необходимо постоянно следить за их пламенем, которое характеризует сбалансированную подачу кислорода и газов. При правильной газовой смеси огненный язычок имеет ярко-синий цвет. Неяркий оттенок, а также небольшое пламя свидетельствуют о переизбытке кислорода.
Технологический процесс
Технология пайки алюминиевых предметов похожа на процесс соединения деталей их прочих металлических материалов. Первым делом проводится зачистка и обезжиривание мест будущей спайки. Затем соединяемые элементы устанавливаются в рабочее положение для удобства обработки. На подготовленный участок наносится флюс, и, изначально холодное, изделие начинает нагреваться при помощи электропаяльника или же горелки. При повышении температуры начинает плавиться пруток припоя, которым требуется постоянно касаться поверхности элементов, контролируя нагревательный процесс. Пайка алюминиевых элементов в домашних условиях электрическим паяльником выполняется в комнате с хорошим проветриванием, так как при работе выделяются опасные соединения.
Использование безфлюсового припоя требует соблюдения некоторых нюансов. Чтобы оксидная пленка не мешала попаданию сплава на детали, концом прутка выполняются царапающие движения по участку спаивания элементов. Этим нарушается оксидная целостность и припой входит в контакт с обрабатываемым металлом.
Разрушение оксидного слоя при пайке можно выполнять и другим методом. Для этого обрабатываемый участок процарапывается металлической щеткой или же прутком из стали нержавеющего типа.
Для обеспечения максимальной прочности алюминиевых деталей в спаиваемом месте, обрабатываемые участки подвергаются предварительному лужению. Соблюдение технологии пайки элементов из алюминия гарантирует отличное качество соединения, а также его защиту от коррозии.
Рекомендуем также к прочтению:
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.
Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.
Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
| Советы для
Пайка алюминия А. Э. ГИКЛЕР И Ф. Х. ЛЕПРЕВОСТ, МЛАДШИЙ. Алюминий пайка может быть простой но имеет ряд критических областей, требующих жесткого контроля процесса. Прочный оксид алюминия делает большинство попыток паять, используя обычные средства сложно. Кроме того, следует позаботиться о выбор сплава из-за возможных последствий гальванической коррозии, потому что несхожести алюминия со многими обычными припоями.В разновидности алюминиевых сплавов, калибров и температур часто широко представлены различные результаты пайки и то, как алюминий принимает или отводит тепло во время пайки необходимо тщательно изучить каждую отдельную работу. слева. Купоны сплава 6111,2 ¥ 4 ¥ 0,036 дюйма с 2-дюймовым перекрывать. Верхний купон имеет 0,125 дюйма отверстие по центру в области перекрытия для облегчения введения проволоки из твердого припоя Zn / 15Al. Припой течет к каждому краю, обеспечивая полное смачивание стыка. Методы или процессы в пайка алюминия предполагает механическое трение алюминия припоем, пайка в ультразвуковой ванне, термическое напыление (эти три не используют флюсы), нагрев сборки индукцией, пламенем, инфракрасным излучением, горячей пластиной, печь, паяльник, лазер и дуговая лампа (все из которых обычно предполагают использование флюсов).Пайка алюминия требует соответствующего объем тепла на компоненте, а не на припое. Из-за высокого теплопроводность и отражательная способность алюминия, источник тепла должен быть адаптированным к работе. Использование флюсаБыстрый формирование слой оксида алюминия и сложность удаления этого оксидного слоя, поэтому припой может намочить алюминий — вот причины использования флюса. В «Нормальная» пайка меди, удаление оксида меди относительно легко с мягкими органическими и неорганические флюсы.Алюминий оксид не так легко удаляются и могут потребоваться более сильные флюсы, такие как органический флюсы на основе аминов (до 285 ° C), неорганические флюсы (хлорид или фторид до 400 ° C) и комплексные фторалюминатные соли (см. выше 550 ° С). Использование механического трения, ультразвука или термического спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва слой оксида алюминия и позволяющий подповерхностное смачивание алюминия. Флюс не используется. Мягкие припои на основе олова / цинка обычно используются с первые два флюса, так как их температура плавления ниже 330 ° C и цинковая часть помогает предотвратить гальваническую коррозию.