


Горячая и холодная пайка проводов: особенности | Электрик Электромонтаж
Одним из способов соединения проводов, является пайка. Если спаивание проводов или других деталей выполнено умело и соблюдены все условия процесса, то такое соединение будет достаточно надёжным и долговечным, по сравнению с простой скруткой и даже соединений с помощью клемм.
Минусы пайки.
Перед самим процессом пайки необходимо выполнить некоторые подготовительные работы (зачистка металлических жил провода, лужение), на что уйдёт время.
Так же нужен хотя бы небольшой опыт работы с паяльником, иначе вся работа будет проделана зря. Всё это приписывают к недостаткам пайки проводов. Но эти псевдонедостатки перекрываются достоинствами спаянного соединения.
Плюсы.
Соединение пайкой достаточно надёжно по величине переходного сопротивления. Оно минимально. А чем меньше переходное сопротивление, тем лучше.
После пайки, про соединение можно забыть, оно не требует обслуживания, к примеру, как окисление жил или ослабление контактов на клеммниках.
Пайкой можно надёжно соединять провода разных сечений, так же одножильные и многожильные проводники, причём в разных вариантах.
Пайка происходит методом нагрева, отсюда и выражение горячая пайка.
__________________________________________________________________________________________
Что касается якобы метода соединения холодной пайкой, то это не метод, а термин.
Холодная пайка это плохое соединение после пайки, когда работу выполнял дилетант или не была соблюдена технология. Плохо зачистили места соединения, недостаточно прогрели паяльником или сместили спаянные части, когда те недостаточно остыли.
Есть выражение – горячая пайка всегда холодная, а холодная всегда горячая.
Здесь простой, но глубокий смысл: при качественном соединении (горячая пайка) спаянные места не будут греться и наоборот – плохой контакт (холодная пайка), нагревается.
Что нужно для пайки.
Для пайки необходим:
- паяльник,
- припой,
- канифоль,
- нож,
- пассатижи
и пара напильников: один мелкий, другой крупный – зачищать жало паяльника.
Принцип работы.
Концы проводов зачищают от изоляции. Затем мелким напильником, можно надфилем или ножом подчищают жилы провода или другой спаиваемой поверхности. На оголённых жилах может быть лак, применяемый при технологии изготовления провода или окисел.
Жало разогретого паяльника покрывают канифолью или другим флюсом. Спаиваемые концы провода, равномерно прогревая, покрывают слоем припоя. Далее спаивают их. Здесь важный момент – после спайки, соединённые концы не смещать относительно друг друга, до полного остывания. Готовое соединение изолируют.
__________________________________________________________________________________
Вот так и происходит пайка, вроде бы и ничего сложного…
А как вы считаете??
Технология холодной пайки — металлов к металлам и металлов к керамике и стеклу
Холодная пайка при комнатной температуре с помощью водных растворов солей металлов, низкоомными припоями систем метал — метал, метал — керамика с последующей качественной эксплуатацией паяного шва в температурных режимах до 960 градусов Цельсия.
Нами впервые выполнена практически теоретическая «фантазия», когда металлы в частности олово и серебро, в момент восстановления из ионов в водной среде не образуют кристаллической решетки, и этот процесс, в достаточной мере мы можем регулировать во времени.
Настоящая технология осуществляется с помощью специальных сплавов имеющих относительно высокую температуру плавления и обладающих уникальным свойством, – способностью к переохлаждению, т.к. расплавленный припой при резком охлаждении до комнатной температуры еще некоторое время остается в жидком состоянии.
Преимущество: — аналогичных технологий не существует.
После анализа литературно-патентной информации мы можем с высокой степенью уверенности утверждать, что технология пайки, которую мы вам продемонстрируем при встрече, наблюдали всего 5 человек в мире.
Найденный подход в вопросе пайки открывает такие горизонты и настолько ее унифицирует, что процесс упрощается до революционной новизны.
Пайка при комнатной температуре с помощью водных растворов солей металлов, входящих в состав припоев обеспечивающих пайку материалов, как близких, так и диаметрально противоположных по своей природе.
Известно, что все материалы могут существовать в жидком состоянии при температуре плавления. При температуре плавления разрушаются их кристаллическая решетка.
Найдены и хорошо известны материалы и их сплавы способные к переохлаждению, то есть некоторое время не кристаллизироваться (не твердеть) после резкого охлаждения до комнатной температуры.
Но это вчерашний день!
Нами впервые выполнена практически теоретическая фантазия, когда металлы в частности олово и серебро, в момент восстановления из ионов в водной среде не образуют кристаллической решетки, и этот процесс, в достаточной мере, мы можем регулировать во времени.
Допустим, после открытой публикации, в течении нескольких лет коллеги в ведущих странах добьются подобного результата, но это еще не позволит им опередить нас.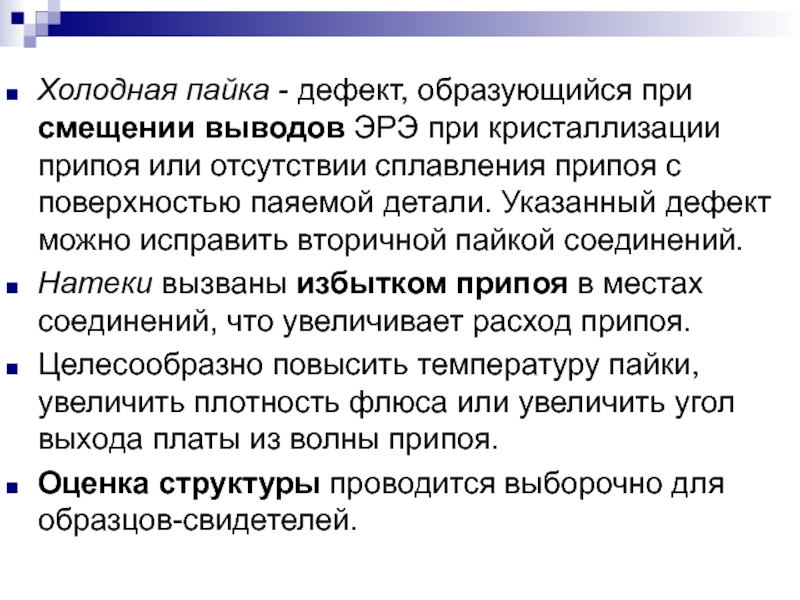
Квинтэссенция практического применения достигнутого явления заключается в том, — что бы гарантировать выделение припоя в строго нужном месте с универсальным адгезионными свойствами к различным материалам.
В этом и заключается НОУ-ХАУ, расшифровка которого потребует колоссальной концентрации интеллектуальных и материальных усилий наших коллег, а мы за это время пойдем дальше и глубже!
Мы продемонстрируем вам образец, на котором мы припаяем к оконному стеклу медный и алюминиевый сплавы, а также их самих между собой.
Мы при вас нагреем зажигалкой кончик стекла, и оно растрескается, что бы таким образом доказать возможность его нагрева до температуры плавления метала и невозможности применения традиционной технологии пайки.
Так же продемонстрируем простоту и технологичность самого процесса пайки, которая легко выполнима даже в полевых условиях.
В стакане с водным раствором солей, в течении нескольких десятков секунд, мы спаяем два конца многожильного электрического провода.
Прошу обратить внимание, что паяемые концы не подвергались какой-либо специальной подготовке (протравливанию флюсом или обезжириванию), которая неизбежна при традиционной технологии пайки.
Все остальное вы увидите сами и сделаете выводы.
Настоящая технология осуществляется с помощью специальных сплавов имеющих относительно высокую температуру плавления обладающих уникальным свойством — способностью к переохлаждению, т.е. расплавленный припой при резком охлаждении до комнатной температуры еще некоторое время остается в жидком состоянии.
Холодная пайка осуществляется с низкоомными припоями, систем металл-металл, металл-керамика, — с последующей качественной эксплуатацией паяного шва работающего в температурных режимах до 960 градусов Цельсия.
При заинтересованности технологией, предоставим подробную информацию.
ДОПОЛНЕНИЕ.
Освоение технологии холодной пайки, целесообразно рассматривать в контексте с технологией изготовления и применения флюса для сварки алюминиевых сплавов с нержавеющими сталями без предварительного алитирования.
Эти технологии очень близки в производственном аспекте, т.е. на базе организуемого производства флюса для сварки организовать производство растворов холодной пайки и низкоомных припоев.
В этом случае дополнительное инвестирование проекта не составит больших затрат.
• Экологические факторы производства:
/вредность – безвредность, — безвредно.
Для организации производства предполагаем необходимо:
• Приблизительная площадь отдельного земельного участка необходимая для производства от 1500 м2, – в зависимости от предполагаемых объемов производства.
• Здания и сооружения/ площадь – зависит от предполагаемых объемов выпуска продукции.
• Инженерные сети и энергоснабжение/мощности/ — вода, канализация, – 380V-500KW.
– от – 50 человек, в зависимости от предполагаемых объемов производства.
При Вашей заинтересованности предлагаемой технологией обеспечиваем дальнейшее сопровождение проекта с авторским надзором при внедрении.
Технологии изготовления и применения флюса для сварки алюминиевых сплавов с нержавеющими сталями без предварительного алитирования.
Преимущество аналогичных технологий не существует.
Настоящий флюс: — исключает необходимость предварительного алитирования нержавеющих сталей перед сваркой.
— Резко увеличивает качество сварного шва, переводит его из разряда, герметизирующего в разряд конструкционного.
— Технология позволяет, в случае необходимости, осуществлять аварийную сварку в полевых условиях без капитального демонтажа поврежденных частей или полностью конструкций.
Флюс высоко технологичен и вследствие этого в значительной степени экономически эффективен.
Применение новой технологии, исключающее предварительное алитирование, снижает себестоимость одного метра сварного шва, до 8 долларов США.
Себестоимость одного метра сварного шва традиционным методом с применением предварительного алитирования превышает 110 долларов США.
Этот факт, позволяет предлагаемой технологии быть экономически выгодной и конкурентоспособной, а также занять лидирующие позиции на рынке.
Технология сварки алюминиевых сплавов со сталями востребованы в судостроении, авиационной промышленности и в производстве криогенной техники.
Настоящий флюс:
— исключает необходимость предварительного алитирования нержавеющих сталей перед сваркой,
— резко увеличивает качество сварного шва, переводит его из разряда, герметизирующего в разряд конструкционного,
— обеспечивает ремонтопригодность сварного шва в случае аварийных механических его повреждений,
— позволяет, в случае необходимости, осуществлять аварийную сварку в полевых условиях без капитального демонтажа поврежденных переходников,
При заинтересованности, — предоставим дополнительную информацию и обеспечим сопровождение проекта авторским надзором при внедрении технологии.
p.s. Ожидаем взаимовыгодных предложений по сотрудничеству.
