


Чем паять медь и латунь, чтобы получить надежное соединение
В данном обзоре автор решил провести тест некоторых припоев для меди и латуни, чтобы определить, какой из них лучше справляется со своей задачей.
Для пайки автор рекомендует использовать газовый баллончик MAPP (с МАПП газом), который дает большую температуру и узко направленное пламя, по сравнению с пропановыми баллончиками.
Но если возможности приобрести газовый баллончик MAPP нет, то, конечно, можно воспользоваться и пропановым.
Рекомендуем также прочитать обзорную статью на тему пайки алюминия в домашних условиях. Данная информация очень пригодится новичкам.
Для теста автор использует пять видов припоя: самый бюджетный — медно-фосфорный с содержанием меди 93%. Остальные — более дорогие, потому что в их составе дополнительно присутствует серебро в разном процентном содержании: 2%, 5%, 15% и 30%.
Немного теории
Медно-фосфорный припой применяется для пайки меди, а также ее сплавов, таких как бронза и латунь.
Обратите внимание, что при пайке меди с медью при помощи медно-фосфорного припоя не применяется никакой дополнительный флюс.
Различное содержание серебра в припое влияет на пластичность соединения. Чем больше будет серебра, тем сам шов будет более пластичный, тем больше он подвержен различным деформациям и нагрузкам.
При пайке деталей из латуни медно-фосфорным припоем нужно обязательно использовать дополнительный флюс.
Особенности пайки меди
При пайке медных трубок можно применять как обычный медно-фосфорный припой, так и с содержанием серебра. Результат примерно одинаков, качество шва получается хорошим.
Перед началом пайки поверхность меди нужно будет хорошо прогреть газовой горелкой, и только потом прикладывать припой. В противном случае качество шва может получиться неудовлетворительным.
Некоторые отличия между двумя этими припоями можно заметить непосредственно в процессе пайки. Например, обычный медно-фосфорный припой лучше растекается, а припой с серебром уже не такой текучий.
Особенности пайки латуни
Для пайки латуни медно-фосфорным припоем (с серебром и без него) нужно использовать специальный флюс. Перед использованием его нужно тщательно перемешать. Наносим на поверхность с помощью кисточки.
Как и в случае с медью, поверхность латуни предварительно необходимо хорошо прогреть газовой горелкой, и только затем можно приступать к самой пайке.
В принципе, все пять видов припоя отлично справляются со своей задачей — шов получается качественным. Правда, есть один нюанс.
Если вам важны визуальные качества, то лучше всего использовать для пайки медно-фосфорный припой с высоким содержанием серебра (от 30% и выше).
При использовании обычного медно-фосфорного припоя и припоев с содержанием серебра 2%, 5% и 15% швы довольно отчетливо видны, и имеют характерный медный оттенок.
Более подробный обзор и тест припоев для пайки меди и латуни можно посмотреть на видео ниже. Материал подготовлен на основе авторского видеоролика с YouTube канала «Олег Певцов».
Мне нравится1Не нравится
Андрей Васильев
Задать вопрос
Пайка латунных труб
Пайка латунных труб газовой горелкой, оловянно-свинцовыми и другими припоями распространена, но выполнять её самостоятельности решаются немногие. В действительности, паять латунные трубы можно и в домашних условиях.
Основы пайки
Пайка предназначена для получения неразъёмных соединений. Её выполняют, вводя между соединяемыми элементами расплавленный припой. Пайку используют для соединения разнородных металлов, иногда она — единственный допустимый способ крепления.
Нередко пайку путают со сваркой, но схож у этих методов соединения только результат работы. При сварке плавят основной материал, а при пайке — связующий металл (обрабатываемые детали сохраняют целостность). Метод пайки применяют и для работы с мелкими деталями, т.к. они не деформируются и сохраняют структуру.
Метод пайки применяют и для работы с мелкими деталями, т.к. они не деформируются и сохраняют структуру.
Пайка — распространённый способ создания неразъёмных соединений. Её активно используют для соединения медных труб в холодильной технике, теплообменниках и прочем оборудовании. Также пайка используется для соединения латунных труб.
Особенности пайки латунных труб
Чаще всего паяльник используют при работе со сплавом меди и цинка — латунью. Она встречается в промышленности и домашнем хозяйстве, из неё делают радиаторы и трубы.
Для пайки латунных труб нужен подходящий флюс. Канифольно-спиртовые флюсы для этой цели не подходят, т.к. неспособны удалять оксидную плёнку с поверхности латуни. Хорошим выбором станут флюсы с содержанием буры или фторобората калия. Их содержание в растворе составляет примерно пять процентов.
Значение имеет и припой. Плавка латунных труб с высоким содержанием меди может выполняться с помощью серебреных и медно-фосфорных компонентов.
В некоторых случаях используют латунь с меньшей температурой плавления, чем у сплава, из которого изготовлены трубы. Паяют латунные трубы и твёрдым припоем, например, медным L-CuP6. Твёрдый припой даст лучший результат и обеспечит большую прочность соединения.
Для пайки латуни с высоким содержанием меди используют припои ПСр72, Пср45, ПСр12, ВСр40. Для соединения латуни с большим количеством цинка подойдёт ПСр40.
Подготовка припоя и флюса
Изготовить припой и флюс вы можете самостоятельно. Сделать припой можно, взяв медь и серебро в соотношение два к одному. Положите их в тигель и расплавьте газовой горелкой. Не забывайте помешивать образуемую смесь. Когда она станет однородной, поместите емкость в холодной воду. Затем содержимое емкости нарезают или применяют в виде стружки.
Для изготовления флюса нужны бура для пайки латуни и борная кислота. Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Возьмите их в соотношении один к одному и залейте водой. На 20 грамм требуется 250 мл воды.
Как паять латунь в домашних условиях
Пайка латунных труб в домашних условиях не вызовет у вас сложностей. Чтобы выполнить такую работу, вам не потребуются специальные инструменты — достаточно газовой горелки (а в некоторых случаях и паяльника), припоя, флюса и бура. Последние два элемента требуются, чтобы шов не был слабым.
Рекомендации по выполнению пайки латунных труб:
- Паяйте на теплостойком материале. Обрабатываемые трубы в местах соединения намочите флюсом и нанесите припой. Начните их греть;
- Прогревайте трубы постепенно — это нужно для прочного сцепления припоя с трубами. Затем нагрейте трубы до появления красного оттенка;
- Припой легко затекает в зазоры и прочно спаивает трубы между собой. Обратите внимание на разницу между температурой плавления припоя и латуни. Если она невелика, не перегревайте материал;
- Промойте трубы от флюса.


Таким образом вы получите прочное сцепление латунных труб, которые прослужат вам многие годы.
Как спаять две металлические трубки латунью. Правильная пайка латуни в домашних условиях. Как осуществляется процесс пайки такого материала, как латунь
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Пайка является одним из способов соединения двух деталей, при котором плавится только соединяющий материал, а поверхности самих элементов полностью сохраняются. С помощью такого способа можно соединять разнородные материалы, довольно мелкие элементы, хрупкие микросхемы, соединять или нарастать провода, крепить пластины из твердых сплавов, осуществлять антикоррозийную обработку.
Чаще всего делать сплавку приходиться по латуни, которая является сплавом цинка и меди. Поэтому перед началом работ паяльником следует изучить особенности применения этого материала.
Пайка латуни – некоторые особенности
Чаще всего пайка латуни выполняется газовой горелкой, а в качестве припоя применяется бура, олово или другие аналогичные материалы. В домашних условиях для такой работы можно использовать паяльник или специальный графитовый электрод .
В принципе пайка латуни напоминает обработку чугуна, меди, стали. Однако она имеет свои тонкости и особенности, которые обязательно необходимо учитывать.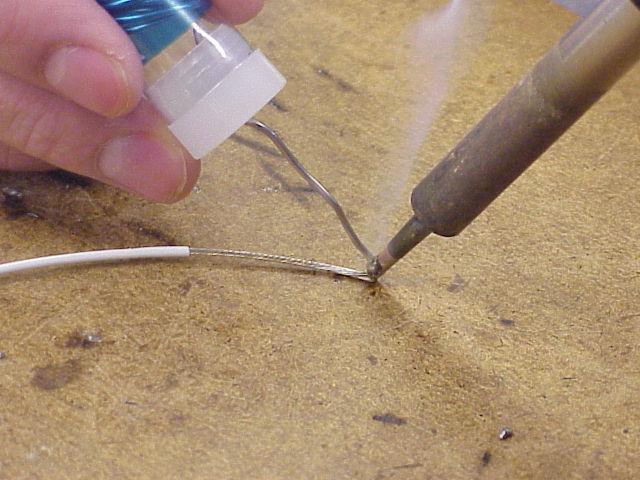
Процесс пайки латуни
Для максимальной эффективности работ необходимо подготовить следующие материалы и инструменты:
В некоторых случаях может понадобиться бронза.
Подготовка припоя
В первую очередь необходимо подготовить тенол, в состав которого будет входить две части серебра и одна часть меди. Для этого
Расплавленные медь и серебро перемешиваются с помощью проволочки, и тигель ставится в холодную воду. Застывший припой расплющивается и нарезается. Затем крупным напильником из него натирается стружка.
Размеры графитового тигеля должны быть примерно 20х20 миллиметров. Изготовить его можно из графитовых углей (контактные троллейбусные элементы).
