


Индукционные печи. Виды и работа. Применение и особенности
В металлургической промышленности широко применяются индукционные печи. Такие печи нередко изготавливают самостоятельно. Для этого необходимо знать их принцип работы и конструктивные особенности. Принцип работы таких печей был известен еще два столетия назад.
Индукционные печи способны решать следующие задачи:
- Плавка металла.
- Термообработка металлических деталей.
- Очистка драгоценных металлов.
Такие функции имеются в промышленных печах. Для бытовых условий и обогрева помещения существуют печи специальной конструкции.
Принцип действия
Работа индукционной печи заключается в нагревании материалов путем использования свойств вихревых токов. Чтобы создать такие токи применяется специальный индуктор, который состоит из катушки индуктивности с несколькими витками провода большого поперечного сечения.
К индуктору подводится сеть питания переменного тока. В индукторе переменный ток создает магнитное поле, которое меняется с частотой сети, и пронизывает внутреннее пространство индуктора. При помещении какого-либо материала в это пространство, в нем возникают вихревые токи, осуществляющие его нагревание.
Вода в работающем индукторе нагревается и кипит, а металл начинает плавиться при достижении соответствующей температуры. Условно можно разделить индукционные печи на типы:
- Печи с магнитопроводом.
- Без магнитопровода.
Первый тип печей содержит индуктор, заключенный в металл, что создает особый эффект, повышающий плотность магнитного поля, поэтому нагревание осуществляется качественно и быстро. В печах без магнитопровода индуктор находится снаружи.
Виды и особенности печей
Индукционные печи можно разделить на виды, которые обладают своими особенностями работы и отличительными признаками. Одни служат для работ в промышленности, другие применяются в быту, для приготовления пищи.
Вакуумные индукционные печи
Такая печь предназначена для плавки и литья сплавов индукционным методом. Она состоит из герметичной камеры, в которой расположена тигельная индукционная печь с литейной формой.
В вакууме можно обеспечить совершенные металлургические процессы, получать качественные отливки. В настоящее время вакуумное производство перешло на новые технологические процессы из непрерывных цепочек в вакуумной среде, которая дает возможность создавать новые изделия, и уменьшать издержки производства.
Достоинства вакуумной плавки
- Жидкий металл можно выдерживать в вакууме длительное время.
- Повышенная дегазация металлов.
- В процессе плавки можно производить дозагрузку печи и воздействовать на процесс рафинирования и раскисления в любое время.
- Возможность постоянного контроля и регулировки температуры сплава и его химического состава во время работы.
- Высокая чистота отливок.
- Быстрый нагрев и скорость плавки.
- Повышенная гомогенность сплава из-за качественного перемешивания.
- Любая форма сырья.
- Экологическая чистота и экономичность.
Принцип действия вакуумной печи состоит в том, что в тигле, находящемся в вакууме с помощью индуктора высокой частоты плавят твердую шихту и очищают жидкий металл. Вакуум создается путем откачки воздуха насосами. При вакуумной плавке достигается большое снижение водорода и азота.
Канальные индукционные печи
Печи с электромагнитным сердечником (канальные) широко применяются в литейном производстве для цветных и черных металлов в качестве раздаточных печей, миксеров.
1 — Ванна
2 — Канал
3 — Магнитопровод
4 — Первичная катушка
Переменный магнитный поток проходит по магнитопроводу, контуру канала в виде кольца из жидкого металла. В кольце возбуждается электрический ток, который разогревает жидкий металл. Магнитный поток образуется первичной обмоткой, работающей от переменного тока.
Чтобы усилить магнитный поток, используется замкнутый магнитопровод, который выполнен из трансформаторной стали. Пространство печи соединяется двумя отверстиями с каналом, поэтому при наполнении печи жидким металлом создается замкнутый контур. Печь не сможет работать без замкнутого контура. В таких случаях сопротивление контура большое, и в нем течет малый ток, который назвали током холостого хода.
Вследствие перегрева металла и действия магнитного поля, которое стремится вытолкнуть металл из канала, жидкий металл в канале постоянно движется. Так как металл в канале нагрет выше, чем в ванне печи, то металл постоянно поднимается в ванну, из которой поступает металл с меньшей температурой.
Если металл слить ниже допустимой нормы, то жидкий металл будет выбрасываться из канала электродинамической силой. В итоге произойдет самопроизвольное выключение печи и разрыв электрического контура. Чтобы избежать таких случаев печи оставляют некоторое количество металла в жидком виде. Его называют болотом.
Канальные печи разделяют на:
- Плавильные печи.
- Миксеры.
- Раздаточные печи.
Чтобы накопить некоторое количество жидкого металла, усреднения химического состава его и выдержки, используют миксеры. Объем миксера рассчитывают равным не ниже двукратной часовой выработки печи.
Канальные печи разделяют на классы по расположению каналов:
- Вертикальные.
- Горизонтальные.
По форме рабочей камеры:
- Барабанные индукционные печи.
- Цилиндрические индукционные печи.
Барабанная печь выполнена в виде стального сварного цилиндра с двумя стенками на торцах. Для поворота печи применяются приводные ролики. Чтобы повернуть печь, необходимо включить привод электродвигателя с двумя скоростями и цепной передачей. Двигатель имеет пластинчатые тормоза.
На торцевых стенках есть сифон для заливки металла. Для загрузки присадок и снятия шлаков имеются отверстия. Также для выдачи металла имеется канал. Канальный блок состоит из индуктора печи с V-образными каналами, сделанными в футеровке при помощи шаблонов. При первой же плавки эти шаблоны расплавляются. Обмотка и сердечник охлаждаются воздухом, корпус блока охлаждается водой.
Если канальная печь имеет другую форму, то выдача металла осуществляется с помощью наклона ванны гидроцилиндрами. Иногда металл выдавливают избыточным давлением газа.
Достоинства канальных печей
- Малый расход электроэнергии вследствие малых потерь тепла ванны.
- Повышенный электрический КПД индуктора.
- Малая стоимость.
Недостатки канальных печей
- Сложность регулировки химического состава металла, так как наличие оставленного жидкого металла в печи создает трудности при переходе от одного состава к другому.
- Малая скорость движения металла в печи уменьшает возможности технологии плавки.
Конструктивные особенности
Каркас печи изготавливается из листовой стали с низким содержанием углерода толщиной от 30 до 70 мм. Внизу каркаса есть окна с присоединенными индукторами. Индуктор выполнен в виде стального корпуса, первичной катушки, магнитопровода и футеровки. Его корпус сделан разъемным, а части изолированы между собой прокладками для того, чтобы части корпуса не создавали замкнутый контур. В противном случае будет создаваться вихревой ток.
Магнитопровод выполнен из пластин специальной электротехнической стали 0,5 мм. Пластины изолированы между собой для снижения потерь от вихревых токов.
Катушка изготавливается из медного проводника сечением, зависящим от тока нагрузки и метода охлаждения. При воздушном охлаждении допустимый ток 4 ампера на мм2, при охлаждении водой допустимый ток 20 ампер на мм2. Между футеровкой и катушкой монтируют экран, который охлаждается водой. Экран изготовлен из магнитной стали или меди. Для отведения тепла от катушки монтируют вентилятор. Чтобы получить точные размеры канала, применяют шаблон. Он выполнен в виде полой стальной отливки. Шаблон ставится в индуктор до того момента, пока не будет заполнения огнеупорной массой. Он находится в индукторе при разогреве и сушке футеровки.
Для футеровки применяют огнеупорные массы влажного и сухого вида. Влажные массы используют в виде набивных или заливных материалов. Заливные бетоны используют при сложной форме индуктора, если нельзя уплотнить массу по всему объему индуктора.
Такой массой наполняют индуктор и уплотняют вибраторами. Сухие массы уплотняют вибраторами высокой частоты, набивные массы уплотняют пневматическими трамбовками. Если в печи будет выплавляться чугун, то футеровку выполняют из оксида магния. Качество футеровки определяется по температуре охлаждающей воды. Наиболее эффективным методом проверки футеровки является проверка по значению индуктивного и активного сопротивления. Эти измерения проводятся с помощью контрольных приборов.
В электрооборудование печи входит:
- Трансформатор.
- Батарея конденсаторов для компенсации потерь электрической энергии.
- Дроссель для подсоединения 1-фазного индуктора к 3-фазной сети.
- Щиты управления.
- Кабели питания.
Чтобы печь нормально функционировала, к питанию подключают трансформатор на 10 киловольт, который имеет на вторичной обмотке 10 ступеней напряжения для регулировки мощности печи.
Набивочные материалы футеровки содержат:
- 48% сухого кварца.
- 1,8% кислоты борной, просеянной через мелкое сито с ячейками 0,5 мм.
Массу для футеровки готовят в сухом виде с помощью смесителя, и последующей просевкой через сито. Приготовленная смесь не должна храниться более 15 часов после подготовки.
Футеровку тигля производят с помощью уплотнения вибраторами. Электрические вибраторы используются для футеровки больших печей. Вибраторы погружают в пространство шаблона и производят уплотнение массы через стенки. При уплотнении вибратор передвигают краном и вертикально вращают.
Тигельные индукционные печи
Основными компонентами тигельной печи являются индуктор и генератор. Для изготовления индуктора используется медная трубка в виде намотанных 8-10 витков. Формы индукторов могут выполняться различных видов.
Этот вид печи наиболее распространенный. В конструкции печи нет сердечника. Распространенная форма печи представляет собой цилиндр из огнестойкого материала. Тигель находится в полости индуктора. К нему подводится питание переменного тока.
Преимущества тигельных печей
- Энергия выделяется при загрузке материала в печь, поэтому вспомогательные нагревательные элементы не нужны.
- Достигается высокая однородность многокомпонентных сплавов.
- В печи можно создать реакцию восстановления, окисления, независимо от величины давления.
- Высокая производительность печей из-за повышенной удельной мощности на любых частотах.
- Перерывы в плавке металла не влияют на эффективность работы, так как для разогрева не требуется много электроэнергии.
- Возможность любых настроек и простая эксплуатация с возможностью автоматизации.
- Нет местных перегревов, температура выравнивается по всему объему ванны.
- Быстрое плавление, позволяющее создать качественные сплавы с хорошей однородностью.
- Экологическая безопасность. Внешняя среда не подвергается никакому вредному воздействию печи. Плавка также не оказывает вреда природе.
Недостатки тигельных печей
- Малая температура шлаков, применяющихся для обработки зеркала расплава.
- Малая стойкость футеровки при резких температурных перепадах.
Несмотря на имеющиеся недостатки, тигельные индукционные печи получили большую популярность на производстве и в других областях.
Индукционные печи для отопления помещения
Чаще всего такая печь устанавливается в помещении кухни. В ее конструкции основной частью является сварочный инвертор. Конструкция печи обычно совмещается с водонагревательным котлом, который дает возможность для отопления всех помещений в здании. Также есть возможность подключения подачи горячей воды в здание.
Эффективность работы такого устройства небольшая, однако, нередко такое оборудование все-таки применяется для отопления дома.
Конструкция нагревающей части индукционного котла подобна трансформатору. Наружный контур – это обмотки своеобразного трансформатора, которые подключаются к сети. Второй контур внутренний – это устройство обмена теплом. В нем происходит циркуляция теплоносителя. При подключении питания катушка создает переменное магнитное поле. В итоге внутри теплообменника индуцируются токи, которые осуществляют его нагревание. Металл нагревает теплоноситель, который обычно состоит из воды.
На таком же принципе основана работа бытовых индукционных плит, в которых в качестве вторичного контура выступает посуда из специального материала. Такая плита намного экономичнее обычных плит из-за отсутствия тепловых потерь.
Водонагреватель котла оснащен устройствами управления, которые дают возможность поддержания температуры теплоносителя на определенном уровне.
Отопление электроэнергией является дорогим удовольствием. Оно не может создать конкуренцию с твердым топливом и газом, дизельным топливом и сжиженным газом. Одним из методов снижения расходов является установка теплоаккумулятора, а также подключение котла в ночное время, так как ночью чаще всего действует льготное начисление за электричество.
Для того, чтобы принять решение об установке индукционного котла для дома, необходимо получить консультацию у профессиональных специалистов по теплотехнике. У индукционного котла практически нет преимуществ перед обычным котлом. Недостатком является высокая стоимость оборудования. Обычные котел с ТЭНами продается уже готовым к установке, а индукционный нагреватель требует дополнительного оборудования и настройки. Поэтому, прежде чем приобрести такой индукционный котел, необходимо произвести тщательный экономический расчет и планировку.
Футеровка индукционных печей
Процесс футеровки необходим для обеспечения защиты корпуса печи от воздействия повышенных температур. Она дает возможность значительно сократить потери тепла, увеличить эффективность плавки металла или нагрева материала.
Для футеровки применяют кварцит, являющийся модификацией кремнезема. К материалам для футеровки предъявляются некоторые требования.
Такой материал должен обеспечить 3 зоны состояний материала:
- Монолитная.
- Буферная.
- Промежуточная.
Только наличие трех слоев в покрытии способно защитить кожух печи. На футеровку отрицательно влияет неправильная укладка материала, плохое качество материала и тяжелые условия работы печи.
Похожие темы:
Индукционные печи – принцип работы индукционной печи. Лабораторные индукционные печи