На основе цинка твердый В припоях для активации используются флюсы, обеспечивающие более высокую температуру плавления. Остатки некоторых флюсов для мягкой пайки могут оставаться активными после пайку и ее необходимо удалить. Припои, обычно используемые для алюминия содержат цинк с некоторым количеством свинца, кадмия, олова, меди или алюминия. Однако любой припой, содержащий олово, может вызвать электрохимическое проблема коррозии из-за его гальванического потенциала. С ожидаемым всемирный запрет на использование свинца в припоях, в большинстве отраслей промышленности уже переход на бессвинцовые припои.Это удаляет некоторые из более пластичных и / или доступны мягкие припои, работающие при более высоких температурах. Кадмиевый припои были фактически запрещены из-за проблем со здоровьем рабочих. Прав. Крупный план подтверждает полное смачивание. Внешний вид меняется, когда происходит реакция между флюсом и поверхностью. окисление, но остатки считаются некоррозионными. Стыки этого типа обычно прочнее, чем основной материал. Добавки Бессвинцовые и без кадмия Сплавы, которые обычно используются для пайки алюминия, включают 91Sn9Zn, 70Sn30Zn и 98Zn2Al.Другие сплавы семейства Zn / Al включают: 85Zn / 15Al, 90Zn / 10Al и 97Zn / 3Al. Другие варианты 60Sn / 40Zn и 80Sn / 20Zn, которые относятся к семейству Sn / Zn. Алюминий часто есть другие добавлены элементы для повышения прочности, жесткости, коррозионной стойкости, обрабатываемость и формуемость. Некоторые добавки не вызывают проблем пайка, но магний — исключение. Магнийсодержащий алюминиевые сплавы (например, серии 5ххх и 6ххх) используются для увеличения отношение прочности к массе и для обеспечения лучшей коррозионной стойкости в некоторые приложения.Однако авторам неизвестны припои или флюс, который очень эффективен с магнийсодержащими алюминиевыми сплавами. Оксид магния очень быстро восстанавливается и не позволяет паять смачивание должно иметь место. Титан и некоторые экзотические добавки, такие как ванадий и хром также могут вызывать проблемы. 1xxx (99% Al или выше), 2ххх (с добавлением меди), 3ххх (с добавлением марганца), 4ххх (с добавлением кремния). добавлен), и серии 7xxx (с добавлением цинка), как правило, паяются. 5xxx (с добавлением магния) серия, вероятно, не подлежит пайке и 6xxx (с добавлением кремния и магния) могут быть или не подлежат пайке в зависимости от индивидуального сплава.Сплав 6061 определенно паяемые, а серия 2xxx в листовой форме может иметь оболочку 6xxx это могло изменить его паяемость. слева. Купоны из сплава 6111, спаянные с использованием Zn / 15Al и флюс на основе комплексных фторалюминатных солей. Для Для этого испытания использовалась одна длина припоя диаметром 0,093 дюйма. размещается на одной стороне сустава, затем протягивается к противоположной стороне сторона с теплом. Облицовка или покрытия В некоторых ящики алюминиевые могут быть плакированы более припаяемым сплавом, покрыты никелем или покрыты с цинком термическим напылением или другими методами.Тогда эта поверхность более паяется и облегчает указанную выше проблему, поскольку их легче припой, чем просто алюминий. Пайка алюминия с другими металлами (сталь, оцинкованная сталь, медь, латунь, нержавейка и др.) тоже делается, но с некоторыми трудностями, поскольку конструкция шарнира должна учитывать дифференциал тепловое расширение и многие флюсы не работают с обоими металлами. В простая работа по нагреванию сборки в зоне стыка становится затруднительной поскольку алюминий очень быстро отводит тепло от стыка по сравнению ссклонность других металлов отводить тепло намного медленнее (нержавеющая сталь на ум приходит сталь). Общее практическое правило пайки — «нагреть компонент, а не припой ». Это позволяет субстрату передавать тепло к припою и расплавьте припой, как только он дойдет до плавления температура. Флюсы могут изолировать припой от подложки и вызвать истечение реакционной способности флюса до того, как припой расплавится, или, возможно, останется твердый осадок, в который припой не сможет проникнуть. чтобы смочить субстрат.Мягкие припои с сердечником могут использоваться для устранения эта проблема, поскольку флюс не выделяется, пока припой не расплавится; однако не все алюминиевые припои доступны с сердечниками из флюса. Опасности перегрева из-за его низкая температура плавления температура, алюминий может быть отожжен или отпущен при температурах низкая до 325–350 ° C за относительно короткое время. Это говорит о том, что любой процесс присоединения к этим температурам более чем на короткое время интервал может начать изменять свойства основных металлов присоединился.