


ИНДУКЦИОННЫЙ НАГРЕВ МЕТАЛЛОВ
Этот несложный самодельный прибор основан на нагревании металлов токами Фуко. Нагревает почти все металлы, но в основном используется для нагрева железа. Данный вариант собрал чисто ради изучения принципа работы и нагрева небольших металлических изделий: болты, шайбы, гайки, иглы, и небольшие железные шарики. Конечно данный генератор имеет маленькую мощность в виду того, что использовал низковольтные транзисторы типа КТ805ИМ. Схема силовой части — обычный полумост, служащий источником высокочастотного переменного напряжения, после стоит согласующий трансформатор дающий на индуктор только ток. Индуктор с параллельно соединенным конденсатором, образуют колебательный контур, который должен быть загнан в резонанс. В противном случае нагрева металлов не будет. Драйвер транзисторов реализован на обратноходовом преобразователе ( то есть однотактный. обратный ход это ЭДС первичной обмотки за счет которого происходит генерирование противоположного периода, относительно прямого такта от транзистора) у этого драйвера deadtime отсутствует.
Трансформатор ТР1 намонан на маленьком ферритовом колечке внешнем диаметром 2см все обмотки намотаны одинаковым проводом 0,4 и содержат по 30витков. Трансформатор тока (ТР2) намотан на ферритовом кольце диаметром 50мм. Первичная обмотка содержит в себе 22витка проводом 1мм, вторичная 2-3 витка сложенными в четверо проводом 1мм.
 Индуктор изготовлен из 3мм проволоки внутренним диаметром 11мм, число витков 6.
Индуктор изготовлен из 3мм проволоки внутренним диаметром 11мм, число витков 6. Для настройки резонанса я ставил последовательно индуктору обычный светодиод включенный через 1к резистор если генератор после включения не заработал нужно поменять местами выводы одной из обмоток идущих на базы транзисторов. При первом пуске на силовую сразу не подавать все напряжение нужно подять прилизительно 10-12в и пощупать транзисторы на нагрев при правильной работе схемы транзисторы практически не нагреваются.
Фото мало — всего одно, но есть видео работы устройства. Автор: товарищь bvz.
Форум по технологиям
Форум по обсуждению материала ИНДУКЦИОННЫЙ НАГРЕВ МЕТАЛЛОВ
Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.
Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.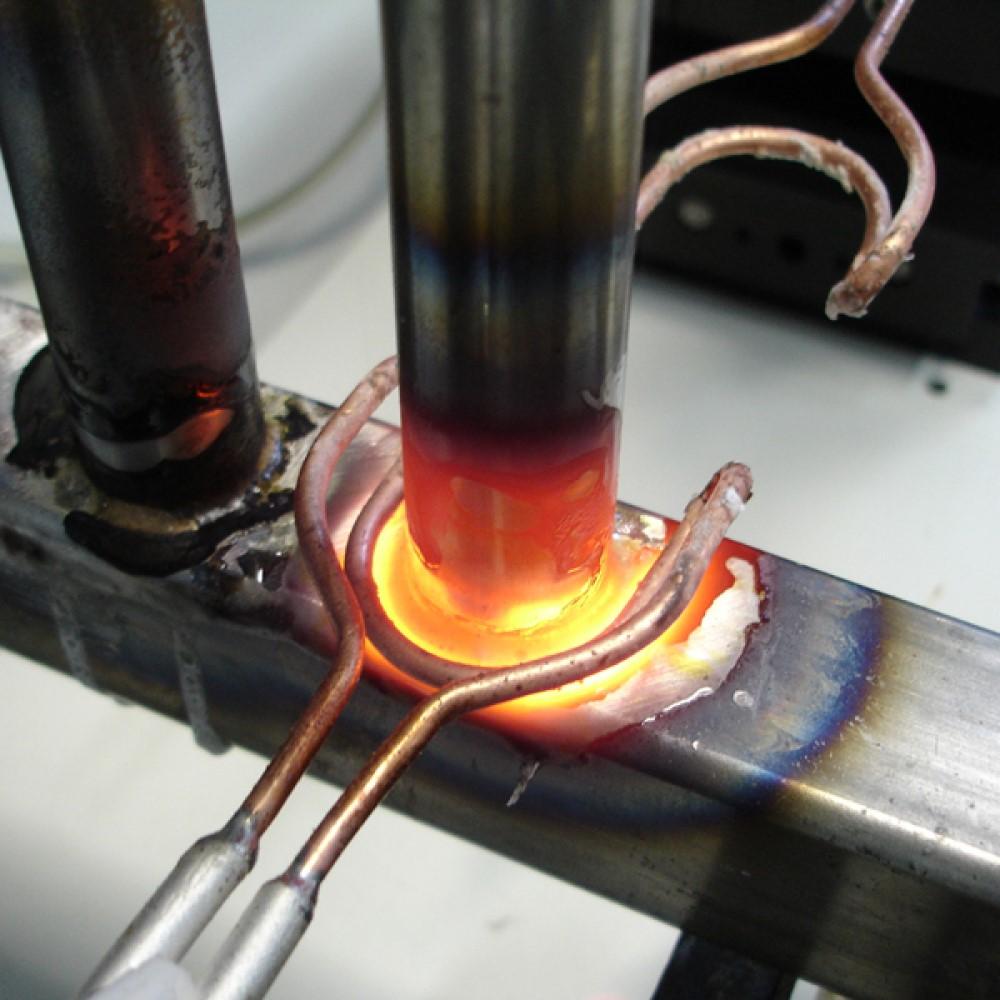
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.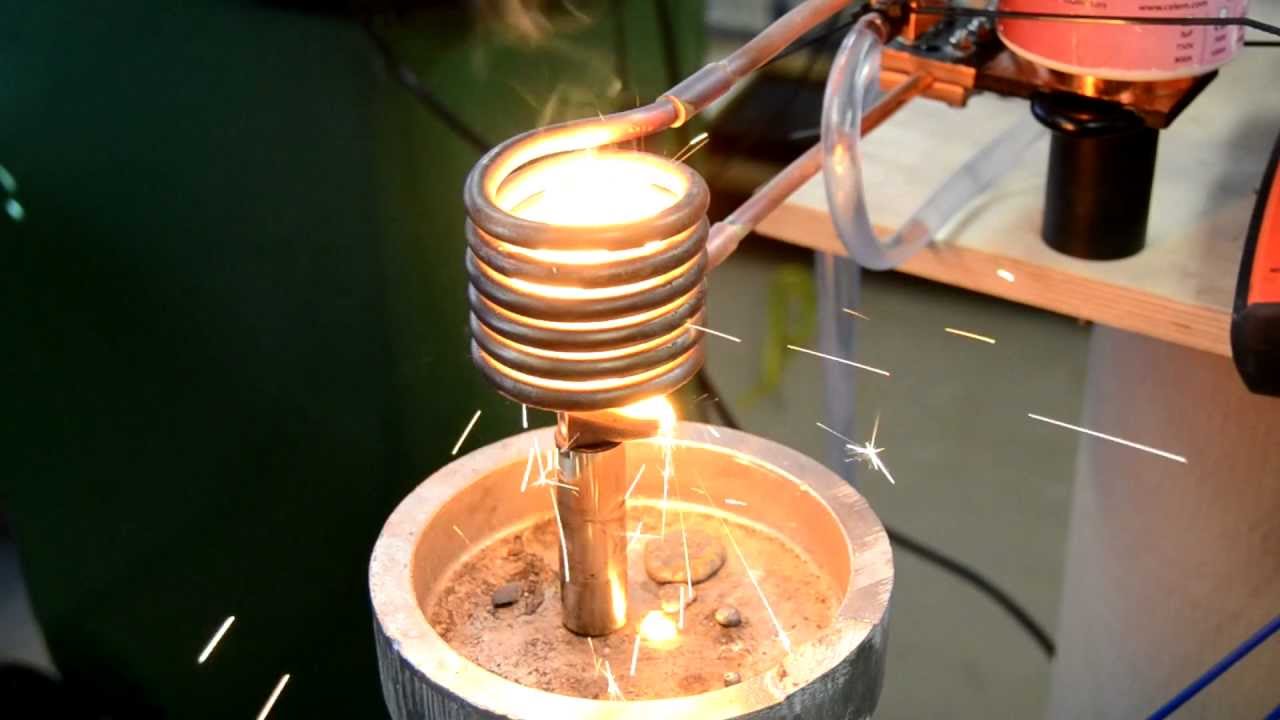
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
Индукционный кузнечный нагреватель МИКРОША-15-8-ВЧ от производителя
Кузнечный
индукционный нагреватель металла МИКРОША-15-8-ВЧ предназначен для нагрева
металла перед ковкой и гибкой, горячей штамповкой, закалкой, для напайки резцов,
сварки и пайки деталей и множества других подобных работ с металлом,
промышленной или художественной обработки. Питание от однофазной сети 220-240 В
50 Гц предполагает его использование в небольших цехах, частных гаражных
мастерских и кузнях. Индукционный нагрев заготовок магнитным полем сделает вашу
работу более комфортной и безопасной, по сравнению с газовым или угольным
горном, кроме того, индукционный горн значительно сокращает время нагрева
металла до нужной температуры, составляя лишь десятки секунд. Температура нагрева стальных изделий при этом
может достигать более 1300 град.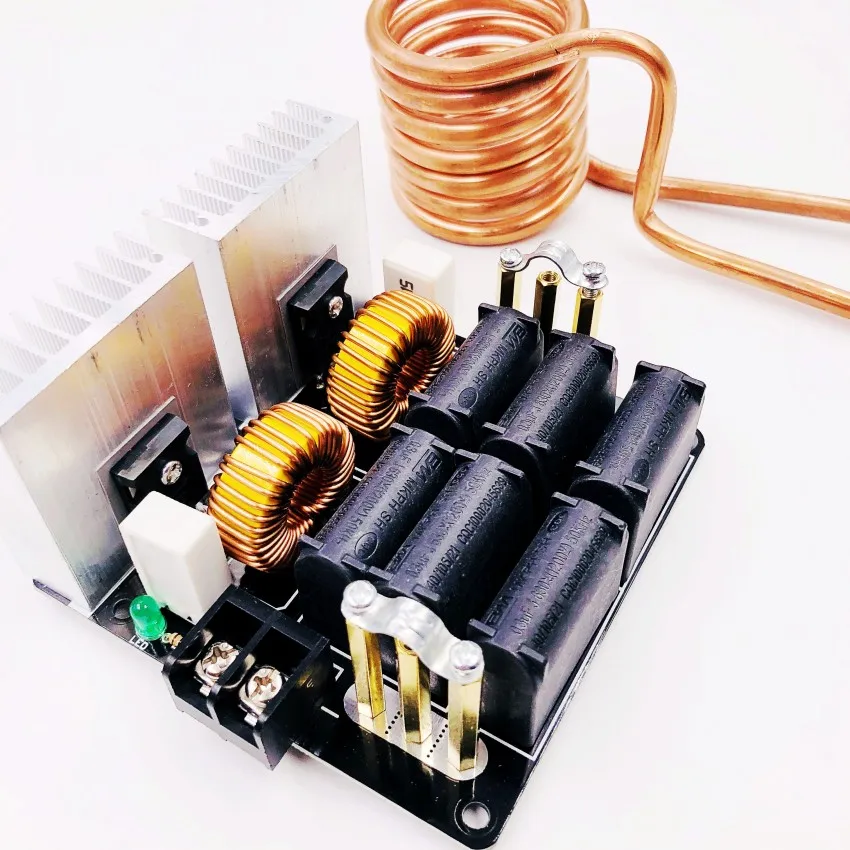 С, вплоть до оплавления.
С, вплоть до оплавления.