Холодная пайка что это такое
Что такое холодная пайка
Инструкция
Пайка после затвердения обеспечивает прочное, неразъемное электропроводное и механическое соединение. Если пайка не выполняет функции электропроводности, значит, она была совершена с какими-то нарушениями. Самый распространенный брак – холодная пайка.Примерный порядок производства паяльных работ заключается в следующем. Предварительно, перед пайкой, необходимо тщательно смочить вывод детали и площадку, где она будет установлена, флюсом. Далее разогреть паяльник и его жалом отхватить около 1 мм припоя от оловянной проволоки. Следует немного подождать, чтобы припой достиг требуемой температуры. Потом жалом паяльника олово наносится на контактную площадку и вывод детали. Жало должно коснуться площадки всей своей передней гранью, а не одним из своих углов.
Далее разогреть паяльник и его жалом отхватить около 1 мм припоя от оловянной проволоки. Следует немного подождать, чтобы припой достиг требуемой температуры. Потом жалом паяльника олово наносится на контактную площадку и вывод детали. Жало должно коснуться площадки всей своей передней гранью, а не одним из своих углов.
Качественной пайка считается в том случае, когда припоя на контактной площадке не много, а достаточно. Олово обязано лежать ровным слоем по всей поверхности площадки, должны отсутствовать какие-либо щели или отверстия между ножкой детали и местом, куда она припаивается.
Основные причины возникновения холодной пайки: недостаточная температура паяльного оборудования (180оС-220оС), при этих температурах олово не расплавляется, а лишь немного размягчается и оплавляется. Возможно, проблема в применении флюса ненадлежащего качества (флюсы разрушают окислы на деталях и припое, вытесняют воздух из зоны пайки) или плохо зачищеные места, предназначенные для пайки, смещаются паяемые детали друг относительно друга из-за слабого прогрева паяльником. Холодную пайку от качественной пайки можно отличить по зернистой структуре шва и по тусклосерому цвету.
Как научиться паять
20 апреля 2014
Автор КакПросто!
Умение паять сегодня жизненно необходимо только радиолюбителям и мастерам, ремонтирующим бытовую технику. Тем не менее, способность обращаться с паяльником не помешает практически любому представителю сильного пола, так как в жизни могут встречаться самые разные ситуации. К тому же, научиться паять довольно просто, и много времени это не займет.
Содержание статьи
- Основы и термины
- Технология пайки
 Паяльники тоже бывают самыми разными, однако, для начала вам подойдет обычный электрический паяльник небольшой мощности. Если позволяют средства, можно приобрести паяльную станцию: набор, включающий в себя сам паяльник, различные подставки, а главное, регулятор мощности, который позволит вам избежать перегрева паяльника. Жало нового паяльника нужно тщательно «облудить», то есть, нанести защитный слой припоя.
Паяльники тоже бывают самыми разными, однако, для начала вам подойдет обычный электрический паяльник небольшой мощности. Если позволяют средства, можно приобрести паяльную станцию: набор, включающий в себя сам паяльник, различные подставки, а главное, регулятор мощности, который позволит вам избежать перегрева паяльника. Жало нового паяльника нужно тщательно «облудить», то есть, нанести защитный слой припоя.Собственно процесс пайки довольно прост. В первую очередь необходимо нагреть паяльник. Температура нагрева считается достаточной, если паяльник плавит припой. Следите за тем, чтобы не перегреть жало. На перегретом паяльнике припой не держится, а сбегает вниз каплями. После этого нужно зачистить места будущей спайки при помощи напильника или наждачной бумаги. Затем на зачищенные поверхности надо нанести тонкий слой флюса и облудить их. Можно либо просто обмакнуть спаиваемые детали в расплавленный припой, либо прикоснуться к ним облуженным жалом паяльника. В любом случае, в результате должен получиться сплошной слой припоя.
Для начала стоит попрактиковаться на ненужных обрезках проводов, старых печатных платах и контактах, чтобы научиться рассчитывать температуру, необходимое количество флюса и припоя. Нескольких часов практики чаще всего бывает достаточно, чтобы получить навык обращения с паяльником.
Что можно использовать вместо такого инструмента, как паяльник?
Для большинства россиян паяльник не является инструментом первой необходимости. В связи с этим многие считают его покупку нецелесообразной, предпочитая потратить деньги на что-нибудь более нужное. Между тем в любом хозяйстве иногда что-нибудь ломается, и починка без паяльника кажется подчас просто невозможной. Что же делать? Неужели придется использовать столь бережно хранимые накопления и покупать инструмент, который, скорее всего, потом долгие годы будет пылиться на полке? Не стоит торопиться. Оказывается, вокруг имеется немало вещей, которые можно использовать вместо паяльника.
Паяльник в домашних условиях не является инструментом первой необходимости, поэтому можно использовать его заменители.
Способ №1: сила тока
Необходимо приготовить:
- аккумулятор;
- припой с канифолью;
- два провода;
- простой карандаш;
- «крокодильчиковый» зажим.
Этот способ позволяет обойтись не только без паяльника, но и без доступа к электросети, если, конечно, в аккумуляторе имеется заряд. Последовательность действий такова:
Последовательность действий такова:
Состав сварочного карандаша.
- Соедините два провода, которые необходимо спаять, и уложите на место пайки два-три витка припоя с канифолью внутри.
- Подсоедините один из проводов к любому полюсу аккумулятора.
- Удалив с одной стороны простого карандаша фрагмент деревянной оболочки длиной в 5-10 мм, подсоедините графитовый стержень посредством провода ко второму полюсу аккумулятора.
- Чтобы спаять провода, прикоснитесь на мгновение стержнем простого карандаша к припою. Под действием электродугового разряда он тут же расплавится, и пайка без паяльника будет успешно осуществлена.
Описанный метод совмещает в себе пайку и сварку. Его можно применять для соединения тонких проводов, диаметр которых не превышает 1 мм. Увеличив время дугового разряда, можно осуществить сварное соединение медных проводов без припоя.
Отметим, что данный способ требует некоторой сноровки, поэтому сначала лучше потренироваться на ненужных деталях или отходах.
Вернуться к оглавлению
Этот метод предполагает использовать в качестве припоя оловянно-свинцовый сплав с 62%-м содержанием олова (это третник). С его помощью можно спаять небольшие детали или провода из меди, железа и цинка. Необходимо сделать следующее:
Вместо паяльника можно паять специальным сплавом из олова и свинца.
- Поверхности деталей, которые нужно соединить, обработайте наждачной бумагой или напильником.
- С помощью кисти нанесите на соединяемые участки раствор хлористого цинка. При отсутствии такового его можно приготовить самостоятельно, растворив цинковую стружку в соляной кислоте. При контакте с кожей соляная кислота вызывает сильные ожоги, поэтому все операции с ней выполняйте, соблюдая технику безопасности.
- На одну из деталей положите небольшое количество «третника».
- Грейте свечой или спиртовой горелкой деталь с уложенным на нее сплавом до тех пор, пока он не начнет плавиться.
- Приложите к ставшему полужидким третнику вторую деталь.

- Хорошо прогрейте место пайки, после чего дайте ему остыть. Чтобы ускорить процесс охлаждения, можно капнуть несколько капель воды.

Если необходимо спаять два провода, приложите одним концом третник в виде полосы или тонкого прута к месту соединения.
При отсутствии компонентов, из которых можно приготовить хлористый цинк, в качестве его заменителей может выступить сухой нашатырный спирт или бура. Провода в электрических соединениях перед пайкой лучше обрабатывать спиртовым раствором канифоли.
Третник используют для лужения деталей из меди или железа. Для этого деталь смазывают раствором хлористого цинка, затем хорошо прогревают и размазывают по ее поверхности сплав.
Вернуться к оглавлению
Необходимо приготовить:
Необходимые инструменты для паяльника из скрепки: 1 — металлическая скрепка, 2 — плоскогубцы, 3 — автогенная зажигалка, 4 — шлицевая (плоская) отвертка.
- металлическая скрепка;
- плоскогубцы;
- автогенная зажигалка;
- шлицевая (плоская) отвертка.

Оказывается, обычную скрепку тоже можно использовать вместо паяльника. Для этого необходимо:
- Отогнуть один завиток, частично выпрямив скрепку, и захватить ее посередине плоскогубцами так, чтобы обе ее части выступали с разных сторон.
- Теперь ту часть, где металла больше, нужно разогреть зажигалкой.
- Через некоторое время тепло распространится и на вторую часть, которая будет играть роль жала паяльника. Долго ожидать не придется, поскольку разогревается скрепка довольно быстро.
- Чтобы проверить готовность этого импровизированного инструмента, поднесите свободный конец скрепки к олову. Если необходимая температура достигнута, оно начнет плавиться.
В данном методе олово используется в качестве припоя. Небольшое его количество нужно положить на соединяемые детали, после чего можно приступать к пайке. Используя скрепку вместо паяльника, один ее конец необходимо постоянно держать в пламени зажигалки, иначе инструмент мгновенно остынет. Лучше всего доверить эту задачу помощнику.
Лучше всего доверить эту задачу помощнику.
Скрепка-паяльник более всего подходит для пайки микросхем и других очень мелких деталей.
Вернуться к оглавлению
Если вам необходимо спаять два провода диаметром до 2 мм, воспользуйтесь этим остроумным решением. Необходимо сделать следующее:
Паяльник на основе аккумулятора можно применять для соединения тонких проводов.
- Снимите с проводов изоляцию (около 30 мм) и зачистите их.
- Наложив оголенные участки проводов друг на друга, скрутите их.
- Снизу к месту соединения приложите фольгу и поднимите ее края так, чтобы провода оказались как бы в желобе. Толщина фольги должна быть около 0,08 мм, ее можно извлечь из старого конденсатора.
- Поверх проводов насыпьте припой. Он представляет собой смесь канифоли (1 часть) и мелко наструганного припоя ПОС-30 (4 части).
- Место пайки с припоем оберните фольгой.
- Теперь фольгу со всем ее содержимым необходимо прогреть. Для этого необязательно использовать горелку, можно обойтись тремя спичками, пламя которых необходимо удерживать под местом пайки полминуты.
- После того как заготовка остынет, снимите фольгу. Если все сделано правильно, провода будут надежно спаяны.