Перегрев может привести к снятию напряжения, провисанию или деформации. панели, изменение твердости, состояния, состояния поверхности, повторное легирование основной металл в непосредственной близости от стыка, горячих трещин или даже ужасный крах. слева. Крупный план подтверждает хорошее филе с обеих сторон. Твердые припои на основе цинка могут быть не такими красивыми, как мягкий припой, но они не подвержены гальваническая коррозия при пайке алюминия, а также сплавов на основе Sn. Обычно говорящий, мягкий припои не представляют большой опасности для основных материалов от нагрева, при условии, что детали не выдерживаются при температурах пайки в течение длительный период времени.Однако в некоторых случаях воздействие алюминия к расплавленному цинковому сплаву даже в течение короткого периода времени может привести к повторное легирование основного металла в зоне термического влияния (ЗТВ). Этот может изменить свои свойства и вызвать появление тепловых трещин, которые выходят за пределы ЗТВ. Один финал совет: Работа в лаборатория может помочь в выборе процесса, сплава и флюса. Макет может быть полезно для определения типа, местоположения и объема тепла требуется для достижения желаемого результата.Как и в других процессах, предварительный нагрев или гибридный нагрев могут быть полезны и могут изменить исходный процесс выбора. Время перезарядки и задержка перед обработкой могут отличаться. существенно от лаборатории до производственного цеха. Алюминий пайка не сложна, но и не прощает ошибок. Контроль процесс плотно.Работы Консультировал Металлов
Справочник, 10-е
Ред., Т. 2. 1990. Свойства деформируемого алюминия и алюминиевых сплавов.
Парк материалов, Огайо: ASM International, стр. 102–103. A. E. Gickler и F.ЧАС. ЛеПревост-младший, , работает в Johnson Manufacturing Company, Princeton, Айова. |
Узнайте, как припаять алюминиевый провод | by Ildiko
Припой — это плавкий металл, расплавленный с помощью паяльника или даже горелки для соединения металлических стыков друг с другом. Обычно это сплав олово-свинец, но он также может входить в состав других металлов, таких как серебро, сурьма или алюминий, которые производятся специально для различных целей. Алюминиевые провода обычно припаяны для электронных целей, поэтому для сплавления металлов друг с другом требуется паяльник.
Очистите место пайки тряпкой, а также щеткой, чтобы удалить жир, грязь и мусор. Используйте спирт вместе с металлической щеткой, чтобы избавиться от стойких пятен.
Отрежьте алюминиевую ленточную проволоку 5052 необходимой длины с помощью ножниц или, возможно, кусачка. Используйте пинцет или плоскогубцы для обработки проволоки, чтобы предотвратить притягивание жира.
Нанесите флюс кистью на место пайки. Флюс избавит от окислов на металлических поверхностях. Вы найдете 3 вида флюсов, включая органическую кислоту или хлорид, органику и смолу.Смоляной флюс часто используется при пайке электроники; флюсы органических кислот и хлоридов притягивают влагу и обладают высокой коррозионной активностью.
Очистите жало паяльника, протерев жало влажной тканью. Слегка покройте наконечник припоем. Этот метод известен как «лужение» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла на протяжении всего процесса пайки.
Подожгите или нагрейте паяльник или горелку, чтобы убедиться, что они достигли температуры, необходимой для плавления алюминиевого провода катушки 3003.При использовании паяльника убедитесь, что он нагревается до температуры не менее 400 ° C для соответствующей пайки.
Оберните провод вокруг места пайки. Затем аккуратно проведите паяльником по проводу. Убедитесь, что паяльник касается как алюминиевой проволоки, так и стыка. Нагрейте припой так, чтобы он равномерно расплавился вдоль паяемого соединения. Также убедитесь, что флюс пузырится, но не горит. Не применяйте также существенный припой, так как он может заполнить другие зазоры и вызвать короткое замыкание.
Удалите припой, затем наконечник. Будьте осторожны, чтобы не сдвинуть паяное соединение.
Дайте стыку остыть. Не дуй на это. Обрежьте излишки свинца, выступающие на поверхности, но не проверяйте заранее прочность паяного соединения, так как это может ослабить соединение. После охлаждения паяное соединение будет выглядеть гладким и плотным.
Припой для алюминия без флюса
Просмотреть техническое описание продукта
Просмотреть паспорт безопасности продукта
МЕЖДУНАРОДНАЯ КЛАССИФИКАЦИЯ |
DIN: 1707: L-Zn Sn20
Идеально подходит для соединения алюминиевых профилей, используемых при производстве и ремонте алюминиевых дверей и окон.Также для ремонта поводков, водостоков, сайдинга, алюминиевых лодок и ящиков для инструментов. Большинство отливок из кирксита и цинка можно отремонтировать с помощью этого сплава. Также может использоваться в качестве износостойкого сплава для алюминия.