Подготовка флюса
Для этого берется 20 грамм порошка буры и 20 грамм порошка борной кислоты. Ингредиенты тщательно перемешиваются и заливаются 250 миллилитрами воды .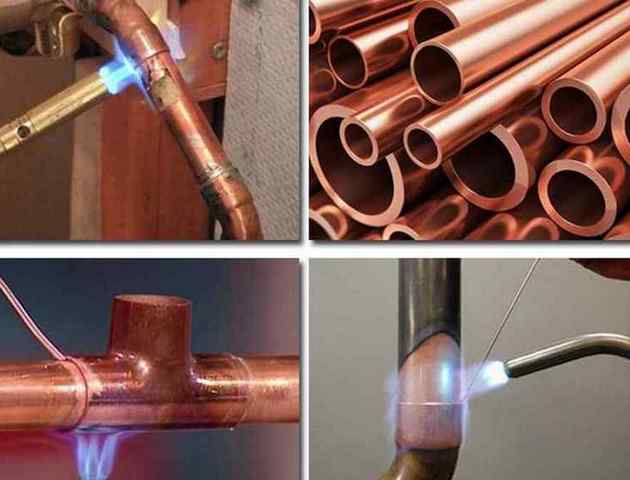
Для соединения латунных деталей можно применить и готовые составы. Среди отечественных хорошо зарекомендовали себя флюсы:
- ПВ-209Х;
- ПВ-209;
- Бура.
Из импортных можно отметить флюс-пасты немецкого производителя Chemet.
Припой и флюс готовы, теперь можно приступать непосредственно к пайке. Для этого подготовленные детали необходимо аккуратно положить на основание из асбеста и приступать к процессу пайки.
Если сравнивать такой метод пайки с соединением элементов при помощи олова, то простотой он не отличается. Но время будет потрачено не зря, так как соединение будет иметь повышенную надежность и прочность.
Латунь – пайка паяльником
Латунь и медь или латунь и материалы, содержащие медь, можно соединять низкотемпературной пайкой с помощью паяльника мощностью в 100 Вт.
В качестве припоя необходимо использовать оловянно-свинцовый сплав ПОС60 или выше. Флюсом может послужить ортофосфорная или паяльная кислота.
Флюсом может послужить ортофосфорная или паяльная кислота.
Перед работой с латунью следует удалить окисную пленку и обезжирить поверхность. Пайка должна производиться при хорошем разогреве паяльника.
Кроме этого, перед пайкой необходимо уделять тщательное внимание обработке поверхности флюсом, которая проводится непосредственно перед поднесением разогретого паяльника с припоем.
С помощью паяльника можно соединять латуни с применением припоев из серебра (ПСр40 и выше) . Однако мощность паяльника должна быть от 0,5 до 1 кВт, а температура разогрева — от 500С. Флюс рекомендуется использовать на основе буры или можно применить концентрированную ортофосфорную кислоту.
Таким способом можно заливать различные образовавшиеся в латунных массивных изделиях (радиаторах) дефекты.
Пайка латунью
Сплавы из латуни в качестве припоя довольно часто применяются в строительстве при работе с большинством металлов. С их помощью можно соединять детали из меди, стали и даже чугуна.
Так, например, чугунные элементы достаточно трудно сварить, так как для этого необходим специальный электрод, флюс и серьезный разогрев . В то же время их достаточно легко можно соединить с помощью латунного припоя.
Очень распространен способ пайки латунью при соединении труб встык, где очень важно, чтобы постоянным оставалось их внутреннее сечение. После применения такого метода внешние габариты остаются практически неизменными, внутреннее сечение сохраняется, а стык надежно герметизируется.
С помощью латунного припоя можно соединять различные детали систем охлаждения в электронных приборах, медные трубки жидкой системы охлаждения в мощных серверах.
Однако следует иметь в виду, что латунные швы по прочности уступают сварному соединению, поэтому относиться к ним следует бережно.
В некоторых случаях применяется лужение или пайка латунью стали. Ее используют для нанесения на поверхность деталей из стали антикоррозийного покрытия . Лужение чаще всего подходит для обработки небольших единичных изделий, в промышленных масштабах оно практически не применяется.
При соединении деталей из низколегированных и углеродистых сталей иногда используется твердая пайка, где латунный припой должен иметь температуру плавления выше 450 градусов.
В процессе пайки латунных сплавов следует иметь в виду, что могут выделяться ядовитые для человека пары цинка. Поэтому в помещении, где будут проводиться работы, должна быть хорошая вентиляция.
При наличии всех необходимых материалов и инструментов и строгом соблюдении рекомендаций, результаты пайки латуни будут самыми положительными. Всю работу можно сделать самостоятельно, не прибегая к помощи специалистов, которая стоит весьма недешево.
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.
Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь . Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.
Также таким способом осуществляется соединение в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.
Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы . Примером может служить меднофосфорный припой.
3
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.
Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.
Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Ремонтируя их, владельцам приходится прибегать к технологии пайки. Так как данный способ соединения металлов обладает специфическими особенностями, у новичков в ходе работы могут возникнуть трудности. Поэтому их интересует, как паять латунь. Если знать технологию и соблюдать рекомендации специалистов, с этой процедурой сможет справиться каждый. Информацию о том, как паять латунь в домашних условиях, вы найдете в данной статье.
О составе сплавов
В быту имеется много различных деталей, содержащих латунь и бронзу. Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
Несмотря на внешнюю похожесть этих медных сплавов, они обладают разными составами. Латунь является в который во время производства добавляют олово, алюминий и другие металлы. Бронза — это соединение олова, алюминия, свинца и других веществ с медью. Состав латуни с добавлением олова приближен к бронзе, но в основе металла преобладает цинк.
В чем особенности использования медных сплавов
Многие новички задают вопрос, чем паять бронзу и латунь. Интерес обусловлен тем, что пайка сопряжена с некоторыми сложностями. В ходе термического воздействия происходит активное испарение из сплава цинка, в результате чего образуется плотная пленка из цинковых и медных оксидов. Разрушить ее достаточно затруднительно. Как утверждают специалисты, не справится с этой задачей и канифоль.
Мастеру придется воспользоваться специальными флюсами. Если применять оловянно-свинцовый припой, то существует риск, что место соединения будет с низкой механической прочностью. В отличие от медной спайки в данном случае показатель прочности будет в полтора раза ниже. Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
Причина тому — испаряющийся цинк. Выбор способа пайки бронзовых деталей будет зависеть от ее состава. Бронзу с высоким содержанием олова и никеля следует паять с применением оловянно-свинцовых припоев. Бронзу, содержащую алюминий и бериллий, лучше соединять специальными припоями и флюсами.
О флюсах
Их задача — удалять с поверхности соединяемых металлов образующуюся пленку и предотвращать ее дальнейшее появление. Согласно отзывам специалистов, для пайки медных изделий подойдет канифоль. Иная ситуация обстоит с латунью. Как правильно паять этот сплав? Какой флюс выбрать? Такие вопросы очень часто задают начинающие. Опытные мастера советуют воспользоваться более «агрессивным» флюсом, чем канифоль. Поскольку в производстве латуни в качестве добавок применяют металлы, для пайки следует брать флюсы с разными составами. Для работы с самыми распространенными марками латуни Л63 и ЛС59 предназначен флюс, содержащий хлористый цинк и борную кислоту. Для ЛКС80 со свинцом и кремнием оптимальным вариантом станет флюс на основе буры, содержащий в своем составе бор, калий и фтор. На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
На прилавках специализированных магазинов имеются уже готовые составы. Специалисты рекомендуют обратить внимание на флюсы ПВ-209, ПВ-209Х и «Бура». Тот, кто желает сэкономить, может приготовить флюс дома.
О флюсе кустарного производства
Согласно многочисленным отзывам потребителей, данным составом можно работать с разными марками латуни. Приготовить флюс не очень сложно. Нужно взять 20 г порошка буры и смешать с борной кислотой, которой также потребуется не более 20 г. Состав в сухом виде вещества тщательно перемешиваются. Затем смесь нужно залить водой (200 мл). Перед эксплуатацией смесь следует прокипятить и остудить.
О припое
С помощью этого расплавленного металла осуществляется спайка. В жидком состоянии он проникает внутрь паяемых металлов, а затем остывает, в результате чего и происходит соединение. Температура плавления припоя обязательно должна быть ниже температуры плавления самих металлов. Тем, кто интересуется, можно ли паять латунь оловом, опытные мастера рекомендуют использовать припой с хорошей адгезией. Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
Обычными сплавами, содержащими олово и свинец, лучше пользоваться в тех случаях, когда не требуется высокая механическая прочность. Также припой подойдет, когда не важен внешний вид места соединения.
О составах припоев
Выбор припоя зависит от марки латуни. ПСр12-ПСр72, латунные ПМЦ36-ПМЦ54 и медно-фосфорные рекомендованы для латуни с преобладанием в ее составе меди. Если в металле больше цинка, то нужно работать серебряными припоями от ПСр40 не ниже. С фосфористыми составами образуются непрочные фосфорные соединения цинка, что понижает механическую прочность спайки. Для деталей, которые в ходе их эксплуатации не подвергаются ударным воздействиям и вибрации, подойдут латунные припои МПЦ. Отметим, что латунь может легко растворяться, поэтому мастера, используя серебряные и фосфористые припои, должны сократить время нагревания и спайки.
Для работы со стационарно закрепленными деталями (радиаторами и трубами) опытные мастера рекомендуют воспользоваться специальными твердыми припоями со сложными составами. Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Согласно многочисленным отзывам потребителей, большой популярностью пользуется L-CuP6, который плавится при температуре 730 градусов. Приготовить припой можно и в домашних условиях.
Как это сделать
Для пайки латуни лучше всего воспользоваться серебряным припоем. Желательно, чтобы местом плавки был специальный тигель, приспособленный для значительных термических воздействий. В качестве материала для тиглей могут быть использованы контактные угольные элементы для троллейбуса. В нагретом состоянии они не представляют ценности, а домашний умелец может их приспособить для изготовления припоя. В данном изделии следует сделать выемку 20 х 20 мм. Далее к ней следует проделать канавку. Извлекать припой будет легче, если ее ширина составит 0,5 см.