Вернуться к оглавлению
Если в металлической посуде или какой-либо детали образовалась небольшая дыра (до 5-7 мм), ее можно заделать с помощью пайки, но без использования паяльника. Металл вокруг места ремонта следует зачистить наждачной бумагой, также для этой цели можно использовать кирпичный порошок. Если изделие покрыто эмалью, ее надо сбить, чтобы вокруг отверстия образовался чистый металл шириной около 5 мм. Эмаль можно удалить с помощью острого металлического предмета, например, гвоздя, по которому следует несколько раз не очень сильно стукнуть.
Зачищенный металл необходимо обработать травленой соляной кислотой, а затем насыпать на него небольшое количество канифоли.
После этого с внутренней стороны на отверстие укладывают кусочек олова или третника, о котором рассказывалось выше, и разогревают его на спиртовой горелке. За неимением таковой можно воспользоваться примусом, электроплитой или даже керосиновой лампой. Олово расплавится, и дыра будет заделана.
Вернуться к оглавлению
Пайка с помощью фольги.
Осуществить пайку изделий можно с помощью специального карандаша, сегодня такие продаются во многих магазинах. Карандаш необходимо зажечь от любого источника огня. При горении материал, из которого сделан карандаш, начинает плавиться и капать.
Когда необходимое его количество окажется на участке соединения, детали нужно с усилием прижать друг к другу и удерживать таким образом до тех пор, пока припой не остынет и схватится. Этим способом можно скрепить не только металлические элементы (детали даже не нужно очищать от ржавчины), но и керамику, термостойкую пластмассу или стекло. Соединение остается устойчивым при температурах, не превышающих 180° С. Длины карандаша хватает на несколько десятков небольших соединений.
Длины карандаша хватает на несколько десятков небольших соединений.
Вернуться к оглавлению
При отсутствии паяльника восстановить электрический контакт между двумя проводниками можно посредством специального состава. Такие материалы выпускаются как отечественными производителями (Контактол К-13), так и зарубежными (Quick Grip и др.). Основу холодной пайки составляет электропроводящий клей, поэтому она может в полной мере заменить пайку традиционную. Главное, чтобы операция проводилась при плюсовой температуре:
- Перед тем как пользоваться подобным составом, провода или другие соединяемые элементы необходимо очистить от окислов и обработать обезжиривающим средством.
- Далее наносят один слой состава, а после выдержки в 15-20 мин — второй.
- Теперь детали можно соединить. Холодная пайка высыхает в течение 1,5-3 часов при температуре окружающего воздуха 18° С, но включать отремонтированное устройство рекомендуется только через сутки.
Из одного такого паяльника стандартного объема (0,8-1,4 мл) можно выдавить полосу длиной в 100-150 мм, так что ресурс холодной пайки вполне приличный.
Если вы живете вдалеке от специализированных магазинов, можно приготовить средство для холодной пайки самостоятельно. Для этого достаточно смешать некоторое количество мелких металлических опилок с нитроклеем или лаком. Готовую смесь с помощью узкого шпателя или заостренной спички необходимо нанести на место соединения. Если соединяемые детали при этом находятся на подложке, к ее обратной стороне лучше приложить магнит. При соединении тонких элементов (проводов или дорожек) на место пайки лучше уложить небольшой лист бумаги или полиэтиленовой пленки с прорезью, а уже потом наносить состав. Холодная пайка попадет только на место соединения (через прорезь), а окружающие его элементы останутся чистыми.
Все про микротрещины в пайке на печатных платах
Здравствуйте, друзья! Сегодня попытаюсь рассказать почти все про микротрещины в пайке на печатных платах. Я не буду тут рассказывать про микротрещины в микросхемах, трещины в компаунде, в проводящих дорожках, в резисторах, конденсаторах и катушках индуктивности, сердечниках трансформаторов и кварцевых резонаторах. Все это темы для отдельных статей.
Все это темы для отдельных статей.
А в этом материале сможете прочитать о том, как выглядят микротрещины в пайке, почему они образуются, как проявляются неисправности от микротрещин, чем они опасны и как их исправить.
Как выглядят микротрещины в пайке на печатных платах
Микротрещины в пайке вокруг выводов радиоэлементов при монтаже в отверстие очень хорошо заметны даже невооруженным взглядом. Часто видны также отслоения дорожек от платы.
Микротрещины в пайке вокруг планарных радиоэлементов для поверхностного монтажа видны чаще всего под увеличением в микроскоп под определенным углом отражения света.
Микротрещины в пайке контактов BGA микросхем не видны даже микроскопом. Иногда их можно увидеть с помощью микрозонда с подсветкой. Микрозонд представляет собой световод с линзой на конце. Его помещают в зазор между платой и микросхемой.
Посмотрите видео о визуальных системах контроля качества пайки:
Почему образуются микротрещины в пайке
Микротрещины вокруг контактов, смонтированных в отверстие появляются чаще всего у контактов массивных элементов (трансформаторов, конденсаторов, дросселей) от вибраций платы даже в качественной пайке. Часто трещины появляются вокруг контактов разъемов питания, когда к ним приходится прикладывать усилия. Например, частые неисправности флешек связаны с механическим воздействием на разъем USB – со временем контакты разъемов отслаиваются или даже отрываются.
Часто трещины появляются вокруг контактов разъемов питания, когда к ним приходится прикладывать усилия. Например, частые неисправности флешек связаны с механическим воздействием на разъем USB – со временем контакты разъемов отслаиваются или даже отрываются.
Микротрещины в припое на контактах SMD компонентов появляются от тех же вибраций и термических напряжений. Также частыми причинами являются дефекты в пайке – полости в толщине припоя, примеси, холодная пайка, наплывы, перегрев, быстрое охлаждение.
Микротрещины в шариковых контактах BGA появляются из-за дефектов пайки – холодная пайка, плохая смачиваемость поверхностей контактов, быстрое охлаждение, смещения во время охлаждения, термические напряжения.
Посмотрите, как паяют платы в Китае:
Как проявляются неисправности, если есть микротрещины в пайке
Микротрещины в пайке приводят к дребезгу в контактах, изменению тока нагрузки, пропаданию или появлению контакта при нагреве устройства в процессе работы. Все это чаще всего выводит из строя импульсные блоки питания. Они боятся резких перепадов напряжения в сильноточных цепях.
Они боятся резких перепадов напряжения в сильноточных цепях.
Бывает так, что место пайки с микротрещиной сильно греется из-за малого сечения проводника. При этом плата начинает чернеть и обугливаться, появляется нагар, который, как известно проводит электричество. Это прямой путь к выходу из строя источника питания и высоковольтных цепей.
Чем опасны микротрещины в пайке в работающих устройствах
Самое опасное в микротрещинах – это искрение и воздушный пробой в работающей электронике. Все это сопровождается пожароопасными искрами, громкими хлопками, едким дымом, нагревом и плавлением пластика. Это опасно для человека.
Для электронной схемы это опасно выходом из строя силовых транзисторов, дорогостоящих процессоров и выгоранием дорожек платы. В общем, приятного мало и ведет к дорогостоящему ремонту. На фото показаны дефекты пайки smd компонента (резистора) и неоднородности в BGA-шариках.
Как исправить микротрещины в пайке
Исправить микротрещины в припое чаще всего очень легко – нужно провести качественную пайку с хорошим флюсом.
Контакты DIP-корпусов микросхем и выводов радиодеталей можно пропаивать с твердым, гелевым или жидким флюсом. В любом случае он смачивает спаиваемые поверхности и способствует растеканию припоя. Также выводит примеси и воздух из полостей на поверхность припоя. После пайки флюс лучше смыть.
Многие дефекты пайки SMD компонентов устраняются быстро и просто. Контакты SMD элементов лучше пропаять с гелевым или жидким флюсом, избегая образования лишнего скопления припоя. Жидкий или гелевый флюс легче смыть после пайки.
Дефекты контактов BGA микросхем очень плохо поддаются исправлению без снятия микросхем с платы. Известна популярная методика прожарки и шатания микрочипов с гелевым или жидким флюсом. Однако такая процедура помогает ненадолго. Дело в том, что примеси и воздух из полостей в припое не может выйти при тех силах поверхностного натяжения, которые есть в шариках припоя. Даже с учетом повышения текучести за счет флюса.
Поэтому опытные мастера рекомендуют снимать микросхемы, удалять дефектные шарики припоя и формировать новые шарики. После подготовки контактов к пайке, монтаж осуществлять лучше всего на инфракрасной паяльной станции с соблюдением термопрофиля.
После подготовки контактов к пайке, монтаж осуществлять лучше всего на инфракрасной паяльной станции с соблюдением термопрофиля.
Посмотрите, как проводится профессиональная пайка:
На этом закругляюсь – вопросы по микротрещинам и вызываемым ими дефектам электроники прощу задавать в комментариях или на форуме.
Мастер Пайки с Вами.
Все про микротрещины в пайке на печатных платах
Здравствуйте, друзья! Сегодня попытаюсь рассказать почти все про микротрещины в пайке на печатных платах. Я не буду тут рассказывать про микротрещины в микросхемах, трещины в компаунде, в проводящих дорожках, в резисторах, конденсаторах и катушках индуктивности, сердечниках трансформаторов и кварцевых резонаторах. Все это темы для отдельных статей.
А в этом материале сможете прочитать о том, как выглядят микротрещины в пайке, почему они образуются, как проявляются неисправности от микротрещин, чем они опасны и как их исправить.
Как выглядят микротрещины в пайке на печатных платах
Микротрещины в пайке вокруг выводов радиоэлементов при монтаже в отверстие очень хорошо заметны даже невооруженным взглядом. Часто видны также отслоения дорожек от платы.
Часто видны также отслоения дорожек от платы.
Микротрещины в пайке вокруг планарных радиоэлементов для поверхностного монтажа видны чаще всего под увеличением в микроскоп под определенным углом отражения света.
Микротрещины в пайке контактов BGA микросхем не видны даже микроскопом. Иногда их можно увидеть с помощью микрозонда с подсветкой. Микрозонд представляет собой световод с линзой на конце. Его помещают в зазор между платой и микросхемой.
Посмотрите видео о визуальных системах контроля качества пайки:
Почему образуются микротрещины в пайке
Микротрещины вокруг контактов, смонтированных в отверстие появляются чаще всего у контактов массивных элементов (трансформаторов, конденсаторов, дросселей) от вибраций платы даже в качественной пайке. Часто трещины появляются вокруг контактов разъемов питания, когда к ним приходится прикладывать усилия. Например, частые неисправности флешек связаны с механическим воздействием на разъем USB – со временем контакты разъемов отслаиваются или даже отрываются.
Например, частые неисправности флешек связаны с механическим воздействием на разъем USB – со временем контакты разъемов отслаиваются или даже отрываются.