Кузнечный
нагреватель МИКРОША-15-8-ВЧ имеет максимальную выходную колебательную мощность 15
кВА, что полностью соответствует широко распространенным азиатским моделям типа HF-15, JL-15, LSW-16KW, UM-15AB, GHF-15-(7kW) и т.п. Собственно само понятие колебательной
мощности введено некорректно, и в практическом плане не имеет никакого смысла и
означает ток в контуре, умноженный на напряжение на катушке колебательного
контура, т.е. индуктора. Практически имеет значение то, что все эти модели при
питании от сети 230 вольт потребляют максимальный ток до 35 ампер, что равно
230*35 = 8 кВА. Данная нагрузка достаточно приемлема для хорошей бытовой или гаражной электросети и МИКРОША-15-8 вполне
вписывается в линейку этих аппаратов индукционного нагрева как по полной
потребляемой мощности, так и по эффективности нагрева металла. При умеренной цене и мощности, равной выше
названным аппаратам, индукционный нагреватель МИКРОША-15-8-ВЧ имеет скромные
габариты и массу всего 7,2 кГ, что значительно, в 3,5 раза, меньше аналогов,
потому и называется «МИКРОША».
Индукционный
нагреватель МИКРОША-15-8-ВЧ имеет воздушное охлаждение радиаторов транзисторов,
резонансных конденсаторов и силового трансформатора, которое обеспечивается
двумя вентиляторами. Водяное охлаждение подводится только к сменным индукторам.
Таким образом, со временем, при зарастании трубок индукторов накипью, не
потребуется капитальный ремонт всего аппарата, достаточно только сделать новый
индуктор, не разбирая сам аппарат. Для достижения небольшого нагрева трансформатора,
в качестве обмоток применен высокочастотный провод-литцендрат ЛЭЛД-155,
сложенный вдвое и состоящий из 1075
изолированных лаком жилок диаметром 0,071мм, скрученных в косички. Стоимость
такого провода соответствующая. Сердечник трансформатора – нанокристаллический
и состоит из нескольких сложенных вместе колец. В качестве модуля индикации мы применили в
микроше готовый вольтметр-амперметр-ваттметр производства КНР. Этот приборчик
не влияет на работу схемы и выводит на дисплей показания напряжения сети, тока,
коэффициент мощности, потребляемой активной мощности, которая из всей полной
потребляемой собственно и идет в нагрев, а так же выступает в роли
электросчетчика, показывая сколько киловатт-час за смену накрутил аппарат. Кроме того, он имеет приятный дизайн и приемлемую точность показаний.
Управление нагревом возможно как переключателем на передней панели, так и с
помощью ножной педали. Естественно, что все необходимые защиты в микроше
имеются: и от перегрева, и от КЗ витков индуктора, и т.п. Мощности кузнечного индукционного
нагревателя МИКРОША-15-8-ВЧ достаточно для нагрева до оплавления прутка Ф=16 мм
в индукторе диаметром Ф=20 мм; болванки Ф=25 мм в индукторе диаметром Ф=30 мм.
Медные трубки, помещенные в индукторы, нагреваются до размягчения, но мощность,
поглощаемая медными и алюминиевыми заготовками незначительна. По поводу
мощности, необходимо понимать тот факт, что максимальная мощность выделяется в
металле вихревыми токами только в первые секунды нагрева, пока температура не достигла
точки Кюри ( 750 град.С). При дальнейшем разогреве заготовки потребляемая
мощность падает из-за потери металлом магнитных свойств, что можно видеть на
дисплее аппарата, но это не препятствует достижению температуры более 1300
град.
Кроме того, он имеет приятный дизайн и приемлемую точность показаний.
Управление нагревом возможно как переключателем на передней панели, так и с
помощью ножной педали. Естественно, что все необходимые защиты в микроше
имеются: и от перегрева, и от КЗ витков индуктора, и т.п. Мощности кузнечного индукционного
нагревателя МИКРОША-15-8-ВЧ достаточно для нагрева до оплавления прутка Ф=16 мм
в индукторе диаметром Ф=20 мм; болванки Ф=25 мм в индукторе диаметром Ф=30 мм.
Медные трубки, помещенные в индукторы, нагреваются до размягчения, но мощность,
поглощаемая медными и алюминиевыми заготовками незначительна. По поводу
мощности, необходимо понимать тот факт, что максимальная мощность выделяется в
металле вихревыми токами только в первые секунды нагрева, пока температура не достигла
точки Кюри ( 750 град.С). При дальнейшем разогреве заготовки потребляемая
мощность падает из-за потери металлом магнитных свойств, что можно видеть на
дисплее аппарата, но это не препятствует достижению температуры более 1300
град. С. При этом колебательная мощность в самом индукторе не изменяется.
Изменяется степень отбора этой мощности нагреваемым предметом. Чем больше
отбирается мощности на нагрев, тем больше идет подкачка в резонансный контур
транзисторами генератора из источника питания – то есть из сети. Диапазон
рабочих частот нагревателя МИКРОША-15-8-ВЧ составляет 20-60 кГц. Аппараты в
этом диапазоне частот работают с короткими индукторами с небольшой
индуктивностью и малым числом витков для обеспечения высокой плотности мощности
на квадратный сантиметр поверхности. Это хорошо подходит для быстрого разогрева
поверхности металла под закалку концов валов, шестерен, с градиентом
температуры нагрева по глубине. Для закалки длинных валов необходимо
организовать механизм подачи, например из старого токарного станка и
разомкнутый спреер, расположенный сразу же за индуктором.
С. При этом колебательная мощность в самом индукторе не изменяется.
Изменяется степень отбора этой мощности нагреваемым предметом. Чем больше
отбирается мощности на нагрев, тем больше идет подкачка в резонансный контур
транзисторами генератора из источника питания – то есть из сети. Диапазон
рабочих частот нагревателя МИКРОША-15-8-ВЧ составляет 20-60 кГц. Аппараты в
этом диапазоне частот работают с короткими индукторами с небольшой
индуктивностью и малым числом витков для обеспечения высокой плотности мощности
на квадратный сантиметр поверхности. Это хорошо подходит для быстрого разогрева
поверхности металла под закалку концов валов, шестерен, с градиентом
температуры нагрева по глубине. Для закалки длинных валов необходимо
организовать механизм подачи, например из старого токарного станка и
разомкнутый спреер, расположенный сразу же за индуктором.
Для
сквозного прогрева длинных заготовок и в качестве плавильных печей используются
длинные многовитковые индукторы, с индуктивностью в 10 и более раз большей. Поэтому для этих целей применяют среднечастотные аппараты. В нашей линейке
моделей это МИКРОША-15-8-СЧ, который
работает в диапазоне частот 8-30 кГц.
Поэтому для этих целей применяют среднечастотные аппараты. В нашей линейке
моделей это МИКРОША-15-8-СЧ, который
работает в диапазоне частот 8-30 кГц.
Купить индукционный нагреватель МИКРОША-15-8 вы можете как в стандартной комплектации, так и под заказ. При заказе необходимо определить задачи, под которые вам требуется данное оборудование, чтобы мы изготовили индукторы, которые вам максимально подойдут для работы.
Комплект поставки:
— индукционный нагреватель (аппарат с сетевым шнуром 3 метра),
— индуктор диаметром 20 мм,
— индуктор диаметром 30 мм,
— индуктор диаметром 40 мм,
— индуктор прямоугольный 50х15 мм,
— индуктор открытого типа «ковш» 15 мм,
— педаль управления,
— паспорт.
В качестве системы охлаждения можно
применить насос системы бытового отопления для горячей воды и любую подходящую
емкость с водой – например бочку.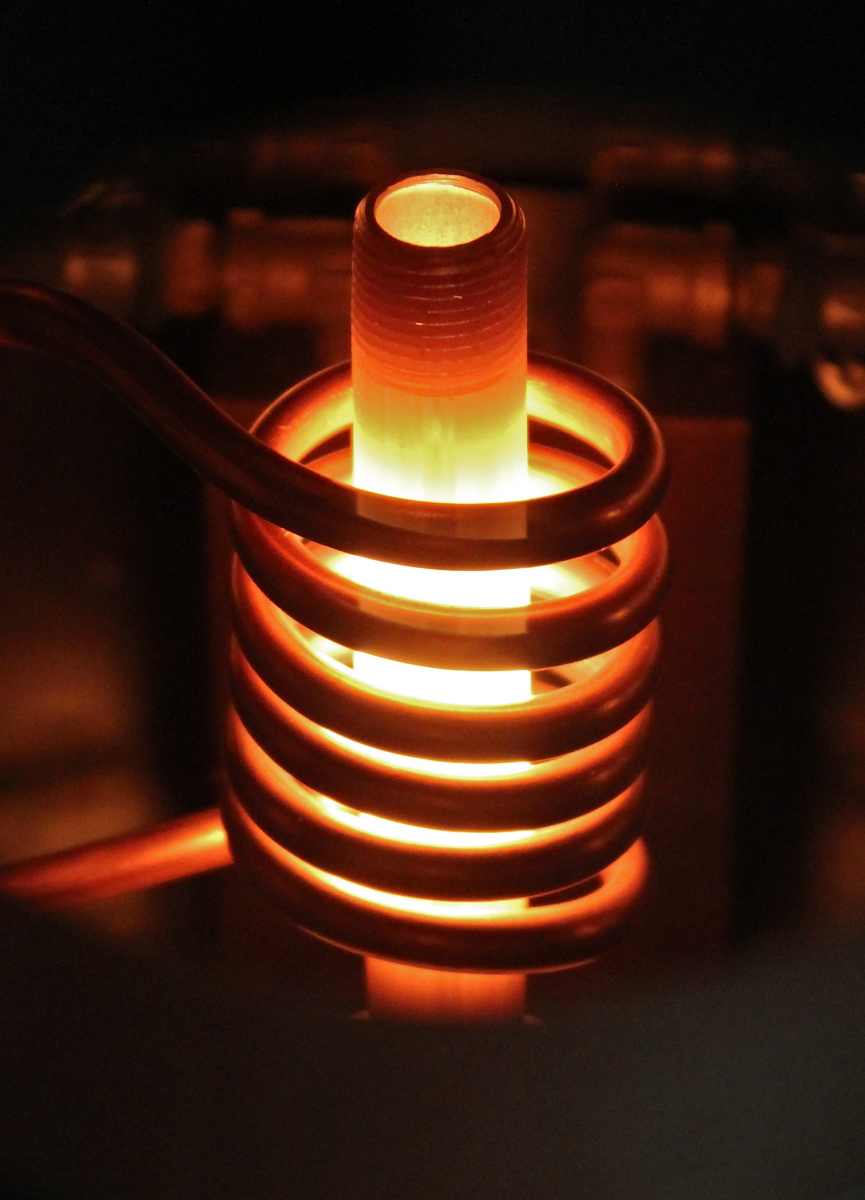
Страна производства – РОССИЯ.
Производитель — разработано и произведено компанией «НАША ЭЛЕКТРОНИКА».
ВНИМАНИЕ ! ОРИГИНАЛЬНОЕ СХЕМОТЕХНИЧЕСКОЕ РЕШЕНИЕ ЗАПАТЕНТОВАНО. КОПИРОВАНИЕ И КЛОНИРОВАНИЕ С ЦЕЛЬЮ ПРОДАЖИ ПРЕСЛЕДУЕТСЯ ПО ЗАКОНУ.
Индукционный нагреватель металла своими руками: схема
Нагреватель индукционного типа является незаменимым приспособлением для домашних мастеров, которое позволяет нагревать, закалять и плавить металл. Устройство не требует угля, газа, сооружения специальной печи: нужно лишь подключение к электрической сети. На том, как собрать индукционный нагреватель металла своими руками по схеме и пошаговой инструкции, разберемся в подробностях.