- Самофлюсующийся припой максимальной прочности для соединения, наплавки и упрочнения алюминия.
- Высокое содержание цинка обеспечивает хорошее соответствие цвета алюминию.
- Флюс не требуется — устраняется необходимость в последующей очистке.
- Низкая рабочая температура предотвращает коробление, деформацию и обесцвечивание.
Анализ всего сварного металла (типичный вес,%) |
Типичные механические свойства |
Неразбавленный металл шва Максимальное значение До:
Предел прочности на разрыв 260 МПа (35000 фунтов на кв. Дюйм)
Рабочая температура прибл. 710 ° F (375 ° C)
Очень хорошая коррозионная стойкость
Очень хорошее соответствие цветов
Методы пайки: Зона соединения должна быть тщательно очищена, предпочтительно механическими средствами (соскабливанием, опиливанием и т. Д.)). Срезание тяжелых участков. Используйте зажимы или зажимы, чтобы удерживать детали на одном уровне. С помощью пламени науглероживания нагрейте основной металл примерно до 750 ° F (400 ° C) и натрите сплав в стыке. Не нагревайте стержень пламенем, позвольте теплу от припаянной детали расплавить стержень. Сильное трение поверхности основного металла позволяет стержню пробить твердый оксид и соединиться с прочным металлом. Более высокая прочность и лучшее сцепление могут быть получены при использовании чистой проволочной щетки из нержавеющей стали через расплавленный припой к поверхности основного металла.Дайте детали медленно остыть.
СохранитьСохранить
6 способов пайки алюминиевых деталей с помощью электрического паяльника — Yantai Baodi Copper & Aluminium Co., Ltd
При обслуживании радио и бытовой техники иногда необходимо припаять небольшие алюминиевые детали, потому что поверхность алюминиевого устройства легко снимается. оксидированный, который новичкам сложно паять прочно. Автор ссылается на информацию о сварке алюминиевых деталей и прошла успешную проверку.В этой статье для справки представлены эти практические методы пайки алюминия. Сначала на место пайки алюминиевой детали наносится припой, а затем горячий паяльник пропитывается и помещается в место пайки для предварительного нагрева. Когда температура повышается, припой уплотняется, а затем добавляется немного припоя и припоя, чтобы припой содержал жало паяльника, а затем используйте жало паяльника, чтобы протереть переднюю и заднюю часть паяльной станции. Расстояние трения не должно быть слишком большим.Как правило, пленка из алюминиевого сплава на поверхности алюминиевого компонента разрезается на наконечнике паяльника от 3 до 5 мм. Паяное соединение не может образовывать новую оксидную пленку из-за включения расплавленного олова и воздуха, и олово может быть нанесено на алюминиевый элемент оксидной пленки, который только что был удален. Изотермическое олово изменяет сферическую форму на плоскую, что указывает на то, что алюминиевый элемент прочно соединен с оловом. В это время трение прекращается, а оставшийся флюс стирается, а затем припаивается к подводящему проводу или другим компонентам олова.Это очень удобно. Во-вторых, сначала капните несколько капель разбавленной соляной кислоты в паяное соединение алюминиевого компонента, чтобы удалить поверхностную оксидную пленку, подождите некоторое время, затем добавьте несколько капель концентрированного раствора сульфата меди и подождите, пока сварной шов покроется медью. , смойте водой. Избыток раствора сульфата меди и раствора соляной кислоты можно затем сварить паяльником мощностью 45-75 Вт, который работает хорошо. В-третьих, поместите кусок алюминия в тигель для нагрева и расплавления, затем добавьте 2–5 раз олова, чтобы расплавить, и затем используйте, и тогда удобно сваривать обычным способом.В-четвертых, при обработке чистой алюминиевой поверхности, покрытой раствором нитрата ртути, съешьте больше олова с помощью жала паяльника мощностью 100 Вт и используйте жало паяльника, чтобы втереть раствор нитрата ртути в сварочную поверхность. Это можно надежно сварить. Но обратите внимание: ртуть токсична, ее следует сваривать в проветриваемом месте и не использовать высокотоксичный хлорид ртути. 5. Алюминиевые детали свариваются методом заземления. Белый порошок стекловолоконной плиты из пилы готовится заранее, помещается на поверхность свариваемой поверхности и натирается паяльником мощностью 75 Вт на поверхность сваривания до тех пор, пока слой олова не будет прикреплен к алюминиевой поверхности, а затем ткань используется.Смесь белого порошка и канифоли удаляется, а затем ее можно сварить обычным способом. Практика проста, а сварочный эффект удовлетворительный. Также можно смешать канифоль и железные опилки, затем отполировать алюминиевую поверхность наждачной бумагой, нанести канифоль и железный порошок на полированную поверхность паяльной поверхности, несколько раз протереть алюминиевую поверхность паяльником, а затем нажать обычным способом. . Гладкая сварка. Наконец, шестой метод, сначала полируйте поверхность алюминиевых частей сварки, а затем закапайте несколько капель масла для швейных машин, количество масла должно быть достаточным, а затем с помощью острого ножа поскребите вперед и назад несколько раз при сварке, а затем используйте паяльник для пайки и канифоли при сварке Трение вперед и назад, олово скоро прочно прилипнет к алюминиевой детали, этот метод также прост и практичен.