Микротрещины в припое на контактах SMD компонентов появляются от тех же вибраций и термических напряжений. Также частыми причинами являются дефекты в пайке – полости в толщине припоя, примеси, холодная пайка, наплывы, перегрев, быстрое охлаждение.
Микротрещины в шариковых контактах BGA появляются из-за дефектов пайки – холодная пайка, плохая смачиваемость поверхностей контактов, быстрое охлаждение, смещения во время охлаждения, термические напряжения.
Посмотрите, как паяют платы в Китае:
Как проявляются неисправности, если есть микротрещины в пайке
Микротрещины в пайке приводят к дребезгу в контактах, изменению тока нагрузки, пропаданию или появлению контакта при нагреве устройства в процессе работы. Все это чаще всего выводит из строя импульсные блоки питания. Они боятся резких перепадов напряжения в сильноточных цепях.
Все это чаще всего выводит из строя импульсные блоки питания. Они боятся резких перепадов напряжения в сильноточных цепях.
Бывает так, что место пайки с микротрещиной сильно греется из-за малого сечения проводника. При этом плата начинает чернеть и обугливаться, появляется нагар, который, как известно проводит электричество. Это прямой путь к выходу из строя источника питания и высоковольтных цепей.
Чем опасны микротрещины в пайке в работающих устройствах
Самое опасное в микротрещинах – это искрение и воздушный пробой в работающей электронике. Все это сопровождается пожароопасными искрами, громкими хлопками, едким дымом, нагревом и плавлением пластика. Это опасно для человека.
Для электронной схемы это опасно выходом из строя силовых транзисторов, дорогостоящих процессоров и выгоранием дорожек платы. В общем, приятного мало и ведет к дорогостоящему ремонту. На фото показаны дефекты пайки smd компонента (резистора) и неоднородности в BGA-шариках.
Как исправить микротрещины в пайке
Исправить микротрещины в припое чаще всего очень легко – нужно провести качественную пайку с хорошим флюсом.
Контакты DIP-корпусов микросхем и выводов радиодеталей можно пропаивать с твердым, гелевым или жидким флюсом. В любом случае он смачивает спаиваемые поверхности и способствует растеканию припоя. Также выводит примеси и воздух из полостей на поверхность припоя. После пайки флюс лучше смыть.
Многие дефекты пайки SMD компонентов устраняются быстро и просто. Контакты SMD элементов лучше пропаять с гелевым или жидким флюсом, избегая образования лишнего скопления припоя. Жидкий или гелевый флюс легче смыть после пайки.
Дефекты контактов BGA микросхем очень плохо поддаются исправлению без снятия микросхем с платы. Известна популярная методика прожарки и шатания микрочипов с гелевым или жидким флюсом. Однако такая процедура помогает ненадолго. Дело в том, что примеси и воздух из полостей в припое не может выйти при тех силах поверхностного натяжения, которые есть в шариках припоя. Даже с учетом повышения текучести за счет флюса.
Даже с учетом повышения текучести за счет флюса.
Поэтому опытные мастера рекомендуют снимать микросхемы, удалять дефектные шарики припоя и формировать новые шарики. После подготовки контактов к пайке, монтаж осуществлять лучше всего на инфракрасной паяльной станции с соблюдением термопрофиля.
Посмотрите, как проводится профессиональная пайка:
На этом закругляюсь – вопросы по микротрещинам и вызываемым ими дефектам электроники прощу задавать в комментариях или на форуме.Мастер Пайки с Вами.
Паяльник или паяльная станция – сложности выбора
Автор: Московкина Елизавета, info@protehnology.ru
При сборке, тестировании ремонте радиоэлектронного оборудования не обойтись без паяльных работ. На данный момент пайка – это самый распространенный способ соединения электронных компонентов с печатной платой. Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
Для пайки металлические выводы компонентов и металлические проводники печатных плат приводятся в соприкосновение друг с другом, нагреваются паяльником и заливаются припоем. Для растекания расплавленного припоя применяются флюсы – чаще всего канифоль или вещества на ее основе. Эти вещества способствуют повышению текучести расплавленного припоя.
Самым простым инструментом пайки до сих пор остается электрический паяльник. Устройство обычного паяльника очень просто – жало с нагревателем внутри или снаружи, ручка и провод от нагревателя, проходящий через ручку и оканчивающийся вилкой. Паяльники отличаются несколькими характеристиками:
— Размером жала;
— Мощностью, потребляемой от электрической сети;
— Типом жала (прямое, изогнутое, круглое, овальное и т.д.) и его размером;
— Напряжением питания;
— Дополнительными приспособлениями, например, наличием оловоотсоса и термопинцета.
|
Мощность паяльника имеет одно из решающих значений при пайке, поскольку она задает температуру припоя. Самой важной, пожалуй, характеристикой паяльной станции или паяльника является температура. Простейшие модели не обеспечивают стабильный температурный режим. При этом при недостаточном нагреве места пайки можно получить такой частый дефект как «холодная пайка» (рис. 1), при котором металл не растекается полностью вокруг вывода радиоэлемента, что приводит к ненадежному соединению припаиваемых элементов. Для исключения такого дефекта следует использовать паяльные станции с рабочей температурой, достаточной для пропаивания конкретных видов материалов. Для изоляции жала от нагревателя используются прокладки из слюды или керамическая трубка. Паяльники с керамической изоляцией лучше, поскольку предотвращают контакт спирали нагревателя с жалом. Для выполнения достаточно удобной и качественной пайки зачастую одного паяльника оказывается недостаточно. В частности недостатком обычного паяльника является слишком большое (до 5-10 минут) время нагрева до температуры, достаточной для надежного расплавления припоя и осуществления пайки. Кроме того, температура жала снижается при попытке прогреть паяльником место пайки. |
Рис. 1 . Холодная пайка. |
 Такой контакт очень опасен, поскольку ведет к появлению на жале напряжения сети.
Такой контакт очень опасен, поскольку ведет к появлению на жале напряжения сети.Более распространены специальные паяльные станции, состоящие из паяльника, подставки под него и блока питания паяльника с устройством стабилизации температуры. Таких станций выпускается достаточно много в разных ценовых диапазонах.
Плюсы паяльных станций по сравнению с обычными паяльниками:
— Лучшая стабильность температуры жала паяльника;
— Более быстрый нагрев до заданной температуры;
— Улучшение динамики пайки;
— Предотвращение остывания жала паяльника в момент контакта с объектами пайки;
— Применение мер против статического электричества;
— Применение множества насадок для операций демонтажа деталей и интегральных микросхем с многими выводами.
Рассмотрим виды паяльных станций по принципу взаимодействия:
— Контактные:
- Для свинцовой пайки;
- Для бессвинцовой пайки;
— Бесконтактные:
- Термовоздушные;
- инфракрасные.
Контактные паяльные станции являются простейшими и распространенными. В принципе, обыкновенный паяльник можно переделать в такую станцию, оснастив его термопарой возле жала паяльника, регулятором температуры с обратной связью для поддержания постоянного условия пайки с помощью регулятора мощности, механизмом простой смены жала паяльника и удобной подставкой. Наличие регулировки температуры при контактной пайке исключает перегрев полупроводниковых компонентов и последующий выход их из строя, что является неоспоримым плюсом паяльных станций в целом. Большая часть обыкновенных паяльников разогревают жало до температуры 400°С. Наличие регулятора напряжения в контактной (и не только) паяльной станции обеспечивает плавную регулировку рабочих температур. 250 – 350°С – это вполне комфортный и оптимальный режим для процесса пайки.
250 – 350°С – это вполне комфортный и оптимальный режим для процесса пайки.
По применяемой технологии контактные паяльные станции можно разделить на станции для свинцовой и бессвинцовой пайки.
Станции для свинцовой пайки отличаются от бытового паяльника тем, что имеют модуль регулировки температуры нагрева жала.
Для бессвинцовой пайки применяются как классические, в которых нагревание наконечника происходит за счет электрического тока, так и более технологичные индукционные станции.
В основе принципа работы индукционных паяльных станций лежит свойство проводника (в роли которого выступает жало паяльника) быстро разогреваться в переменном магнитном поле. Жало, или наконечник выполняется из меди, причем в области хвостовика нанесено ферром
агнитное покрытие. Последнее играет роль намагничивающегося сердечника катушки, которая и является источником достаточно сильного переменного магнитного поля.
Рис. 2. Устройство индукционного паяльника
2. Устройство индукционного паяльника
За счёт поверхностных токов происходит быстрый разогрев наконечника, однако при достижении точки Кюри ферромагнетик теряет свои магнитные свойства, что приводит к скачкообразному уменьшению нагрева, и температура жала стабилизируется. Если таким наконечником коснуться детали, магнитные свойства мгновенно восстанавливаются, и наконечник снова начинает нагреваться, стремясь удержать температуру в районе точки Кюри. При этом, чем больше энергии отнимается у жала, тем сильнее будет происходить нагрев. Следовательно, происходит автоматический подбор мощности для каждой спаиваемой точки, в зависимости от её теплоемкости и массивности (рис. 2).
Так как контроль нагрева происходит по точке Кюри, то каждый используемый наконечник представляет собой саморегулирующийся нагреватель, способный к поддержанию определённой температуры в соответствии со свойствами использованных при его изготовлении металлов. Это означает, что никаких дополнительных калибровок или настоек не требуется, причём в течение всего срока эксплуатации.
Далеко не со всеми задачами можно справиться контактным методом пайки. Так сейчас распространенный SMT-монтаж подразумевает использование миниатюрных SMD-компонентов и безвыводных BGA-микросхем с расположением контактных площадок под подложкой или под корпусом. А справиться с такими элементами с помощью паяльника не только сложно, но и, в большинстве случаев, просто нереально. Для такого рода работ применяются бесконтактные паяльные станции, и среди них наибольшее распространение получили термовоздушные.
Принцип работы термовоздушных паяльных станций достаточно прост: компрессор или турбина создают воздушный поток, который, проходя через спираль нагревательного элемента, набирает соответствующую температуру. Струю воздуха на выходе фена подают в зону пайки. При этом возможна не только регулировка температуры воздуха на выходе сопла, но и настройка оптимальной скорости воздушного потока путем изменения работы вентилятора (компрессора). Термовоздушные бесконтактные паяльные станции используют при ремонте мобильных телефонов, планшетов, материнских плат. Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Профиль их работы достаточно широк, однако, качественный процесс замены BGA чипов, из-за маленькой площади охвата, без применения нижнего подогрева и инфракрасных нагревателей невозможен.
Существуют также паяльные станции комбинированного типа, которые сочетают в себе инструменты для пайки и ремонта. Примером может служить распространенная модель Lukey 702. Станция представляет собой недорогое сочетание паяльника и термофена.