Принцип действия индукционных печей основан на токах, возникающих в расплаве с помощью специальных устройств — индукторов. При этом наведенные токи позволяют достигать температуры плавления в металлах, достигается высокая равномерность расплавов за счет перемешивания. Все элементы расплавов подвергаются вихревому воздействию токов, таким образом происходит движение слоев и достигается максимально возможное смешивание различных присадок и металлов. К основным достоинствам индукционных печей следует отнести простейший ремонт, высокий КПД, возможность получения сплавов, обладающих заданными характеристиками и выполнять термообработку в любом режиме.
Навигация:
- Промышленная печь индукционная
- Лабораторная индукционная печь
Индуктор, помимо создания электрического тока в обрабатываемом металле, воспринимает механические вибрационные и температурные нагрузки, поэтому при проектировании предусматривается необходимая прочность и тугоплавкость как токопроводящей, так и изолирующей части. В качестве изоляции может применяться воздушная прослойка, при этом должно быть обеспечено необходимое расстояние между витками и жесткое закрепление проводника.
Также применяют ленточную изоляцию, которая наносится поверх лакового покрытия. Лента должна обладать хорошими диэлектрическими свойствами, обеспечивающими надежную изоляцию витков.
Другим способом обеспечения необходимой диэлектрической изоляции витков индуктора является применение специального прокладочного материала, устанавливаемого между витками. Крепление прокладок осуществляется с помощью специального клея. Такой способ обычно применяется для изоляции индуктора большой мощности.
Компаундирование также служит для обеспечения нужного уровня изоляции. Данный способ не нашел широкого применения, поскольку индуктор в этом случае очень сложно отремонтировать.
Токопроводящая часть индуктора должна обладать хорошей электропроводностью, снижающей потери мощности. Кроме того, материал, используемый в электрической части индуктора должен быть немагнитным. Для того, чтобы обеспечить максимальную площадь со стороны, обращенной к обрабатываемому металлу и меньшую массу, используются различные сечения с внутренними полостями.
Каркас печи должен обеспечить жесткость всей конструкции и исключить поглощение мощности деталями. В промышленных печах обычно применяется цилиндрический каркас из листов стали со специальными технологическими отверстиями, обеспечивающими свободный доступ к индуктору.
Плавка металла в индукционной печи позволяет точно регулировать температурные режимы, поддерживать необходимую температуру в течение определенного времени. КПД индукционных печей очень высокий, поскольку отсутствуют дополнительно нагреваемые элементы, нагревается только обрабатываемый металл. По экологическим характеристикам индукционные печи являются наиболее безопасными, так как отсутствуют продукты сгорания топлива и вредные вещества, выделяющиеся при других способах плавки.
Индукционные печи применяются для выплавки цветных и черных металлов, закалки, отпуска, отжига, нормализации сталей. Конструктивно индукционные печи бывают канального типа и тигельные. Выпускаются печи, позволяющие производить плавку с доступом воздуха, в определенной газовой среде с избыточным давлением или вакууме.
Помимо цветных металлов, индукционные печи используют для плавки драгоценных металлов. При этом обычно требуется более низкая температура, чем для черных металлов. Плавка палладия в индукционной печи требует окислительной атмосферы, в отличие от других драгоценных металлов.
Выплавка стали в индукционных печах позволяет получать высоколегированные сорта, отвечающие самым жестким требованиям. В некоторых случаях применяется плавка стали в определенной газовой среде или вакууме, что позволяет получать дополнительные качества.
Плавка титана в индукционных печах дает возможность получения слитков или заготовок, обладающих равномерным составом по всему объему. Недостатком плавки в индукционных печах является сравнительно высокое содержание углерода в конечной продукции. Для уменьшения воздействия газов, выплавку титана производят в аргоновой среде или вакууме.
Следует учесть, что плавка влажных или содержащих лед металлов очень опасна, поэтому рекомендуется предварительная сушка. Наличие влаги в рабочей камере печи при появлении расплава вызовет разбрызгивание раскаленного металла, что может повлечь за собой травмы и выход из строя оборудования.
Схема простейшей индукционной печи:

Отлив металла из индукционной печи:

Промышленная печь индукционная
Проектирование промышленных печей осуществляется исходя из требований к технологическому процессу. Проект определяет максимально возможную температуру нагрева, возможность создания определенной газовой среды или вакуума, применение тиглей или канальное устройство рабочей части, степень автоматизации. Промышленные печи должны оборудоваться системами, обеспечивающими максимальную безопасность в процессе работы. Кроме того, так печи работают с применением переменного электрического тока, на мощность печи влияет его частота.
От того, какие температурные режимы требуются, какие виды металлов или сплавов планируется выплавлять, применяют различные виды футеровки. Футеровка индукционных печей может выполняться из огнеупорного материала, содержащего свыше 90% окиси кремния с небольшим количеством других окислов. Такая футеровка получила название кислой и может выдержать до 100 плавок.
Основная или щелочная футеровка изготавливается из магнезита с добавлением других окислов и жидкого стекла. Такая футеровка может выдержать до 50 плавок, в печах большого объема износ происходит намного быстрее.
Нейтральная футеровка применяется чаще других видов и может выдерживать свыше 100 плавок. Наиболее часто она применяется в тигельных печах. Следует учесть, что в результате проведения плавок происходит неравномерный износ футеровки. Таким образом изменяется рабочий объем и толщина стенки футеровки. Больший износ происходит в местах с большей температурой, обычно в нижней части печи.
Так как промышленные индукционные печи работают с большими нагрузками, обмотка индуктора в процессе работы может значительно нагреваться. Для предотвращения негативных последствий перегрева, обычно предусматривается водяная система охлаждения, отводящая излишки тепла от витков индуктора. При проектировании вопрос охлаждения индуктора является одним из важнейших, поскольку от эффективности системы зависит надежность и срок службы всей печи.
Максимально возможная автоматизация процессов термообработки является необходимым условием для нормальной работы промышленных индукционных печей. Правильно подобранная автоматика обеспечит различные режимы, позволяющие наиболее точно выполнить требования технологических процессов.
Производство промышленных печей осуществляется в строгом соответствии с требованиями заказчика и регулирующей НТД. Промышленные печи могут изготавливаться по типовым проектам или индивидуальным заказам. Обязательным условием является аттестация оборудования, которая должна выполняться не реже 1 раза в год.
Плавильная индукционная печь:

Лабораторная индукционная печь
Исследования, проводимые с различными металлами и сплавами, требуют создания определенных условий в процессе плавки или термообработки. Индукционная печь лабораторная служит для обеспечения заданных условий, поэтому степень автоматизации такого устройства очень высока. В зависимости от того, какие материалы планируется исследовать, лабораторные печи снабжаются дополнительным оборудованием. Некоторые модели предусматривают возможность плавки при избыточном давлении или вакууме.
В лабораторных печах для футеровки, помимо указанных выше материалов, могут применяться более современные теплоизолирующие материалы, такие как:
корунд, выдерживающий до 300 плавок;
различные термостойкие волоконные материалы;
керамические теплоизолирующие пластины.
К лабораторным печам можно отнести также ювелирные печи, служащие для обработки драгоценных металлов и стоматологические, предназначенные для изготовления протезов. Печи такого типа обычно не предназначены для получения высоких температур и обработки больших объемов металла, поэтому мощность их не высока.
Каркас лабораторных печей обычно имеет форму куба или параллелепипеда. Для изготовления ребер применяют различные немагнитные материалы (дюралюминий, специальная сталь, медь). Элементы каркаса закрываются асбоцементными листами, обеспечивающими дополнительную теплоизоляцию. Для уменьшения нагрева элементов каркаса применяют специальные изолирующие прокладки. Также они служат для предотвращения возникновения блуждающих токов. Крепление индуктора в этом случае осуществляется к верхним и нижним плитам.
Лабораторные индукторные печи, как и промышленные, требуют эффективного охлаждения обмотки. В некоторых моделях достаточно воздушного охлаждения, в работающих с высокими температурами индукторах применяется водяное.
Наличие необходимого уровня защиты от токов индукции в лабораторных печах является необходимым условием, обеспечивающим безопасность персонала. Для обеспечения нужного уровня безопасности, используются специальные электромагнитные экраны. Обычно они изготавливаются из листового алюминия или меди.
Небольшая индукционная печь:

Печь индукционная: назначение, преимущества, характеристики
ПЕЧЬ ИНДУКЦИОННАЯ — это промышленная печь, предназначенная для плавки металла. Преимущество в том, что обычная печь электрическая долго разогревает и плохо перемешивает металл, поэтому используется индукционная. Печи с индукционным нагревом улучшают химические свойства шихты, разогревая в индукторе металлы до 1750 °C. Нужна печь индукционная с хорошими характеристиками (нагрев от 30 минут)? Российский производитель ZAVODRR – печи индукционные литейные, электрические для стали, чугуна, алюминия.
Содержание
Индукционные печи для металла
Индукционная печь для металла состоит из тиристорного или транзисторного преобразователя, плавильного узла, комплекта конденсаторных батарей и системы охлаждения. Печи для металла разогревают шихту внутри индуктора, который футеруется, или в него вставляется графитовый тигель. Во время работы печи должны иметь постоянное охлаждение (реактора преобразователя и индуктора), для чего можно использовать чиллер или градирню.
Индукционные печи для цветного металла могут иметь быстросъемный графитовый тигель, печи для чёрного металла используют футеровку.
Печи электрические индукционные
Электрическая индукционная плавильная печь может быть с тиристорным или транзисторным преобразователем. Удельная мощность электропечи позволяет плавить любые легкоплавные черные и цветные металлы, с температурой плавления до 1650 °С. Электрические печи в качестве нагревательного элемента используют водоохлаждающий индуктор, внутри которого возникает электромагнитное поле. Тиристорные электрические индукционные печи являются стационарными, именно такие печи используют 80% литейных производств. Плавильные узлы имеют вместимость от 150 кг и устанавливаются стационарно на фундамент.
Транзисторные индукционные электрические печи собираются на современных IGBT модулях, являются мобильными с небольшим плавильным узлом, они экономят электрическую энергию до 30% в сравнении с тиристорными аналогами.
Технические характеристики печей на редукторе 100 — 5 000 кг
| Модель | Объём (тонн) | Мощность (кВт) | Сталь1600°C Произ-ность (тонн/час) | Чугун 1450°C Произ-ность (тонн/час) |
|---|---|---|---|---|
| IF 0.1-100-1/2.5 | 0.1 | 100 | 0.11 | 0.14 |
| IF 0.1-160-1/2.5 | 160 | 0.18 | 0.2 | |
| IF 0.15-100-1/2.5 | 0.15 | 100 | 0.1 | 0.12 |
| IF 0.15-160-1/2.5 | 160 | 0.2 | 0.22 | |
| IF 0.25-160-1/2.5 | 0.25 | 160 | 0.19 | 0.21 |
| IF 0.25-250-1/2.5 | 250 | 0.37 | 0.40 | |
| IF 0.5-250-1 | 0.5 | 250 | 0.31 | 0.33 |
| IF 0.5-350-1 | 350 | 0.54 | 0.61 | |
| IF 0.5-500-0.5 | 500 | 0.84 | 0.90 | |
| IF 1-500-0.5 | 1,0 | 500 | 0.76 | 0.79 |
| IF 1-600-0.5 | 600 | 0.92 | 0.96 | |
| IF 1-750-0.5 | 750 | 1.27 | 1.31 |
Технические характеристики транзисторных печей 5 — 200 кг
| Модель | Мощность, кВт | Загрузка по стали/чугуну,кг | Загрузка по меди и драг металлам, кг | Масса, кг |
|---|---|---|---|---|
| ИПП-15 | 15 | 4 | 10 | 90 |
| ИПП-25 | 25 | 8 | 20 | 120 |
| ИПП-40 | 40 | 20 | 40 | 140 |
| ИПП-60 | 60 | 30 | 60 | 215 |
| ИПП-80 | 80 | 40 | 80 | 245 |
| ИПП-100 | 100 | 50 | 100 | 285 |
| ИПП-120 | 120 | 60 | 150 | 295 |
| ИПП-160 | 160 | 100 | 200 | 335 |
| ИПП-200 | 200 | 150 | 300 | 450 |
| ИПП-250 | 250 | 200 | 400 | 570 |
Комплектность поставки печи:
| Блок индукционного нагревателя | 1 шт. |
| Блок конденсаторной батареи | 1шт. |
| Межблочные соединительные кабели | 1шт. |
| Соединительные провода (индукционный нагреватель — плавильный узел) | 2шт. |
| Плавильный узел (в сборе, с устройством наклона печи) | 1шт. |
| Съемный тигель | 1шт. |
| Инструкция по эксплуатации | 1шт. |
| Гарантийный талон | 1шт. |
Индукционные литейные печи
Литейная печь с загрузкой металла 5-5000 кг имеет механизм наклона плавильного узла на редукторе или гидравлике. Оба варианта печей комплектуются тиристорным преобразователем и используются для плавки цветных и чёрных металлов. Индукционная литейная печь позволяет получать высококачественную плавильную массу с хорошими химическими характеристиками. Основными преимуществами индукционных печей являются быстрая плавка и набор температуры, качественное литье.
✓ Индукционные литейные печи с наклоном на редукторе бывают от 5 до 3000 кг. Редуктор удобен для ручного аварийного слива металла при отключении электричества.
✓ Печи на гидравлике имеют плавильный узел от 500 до 5000 кг. Гидравлика помогает производить плавный слив металла.
Индукционные печи России
Последнее время литейные и промышленные производства в РФ стали увеличивать производственные мощности. В этом им помогают индукционные печи российского производства. Печь сделанная в России не уступает по качеству китайским и европейским аналогам. Индукционные плавильные печи собираются на базе тиристорных и транзисторных преобразователей. Печи от российского изготовителя могут быть скомплектованы плавильным узлом наклона на редукторе или гидравлике. Каждая индукционная печь управляется современным контроллером с 8 степенями защиты, для безопасной и круглосуточной работы.
Принцип работы индукционных печей
Принцип работы индукционной печи заключается в преобразовании энергии электромагнитного поля, которая поглощается нагреваемым объектом, в тепловую энергию. Устройство индукционной печи включает в себя индуктор, футеровку, каркас, наклоняющий механизм и дополнительные системы и механизмы.
Данные печи используют электрическую энергию для придания колебательных движений молекулярной решётке расплавляемого материала при возникновении в нём вторичных наведённых токов, то есть главным принципом является обеспечение формирования индуктивного поля.
Индукционные печи для стали
Индукционные печи для стали могут выплавлять обычную и жаропрочную сталь. Печи для стали производят плавку за 40-60 минут, высокотемпературная сталь может плавиться значительно дольше. Температура плавления стали 1400-1500 °С, время одной плавки зависит от мощности тиристорного преобразователя.
Сталеплавильные индукционные печи используют специальную футеровочную смесь, которая выдерживает от 10 до 50 плавок (в зависимости от производителя).
Нельзя выплавлять стали, содержащие активные элементы, способные при взаимодействии с кислой футеровкой вызывать ее повреждение.
Индукционные печи для чугуна
Шихта чугуна представляет сплав железа с различными элементами. Содержание углерода в составе чугуна должно быть от 2,14 % до 4%. Если содержание меньше, то это сталь.
Индукционные печи для чугуна должны нагревать шихту до температуры плавления от 1150 до 1200 °C. Для плавки шихты чугуна используют ферросплавы (ферросилиций и ферромарганец) для его разжижения.
Качественное литье из чугуна получается именно в индукционных печах, так как они отлично перемешивают шихту до однородного состава и выводят шлаки на поверхность.
Индукционные печи для алюминия
Индукционные печи для алюминия должны достигать температуры его плавления 660 °C, плавку можно производить в обычном графитовом тигле. Литейные индукционные печи для алюминия позволяют выплавлять другие цветные металлы, имеющие низкую температуру разогрева. В печи можно загружать лом алюминия или алюминиевые чушки.
Плотность алюминия составляет 2,6989 г/см3, соответственно, плавильный узел для чугуна и алюминия отличается в 2-3 раза по ёмкости при одинаковой мощности тиристорного преобразователя.
Вакуумные индукционные печи
Вакуумная индукционная тигельная печь способна разогревать металл температурой более 2200 °C. Вакуум создает разряженную атмосферу над поверхностью расплавляемого металла. Тигель помещают в вакуумную камеру, где происходит нагрев нержавеющих и высокопрочных сталей, прецизионных и жаропрочных сплавов. Сырьевые компоненты используются практически в любом виде, в том числе и в шихтовом или кусковом.
Вакуумные печи и процесс индукции обеспечивают гибкое регулирование процессов раскисления и рафинирования, гарантируя химическую чистоту получаемого расплава.
Индукционные печи ИСТ
Индукционные сталеплавильные печи ИСТ предназначены для переплавки стали и чугуна. Чаще всего печи ИСТ применяются в литейных и металлургических производствах. Индукционные печи ИСТ предназначена для промышленного использования, они обладают высокими показателями удельной производительности. К преимуществам печей ИСТ можно отнести крайне низкий угар металла и использование в качестве шихты мелкодроблёное сырье без предварительного брикетирования.
Производство индукционных печей
Производство индукционных печей предполагает использование только качественных материалов, обеспечивающих надежную работу оборудования на предприятии. Кроме того, используемые при производстве печей материалы должны быть безопасными для здоровья людей. Также большое значение имеют грамотный монтаж оборудования и качественное техническое обслуживание.
Производство индукционных печей – это сложнейший технологический процесс, требующий высокой квалификации персонала и наличия высококлассного оборудования. В качестве футеровки используется жаропрочный бетон, размещаемый внутри корпуса. Основой нагревательного элемента является медная обмотка с системой конденсаторов, которые зачастую и определяют срок службы изделия. Помимо этого, немаловажной составляющей являются температурные датчики, благодаря которым и осуществляется плавное регулирование технологического процесса.
Индукционные печи для кухни
Плита – ключевой элемент бытовой техники, без которого невозможно обойтись ни на одной кухне. И если раньше помощницами хозяек были электрические и газовые варочные панели, то сейчас популярность приобретают индукционные печи. И это оправданно, ведь они обладают массой неоспоримых преимуществ: пожаробезопасностью, экономичностью, высокой скоростью разогрева и приготовления пищи. Индукционные печи- самая современная бытовая техника для кухни
Индукционные печи- самая современная бытовая техника для кухниПринцип работы индукционной печи
На рынке бытовой техники индукционная печь появилась в 80-х годах прошлого столетия, однако к изобретению отнеслись недоверчиво из-за высокой стоимости и непонятного принципа функционирования. Только после того, как рестораторы начали использовать индукционную панель и прочувствовали ее преимущества, их примером воспользовались хозяйки, желающие упростить и ускорить приготовление пищи.
Принцип работы индукционных плит основан на использовании энергии магнитного поля. Стеклокерамическая поверхность печки скрывает под собой медную катушку, при прохождении через витки которой электрический ток преобразуется в индукционный. При размещении на конфорке посуды с магнитным дном ток воздействует на электроны ее ферромагнитного материала, приводя их в движение. Вследствие этого процесса происходит выделение тепла, благодаря которому посуда нагревается и находящееся в ней содержимое приходит в стадию приготовления.
 Для приготовления пищи на индукционной плите нужна специальная посуда
Для приготовления пищи на индукционной плите нужна специальная посуда
Индукционные варочные панели принципиально отличаются от электрических и газовых, следующими аспектами:
- Нагрев покрытия. В традиционных печках в первую очередь нагревается конфорка, после чего передает тепло, стоящей на ней посуде. Индукционный нагрев предполагает разогрев непосредственно дна сковороды либо кастрюли. Стеклокерамическая панель при этом нагревается от посуды, а после ее снятия остывает в течение 5 минут.
- Коэффициент полезного действия. Индукционные электрические плиты имеют КПД 90% за счет того, что энергия не тратится на нагревание конфорки, а воздействует на дно кастрюли.
- Экономия электроэнергии. Регулировка температуры индукционной печи происходит практически моментально, что ведет к рациональному потреблению электроэнергии.
- Безопасность. При работе печки сама панель не нагревается, поэтому можно не бояться получения ожогов.
Особенности приготовления еды
Часто хозяйки преднамеренно отказываются от покупки электроиндукционных печей, поскольку опасаются сложностей при включении и готовке. На самом деле в том, чтобы включить индукционную плиту, нет ничего сложного.
После подключения прибора к источнику питания сработает сигнал, оповещающий о возможности включения варочной панели. Каждая зона имеет регулятор мощности и настраиваемый таймер.
 Необычный дизайн индукционной плиты
Необычный дизайн индукционной плиты
О том, как готовить на индукционной плите, подробно расписано в инструкции по ее применению. Там обозначены температурные режимы и параметры мощности, необходимые для конкретного процесса приготовления того или иного блюда. Например, закипание воды происходит на 7-9 уровне, тушение – 5 или 6.
Виды плит
На рынке бытовой техники представлены печи различной функциональности и стоимости. Пользователи могут приобрести как недорогие индукционные плиты для кухни, так и многофункциональные системы, монтируемые в кафе и ресторанах.
К основным видам этого оборудования относятся:
- компактные настольные индукционные плиты с одной или несколькими конфорками;
- встраиваемая техника либо отдельные варочные панели;
- комбинированные плиты – совмещают элементы, работающие на принципе магнитной индукции, и электрические нагревательные конфорки.
 Комбинированная индукционно-газовая плита
Комбинированная индукционно-газовая плита
При выборе печки на основе энергии магнитного поля стоит обращать внимание на возможности мощности и количество режимов. Функция интенсивного нагрева позволяет приготовить блюдо быстрее.
Инфракрасные сенсоры контролируют максимальный нагрев дна кастрюли и предотвращают пригорание пищи: на мой взгляд, эта функция необходима в приборе.
Задуматься стоит и о форме конфорки: она может быть плоской или углубленной. От этого будет зависеть возможность использования посуды с различным дном. Многофункциональные устройства, такие как индукционные плиты с духовым шкафом и большим количеством конфорок, позволят одновременно приготовить несколько блюд.
Технические характеристики
В зависимости от типа и стоимости электроиндукционные печи имеют следующие технические характеристики:
- максимальная температура нагрева составляет 60 градусов Цельсия;
- мощность колеблется в диапазоне 50-3500 Вт;
- количество режимов регулировки дифференцируется от 12 до 20 в зависимости от вида прибора;
- устройства оснащены сенсорной панелью;
- нагревательный элемент действует на основе индукции;
- прибор оснащен таймером.
 Переносная индукционная плитка
Переносная индукционная плитка
Как и любая техника, этот вид печей не застрахован от поломок, однако найти запчасти для индукционных плит не составит никакого труда. Кроме того, люди, разбирающиеся в законах физики, запросто смогут изготовить индукционную плиту своими руками. Однако, помните, что браться за это дело стоит лишь в случае наличия необходимых знаний и опыта.
Подбираем посуду для индукционной плиты
Многие хозяйки уверены, что всю посуду для индукционной плиты придется покупать заново, поскольку имеющаяся не подойдет. Это не совсем так.
Для приведения индукционной варочной панели в режим работы необходимо использовать посуду, обладающую ферромагнитными свойствами. Проверить это достаточно просто: нужно приложить магнит ко дну. Если он прилипнет, посуда подходит для использования на плите.
Ферромагнитными свойствами обладает железные, эмалированные и чугунные кастрюли. Стеклянные, керамические, фарфоровые и медные емкости не подходят для печи, использующей энергию магнитного поля.
В случае когда подходящих кастрюль и сковородок в наличии нет, выбрать посуду для индукционных плит не составит труда, если воспользоваться несколькими советами:
- дно индукционной посуды должно иметь диаметр не менее 12 см для обеспечения оптимальной площади соприкосновения с поверхностью печки;
- толщина днища сковороды гриль для индукционной плиты или другой емкости должна составлять не менее 2 и не более 6 мм;
- поверхность дна должна быть ровной, без изгибов;
- помочь в выборе правильной емкости может значок на посуде для индукционных плит, который выглядит как горизонтальная спираль и означает использование ферромагнитного материала.
Существует много фирм, занимающихся выпуском кастрюль, сковородок, сотейников, жаровен и даже турок для индукционных плит. Поэтому купить их не составит труда.
ПОСМОТРЕТЬ ВИДЕО
Если возможность приобрести полный набор специальной посуды отсутствует, можно воспользоваться адаптером для индукционной плиты. Он представляет собой диск толщиной 2-3 мм с различным диаметром в зависимости от размера кастрюль и сковородок. Принцип действия таков: катушка передает тепло переходнику для индукционной плиты, который, в свою очередь, нагревает стоящую на нем посуду. При использовании такого устройства не обязательно покупать специальный чайник для индукционной плиты, можно запросто пользоваться любимым керамическим.
Индукционная печь своими руками — конструкция и параметры, особенности эксплуатации

