


Индуктивный элемент
Индуктивным называют идеализированный элемент, в котором электрическая энергия преобразуется в энергию магнитного поля, а преобразования в другие виды энергии не происходит.
Обозначение индуктивного элемента в электрических схемах приведено на рисунке 1.3.
Рисунок 1.3 – Условное графическое обозначение индуктивного элемента
Количественной характеристикой индуктивного элемента является индуктивность L. В системе СИ индуктивность измеряется в Генри [Гн].
Функциональная зависимость между напряжением u и током i может быть получена с помощью закона Фарадея, согласно которому:
 ,
,
где 
 – потокосцепление катушки,
– потокосцепление катушки,
 — число витков,
— число витков,
 – поток магнитной индукции:
– поток магнитной индукции:
 .
.
В системе СИ потокосцепление и магнитный поток измеряются в Веберах [Вб].
Тогда, функциональная зависимость между током i и напряжением u на зажимах индуктивного элемента имеет вид:

 .
.
Свойства индуктивного элемента оценивается с помощью вебер-амперной характеристики (ВбАХ), приведенной на рисунке 1.4.
Рисунок 1.4 – Вебер-амперные характеристики индуктивного
элемента
Вебер-амперная характеристика имеет вид прямой линии, когда индуктивность индуктивного элемента L не является функцией тока i и потокосцепления ψ, и нелинейная, когда L является функциональной зависимостью либо
Энергия, запасенная в магнитном поле индуктивности равна:
 .
.
Для цепей постоянного тока, где  , сопротивление индуктивного элемента представляет собой идеальный проводник, сопротивление которого равно нулю.
, сопротивление индуктивного элемента представляет собой идеальный проводник, сопротивление которого равно нулю.
Емкостной элемент
Емкостным называют идеализированный элемент, в котором электрическая энергия преобразуется в энергию электрического поля. Преобразования электрической энергии в другие виды энергии не происходит.
Обозначение емкостного элемента в электрических схемах приведено на рисунке 1.5.
Рисунок 1.5 – Условное графическое обозначение емкостного
элемента
Количественной характеристикой емкостного элемента является емкость  . В системе СИ емкость измеряется в Фарадах [Ф].
. В системе СИ емкость измеряется в Фарадах [Ф].
Функциональная зависимость между током i и напряжением u на зажимах емкостного элемента иммет вид:
 ,
,  ,
,
где  — электрический заряд. В системе СИ электрический заряд измеряется в Кулонах [Кл].
— электрический заряд. В системе СИ электрический заряд измеряется в Кулонах [Кл].
Свойства емкостного элемента могут быть оценены с помощью кулон-вольтной характеристики, приведенной на рисунке 1.6.
Кулон-вольтная характеристика имеет вид прямой линии, когда емкость емкостного элемента С не зависит от напряжения uC и электрического заряда q, и нелинейная, когда С является функциональной зависимостью либо
Ток емкости характеризует скорость накопления заряда. Если ток больше нуля, то происходит накопление заряда, если меньше нуля – разряд. Для постоянного тока напряжение на зажимах емкости не изменяется во времени, следовательно, ток емкости равен нулю, а сопротивление емкости постоянному току бесконечно велико.
Рисунок 1.6 – Кулон-вольтные характеристики емкостного элемента
Энергия электрического поля, запасенная емкостью равна:
Активные элементы
К активным элементам электрической цепи относятся те элементы, которые содержат в своей структуре источники электрической энергии (генераторы, аккумуляторы, солнечные батареи и т. п.)
Характеристикой источников электрической энергии является ЭДС  (рис.1.7) и внутреннее сопротивление
(рис.1.7) и внутреннее сопротивление  .
.
ЭДС источника определяется разностью потенциалов на зажимах источника при отсутствии тока 
Рисунок 1.7 – Источник электрической энергии
Рассмотрим основные характеристики источника электрической энергии на примере простейшей цепи постоянного тока, приведенной на рисунке 1.8, включающую в себя источник постоянной ЭДС  с внутренним сопротивлением
с внутренним сопротивлением 
Рисунок 1.8 – Простейшая цепь постоянного тока
В электрической цепи протекает ток I и напряжение U на зажимах источника меньше ЭДС источника на величину падения напряжения  на внутреннем сопротивлении источника:
на внутреннем сопротивлении источника:
 .
.
В этом случае вольт-амперные характеристики источника, при 
Рисунок 1.9 – Внешние характеристики источника питания
Наклон характеристики определяется величиной . С увеличением внутреннего сопротивления, наклон характеристики увеличивается.
При 
 .
.
При  ВАХ источника питания параллельна оси токов (рис. 1.10, б). Такой источник называют идеальным – источником напряжения (рис. 1.10, а).
ВАХ источника питания параллельна оси токов (рис. 1.10, б). Такой источник называют идеальным – источником напряжения (рис. 1.10, а).
Рисунок 1.10 – Идеальный источник питания и его ВАХ
Независимо от тока в цепи, напряжение на зажимах такого источника всегда равно ЭДС Е.
Исходная электрическая цепь может быть описана с помощью схемы, представленной на рисунке 1.11. Источник представлен эквивалентной схемой в виде последовательного соединения источника напряжения и внутреннего сопротивления
 , включающий сопротивление лампы
, включающий сопротивление лампы  и сопротивление соединительных проводов
и сопротивление соединительных проводов  . Источник ЭДС и приемник соединены идеальным проводником, сопротивление которого равно нулю(
. Источник ЭДС и приемник соединены идеальным проводником, сопротивление которого равно нулю( 
 ).
).
Рисунок 1.11 – Реальная цепь постоянного тока
Мощность, генерируемая источником напряжения равна  . Она расходуется на внутреннее сопротивление источника
. Она расходуется на внутреннее сопротивление источника  и на сопротивления приемника и соединительных проводов
и на сопротивления приемника и соединительных проводов  . Т.е.
. Т.е.
 .
.
Из выражения  , следует
, следует  . Откуда
. Откуда  . Этому выражению соответствует электрическая схема, изображенная на рисунке 1.12.
. Этому выражению соответствует электрическая схема, изображенная на рисунке 1.12.
Рисунок 1.12 – Исходная схема с источником тока
Где –  ,
,  – проводимости внутреннего сопротивления и нагрузки.
– проводимости внутреннего сопротивления и нагрузки.