Принцип работы
Индукционный нагрев осуществляется при помощи следующих составляющих:
- индуктора;
- генератора;
- нагреваемого предмета.
В качестве индуктора используется катушка, которую изготавливают из толстой медной проволоки. Посредством этой детали создается магнитное поле. При помощи генератора переменного тока вырабатывается ВЧ поток от обычной электросети 220 В и 50 Гц. Нагревательным элементом может быть любой металлический предмет, который способен поглощать тепловую энергию под воздействием магнитного поля.
Особенность магнитного поля заключается в том, что оно способно менять направление электромагнитных волн на ВЧ. При помещении внутрь поля металлического предмета, происходит нагрев металла без контакта с катушкой, благодаря вихревым токам.
Таким образом удается добиться минимальных потерь при переходе одного вида энергии в другую и при этом получить высокий КПД. Благодаря индукционному способу можно получить довольно быстрый нагрев поверхностных слоев. Например, для нагрева металлической заготовки диаметром около 40 мм и длиной 150 мм понадобится порядка 25 с.
Индукционные нагреватели чаще всего работают на частоте 10 кГц. Именно так удается получить максимальный КПД. Частоту можно регулировать, что зависит от таких показателей:
Частоту можно регулировать, что зависит от таких показателей:
- температура нагреваемого предмета;
- требуемая производительность нагрева;
- поперечное сечение предмета.
Читайте также: Катушка Тесла своими руками в домашних условиях
Плюсы и минусы
Преимуществ у индукционного нагревателя немало:
- простота изготовления;
- высокий КПД;
- экологичность;
- возможность работы в различных средах;
- невысокие затраты на электричество;
- длительная эксплуатация;
- надежность.
Что касается недостатков, то таковых практически не существует.
Индукционный нагрев применяется в быттехнике (отопительные котлы, кухонные плиты). Подобное оборудование выделяется простой эксплуатацией, надежностью, высокой эффективностью.
Как сделать индукционный нагреватель
Существуют разные варианты индукционных нагревателей металла, которые можно сделать своими руками по схеме и пошаговой инструкции. Рассмотрим наиболее распространенные из них.
Рассмотрим наиболее распространенные из них.
Двухтактная схема
Устройство выполнено из задающего генератора ВЧ на мощных полевых транзисторах. Рабочее напряжение определяется мощностью самих транзисторов. Если последние используются IRFP250, то напряжение должно быть в пределах 12-30 В.
Поскольку во время работы транзисторы будут выделять большое количество тепла, их следует разместить на радиаторе большой площади и применить вентилятор для обдува либо вовсе воду для охлаждения. В холостом режиме самодельный нагреватель потребляет около 10 А, а во время нагрева – минимум 15 А, что говорит о необходимости использования мощного БП не менее чем на 20 А.
Для представленной схемы можно изготовить печатную плату.
Монтаж производим следующим образом:
- Наматываем дроссели проводом, покрытым лаковой изоляцией. Кольца можно использовать от компьютерного БП.
- Емкости с1-с16 используем металлопленочные, номиналом 0,33 мкФ на 630 В.
 Их соединяем параллельно рядами. Всего должно получиться 16 шт. Конденсаторы, рассчитанные на меньшее напряжение, лучше не использовать – будут греться.
Их соединяем параллельно рядами. Всего должно получиться 16 шт. Конденсаторы, рассчитанные на меньшее напряжение, лучше не использовать – будут греться. - Монтируем конденсаторы и дроссели на плату. Последние фиксируем при помощи силиконового герметика.
- Катушку изготавливаем из медной трубки диаметром 6 мм. Наматываем ее на заготовке диаметром 40 мм, например, на отрезке трубы. Количество витков катушки – 5. Расстояние между крайними витками – 40 мм. Концы катушки загибаем и фиксируем к радиаторам при помощи клемных колодок.
- Поскольку в процессе работы катушка будет сильно нагреваться, изготавливаем систему охлаждения. Для этого на концы медной трубки надеваем силиконовые трубки и подключаем их к автомобильному насосу омывателя ветрового стекла.
- Для охлаждения теплоотводов монтируем компьютерный вентилятор. Если напряжение нагревателя будет подниматься до 60 В, потребуется более мощный вентилятор и радиаторы.
- Для усиления дорожек на плате напаиваем медную проволоку.
- Подаем питание от автомобильного АКБ и проверяем работоспособность устройства.
 Их соединяем параллельно рядами. Всего должно получиться 16 шт. Конденсаторы, рассчитанные на меньшее напряжение, лучше не использовать – будут греться.
Их соединяем параллельно рядами. Всего должно получиться 16 шт. Конденсаторы, рассчитанные на меньшее напряжение, лучше не использовать – будут греться.
Усиленный вариант
Нагреватель выполнен по схеме обычного ВЧ мультивибратора.
Необходимые детали подбираются согласно схеме. Сборка состоит из таких шагов:
- Изготавливаем катушку из 5 мм меди и подготавливаем плату из текстолита.
- Монтируем катушку и транзисторы на плату.
- Изготавливаем дроссели.
- Припаиваем остальные радиокомпоненты по схеме.
- Проверяем работоспособность устройства, подавая напряжение от блока питания.
При правильной сборке изделие должно сразу функционировать. В противном случае следует проверить правильность соединений по схеме. Если нет желания самостоятельно собирать, можно приобрести готовый генератор, который справится с нагревом мелких деталей.
Читайте также: Качер Бровина своими руками
С питанием от сети
Для запитки нагревателя от электросети можно собрать схему на IR2153. Для настройки резонанса используется переменный резистор 100 кОм. Для управления частотами требуется дополнительное питание 12-15 В. Дроссель, через который питание подается от сети 220 В, состоит из 20 витков провода 1,5 мм, намотанного на ферритовом сердечнике 8х10 мм. Катушка для нагрева металлических изделий выполняется из толстой проволоки и имеет 10-30 витков, намотанных на оправке 3-10 см. Емкости используются 6х330 нФ на 250 В.
Простая схема
Одним из наиболее простых индукционных нагревателей является устройство, представленное на схеме:
Применяемые транзисторы имеют следующую распиновку:
Сборка выполняется в такой последовательности:
- Транзисторы закрепляем на большой теплоотвод. При использовании одного радиатора, транзисторы следует фиксировать через резиновые прокладки и пластиковые шайбы, чтобы избежать замыкания между элементами.
- Дроссели наматываем на кольцах из порошкового железа. Их можно взять от компьютерного блока питания. Провод используем 1,2 мм, количество витков – 7-15.
- Конденсаторы собираем в виде батареи с общей емкостью 4,7 мкФ. Все элементы между собой соединяем параллельно.
- Катушку наматываем проводом 2 мм в количестве 8 витков.
- Собираем нагреватель по схеме навесным монтажом либо на плате.
Закончив сборку, устройство при подаче напряжения начинает сразу же работать. В качестве источника питания можно задействовать АКБ на 12 В и 7,2 А. Ток на холостом ходу составляет 6-8 А. Если в контур поместить металлический предмет, потребляемый ток увеличится до 12 А.
Нагреватель на 3кВт
Для того чтобы индукционный нагреватель мог плавить разный металл (алюминий, медь, сталь), потребуется мощное устройство. Его можно собрать также своими руками по аналогии с приведенными схемами.
Компоненты
Основными составляющими мощного нагревателя являются инвертор, драйвер, трансформатор и RLC-контур. Инвертор преобразовывает постоянный ток в переменный. Для мощного устройства его работа должна быть стабильной. Также используется защита МОП-транзистора от перепадов напряжения. При скачках возникают шумы, переключающие изделие на ВЧ, что приводит к перегреву транзистора и его выходу из строя.
Инвертор преобразовывает постоянный ток в переменный. Для мощного устройства его работа должна быть стабильной. Также используется защита МОП-транзистора от перепадов напряжения. При скачках возникают шумы, переключающие изделие на ВЧ, что приводит к перегреву транзистора и его выходу из строя.
В нижней части печатной платы расположены линии с большими токами. Для этого используется несколько слоев меди, что позволяет пропускать токи больших величин, а именно — более 50 А. В конструкции задействуются алюминиевые радиаторы с водяным охлаждением для рассеивания тепла от транзисторов.
Схема инвертора:
Драйвер имеет следующее схематическое решение, которое позволяет самостоятельно останавливаться на частоте резонанса.
Блок конденсаторов имеет номинал 4,4 мкФ и способен выдерживать 300 А. Катушка используется с индуктивностью порядка 1 мкГн. Для крепления конденсаторов следует использовать медную шину, в которой нужно проделать отверстия и паяльником припаять к ним емкости. Затем с каждой стороны конденсаторов необходимо закрепить медные трубки для водяного охлаждения.
Затем с каждой стороны конденсаторов необходимо закрепить медные трубки для водяного охлаждения.
Для изготовления трансформатора на кольцах следует выполнить намотку из провода 0,54 мм, состоящего из 64 нитей. Это позволит выдерживать нагрузку в 50 А.
Для рабочей катушки используется трубка 9 мм от холодильника. Катушка состоит из 4-6 витков, намотанных на оправке около 50 мм.
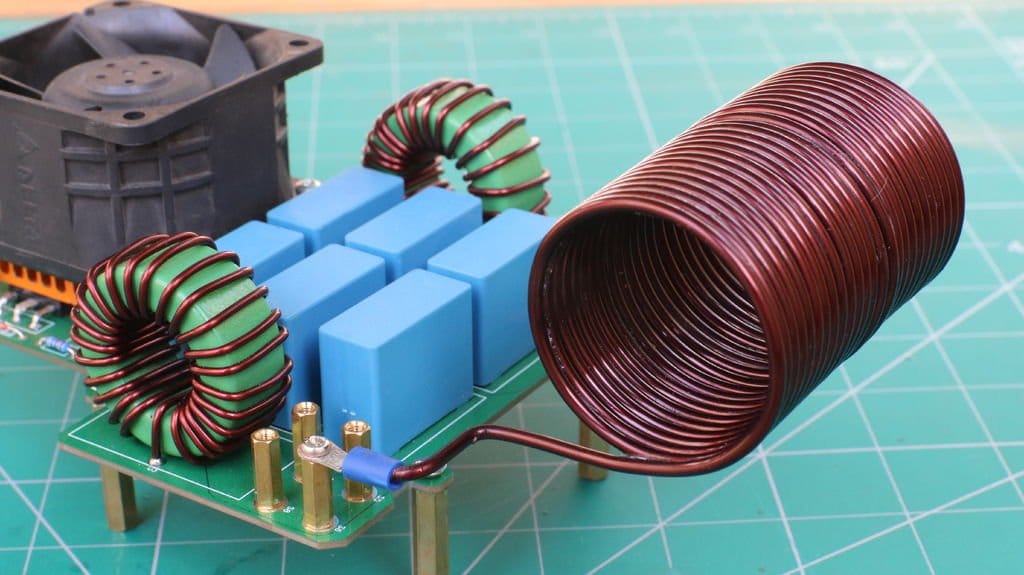
Готовая конструкция имеет вид, как на фото.
С работой устройства на 12 киловатт можно ознакомиться по видео. Основное отличие со схемой на 3 кВт заключается в использовании управляемого микропроцессорного драйвера, более мощных транзисторах и больших радиаторах. Питание нагревателя на 12 кВт осуществляется от сети 220 В.
Из сварочного инвертора
Нагреватель можно выполнить из инвертора для сварки. Однако просто подключить катушку к клеммам устройства нельзя – он попросту выйдет из строя. Чтобы задействовать инвертор в качестве индукционного нагревателя, потребуется сложная переделка, которую невозможно выполнить без знаний в области радиоэлектроники.