AL822
Ваша конфиденциальность
Когда вы посещаете веб-сайт, он может собирать информацию о вашем браузере, ваших предпочтениях или устройстве, чтобы веб-сайт работал так, как вы ожидаете. Эта информация собирается в виде файлов cookie. Собранная информация не идентифицирует вас напрямую, но может дать вам более персонализированный опыт работы с сайтом. Ниже описаны различные типы файлов cookie, которые мы используем, и вы можете запретить использование некоторых типов файлов cookie.Щелкните заголовок категории, чтобы узнать больше и изменить настройки файлов cookie по умолчанию. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на работу вашего веб-сайта.
Совершенно необходимо
Эти файлы cookie необходимы для того, чтобы вы могли перемещаться по веб-сайту и использовать его функции. Без этих файлов cookie услуги веб-сайта, такие как запоминание товаров в корзине, не могут быть предоставлены. Мы не можем отключить эти файлы cookie в системе.Хотя вы можете настроить свой браузер так, чтобы он блокировал или предупреждал вас об этих файлах cookie, некоторые части веб-сайта не будут работать без них.
Модулей:Производительность
Эти файлы cookie собирают анонимную информацию о том, как люди используют веб-сайт: посещения веб-сайта, источники трафика, шаблоны кликов и аналогичные показатели. Они помогают нам понять, какие страницы наиболее популярны. Вся собранная информация агрегирована и поэтому анонимна.Если вы не разрешите использование этих файлов cookie, мы не узнаем, когда вы посетили наш веб-сайт.
Модулей:Таргетинг / реклама
Эти файлы cookie собирают информацию о ваших привычках просмотра, чтобы сделать рекламу более актуальной для вас и ваших интересов. Они создаются через наших рекламных партнеров, которые учитывают ваши интересы и нацеливают вас на релевантную рекламу на других веб-сайтах или платформах.Если вы не разрешите использование этих файлов cookie, вы не увидите нашу таргетированную рекламу в других местах в Интернете.
Модулей: ИксASP.NET Framework
Технологический стек, необходимый для хостинга веб-сайта
ИксАутентификация Titan CMS
Технологический стек, необходимый для хостинга веб-сайта
ИксДиспетчер тегов Google
Используется для загрузки скриптов на страницы сайта.
ИксGoogle Analytics
Google Analytics собирает информацию о веб-сайтах, позволяя нам понять, как вы взаимодействуете с нашим веб-сайтом, и, в конечном итоге, обеспечить лучший опыт.
Имя файла cookie:
- _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _ga
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
лет
Срок действия: 2 - _gid
Регистрирует уникальный идентификатор, который используется для генерации статистических данных о том, как посетитель использует веб-сайт.
Срок действия: 24 часы - NID
Cookie содержит уникальный идентификатор, который Google использует для запоминания ваших предпочтений и другой информации, такой как ваш предпочтительный язык (например, английский), сколько результатов поиска вы хотите отображать на странице (например, 10 или 20), и хотите ли вы чтобы включить фильтр Безопасного поиска Google.
лет
Срок действия: 2 - _gat_UA — ######## — #
Используется для ограничения скорости запросов.Если Google Analytics развернут через Диспетчер тегов Google, этот файл cookie будет называться _dc_gtm_
Expiration: 1 минута - _gac_ <идентификатор-свойства>
Содержит информацию о кампании для пользователя. Если вы связали свои учетные записи Google Analytics и AdWords, теги конверсии веб-сайта AdWords будут считывать этот файл cookie, если вы не отключите его.
Срок действия: 90 дней - AMP_TOKEN
Содержит токен, который можно использовать для получения идентификатора клиента из службы идентификатора клиента AMP.Другие возможные значения указывают на отказ, запрос в полете или ошибку при получении идентификатора клиента из службы AMP Client ID
год
Expiration: 1
Titan Consent Manager
Используется для отслеживания настроек конфиденциальности и согласия конечных пользователей на веб-сайтах, размещенных на Titan CMS.