Припой делают из серебра и меди (2:1). После взятия нужного количества металлов их следует поместить в тигель. Их термообработка осуществляется газовой горелкой. Некоторые мастера расходный материал предварительно крошат. В таком случае процедура плавки протекает гораздо проще. Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Далее в состав добавляют стальной или керамический (фарфоровый) стержень. Паять латунь можно тогда, когда припой кустарного изготовления полностью застынет.
Как выполнить спайку газовой горелкой
Как паять латунь? Процедура заключается в следующем:
- Перед началом процесса нужно разогреть металлы. Выполняется эта работа на жаропрочных материалах. Специалисты советуют воспользоваться асбестовой пластиной.
- Спаиваемые детали нужно совместить друг с другом.
- Поверхности в месте спаивания тщательно протереть флюсом.
- Произвести нарезку серебряного припоя. В конечном итоге он должен представлять собой стружку, которую следует насыпать на место соединения металлов.
- В газовой горелке отрегулировать пламя. Для схватывания припоя с поверхностями металлов место соединения сначала прогревается слабым огнем.
- Выставить газовую горелку на 750 градусов для основного нагрева. На латунной поверхности должен образоваться красный оттенок. Припоем заполняются все зазоры, далее он растекается по всему месту соединения.
- Выключить горелку и дать время изделию для остывания. Процедура считается выполненной правильно, если получился шов, который мало отличается от металла.
- Место соединения промыть, чтобы удалить остатки флюса.

Как паять латунь паяльником
Данный способ является самым распространенным, потому что его выполнить проще всего. Тому, кто не знает, как паять латунь паяльником в домашних условиях, специалисты рекомендуют придерживаться следующего алгоритма действий:
- В самом начале нужно произвести чистку соединяемых деталей. На металлических поверхностях должны отсутствовать различные посторонние наслоения и загрязнения.
- Расположить детали на специальной огнеупорной подставке. Смастерить ее можно дома из подручных средств.
- Для удаления всех дефектов в латунной поверхности место соединения обработать флюсом.
- Сверху посыпать припоем в виде крошки.
- Выполнить прогрев паяльником.
Очень часто новички задают вопрос, как паять медь с латунью твердым припоем. Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Специалисты советуют применять низкотемпературную пайку, которая способна обеспечить высококачественное соединение. Для этой цели потребуются паяльник, мощность которого не более 100 Вт, и ортофосфорная кислота. Перед работой поверхность изделия тщательно обезжиривается, с нее удаляется окисная пленка. Соединять металлы лучше с помощью оловянно-свинцового припоя ПОС60. Чтобы начать паять латунь, инструмент следует хорошо разогреть.
Для работы с серебряными припоями понадобится паяльник, мощность которого варьируется в пределах от 0,5 до 1 кВт. Обезжиривание осуществляется флюсом — концентрированной ортофосфорной кислотой. Также достаточно эффективным считается флюс на основе буры. В зоне спаивания образуется температура не менее 500 градусов.
Работы с нержавеющей сталью
Согласно многочисленным отзывам, домашним умельцам часто доводится паять латунью нержавейку. Так как в составах стальных сплавов наличие никеля и хрома не превышает 25 %, работы с такими материалами менее трудоемкие. Кроме того, такой состав обеспечивает надежное соединение деталей из нержавейки с другими металлами.
Исключение составляют магний и алюминий. Если нержавейка со значительным содержанием никеля, то в результате ее нагрева до 700 градусов происходит образование карбидных соединений. Чем продолжительнее нагрев, тем интенсивнее они формируются. По этой причине паять следует максимально быстро. Риск образования данных соединений будет минимальным, если в сплав во время пайки добавить титан. Как утверждают опытные мастера, особенно следует быть осторожным с наклепанными нержавейками. Обусловлено это тем, что на поверхности металла могут появится трещины. Чтобы предотвратить их образование, спаивание выполняют после предварительного отжига деталей.
Ход работы
Спаивание нержавейки выполняют следующим образом:
- Сначала поверхность тщательно зачищается наждачной бумагой или напильником.
- Далее место спайки обрабатывается флюсом, а именно паяльной кислотой.
- Затем поверхности требуется залудить — нанести на них тонкий слой припоя, содержащий олово и свинец. Бывает, что припой с первого раза нанести не представляется возможным. В таком случае придется применить кисточку, содержащую металлические жилы. Ими будет гораздо удобнее снимать окисную пленку, предотвращающую лужение.
- Используя паяльник и припой, выполняют спаивание деталей.
В заключение
Процесс пайки только на первый взгляд может показаться сложным. Проблем не возникнет, если освоить технологию и работать с грамотно подобранными расходными материалами.
Латунь широко распространена в быту, и вопрос, чем паять латунь, для некоторых очень важен. Ремонт многих домашних устройств зависит от того, чем паять металл. Этот процесс заметно отличается от соединения других металлов. Он имеет ряд специфических особенностей и вызывает определенные сложности. Однако если выполнить некоторые условия, то пайка окажется по плечу любому человеку.
Латунь широко применяется в быту, и при поломке латунных изделий, возникает вопрос, чем же ее паять.
Особенности пайки медных сплавов
В быту часто используются разные детали, в которых использована латунь и бронза. Эти медные сплавы внешне очень похожи, но имеют разный состав и свои особенности. Латунь представляет собой медно-цинковый сплав с добавлением олова, алюминия и других металлов. Бронза – это сплав меди с оловом, алюминием, свинцом и другими веществами. Латунь, в которую добавлено олово, приближается к составу бронзы, но все-таки основу ее составляет цинк.
Материалы и инструменты для пайки латунных изделий.
Имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Способы пайки бронзы зависят от ее состава. Оловянные и никелевые бронзы легко паяются оловянно-свинцовыми припоями. При пайке алюминиевых и бериллиевых бронз возникают трудно растворимые пленки, что вызывает необходимость применения специальных припоев и флюсов.
Вернуться к оглавлению
Флюсы для пайки металлов
Для пайки латуни понадобится бура – специальный флюс.
Флюсы предназначены для удаления пленки с поверхности спаиваемых металлов и защиты от образования новых пленок в зоне пайки. Если для соединения меди вполне достаточно канифоли, то для латуни необходим другой, значительно более агрессивный флюс. Состав флюса для различных латуней нужен разный, что вызвано введением в состав латуни некоторых металлов. Для распространенных латуней типа ЛС59 и Л63 достаточно применение хлористого цинка с небольшим содержанием борной кислоты. При пайке латуни с добавками свинца и кремния, например, латунь типа ЛКС80, рекомендуется флюс на основе соединения калия с фтором и бором или на основе буры.
В домашних условиях можно сделать следующий флюс, который подойдет для большинства латуней. Необходимо приготовить 20 г буры в порошке и 20 г борной кислоты в порошке. Порошки в сухом виде хорошо перемешиваются и заливаются 200 мл воды. Затем смесь подвергается кипячению и остужается.
Из готовых составов в качестве флюсов для латуни можно порекомендовать: отечественные – флюс «Бура»; флюсы ПВ-209 и ПВ-209Х. Из импортных следует отметить флюсы немецкого производства: флюс-паста Chemet FLISIL-NS-Pulver и Chemet FLISIL-NS-Paste.
Пайку бронз возможно осуществить под флюсом из хлористых солей (например, цинка) с добавлением соляной кислоты. Если пайка производится на высоких температурах, то лучше использовать борную кислоту в сочетании с хлоратами и фторидами. Для соединения алюминиевых и марганцевых бронз придется воспользоваться активными флюсами из ортофосфорной или плавиковой кислоты. Из достаточно доступных средств обычно используется ортофосфорная кислота.
Вернуться к оглавлению
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40. Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730°C.
Вернуться к оглавлению
Приготовление припоя своими руками
Серебряные припой тоже годятся для паки латуни.
Для того чтобы решить вопрос пайки латуни, следует приготовить нужный припой своими руками. Наиболее подходящим для всех латуней является серебряный припой; его и следует приготовить. Расплавление металлов нужно проводить в тигле, выдерживающем значительные термические воздействия. Наиболее просто такой тигель делается из контактных угольных элементов для троллейбусов. Сгоревшие элементы вполне доступны и могут пригодиться для тигля. В таком графитовом элементе делается выемка размером примерно 2х2 см, а к выемке протачивается канавка шириной около 5 мм (для облегчения съема припоя).
Для припоя необходимы серебро и медь в соотношении 2:1. Отмеряется нужное количество металлов и опускается в тигель. С помощью газовой горелки добиваются расплавления металлов в тигле. Для упрощения процесса расплавления металлы предварительно следует максимально раскрошить. Расплав перемешивается стальным или керамическим (фарфоровым) стержнем. После остывания такой сплав можно использовать как припой.
Вернуться к оглавлению
Пайка паяльником
Паяльник для пайки латуни должен быть мощностью не менее 100 Вт.
Достаточно высокое качество соединения методом низкотемпературной пайки достигается при пайке латуни и меди или при пайке латуней с преобладанием содержания в них меди. В этом случае достаточно применение паяльника мощностью 100 Вт. В качестве флюса можно использовать паяльную или ортофосфорную кислоту. Перед пайкой необходимо тщательно обработать поверхность латуни для удаления окисной пленки и обезжиривания поверхности. В качестве припоя используется оловянно-свинцовый припой не ниже ПОС60. Пайка производится при хорошем разогреве паяльником зоны пайки металлов.
Паяльником можно паять латуни и с помощью серебряных припоев не ниже ПСр40. Для этого придется вооружиться мощным паяльником (0,5-1 кВт). В качестве флюса необходимо использовать концентрированную ортофосфорную кислоту или флюс на основе буры. Температура разогрева зоны пайки должна составить не ниже 500ºС. Перед пайкой следует уделить особое внимание тщательности обработки поверхности флюсом. Обработку следует проводить непосредственно перед поднесением нагретого паяльника с припоем. Таким способом можно заплавить дефекты в латунных массивных изделиях (например, радиаторы).
что нужно знать о пайке латуни дома?