Величина  будет уменьшаться при уменьшении
будет уменьшаться при уменьшении  и при
и при  ток
ток  . В данном случае имеем идеальный источник, называемый источником тока (рис. 1.13, а), в цепи с которым независимо от
. В данном случае имеем идеальный источник, называемый источником тока (рис. 1.13, а), в цепи с которым независимо от  ток всегда будет постоянным. Его ВАХ имеет вид, представленный на рисунке 1.13, б.
ток всегда будет постоянным. Его ВАХ имеет вид, представленный на рисунке 1.13, б.
Рисунок 1.13 – Идеальный источник тока и его ВАХ
Мощность, генерируемая источником тока равна  .
.
Таким образом, источник электрической энергии может быть представлен в виде двух эквивалентных схем с источником напряжения (рис. 1.14, а) и с источником тока (рис. 1.14, б). Обе схемы источников электрической энергии являются эквивалентными.
Рисунок 1.14 – Эквивалентные схемы источников энергии –
с источником напряжения а) и источником тока б)
Режимы работы электрической цепи определяются на пересечении ВАХ источника и приемника (рис. 1.15).
Рисунок 1.15 – Режим работы исходной цепи
Напряжение на зажимах источника равно напряжению на нагрузке.
Для источника напряжения, при изменении сопротивления нагрузки, меняется величина тока, а напряжение на зажимах источника остается постоянным (рис. 1.16).
Рисунок 1.16 – Режимы работы электрической цепи с источником напряжения и приемниками
Для источника тока, при изменении сопротивления нагрузки, изменяется напряжение на зажимах источника, а ток остается неизменным (рис. 1.17).
Рисунок 1.17 – Режимы работы электрической цепи с источником тока и приемниками
Для источников электрической энергии также существует понятия переменных источников напряжения и тока. В источниках напряжения независимо от величины и характера сопротивления нагрузки напряжение на зажимах u(t) всегда неизменно, а для источников переменного тока неизменным остается ток iк(t).
Внутреннее сопротивление может представлять электрическую цепь, в которой могут находиться пассивные элементы (r, L, C).
Дата добавления: 2016-08-23; просмотров: 9093;
Похожие статьи:
Индукционный нагрев, основные принципы и технологии.
1 августа 2013
Индукционный нагрев (Induction Heating) — метод бесконтактного нагрева токами высокой частоты (англ. RFH — radio-frequency heating, нагрев волнами радиочастотного диапазона) электропроводящих материалов.Описание метода.
Индукционный нагрев — это нагревание материалов электрическими токами, которые индуцируются переменным магнитным полем. Следовательно — это нагрев изделий из проводящих материалов (проводников) магнитным полем индукторов (источников переменного магнитного поля). Индукционный нагрев проводится следующим образом. Электропроводящая (металлическая, графитовая) заготовка помещается в так называемый индуктор, представляющий собой один или несколько витков провода (чаще всего медного). В индукторе с помощью специального генератора наводятся мощные токи различной частоты (от десятка Гц до нескольких МГц), в результате чего вокруг индуктора возникает электромагнитное поле. Электромагнитное поле наводит в заготовке вихревые токи. Вихревые токи разогревают заготовку под действием джоулева тепла (см. закон Джоуля-Ленца).
Система «индуктор-заготовка» представляет собой бессердечниковый трансформатор, в котором индуктор является первичной обмоткой. Заготовка является вторичной обмоткой, замкнутой накоротко. Магнитный поток между обмотками замыкается по воздуху.
На высокой частоте вихревые токи вытесняются образованным ими же магнитным полем в тонкие поверхностные слои заготовки Δ (Поверхностный-эффект), в результате чего их плотность резко возрастает, и заготовка разогревается. Нижерасположенные слои металла прогреваются за счёт теплопроводности. Важен не ток, а большая плотность тока. В скин-слое Δ плотность тока уменьшается в e раз относительно плотности тока на поверхности заготовки, при этом в скин-слое выделяется 86,4 % тепла (от общего тепловыделения. Глубина скин-слоя зависит от частоты излучения: чем выше частота, тем тоньше скин-слой. Также она зависит от относительной магнитной проницаемости μ материала заготовки.
Для железа, кобальта, никеля и магнитных сплавов при температуре ниже точки Кюри μ имеет величину от нескольких сотен до десятков тысяч. Для остальных материалов (расплавы, цветные металлы, жидкие легкоплавкие эвтектики, графит, электролиты, электропроводящая керамика и т. д.) μ примерно равна единице.
Например, при частоте 2 МГц глубина скин-слоя для меди около 0,25 мм, для железа ≈ 0,001 мм.
Индуктор сильно нагревается во время работы, так как сам поглощает собственное излучение. К тому же он поглощает тепловое излучение от раскалённой заготовки. Делают индукторы из медных трубок, охлаждаемых водой. Вода подаётся отсасыванием — этим обеспечивается безопасность в случае прожога или иной разгерметизации индуктора.
Применение:
Сверхчистая бесконтактная плавка, пайка и сварка металла.
Получение опытных образцов сплавов.
Гибка и термообработка деталей машин.
Ювелирное дело.
Обработка мелких деталей, которые могут повредиться при газопламенном или дуговом нагреве.
Поверхностная закалка.
Закалка и термообработка деталей сложной формы.
Обеззараживание медицинского инструмента.
Преимущества.
Высокоскоростной разогрев или плавление любого электропроводящего материала.
Возможен нагрев в атмосфере защитного газа, в окислительной (или восстановительной) среде, в непроводящей жидкости, в вакууме.
Нагрев через стенки защитной камеры, изготовленной из стекла, цемента, пластмасс, дерева — эти материалы очень слабо поглощают электромагнитное излучение и остаются холодными при работе установки. Нагревается только электропроводящий материал — металл (в том числе расплавленный), углерод, проводящая керамика, электролиты, жидкие металлы и т. п.
За счёт возникающих МГД усилий происходит интенсивное перемешивание жидкого металла, вплоть до удержания его в подвешенном состоянии в воздухе или защитном газе — так получают сверхчистые сплавы в небольших количествах (левитационная плавка, плавка в электромагнитном тигле).
Поскольку разогрев ведётся посредством электромагнитного излучения, отсутствует загрязнение заготовки продуктами горения факела в случае газопламенного нагрева, или материалом электрода в случае дугового нагрева. Помещение образцов в атмосферу инертного газа и высокая скорость нагрева позволят ликвидировать окалинообразование.