Индукционная печь может использоваться для плавления небольшого количества металла, разделения и очистки драгоценных металлов, для нагрева металлических изделий с целью их закалки или отпуска.
Кроме того, такие печи предлагается использовать для обогрева жилища. Индукционные печи имеются в продаже, но интересней и дешевле изготовить такую печь своими руками.
Принцип действия
Принцип действия индукционной печи основан на разогреве материала с помощью вихревых токов.Для получения таких токов используется так называемый индуктор, который представляет собой катушку индуктивности, содержащую всего несколько витков толстого провода.
Индуктор питается сети переменного тока 50 Гц (иногда через понижающий трансформатор) или от генератора высокой частоты.
Протекающий по индуктору переменный ток генерирует переменное магнитное поле, которое пронизывает пространство. Если в этом пространстве окажется какой-либо материал, то в нем будут наводиться токи, которые начнут нагревать этот материал. Если этот материал – вода, то у нее будет повышаться температура, а если это металл, то через некоторое время он начнет плавиться.
Индукционные печи бывают двух типов:
- печи с магнитопроводом;
- печи без магнитопровода.
Принципиальная разница между двумя этими типами печей состоит в том, что в первом случае индуктор расположен внутри плавящегося металла, а во втором – снаружи. Наличие магнитопровода увеличивает плотность магнитного поля, пронизывающего помещенный в тигель металл, что облегчает его нагревание.

Индукционный нагреватель
Примером индукционной печи с магнитопроводом является канальная индукционная печь. Схема такой печи включает замкнутый магнитопровод из трансформаторной стали, на котором располагаются первичная обмотка – индуктор и кольцеобразный тигель, в котором располагается материал для плавления. Тигель изготавливается из жаропрочного диэлектрика. Питание такой установки осуществляется от сети переменного тока с частотой 50 Гц или генератора с повышенной частотой 400 Гц.
Такие печи используются для плавления дюраля, цветных металлов или получения высококачественного чугуна.
Большее распространение имеют тигельные печи, не имеющие магнитопровода. Отсутствие в печи магнитопровода приводит к тому, что магнитное поле, создаваемое токами промышленной частоты, сильно рассеивается в окружающем пространстве. И для того, чтобы увеличить плотность магнитного поля в диэлектрическом тигеле с материалом для плавления, необходимо использовать более высокие частоты. При этом считается, что если контур индуктора настроен в резонанс с частотой питающего напряжения, а диаметр тигеля соизмерим с длиной волны резонанса, то в районе тигеля может сконцентрироваться до 75% энергии электромагнитного поля.