Пайка латуни имеет собственные особенности вследствие испарения горячего цинка, а также образования на поверхности металла оксидной пленки. Латуни, содержащие в составе до 15% цинка, окисляются пленкой, которая состоит из сцепленных частиц CuO и ZnО. В медных сплавах, содержащих достаточно большое количество цинка, пленка окислов состоит преимущественно из ZnO, которые удаляются намного проблематичнее, чем в случае с пленкой окиси меди.
Флюсы, припои
Для низкотемпературной пайки посредством оловянно-свинцового припоя, чистым оловом, либо какими-нибудь иными тинолями, требуется удаление оксидной пленки с поверхности метала. Для данных целей используются, как правило, канифольно-спиртовые, либо более активные по составу флюсы.
Например, во время обработки латуни марок ЛС59-1-1, Л63 применяются флюсы на основе хлористого цинка с добавками. Относительно латуни, то она обладает худшими качествами расплавления в оловянно-свинцовых припоях, вследствие чего на протяжении пайки наблюдается медленный рост интерметаллидных слоев, оказывающих положительное влияние на механические свойства паяного шва металла.
Соединения, полученные во время пайки оловянно-свинцовыми припоями латуни марки Л63, не могут похвастать отличным качеством и прочностью сцепления по сравнению с медью при аналогичных условиях. Например, предел прочности соединений медных деталей, паянных оловом встык, составляет 90 МПа, в то время как в случае с латунью данный показатель не превышает 59 МПа.
В процессе пайки латуней, в состав которых входит большое количество меди, применяются припои следующих маркировок: ПСр72, ВСр40, Пср45, ПСр25, ПСр12. Также могут применяться медно-фосфорные латуни, а также латуни с незначительной температурой плавления. Во время соединения латуни с высоким уровнем цинка в составе можно использовать припой ПСр40.
Таким образом, для них не пригодны фосфористые припои, так как из-за этого с большой вероятностью проявляется соединение с низкой пластичностью в паяном шве. Подобное вызвано тем, что в паяном шве во время пайки образуются фосфиды цинка, которые достаточно хрупкие.
Для соединений, не подвергающихся воздействию вибраций, механическим ударам, используются припои ПМЦ36 и ПМЦ48. В процессе пайки серебряными и медно-фосфористыми припоями латуни начинают интенсивно растворяться. В связи с этим для сокращения контакта твердого металла с жидким припоем их нужно паять в условиях высокого нагрева. Латунь Л63 растворяется достаточно интенсивно в тинолях ПСр40, ПСр45, ПСр15, а также существенно меньше в тинолях ПСр50КД и ПСр37,5.
Твердый припой
Для латунных радиаторов, труб и многих других деталей можно воспользоваться твердым припоем. Обработка металла твердым припоем L-CuP6 особа актуальна во время монтажа медных труб, радиаторов, элементов системы отопления и не только.
Диапазон температуры плавления материала, доступный при работе твердым припоем, составляет от 710 до 880 гр.С. Рабочая температура припоя составляет 730 гр. С. Работа с твердым припоем позволяет воздействовать с медью, латунью, красной бронзой, бронзой.
Режим пайки
Детали, которые были изготовлены из рассматриваемого материала можно паять при температуре от 850 до 870 гр. С, а также в соленых ваннах. С целью улучшения затекания припоя в раствор ванн, как правило, добавляют 4-5%-й флюс, в состав которого входит фтороборат калия ил бура.
В течение нагрева металлических деталей в печах и на протяжении обработки газовой горелкой также имеет место образование оксидной пленки на поверхности металла (латунных радиаторов) с последующим испарением цинка, что негативно сказывается на растекании припоя. Пайка газовой грелкой позволяет уменьшить окисление, а также испарение цинка в восстановительном пламени. При этом уменьшается пористость в швах пайки.
Как паять своими руками
Сегодня есть достаточно широкое разнообразие латунных радиаторов, труб, а также прочей бытовой необходимости. В связи с этим нередко возникает потребность в ремонте. Иногда денег на наем квалифицированных специалистов попросту не хватает. В таком случае можно справиться самому, осуществивши пайку радиаторов, других латунных изделий в домашних условиях.
Многие сегодня паяют латунные изделия при помощи обычных оловянно-свинцовых припоев обыкновенным пальником. Однако данный способ вместе со своей простотой процедуры имеет несколько существенных недостатков: шов пайки выходит белым, достаточно толстым, слабым; шов во время изгиба может разойтись. Понадобится бура, флюс и т. д.
Для пайки пригодится следующие инструменты и материала:
- Асбестовое основание;
- Газовая горелка;
- Графитовый тигель;
- Медь, серебро, бура, борная кислота.
Готовим припой
Сначала потребуется изготовить тиноль в домашних условиях, который будет состоять и серебра и меди в пропорции 2:1 соответственно. Для этого необходимо сплавить серебро и медь, воспользовавшись газовой горелкой. Далее необходимо отвесить требуемое количество серебра и меди, после чего их надо поместить в тигель и греть газовой горелкой.
Графитовый тигель можно произвести из графитовых углей (контактных троллейбусных элементов), найти которые не составит труда на конечных остановках электрического транспорта. Относительно размера тигля, то он должен быть приблизительно 20х20 миллиметров.
Затем выбираем канавку 5х40 миллиметров полукруглой формы для того, чтобы проще вынимать штапик припоя (горячий тигель опускается в воду). Как только медь и серебро расплавлены, можно приступать к перемешиванию компонентов тиноля с помощью проволочки.
Готовим флюс
Таким образом, припой готов к работе, но его еще нужно остудить, раскатать в вальцах, а также нарезать на мелкие части. Теперь нужно приступить к приготовлению флюса. Для этого берем 20 грамм буры (порошка), а также в равной пропорции борной кислоты (порошка), после чего тщательно перемешиваем ингредиенты и заливаем стаканом воды. Далее кипятим и остужаем готовый флюс.
Работаем следующим образом:
- Паять нужно на каком-либо теплостойком материале. Если производите пайку радиаторов, работу выполняйте полноценно. С этой целью мы припаслись асбестовой пластиной. Таким образом, помещаем на не паяемые детали, после чего смачиваем флюсом, присыпаем припоем. Далее начинаем понемногу греть.
- Сперва греем немного, чтобы припой сцепился с деталями, после чего доводим процедуру од появления красного оттенка.
- Припой достаточно просто затекает в зазор между деталями, спаивая их между собой очень крепко. Стоит обратить внимание на то, что разница между температурой плавления латуни и припоя составляет около 50 гр. С, а поэтому не следует перегревать материал.
- Полученный шов имеет один ярко выраженный цвет со спаиваемой деталью.
- Затем следует промывка изделия от флюса: промываем изделие в горячей серой кислоте (3%-й).
Так, получаем отличное сцепление латунных изделий, которые прослужит долгие годы.
Похожие статьиПаяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Как пропитать (припаять) медные водопроводные трубы для водонепроницаемого уплотнения
3 января 2012 г. | от Фреда (электронная почта) |Пайка трубок (называемая запотеванием) — это стандартный способ соединения двух или более кусков обычной медной трубы вместе. Паяное соединение образует прочное водонепроницаемое уплотнение, которое при правильном выполнении прослужит десятилетия или дольше. Фактически, правильное паяное соединение на меньше вероятности протечки на , чем на остальной части медной трубы, что может привести к утечкам из точечных отверстий и химической эрозии.
Для многих домовладельцев мысль о том, чтобы что-нибудь установить по сантехнике, пугает. Мы все представляем, как наши подвалы или жилые помещения наполняются водой из-за какой-то ошибки или недосмотра в нашей работе. Дело в том, что базовая сантехника, включая трубы для потоотделения, обсуждаемые в этой статье, — это относительно простая работа, с которой любой мотивированный домовладелец может безопасно справиться с помощью всего лишь нескольких специализированных инструментов.
В этой статье рассматриваются основы соединения двух труб. Если вам нужна дополнительная информация, мы настоятельно рекомендуем Stanley’s Complete Plumbing , которая поможет вам разобраться в этой и многих других темах более подробно, чем мы.
Примечание о разрешениях и опыте: В некоторых юрисдикциях для выполнения сантехнических работ требуется иметь лицензию сантехника. Мы домашние мастера, а не сантехники без лицензии. Эта статья предназначена для общей информации. Вы можете проконсультироваться с лицензированным сантехником перед тем, как приступить к сантехническим работам у себя дома или на работе. В любом случае используйте эту информацию на свой страх и риск.
Примечание редактора: Эта статья была первоначально опубликована в январе 2009 года.Мы постоянно работаем над улучшением нашей базы знаний, и этот пост был обновлен, чтобы включить в него комментарии читателей, новые изображения и лучшие инструкции. Мы надеемся, что вы сочтете это полезным.
Основные сведения о трубах и фитингах
Большинство водопроводных труб в доме имеют диаметр от 3/8 ″ до 3/4 ″. Основные водопроводы имеют размер до 1 дюйма, а маленькие (например, от ледогенератора для холодильника) могут составлять всего 3/8 дюйма. Номинальный диаметр трубы всегда на 1/8 дюйма меньше внешнего диаметра.Размеры стенок медной трубы зависят от размера трубы, поэтому внутренний диаметр всегда приблизительно равен номинальной ширине. Медные водопроводные трубы продаются с тремя разными толщинами стенок (K, L, M) и могут быть жесткими или мягкими. На сайте Sizes.com есть отличная статья по основам медных труб для получения дополнительной информации.
Чтобы соединить два куска медной трубы вместе, вы должны использовать муфту или другой фитинг, внутренний диаметр которого соответствует внешнему диаметру трубы. Вы можете приобрести колена, заглушки, тройники, клапаны, муфты и другие фитинги в местном центре DIY.
Инструменты и материалы, необходимые для пайки труб
Список инструментов и материалов для стандартной пайки методом пота не является длинным и сложным. Все это доступно в вашем местном магазине больших коробок или магазине сантехники.