Бесконтактные паяльные станции с применением инфракрасного нагревателя относят к разряду профессиональной сервисной техники. Как правило, это дорогостоящее оборудование, оснащенное нижним подогревом для уменьшения влияния деформационных термических процессов платы и верхнего инфракрасного нагревателя, способного передавать тепло на большую площадь. В свою очередь, инфракрасный спектр волны способен точечно фокусироваться на определенном чипе, тем самым не подвергая воздействию нагрева окружающие объекты. Длина волны воздействует на кристаллическую решетку припоя, при этом, не разрушая полупроводник. Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Такие инфракрасные паяльные станции используют профессиональные ремонтные мастерские, поскольку они очень дороги, но качество пайки и очень широкие возможности позволяют производить высококвалифицированный ремонт современного оборудования.
Уже зарекомендовавший себя на рынке расходных паяльных материалов производитель Stannol (Германия) выпустил серию индукционных станций, удовлетворяющую всем категориям потребителей. Серия Industa состоит из этих трех паяльных станций:
• (55W — для универсального применения )
• INDUSTA HF5100 (100W — для профессионального использования )
• INDUSTA HF5150 (150W — для профессионального использования )
Аналоговая паяльная станция Industa 550 характеризуется простотой в эксплуатации. Эргономичный дизайн, алюминиевый корпус (рис. 3).
Температура легко устанавливается с помощью потенциометра.
Встроенный датчик температуры и керамический нагревательный элемент обеспечивают стабильную температуру, быстрое восстановление тепла и предотвращают перегрев деталей, подлежащих пайке. Показатели температуры отображаются на большом светодиодном дисплее. Тороидальный трансформатор обеспечивает питание 55Вт, что позволяет использовать бессвинцовый припой. Возможна пайка чувствительных электронных компонентов.
Показатели температуры отображаются на большом светодиодном дисплее. Тороидальный трансформатор обеспечивает питание 55Вт, что позволяет использовать бессвинцовый припой. Возможна пайка чувствительных электронных компонентов.
|
Рис. 3. Аналоговая паяльная станция Stannol Industa 550 |
Рис. 4. Stannol Industa HF 5100/5150Индукционные паяльные станции |
Industa HF-5100 / HF-5150 — паяльные станции для профессионального использования (Рис. 4). Эти станции оснащены дополнительными функциями, необходимыми в профессиональной среде, например в производстве электроники. К ним относятся автоматические функции режима ожидания/ выключения, защита паролем от несанкционированных изменений настроек и возможностью калибровки инструментов. Также доступно выравнивание потенциалов для защиты чувствительных компонентов.
Мощность 100Вт и 150Вт обеспечивают достаточный запас мощности для быстрой и надежной работы с бессвинцовыми припоями. Высокочастотный контроль с датчиком температуры вблизи наконечника позволяет чрезвычайно быстро переходить в режим холостого хода или повторного нагрева.
При частой необходимости проведения паяльных работ необходимо приобретать либо набор паяльников различной мощности, либо — современную паяльную станцию, имеющую регуляторы температур, автоподдержание заданной температуры и удобную подставку под паяльник.. Качественная паяльная станция в силу понятных причин потребует определенного материального вложения, но покупка набора различных паяльников, влекущая за собой приобретение насадок, отдельных видов припоя, требующая умения обращаться с оборудованием разного уровня, вряд ли будет выгодным занятием.
→ %d0%a5%d0%be%d0%bb%d0%be%d0%b4%d0%bd%d0%b0%d1%8f%20%d0%bf%d0%b0%d0%b9%d0%ba%d0%b0
Коэффициент применения кесарева сечения в Италии заметно вырос за последние 20 лет с 11,2 процента (1980 год) до 33,2 процента (2000 год), и его значение превысило рекомендованные показатели ВОЗ на 10–15 процентов и показатели других европейских стран (например, 21,5 процента в Великобритании и Уэльсе, 17,8 процента в Испании, 15,9 процента во Франции).
Caesarean section rate in Italy has remarkably increased in the last 20 years, from 11.2% (1980) to 33.2% (2000), a value exceeding WHO suggestions by 10 to 15% and other European Countries’ values (i.e. 21.5% in Great Britain and Wales, 17.8% in Spain, 15.9% in France).
UN-2
Кроме того, в статье 20 Конституции говорится, что начальное образование в государственных школах является обязательным и бесплатным.
Article 20 also provides that basic education is compulsory and is free of charge in Government schools.
UN-2
Песня Pokemon Mezase PokeMon Master Aim To Be A PokeMon Master представлена вам Lyrics-Keeper. Flash-фичу можно использовать в качестве караоке к песне Mezase PokeMon Master Aim To Be A PokeMon Master, если есть возможность скачать минусовку.
The Pokemon Mezase PokeMon Master Aim To Be A PokeMon Master lyrics are brought to you by Lyrics-Keeper.
Common crawl
Его сбила машина 20 декабря прошлого года.
Died in a traffic accident on December 20.
OpenSubtitles2018.v3
Совет управляющих Программы Организации Объединенных Наций по окружающей среде (ЮНЕП) в своем решении 25/10 от 20 февраля 2009 года отметил итоги первого специального межправительственного совещания с участием многих заинтересованных сторон, посвященного межправительственной научно-политической платформе по биоразнообразию и экосистемным услугам, состоявшегося 10–12 ноября 2008 года в Путраджайе, Малайзия, а также признал и подчеркнул необходимость укрепления и усиления научно-политического взаимодействия в области биоразнообразия и экосистемных услуг в интересах благосостояния людей и устойчивого развития на всех уровнях.
The Governing Council of the United Nations Environment Programme (UNEP), by its decision 25/10 of 20 February 2009, noted the outcomes of the first ad hoc intergovernmental and multi-stakeholder meeting on an intergovernmental science-policy platform on biodiversity and ecosystem services, held in Putrajaya, Malaysia, from 10 to 12 November 2008, and recognized and emphasized the need to strengthen and improve the science-policy interface for biodiversity and ecosystem services for human well-being and sustainable development at all levels.
UN-2
Я знала, как высоко Бог ценит человека и его тело, но даже это не останавливало меня. Дженнифер, 20 лет
I knew of God’s high regard for the human body, but even this did not deter me.” —Jennifer, 20.
jw2019
парламент Венгрии принял Международную конвенцию о борьбе с бомбовым терроризмом (10 сентября 2002 года) и Международную конвенцию о борьбе с финансированием терроризма (20 декабря 2002 года).
The Hungarian Parliament promulgated the International Convention for the Suppression of Terrorist Bombings (on 10 September 2002) and the International Convention for the Suppression of the Financing of Terrorism (on 20 December 2002).
UN-2
Это предписание указано в виде замечания 35 в колонке 20 таблицы С главы 3.2.
This requirement is indicated by remark 35 in column (20) of Table C of Chapter 3.2;
UN-2
Спорим на 20 баксов, что ты не сможешь провести целый день одна.
I will bet you 20 bucks That you can’t spend the entire day by yourself.
OpenSubtitles2018.v3
После 20 000 террористических нападений мы имеем право защитить свой народ.
After 20,000 terrorist attacks, we deserve to protect our people.
UN-2
Когда мы помогаем другим, мы и сами в какой-то мере испытываем счастье и удовлетворение, и наше собственное бремя становится легче (Деяния 20:35).
When we give of ourselves to others, not only do we help them but we also enjoy a measure of happiness and satisfaction that make our own burdens more bearable. —Acts 20:35.
jw2019
В Польше теоретически можно уменьшить продолжительность остановки в Щецине – Груменице на 20 минут, однако пока этого достичь не удается.
In Poland, it would be theoretically possible to reduce the stopping time by up to 20 minutes in Szczecin Gumenice, but this has not yet been realized.
UN-2
GRPE решила провести на своей следующей сессии окончательное рассмотрение этого предложения и поручила секретариату распространить документ GRPE-55-20 под официальным условным обозначением.
GRPE agreed to have, at its next session, a final review of the proposal and requested the secretariat to distribute GRPE-55-20 with an official symbol.
UN-2
Речь и обсуждение со слушателями, основанные на «Сторожевой башне» от 15 июля 2003 года, с. 20.
Talk and audience discussion based on the July 15, 2003, Watchtower, page 20.
jw2019
К сожалению, вот уже 20-й год Конференция свою задачу не выполняет.
It is regrettable that this is the twentieth year that the Conference has not fulfilled its task.
UN-2
Если у вас желания для гольф Вы можете посетит гольф-клуб Ихтиман, которые находится в 20 минутах езды.
If you fancy a game of golf you will find the highly regarded Ihtiman golf course within 20 minutes drive.
Common crawl
Совет рассмотрит доклады Специального докладчика Франка ла Рю (A/HRC/20/17 и Add.1−6).
The Council will consider the reports of the Special Rapporteur, Frank La Rue (A/HRC/20/17 and Add.1-6).
UN-2
20 000 человек остаются на осадном положении в палестинском лагере Ярмук, куда не поставляются никакие продукты питания и лекарства.
20,000 people remain besieged in Yarmouk Palestinian Camp, with no food and medical supplies.
UN-2
Кроме того, в двухгодичном периоде 2010–2011 годов планируется проводить по 20 дополнительных заседаний Комитета ежегодно.
Moreover, it is estimated that 20 additional meetings of the Committee per year would be held in 2010-2011.
UN-2
В соответствии с пунктами 20 и 25(с) постановляющей части проекта резолюции A/C.2/64/L.59 конференция Организации Объединенных Наций по устойчивому развитию и третья и последняя сессия Подготовительного комитета, которые должны состояться в 2012 году в Бразилии, будут включены в проект двухгодичного расписания конференций и совещаний на 2012–2013 годы, как только будут определены даты и условиях их проведения.
Pursuant to operative paragraphs 20 and 25 (c) of draft resolution A/C.2/64/L.59, the United Nations Conference on Sustainable Development and the third and final meeting of the Preparatory Committee, both to be held in 2012 in Brazil, will be included in the draft biennial calendar of conferences and meetings for 2012-2013 as soon as dates and modalities are determined.
UN-2
Таким образом, рекомендации Консультативного комитета в отношении штатных потребностей БСООН в связи со стратегическими запасами материальных средств для развертывания одной сложной миссии являются следующими: 20 новых должностей (одна С‐5, одна С‐4, три С-3, три полевой службы и 12 должностей местного разряда) и шесть реклассификаций (одной должности Д‐1 и пяти должностей С‐4).
Thus, the Advisory Committee’s recommendations on staffing requirements of UNLB relating to strategic deployment stocks for one complex mission are as follows: 20 new posts (one P-5, one P-4, three P-3, three Field Service and 12 local) and six upward reclassifications (one D-1 and five P-4).