Удобство эксплуатации за счёт небольшого размера индуктора.
Индуктор можно изготовить особой формы — это позволит равномерно прогревать по всей поверхности детали сложной конфигурации, не приводя к их короблению или локальному непрогреву.
Легко провести местный и избирательный нагрев.
Так как наиболее интенсивно разогрев идет в тонких верхних слоях заготовки, а нижележащие слои прогреваются более мягко за счёт теплопроводности, метод является идеальным для проведения поверхностной закалки деталей (сердцевина при этом остаётся вязкой).
Лёгкая автоматизация оборудования — циклов нагрева и охлаждения, регулировка и удерживание температуры, подача и съём заготовок.
Установки индукционного нагрева:
На установках с рабочей частотой до 300 кГц используют инверторы на IGBT-сборках или MOSFET-транзисторах. Такие установки предназначены для разогрева крупных деталей. Для разогрева мелких деталей используются высокие частоты (до 5 МГц, диапазон средних и коротких волн), установки высокой частоты строятся на электронных лампах.
Также для разогрева мелких деталей строятся установки повышенной частоты на MOSFET-транзисторах на рабочие частоты до 1,7 МГц. Управление транзисторами и их защита на повышенных частотах представляет определённые трудности, поэтому установки повышенной частоты пока ещё достаточно дороги.
Индуктор для нагрева мелких деталей имеет небольшие размеры и небольшую индуктивность, что приводит к уменьшению добротности рабочего колебательного контура на низких частотах и снижению КПД, а также представляет опасность для задающего генератора (добротность колебательного контура пропорциональна L/C, колебательный контур с низкой добротностью слишком хорошо «накачивается» энергией, образует короткое замыкание по индуктору и выводит из строя задающий генератор). Для повышения добротности колебательного контура используют два пути:
— повышение рабочей частоты, что приводит к усложнению и удорожанию установки;
— применение ферромагнитных вставок в индукторе; обклеивание индуктора панельками из ферромагнитного материала.
Так как наиболее эффективно индуктор работает на высоких частотах, промышленное применение индукционный нагрев получил после разработки и начала производства мощных генераторных ламп. До первой мировой войны индукционный нагрев имел ограниченное применение. В качестве генераторов тогда использовали машинные генераторы повышенной частоты (работы В. П. Вологдина) или искровые разрядные установки.
Схема генератора может быть в принципе любой (мультивибратор, RC-генератор, генератор с независимым возбуждением, различные релаксационные генераторы), работающей на нагрузку в виде катушки-индуктора и обладающей достаточной мощностью. Необходимо также, чтобы частота колебаний была достаточно высока.
Например, чтобы «перерезать» за несколько секунд стальную проволоку диаметром 4 мм, необходима колебательная мощность не менее 2 кВт при частоте не менее 300 кГц.
Выбирают схему по следующим критериям: надёжность; стабильность колебаний; стабильность выделяемой в заготовке мощности; простота изготовления; удобство настройки; минимальное количество деталей для уменьшения стоимости; применение деталей, в сумме дающих уменьшение массы и габаритов, и др.
На протяжении многих десятилетий в качестве генератора высокочастотных колебаний применялась индуктивная трёхточка (генератор Хартли, генератор с автотрансформаторной обратной связью, схема на индуктивном делителе контурного напряжения). Это самовозбуждающаяся схема параллельного питания анода и частотно-избирательной цепью, выполненной на колебательном контуре. Она успешно использовалась и продолжает использоваться в лабораториях, ювелирных мастерских, на промышленных предприятиях, а также в любительской практике. К примеру, во время второй мировой войны на таких установках проводили поверхностную закалку катков танка Т-34.
Недостатки трёх точки:
Низкий кпд (менее 40 % при применении лампы).
Сильное отклонение частоты в момент нагрева заготовок из магнитных материалов выше точки Кюри (≈700С) (изменяется μ), что изменяет глубину скин-слоя и непредсказуемо изменяет режим термообработки. При термообработке ответственных деталей это может быть недопустимо. Также мощные твч-установки должны работать в узком диапазоне разрешённых Россвязьохранкультурой частот, поскольку при плохом экранировании являются фактически радиопередатчиками и могут оказывать помехи телерадиовещанию, береговым и спасательным службам.
При смене заготовок (например, более мелкой на более крупную) изменяется индуктивность системы индуктор-заготовка, что также приводит к изменению частоты и глубины скин-слоя.
При смене одновитковых индукторов на многовитковые, на более крупные или более малогабаритные частота также изменяется.
Под руководством Бабата, Лозинского и других учёных были разработаны двух- и трёхконтурные схемы генераторов, имеющих более высокий кпд (до 70 %), а также лучше удерживающие рабочую частоту. Принцип их действия состоит в следующем. За счёт применения связанных контуров и ослабления связи между ними, изменение индуктивности рабочего контура не влечёт сильного изменения частоты частотозадающего контура. По такому же принципу конструируются радиопередатчики.
Недостаток многоконтурных систем — повышенная сложность и возникновение паразитных колебаний УКВ-диапазона, которые бесполезно рассеивают мощность и выводят из строя элементы установки. Также такие установки склонны к затягиванию колебаний — самопроизвольному переходу генератора с одной из резонансных частот на другую.
Современные твч-генераторы — это инверторы на IGBT-сборках или мощных MOSFET-транзисторах, обычно выполненные по схеме мост или полумост. Работают на частотах до 500 кГц. Затворы транзисторов открываются с помощью микроконтроллерной системы управления. Система управления в зависимости от поставленной задачи позволяет автоматически удерживать
а) постоянную частоту
б) постоянную мощность, выделяемую в заготовке
в) максимально высокий КПД.
Например, при нагреве магнитного материала выше точки Кюри толщина скин-слоя резко увеличивается, плотность тока падает, и заготовка начинает греться хуже. Также пропадают магнитные свойства материала и прекращается процесс перемагничивания — заготовка начинает греться хуже, сопротивление нагрузки скачкообразно уменьшается — это может привести к «разносу» генератора и выходу его из строя. Система управления отслеживает переход через точку Кюри и автоматически повышает частоту при скачкообразном уменьшении нагрузки (либо уменьшает мощность).
Замечания.