- Припой для сантехники (бессвинцовый) . Припой продается унциями на катушке. Припой плавится при гораздо более низкой температуре, чем медь, что делает его пригодным для соединения двух медных труб при нагревании.
- Щетка для медных труб .Щетка используется для очистки внутренней части фитингов и внешней стороны труб для подготовки их к пайке. В качестве альтернативы можно использовать песчаную ткань сантехника, но этот инструмент упрощает работу.
- Малый баллон с пропаном и Сварочный фиксатор . Используется для нагрева трубы и соединяемого фитинга.
- Флюс для сантехников . Используется для покрытия труб и фитингов с целью их подготовки к пайке.
- Сантехника Сантехника . Используется для удаления заусенцев с труб.
- Подушечки термостойкие .
- Медная труба и Фитинги .
Совет: Пайка — это альтернативный метод соединения медных труб, который обеспечивает еще более высокую прочность соединения. Паяные соединения достигаются за счет использования других присадочных металлов (таких как BCuP или BAg), чем паяные соединения, однако эти сплавы требуют значительно более высокого нагрева для достижения точки плавления. Вы найдете паяные соединения на таких объектах, как трубопроводы хладагента, однако пайка не требуется для большинства бытовых водопроводных систем.
Шаг 1. Подготовка водопроводной среды
В этом руководстве не рассматривается потоотделение на стыке, который уже является частью домашней сантехники. Однако, если вы собирались работать в такой среде, эти шаги очень важны. Независимо от окружающей среды, вы всегда должны принимать меры для защиты места, где вы будете нагревать трубу пропановой горелкой.
Выключите подачу воды в дом, открыв самый нижний из возможных вентилей в доме. (например, раковина в подвале), чтобы слить всю воду из труб.Вода в линии предотвратит нагрев трубы и вызовет сбой установки. Вам также может потребоваться открыть трубу на верхнем этаже дома, чтобы сбросить вакуумное давление.
Отсоедините все трубы из ПВХ от ближайшей меди. (В более новых домах могут использоваться трубы из ПВХ и меди). Вы будете работать с пропановой горелкой, которая горит более 1000 градусов, поэтому защищайте предметы вокруг области стыка от тепла. Убедитесь, что поблизости нет горючих материалов и что вы установили тепловую защиту между горелкой и легковоспламеняющимися материалами, например деревянными шпильками.Помощник может быть уместным.
Обеспечьте соответствующую вентиляцию рабочего места, откройте двери и окна и подумайте о включении вентилятора. Выполняйте как можно больше работы за скамейкой. Если вы делаете несколько стыков, сделайте как можно больше из них вне водопровода.
Шаг 2: Подготовка медных труб к пайке
С помощью щетки для медных труб очистите внешнюю часть трубы и внутреннюю часть фитинга. После очистки на трубах не должно быть мусора и они должны выглядеть блестящими.
Осмотрите трубу и фитинг на предмет заусенцев (мелкие кусочки металла на фитинге или трубе, препятствующие легкому соединению). Попробуйте установить соединение всухую, чтобы убедиться, что они легко соединяются, и, если они не подходят легко и плотно, очистите трубы дополнительно с помощью щетки для медных труб или песчаной ткани (показано ниже).
После успешного монтажа сухого фитинга разделите трубу и фитинг и нанесите водопроводный флюс на внешнюю часть трубы и внутреннюю часть фитинга.Во время пайки водопроводный флюс испаряется и втягивает припой в стык, образуя плотное уплотнение по всему стыку.
Шаг 3: Пайка трубок
Зажгите пропановую горелку и уменьшите пламя до среднего. Имейте в виду, что большинство факелов излучают больше пламени при наклоне вниз. Следите за тем, чтобы резак держался ровно. Направьте пламя прямо на стык. Шов нагреется примерно через 20-60 секунд. Обратите внимание, что при пайке клапана лучше открыть клапан, чтобы снизить риск повреждения клапана.
Поднесите припой к складке между фитингом и трубой. Когда соединение достаточно горячее, припой плавится, и капиллярное действие втягивает припой в соединение. Когда припой начнет плавиться, перемещайте его по всему стыку. Когда припой находится за пределами стыка, соединение остается стабильным. Выключите огонь и дайте трубе остыть. Удалите излишки флюса влажной тряпкой, так как это может привести к коррозии трубы и последующему образованию мелких утечек.
Шаг 4: Тестирование паяного соединения
Если вы следовали этим инструкциям, соединение, вероятно, будет очень плотным.Единственный хороший способ проверить — надавить на стык (включить воду в дом). Обязательно подождите, пока припой не остынет (2-3 минуты), прежде чем нагнетать давление в линии, чтобы избежать растрескивания припоя из-за быстрого изменения температуры.
Дополнительная помощь по сантехнике
Как мы уже говорили в начале этой статьи, для получения дополнительной информации по этой и другим темам, связанным с сантехникой, мы настоятельно рекомендуем Stanley Complete Plumbing, в которой более подробно рассматривается эта тема и многие другие сценарии домашней сантехники. Удачи с сантехникой!
Как вы думаете? Занимались сантехническими проектами в собственном доме? Вы бы здесь что-нибудь поменяли?
Как паять медь серебряным припоем | Home Guides
Хотя в новых домах используются гибкие трубы, такие как PEX, для водопроводных линий, в большинстве существующих домов сегодня все еще используются медные трубы. Медные трубки обычно бывают диаметром 3/4 дюйма и 1/2 дюйма. Трубки нарезаются резаком для труб, а стыки соединяются путем их пайки серебряным припоем.Есть много типов соединителей, в том числе колена, прямые соединители и даже переходники. Правильная техника пайки имеет решающее значение, поскольку соединения могут протечь или лопнуть, что приведет к серьезным повреждениям от воды.
Очистите медные стыковые поверхности и потрите их сантехническими щетками с проволочной щетиной. Например, для типичного соединения внешняя сторона медной трубки и внутренняя часть соединителя должны иметь задиры.
Нанесите флюс на внешнюю часть трубки и внутреннюю часть соединителя с помощью кисти, поставляемой с флюсом.Флюс сохраняет соединение в чистоте во время пайки.
Вставьте трубку в соединитель, убедившись, что она полностью выходит на дно.
Нагрейте разъем пропановой горелкой примерно на 10 секунд. Не нагревайте шов стыка напрямую.
Прикоснитесь серебряным припоем к стыковому шву. Если трубка достаточно горячая, припой полностью расплавится в шве и вокруг него. Если припой не плавится, приложите больше тепла к стыку в течение нескольких секунд.Не нагревайте припой напрямую.
Осмотрите соединение, чтобы убедиться, что припой полностью втянулся в соединение и вокруг него. В шве будет видно серебряное кольцо. Оберните стык влажной тряпкой, чтобы он остыл.
Ссылки
Наконечники
- Перед пайкой убедитесь, что в трубке нет следов воды. Даже несколько капель помешают правильному расплавлению припоя в шве, что приведет к слабому соединению, которое позже может протечь или сломаться.
Предупреждения
- Всегда имейте при себе огнетушитель. Если вы не будете осторожны, вам, возможно, придется производить пайку в полостях стены, где дерево, гипсокартон или изоляция могут загореться.
Писатель Bio
Эмра Орук — генеральный подрядчик, писатель-фрилансер и бывший механик по гоночным автомобилям, который профессионально пишет с 2000 года. Он был опубликован в журнале «Семейный разнорабочий» и имеет опыт работы консультантом по разработке и доставке. -пользовательское обучение.Орук имеет степень бакалавра политических наук и экономику в Университете Делавэра.
Как припаять медную трубу с водой — Модернизированный дом
Пластиковые трубы более склонны к растрескиванию; Таким образом, трубы на основе меди являются незаменимыми трубами для водопроводных сетей из-за их способности противостоять коррозии.
Несмотря на положительные качества, в этих трубах нередко возникает утечка или две, и исправить ситуацию тоже не так просто, поскольку вы пытаетесь припаять медную трубу с водой.
Тем не менее, это выполнимо, и вот как это сделать: наряду со стандартными вещами, например, топливом, горелками, перчатками, защитными очками, труборезами, флюсом, проволочными щетками, наждачной бумагой и т. Д. Используйте трубную заглушку. , и отключите подачу воды. Кроме того, используйте тряпку для защиты суставов и большой фонарик для нагрева.
Читайте дальше, чтобы узнать все о медных трубах и о том, как их эффективно паять.
Не хочешь делать это сам?
Получите бесплатные предложения с нулевыми обязательствами от ближайших к вам профессиональных подрядчиков.
НАЙТИ МЕСТНЫХ ПОДРЯДЧИКОВ
Свойства и применение медных труб
Медные трубы пользуются большим спросом из-за их универсальности — они известны как отличные проводники тепла — а благодаря своим коррозионно-стойким свойствам они служат долго и практически не требуют обслуживания.
Есть два типа медных труб:
- ACR — трубки для кондиционирования / охлаждения
- Сантехнические трубы
В обеих категориях вы получаете закалку отжига и закалку на вытяжке, причем последняя предназначена для твердых применений, а первая — для мягких.
Plus, они бывают разной толщины и диаметра, от 1/8 дюйма до 12 дюймов. Это делает их идеальным выбором для множества приложений, которые включают, но не ограничиваются:
- Системы водоснабжения
- Системы отопления
- Магистраль охлажденной воды
- Подземный водопровод и газ
- Дренажные и вентиляционные системы
- Системы с негорючими медицинскими газами
- Топливно-масляные системы
- Кислородные системы и др.
Проще говоря, вы можете использовать их для всех видов жидкостей и газов, работающих при низком или высоком давлении.
Проблема под рукой
Наличие воды в трубе затрудняет пайку соединений, поскольку горелка испаряет воду, что, в свою очередь, снижает интенсивность нагрева до уровня, недостаточного для запотевания меди.