Однако просто подключить катушку к клеммам устройства нельзя – он попросту выйдет из строя. Чтобы задействовать инвертор в качестве индукционного нагревателя, потребуется сложная переделка, которую невозможно выполнить без знаний в области радиоэлектроники.
Вкратце переоборудование сводится к следующему: первичную обмотку катушки подсоединяют после преобразователя ВЧ инвертора вместо встроенной катушки сварочного прибора. Также нужно будет убрать диодный мост и произвести монтаж конденсаторного блока.
Читайте также: Катушка для удлинителя своими руками
Меры безопасности
При работе с нагревателем индукционного типа нужно учитывать следующие моменты:
- эксплуатация должна быть крайне аккуратной, поскольку повышается вероятность получения ожогов как от нагреваемых предметов, так и от элементов устройства;
- создаваемое установкой электромагнитное поле может воздействовать на предметы, расположенные поблизости. Поэтому перед работой рекомендуется убрать такие устройства, как мобильники, цифровые камеры и т. п., а также надеть одежду без металлических элементов.
 п., а также надеть одежду без металлических элементов.
п., а также надеть одежду без металлических элементов.Ознакомившись с разными вариантами схем и пошаговыми инструкциями по изготовлению индукционного нагревателя металла своими руками, собрать подобное устройство сможет практически каждый желающий. Единственное, что потребуется, так это минимальные умения в обращении с паяльником, а также опыт чтения схем. Правильный подбор элементов и безошибочная сборка устройства позволят получить своеобразную печь для нагрева, закалки и плавки металлических предметов при конструировании или ремонте чего-либо.
Индукционный нагреватель металла на 12 киловатт – схема инвертора и компоненты
Сейчас мы узнаем как сделать своими руками индукционный нагреватель, который можно использовать для разных проектов или просто для удовольствия. Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Вы сможете мгновенно плавить сталь, алюминий или медь. Вы можете использовать её для пайки, плавления и ковки металлов. Вы можете использовать самодельный индуктивный нагреватель и для литья.
Мое учебное пособие охватывает теорию, компоненты и сборку некоторых из важнейших компонентов.
Инструкция большая, в ней мы рассмотрим основные шаги, дающие вам представление о том, что входит в такой проект, и о том, как его спроектировать, чтобы ничего не взорвалось.
Для печи я собрал очень точный недорогой криогенный цифровой термометр. Кстати, в тестах с жидким азотом он неплохо себя показал против брендовых термометров.
Шаг 1: Компоненты
Основные компоненты высокочастотного индукционного нагревателя для нагрева металла электричеством — инвертор, драйвер, соединительный трансформатор и колебательный контур RLC. Вы увидите схему чуть позже. Начнем с инвертора. Это — электрическое устройство, которое изменяет постоянный ток на переменный. Для мощного модуля он должен работать стабильно. Сверху находится защита, которая используется, чтобы защитить привод логического элемента МОП-транзистора от любого случайного перепада напряжения. Случайные перепады вызывают шум, который приводит к переключению на высокие частоты. Это приводит к перегреву и отказу МОП-транзистора.
Сверху находится защита, которая используется, чтобы защитить привод логического элемента МОП-транзистора от любого случайного перепада напряжения. Случайные перепады вызывают шум, который приводит к переключению на высокие частоты. Это приводит к перегреву и отказу МОП-транзистора.
Линии с большой силой тока находятся внизу печатной платы. Много слоев меди используются, чтобы позволить им пропускать более 50А тока. Нам не нужен перегрев. Также обратите внимание на большие алюминиевые радиаторы с водяным охлаждением с обеих сторон. Это необходимо, чтобы рассеивать тепло, вырабатываемое МОП-транзисторами.
Изначально я использовал вентиляторы, но чтобы справиться с этой мощностью, я установил небольшие водяные насосы, благодаря которым вода циркулирует через алюминиевые теплоотводы. Пока вода чистая, трубки не проводят ток. У меня также установлены тонкие слюдяные пластины под МОП-транзисторами, чтобы гарантировать отсутствие проводимости через стоки.
Шаг 2: Схема инвертора
Это схема для инвертора. Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Схема на самом деле не такая сложная. Инвертированный и неинвертированный драйвер повышает или понижает напряжение 15В, чтобы настроить переменный сигнал в трансформаторе (GDT). Этот трансформатор изолирует чипы от мосфетов. Диод на выходе мосфета действует для ограничения пиков, а резистор минимизирует колебания.
Конденсатор C1 поглощает любые проявления постоянного тока. В идеале, вам нужны самые быстрые перепады напряжения на цепи, так как они уменьшают нагрев. Резистор замедляет их, что кажется нелогичным. Однако если сигнал не угасает, вы получаете перегрузки и колебания, которые разрушают мосфеты. Больше информации можно получить из схемы демпфера.
Диоды D3 и D4 помогают защитить МОП-транзисторы от обратных токов. C1 и C2 обеспечивают незамкнутые линии для проходящего тока во время переключения. T2 — это трансформатор тока, благодаря которому драйвер, о котором мы поговорим далее, получает обратный сигнал от тока на выходе.
Шаг 3: Драйвер
Эта схема действительно большая. Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.
Вообще, вы можете прочитать про простой маломощный инвертор. Если вам нужна большая мощность, вам нужен соответствующий драйвер. Этот драйвер будет останавливаться на резонансной частоте самостоятельно. После того, как ваш металл расплавится, он останется заблокированным на правильной частоте без необходимости какой-либо регулировки.
Если вы когда-либо строили простой индукционный нагреватель с чипом PLL, вы, вероятно, помните процесс настройки частоты, чтобы металл нагревался. Вы наблюдали за движением волны на осциллографе и корректировали частоту синхронизации, чтобы поддерживать эту идеальную точку. Больше не придется этого делать.
В этой схеме используется микропроцессор Arduino для отслеживания разности фаз между напряжением инвертора и емкостью конденсатора. Используя эту фазу, он вычисляет правильную частоту с использованием алгоритма «C».
Я проведу вас по цепи:
Сигнал емкости конденсатора находится слева от LM6172. Это высокоскоростной инвертор, который преобразует сигнал в красивую, чистую квадратную волну.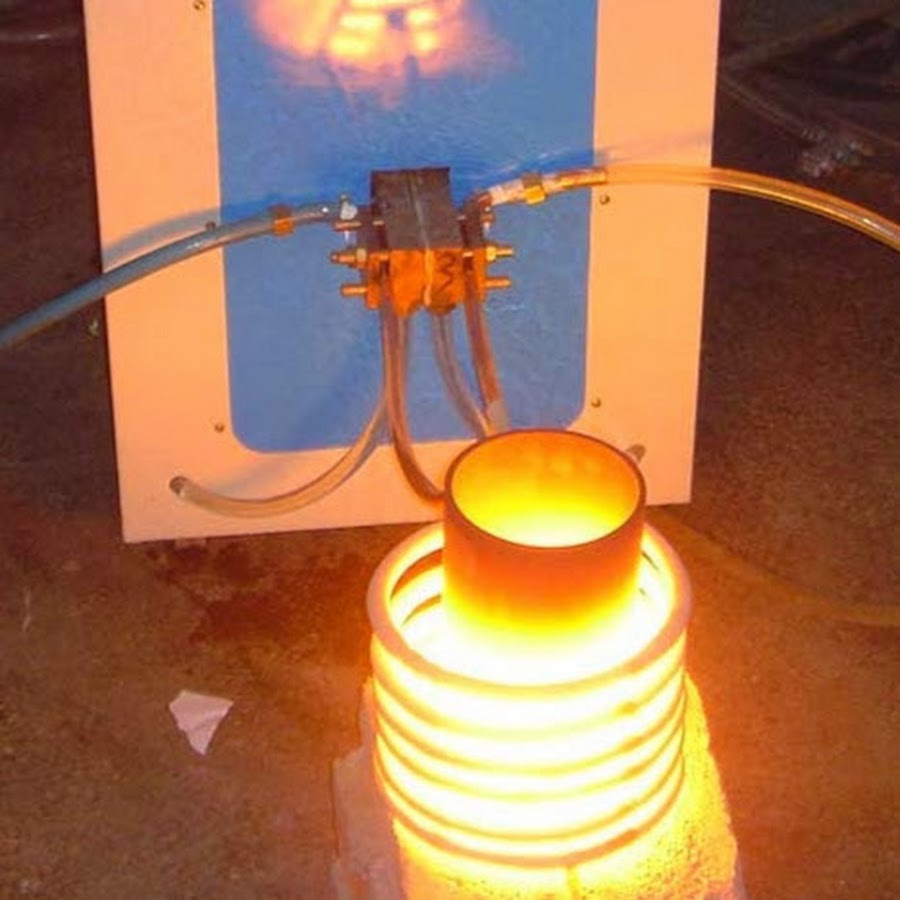 Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Затем этот сигнал изолируется с помощью оптического изолятора FOD3180. Эти изоляторы являются ключевыми!
Далее сигнал поступает в PLL через вход PCAin. Он сравнивается с сигналом на PCBin, который управляет инвертором через VCOout. Ардуино тщательно контролирует тактовую частоту PLL, используя 1024-битный импульсно-модулированный сигнал. Двухступенчатый RC-фильтр преобразует сигнал PWM в простое аналоговое напряжение, которое входит в VCOin.
Как Ардуино знает, что делать? Магия? Догадки? Нет. Он получает информацию о разности фаз PCA и PCB от PC1out. R10 и R11 ограничивают напряжение в пределах 5 напряжений для Ардуино, а двухступенчатый RC-фильтр очищает сигнал от любого шума. Нам нужны сильные и чистые сигналы, потому что мы не хотим платить больше денег за дорогие мосфеты после того, как они взорвутся от шумных входов.
Шаг 4: Передохнём
Это был большой массив информации. Вы можете спросить себя, нужна ли вам такая причудливая схема? Зависит от вас. Если вы хотите автонастройку, тогда ответ будет «да». Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Если вы хотите настраивать частоту вручную, тогда ответ будет отрицательным. Вы можете создать очень простой драйвер всего лишь с таймером NE555 и использовать осциллограф. Можно немного усовершенствовать его, добавив PLL (петля фаза-ноль)
Тем не менее, давайте продолжим.
Шаг 5: LC-контур
К этой части есть несколько подходов. Если вам нужен мощный нагреватель, вам понадобится конденсаторный массив для управления током и напряжением.
Во-первых, вам нужно определить, какую рабочую частоту вы будете использовать. Более высокие частоты имеют больший скин-эффект (меньшее проникновение) и хороши для небольших объектов. Более низкие частоты лучше для больших объектов и имеют большее проникновение. Более высокие частоты имеют большие потери при переключении, но через бак пройдет меньше тока. Я выбрал частоту около 70 кГц и дошел до 66 кГц.
Мой конденсаторный массив имеет ёмкость 4,4 мкФ и может выдерживать более 300А. Моя катушка около 1мкГн. Также я использую импульсные пленочные конденсаторы. Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Они представляют собой осевой провод из самовосстанавливающегося металлизированного полипропилена и имеют высокое напряжение, высокий ток и высокую частоту (0.22 мкФ, 3000В). Номер модели 224PPA302KS.
Я использовал две медные шины, в которых просверлил соответствующие отверстия с каждой стороны. Паяльником я припаял конденсаторы к этим отверстиям. Затем я прикрепил медные трубки с каждой стороны для водного охлаждения.
Не берите дешевые конденсаторы. Они будут ломаться, и вы заплатите больше денег, чем если бы вы сразу купили хорошие.
Шаг 6: Сборка трансформатора
Если вы внимательно читали статью, вы зададите вопрос: а как управлять LC-контуром? Я уже рассказывал об инверторе и контуре, не упоминая, как они связаны.