Индуктор по возможности необходимо располагать как можно ближе к заготовке. Это не только увеличивает плотность электромагнитного поля вблизи заготовки (пропорционально квадрату расстояния), но и увеличивает коэффициент мощности Cos(φ).
Увеличение частоты резко уменьшает коэффициент мощности (пропорционально кубу частоты).
При нагреве магнитных материалов дополнительное тепло также выделяется за счет перемагничивания, их нагрев до точки Кюри идет намного эффективнее.
При расчёте индуктора необходимо учитывать индуктивность подводящих к индуктору шин, которая может быть намного больше индуктивности самого индуктора (если индуктор выполнен в виде одного витка небольшого диаметра или даже части витка — дуги).
Имеются два случая резонанса в колебательных контурах: резонанс напряжений и резонанс токов.
Параллельный колебательный контур – резонанс токов.
В этом случае на катушке и на конденсаторе напряжение такое же, как у генератора. При резонансе, сопротивление контура между точками разветвления становится максимальным, а ток (I общ) через сопротивление нагрузки Rн будет минимальным (ток внутри контура I-1л и I-2с больше чем ток генератора).
В идеальном случае полное сопротивление контура равно бесконечности — схема не потребляет тока от источника. При изменение частоты генератора в любую сторону от резонансной частоты полное сопротивление контура уменьшается и линейный ток (I общ) возрастает.
Последовательный колебательный контур – резонанс напряжений.
Главной чертой последовательного резонансного контура является то, что его полное сопротивление минимально при резонансе. (ZL + ZC – минимум). При настройке частоты на величину, превышающую или лежащую ниже резонансной частоты, полное сопротивление возрастает.
Вывод:
В параллельном контуре при резонансе ток через выводы контура равен 0, а напряжение максимально.
В последовательном контуре наоборот — напряжение стремится к нулю, а ток максимален.
Статья взята с сайта http://dic.academic.ru/ и переработана в более понятный для читателя текст, компанией ООО «Проминдуктор».
Индукционный прибор — Википедия
Материал из Википедии — свободной энциклопедии
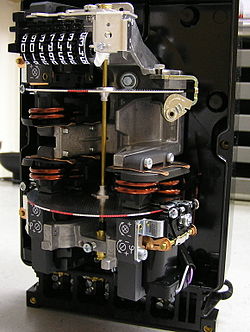 Индукционный электросчётчик
Индукционный электросчётчик  В конструкцию индикаторов тахометров ИТА-6 и ИТЭ-2 входят индукционные элементы
В конструкцию индикаторов тахометров ИТА-6 и ИТЭ-2 входят индукционные элементыИндукционный прибор — электрический прибор, в котором используется наведение вихревых токов в немагнитном проводящем элементе (обычно — алюминиевом диске). Этот принцип действия применяется в электросчётчиках, тахометрах, фазочувствительных реле и т. д.
В индукционном приборе используется взаимодействие вращающихся магнитных полей с магнитными полями вихревых токов. Возбуждённые движущимся магнитным полем (от вращающегося магнита или многофазной обмотки) вихревые токи имеют собственное поле, которое после пропадания внешнего поля начинает сокращаться, поддерживая токи. Если внешнее поле смещается в сторону (магнит продолжает вращение или появляется ток в следующей фазе обмотки), то между полями возникает притягивание, создающее вращающий момент на диске. Диск может прийти во вращение (в электросчётчике) либо создать усилие на пружине, за счёт которого подвижная система (диск, пружина и связанные с ними стрелка, контакты или иное выходное звено) займёт равновесное положение, зависящее от вращающего момента на диске и силы пружины. В электросчётчике для уравновешивания вращающего момента вместо пружины используется электродинамический тормоз — неподвижный постоянный магнит, который также наводит в диске вихревые токи, создающие при взаимодействии с магнитом обратный (тормозящий) вращающий момент.
Направление вращающего момента совпадает с направлением вращения магнитного поля, что важно в электросчётчиках и фазочувствительных реле. В качестве выходного звена в электросчётчике используется барабанный счётчик, в реле (например, железнодорожном реле ДСШ — двухэлементном секторном штепсельном, где диск выполнен в виде сектора) — контакты, в авиационном измерителе тахометрической аппаратуры ИТА-6 — стрелка и шторка, открывающая проход света от ламп на фотоэлементы, сигнал с которых используется в системе запуска ВСУ.
Индукционная система. Приборы индукционной системы.

 Приборы
индукционной системы получили широкое
распространение для измерения
электрической энергии. Принципиальная
схема прибора приведена на рисунке.
Приборы
индукционной системы получили широкое
распространение для измерения
электрической энергии. Принципиальная
схема прибора приведена на рисунке.
Индукционная система
Принцип действия индукционной системы основан на взаимодействии магнитных потоков, создаваемых катушками тока и напряжения с вихревыми токами, наводимыми магнитным полем в алюминиевом диске.
Прибор индукционной системы
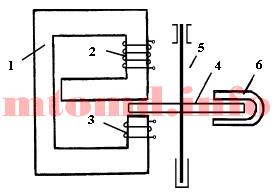 Электрический
счетчик содержит магнитопровод – 1
сложной конфигурации, на котором
размещены две катушки; напряжения – 2
и тока – 3. Между полюсами электромагнита
помещен алюминиевый диск – 4 с осью
вращения – 5.
Электрический
счетчик содержит магнитопровод – 1
сложной конфигурации, на котором
размещены две катушки; напряжения – 2
и тока – 3. Между полюсами электромагнита
помещен алюминиевый диск – 4 с осью
вращения – 5.
Вращающий момент, действующий на диск, определяется выражением:
Mвр = ki ΦU ΦI sinψ
где ФU– часть магнитного потока, созданного обмоткой напряжения и проходящего через диск счетчика; ФI– магнитный поток, созданный обмоткой тока; ψ – угол сдвига между ФUи ФI. Магнитный поток ФUпропорционален напряжению ФU = k2 U. Магнитный поток ФIпропорционален токуФI = k3 I.