Как припаять медную трубу с водой
Конечно, это утомительная задача, но с правильным набором инструментов, оборудования и методов вы можете добиться в ней больших успехов.Однако вы не можете крыть процесс. Следуйте описанным ниже методам пайки, не повредив трубопровод.
Но прежде чем начать, убедитесь, что следующие предметы находятся на расстоянии вытянутой руки:
- Пробки для воды искусственные или обычные
- Пропановая горелка
- Проволочная щетка
- Наждачная бумага
- Нарисованная ткань
- Флюс для лужения или пасты
- Влажная тряпка
- Труборез
- И другие предметы первой необходимости!
А теперь приступим:
Шаг 1: Резка меди
Используйте труборез, чтобы отрезать медную трубу.Установите отрезной круг на леску, затяните и поверните. Вы должны повторить этот шаг не менее восьми раз, пока трубка не отвалится.
Хорошо то, что медь не так уж сложно резать; труборез, способный разрезать трубы на дюйм, идеально подходит для стандартных линий водоснабжения. Однако если вам нужно разрезать трубы с большей окружностью, воспользуйтесь ножовкой.
Соблюдайте осторожность при использовании трубореза — затягивайте и вращайте медленно, равномерно, поскольку более высокие скорости могут привести к вмятинам на медной трубе.
Для информации, вот пошаговое руководство по резке медной трубы с помощью Dremel.
Шаг 2: Удаление заусенцев
Возможно, вы выполнили шаг 1 без проблем, но вам все равно нужно сделать еще один шаг и удалить оставшиеся заусенцы. Это едва заметные обращенные внутрь гребни, образованные диском труборезного станка.
Позаботьтесь о них на месте, чтобы избежать проблем с потоком воды.
Проволочные щетки можно использовать для удаления заусенцев; это нужно делать очень осторожно.Будьте осторожны с процессом, иначе вы можете значительно уменьшить внутренний диаметр трубы.
Шаг 3. Очистите снаружи
Помимо внутренней очистки — чтобы соединения были герметичными — лучше всего очистить все части, которые могут быть повреждены в процессе пайки.
Для очистки внешних поверхностей используйте наждачную шкурку или наждачную бумагу. Это необходимо сделать, даже если труба была приобретена недавно. Причина в том, чтобы улучшить адгезию припоя, чтобы он хорошо прилегал к медной трубе.
Шаг 4: Установите водяные пробки
Процесс пайки должен выполняться, когда труба сухая; поэтому вам необходимо временно остановить поток воды. Вы можете купить заглушку на рынке или создать свой собственный демпфер. Вы также можете сделать вилку своими руками из пастообразных материалов, таких как жевательная резинка, восковые капсулы или даже хлеб.
Вставьте материал в трубу с помощью ручки или карандаша и убедитесь, что он не попадает в клапаны трубы. В идеале было бы лучше закрыть подачу воды перед началом, чтобы избежать повышения давления.
Самое приятное то, что эти самодельные заглушки легкие, поэтому их легко промыть — после пайки они восстанавливают поток воды, а давление направляет их в канализацию.
С другой стороны, заглушки, купленные в магазине, легко устанавливать благодаря прилагаемым трубкам-аппликаторам. Заглушка, которая может ограничивать воду до ½ дюйма или 3/4 дюйма трубы, достаточно хороша для домашнего использования.
Когда медь покрылась потом, поместите пропановую горелку прямо под свечу, чтобы растворить ее.
Шаг 5. Используйте влажную ткань
Влажная ткань играет две роли: поглощает тепло и защищает от огня. Достаньте влажную тряпку и оберните ею соединители труб.
Поскольку они поглощают чрезмерное тепло и контролируют температуру, припой не расплавится и не повредит трубу.
Шаг 6: Разогрейте его
После того, как все подготовительные шаги выполнены, настало время покрыть медную трубу и фитинги паяльной пастой, также известной как флюс.
Нанесите обильно и распределите так, чтобы ни одна поверхность, участвующая в процессе пайки, не оставалась без присмотра. Благодаря материалу проход для проточной воды становится гладким, и устраняются все текущие и потенциальные утечки. Убедитесь, что нанесенный припой не содержит свинца. Загрязнение свинцом опасно и может привести к отравлению свинцом.
Например, если соотношение паяльной проволоки составляет 50/50, оно не является бессвинцовым и, следовательно, опасно. Еще одна причина применения флюса заключается в том, что он помогает предотвратить коррозию присадочного материала и основного металла.
Запотевание трубы
Тип используемой горелки
Карандашный фонарик в сочетании с воспламенителями — хороший выбор для медных труб диаметром ½ дюйма или даже 3/4 дюйма. При работе с резаком убедитесь, что вы не паяете при очень высоких температурах, так как это может привести к разрыву флюса и, как следствие, к повреждению медной трубы.
Кроме того, при неосторожном обращении высока вероятность возникновения пожара.
Допустимые температуры
Чем больше размер трубы, тем больше тепла требуется для эффективной пайки.Тем не менее, следите за мощностью, так как это помогает определить температуру паяльника.
Устройство мощностью 40 Вт может производить как минимум 800 градусов по Фаренгейту; таким образом, 15-ваттный может легко обеспечить 550 градусов по Фаренгейту тепла. Тепловая мощность показывает, насколько быстро температура может достичь кончика утюга.
В идеале, температура пайки от 750 до 800 градусов по Фаренгейту даст многообещающие результаты. Вы можете выполнить работу при более низких температурах; однако это может занять больше времени.
Пайка
Пора нагреть флюс:
Начните с нанесения на пять секунд. Чтобы тепло распространилось равномерно, подожгите и противоположную сторону на пять секунд. Чтобы проверить, достигнута ли требуемая температура, поместите припой поверх трубы. Если он тает, температура достигла оптимального значения.
Пока медная труба горячая, нанесите немного припоя на открытые стыки и с помощью влажной тряпки сотрите оставшийся флюс.
Шаг 6: Проверка на герметичность
Наконец, вам нужно проверить, окупился ли ваш тяжелый труд. Если какие-либо утечки остались, нанесите немного бессвинцового флюса и снова нагрейте. Повторяйте это, пока не убедитесь, что утечек не осталось.
Когда трубы остынут, снова включите воду, чтобы убедиться, что ваша медная труба полностью герметична. Если у вас есть купленные в магазине пробки, приложите немного тепла, чтобы они растворились, в то время как самодельные пробки смываются под давлением воды.
Посмотрите эту деталь, чтобы узнать, как повторно припаять соединение медной трубы, не снимая его.
Не хочешь делать это сам?
Получите бесплатные предложения с нулевыми обязательствами от ближайших к вам профессиональных подрядчиков.
НАЙТИ МЕСТНЫХ ПОДРЯДЧИКОВ
Связанные вопросы
Можно ли припаять старую пайку?
Да, можно, нагревая старый припой. Держите фонарик рядом с ним и равномерно распределяйте тепло.Когда вы заметите, что припой начал плавиться, с помощью канальных замков разъедините фитинги.
Затем используйте влажную ткань и удалите весь оставшийся старый припой. Как только вы будете удовлетворены, начните процесс повторного нанесения нового припоя, начиная с очистки, затем добавления флюса и, наконец, поджигания.
Можно ли перегреть медную трубу при пайке?
Если вы поднимете температуру выше допустимого уровня, медная труба значительно нагреется. Это повредит флюс и сделает его непригодным для использования.В целом, слишком большое количество тепла может привести к повреждению медных труб и растворению флюса.
Как хранить припой?
Если вы хотите убрать припой на длительное время, лучше всего хранить его в холодильнике при температуре от 32 до 50 градусов по Фаренгейту.
Идеальное место для хранения — холодная комната или холодильник.
Ян Хейнс
Ян Хейнс — специалист по цифровому маркетингу, он успешно написал сотни руководств по обустройству дома.Помимо работы, Ян любит ремонтировать старые велосипеды и исследовать Бруклин со своим лабрадором.
Недавно опубликованные
ссылка на Как избавиться от платы за телевещание (быстро и легко) ссылка на Сколько может арендодатель взимать плату за отверстие в стене? (Узнай сейчас!)Как пропотеть медная труба
Как подрядчик-механик, я много потею с медными трубами, но люди не верят мне, когда я говорю, что подготовка важнее, чем работа с горелкой.Даже опытные люди спешат с работой — возможно, с пламенем 3650 F проще обращаться, чем с металлической щеткой.
Припой, плавящийся при низких температурах, проникает в стык за счет капиллярного действия и связывается с медью на молекулярном уровне. Но сначала стык необходимо очистить, отшлифовать, чтобы удалить окисленную медь, и защитить от теплового окисления флюсом, кислой водорастворимой пастой. Хорошо подготовьте поверхности, и вы получите водонепроницаемое соединение. Не делайте этого, и стык протечет.
Шаг 1. Обрежьте
Для начала отрежьте трубу до нужной длины, затянув резак для труб и повернув ее.
Этапы 2 и 3: Развертка и очистка
Разверните обрезанный конец, чтобы удалить заусенцы, и очистите сопрягаемые детали соединения с помощью комбинированной щетки. Сотрите песчинки чистой тряпкой.
Шаг 4: Соберите
Нанесите водопроводный флюс на истираемые поверхности и соберите соединение. Переместите пламя вокруг стыка, чтобы он равномерно нагрелся (главное фото). Я предпочитаю газ MAPP (метилацетилен-пропадиен) пропану, потому что он быстрее нагревает стык.
Медь станет блестящей по мере плавления флюса. Через мгновение медь потускнеет, флюс зашипит и начнет дымиться. Это сигнализирует о том, что пора применять припой. Теперь уберите пламя и прикоснитесь к стыку бессвинцовым водопроводным припоем.
Если стык горизонтальный, начинайте снизу. Переместите соединение вверх, через его верх и вниз с другой стороны — вы увидите фитиль припоя. Для вертикальных соединений перемещайте припой вокруг соединения, стараясь покрыть его равномерно.
