


особенности, плюсы и минусы, цена
В современном мире поиск технологий, не несущих вред экологии окружающей среды, стал модной особенностью этого времени. Не обошла эта тенденция и сварочные работы. Несмотря на то, что сварка применяется уже более ста лет, основным рабочим газом остается ацетилен, но в последнее время все более популярной становится водородная сварка. Что это за метод? Есть ли отличия от обычной дуговой? Об этом, а также об особенностях этого типа сварки и об используемом оборудовании расскажем подробнее.

Особенности
Водородное пламя — прекрасная альтернатива сварке ацетиленом. При этом данная технология практически безвредна, так как во время горения дуги задействован только водород, а именно водяной пар. Но при всей безопасности, шов в результате может получиться тонким и пористым, а в сварочной зоне образоваться много шлака. Во избежание тонких и слабых швов в процессе сварочных работ к водороду добавляют другие газы. Основные 5 наименований:
- Толуол.
- Бензин.
- Бензол.
- Гексан
- Гептан.

Эти кислородные соединения облегчают процесс сварки. Их добавляют по чуть-чуть, поэтому стоимость работ весьма низкая, по сравнению с другими видами сварки.
Водородное пламя при горении абсолютно не видно, особенно при дневном освещении. Для его контроля применяются специальные датчики.
Использование баллонов с газом, в данном случае водородом, невозможно, так как высок риск утечки. Высокая концентрация водорода в помещении может вызвать приступ удушья и головокружение, а также спровоцировать взрыв.
По причине невозможного использования сжиженного газа в баллонах, его стали извлекать из воды. Для этого потребовались специальные аппараты, заполненные водой. При прохождении электрического тока через воду, она распадается на кислород и водород, количество последнего вполне хватает для сварочных работ.
Для выработки водорода посредством электролиза стали производить специальные сварочные аппараты — электролизеры, в которых дистиллят вырабатывает оптимальное количество как кислорода, так и водорода. Изначально электролизеры были довольно громоздкими, но впоследствии стали более компактными и мобильными, что совсем не повлияло на качество сварных соединений.

Преимущества и недостатки
Сварка в водородной среде пока не так известная как аргонодуговая, или же ручная. Однако, у этого метода имеется ряд положительных моментов, о которых необходимо знать:
- максимальное время входа в рабочий режим всего 5 минут;
- сварочный аппарат не требует частой перезарядки, а это экономия времени;
- компактность оборудования не влияет на мощность;
- обеспечение высоких рабочих температур позволяет работать с тугоплавкими металлами, стеклом и даже керамикой;
- готовые соединения не подвергаются окислению;
- работа аппарата от обычной бытовой сети;
- оборудование на основе воды абсолютно пожаробезопасно;
- для работы без сбоев достаточно наличие воды (по возможности, дистиллированной) и источника электрического тока;
- возможность сварки мелких довольно мелких деталей.

К достоинствам водородной сварки можно отнести то, что высокая рабочая температура горелки позволяет не только сваривать металл аккуратными и прочными швами, но и осуществлять его резку.
Перечисленные положительные свойства сварки водородом позволяют осуществлять работы при плохой вентиляции, в закрытых помещениях, туннелях, шахтах, подвалах, а также в замкнутых пространствах.
При многообразии положительных моментов, недостатком данного метода можно считать только зависимость сварочного аппарата от электрической сети.
О процессе
Для осуществления сварочных работ в водородной среде необходимо использовать качественное оборудование. Сварочный аппарат — электролизер играет далеко не последнюю роль в получении аккуратного соединения. Его основными составляющими являются:
- горелка для подачи газа к заготовкам;
- шланг для соединения элементов;
- охладитель — обогатитель, в котором скапливается лишняя влага;
- регулятор мощности тока;
- регулятор уровня пламени (гаситель).