UN-2
К числу причин, по которым методы контрацепции не применяются, относятся желание иметь детей (20 процентов), страх перед побочными эффектами (15 процентов), наступление менопаузы или удаление матки (14 процентов), а также религиозные запреты.
The reasons for not using contraception have to do with the desire to have children (20%), fear of secondary effects (15%), menopause and hysterectomy (14%), and religious prohibitions.
UN-2
Он уехал 20 минут назад.
OpenSubtitles2018.v3
Согласованность, скоординированность и взаимодополняемость — Конференция 3C по вопросу об усовершенствовании принятия решений в условиях нестабильности и конфликта, состоявшаяся 19–20 марта 2009 года в Женеве, Швейцария
Coherent Coordinated Complementary — 3C Conference on Improving Results in Fragile and Conflict Situations held on 19‐20 March 2009 in Geneva, Switzerland
UN-2
Неофициальные неформальные консультации по проекту резолюции A/C.3/69/L.20, озаглавленному «Активизация усилий по искоренению акушерских свищей» (по пункту 27(a) повестки дня) (созывает делегация Сенегала)
Informal informal consultations on draft resolution A/C.3/69/L.20, entitled “Intensification of efforts to end obstetric fistula” (under agenda item 27 (a)) (convened by the delegation of Senegal)
UN-2
сварочный аппарат, холодная пайка и тонкие провода
На чтение 6 мин Просмотров 73 Опубликовано Обновлено
Спайка проводов – это обязательный комплекс мероприятий, задача которых – установить электропроводку в помещении. Качественное соединение жил пайкой, соединение проводов в распределительном щитке, правильная скрутка – это факторы, от которых зависит долговечность и работоспособность электрической проводки.
Преимущества и недостатки пайки электропроводки
Паяное соединение считается одним из лучших по надёжностиЧтобы правильно спаять провода, нужно ознакомиться с достоинствами и недостатками метода. Несмотря на существующие аналоги, этот способ считается самым распространенным и востребованным, особенно в электронике.
Достоинства:
- Надежность. Важный параметр – наличие и величина переходного сопротивления. Чем оно ниже, тем лучше. У пайки этот параметр чрезвычайно мал. По надежности пайка уступает сварке только в одном случае — если работы приходилось выполнять в экстремальных условиях, например, в среде с запредельно высокой или низкой температурой, воздействии агрессивных сред. Если речь идет о квартирной проводке или загородном доме, подобные факторы исключены.
- Соединение не нуждается в обслуживании.
- Универсальность использования. С помощью пайки удается соединять одножильные и многожильные провода с разными площадями сечения, в любых комбинациях. Такая универсальность позволяет решить много нестандартных и трудновыполнимых задач. К тому же использование флюсов обеспечивает надежное соединение медных и алюминиевых жил.
- Низкая стоимость соединения. Для проведения работ понадобится паяльник, припой и флюс. Стоимость мала, а расход экономичный.
Недостатки:
- Низкая технологичность. Для проведения работ требуется выполнить много подготовительных мероприятий, отсюда следует высокая трудоемкость.
- Потребность в квалификации исполнителя.
При пайке изменения в материях происходят на молекулярном уровне, поэтому предварительно спаиваемые детали подвергаются основательной подготовке.
Что нужно для пайки электропроводки
Паяльник электрическийПеред тем как запаять провод, готовят рабочий инструмент и расходные материалы. Для выполнения работы потребуется следующий список инструментов:
- Обычный бытовой паяльник, мощность которого колеблется в пределах 40-100 Вт. В качестве аналога используют сварочный аппарат, на котором есть возможность управлять температурой жала, что упрощает процесс пайки.
- Мелкий напильник для зачистки жала паяльника.
- Нож для удаления изоляционного слоя.
- Пассатижи для скрутки.
- Канифоль, предназначенная для лужения поверхности.
- Припой для спайки разных материалов, в качестве аналога используют бескислотные флюсы.
Пайка алюминиевых и медных проводов несколько отличается видами используемых припоев.
| Медь | Алюминий |
Используются составы из олова и свинца. Маркировка следующая:
|
|
Как правильно запаять провода
Пример универсальной заточки жала паяльника и правильного обслуживания его рабочей областиПроцесс пайки может несколько отличаться в зависимости от используемых материалов. Разные способы предусматривают применение разных паяльных составов и флюсов. Чаще всего пайка проводов проводится при соединении медных проводов с площадью сечения до 6 мм.кв.
При выполнении работ соблюдают следующий алгоритм:
- С проводов снимается изоляционный слой приблизительной протяженностью 5-6 см.
- Разогревают рабочий инструмент и им покрывают поверхность слоем канифоли или флюса. Первый плохо работает на окисленных поверхностях, при глубоком проникновении в скрутку важно предварительно тщательно обрабатывать материалы.
- Прогревая провод с помощью разогретого инструмента с припоем на жале, важно достичь равномерного распределения припоя по всей обрабатываемой поверхности.
- При пайке скрутки специалисты должны заполнить припоем все неровности.
- По окончании выполнения работы все скрутки тщательно изолируют при помощи специальных насадок, изоленты и термоусадочной трубки.
Зачистка проводов от изоляцииЕсли требуется работать с алюминием, важно учитывать его высокую скорость окисления при контакте с кислородом. Образующаяся пленка не позволяет создать надежное сцепление металла с припоем.
Окись удаляется механическим способом, далее поверхность обслуживается. Алгоритм соединения алюминиевых жил зависит от разновидности используемого флюса и площади сечения. Для нагревания, как правило, используют газовую горелку.
Порядок пайки жил площадью 4-10 мм.кв:
- На концах жил длиной 5-6 см удаляется изоляционный слой.
- Для получения металлического блеска жилы зачищают надфилем, наждачной бумагой или ножом.
Лужение многожильных проводов
- Соединяют жилы друг с другом внахлест способом двойной скрутки, в месте касания посередине делается желобок.
- Место соединения прогревают до температуры, которая близится к температуре плавления спайки.
- Аналогичным способом обрабатывается каждая сторона скрутки, все полости заполняются оловом.
- По окончании работ место соединения очищают с помощью бензина.
- Очищенная поверхность покрывается асфальтовым лаком и тщательно изолируется.
Работы не отличаются быстротой, однако высокое качество и долговечность соединений стоит потраченного времени и сил.
Как паять медные и алюминиевые провода
Пайка проводов методом скруткиМедный провод тщательно зачищают, потом погружают в канифоль. Специалист расплавляет несколько капель припоя и для лужения провод погружают в расплавленную массу. Процедура выполняется осторожными и равномерными движениями.
Припой для пайки должен прикрывать поверхность провода минимально, насколько это возможно. Излишки удаляют раскаленным паяльником. В ходе выполнения работ красный оттенок медного провода должен измениться на серебристый.
Если работа предстоит с многожильными паяльниками, каждая проволока должна быть раскручена и лишь после лудится. Далее все возвращается в исходное положение.
Алюминиевый провод перед пайкой электрических проводов требуется зачистить, после чего равномерно распределить по его поверхности ранее подготовленный флюс. Далее провод из алюминия тщательно натирается небольшим куском тиноля и прогревается пламенем газовой горелки. Такие манипуляции позволят эффективно избавиться от оксидной пленки.
Чтобы увеличить показатель качества соединения однопроволочных проводов, используется скрутка из залуженных проводов небольших размеров. Все образующиеся полости заполняются тинолем.
Следующий этап – соединение медных и алюминиевых проводов. Для этого восстанавливают изоляционный слой. Для сухих помещений можно использовать только хлопчатобумажную изоленту.
Рекомендации, меры предосторожности
Профессиональный паяльник DANIU 110V/220V 60W с регулировкой температуры и набором инструментовСледует ознакомиться с рекомендациями, которые позволят качественно выполнять поставленные задачи:
- При выборе паяльника нужно обращать внимание на модели, оснащенные дополнительно конусами, иглами и комплектом сменных наконечников.
- Прежде чем приступать к выполнению пайки, нужно особое внимание уделить зачистке жала. Если наконечник слишком загрязнен, всю грязь удаляют с помощью паяльника. Вспомогательно можно использовать куски дерева или картон.
- При изменении длины паяльника также изменяется температура нагревания инструмента.
- Во время нагревания рабочего элемента не рекомендуется паяльник оставлять «сухим». Нужно жало регулярно опускать в канифоль.
Важно соблюдать меры предосторожности. Работать нужно в средствах индивидуальной защиты: специальная одежда (спецовка), очки и перчатки. Нельзя оставлять открытые участки тела, в противном случае могут образоваться сильные ожоги.
Как работает холодное тепло | HowStuffWorks
Один из лучших способов понять, как работает инструмент для холодного нагрева, — это изучить, чем он отличается от традиционного паяльника. Электрические паяльники обычно имеют нагревательный элемент , аналогичный тому, что вы найдете в фене или тостере. Электрический ток проходит через нагревательный блок, а электрическое сопротивление вызывает нагрев блока.
Нагревателю требуется время, чтобы нагреть биту достаточно, чтобы ее можно было использовать.Также может потребоваться некоторое время, чтобы кусочек снова остыл. Отчасти это связано с природой самого тепла. Тепло — это, по сути, изменение энергии внутри объекта. Нагревательный элемент нагревает биту, передавая в нее энергию. При этом молекулы биты начинают двигаться все быстрее и быстрее. Когда бит остывает, он передает тепло воздуху вокруг него, и его молекулы снова замедляются.
Время, необходимое для остывания долота, также связано с его излучательной способностью .Излучательная способность — это мера того, насколько эффективно вещество может передавать тепло своему окружению. Материалы, используемые в насадках для паяльника, такие как медь, хром и никель, имеют относительно низкий коэффициент излучения. Другими словами, они не очень эффективно выпускают тепло в воздух вокруг и охлаждают себя в процессе.
Инструмент холодного нагрева отличается. Вместо того, чтобы вставлять его в розетку, ждать, пока он нагреется, и ждать, пока он снова остынет, вы просто включаете его, касаетесь припоя и вперед.Для стороннего наблюдателя это невероятная особенность Cold Heat.
Но инструменты, которые делают то же самое, существуют уже довольно давно. Они называются инструментами для пайки сопротивлением , и вы даже можете узнать о планах сделать свои собственные в Интернете. Инструмент сопротивления использует два зонда, которые могут выглядеть как стержни, плоскогубцы или пинцет. Эти щупы пропускают ток через припой. Зонды и припой очень быстро нагреваются из-за сопротивления проходящему через них току.Удаление припоя приводит к разрыву цепи, и наконечники быстро остывают.