Схема изготовления индукционной печи
Как показали исследования, для обеспечения эффективного плавления металлов в тигельной печи желательно, чтобы частота питающего индуктор напряжения превышала резонансную частоту в 2-3 раза. То есть, такая печь работает на второй или третьей частотной гармонике. Кроме того, при работе на таких повышенных частотах происходит лучшее перемешивание сплава, что улучшает его качество. Режим с применением еще больших частот (пятой или шестой гармоники) может использоваться для поверхностной цементации или закалки металла, что связано с появлением скин-эффекта, то есть, вытеснением электромагнитного поля высокой частоты к поверхности заготовки.
Выводы по разделу:
- Существуют два варианта индукционной печи – с магнитопроводом и без магнитпровда.
- Канальная печь, относящаяся к первому варианту печей, более сложна по конструкции, но может питаться непосредственно от сети 50 Гц или сети повышенной частоты 400 Гц.
- Тигельная печь, относящаяся к печам второго типа, более проста по конструкции, но требует для питания индуктора генератора высокой частоты.
Конструкции и параметры индукционных печей
Канальная
 Одним из вариантов изготовления индукционной печи своими руками является канальная.
Одним из вариантов изготовления индукционной печи своими руками является канальная.
Для ее изготовления можно использовать обычный сварочный трансформатор, работающий на частоте 50 Гц.
В этом случае вторичную обмотку трансформатора надо заменить кольцевым тигелем.
В такой печи можно плавить до 300-400 г цветных металлов, а потреблять она будет 2-3 кВт мощности. Такая печь будет иметь большой кпд и позволит выплавлять металл высокого качества.
Основной трудностью изготовления канальной индукционной печи своими руками является приобретение подходящего тигеля.
Для изготовления тигеля должен использоваться материал с высокими диэлектрическими свойствами и высокой прочности. Такой как электрофарфор. Но такой материал не просто найти, а еще трудней обработать в домашних условиях.
Тигельная
Важнейшими элементами тигельной печи индукционного типа являются:
- индуктор;
- генератор напряжения питания.
В качестве индуктора для тигельных печей мощностью до 3 кВт можно использовать медную трубку или провод диаметром 10 мм или медную шину сечением 10 мм². Диаметр индуктора может составлять около 100 мм. Число витков от 8 до 10.
При этом существует много модификаций индуктора. Например, его можно выполнить в виде восьмерки, трилистника или иной формы.
 В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В процессе работы индуктор обычно сильно нагревается. В промышленных образцах для индуктора используется водяное охлаждение витков.
В домашних условиях использование такого метода затруднительно, однако индуктор может нормально работать в течение 20-30 минут, что вполне достаточно для домашних работ.
Однако такой режим работы индуктора вызывает появление на его поверхности окалины, что резко уменьшает кпд печи. Поэтому время от времени индуктор приходится заменять на новый. Некоторые специалисты для защиты от перегрева предлагают покрывать индуктор жаропрочным материалом.
Генератор переменного тока высокой частоты – другой важнейший элемент тигельной печи индукционного типа. Можно рассмотреть несколько типов таких генераторов:
- генератор на транзисторе;
- генератор на тиристоре;
- генератор на МОП- транзисторах.
Простейшим генератором переменного тока для питания индуктора является генератор с самовозбуждением, схема которого имеет один транзистор типа КТ825, два резистора и катушку обратной связи. Такой генератор может вырабатывать мощность до 300 Вт, а регулировка мощности генератора осуществляется путем изменения постоянного напряжения источника питания. Источник питания должен обеспечивать ток до 25 А.
Предлагаемый для тигельной печи генератор на тиристоре включает в схему тиристор типа Т122-10-12, динистор КН102Е, ряд диодов и импульсный трансформатор. Тиристор работает в импульсном режиме.
Проведенный анализ схемы показал, что в такой схеме имеются достаточно мощные паразитные колебания на частотах, близких к 120 МГц.

Индукционная печь самостоятельного изготовления
Такие сверхвысокочастотные излучения могут негативно повлиять на здоровье человека. В соответствии с российскими нормами безопасности с высокочастотными колебаниями разрешается работать при плотности потока электромагнитной энергии не более 1-30 мВт/м². Для данного генератора, как показали расчеты, это излучение на расстоянии в 2,5 м от источника достигает 1,5 Вт/м². Такая величина является неприемлемой.
Схема генератора на МОП-транзисторах включает четыре МОП-транзистора типа IRF520 и IRFP450 и представляет собой двухтактный генератор с независимым возбуждением и индуктором, включенным в мостовую схему. В качестве задающего генератора используется микросхема типа IR2153. Для охлаждения транзисторов требуется радиатор не менее 400 см² и воздушный обдув.
Этот генератор может обеспечивать мощность питания до 1 кВт и менять частоту колебаний в пределах от 10 кГц до 10 МГц. Благодаря этому печь, использующая генератор такого типа, может работать как в режиме плавления, так и поверхностного нагрева.
 Печь длительного горения может работать на одной закладке от 10 до 20 часов. При изготовлении печи длительного горения своими руками нужно учитывать особенности конструкции, чтобы она выдавала максимум тепла при минимальных затратах энергии. О том, как правильно собрать печь, читайте на нашем сайте.
Печь длительного горения может работать на одной закладке от 10 до 20 часов. При изготовлении печи длительного горения своими руками нужно учитывать особенности конструкции, чтобы она выдавала максимум тепла при минимальных затратах энергии. О том, как правильно собрать печь, читайте на нашем сайте.
Возможно, вам будет интересно узнать о газовых обогревателях для гаража. Каким он должен быть, чтобы обеспечивалось тепло и безопасность, читайте в этом материале.
Использование для обогрева
 Для обогрева жилища печи такого типа, как правило, используются вместе с водогрейным котлом.
Для обогрева жилища печи такого типа, как правило, используются вместе с водогрейным котлом.
Одним из вариантов самодельного водогрейного котла индукционного типа является конструкция, нагревающая трубу с протечной водой с помощью индуктора, получающего питание от сети с помощью ВЧ сварочного инвертора.
Однако, как показывает анализ таких систем, из-за больших потерь энергии электромагнитного поля в диэлектрической трубе кпд подобных систем крайне низок. Кроме того, для обогрева жилища требуется очень большое количество электроэнергии, что делает такой обогрев экономически невыгодным.
Из данного раздела можно сделать выводы:
- Наиболее приемлемым вариантом изготовленной своими руками индукционной печи является тигельный вариант с генератором питания на МОП-транзисторах.
- Использование изготовленной своими руками индукционной печи для обогрева дома невыгодно экономически. В этом случае лучше приобрести заводскую систему.
Особенности эксплуатации
Важным вопросом использования печи индукционного типа является безопасность.Как уже говорилось выше, в печах тигельного типа используются источники питания высокой частоты.
При этом, генераторы, изготовленные своими руками, могут излучать паразитные высокочастотные колебания, которые могут принести определенный вред здоровью человека.
Поэтому при эксплуатации индукционной печи индуктор необходимо располагать вертикально, перед включением печи на индуктор надо надевать заземленный экран. При включенной печи необходимо наблюдать за происходящими в тигле процессами на расстоянии, а после выполнения работ немедленно выключать ее.
При эксплуатации изготовленной своими руками индукционной печи необходимо:
- Принимать меры для защиты пользователя печью от возможного высокочастотного излучения.
- Учитывать возможность ожога индуктором.
При работе с печью необходимо учитывать и термическую опасность. Касание горячим индуктором кожи может вызвать сильный ожог.
Заключение
- Для изготовления индукционной печи своими руками лучше выбрать вариант тигельной печи, которая имеет более простую конструкцию, но требует для питания напряжение высокой частоты.
- Из предложенных схем генератора высокой частоты наиболее приемлемой является схема на МОП-транзисторах, обеспечивающая мощность в 1 кВт и позволяющая регулировать частоту генерации.
- При работе с индукционной печью, изготовленной своими руками, необходимо обращать внимание на защиту от паразитного высокочастотного излучения и ожогов индуктором.
- Использование индукционных печей в водогрейных котлах для обогрева дома экономически невыгодно.
Видео на тему
принцип работы, схема и отзывы
Благодаря появлению в современном производстве доступных электронних и изоляционных компонентов поле применения индукционного нагрева становится все более широким. Данная технология применяется не только в металургии, но и при разработке бытовой техники.
Принцип индукционного нагрева
В основе работы индукционной печи лежит трансформаторный принцип обмена энергией. Индуктор изготавливается из медной трубки, которая затем закручивается в многовитковую катушку. К первичной цепи индуктора подводится переменный ток, что приводит к формированию вокруг него переменного магнитного поля. Под воздействием магнитного поля в теле, размещенном внутри индуктора, возникает электрическое поле, что впоследствии приводит к процессу нагрева. Мощность, а соответственно, и тепло, выделяемое индукционной тигельной плавильной печью, напрямую зависят от частоты переменного магнитного поля. Следовательно, для эффективной эксплуатации печь нуждается в токах высокой частоты.