Соединение осуществляется через соединительный трансформатор. Мой от Magnetics, Inc. Номер детали — ZP48613TC. Adams Magnetics также является хорошим выбором при выборе ферритовых тороидов.
Тот, что слева, имеет провод 2мм. Это хорошо, если ваш входной ток ниже 20А. Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Провод перегреется и сгорит, если ток больше. Для высокой мощности вам нужно купить или сделать литцендрат. Я сделал сам, сплетя 64 нити из проволоки 0.5мм. Такой провод без проблем может выдержать ток 50А.
Инвертор, который я показал вам ранее, принимает высоковольтный постоянный ток и изменяет его на переменные высокие или низкие значения. Эта переменная квадратная волна проходит черезч соединительный трансформатор через переключатели мосфета и конденсаторы связи постоянного тока на инверторе.
Медная трубка из емкостного конденсатора проходит через нее, что делает ее одновитковой вторичной обмоткой трансформатора. Это, в свою очередь, позволяет сбрасываемому напряжению проходить через конденсатор емкости и рабочую катушку (контур LC).
Шаг 7: Делаем рабочую катушку
Один из вопросов, который мне часто задавали: «Как ты делаешь такую изогнутую катушку?» Ответ — песок. Песок будет препятствовать разрушению трубки во время процесса изгиба.
Возьмите медную трубку от холодильника 9мм и заполните ее чистым песком.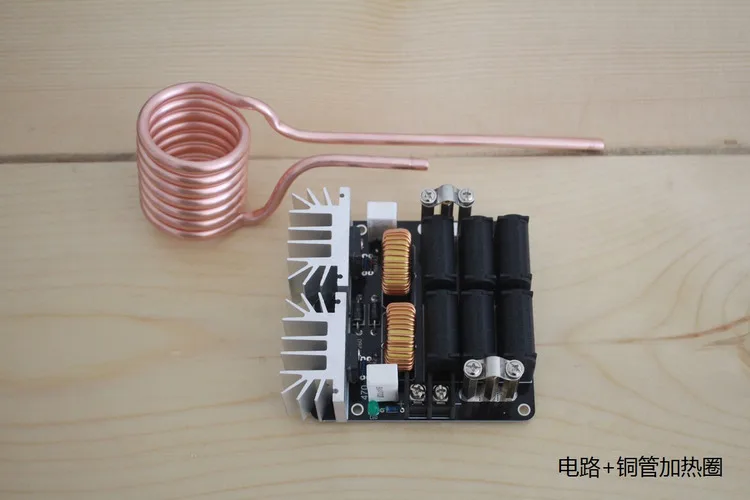 Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Перед тем, как сделать это, закройте один конец какой-нибудь лентой, а также закройте другой после заполнения песком. Вкопайте трубу соответствующего диаметра в землю. Отмерьте длину трубки для вашей катушки и начните медленно наматывать её на трубу. Как только вы сделаете один виток, остальные будет сделать несложно. Продолжайте наматывать трубку, пока не получите количество желаемых витков (обычно 4-6). Второй конец нужно выровнять с первым. Это упростит подключение к конденсатору.
Теперь снимите колпачки и возьмите воздушный компрессор, чтобы выдуть песок. Желательно делать это на улице.
Обратите внимание, что медная трубка также служит для водного охлаждения. Эта вода циркулирует через емкостный конденсатор и через рабочую катушку. Рабочая катушка генерирует много тепла от тока. Даже если вы используете керамическую изоляцию внутри катушки (чтобы удерживать тепло), вы по-прежнему будете иметь чрезвычайно высокие температуры в рабочем пространстве, нагревающие катушку. Я начну работу с большим ведром ледяной воды и через некоторое время она станет горячей. Советую заготовить очень много льда.
Шаг 8: Обзор проекта
Выше представлен обзор проекта на 3 кВт. Он имеет простой PLL-драйвер, инвертор, соединительный трансформатор и бак.
Видео демонстрирует 12кВт индукционный горн в работе. Основное различие заключается в том, что он имеет управляемый микропроцессором драйвер, более крупные МОП-транзисторы и теплоотводы. Блок 3кВт работает от 120В переменного тока; блок 12 кВт использует 240В.
Индукционный нагрев металла | Нагрев токами высокой частоты (ТВЧ)
Сущность индукционного нагрева заключается в том, что электрический ток высокой частоты (ТВЧ) подводится от генератора ВЧ 5 и батареи конденсаторов 4 к индуктору 1, чаще всего изготовленному из медной трубки, охлаждаемой водой (рис. 18.6). При пропускании тока через индуктор 1 возникает магнитное поле 2. Если в это магнитное поле поместить металлическое изделие 3, то в нем возникнет э. д. с. и ток тон же частоты, но обратного сопротивления.
Глубина проникновения тока зависит также от расстояния между индуктором и деталью (эффект близости). Сущность этого явления заключается в том, что в случае системы из двух проводников, в которых течет переменный ток разного направления, наибольшая плотность тока будет в местах наиболее близко расположенных. Поэтому форма индуктора должна согласоваться с формой изделия.
Распределение температуры по сечению стального изделия при индукционном нагреве зависит от следующих факторов: глубины проникиовеиия тока в металл, теплопроводности, скорости нагрева, температуры поверхности, размеров и формы изделия.
Рисунок 18.6 – Схема нагрева ТВЧ
Часть тепловой энергии за счет теплопроводности отводится в глубь изделия. Количество отводимого в глубь металла тепла тем больше, чем медленнее нагрев. Чтобы обеспечить равномерное распределение температуры в нагреваемом слое и наименьший перегрев поверхности закаливаемого изделия, глубина закаленного слоя должна быть несколько меньше, чем глубина проникновения тока. Такой нагрев наиболее экономичен. Поэтому соответственно требуемой глубине закалки подбирается и частота тока. Для получения глубоких закаленных слоев применяется звуковая частота, для слоев менее 1,5 мм — радиочастота (кривая 1). При нагреве изделия на большую глубину или при сквозном нагреве частоту тока необходимо уменьшать. При этом значительная часть тепла передается изделию теплопроводностью из поверхностных слоев, где оно генерируется индукционным методом.
Процесс нагрева
Весь процесс нагрева от комнатной температуры до температуры нагрева под закалку делится на два этапа:
- от комнатной температуры до точки Кюри;
- от точки Кюри до температуры закалки
В зависимости от соотношения скорости нагрева в интервале до точки Кюри и в области температур выше этой точки при общем одинаковом времени нагрева до температуры закалки время, приходящееся на прохождение температурного-интервала, в котором идет основной процесс образования аустенита, различно. При небольшой скорости нагрева выше tK оно больше, чем при быстром нагреве.
Режимы обработки
Параметрами индукционного нагрева стали, определяющими формирование структуры, являются температура закалки и скорость нагрева в области фазовых превращений.
Для расчета скорости нагрева в том или ином интервале температур необходимо иметь кривую нагрева, полученную осциллографированием или построенную упрощенно по времени, необходимому для нагрева до заданной температуры. В результате быстрого нагрева аустенит при индукционном нагреве характеризуется мелким размером зерен, блоков, увеличением искажений второго рода, большей концентрационной неоднородностью, чем при обычном нагреве.
Однако и при этом нагреве возможен перегрев стали, рост зерна аустенита и при охлаждении соответственно крупно-игольчатый мартенсит. Выбирают такую температуру нагрева под закалку, которая обеспечила бы требуемую закалочную твердость и отсутствие перегрева.
Похожие материалы
Нагреватель индукционный Nordberg HIF-2 беспламенный (индуктор для прогревания металла)
Полное наименование:Нагреватель индукционный беспламенный NORDBERG HIF2
Описание:
— Используется там, где требуется разогрев металлических деталей, не используя при этом открытый огонь и другие не безопасные источники нагрева. Разогреваемая часть детали, помещается во внутрь насадки, тем самым попадает под действие индукционного поля.
— Беспламенный индукционный нагреватель NORDBERG HIF2 несмотря, на сравнительно, небольшие размеры имеет большой коэффициент полезного действия.
— Благодаря гибким индукторам (насадкам), удобен при нагреве части детали, не затрагивая расположенные рядом поверхности, которые могут оплавиться или повредиться, в отличии от работы с газовой горелкой с открытым пламенем. Так же, газовая горелка не может нагреть деталь равномерно со всех сторон, вам необходимо будет постоянно менять положение точки нагрева.
— Сменные индукторы (насадки) не вырабатывают тепла и горячими не становятся. Спираль изолирована термостойким материалом (кремнезёмным шнуром).
— Беспламенный индукционный нагреватель в процессе работы не выделяет дыма, гари, наиболее экологичен, безопасен в работе, не причиняет вреда окружающим деталям.
— Работа с беспламенным индукционным нагревателем не требует специального обучения пользователя.
Назначение:
1.Разогрев прикипевших или ржавых крепежных элементов и деталей, которые необходимо разъединить.
2.Выпрямление мелких градовых и других похожих вмятин без покраски не нарушая лакокрасочный слой автомобиля, убирание «хлопунов» на кузовных деталях авто при восстановлении или рихтовке.
3.Выжигание сайленблоков, запрессованных на балках ходовой части автомобиля или другой техники и оборудовании.
4.Термообработка металлических деталей, закалка, отпуск, нормализация.
5.Запрессовка подшипников на горячую посадку, а так же выпрессовку.
6.Снятие небольших клееных герметиками на металл стёкол (форточных).
7.Снятие приклеенных на покрашенный металл спойлеров, молдингов, наклеек.
8.Разогрев поверхности капотов или других плоскостей под покрытие винилом.
9.Удаление ржавчины с металлов и кузова автомобилей путем высокотемпературного скоростного нагрева детали, и отслаивания ржавчины.
10.Удаление лакокрасочного покрытия с металлической поверхности или кузова авто.
11. Работа по замене сантехнических систем отопления и канализации.
Комплектация:
— Индукционный Нагреватель NORDBERG HIF-2: 1шт.
— Прямая торцевая насадка М19: 1шт.
— Прямая торцевая насадка М6-М25: 1шт.
— Гибкая насадка: 1шт.
— Насадка U-формы: 1шт.
— Плоская насадка: 1шт.
— Инструкция: 1шт.
Технические характеристики:
— Защита от короткого замыкания: Да
— Принудительное охлаждение: Да
— КПД: 90%
— Продолжительность нагрузки: 50%
— Нагрев конструкционной стали: 800°С
— Степень защиты: IP21
— Напряжение: 220В
— Время нагрева до 800°С:от 10сек до 65сек
— Мощность: 1кВт
— Рабочая частота: 25-60 кГц
— Размеры (ДxВxШ): 450x55x60 мм
Что это такое и как это работает
Главная> Индукционный нагрев> Что такое индукционный нагрев
Индукционный нагрев — это процесс, который используется для склеивания, упрочнения или размягчения металлов или других проводящих материалов. Для многих современных производственных процессов индукционный нагрев предлагает привлекательное сочетание скорости, стабильности и контроля.
Основные принципы индукционного нагрева были изучены и применялись в производстве с 1920-х годов. Во время Второй мировой войны технология быстро развивалась, чтобы удовлетворить насущные потребности военного времени в быстром и надежном процессе упрочнения металлических деталей двигателя.В последнее время акцент на бережливых производственных технологиях и упор на улучшенный контроль качества привели к новому открытию индукционной технологии, наряду с разработкой полностью контролируемых твердотельных индукционных источников питания.
В чем уникальность этого метода нагрева? В наиболее распространенных методах нагрева к металлической части непосредственно прикладывают горелку или открытое пламя. Но при индукционном нагреве тепло фактически «индуцируется» внутри самой детали за счет циркулирующих электрических токов.