Имя файла cookie:
- TitanClientID
Однозначно идентифицирует пользователя для поддержки исторического отслеживания предпочтений согласия
лет
Истечение срока: 10 - CookieConsent_
Отражает самые последние настройки согласия для текущего сайта.
лет
Срок действия: 2
Hubspot
Эти файлы cookie используются HubSpot для анализа ваших посещений и предоставления целевой информации через сторонние электронные письма.
Имя файла cookie:
- Hstc
Основной файл cookie для отслеживания посетителей.Он содержит домен, utk (см. Ниже), начальную метку времени (первое посещение), последнюю метку времени (последнее посещение), текущую метку времени (это посещение) и номер сеанса (увеличивается для каждого последующего сеанса).
лет
Истечение срока: 2 - Hubspotutk
Этот файл cookie используется для отслеживания личности посетителя. Этот файл cookie передается в HubSpot при отправке формы и используется при дедупликации контактов
лет
Expiration: 10 - HSSC
Этот файл cookie отслеживает сеансы.Это используется, чтобы определить, следует ли увеличивать номер сеанса и временные метки в файле cookie __hstc. Он содержит домен, viewCount (увеличивает каждое pageView в сеансе) и временную метку начала сеанса
Expiration: 30 минут - HSSCRC
Каждый раз, когда HubSpot изменяет файл cookie сеанса, этот файл cookie также устанавливается. Мы устанавливаем его в 1 и используем его, чтобы определить, перезапустил ли посетитель свой браузер.Если этот файл cookie не существует, когда мы управляем файлами cookie, мы предполагаем, что это новый сеанс.
Истечение срока: Сессия
Как приваривать алюминий к стали
Можно ли сваривать алюминий со сталью?
Алюминий можно сваривать с большинством других металлов. относительно легко с помощью клеевого соединения или механического крепления. Однако в заказ на приваривать алюминий к стали , специальные техники требуются.
Когда металлы, такие как сталь, медь, магний или титан напрямую дуговые приварен к алюминию, очень начинают образовываться хрупкие интерметаллиды. Чтобы этого избежать, необходимо изолировать другой металл из расплавленного алюминия в процессе дуговой сварки. Здесь вы узнаете о двух наиболее распространенных методах успешного выполнения этой задачи.
биметаллический переходные вставки.
Создание биметаллической переходной вставки — это популярный метод, используемый при сварке алюминий к стали, и часто используется для изготовления сварных соединений отличное качество в конструкционных приложениях.
Эти вставки лучше всего описывать как секции из материала, состоящего из одной части алюминия с равной частью стали или нержавеющая сталь уже приклеена к алюминию.
Методы, использованные для склеивания разнородных материалы и образуют биметаллический переход обычно прокатные, взрывные сварка, сварка трением, сварка оплавлением (или сварка горячим давлением) и дуговая сварка сварка.
Дуговая сварка этих стальных алюминиевых переходов вставки могут быть выполнены обычными методами, такими как GMAW или GTAW.Одна сторона Вставка приварена из стали к стали, а другая — из алюминия к алюминию.
Во избежание перегрева пластин во время При сварке рекомендуется сначала выполнить сварку алюминия с алюминием. Этот также обеспечивает больший теплоотвод при сварке стали к стали.
Метод биметаллической переходной вставки обычно используется для:
- Соединение алюминиевых рубок и стальных палуб на кораблях
- Сварка алюминиевых труб со стальными или нержавеющими трубами листы на теплообменники
- Выполнение сварных швов между алюминием и сталью. трубопроводы
Покройте
сталь перед сваркой.
Еще один метод, который многие используют для успешной сварки алюминия со сталью , — это покрытие погружением, также обычно называют горячим алюминированием. Это просто означает, что ранее Чтобы сварить сталь и алюминий вместе, сталь сначала покрывается алюминий.
После нанесения покрытия стальной элемент может быть дуговым. приваривается к алюминиевому элементу, если принять меры, чтобы предотвратить возникновение дуги. ударяясь о сталь. Во время сварка, чтобы направить дугу на алюминиевый элемент и позволить расплавленному алюминий из сварочной ванны течет на сталь с алюминиевым покрытием.
Другой способ нанесения покрытия для сварки алюминия со сталью , называемый пайка, включает покрытие стальной поверхности серебряным припоем, а затем сварку их вместе с использованием алюминиевого присадочного сплава.