Применение индукционных печей
Индукционный нагрев может использоваться для работы с любым материалом: металл, шлак, газ и т. д. Главное преимущество его применения — бесконтактная передача тепла. Также индукционный нагрев позволяет достичь практически любых скоростей нагрева — все зависит от мощности генератора, питающего печь. Тепловые потери при таком нагреве минимальны. Максимальная температура, до которой можно разогреть предмет в печи, ограничивается только стойкостью огнеупорного материала. Процесс бесконтактной передачи тепла к нагреваемому материалу дает возможность производить нагрев в вакуумной среде.
Согласно отзывам металлургов, сфера применения индукционных печей несколько ограничена в связи с имеющимися недостатками. К минусам тигельной печи относятся:
- высокая цена на электрооборудование;
- холодные шлаки, осложняющие рафинировочный процесс;
- пониженная устойчивость футеровки во время температурных скачков между плавками.
Схема тигельной индукционной печи
Индукционная тигельная печь имеет следующую конструкцию.
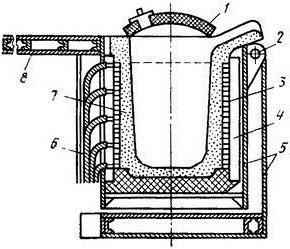
Главным элементом печи выступает тигель (7), накрытый крышкой (1). Тигель располагается внутри нагревательного индуктора (3), изготовленного в форме многовитковой катушки. Катушка представляет собой медную трубку, внутри которой, с целью охлаждения, постоянно циркулирует вода. Магнитный поток от индуктора проходит по магнитопроводам (4), которые изготовлены из специальной трансформаторной стали. Поворотный узел (2) предусмотрен для наклона печи во время разлива расплавленной жидкости. Печь установлена на меллоконструкции (5). Охлаждение производится с помощью шлангов водяного охлаждения (6). Для обслуживания печи используется вспомогательная площадка (8).
Также схема тигельной печи включает в себя трансформатор, конденсаторы, блок управления и систему откачки газов. Питание тигельной электрической печи производится токами с частотой 50 Гц.

Особенности внутренних элементов конструкции
Чаще всего индуктор выполняется из трубки круглого сечения. Но бывают ситуации, в которых круглая медная трубка не применима. В определенных случаях для конструирования индукционной тигельной печи используют профилированные элементы, благодаря которым уменьшается магнитный поток рассеивания. Трубки индуктора изолируют между собой стеклотканью, пропитанной специальным лаком. Защищенные витки сжимаются блоками, изготовленными из диэлектрического материала. Индуктор и тигель, размещенный внутри катушки, устанавливается на поддон, изготовленный из огнеупорных кирпичей или жаропрочного бетона. В промышленных условиях процесс изготовления тигля происходит прямо в печи. При этом индуктор в собранном состоянии устанавливают на поддон и изолируют асбестом. После этого поддон засыпается огнеупорным порошком, который уплотняется с помощью пневматической установки. Зазор между установленным на днище шаблоном и индуктором заполняется порошками из огнеупорных материалов.
Футеровку зоны над индуктором обеспечивает огнеупорный кирпич. Воротник и сливной желоб также футеруют жаропрочным кирпичом. Работа индукционной тигельной печи происходит в тяжелейших условиях, поэтому к качеству используемых жаропрочных материалов предъявляются повышенные требования. На долговечность футеровки влияет состав огнеупорной массы, режим работы и применяемая частота электрического тока. Как правило, тигель выдерживает до 100 плавок, а затем выходит из строя.

Конструкция наружных элементов
Каркас плавильной тигельной печи представляет собой базу, к которой крепятся все ее элементы. На крупных промышленных устройствах каркас имеет вид сплошного кожуха. Все детали каркаса должны иметь высокую прочность, в связи с влиянием на них электромагнитного поля индуктора. Оболочка при определенных условиях может нагреваться так же, как и материал в печи. Чтобы уменьшить нагрев, каркас рационально изготавливать из неэлектропроводных материалов. Однако, поскольку диэлектрические материалы имеют высокую цену, материалом для каркаса обычно служит сталь. Стальная конструкция разбивается на несколько элементов, которые, в свою очередь, изолируются друг от друга. Для снижения электромагнитного поля вблизи каркаса используются экраны. Защитный экран устанавливается между индуктором и корпусом печи. Экран имеет форму цилиндра и выполняется из алюминия или меди.
Поворотный узел — важный элемент конструкции. Главное требование к механизму поворота — обеспечение наклона для полного слива металла. Механизмы поворота могут использоваться разные. В печах небольшого объема используется ручная или электрическая лебедка. Промышленные печи наклоняют с помощью кран-балки. Печи большого объема могут оборудоваться гидравлическим приводом наклона.
Крышка, которой накрывается тигельная печь для плавки, служит для поддержания температуры внутри агрегата на более высоком уровне. Однако учитывая, что накрывать печь можно только после полного расплавления шихты, применение крышки не является обязательным.
Изготовление печи своими руками
Индукционные печи нашли широкое применение не только в промышленности, но и в быту. Можно найти схемы большого количества самодельных устройств, однако часть из них в лучшем случае просто не заработает, а в худшем — нанесет вред здоровью своего создателя. О таких последствиях предостерегают многие любители. В повседневной жизни метод индукционного нагрева применяется в таких устройствах:
- канальная печь для плавки металла;
- тигельная индукционная печь — наиболее простая в конструировании, и в связи с этим наиболее популярная среди энтузиастов, судя по отзывам;
- водонагревательный котел, работа которого основана на методе индукции;
- индукционные варочные поверхности, составляющие конкуренцию популярным газовым плитам.

Канальная печь
Данный тип печей применяется для получения чугуна высокого качества, а также при плавке дюраля и цветных спецсплавов. Канальная печь мощностью до 3 кВт изготавливается самостоятельно из сварочного трансформатора, частота которого соответствует промышленной. Такая печь позволяет расплавить болванку бронзы или меди весом до полукилограмма. Канальная печь также позволяет переплавлять дюраль, только обязательно нужно учитывать, что за плавкой должен следовать процесс «состаривания». Время этого процесса может составлять до 2 недель и зависит от состава сплава.
Для изготовления печи первичную обмотку сварочного трансформатора оставляют без изменений, а на место вторичной обмотки помещают тигель кольцевого типа. Лучшим материалом для тигля небольшой канальной печи является электрофарфор. Другие варианты не подойдут из-за низкой прочности и диэлектрических потерь. По отзывам металлургов-любителей, проблема состоит в том, что обработать электрофарфор самостоятельно не представляется возможным, а найти подходящий элемент в продаже очень маловероятно. Именно из-за дефицитного тигля, канальная печь у энтузиастов широкого применения не нашла, хотя данный тип печи и обладает КПД более 90 %.
Тигельная индукционная печь
Изготовленная своими руками тигельная печь используется прежде всего при очистке ценных металлов. К примеру, имея в наличии радиоразъем, изготовленный в Советском Союзе, можно добыть из его контактов определенное количество золота. Используя внешний нагрев, такого результата добиться невозможно.
Кроме золотодобычи, такая печь часто используется с целью равномерного нагрева металла, что требуется для качественной закалки. Меняя положение детали в индукторе и корректируя его мощность, можно добиться заданной температуры на конкретном участке металла. Важно, что использование такой печи будет достаточно бюджетным, ведь практически все энергия направлена на процесс нагрева детали.

Индукционные котлы
Индукционные водонагревательные котлы имеют все шансы в будущем вытеснить обычные бойлеры. Минусом такого водонагревателя пользователи считают высокую цену, но при этом, систематизируя многочисленные отзывы, можно выделить несколько преимуществ:
- Надежность. В котле нет электроспирали, которая является слабым звеном обычного бойлера.
- Коэффициент полезного действия почти 100 %.
- Безопасность. Доступ электричества к корпусу котла невозможен благодаря особенностям конструкции.
- Устройство не нуждается в специальном заземлении.
- Устойчив к скачку напряжения в электрической сети.
- Не образует накипь.
- Долговечность. Котел способен отработать без обслуживания около 30 лет.
Самодельный водонагревательный котел
Основой такого водонагревателя служит силовой трансформатор мощностью до 1,5 кВт, первичная обмотка которого рассчитана на напряжение 220 В. Отлично подойдет трансформатор от лампового цветного телевизора. Вторичную обмотку следует снять, а количество витков первичной необходимо увеличить.
Умельцы советуют и предостерегают: использование такого самодельного устройства небезопасно, поэтому трансформатор следует заземлить, а сам прибор подключать через быстродействующее УЗО.