Индукционный нагрев основан на уникальных характеристиках радиочастотной (РЧ) энергии — той части электромагнитного спектра, которая находится ниже инфракрасной и микроволновой энергии. Поскольку тепло передается продукту с помощью электромагнитных волн, деталь никогда не вступает в прямой контакт с каким-либо пламенем, сам индуктор не нагревается (см. Рисунок 1), и продукт не загрязняется. При правильной настройке процесс становится очень повторяемым и управляемым.
Как работает индукционный нагрев
Как именно работает индукционный нагрев? Это помогает получить базовое представление о принципах электричества.Когда переменный электрический ток подается на первичную обмотку трансформатора, создается переменное магнитное поле. Согласно закону Фарадея, если вторичная обмотка трансформатора находится в магнитном поле, индуцируется электрический ток.
В базовой установке индукционного нагрева, показанной на Рисунке 2, твердотельный ВЧ-источник питания передает переменный ток через индуктор (часто медную катушку), а нагреваемая деталь (заготовка) помещается внутри индуктора. Индуктор служит первичной обмоткой трансформатора, а нагреваемая часть становится вторичной обмоткой короткого замыкания.Когда металлическая деталь помещается в индуктор и попадает в магнитное поле, внутри детали индуцируются циркулирующие вихревые токи.
Как показано на рисунке 3, эти вихревые токи протекают против удельного электрического сопротивления металла, генерируя точное и локализованное тепло без какого-либо прямого контакта между деталью и индуктором. Этот нагрев происходит как с магнитными, так и с немагнитными частями, и его часто называют «эффектом Джоуля», ссылаясь на первый закон Джоуля — научную формулу, выражающую связь между теплотой, производимой электрическим током, проходящим через проводник.
Во-вторых, в магнитных деталях создается дополнительное тепло за счет гистерезиса — внутреннего трения, возникающего при прохождении магнитных деталей через индуктор. Магнитные материалы, естественно, обладают электрическим сопротивлением быстро меняющимся магнитным полям внутри индуктора. Это сопротивление вызывает внутреннее трение, которое, в свою очередь, выделяет тепло.
Таким образом, в процессе нагрева материала нет контакта между индуктором и деталью, и также отсутствуют газы сгорания.Нагреваемый материал может быть размещен в помещении, изолированном от источника питания; погруженный в жидкость, покрытый изолированными веществами, в газовой атмосфере или даже в вакууме.
Важные факторы, которые следует учитывать
Эффективность системы индукционного нагрева для конкретного применения зависит от нескольких факторов: характеристик самой детали, конструкции индуктора, мощности источника питания и величины изменения температуры, необходимой для данного применения.
Характеристики детали
МЕТАЛЛ ИЛИ ПЛАСТИК
Во-первых, индукционный нагрев работает напрямую только с проводящими материалами, обычно с металлами. Пластмассы и другие непроводящие материалы часто можно нагревать косвенно, сначала нагревая проводящий металлический приемник, который передает тепло непроводящему материалу.
МАГНИТНЫЙ ИЛИ НЕМАГНИТНЫЙ
Магнитные материалы легче нагревать. Помимо тепла, вызванного вихревыми токами, магнитные материалы также выделяют тепло за счет так называемого эффекта гистерезиса (описанного выше).Этот эффект перестает проявляться при температурах выше «точки Кюри» — температуры, при которой магнитный материал теряет свои магнитные свойства. Относительное сопротивление магнитных материалов оценивается по шкале «проницаемости» от 100 до 500; в то время как немагнитные материалы имеют проницаемость 1, магнитные материалы могут иметь проницаемость до 500.
ТОЛЩИЙ ИЛИ ТОЛЩИЙ
В случае проводящих материалов около 85% теплового эффекта происходит на поверхности или «коже» детали; интенсивность нагрева уменьшается по мере удаления от поверхности.Таким образом, маленькие или тонкие детали обычно нагреваются быстрее, чем большие толстые, особенно если большие детали необходимо нагреть полностью.
Исследования показали взаимосвязь между частотой переменного тока и глубиной проникновения нагрева: чем выше частота, тем меньше нагрев детали. Частоты от 100 до 400 кГц производят относительно высокоэнергетическое тепло, идеально подходящее для быстрого нагрева небольших деталей или поверхности / кожи больших деталей. Было показано, что для глубокого проникающего тепла наиболее эффективными являются более длительные циклы нагрева на более низких частотах от 5 до 30 кГц.
СОПРОТИВЛЕНИЕ
Если вы используете один и тот же индукционный процесс для нагрева двух кусков стали и меди одинакового размера, результаты будут совершенно разными. Почему? Сталь — наряду с углеродом, оловом и вольфрамом — имеет высокое электрическое сопротивление. Поскольку эти металлы сильно сопротивляются току, быстро накапливается тепло. Металлы с низким удельным сопротивлением, такие как медь, латунь и алюминий, нагреваются дольше. Удельное сопротивление увеличивается с повышением температуры, поэтому очень горячая сталь будет более восприимчива к индукционному нагреву, чем холодная.
Конструкция индуктора
Именно внутри индуктора создается переменное магнитное поле, необходимое для индукционного нагрева, за счет протекания переменного тока. Таким образом, конструкция индуктора — один из наиболее важных аспектов всей системы. Хорошо спроектированный индуктор обеспечивает правильный режим нагрева для вашей детали и максимизирует эффективность источника питания индукционного нагрева, при этом позволяя легко вставлять и извлекать деталь.
Мощность блока питания
Размер индукционного источника питания, необходимый для нагрева конкретной детали, можно легко рассчитать.Во-первых, необходимо определить, сколько энергии необходимо передать заготовке. Это зависит от массы нагреваемого материала, удельной теплоемкости материала и требуемого повышения температуры. Также следует учитывать потери тепла от теплопроводности, конвекции и излучения.
Требуется степень изменения температуры
Наконец, эффективность индукционного нагрева для конкретного применения зависит от требуемого изменения температуры. Возможен широкий диапазон температурных изменений; Как показывает практика, для увеличения степени изменения температуры обычно используется большая мощность индукционного нагрева.
Что такое индукционный нагрев? | Inductoheat Inc
Компании группыInductotherm используют электромагнитную индукцию для плавления, нагрева и сварки в различных отраслях промышленности. Но что такое индукция? И чем он отличается от других способов обогрева?
Для типичного инженера индукция — увлекательный метод нагрева. Наблюдение за тем, как кусок металла в катушке становится вишнево-красным за считанные секунды, может быть удивительным для тех, кто не знаком с индукционным нагревом.Оборудование для индукционного нагрева требует понимания физики, электромагнетизма, силовой электроники и управления технологическими процессами, но основные концепции, лежащие в основе индукционного нагрева, просты для понимания.
Основы
Обнаружил Майкл Фарадей, индукция начинается с катушки из проводящего материала (например, меди). Когда ток течет через катушку, в катушке и вокруг нее создается магнитное поле. Способность магнитного поля выполнять работу зависит от конструкции катушки, а также от величины тока, протекающего через катушку.
Направление магнитного поля зависит от направления тока, поэтому переменный ток через катушку приведет к изменению направления магнитного поля с той же скоростью, что и частота переменного тока. Переменный ток 60 Гц заставит магнитное поле менять направление 60 раз в секунду. Переменный ток 400 кГц вызовет переключение магнитного поля 400 000 раз в секунду.
Когда проводящий материал, заготовка, помещается в изменяющееся магнитное поле (например, поле, генерируемое переменным током), в заготовке индуцируется напряжение (закон Фарадея).Индуцированное напряжение приведет к потоку электронов: току! Ток, протекающий через заготовку, будет идти в направлении, противоположном току в катушке. Это означает, что мы можем контролировать частоту тока в заготовке, контролируя частоту тока в катушке.
Когда ток течет через среду, движение электронов будет сопротивляться. Это сопротивление проявляется в виде тепла (эффект джоулевого нагрева). Материалы, которые более устойчивы к потоку электронов, будут выделять больше тепла, когда через них протекает ток, но, безусловно, можно нагревать материалы с высокой проводимостью (например, медь) с помощью индуцированного тока.Это явление критично для индукционного нагрева.
Что нам нужно для индукционного нагрева?
Все это говорит нам о том, что для индукционного нагрева необходимы две основные вещи:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Чем отличается индукционный нагрев от других методов нагрева?
Есть несколько методов нагрева объекта без индукции.Некоторые из наиболее распространенных промышленных практик включают газовые печи, электрические печи и соляные бани. Все эти методы основаны на передаче тепла продукту от источника тепла (горелки, нагревательного элемента, жидкой соли) посредством конвекции и излучения. Как только поверхность продукта нагревается, тепло передается через продукт за счет теплопроводности.
Продукты с индукционным нагревом не используют конвекцию и излучение для доставки тепла к поверхности продукта. Вместо этого тепло генерируется на поверхности продукта за счет протекания тока.Затем тепло от поверхности продукта передается через продукт за счет теплопроводности. Глубина, на которой тепло генерируется непосредственно с помощью индуцированного тока, зависит от того, что называется электрической опорной глубиной .
Электрическая опорная глубина сильно зависит от частоты переменного тока, протекающего через заготовку. Ток с более высокой частотой приведет к более мелкой электрической опорной глубине , а ток более низкой частоты приведет к более глубокой опорной электрической глубине .Эта глубина также зависит от электрических и магнитных свойств детали.
Опорная электрическая глубина высокой и низкой частоты Компании группыInductotherm используют преимущества этих физических и электрических явлений, чтобы адаптировать решения для обогрева для конкретных продуктов и приложений. Тщательный контроль мощности, частоты и геометрии змеевика позволяет компаниям группы Inductotherm проектировать оборудование с высоким уровнем управления технологическим процессом и надежностью независимо от области применения.
Индукционная плавка
Для многих процессов плавление — это первый шаг в производстве полезного продукта; индукционная плавка выполняется быстро и эффективно. Изменяя геометрию индукционной катушки, индукционные плавильные печи могут удерживать заряды, размер которых варьируется от объема кофейной кружки до сотен тонн расплавленного металла. Кроме того, регулируя частоту и мощность, компании группы Inductotherm могут обрабатывать практически все металлы и материалы, включая, помимо прочего: железо, сталь и сплавы нержавеющей стали, медь и сплавы на ее основе, алюминий и кремний.Индукционное оборудование разрабатывается индивидуально для каждого приложения, чтобы обеспечить его максимальную эффективность.
Основным преимуществом индукционной плавки является индукционное перемешивание. В индукционной печи металлическая шихта плавится или нагревается током, генерируемым электромагнитным полем. Когда металл расплавляется, это поле также заставляет ванну двигаться. Это называется индуктивным перемешиванием. Это постоянное движение естественным образом перемешивает ванну, образуя более однородную смесь, и способствует легированию.Величина перемешивания определяется размером печи, мощностью, подаваемой на металл, частотой электромагнитного поля и типом / количеством металла в печи. При необходимости количество индукционного перемешивания в любой печи можно регулировать для специальных применений.
Индукционная вакуумная плавка
Поскольку индукционный нагрев осуществляется с помощью магнитного поля, заготовка (или нагрузка) может быть физически изолирована от индукционной катушки огнеупором или другой непроводящей средой.Магнитное поле будет проходить через этот материал, чтобы вызвать напряжение в находящейся внутри нагрузке. Это означает, что груз или заготовку можно нагревать в вакууме или в тщательно контролируемой атмосфере. Это позволяет обрабатывать химически активные металлы (Ti, Al), специальные сплавы, кремний, графит и другие чувствительные проводящие материалы.