Для того чтобы счетчик реагировал на активную энергию, необходимо выполнить условие:
sinψ = cosφ
В этом случае вращающий момент пропорционален активной мощности нагрузки:
Mвр = k1 k2 k3 U I cosφ = k4 P
Противодействующий момент создается тормозным магнитом – 6 и пропорционален скорости вращения диска:
 В
установившемся режимеMвр=Mпр диск вращается с
постоянной скоростью. Приравниваем два
последних уравнения и решаем полученное
уравнение относительно угла поворота
диска:
В
установившемся режимеMвр=Mпр диск вращается с
постоянной скоростью. Приравниваем два
последних уравнения и решаем полученное
уравнение относительно угла поворота
диска:
 Таким
образом, угол поворота диска счетчика
пропорционален активной энергии.
Следовательно, число оборотов диска n
тоже пропорционально активной энергии.
Таким
образом, угол поворота диска счетчика
пропорционален активной энергии.
Следовательно, число оборотов диска n
тоже пропорционально активной энергии.
Приборы электромагнитной системы
Работа, основанная механизмом электромагнитной системы – это взаимодействие магнитного поля намагничивающегося ферромагнитного сердечника с магнитным полем тока, идущего по обмотке катушки. Впоследствии такого взаимодействия сердечник поворачивается или же втягивается внутрь катушки, отчего и отклоняется указательная стрелка. В случае изменения в обмотке направления тока меняется и полярность подвижного сердечника. Отчего при любом направлении тока в обмотке стрелка отклоняется в одну и ту же сторону.
Главные достоинства приборов электромагнитной системы: пригодность для измерения переменного и постоянного токов, стабильность этих приборов к перегрузкам, простота устройства, относительно невысокая стоимость. Недостатками такого прибора являются зависимость от влияния внешних магнитных полей на точность показаний, сравнительно великая потребность в электроэнергии, невысокая точность, неравномерность шкалы.
Приборы электродинамической системы
Работа, основанная механизмом электродинамической системы – это взаимодействие магнитных полей токов, идущих к двум обмоткам, одна из обмоток неподвижна, а другая может совершать обороты. Токовой обмоткой называют обмотку неподвижной катушки; её электрическое сопротивление мало; в цепь включается она последовательно.
Сравнительно большим электрическим сопротивлением обладает обмотка подвижной катушки. Она в цепь включается параллельно и носит название обмотка напряжения. На момент включения прибора в цепь электрический ток идёт по обмоткам обеих катушек сразу. Взаимодействия магнитных полей токов катушки с обмоткой напряжения поворачивает на угол, значение которого пропорционально произведению токов, идущих в обмотках катушек.
Одновременно может изменяться в обмотках лишь направление тока. В независимости от направления тока в цепи, катушка являющиеся подвижной, а стало быть, и указательная стрелка, поворачиваются только в одну сторону. Такой механизм электродинамической системы широко применяется в вольтметрах, амперметрах и ваттметрах. Так же наряду с механизмом электродинамической системы в измерительных приборах применяют механизмы ферродинамической системы. Их принцип работы механизмов систем одинаков. Ферродинамический механизм сконструирован с отличием, что его неподвижная обмотка установлена на магнитопроводе, отчего увеличивается чувствительность прибора.
Главные достоинства приборов электродинамической системы: возможность измерить одним и тем же прибором переменные и постоянные токи, высокая точность. Недостатками таких приборов являются зависимость точности показаний от влияния внешних магнитных полей, особенно это относится к электродинамическому механизму, сравнительно малая устойчивость к перегрузкам, а также высокая стоимость.
устройство и принцип работы, схема изготовления своими руками

Индукционный нагреватель можно устанавливать в квартире, для этого не нужно никаких согласований и связанных с ними расходов и хлопот. Достаточно желания хозяина. Проект подключения требуется только теоретически. Это и стало одной из причин популярности индукционных нагревателей, даже несмотря на приличную стоимость электроэнергии.Индукционный способ нагрева

Индукционный нагрев — это нагрев переменным электромагнитным полем проводника, помещенного в это поле. В проводнике возникают вихревые токи (токи Фуко), которые и нагревают его. По сути дела — это трансформатор, первичная обмотка — это катушка, называемая индуктором, а вторичная обмотка — это вкладка или короткозамкнутая обмотка. Тепло не подводится к вкладке, а генерируется в ней самой блуждающими токами. Все, окружающее ее, остается холодным, что является определенным преимуществом устройств такого рода.Тепло во вкладке распределяется неравномерно, а только в поверхностных ее слоях и далее по объему распространяется за счет теплопроводности материала вкладки. Причем с повышением частоты переменного магнитного поля глубина проникновения уменьшается, а интенсивность увеличивается.
Для работы индуктора с частотой большей, чем в сети (50Гц), применяются транзисторные или тиристорные преобразователи частоты. Тиристорные преобразователи позволяют получать частоты до 8 КГц, транзисторные — до 25КГц. Схемы их подключения можно найти легко.
Планируя установку систем отопления в собственном доме или на даче, кроме прочих вариантов на жидком или твердом топливе, необходимо рассмотреть вариант с применением индукционного нагрева котла. С таким отоплением экономить на электроэнергии не удастся, но отсутствуют опасные для здоровья вещества.
Принцип работы индуктора
Основное назначение индуктора — выработка тепловой энергии за счет электрической без использования теплоэлектронагревателей принципиально другим способом.
Типовой индуктор состоит из следующих основных деталей и устройств:
-
 генератор переменного тока — устройство для изменения сетевой частоты в более высокую, которая транслируется на катушку;
генератор переменного тока — устройство для изменения сетевой частоты в более высокую, которая транслируется на катушку; - индуктор — катушка, в которой индуцируется переменное магнитное поле;
- нагревательный элемент — металлический предмет, в котором под воздействием электромагнитного поля возникают вихревые токи, которые и нагревают проводник.

Устройство нагревательного прибора
Основные элементы индукционного нагревателя для отопительной системы.
- Стальная проволока диаметром 5-7 мм.
- Труба из пластика с толстой стенкой. Внутренний диаметр не менее 50 мм и длина подбирается по месту установки.
- Медная эмалированная проволока для катушки. Размеры подбираются в зависимости от мощности устройства.
- Сетка из нержавеющей стали.
- Сварочный инвертор.
Порядок изготовления индукционного котла
Вариант первый

Стальную проволоку порубить на отрезки длиной не более 50 мм. Рубленой проволокой заполнить пластиковую трубу. Торцы заглушить проволочной сеткой для предотвращения высыпания проволоки.На концах трубы установить переходники от пластиковой трубы к размеру трубы в месте подключения нагревателя.