Индуктор на кухне
Индукционные кухонные варочные поверхности уже не вызывают удивления и широко применяются в быту. В основе работы устройства лежат те же принципы, что и у индукционной печи, с тем лишь отличием, что вторичную обмотку собой представляет металлическое дно посуды.
Использование таких плит стало возможным благодаря появлению в производстве диэлектрика, который, кроме выполнения задачи изолирования индуктора, должен обладать еще прочностными и гигиеничными характеристиками. Удовлетворяющий всем требованиям материал появился относительно недавно, и его стоимость составляет значительную часть в общей цене плиты.
Пользователи в одни голос утверждают: самостоятельное изготовление индукционной плиты не имеет смысла по двум причинам. Первая — приготовление блюд на такой варочной поверхности требует тонкой настройки для каждого типа пищи. Для необходимой корректировки всех электрических параметров в процессе приготовления потребуется микроконтроллер. Вторая причина — цена электронных деталей, из которых состоит плита. В сумме все элементы обойдутся гораздо дороже, чем стоимость уже готового прибора.
Индукционная кухонная плита имеет такие положительные качества:
- отсутствие, в отличие от микроволновых печей, стороннего излучения;
- возможность программирования плиты под свою манеру приготовления пищи;
- приготовление таких блюд, как карамель, без перегрева и пригорания;
- экономичность, благодаря рациональному использованию энергии нагрева.
Индукционная печь своими руками: схемы, фото и видео
Индукционная печь уже давно не новинка – это изобретение существует еще с 19-го века, однако лишь в наше время, с развитием технологий и элементной базы, оно наконец-то начинает повсеместно входить в быт. Раньше в тонкостях работы индукторных печей было множество вопросов, не все физические процессы были до конца понятны, а сами агрегаты имели массу недостатков и использовались только в промышленности, в основном для плавки металлов.
Теперь же, с появлением мощных высокочастотных транзисторов и дешевых микроконтроллеров, совершивших прорыв во всех сферах науки и техники, появились и по-настоящему эффективные индукционные печи, которые можно свободно использовать для бытовых нужд (готовка еды, подогрев воды, отопление) и даже собрать своими руками.
Физические основы и принцип действия печи
 Рис.1. Схема индукционной печи
Рис.1. Схема индукционной печиПрежде чем выбрать или изготовить индукторный нагреватель, следует разобраться, что это такое. В последнее время наблюдается вспышка интереса к данной теме, но мало кто имеет полноценное представление о физике магнитных волн. Это породило множество заблуждений, мифов и массу неработоспособных либо небезопасных самоделок. Сделать индукторную печь своими руками можно, но перед этим стоит получить хотя бы элементарные знания.
Индукционная печка по принципу работы основана на явлении электромагнитной индукции. Ключевой элемент здесь – это индуктор, представляющий собой высокодобротную катушку индуктивности. Индукционные печи широко применяются для нагрева или плавления электропроводящих материалов, чаще всего металлов, за счет термического эффекта от наведения в них вихревого электрического тока. Представленная выше схема иллюстрирует устройство этой печи (рис. 1).
Генератором G вырабатывается напряжение переменной частоты. Под действием его электродвижущей силы в катушке индуктора L протекает переменный ток I1. Индуктор L совместно с конденсатором C представляет собой колебательный контур, настроенный в резонанс с частотой источника G, благодаря чему эффективность работы печи существенно возрастает.
В соответствии с физическими законами в пространстве вокруг индуктора L возникает переменное магнитное поле H. Это поле может существовать и в воздушной среде, но для улучшения характеристик иногда применяют специальные ферромагнитные сердечники, имеющие лучшую магнитную проводимость в сравнении с воздухом.
Силовые линии магнитного поля проходят сквозь объект W, помещенный внутрь индуктора, и наводят в нем магнитный поток Ф. Если материал, из которого сделана заготовка W, является электропроводным, в ней возникает наведенный ток I2, замыкающийся внутри и формирующий вихревые индукционные потоки. В соответствии с законом теплового воздействия электричества вихревые токи разогревают объект W.
Изготовление индуктивного нагревателя
 Рис. 2
Рис. 2Индукционная печь состоит из двух основных функциональных блоков: индуктора (нагревающая индукционная катушка) и генератора (источника переменного напряжения). Индуктор представляет собой оголенную медную трубку, свернутую в спираль (рис. 2).
Для изготовления своими руками печи мощностью не более 3 кВт индуктор должен быть сделан со следующими параметрами:
- диаметр трубки – 10 мм;
- диаметр спирали – 8-15 см;
- количество витков катушки – 8-10;
- расстояние межу витками – 5-7 мм;
- минимальный просвет в экране – 5 см.
Нельзя допускать соприкосновения соседних витков катушки, соблюдайте указанное расстояние. Индуктор никаким образом не должен соприкасаться с защитным экраном печи, зазор между ними должен быть не меньше указанного.
Изготовление генератора
 Рис.3. Схема на лампах
Рис.3. Схема на лампахСтоит отметить, что индукционная печь для своего изготовления требует хотя бы средних радиотехнических навыков и умений. Особенно важно обладать ими для создания второго ключевого элемента – высокочастотного генератора тока. Ни собрать, ни воспользоваться сделанной своими руками печью не получится без этих знаний. Более того, это может быть опасно для жизни.
Для тех же, кто берется за это дело со знанием и пониманием процесса, существуют различные способы и схемы, по которым может быть собрана индукционная печь. Выбирая подходящую схему генератора, рекомендуется отказываться от вариантов с жестким спектром излучения. К ним относится широко распространенная схема с использованием тиристорного ключа. Высокочастотное излучение от такого генератора способно создать мощнейшие помехи для всех окружающих радиоприборов.
Еще с середины 20 века среди радиолюбителей большим успехом пользовалась индукционная печь, собранная на 4-х лампах. Ее качество и КПД далеко не самые лучшие, а радиолампы в наше время труднодоступны, тем не менее многие продолжают собирать генераторы именно по этой схеме, так как у нее есть большое преимущество: мягкий, узкополосный спектр генерируемого тока, благодаря которому такая печь излучает минимум помех и максимально безопасна (рис. 3).
Настройка режима работы этого генератора производится при помощи переменного конденсатора C. Конденсатор обязательно должен быть с воздушным диэлектриком, зазор между его пластинами должен составлять не менее 3 мм. На схеме также присутствует неоновая лампа Л, служащая индикатором.
Схема универсального генератора
Рис.4. Более современная схемаСовременные индукционные печи работают на более совершенных элементах – микросхемах и транзисторах. Большим успехом пользуется универсальная схема двухтактного генератора, развивающая мощность до 1 кВт. Принцип работы основан на генераторе независимого возбуждения, при этом индуктор включен в режиме моста (рис. 4).
Достоинства двухтактного генератора, собранного по такой схеме:
- Возможность работать на 2-й и 3-й моде помимо основной.
- Присутствует режим поверхностного нагрева.
- Диапазон регулирования 10-10000 кГц.
- Мягкий спектр излучения во всем диапазоне.
- Не нуждается в дополнительной защите.
Перестройка частоты осуществляется с помощью переменного резистора R2. Рабочий диапазон частот задается конденсаторами C1 и C2. Межкаскадный согласующий трансформатор должен быть с кольцевым ферритовым сердечником сечением не менее 2 кв.см. Намотка трансформатора делается из эмалированного провода сечением 0,8-1,2 мм. Транзисторы нужно усадить на общий радиатор площадью от 400 кв.см.
Заключение по теме
Излучаемое индукторной печкой электромагнитное поле (ЭМП) оказывает воздействие на все проводники вокруг. В том числе происходит влияние на организм человека. Внутренние органы под действием ЭМП равномерно прогреваются, повышается общая температура тела во всем объеме.
Поэтому при работе с печью важно соблюдать определенные меры предосторожности во избежание негативных последствий.
Прежде всего, корпус генератора должен быть экранирован при помощи кожуха из листов оцинкованного железа или сетки с мелкими ячейками. Это снизит интенсивность облучения в 30-50 раз.
Также следует иметь в виду, что в непосредственной близости от индуктора плотность энергетического потока будет выше, особенно вдоль оси намотки. Поэтому индукционная катушка должна быть расположена вертикально, а за нагревом лучше наблюдать издалека.