После пайки я люблю очищать соединение, нанося немного флюса, пока медь еще теплая, а затем тщательно протирая его чистой тряпкой.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на сайте piano.io.
Как резать и паять медную трубу
Советы специалиста по самостоятельной резке, соединению и пайке медных водопроводных труб
Медь является стандартом для трубопроводов водоснабжения в большинстве регионов.Хотя резка и соединение сплошных медных труб и трубок может выглядеть как задача, выходящая за рамки ваших навыков самостоятельного изготовления, вы можете быть удивлены тем, насколько выполнима эта работа, особенно с небольшой практикой.
Из этой статьи вы узнаете, как резать и паять медные трубы. Для защиты медных труб и фитингов (их постоянной пайки) требуется пропановая горелка и припой для труб, не содержащий свинца. 1125089601 / Shutterstock.com При измерении длины медной трубы обязательно учитывайте ту часть, которая входит в фитинг.Перед пайкой просушите детали. TFoxFoto / Shutterstock.com
1. Отрежьте медную трубу до длины
Первым шагом в создании сантехнической сборки из медных труб и фитингов является измерение необходимой длины трубы. При измерении убедитесь, что длина достаточна для того, чтобы полностью войти в колена, соединители, тройники и другие фитинги.
Запланируйте работу секциями, отмеряя и отрезая необходимые отрезки трубы, и соединяя их вместе, чтобы убедиться, что они подходят друг другу.
Самый простой способ отрезать медную трубу — это использовать приспособление для резки труб, предназначенное для этой работы. Есть несколько типов, но все они включают в себя зажим резака на трубе и постепенное вращение ручки, чтобы режущее колесо инструмента вонзилось в медь, когда вы вращаете резак вокруг трубы. Затягивайте резак после каждого оборота, пока труба не разойдется. Используйте резак для чистых разрезов. Постепенно затягивайте ручку, поворачивая резак вокруг медной трубы. Константин Панкин / Shutterstock.com
После обрезки трубы удалите все заусенцы с помощью круглого напильника или выдвижной развертки, установленной на резак для труб. Используйте тонкую наждачную бумагу, наждачную шкурку или стальную мочалку, чтобы разгладить и слегка придать шероховатость примерно на дюйм на конце трубы, пока он не станет блестящим.
Также слегка очистите и протрите внутреннюю часть фитинга от конца до плеча, используя наждачную шкурку или стальную мочалку. Проволочная щетка для труб облегчает очистку — мы рекомендуем одну из них, если вам предстоит много подключений.
2. Нанесите флюс для пайки
Нанесите флюс на внутреннюю часть фитинга и внешнюю часть трубы.Используя небольшую жесткую кисть, нанесите паяльный флюс на внутреннюю часть фитинга и вокруг внешнего конца трубы, где они будут соединяться. Надевайте перчатки, чтобы флюс не попал на руки — он может вызвать раздражение.
Установите фитинг на конец трубы и поверните две части вперед и назад, чтобы равномерно распределить флюс. Затем правильно установите фитинг.Продолжайте выполнять другие соединения, пока не закончите раздел и не будете готовы к пайке.
3. Зажгите паяльник.
Зажгите паяльник.
Включите регулирующий клапан газовой горелки, а затем зажгите конец сопла спичкой или ударником. Будь осторожен! Если он не загорается сразу, выключите его и дайте воздуху очиститься, прежде чем повторить попытку. Не направляйте пламя на легковоспламеняющиеся предметы! При необходимости закройте окружающие легковоспламеняющиеся предметы (например, карнизы) пламегасителем.Отрегулируйте пламя, чтобы оно было устойчивым и сильным.
4. Нагрейте медный фитинг.
Сначала нагрейте нижнюю часть фитинга. Нагрейте всю трубу. Соединение достаточно горячее, когда при контакте с ним припой плавится. Проверьте температуру, время от времени прикасаясь к соединению бессвинцовым припоем, пока вы нагреваете фитинг. Как только проволока расплавляется, соединение готово к пайке.
Нагрейте арматуру пропановой горелкой. Проверьте это, прикоснувшись к стыку между трубой и фитингом бессвинцовым припоем — когда он плавится, припаяйте соединение.Stuart.Ford / Shutterstock.com5. Нанесите припой
Когда вы касаетесь бессвинцовой припойной проволокой края фитинга, капиллярное действие должно втягивать расплавленный припой между фитингом и трубой. Если этого не произошло, нагрейте фитинг еще немного. Продолжайте нагревать, пока линия расплавленного припоя не покажется вокруг фитинга. Затем расположите сопло горелки примерно в 4 дюймах от фитинга и перемещайте пламя вперед и назад по фитингу, чтобы равномерно распределить тепло. Важно, чтобы фитинг был горячим, но не слишком горячим, иначе флюс сгорит и просто исчезнет.Прикоснитесь припоем к стыку и наблюдайте, как капиллярное действие равномерно распределяет его по всему месту соединения. Равномерно нагрейте фитинг — по всей длине трубы. TFoxFoto / Shutterstock.com
Через несколько секунд, когда припой остынет, вытрите излишки флюса влажной тряпкой. Не трогайте трубу рукой — она будет очень горячей! Подождите час или два, чтобы припой полностью затвердел, прежде чем нарушать соединения.
Как установить переходник
Чтобы установить муфту для медной трубы, начните с припайки охватываемого заплечика к одной трубе, как описано выше.Затем наденьте гайку на примыкающую трубу и припаяйте охватывающий буртик к концу трубы. Дайте трубам остыть. Затем соедините охватываемую и охватывающую части вместе, наденьте гайку на охватывающий заплечик и скрутите соединение. Используйте два гаечных ключа, чтобы затянуть соединение: один удерживает заплечик с наружной резьбой, а другой поворачивает гайку.
Штуцер делает соединение, которое можно разобрать.Видео: Как правильно припаять медную трубу
Вот отличное видео, созданное Хулио Калуори из GOT2LEARN, в котором подробно показано, как паять медную трубу, включая инструменты и материалы, необходимые для правильного выполнения работы :
Рекомендуемый ресурс: Найдите предварительно проверенного местного специалиста по сантехнике
Позвоните, чтобы получить бесплатные оценки от местных профессионалов прямо сейчас:
1-866-342-3263
Потеет мелочь: как Для пайки медной трубы
В 1997 году, будучи студентом колледжа с посредственными или нулевыми навыками практически во всем полезном, я искал летнюю работу, но у меня не было ничего стоящего в очереди.Забудьте о желании найти работу, которая имела бы какое-либо отношение к жизненным навыкам, я просто хотела что-то, что дало бы мне зарплату, чтобы я мог покупать бензин, чтобы ездить в дом родителей Венди каждую ночь. Тогда жизнь была простой.
С приближением лета мне не очень повезло с поиском сезонной работы, но моя мама фактически дала мне руководство на возможную должность помощника ее друга-подрядчика. Скептически относясь к этой позиции и зарабатывая примерно на 2 доллара в час меньше, чем прошлым летом, я принял предложение подрядчика и начал неделю, когда вернулся домой из колледжа.В конце концов, тогда бензин стоил всего 0,99 доллара за галлон, так что я думаю, мне действительно не нужны были дополнительные деньги.
Я и не подозревал, что работа его помощником, пока он проводил полномасштабный ремонт красивых старых домов, превратится для меня в страсть на всю жизнь. Из многих базовых навыков, которые я усвоил тем летом, большинство стали строительными блоками, которые в конечном итоге позволили мне развить уровень комфорта и общие способности к тому, что мы делаем в нашем доме.
Одно из самых ценных практических советов, которые он дал мне за четыре месяца работы с ним, пришло в тот день, когда он посмотрел на меня и сказал: «Эй, возьми паяльную лампу!»
Широко открыв глаза, я посмотрел на него, как будто он совершил ужасную ошибку или просто не понял, что он сказал.Конечно, он имел в виду гаечный ключ, молоток, отвертку, бутерброд, хомяка или что-то более подходящее, чем «эта штука, которая выдувает из себя действительно горячий огонь». К моему большому удивлению, он не увлекся инструментом Туретта и намеревался, чтобы я фактически вытащил паяльную лампу и баллон с пропаном из ящика для инструментов. Как я узнаю, что это было намеренно? Потому что он продолжил это: «Я собираюсь показать вам, как пропотеть медный водопроводный патрубок».
Почему, ну почему он хочет, чтобы я выполнил эту важную задачу в ванной, которая скоро станет красивой? Разве он не боялся, что я могу просто сжечь весь сустав? Или, что еще хуже, что, если я вызвал массовую утечку? (Это хуже, правда?) Его следующий ответ развеял некоторые из моих страхов.«Эй, если я могу это сделать, это может сделать обезьяна, так что это означает, что ты почти полностью сможешь это сделать». Хм, логика впечатляющая, с этим не поспоришь.
В течение следующих нескольких минут он научил меня, как сделать надежное и герметичное медное соединение в водопроводной линии. Теперь, когда я применял эти навыки на протяжении многих лет, я могу передать свой проверенный и верный подход к созданию паяного медного соединения или «запотевания медного соединения». Я знаю, что по этой теме может существовать миллион практических веб-страниц, но я научился именно так, поэтому я хотел поделиться им с вами.
Первая и самая важная часть процесса — это обеспечение всех необходимых материалов для завершения работы. При подготовке к пайке необходимо довольно много расходных материалов, поэтому вам нужно собрать все заранее, чтобы облегчить работу.
Вам понадобится:
Для начала отрежьте кусок медной трубы до нужной длины с помощью резака. Я использую метод резки «два оборота на каждую четверть оборота». Другими словами, я поворачиваю ручку режущего инструмента на четверть оборота на каждые два оборота трубы.Это сохраняет резку качественно и даже без вмятин на трубе, что является очень важным аспектом резки. После завершения резки на внутренней стороне трубы останется гребень. Здесь на помощь приходит инструмент для удаления заусенцев.