Медным эмалированным проводом намотать обмотку на корпусе нагревателя (пластиковой трубе). Для этого понадобится порядка 17 метров провода: количество витков — 90, наружный диаметр трубы порядка 60 мм: 3,14 х 60 х90 = 17 (метров). Длину уточните дополнительно, когда будет точно известен наружный диаметр трубы.
Пластиковую трубку, а теперь уже индукционный котел, врезать в трубопровод в вертикальном положении.
При проверке работоспособности индукционного нагревателя убедитесь, что в котле присутствует теплоноситель. В противном случае корпус (пластиковая труба) расплавится очень быстро.
Подключить котел к инвертору, необходимо заполнить систему теплоносителем и можно включать.
Вариант второй
Конструкция индукционного нагревателя из сварочного инвертора по этому варианту более сложна, требует определенных навыков и умений работать своими руками, однако, она более эффективна. Принцип тот же — индукционный нагрев теплоносителя.
Для начала нужно изготовить сам индукционный нагреватель — котел. Для этого понадобятся две трубки разного диаметра, которые вставляются одна в другую с зазором между ними порядка 20 мм. Длина трубок от 150 до 500 мм, в зависимости от предполагаемой мощности индукционного нагревателя. Нужно вырезать два кольца соответственно зазору между трубками и приварить их герметично по торцам. Получилась емкость тороидальной формы.
Остается вварить в наружную стенку входную (нижнюю) трубку по касательной к корпусу и верхнюю (выходную) трубку параллельно входной на противоположной стороне тороида. Размер трубок — по размеру труб отопительной системы. Расположение входного и выходного патрубков по касательной, обеспечит циркуляцию теплоносителя по всему объему котла без образования застойных зон.
Второй шаг — создание обмотки. Эмалированный медный провод нужно наматывать вертикально, пропуская его внутрь и поднимая наверх по внешнему контуру корпуса. И так 30-40 витков, образуя тороидальную катушку. В таком варианте нагреваться будет одновременно вся поверхность котла, таким образом, значительно повышая его производительность и эффективность.
Изготовить наружный корпус обогревателя из непроводящих материалов, использовав, например, пластиковую трубу большого диаметра или банальное пластиковое ведро, если будет достаточно его высоты. Диаметр наружного корпуса должен обеспечивать выход патрубков котла сбоку. Обеспечить соблюдение правил электробезопасности по всей схеме подключения.
Корпус котла отделить от наружного корпуса теплоизолятором, можно использовать как сыпучий термоизоляционный материал (керамзит), так и плиточный (изовер, минплита и тому подобное). Этим предотвращаются потери тепла в атмосферу от конвекции.
Остается заполнить систему своим теплоносителем и подсоединить индукционный нагреватель из сварочного инвертора.
Такой котел совершенно не требует вмешательства и может работать 25 и более лет без ремонта, поскольку в конструкции отсутствуют движущиеся детали, а в схеме подключения предусмотрено использование автоматического управления.
Вариант третий

Это, наоборот, самый простой вариант обогрева жилища, выполняемый своими руками. На вертикальной части трубы системы отопления нужно выбрать прямой участок длиной не менее метра и очистить его от краски наждачной шкуркой. Затем этот участок трубы изолировать 2-3 слоями электротехнической ткани или плотной стеклоткани. После этого эмалированным медным проводом намотать индукционную катушку. Тщательно изолировать всю схему подключения.Остается только подключить сварочный инвертор и наслаждаться теплом в своем жилище.
Обратите внимание на несколько моментов.
- Нежелательно устанавливать такой обогреватель в жилых комнатах, где чаще всего находятся люди. Дело в том, что электромагнитное поле распространяется не только внутри катушки, но и в окружающем пространстве. Чтобы убедиться в этом, достаточно воспользоваться обыкновенным магнитом. Нужно взять его в руку и подойти к катушке (котлу). Магнит начнет ощутимо вибрировать и тем сильнее, чем ближе катушка. Поэтому лучше использовать котел в нежилой части дома или квартиры.
- Устанавливая катушку на трубе, убедитесь, что на этом участке системы отопления теплоноситель естественным образом течет вверх, чтобы не создавать противотока, иначе система вообще не будет работать.
Можно предложить много вариантов применения индукционного нагрева в жилище. Например, в системе горячего водоснабжения можно вообще отказаться от подачи горячей воды, подогревая ее на выходах из каждого крана. Однако, это тема для отдельного рассмотрения.
Несколько слов о безопасности при использовании индукционных нагревателей со сварочным инвертором:
- для обеспечения электробезопасности необходимо тщательно изолировать токопроводящие элементы конструкций по всей схеме подключения;
- индукционный нагреватель рекомендуется только для закрытых систем отопления, в которых циркуляция обеспечивается водяным насосом;
- рекомендуется размещать индукционную систему на расстоянии не менее 30 см от стен и мебели и в 80 сантиметрах от пола или потолка;
- чтобы обезопасить работу системы нужно оснастить систему манометром, аварийным клапаном и устройством автоматического регулирования.
- установить устройство для стравливания воздуха из системы отопления во избежание образования воздушных пробок.
КПД индукционных котлов и нагревателей близка к 100%, при этом нужно учитывать, что потери электроэнергии в сварочных инверторах и проводке, так или иначе, возвращаются к потребителю в виде тепла.
Прежде чем приступать к изготовлению индукционной системы, посмотрите технические данные промышленных образцов. Это поможет определиться с исходными данными самодельной системы.
Желаем успехов в творчестве и труде на самого себя!
Оцените статью: Поделитесь с друзьями!Индукционный нагреватель металла. Принцип работы

 Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Технология индукционного нагрева заготовок востребована не только в цехах горячей объёмной штамповки. Компактные индукторы необходимы, в частности, для автосервиса, занимающегося изготовлением и ремонтом стальных деталей из профилированного проката. Приобретать промышленный индуктор дорого. Есть ли альтернатива?
Как работает индукционный нагреватель?
Для реализации процесса индукционного нагрева используется известный физический принцип, когда для деформирования в горячем состоянии заготовку размещают в магнитном поле кольцеобразного индуктора. Питание такой катушки производится электрическим переменным током частоты, резко выше, чем обычная (50 или 60 Гц).