Индукционный нагрев
В отличие от некоторых методов сжигания, индукционный нагрев точно регулируется независимо от размера партии. Изменение тока, напряжения и частоты через индукционную катушку приводит к точно настроенному инженерному нагреву, идеально подходящему для точных применений, таких как упрочнение, закалка и отпуск, отжиг и другие формы термообработки.Высокий уровень точности важен для критически важных приложений, таких как автомобилестроение, аэрокосмическая промышленность, волоконная оптика, соединение боеприпасов, закалка проволоки и отпуск пружинной проволоки. Индукционный нагрев хорошо подходит для специальных применений в металлах, включая титан, драгоценные металлы и современные композиты. Точный контроль нагрева, доступный с помощью индукции, не имеет себе равных. Кроме того, используя те же принципы нагрева, что и при нагреве в вакуумных тиглях, индукционный нагрев может осуществляться в атмосфере для непрерывных применений.Например, светлый отжиг трубы и трубы из нержавеющей стали.
Высокочастотная индукционная сварка
Когда индукция осуществляется с использованием высокочастотного (HF) тока, возможна даже сварка. В этом приложении очень небольшая электрическая опорная глубина , которая может быть достигнута с помощью высокочастотного тока. В этом случае металлическая полоса формируется непрерывно, а затем проходит через набор точно спроектированных валков, единственная цель которых — прижать кромки сформированной полосы друг к другу и создать сварной шов.Непосредственно перед тем, как сформированная полоса достигает комплекта валков, она проходит через индукционную катушку. В этом случае ток течет вниз по геометрической «форме», образованной краями полосы, а не только вокруг внешней части сформированного канала. По мере прохождения тока по краям ленты они нагреваются до подходящей температуры сварки (ниже температуры плавления материала). Когда кромки прижимаются друг к другу, весь мусор, оксиды и другие загрязнения вытесняются наружу, что приводит к образованию твердотельного кузнечного шва.
Будущее
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Индукционный кузнечный нагрев
Индукционные системы индукционного нагрева кузнечных изделий Inductoforge® для заготовокИнновационная индукционная кузнечная технология для исключительной производительности
Inductoheat — Технология индукционного нагрева кузнечных изделий используется для нагрева прутков и заготовок широкого диапазона диаметров.Блок питания Inductoforge ® , созданный для работы в агрессивных средах ковки, является последним поколением промышленно проверенной системы. Существующая надежная технология усовершенствована, чтобы обеспечить уникальные характеристики, особенно выгодные для кузнечной промышленности.
Технология индукционного нагрева кузнечных изделий
Достижения в наших технологиях нагрева кузнечных изделий включают новые системы нагрева заготовок Inductoforge ® , в которых используется стандартизованная модульная конструкция, обеспечивающая гибкость в источниках питания, механических приспособлениях, средствах управления и эксплуатации.Для модульной системы обогрева Inductoforge ® доступна компьютерная программа моделирования температурного профиля IHAZ ™. Пакет программного обеспечения iHaz ™ представляет собой технологию численного моделирования с прогнозированием, которая точно прогнозирует температуру по всему поперечному сечению стержня / заготовки, от поверхности до сердцевины. Эти системы очень эффективны и позволяют увеличивать вес в фунтах. в час с меньшим энергопотреблением по сравнению с обычными системами ковки. Использование программного обеспечения для моделирования iHaz позволяет оператору выбирать тип материала, размеры, производительность, желаемую температуру и другие аспекты для расчета наилучшего возможного рецепта.
- Загрузить рецепт прямо в индукционный нагреватель заготовок через Ethernet.
- Избавьтесь от догадок о рецепте
- Мощность распределяется по линии змеевика, как определено в рецепте моделирования iHaz.
- Во время интенсивного производства система Inductoforge будет повышать мощность первых модулей и понижать мощность — более поздних модулях.
- Для более низкой производительности мощность может быть перераспределена на более поздние модули, сохраняя при этом непревзойденную однородность температуры.
- Используйте оценки мощности, полученные при расчете iHaz, для определения затрат на электроэнергию для квотирования новых проектов.
В режиме ожидания
- Позволяет кузнечному агрегату останавливаться и удерживать заготовки при температуре, пока устраняются проблемы на линии.
- Исключает попадание заготовок в бункер для брака, сокращая количество отходов.
Технические характеристики сборки для тяжелых условий эксплуатации
- Установки созданы для работы в суровых условиях кузнечного цеха
- Усиленный подающий цепной конвейер с регулируемыми боковыми направляющими для различных размеров заготовок
- Встроенная система рециркуляции воды с теплообменником
- Встроенные желоба для шкалы
- Мощность модули похожи друг на друга и имеют минимальное количество компонентов в каждом шкафу, что упрощает поиск и устранение неисправностей и обслуживание.
- Долговечные и жесткие силовые модули отлично зарекомендовали себя в области надежности и отсутствия простоев.
- Использование нескольких источников питания позволяет продолжить производство с меньшей скоростью в случае, если один модуль требует обслуживания.
Запросить цену
Основы технологии индукционного нагрева
Индукционный нагрев
Проще говоря, индукционный нагрев является наиболее чистым, эффективным, рентабельным, точным и воспроизводимым методом нагрева материалов, доступным на сегодняшний день в отрасли.
Точно разработанные индукционные катушки в сочетании с мощным и гибким индукционным источником питания обеспечивают воспроизводимые результаты нагрева, соответствующие желаемому применению. Индукционные источники питания, разработанные для точной количественной оценки нагрева материала и реагирования на изменения свойств материала во время цикла нагрева, делают реальностью достижение различных профилей нагрева с помощью одного приложения нагрева.
Целью индукционного нагрева может быть упрочнение детали для предотвращения износа; придать металлопластику для ковки или горячей штамповки желаемую форму; спаять или спаять две части вместе; плавить и смешивать ингредиенты, которые входят в жаропрочные сплавы, что делает возможным создание реактивных двигателей; или для любого количества других приложений.
Основы
Индукционный нагрев происходит в электропроводящем объекте (не обязательно из магнитной стали), когда объект находится в переменном магнитном поле. Индукционный нагрев происходит из-за гистерезиса и потерь на вихревые токи.
Гистерезисные потери возникают только в магнитных материалах, таких как сталь, никель и некоторые другие. Потери на гистерезис утверждают, что это вызвано трением между молекулами, когда материал намагничивается сначала в одном направлении, а затем в другом.Молекулы можно рассматривать как небольшие магниты, которые вращаются при каждом изменении направления магнитного поля. Требуется работа (энергия), чтобы перевернуть их. Энергия превращается в тепло. Скорость расхода энергии (мощности) увеличивается с увеличением скорости реверсирования (частоты).
Вихретоковые потери возникают в любом проводящем материале в переменном магнитном поле. Это вызывает заголовок, даже если материалы не обладают какими-либо магнитными свойствами, обычно присущими железу и стали.Примерами являются медь, латунь, алюминий, цирконий, немагнитная нержавеющая сталь и уран. Вихревые токи — это электрические токи, индуцируемые в материале действием трансформатора. Как следует из их названия, кажется, что они движутся вихрями на водоворотах внутри твердой массы материала. Вихретоковые потери намного важнее гистерезисных потерь при индукционном нагреве. Обратите внимание, что индукционный нагрев применяется к немагнитным материалам, в которых отсутствуют гистерезисные потери.
Для нагрева стали для закалки, ковки, плавки или любых других целей, требующих температуры выше температуры Кюри, мы не можем полагаться на гистерезис.Сталь теряет свои магнитные свойства выше этой температуры. Когда сталь нагревается ниже точки Кюри, вклад гистерезиса обычно настолько мал, что им можно пренебречь. Для всех практических целей I 2 R вихревых токов — единственный способ, которым электрическая энергия может быть преобразована в тепло для целей индукционного нагрева.
Две основные вещи для индукционного нагрева:
- Изменяющееся магнитное поле
- Электропроводящий материал, помещенный в магнитное поле
Преимущества индукционного нагрева
Индукционный нагрев особенно полезен при выполнении повторяющихся операций.После того, как машина индукционного нагрева правильно отрегулирована, часть за частью нагревается с одинаковыми результатами. Возможность индукционного нагрева для одинакового нагрева следующих друг за другом деталей означает, что процесс можно адаптировать к полностью автоматическому режиму, когда детали загружаются и разгружаются механически.
Индукционный нагрев сделал возможным размещение таких операций, как закалка, на производственных линиях вместе с другими станками, а не в удаленных отдельных отделах. Это экономит время на транспортировку деталей из одной части завода в другую.Индукционный нагрев чистый. Не сбрасывает неприятный жар. Условия работы вокруг машин индукционного нагрева хорошие. Они не выделяют дым и грязь, которые иногда бывают в цехах термообработки и кузнечных цехах.
Другой желательной характеристикой индукционного нагрева является его способность нагревать только небольшую часть заготовки, что дает преимущества, когда нет необходимости нагревать всю деталь. Это преимущество имеет решающее значение для основных деталей с несколькими локализованными участками повышенного износа при нормальной эксплуатации.Раньше требовался более качественный и более дорогой материал, чтобы выдерживать эксплуатационный износ. С помощью индукции можно обрабатывать менее дорогие материалы на месте для достижения требуемой долговечности.
Индукционный нагрев быстрый. Правильно настроенная машина индукционного нагрева может обрабатывать большие объемы деталей в минуту за счет использования эффективной конструкции змеевика и обращения с деталями. Поскольку машины индукционного нагрева хорошо подходят для автоматизации, их можно легко интегрировать с существующими линиями по производству деталей.В отличие от решений для лучистого отопления, индукционный нагрев нагревает только часть внутри змеевика, не тратя энергию на ненужный нагрев.
Индукционный нагрев чистый. Без операций пламени, которые оставляют сажу или иным образом требуют очистки после нагрева, индукция является выбором для деталей, требующих чистого нагрева, например, при пайке. Поскольку в индукционном нагреве используются магнитные поля, проницаемые через стекло или другие материалы, возможен контролируемый индукционный нагрев атмосферы.
История индукционного нагрева
Фарадей (1791-1867) был знаком с фундаментальными принципами, лежащими в основе индукции. Сначала акцент был сделан на нежелательных последствиях явления. Большое внимание было уделено поиску методов уменьшения влияния индукции, чтобы такие устройства, как трансформаторы, двигатели и генераторы, могли стать более эффективными.
Майклу Фарадею (1791-1867) приписывают открытие фундаментальных принципов, лежащих в основе индукционного нагрева в 1831 году.Тем не менее, исследования индукции были сосредоточены на поиске методов уменьшения влияния индукции, чтобы такие устройства, как трансформаторы, двигатели и генераторы, поначалу могли стать более эффективными.
Интерес к возможности плавления металлов индукцией возник в 1916 году. Одним из первых коммерческих приложений было плавление небольших зарядов с использованием генераторов искрового разрядника. Еще одним ранним применением было нагревание металлических элементов вакуумных трубок для отвода поглощенных газов перед герметизацией.
За несколько лет до Второй мировой войны ряд компаний, более или менее независимо друг от друга, начали понимать, что индукция является решением для широкого спектра специализированных нагревательных приложений. Хотя индукция не стала промышленным процессом еще долго после ее теоретического открытия, ее рост был быстрым во время Второй мировой войны, когда возникла немедленная потребность в производстве большого количества деталей с минимальными трудозатратами.
Сегодня индукция заняла свое место в нашей промышленной экономике как средство ускорения производства деталей, снижения производственных затрат и достижения качественных результатов.
Нажмите, чтобы узнать об истории Радин
Будущее индукции
С наступлением эпохи высокотехнологичных материалов, альтернативных источников энергии и необходимости расширения возможностей развивающихся стран уникальные возможности индукции предлагают инженерам и конструкторам будущего быстрый, эффективный и точный метод нагрева.