Инструмент «Холодное тепло» может показаться волшебным — в некоторых ярких объяснениях того, как он работает, есть даже магия, — но все заслуги должны быть отданы электрическому сопротивлению. Инструмент использует те же принципы, что и инструмент для пайки сопротивлением, но в значительно менее дорогом корпусе. Далее мы рассмотрим это более подробно.
Что такое соединение холодной пайки?
A Холодное паяное соединение возникает, когда припой не может полностью расплавиться для образования надлежащего соединения.Холодное паяное соединение или неправильно сформированное соединение может стать причиной проблем с надежностью электронного узла. Холодные паяные соединения увеличивают электрическое сопротивление паяных соединений и, следовательно, снижают надежность паяных соединений.
Холодные паяные соединения могут быть вызваны рядом факторов. К ним относятся:
- Неправильное плавление или оплавление или смачивание припоя на стыках
- Нарушения, такие как вибрации во время охлаждения припоя
- Слишком высокая температура процесса вызывает преждевременное разрушение флюса
- Слишком низкая температура процесса при паяное соединение — может привести к неполному смачиванию.
- Несогласованная геометрия компонентов.
Холодные паяные соединения можно обнаружить визуально или с помощью увеличительного стекла.В первую очередь, холодное паяное соединение может выглядеть тусклым, беловатым, выпуклым или деформированным, что сильно отличается от правильного паяного соединения.
Другой способ обнаружения холодного паяного соединения — использование мультиметра. Поскольку одним из эффектов холодного паяного соединения является повышение сопротивления. Для этого можно использовать мультиметр — его можно использовать для проверки увеличения электрического сопротивления или проверки целостности цепи.
Однако обнаружение холодных паяных соединений становится более сложной задачей, когда используется процесс бессвинцовой пайки.Поэтому лучше избегать возникновения этих холодных паяных соединений.
Вот несколько вещей, которые вы можете сделать, чтобы избежать холодных паяных соединений:
- Используйте соответствующий профиль оплавления в соответствии со спецификацией производителей припоя
- Пиковая температура должна быть установлена как минимум на 15 ° C выше точка плавления припоя более 45 секунд.
- Постарайтесь определить любые источники вибрации, которые могут привести к неравномерному распределению припоя.
- Используйте паяльную пасту хорошего качества — для проверки наличия загрязнений необходимо провести анализ сплава.
ТОЛЬКО ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ТЕПЛОВОЙ ПАЙКИ ТОЛЬКО 19 долларов США.95
ТОЛЬКО ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ТЕПЛОВОЙ ПАЙКИ $ 19,95 — По телевизору| Добро пожаловать на CyberBrands.com | |
| Заказать онлайн или позвоните по телефону 1-800-350-3394 | |
| ХОЛОДНЫЙ ТЕПЛОВОЙ ПАЯЛЬНИК с устройством для зачистки проводов | |
| Мгновенный нагрев (до 800F примерно за 1 секунду) | |
ЭЛЕКТРОННЫЙПо телевизоруНаша цена: 29 долларов.95 ДОБАВИТЬ В КОРЗИНУ |
| Паяльник холодного нагрева Инструмент для пайки холодным нагревом — это устройство с батарейным питанием, которое быстро нагревается и охлаждается, что делает пайки быстрыми, простыми и безопасными. Он нагревается прямо в материале запатентованного жала, что делает инструмент в 20 раз более эффективным, чем обычный паяльник. Мгновенный нагрев (до 800F за 1 секунду) и охлаждение (охлаждение на ощупь примерно за 3 секунды) делают паяльный инструмент быстрым и безопасным в использовании.Люди, которые используют инструмент для пайки холодным нагревом, гораздо реже получают ожоги, и нет потери производительности из-за ожидания нагрева инструмента. Элегантный эргономичный беспроводной дизайн эстетически приятен и отлично смотрится в любом домашнем ящике для инструментов или на рабочем месте.
|
| ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПАЙКИ Наша цена: всего 29 долларов.95 ДЛЯ СРОЧНОЙ ДОСТАВКИ |
ЗАКАЗАТЬ ПО ТЕЛЕФОНУ
1-800-350-3394
Пожалуйста, еще раз проверьте свой заказ перед отправкой.
* Заказы, полученные до 11:00 по тихоокеанскому стандартному времени, будут отправлены из нашего распределительного центра на следующий день. Заказы, полученные после 11:00 по тихоокеанскому времени, будут отправлены. через два дня после получения вашего заказа. Если вы запросили экспресс-доставку, разрешите 2-3 дня на доставку с момента отправки вашего заказа.
Или позвоните по телефону 1-800-350-3394, чтобы разместить заказ.
ДЛЯ ФАКСА ДЛЯ ВАШЕГО ЗАКАЗА ЗВОНИТЕ (310) 538-6806
Авторские права © 1997-2005 Cyberbrands International
Холодная пайка — подробное руководство по пайке
Холодная пайка — обычная проблема для электроники. Хотя это не так распространено среди самых известных брендов, оно довольно распространено среди паршивых и негарантированных брендов электроники.
Холодное паяное соединение — ОбзорПрежде чем мы продолжим объяснение, что такое холодное паяное соединение , мы рассмотрим, что такое пайка.В процессе пайки электроника на печатной плате соединяется с помощью проводящего сплава, который расплавляется и наклеивается между двумя разъемами.
Процесс осуществляется с помощью сплава свинца и олова, который доступен в сыром виде в виде проволоки или прутка. Сплав нагревают с помощью паяльника, который представляет собой инструмент в форме ручки, который также можно использовать для подачи расплавленного сплава. Паяльник имеет точность паяльника, что позволяет электрикам подключать мельчайшие электрические разъемы.
Холодная пайка означает использование не полностью расплавленных припоев для выполнения соединений. Они обычно бугристые и имеют грубую поверхность. Такие холодные припои долго не работают. Со временем на комках образуются трещины, которые, по иронии судьбы, могут нарушить электрическое соединение, несмотря на его большой размер.
Холодная пайка — обычная проблема для менее известной электроники или электроники других производителей. Также наблюдается увеличение количества относительных новых технологических итераций, таких как гибкие печатные платы.Использование нестандартных паяльных материалов, таких как паяльник или проволока, — еще одна распространенная причина холодных паяных соединений.
Обнаружение и тестирование холодных паяных соединенийБольшинство проектов в области электроники и электротехники поручаются внештатным электрикам. Такие электрики тоже берутся за объемные работы.
Кроме того, показатели качества у некоторых менее известных брендов тоже не такие строгие; следовательно, холодная пайка — обычная проблема для такой электроники.
Естественно, соблюдение строгих сроков без опасений по поводу последствий со стороны клиента не оставляет инженерам-электронщикам другого выбора, кроме как завершить свою работу без особой аккуратности.
Часто такие попытки наверстать отставание в работе могут приводить ко многим проблемам. Многие печатные платы плохо припаяны и приводят к поломке компонентов. В худшем случае это может даже привести к выходу из строя печатной платы.
Это когда остается только один вариант, это может привести к неадекватному склеиванию, а также может подготовить почву для переделки. Следовательно, холодная пайка является редкостью, поскольку она обеспечивает удобство.
Само собой разумеется, что такая практика может привести к потере бизнеса; клиенты не будут передавать свои потребности в ремонте компонентов на аутсорсинг.Кроме того, это также может привести к потере заработной платы; количество дефектных товаров также приведет к удержанию выплат.
Следовательно, совершенно необходимо убедиться, что вы выполняете искусный процесс тестирования, даже если вы выполняете холодную пайку.
Ниже приведены некоторые стандартные тесты для проверки проводимости холодных паяных соединений.
1- Визуальные испытания для проверки работы холодных паяных соединенийЭто самый простой и практичный способ проверки работоспособности холодных паяных соединений.Простой визуальный осмотр может помочь понять, является ли паяное соединение холодным или нет. Неровная, неровная, просто не геометрическая или нанесенная извне пайка рассматривается как соединение холодной пайки.
Визуальный осмотр соединений холодной пайки может показаться очень простой задачей; однако, возможно, придется использовать наглядные пособия, такие как увеличительное стекло и фонарик, чтобы проверить, хорошо ли стыки соединяют оба края.
Если вы видите свет, проходящий через соединения, это означает, что паяное соединение плохо закреплено.Еще нужно обратить внимание на грубые блоки паяных соединений; такие стыки указывают на недостаточный нагрев паяльного сплава. Это может легко привести к растрескиванию и отсоединению после нагрева печатной платы во время ее использования в электронном устройстве.
Более того, незакрепленные соединения по крайней мере частично отсоединятся от основания при наклоне печатной платы. Еще одна вещь, которая встречается довольно редко, — это проверить, не переходит ли сустав на другой, закрытый сам по себе. Это неизбежно приведет к короткому замыканию и отказу печатной платы.
2- Тестирование холодных паяных соединений с помощью мультиметраЭтот метод можно использовать для проверки работоспособности холодного соединения двумя следующими способами.
- 2a- Тестирование мультиметром с сопротивлением
В этом методе вы можете использовать мультиметр, переключив его на сопротивление 1000 Ом. Вы можете начать с тестирования мультиметра, соединив две клеммы между собой. Вы должны найти значение «0 Ом», чтобы убедиться, что оно работает.
Позже подключите одну клемму к одному стыку, а другую клемму к другому стыку. Здесь тоже должно быть значение «ноль»; что-либо большее означает неудачный холодный стык.
- 2b- Проверка целостности с помощью мультиметра
В этом тесте вы должны переключить мультиметр в режим проверки целостности цепи. Еще раз протестируйте устройство, соединив две клеммы; успешная проверка целостности издает звуковой сигнал. Теперь подключите две клеммы мультиметра к двум концам холодного паяного соединения ; звуковой сигнал будет указывать на его работу, а отсутствие звука означает переделку.
С помощью этих двух основных методов тестирования вы можете быть уверены, что паяные соединения будут работать, несмотря на холодную пайку.
Ремонт стыков холодной пайкойПосле того, как вы установили, что у многих холодных стыков возникают проблемы с проводимостью электричества, есть два способа их решения. Ниже приведены распространенные типы проблем, связанных с холодным паянием, и способы их решения.
- Распределенные соединения холодной пайки
Это распространенный тип соединения холодной пайки, который возникает, если печатная плата или паяльник перемещается во время приклеивания расплавленного припоя.
Распределенное соединение холодной пайки выглядит вогнутым и имеет наклонный штифт. Он также выглядит матовым и кристаллическим. Некоторые люди отличают распределенные паяные соединения от холодных припоев, поскольку металл перед пайкой хорошо нагревается.