Принцип работы индукционного нагревателя следующий. Создаваемые в электромагнитном поле вихревые токи (у них есть и другое название – токи Фуко) производят нагрев металла. Непосредственное соприкосновение заготовки и нагревательного элемента не обязательно, важно только, чтобы индуктор равномерно охватывал нагреваемую поверхность металла. Используя трансформатор, установка подключается к генератору, который обеспечивает требующиеся значения мощности и частоты.

Индукционным нагревом можно обеспечить сравнительно быстрое повышение температуры поверхностных слоёв. В частности, для нагревания прутковой заготовки сечением 35…40 мм и длиной 140….150 мм потребуется около 20…25 с.
Примерные диапазоны соответствия наилучшей частоты тока и поперечного сечения круглого прутка приведены в таблице.
| Диаметр, мм | 20…40 | 40…60 | 60…80 | 80…100 | 100…120 |
| Частота, кГц | 100…40 | 40…10 | 10…4 | 4…1 | 1…0,5 |
Для полосового металла применять индукционный нагрев менее выгодно, чем для круглого прутка, поскольку расстояние между внутренним диаметром катушки и металлом непостоянно.

Обычно применяется частота от 10 кГц, тогда КПД индукционного нагревателя достигает максимума. Частота регулируется в зависимости от:
- требуемой производительности нагрева;
- температуры нагреваемого металла;
- размеров поперечного сечения.
Конструкции промышленных индукторов снабжаются устройствами для автоматической загрузки-выгрузки нагретых заготовок. Это необходимо потому, чтобы интервал между нагревом и пластическим деформированием металла был минимальным.
Время нагрева стальных заготовок невелико: для сечения 20 мм оно составляет всего 10 с, поэтому потери металла в окалину незначительны.
Индукционный нагреватель своими руками
Известен ряд конструкций индукторов, изготовленных из сварочного инвертора, принцип действия которых может быть использован для наведения в металле вихревых токов Фуко.
Изготовление самодельного индуктора заключается в следующем. Вначале потребуется изготовить прочный корпус, в котором будет находиться узел крепления нагреваемой заготовки. Корпус необходимо подвергнуть закалке, чтобы он не деформировался под воздействием возможных ударов. Ещё лучше, если материал подвергнуть азотированию: в этом случае реализуются два преимущества — дополнительное увеличение твердости за счет более полного превращения остаточного аустенита в мартенсит, и улучшение скин-эффекта, когда по внешней стороне заготовки будет протекать более мощный ток. Прочность оценивается по пробе на искру.

Следующей стадией является изготовление нагревающей катушки. Её делают из индивидуально изолированных проводов: в этом случае потери мощности будут минимальными. Подойдёт и медная трубка – она имеет большую площадь поверхности, по которой будут наводиться вихревые токи, при этом собственный нагрев индуктора из-за высокой электропроводности меди практически отсутствует.
После подключения катушки к системе водяного охлаждения и проверки системы прокачки индуктор готов к работе.

Рабочая схема
В состав нагревателя входят следующие составляющие:
- Инверторный блок, рассчитанный на напряжение 220…240 В, при токе не менее 10 А.
- Трёхпроводная кабельная линия (один провод – заземляющий) с нормально разомкнутым переключателем.
- Система водяного охлаждения (крайне желательно использовать очистные фильтры для воды).
- Набор катушек, отличающихся внутренними диаметрами и длиной (при ограниченных объёмах работ можно обойтись и одной катушкой).
- Нагревающий блок (можно применить модуль на силовых транзисторах, которые выпускаются китайскими фирмами Infineon или IGBT).
- Демпферная цепь с несколькими конденсаторами Semikron.
Генератор высокочастотных колебаний принимается тот же, что и у базового инвертора. Важно, чтобы его эксплуатационные характеристики полностью соответствовали тем, которые указаны в предыдущих разделах.

После сборки блок заземляется, и с помощью соединительных кабелей нагревательная индукционная катушка присоединяется к блоку питания инвертора.
Примерные эксплуатационные возможности самодельного индукционного нагревателя металла:
- Наибольшая температура нагрева, °С – 800.
- Минимальная мощность инвертора – 2 кВА.
- Продолжительность включения ПВ, не менее – 80.
- Рабочая частота, кГц (регулируемая) — 1,0…5,0.
- Внутренний диаметр катушки, мм – 50.
Следует отметить, что такой индуктор потребует специально подготовленного рабочего места – бака для отработанной воды, насоса, надёжного заземления.
принцип работы, обзор, как выбрать
Контактный метод нагрева жала, используемый в классических схемах паяльных станций, несовершенен. Это проявляется в виде низкого КПД, большой потребляемой мощности, локального перегрева жала в зоне контакта и т.д. Паяльная индукционная станция лишена таких недостатков. Давайте рассмотрим принцип работы такого устройства, ознакомимся с несколькими популярными моделями и узнаем, как выбрать прибор, исходя из области его применения.
Принцип работы
Начнем с конструктивных особенностей индукционного нагревательного элемента (см. рисунок 1), это позволит лучше понять его принцип действия.
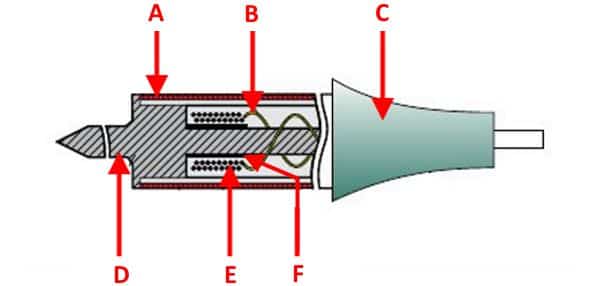 Нагревательный элемент индукционного прибора
Нагревательный элемент индукционного прибораУказанные обозначения:
- А – экранирующая оболочка;
- В – провода, подающие напряжение к индуктору;
- С – ручка паяльника;
- D – жало;
- Е – индукционная катушка;
- F – ферромагнитный слой.
Теперь поверхностно расскажем о принципе действия, не погружаясь в теоретические основы электромагнитной индукции. При поступлении в индукционную катушку высокочастотного напряжения происходит формирование переменного магнитного поля. Поскольку скин-слой жала выполнен из ферромагнитного материала, то начинается процесс его перемагничивания, который сопровождается образованием вихревых токов. Это приводит к значительному выделению тепловой энергии.