Как технология выбора для быстрого, чистого, повторяемого, точного и эффективного нагрева, индукция прочно зарекомендовала себя в будущем производства как краеугольный камень отрасли.Быстрое развитие Induction с момента своего открытия принесло ей репутацию передовой технологии, критически важной для открытия новых, более эффективных процессов. Сегодня индукция является синонимом новаторских решений, открывающих путь к новой парадигме в производственных технологиях.
Технология Radyne находится на переднем крае индукционного нагрева, вводя новшества в новых способах дальнейшего развития методов и процессов индукционного нагрева на новых, ранее заброшенных территориях. Мы являемся ведущим мировым производителем и пионером в разработке передового оборудования для индукционного нагрева и нагрева с регулируемой атмосферой.Щелкните здесь, чтобы узнать больше о блоке питания TFD.
Дополнительная литература
Дальнейшее обсуждение темы основ индукционного нагрева можно найти, продолжив нашу статью о передовых концепциях индукционного нагрева, охватывающую темы, которые лежат в основе теории индукционного нагрева, установленной здесь. Для еще большего количества ресурсов индукционного нагрева Radyne предоставляет несколько ресурсов для вашего удобства, позволяющих использовать теорию индукции для осознанной работы: в том числе плакаты для справки с общими лабораторными и производственными таблицами и справочники по основам индукции.
Индукционный нагрев: что это и как работает?
Что такое индукционный нагрев?
Индукционный нагрев — это процесс нагрева металлов и других электропроводящих материалов, который является точным, повторяемым и безопасным бесконтактным методом. Он включает в себя сложную комбинацию электромагнитной энергии и теплопередачи, которая проходит через индукционную катушку, создавая электромагнитное поле внутри катушки для металлических материалов. Такие материалы, как сталь, медь, латунь, графит, золото, серебро, алюминий и карбид, могут быть нагреты для различных применений, включая различные виды термообработки, такие как закалка, отжиг, отпуск, пайка, пайка, термоусадочная муфта, нагрев. стекинг, склеивание, отверждение, плавление и многое другое.
Чтобы понять основы индукционного нагрева, необходимо изучить два ключевых явления; Закон индукции и скин-эффекта Фарадея.
Закон индукции Фарадея
Когда электропроводящий материал (например, металл) помещается в изменяющееся во времени магнитное поле, электрический ток (называемый «вихревым током») индуцируется в части, создающей второе магнитное поле, которое противостоит приложенному полю (рисунок ниже). Причина этого явления заключается в том, что изменяющееся во времени магнитное поле нарушает расслабленное состояние окружающей среды для электропроводящего материала.В свою очередь, материал пытается противодействовать этому изменению, создавая другое магнитное поле, чтобы отменить наложенное поле.
Как работает индукционный нагрев?
Явление индукции имеет два важных следствия:
и. Индуцированная сила . На рисунке ниже показан пример, где постоянный магнит помещен в медную трубку. Индуцированная сила согласно закону Фарадея пытается остановить движение магнита внутри трубки.
ii. Индуцированное тепло. Когда электропроводящий материал подвергается воздействию переменного магнитного поля, в зависимости от материала, тепло индуцируется двумя механизмами; Джоулев нагрев и магнитный гистерезис. Последнее происходит в магнитных металлах (таких как углеродистая сталь ниже температуры Кюри), в которых вращение соседних магнитных диполей из-за изменения направления наложенного магнитного поля приведет к трению и нагреву. Этот эффект усиливается при увеличении частоты наложенного магнитного поля.2, где R — электрическое сопротивление пути тока. Сопротивление пути тока обратно пропорционально площади поперечного сечения, в которой протекает ток.
Как генерируется индуцированное тепло?
Если электропроводящий материал подвергается воздействию магнитного поля, в материале индуцируются вихревые токи. Особые характеристики таких токов приводят к явлению, которое мы называем «индукционным нагревом». Вихревые токи концентрируются на поверхности материала.Причина в том, что на высокой частоте наложенное магнитное поле очень быстро меняет свое направление. Следовательно, индуцированные токи в одном направлении не успевают проникнуть в глубину металла, прежде чем их время истечет. Толщина проникновения тока в материал называется «глубиной скин-слоя». Глубина скин-слоя зависит от электромагнитных свойств материала, а также обратно пропорциональна частоте. На рисунке ниже показана зависимость глубины скин-слоя от частоты.2. Следовательно, происходит сильное преобразование электрической энергии в тепловую.
Артикул:
- С. Зинн и С. Л. Семятин, «Элементы индукционного нагрева, проектирования, управления и приложений», A S M International, ISBN-13: 9780871703088, 1988
Видео предоставлено: https://www.youtube.com/watch?v=5BeFoz3Ypo4
Индукционный нагреватель — принцип работы
Исторически различные методы отопления использовались как для бытовых, так и для коммерческих целей.Проводимость, конвекция и излучение являются основными типами теплопередачи с более сложной термодинамикой, основанной на этих трех основных принципах. В обрабатывающей промышленности используются несколько методов теплопередачи для изменения удельного электрического сопротивления, магнитных и физических свойств металлов с использованием более совершенных методов. Вопрос в том, можно ли использовать индукционные нагреватели и для теплопередачи?Что такое индукционный нагрев?
Индукционный нагрев — это процесс, предназначенный для нагрева электропроводящего материала, такого как металл, для изменения его физических свойств без контакта материала с индуктором.Тепло передается проводящему материалу циркулирующими электрическими токами, когда он находится в магнитном поле. Металлы предварительно нагреваются до высоких температур, например, перед прессованием и ковкой. Это называется индукционной ковкой, и для нагрева используется индукционный нагреватель.
В промышленных процессах, требующих от производителей изменения металлов, в основном используется индукционный нагрев. Металлы, будучи хорошими проводниками, легко становятся мягкими или твердыми, а также связываются с другими металлами посредством индукционного нагрева.
Для процесса индукционного нагрева материал можно размещать подальше от источника питания. Материал также можно погружать в жидкости, газы или хранить в вакууме. Остаточные выбросы при горении отсутствуют, поэтому металлы нагреваются без пламени и дыма. Этот процесс обеспечивает улучшенную, регулируемую и стабильную скорость передачи тепла в систему с минимальными потерями тепла.
Индукционный нагрев полезен для всех тех процессов, где нужно избегать прямого пламени, добиваться быстрых результатов, высокого качества и долговечности.
Компоненты индукционного нагревателя
Типичный индукционный нагреватель состоит из:
- блок питания
- электромагнит
- электрический осциллятор
- индукционная рабочая катушка
Источник питания должен обеспечивать переменный ток на рабочую катушку.
Как работает индукционный нагреватель?
Нагреваемый материал находится внутри змеевика. Индукционная рабочая катушка имеет водяное охлаждение и не касается нагретого материала.Блок питания используется для преобразования постоянной мощности в переменный ток.
Электронный генератор посылает на электромагнит переменный ток высокой частоты. Катушка получает переменное магнитное поле. Это магнитное поле передается в материал или проводник, настроенный для нагрева. В проводнике возникает электрический ток, также известный как вихревой ток. Затем проводник нагревается за счет протекания и циркуляции вихревых токов через сопротивление материала. Это также известно как Джоулев нагрев.Ферромагнитные металлы, такие как железо, также могут нагреваться из-за потерь на магнитный гистерезис.
Image © 2018 EngineeringClicksНачальная частота высокого электрического тока может варьироваться в зависимости от многих факторов, таких как тип нагреваемого материала, уровень глубины нагрева, тип соединения между катушкой и проводником, а также размер объекта.
Материалами для обогрева могут быть металлы, полупроводники, а также непроводники. Стекло и пластик не являются проводниками. Для нагрева материала с низкой проводимостью или без проводимости; индукция сначала используется для нагрева другого проводника, такого как графит, который может передавать тепло непроводящему материалу.
Индукционный нагрев полезен для многих типов процессов. Его можно использовать там, где подходит очень низкая температура, а также для других процессов, где температура может достигать 3000 градусов по Цельсию. В зависимости от процесса и спецификаций процесс нагрева может занять много месяцев или всего долю секунды.
Факторы, влияющие на индукцию нагрева
Скорость нагрева металла в основном зависит от его удельного сопротивления. Если он имеет более высокое удельное сопротивление и низкое сопротивление, то при прохождении тока он выделяет больше тепла.Но из-за низкого удельного сопротивления металл выделяет меньше тепла. Следовательно, черные металлы, имеющие более высокое удельное сопротивление, являются наиболее подходящими для индукционного нагрева. Индукционный нагреватель также может повышать температуру меди и алюминия, но медленнее.
Тепло, выделяемое в металле, также зависит от начального тока катушки, количества витков катушки, частоты источника питания, связи между катушкой и материалом и удельного электрического сопротивления материала.
Если система подключена и расположена правильно, индукция будет более плавной и управляемой.Во время и после процесса индукционный нагреватель не нагревается.
Приложения
Индукционный нагрев используется в домашнем хозяйстве для приготовления пищи на плитах. В промышленности существует множество применений индукции, например, в исследованиях и проектировании, сушке объектов, сварке деталей, методах усадки, ковке, плавлении, герметизации, а также пайке.
Можете ли вы придумать, кроме использования индукционного нагревателя, какие-либо другие способы преобразования электроэнергии в тепловую?
Индукционный нагрев: железо vs.Цветной металл
Четверг Сентябрь 29, 2016
Нам задают много вопросов о том, подходит ли индукционный нагрев для различных применений, например, для пайки меди. Медь является цветным металлом, и индукционный нагрев работает только с черными металлами, поэтому пайка меди не подходит для продуктов индукционного нагрева серии Mini-Ductor ® или Inductor ® , но они идеально подходят для удаления наконечников и колесные гайки, потому что они сделаны из стали, черного металла.
Ниже приводится обзор свойств черных и цветных металлов.
Краткий ответ
Черные металлы и сплавы содержат железо, а цветные металлы — нет. Однако все немного сложнее. И черные, и цветные металлы имеют свои отличительные свойства, которые определяют, для каких областей применения они лучше всего подходят.
Черные металлы
Черные металлы включают легированную сталь, углеродистую сталь, чугун и кованое железо.Основные характеристики этих металлов — их прочность на разрыв и долговечность. Вы можете найти черные металлы в строительстве (включая небоскребы и мосты), автомобилях, транспортных контейнерах, рельсах для железных дорог и многих инструментах и оборудовании, которые вы найдете у себя дома.
Свойства черных металлов
При создании черных металлов используется большое количество углерода, поэтому большинство из них уязвимо для ржавчины. Хотя не все черные металлы (такие как кованое железо и нержавеющая сталь) чувствительны к окислению, есть вероятность, что если они ржавеют, то это будут черные металлы.Большинство черных металлов также обладают магнитными свойствами, хотя лишь некоторые из них, называемые ферромагнитными материалами, обладают значительными магнитными свойствами. Эти материалы включают никель, железо и кобальт. Эти материалы могут намагничиваться под воздействием внешнего магнитного поля. Их магнитные свойства делают их очень полезными для производства таких вещей, как большие двигатели и электрические приборы.
Цветные металлы
Цветные металлы включают алюминий, медь, латунь, никель, олово, свинец и хром (хром), а также драгоценные металлы, такие как золото и серебро.Хотя некоторые цветные металлы довольно прочные, их обычно используют из-за других свойств, которых нет у черных металлов.
Свойства цветных металлов
Цветные металлы намного легче черных металлов, поэтому они хорошо подходят для таких отраслей, как авиация и консервная промышленность. Они также более устойчивы к ржавчине и коррозии, поэтому их часто используют для таких предметов, как кровля, водопроводные трубы и дорожные знаки.