- Устранение распределенных стыков холодной пайки
Во-первых, чтобы избежать проблемы, вам необходимо иметь неподвижный стол, устойчиво закрепленный на земле. Вы также можете использовать настенные тиски для пайки; он будет работать в условиях ограниченного пространства и будет предлагать очень безопасную структуру.
2- Обычные соединения холодной пайкиКак указано выше, найти соединение холодной пайкой очень просто. Помимо спешки с соответствующим нагревом, это также может быть вызвано загрязнением жала паяльника. Еще одна частая причина — недостаточный нагрев паяльника.
- Решение проблемы с холодными паяными соединениями
Единственный способ решить проблему — очистить жало паяльника перед его использованием.Также храните устройство в герметичной коробке, не допускающей попадания частиц пыли.
Кроме того, вы должны видеть, что паяльник действительно хорошо нагревается, чтобы можно было нагреть припой.
Выбор припоя SN96, который представляет собой бессвинцовый припой, может оказаться целесообразным, поскольку он имеет более низкую температуру плавления и время пластического перехода.
- Основные проблемы соединений холодной пайки
Как указано выше, проверка сопротивления соединений холодной пайки является правильным способом проверки их проводимости.Стоит упомянуть причину сопротивления холодных паяных соединений.
Если сопротивление слишком высокое, возможно, это означает неполное сгорание сплава. Это может привести к немедленному повреждению электроники или в конечном итоге сказаться на ее сроке службы.
Неполные цепи и перегретые цепи и, как следствие, повышенное энергопотребление — общие проблемы с повышенным сопротивлением холодных паяных соединений.
Основные приемы пайки, которые необходимо практиковатьКак мы уже говорили, холодная пайка — это не то, чего мы желаем; в конце концов, это дороже, чем горячая пайка, поскольку заставляет нас использовать больше, чем требуется.Вот некоторые приемлемые методы, которые мы можем принять во внимание.
- Инвестируйте в правильные продукты: — Выбор правильного набора паяльных элементов, а именно железа и сплава, — лучший способ обеспечить ровные и проводящие паяные соединения.
- Используйте как можно меньшее, но достаточное количество припоя.
- Храните паяльник и проволоку или стержень в непыльной и свободной от влаги среде, предпочтительно в герметичной коробке.
- Дайте паяльнику достаточно нагреться: — Делает это сделает паяные соединения менее массивными и неровными, а также менее используемыми.
- Если у вас часто возникают проблемы с холодной пайкой, используйте бессвинцовую паяльную проволоку или стержень.
- Используйте паяльный пистолет, который быстро нагревает провод или стержень
- Работа на устойчивом рабочем столе во время пайки
Пайка — это способ выполнения электрических соединений.Однако поспешная пайка, использование неподходящих материалов, размещение инструментов в грязной среде или пайка на неустойчивом рабочем столе могут привести к холодной пайке.
Это может в дальнейшем привести к разрушению соединений, что приведет к их неисправности, перегреву или чрезмерному потреблению электроэнергии. С помощью советов, упомянутых выше в статье, вы можете убедиться, что каждое из паяных соединений работает оптимально.
Также прочтите: —
Паяльник с холодным нагревом работает как в горячем, так и в холодном состоянии
Каждый настоящий технарь, стоящий на своем весе в припое и флюсе, вспенился изо рта над новым рекламным роликом по телевизору.Он предназначен для устройства под названием Cold Heat: паяльника, который, как сообщается, остается холодным на ощупь — до тех пор, пока он не коснется металла, который вы хотите соединить горячим припоем. Когда вы закончите, он остынет за секунды. Обещание меньшего количества ожогов паяльником? Пришлось сразу попробовать.
Технология холодного тепла была создана адвокатом / изобретателем Григоре Аксинте, который иммигрировал в Соединенные Штаты из Румынии в 1991 году. Он намеревался создать идеальное двухточечное отопительное устройство, которое направляет энергию только туда и тогда, когда это необходимо.
Паяльный инструмент холодным нагревом работает без проводов и работает от батареи (для этого требуется 4 батарейки AA). Говорят, что новый набор батарей обеспечивает до 700 паяных соединений. Единственный элемент управления портативного устройства — выключатель; белый светодиод сообщает вам, когда питание включено, и становится красным, когда холодный нагрев слишком горячий, чтобы его можно было коснуться. Он поставляется с двумя коническими насадками, но конические и стамежевые насадки доступны в качестве дополнений.
Секрет этой технологии в наконечнике. В Cold Heat используется запатентованный резистивный композитный материал Athalite, способный достигать температуры 800 градусов по Фаренгейту за секунды, а затем снова охладиться до комнатной температуры за секунды.
Утверждается, что аталит также очень пластичен и его можно фрезеровать в различных форм-факторах, а это означает, что возможно изготовление множества различных продуктов, а не только паяльников. Компания работает с некоторыми известными розничными продавцами и производителями (такими как Radio Shack, Amazon и Coleman) над разработкой новых продуктов, которые могут выиграть от Cold Heat.
Но вернемся к паяльнику. Работает именно так, как и было обещано. Я включил его, и паяльник оставался холодным на ощупь, пока я не поднес его к металлическому контакту на печатной плате.Тогда вы почувствовали и почувствовали запах нагревающегося утюга.
Пришло время проверить, сколько времени нужно, чтобы наконечник остыл до комнатной температуры. Это могло быть самой сложной частью. Должен ли я попытаться положить пальцы на металлический наконечник, как только это будет сделано, или подождать несколько секунд, чтобы уменьшить мои шансы на ожог третьей степени?
Нет проблем. Как только я поднял утюг с паяного соединения, я поднес пальцы к наконечнику. Через две секунды я не почувствовал тепла и схватился за кончик. Было приятно и прохладно на ощупь.Как приятно, когда что-то работает именно так, как описано.
Паяные соединения, которые я сделал, показались мне очень хорошими. Я также попросил эксперта, друга-аудиофила, Робина Вятта, попробовать Cold Heat. (На самом деле он уже заказал один — это мощный рекламный ролик.)
Мы перешли с наконечника долота, который я использовал, на заостренный конический (оба являются дополнениями, доступными за дополнительные 10 долларов США). Робин смог припаять очень маленькие зажимы к очень тонким проводам фонокорректора. Cold Heat справился с этой задачей.
Единственный раз, когда он почувствовал, что ему нужно вернуться к своему верному, старомодному, всегда горячему паяльнику, был тогда, когда он работал в очень узком пространстве. В этом случае длинная морда обычного паяльника облегчила работу. Но в целом использование устройства Cold Heat было успешным.
Цена этой новой технологии? Паяльный инструмент Cold Heat с двумя наконечниками имеет рекомендованную розничную цену 19,95 доллара. Батарейки дополнительные. Помимо рекламного ролика, вы можете найти их по всей стране в Pep Boys, Auto Zone, Auto Nation, Fry’s Electronics и Radio Shack.В Интернете он доступен на сайтах Cold Heat, Amazon и ThinkGeek.com.
Как расширить датчики сенсорной платы с помощью электрокраски — Чистый проводник
Используйте электрическую краску для холодной пайки платы практически на любой материал
Холодная пайка — отличная альтернатива пайке и не требует паяльника или паяльной станции. Вместо этого все, что вам нужно, это электрическая краска! В этом руководстве показано, как выполнять холодную пайку с помощью нашего трафарета для электродов и сенсорной платы, а также показано, как выполнять холодную пайку с другими материалами!
Мы также предоставляем шаблон для простой распечатки шага электродов Touch Board или Pi Cap.
Вам понадобится:
- 1 сенсорная панель
- Электрокрасочная краска 10 мл, 50 мл или 1 л
Расстояние между электродами Touch Board
Если вы хотите подключить несколько датчиков, напечатанных или нарисованных на поверхности, важно соблюдать расстояние между датчиками. Если вы установите мост между двумя датчиками (потому что ваши нарисованные линии слишком широкие или неправильно выровнены), эти датчики не будут работать. Не волнуйтесь! Вы не сломаете свою доску. Он просто ничего не зарегистрирует, пока электрическое соединение между этими двумя электродами не будет разорвано.Если вы размазали электрическую краску по электродам, нет проблем. Просто промойте водой с мылом.
Вы можете рисовать свои собственные линии, но, чтобы упростить задачу, мы также разработали трафарет, который вы можете скачать здесь. Если вы не знаете, как подготовить трафарет, вы можете следовать нашему руководству по трафарету, чтобы узнать, как это сделать.
Когда трафарет будет готов, выровняйте сенсорную доску или колпачок Pi Cap по нанесенным вами следам Electric Paint.
Шаг 2 Холодная пайка
Для холодной пайки все, что вам нужно сделать, это осторожно выдавить каплю электрокрасочной краски на каждый электрод, который вы хотите соединить с краской под ней.Когда вы закончите, дайте краске высохнуть. Электрическая краска будет действовать как проводник и как клей. Вот и все, вот как вы паяете холодным способом!
Будьте осторожны, не перемещайте сенсорную доску во время сушки. В противном случае вы рискуете размазать краску и закоротить электроды. Замыкание электродов не приведет к поломке платы, но вам необходимо очистить ее, прежде чем вы сможете снова использовать ее.
Шаг 4 Холодная пайка других материалов
Холодным припоем с помощью Electric Paint можно паять бумагу и другие материалы, например, медную ленту.Это полезно для быстрого прототипирования или когда вам нужно надежно прикрепить плату к другим проводам.
Холодный припой | Центр усовершенствованной инженерии жизненного цикла
Описание дефекта
Припои, плохо смачиваемые и имеющие сероватый пористый вид [1]
Процесс (ы) образования дефектов
Недостаточное количество припоя может быть результатом неоптимизированного процесса пайки и различных факторов, таких как конструкция сборки, процесс сборки, форма волны припоя и т. Д.[1]
Список тестов для выявления этого дефекта | Ускорение отказов | Вероятность возникновения этого дефекта (состояние) | Механизм (ы) отказа |
Тепловой удар | • Циклическое термомеханическое напряжение ускоряет возникновение трещин или рост слабого паяного соединения • Термомеханическое напряжение вызывает разрушение слабого паяного соединения | ✔ | Thermal Faitgue Термомеханический Оберстресс |
Случайная вибрация (RS / ED) | • Случайная вибрация ускоряет усталостное растрескивание слабого паяного соединения • Случайная вибрация может вызвать разрушение слабого паяного соединения | ✔ / ✇ | Механическая усталость Механическое перенапряжение |
Комбинированная среда | • Комбинация теплового удара и случайной вибрации | ✔ | Комбинация теплового удара и случайной вибрации |
Испытание на изгиб | • Изгиб может привести к разрушению слабого паяного соединения | ✇ | Механическое перенапряжение |