Преимущества индукционного метода очевидны: поскольку в качестве нагревательного элемента выступает жало паяльника, его нагрев происходит равномерно. Следовательно, отсутствуют потери от температурной инерции, и полностью исключен локальный перегрев, вызывающий окисление и выгорание жала. В результате, увеличивается его срок эксплуатации и повышается КПД устройства.
Принцип управления нагревом
Управлять процессом нагрева можно двумя способами:
- Установив на жало термодатчик и подключив его к цифровому блоку управления. Такой способ стабилизации температуры применяется практически во всех недорогих индукционных паяльных станциях, например: Quick 203H или Yihua 900Н (показана на рисунке 2). Цифровая станция Yihua 900Н
- Меняя состав ферромагнитного сплава, покрывающего жало. Данный принцип основан на том, что при определенной температуре (точка Кюри), ферромагнетики утрачивают свои свойства, в результате чего паяльник перестает нагреваться. Такой метод стабилизации температуры был запатентован компанией Metcal под названием SmartHeat®, что дословно переводится как «умный нагрев». Применяется в моделях Metcal, OKI, ERSA, Weller и т.д. Рисунок 3. Модель PS 900, может использоваться как для безсвинцовой пайки, так и обычной
 Цифровая станция Yihua 900Н
Цифровая станция Yihua 900Н Рисунок 3. Модель PS 900, может использоваться как для безсвинцовой пайки, так и обычной
Рисунок 3. Модель PS 900, может использоваться как для безсвинцовой пайки, так и обычнойУ каждого из представленных выше методов есть свои достоинства и недостатки. Станции с термодатчиком существенно дешевле, что делает их доступными не только для профессионалов, но и любителей. Точность и надежность такого оборудования напрямую зависят от цифрового блока управления.
Второй способ стабилизации температуры осуществляется за счет установки картриджей-наконечников с определенной точкой Кюри — он более надежен. Но станции SmartHeat® имеют два существенных недостатка:
- Высокая стоимость, не каждый профессионал может себе позволить купить такое оборудование. Но новое поколение бюджетных моделей более доступно.
- При изменении режима пайки необходимо устанавливать соответствующий картридж-наконечник, которые, как правило, не входят в комплект поставки и стоят недешево.
 Картриджи-наконечники
Картриджи-наконечникиКраткий обзор
Начнем со станции с цифровым блоком управления Quick 203H (ее фото представлено на рисунке ниже).
 Внешний вид станции QUICK 203Н
Внешний вид станции QUICK 203НОригинальная модель данной станции стоит в пределах $220-$240, китайский аналог можно найти по цене вдвое дешевле (при выборе обращайте внимание на комплектацию, может поставляться без паяльника). Отлично справляется с smd радиодеталями и содержащим свинец припоем.
Видео: обзор и работа в реальных условиях станции QUICK 203Н
Отрицательные моменты: массивные элементы и бессвинцовый припой необходимо долго прогревать.
Характеристики:
- Заявленная производителем мощность – 90Вт.
- Рабочая температура от 200С° до 420С°.
- На индукционную катушку подается напряжение 36В с частотой 400кГц.
- Стабилизация установленного теплового режима выполняется с погрешностью 2С°.
- Нагрев до рабочей температуры 350С° занимает не более 25 секунд.
Цифровой блок управления позволяет задать 10 температурных профилей, установить блокировку по паролю на включение, выполнить калибровку, назначить время задержки включения спящего режима и отключения устройства.
Тем, кто приобрел китайский аналог прибора, рекомендуется сразу побеспокоиться о покупке оригинального жала, поскольку то, что входит в комплект, скорее, декоративное, чем рабочее.
Теперь рассмотрим станцию PS-900, работающую по технологии SmartHeat® (ее внешний вид показан на рисунке 3). Это самая доступная модель из линейки OKI, ее ориентировочная стоимость около $250.
Характеристики:
- Минимальная мощность 5Вт, максимальная – 60Вт (регулируется автоматически).
- Индуктор работает на частоте 470кГц.
- Потребляемая мощность – 90Вт.
- Напряжение питания от 90 до 240В.
Особенности:
- Поскольку температурный режим задается картиджем-насадкой, панель блока управления упрощена до минимума, на ней имеется только кнопка включения питания.
- Имеется возможность заменить штатный индуктор с диаметром 7,5мм менее мощным пятимиллиметровым на 35Вт. Это дает возможность производить деликатную пайку при помощи микронаконечников.
- Паяльник автоматически включается при извлечении с подставки и выключается после установки обратно.
- Необходимо отдельно приобрести комплект наконечников-картриджей для различных режимов пайки.
Приведем, в качестве сравнения, основные характеристики одной из моделей высшего уровня — MX-5241(см. рисунок 6). Необходимо сразу предупредить, что в руках любителя такой инструмент станет дорогой игрушкой, не более.
 Рисунок 6. МХ-5241 – техника для профессионалов
Рисунок 6. МХ-5241 – техника для профессионаловХарактеристики:
- Диапазон выходной мощности от 5 до 80Вт (регулируется автоматически).
- Частота работы индуктора – 13,56МГц.
- Потребляемая мощность – 125Вт.
- Напряжение питания от 90 до 240В.
Два независимых канала позволяют одновременно использовать термопинцет и паяльник.
Благодаря индикатору мгновенной мощности существенно упрощается подбор необходимого картриджа-наконечника.
Стоимость этого «чудо-инструмента» более $1200.
Выбор
Собственно, процесс выбора заключается в определении области применения станции. Бюджетная модель PS-900 отлично подходит для промышленной ручной пайки и тем, кто планирует заниматься радиоэлектроникой на профессиональном уровне.
Индукционные модели с цифровым блоком управления больше подходят для любителей, поскольку, установить необходимый тепловой режим значительно проще, чем подбирать картридж-наконечник с соответствующей точкой Кюри.
Следует учитывать, что недорогие индукционные устройства не производятся с термофеном. Если он станет необходимым для работы — термовоздушная станция может быть приобретена отдельно.
Можно ли сделать индукционную паяльную станцию своими руками?
Данный вопрос имеет, скорее, теоретическую подоплеку, чем практическое применение. Безусловно, можно сделать самодельный блок управления под готовый индукционный паяльник. Но стоимость такого проекта будет незначительно отличаться от серийного изделия, произведенного в Китае.
Значительно полезней модифицировать готовое устройство с целью его усовершенствования.