Обратите внимание, что ни одно из этих покрытий методы соединения обычно зависят от полной механической прочности и являются обычно используется только для герметизации.
Если вы хотите узнать больше о сварке алюминия со сталью , или если у вас есть вопрос, которого не было
ответил здесь, пожалуйста, не стесняйтесь обращаться к нам.
Использование алюминиевой пайки для ремонта двигателей — Журнал газовых двигателей
Персоналом
1/9
Фото 1. Возьмите шило и проткните дно банки.
2/9
Фото 4 — Сторона картера газового двигателя, через которую был пробит шатун.
3/9
Фото 2. «Лужа» тонким слоем поперек дыры.
4/9
Фото 3. Возьмите две алюминиевые банки и спаяйте их вместе.
5/9
Фото 5 — Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в V-образной канавке до тех пор, пока он не заполняет канавку.Опять же, отшлифуйте соединение заподлицо, и никто не узнает.
6/9
Фото 7. На новой металлической накладке нет пористости, поэтому винт теперь можно сбалансировать и покрасить.
7/9
Фото 6 — Обратите внимание, что часть коллектора также была припаяна к коллектору.
8/9
Дисплей ремонта алюминия.
9/9
Облицовка фары от антикварного авто, отремонтированная алюминиевым припоем.
❮ ❯На нескольких выставках старинных тракторов и двигателей в этом районе есть мужчина в небольшом трейлере, который демонстрирует использование алюминиевого паяльного стержня, который он продает.По рекомендации других моделистов и реставраторов двигателей, которые использовали продукт, я наблюдал и слушал его демонстрацию. Затем он позволил мне припаять немного алюминия прямо на его дисплее. Затем я купил некоторые из алюминиевых паяльных стержней, которые он продает, и взял их домой, чтобы поэкспериментировать. Из всего этого я узнал, что алюминиевый припой ДЕЙСТВИТЕЛЬНО РАБОТАЕТ и может быть очень ценным в нашем хобби.
Давайте начнем с описания некоторых вещей, которые можно сделать с помощью алюминиевого припоя, а затем обсудим методы.Картер картера небольшого бензинового двигателя, у которого была выломана сторона, потому что сломанный шатун прошел через картер, был залатан алюминиевым припоем. Крышка клапана мотоцикла, у которой была сломана резьбовая втулка, была припаяна на место. Крышка коробки передач, через которую протерлась незакрепленная цепь, была отремонтирована алюминиевым припоем. Резьба крепления карбюратора на впускном коллекторе двигателя была снята. Для вставки места не было, но деталь спасла алюминиевый припой.С помощью изделия отремонтированы двигатели авиамоделей. Детали отделки антикварных автомобилей, изготовленные из литого под давлением металла, были отремонтированы и заделаны припоем. Алюминиевый гребной винт лодки (настоящий гребной винт, а не модель), у которого был сломан кусок, был отремонтирован этим алюминиевым припоем.
Это улучшенная версия алюминиевого припоя. Более ранний припой работал так же хорошо, но требовал более тщательной подготовки поверхности, а именно очистки стыка щеткой из нержавеющей стали (никогда не используйте стальную щетку) в горячем состоянии.Новый припой не требует такой подготовки, хотя старая литература все еще отправляется вместе с новым припоем.
Процесс довольно простой. Сначала очистите поверхность паяемого металла. Припой не прилипает к грязному или окисленному алюминию. Запомните этот факт, потому что он нам пригодится позже. Металл можно очистить наждачной бумагой, наждачным кругом, фрезой в инструменте Dremel и т. Д. Никогда не используйте наждачную бумагу, потому что некоторые наждачные ткани содержат масло, которое может загрязнить поверхность.Вам нужно будет заделать некоторые трещины, чтобы освободить место для припоя. Опыт приведет вас сюда. Во-вторых, нагрейте основной металл пропановой горелкой до температуры выше 732 градусов плавления припоя. Основной металл должен быть горячим, потому что тепло открывает поры металла. Расплавленный припой заполняет эти поры, заставляя его прилипать к основному металлу. Основной металл должен быть достаточно горячим, чтобы расплавить стержень. Расплавьте припой, царапая его по поверхности основного металла, в то время как горелка направлена на точку соприкосновения стержня припоя с основным металлом.Припой будет «растекаться» и течь туда, куда вы хотите. Дайте металлу остыть и отшлифуйте стык или залатайте, если хотите. Вот и все.