Этот инструмент перемещается по кругу в пределах отрезанной длины трубы и снимает гребень, оставленный резаком для меди с металла. Это чрезвычайно важно, поскольку бор будет влиять на поток воды внутри трубы, что может привести к преждевременному выходу из строя вашего соединения или фитинга.
После удаления заусенцев убедитесь, что конец трубы и внутренняя часть фитинга очень чистые. Лучший способ добиться этого — использовать проволочную щетку для фитинга …
… и проволочный маховик для трубы.
Это простой процесс очистки трубы и фитинга, и сравнение конечных результатов чистого и неочищенного фитинга совершенно очевидно.
Чистый справа … если не бросается в глаза.
Когда труба и фитинг будут тщательно очищены, просто протрите их тряпкой (для удаления пыли) и возьмите флюс для лужения.
Хотя название может подразумевать альтернативную функцию, это не имеет ничего общего с путешествиями во времени, Делорианцами или Доком Брауном. Вместо этого флюс втягивает расплавленный припой в соединение, когда оно достаточно нагревается. Я предпочитаю флюс для лужения марки Oatey 95. Это то, что я всегда использовал, и я думаю, что это действительно хорошо работает.
Нанесите флюс как на трубу, так и на внутреннюю часть фитинга…
… и наденьте фитинг на трубу, пытаясь обработать флюс в стыке.
Наконец, возьмите пропановую горелку и включите газ.
У моего резака есть линия подачи и сопло воспламенителя. Я предпочитаю это стандартному фитингу, так как он позволяет мне работать под любым углом, не беспокоясь о том, что к пламени поднимется больше газа, чем я хочу. Зажигать его так же просто, как нажимать кнопку.
Это также позволяет мне прикрепить баллон с пропаном к чему-нибудь еще, чтобы он не упал, пока я работаю.Это работает хорошо, хотя мне, вероятно, следует купить одну из тех маленьких канистр, которые я могу носить с собой.
Процесс пайки занимает всего около 30 секунд. Лучше всего заранее выдвинуть достаточно припоя из катушки, чтобы вам не пришлось иметь дело с ним, когда горит пламя.
При нагревании фитинга лучше нагреть противоположную сторону фитинга, с которой вы собираетесь наносить припой. Это гарантирует, что весь фитинг будет полностью нагрет до того, как припой расплавится и попадет во флюс.Если фитинг не совсем для температуры, это может вызвать утечку в суставе.
Также лучше всего нанести припой на несколько точек вокруг стыка, чтобы обеспечить полное покрытие. Просто держите пламя на стыке (двигайте вокруг стыка, если хотите) все время, чтобы он не начал остывать во время процесса.
Когда температура фитинга станет умеренной, флюс для лужения начнет менять цвет и сглаживаться, затем припой расплавится и будет заметно втягиваться в соединение.Это обеспечивает прочное и надежное соединение на всем протяжении соединения.
Когда припой нанесен и все в порядке, выключите пламя и газ и сотрите припой с места соединения тряпкой, прежде чем он остынет. Затем смочите влажную тряпку в воде, находящейся поблизости, чтобы охладить и охладить арматуру.
После того, как фитинг и соединение полностью остынут в течение нескольких минут, вам необходимо проверить соединение. То, что вы делаете дальше, на самом деле является самым важным аспектом всего процесса, поэтому важно, чтобы вы следовали этому шагу.Когда вы включаете воду, чтобы поднять давление в трубе, и проверяете фитинг, чтобы убедиться в отсутствии утечек, повторяйте вслух « Ни капель, ни течений, ни ошибок. » Если вы не скажете этого, скорее всего, это или будущая арматура увеличится на 73%. Это доказанный факт, извините, с этим не поспоришь.
Когда вы протираете фитинг меньшего размера, такой как тот, над которым я работал, вы действительно можете посмотреть через конец, чтобы увидеть, что припой протянулся от одного конца до другого, и все благодаря флюсу.Это видно по серебристому цвету на внутренней стороне трубы и фитинга.
Хотя этот процесс называется потоотделением, потому что вы нагреваете трубу и фитинг до тех пор, пока они не начнут «потеть», я могу подтвердить, что это также из-за огромного давления, которое я почувствовал, когда впервые попробовал этот подход, и насколько это заставило меня пот. В общем, это простой способ прокладки медных линий подачи, и общий риск невелик, если вы примете надлежащие меры безопасности (прежде всего, наденьте перчатки и защитные очки, защитите дерево от прямого контакта с пламенем с помощью металла, держите воду поблизости, и обращайтесь с фонариком с большой осторожностью и осторожностью).
Я надеюсь, что вы найдете этот небольшой рассказ и руководство полезными и что они могут вдохновить вас попробовать, если вы никогда раньше не паяли, или даже помочь вам найти пару уловок, которые упростят этот процесс.
Была ли у вас когда-либо хорошая работа в средней школе или колледже, которая давала вам долгосрочную информацию, которую вы могли бы использовать на протяжении всей остальной жизни? Вы когда-нибудь работали на подрядчика? Узнать какие-нибудь отличные трюки? Я бы хотел услышать об этом все.
Как пропотеть медные трубы и фитинги
В ходе самостоятельного водопровода настанет время, когда вам нужно будет подключить медные водопроводные линии. Вместо того, чтобы вызывать сантехника для работы, возможно, пришло время немного расширить свои навыки слесаря и научиться делать это самому. Это действительно довольно просто, и с правильными инструментами и ноу-хау от местного независимого продавца товаров для дома вы быстро потеете от меди.
Сегодня я покажу вам основной метод пропотевания медных труб.Мы обсудим, как резать медную трубу, поговорим о медных фитингах и о том, как спаять эти компоненты вместе.
Итак, приступим.
Медная труба (или, как ее еще называют, трубки) соединяются между собой медными фитингами. Существует множество фитингов, предназначенных для поворотов и изгибов трубы или для разветвления в различных направлениях. Это лишь некоторые из типов фитингов, которые доступны в размерах ¾ ”и ½”.
Начнем с того, что научимся резать медные трубки.Чтобы отрезать медные трубки, вы можете использовать ножовку или резак для медных труб, разработанный специально для этой задачи. Несмотря на то, что оба варианта позволят сделать удовлетворительный разрез, труборез всегда обеспечивает квадратный разрез и оставляет меньше заусенцев. При использовании трубореза удерживайте медную трубку в тисках или зажиме, стараясь не деформировать медь. Этот труборез использует движение винта для прижатия отрезного круга к трубе при ее вращении. Несколько поворотов — и кусок отрезается. Этот резак предназначен для работы в ограниченных пространствах, где нет места, чтобы раскрутить резак большего размера.И то, и другое — хорошая идея.
После разреза нам нужно удалить заусенцы внутри трубы. Проволочная щетка, разработанная для этой конкретной цели, упрощает работу. Если вы режете медную трубу ножовкой, вы можете использовать полукруглый напильник для выполнения этой задачи, так как ножовка оставляет больше заусенцев, чем резак для труб, как вы можете видеть здесь.
При резке трубы для определенного участка необходимо сделать поправку на то, насколько фитинги увеличивают общую длину участка.Хотя это зависит от фитинга, общее практическое правило — добавлять примерно полдюйма на каждый фитинг к длине отрезанной трубы.
После того, как вы отрежете медную трубу до нужной длины, очистите конец трубы этой специальной щеткой для чистки. Очистите участок, который будет вставлен в фитинг, пока он не станет ярким со всех сторон. Поворачивайте инструмент вперед и назад, пока труба не станет светлой. Вы также можете использовать наждачную бумагу или стальную мочалку для выполнения этой задачи.
Вы также должны очистить внутреннюю часть всей фурнитуры.Можно использовать металлическую щетку, стальную вату или наждачную бумагу. Найдите время, чтобы тщательно их очистить. Мусор или посторонние предметы, оставшиеся в трубе, вызывают плохое уплотнение.
Затем нанесите тонкий слой флюса или паяльной пасты на очищенный конец медной трубы. Используйте кисть для флюса, чтобы распределить флюс. Флюс или паяльная паста обеспечивают прочную связь между медью и припоем и помогают предотвратить окисление меди при нагревании. Также нанесите флюс на внутреннюю часть очищенной арматуры, используя ту же технику.Надевайте медный фитинг на трубу только после того, как он будет тщательно очищен и покрыт паяльной пастой. Когда фитинг прочно встал на место, поверните трубу и фитинг несколько раз, чтобы равномерно распределить флюс.
Пропановая горелка — это инструмент, который мы будем использовать для пропотевания медных труб. Если вы посмотрите на пламя факела, вы заметите светло-голубое, четко очерченное пламя в середине более темного синего пламени. Кончик этого голубого пламени — самая горячая часть пламени. Переместите эту часть пламени вдоль фитинга и трубы, чтобы довести их до температуры пайки.Затем сконцентрируйте тепло в середине фитинга. Голубое пламя должно только касаться арматуры. Вы можете делать оба конца фитинга одновременно, нагревая середину вот так. Вы можете экспериментировать с разными наконечниками на пропановой горелке, пока не найдете ту, которая равномерно распределяет тепло по трубе, которую вы используете.
Не подвергайте тепло непосредственно флюсовому участку и не перегревайте медную трубу. Если вы посмотрите на пламя на стороне трубы, противоположной факелу, вы можете заметить, что появляется зеленое пламя.Это означает, что фитинг готов к пайке. Другой способ определить это — прикоснуться припоем к горячей трубе. Если припой плавится и начинает стекать, значит труба имеет температуру пайки.
Нанесите припой на трубу в месте соединения с фитингом. При правильном выполнении припой легко попадет в фитинг. Продолжайте плавить припой, пока он полностью не появится вокруг фитинга.