Единственный способ научиться использовать алюминиевый припой — это попробовать и попрактиковаться. Хорошее место для начала — алюминиевая банка из-под газировки. Это также покажет прочность припоя. Возьмите шило и проткните дно банки. (ФОТО 1) Слегка отшлифуйте поверхность и заполните отверстие припоем. Припой имеет тенденцию покрывать пленку и заполнять дыры, поэтому все, что вам нужно сделать, это нанести тонкий слой на отверстие.(ФОТО 2) После того, как банка остынет, попробуйте проткнуть шилом отверстие в припое. Вы не сможете. Припой намного прочнее и тверже основного металла. Это метод заполнения небольших отверстий. Теперь возьмите две алюминиевые банки и спаяйте их вместе. (ФОТО 3)
Для более крупных отверстий, таких как сторона картера газового двигателя, через которую был пробит шатун, существует другой метод. (ФОТО 4) Помните, что припой не прилипает к окисленному алюминию.Сначала зачистите область вокруг разрыва наждачной бумагой. Возьмите кусок алюминия, который подходит к отверстию за отверстием, и установите его на место. Не очищайте этот кусок. Теперь нагрейте основной металл и начните плавить алюминий с одной стороны, работая расплавленным металлом через отверстие. Подложка предотвращает вытекание расплавленного металла. Необязательно, чтобы он идеально подходил, потому что металл быстро затвердевает, создавая основу для большего количества расплавленного металла. Когда закончите, дайте ему остыть и снимите подложку.Подложка может быть плоской или круглой, например трубкой, в зависимости от того, что будет соответствовать внутреннему контуру. Если хотите, притирайте заплатку заподлицо, и никто никогда не узнает, что картер был залатан.
Чтобы отремонтировать бобышку, которая вырвалась из крышки клапана Honda, основную металлическую трещину следует «выпилить» шлифованием. Затем основной металл нагревается, и припой плавится в V-образной канавке до тех пор, пока он не заполняет канавку. Опять же, отшлифуйте соединение заподлицо, и никто не узнает. (ФОТО 5)
Для ремонта резьбы, которая была снята с коллектора, на котором установлен карбюратор, был использован действительно новый метод.Сначала просверлите отверстие больше, чем основной диаметр резьбы. Вставьте болт в отверстие и как-нибудь удерживайте его на месте. Теперь нагрейте основной металл и расплавьте припой в отверстие вокруг болта. Припой будет прилипать к открытым порам алюминия, но не прилипнет к неочищенному стальному болту. Когда остынет, открутите болт и у вас будет новая резьба. Если это звучит слишком хорошо, чтобы быть правдой, я видел, как это было сделано! (ФОТО 6) Обратите внимание на фото, что часть коллектора также была припаяна к коллектору.
Ремонт деталей, отлитых под давлением, может производиться таким же образом, так как припой прилипает к отливкам под давлением, а также к «металлическому корпусу». Был произведен ремонт игрушечного колеса со спицами «металлический горшок», у которого отсутствовала спица, путем изготовления новой спицы из расплавленного алюминия. Спица была «отлита» на месте и доведена до окончательной формы. Таким образом была восстановлена старинная игрушка. Металл также можно расплавить и отлить в форму.
В алюминиевом гребном винте лодки был выломан кусок. Сломанный край обработали щеткой из нержавеющей стали для удаления краски и оксидов.К плоскому краю гребного винта приставили кусок окисленной меди. Алюминиевый припой использовался для формирования нового участка от скошенной кромки гребного винта. Сделайте ремонт немного больше оригинального металла. После остывания винт стачивался до исходного контура. Новый металлический патч не имеет пористости, поэтому винт теперь можно балансировать и красить. (ФОТО 7)
А как это соотносится с нашим хобби? Алюминиевые детали, которые пришлось бы выбросить, можно сэкономить, если нет замены.Изношенные поверхности можно наращивать и повторно обрабатывать. Отливки с дефектами можно отремонтировать. Вы можете изготовить практически любую форму, спаяв секции вместе. Используйте свое воображение, и вы сможете найти еще больше применений для этого продукта. Когда паяльный стержень становится слишком коротким, не выбрасывайте его, а приварите к новому стержню.
СТАТЬИ ПО ТЕМЕ
Обычно нелегко скрыть зажигание от катушки шины и добавить тайм-аут для экономии заряда аккумулятора к современному высокому напряжению из-за времени.
Узнайте о высоковольтной системе зажигания и о том, почему существует конденсатор, чтобы вернуть искру в двигатель Клинтона 1952 года.
Следуйте за Рональдом Макклелланом, построив карбюратор и заменив воздухозаборник для восстановления его газового двигателя Франклина.