Процесс сварки водородом проходит намного быстрее, чем у других типов. Началом служит распад дистиллята на составляющие. После этого водород из одноатомного становится двухатомным, высвобождая энергию, ускоряющую процесс соединения. Благодаря такому водороду сварные швы получаются не только аккуратными, но и герметичными.
Водородная сварка подходит практически для соединения любых металлов, даже для вольфрама. При работе с изделиями из нержавеющей стали водород растворяется в расплавленном никеле, а при взаимодействии с медью швы получаются рыхлыми и слабыми, но не окисляются.
При работе со сваркой водородом обязательным условием является направление струи пламени в противоположную от электролизера сторону, так как рабочая температура в водородной среде варьируется от 250°С до 3000°С. По этой же причине не стоит пренебрегать защитной амуницией и использовать при работе специальную одежду, обувь и очки для сварочных работ.
Аппарат своими руками
Так как цена на водородные резаки довольно высока, намного экономичнее сделать своими руками. Для самостоятельного создания электролизера потребуется:
- Основная емкость. В домашних условиях для этого подойдет обычная стеклянная банка с полиэтиленовой крышкой. Минимальный объем банки пол литра. В крышке необходимо прорезать отверстия для выводов проводов, электродных контактов и газоотводной трубки. Отверстия герметизируют хорошим клеем или герметиком. Банка заполняется электролитом.
- Электроды. В качестве электродов могут выступать полоски из нержавейки.
- Гидродозатор. Это второй сосуд в схеме, в котором газы насыщаются парами горючих веществ.
- Емкость с водой. Это третий сосуд, в который отправляются насыщенные газы, он осуществляет функцию блокировки выхода газов.
- Игла от шприца. Она будет обеспечивать выход газов.
- Трансформатор. Для него подойдет аналогичный прибор из телевизора старого образца. Надо только снять вторичную обмотку и самостоятельно намотать новую медную.
- Горелка. Для этой функции прекрасно подходит игла от капельницы, так как она толще, чем игла от обычного шприца.

После закрепления всех элементов и соединения их между собой необходимо проверить герметичность всех выходов. От качества сборки зависит длительность службы аппарата.
Сварочные работы с применением водорода набирают популярность. Этот способ сваривания металлов (и не только) является самым экологически безопасным по сравнению с другими. Наиболее востребован такой метод среди непрофессионалов и в домашних условиях.
Соблюдение техники безопасности и правил индивидуальной защиты предотвратит возникновение пожароопасных и чрезвычайных ситуаций. Не стоит работать водородом вблизи от легковоспламеняющихся веществ.
Доступность схем и материалов для создания сварочного электролизера своими руками позволит изготовить его достаточно быстро и без особых затрат. Кроме того собственноручно сделанный резак лучше подходит для сварки мелких деталей.
получение водорода в ходе электролизного процесса и технология сваривания
В условиях ужесточения экологических требований к промышленным процессам проводятся работы по поиску безвредных видов топлива. Не остались без внимания и сварочные работы с использованием в качестве основных источников энергии горючих газов – пропана, ацетилена и других. В результате исследований оказалось возможным заменить их водородом, или, вернее смесью из водорода и кислорода.

Получение водорода
Водород можно получить при помощи электролиза воды, точнее, щелочного раствора гидроксида натрия (каустической соды, едкого натра, это все названия одного и того же вещества). Гидроксид добавляют в воду для ускорения реакции.
Для получения водорода достаточно опустить в раствор два электрода и подать на них постоянный ток. В ходе электролизного процесса на положительном электроде будет выделяться кислород, на отрицательном – водород. Объем выделяемого водорода будет в два раза больше, чем объем выделяемого кислорода.

В химическом выражении реакция выглядит следующим образом:
2H2O=2H2+O2
Остается технически разделить эти два газа и воспрепятствовать их смешиванию, поскольку в результате образуется смесь, обладающая огромной потенциальной энергией. Оставлять процесс без контроля крайне опасно.
Для сварки водород получают при помощи специальных аппаратов – электролизеров. Для их питания необходимо электричество напряжением от 230 В. Электролизеры, в зависимости от конструкции, могут работать на трехфазном токе и на однофазном.
Преимущества и недостатки
 В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
В результате сгорания водорода не образуется никаких вредных веществ, в отличие от случаев, когда для сварки используется ацетилен. Происходит это потому, что при сгорании водорода в среде кислорода, образуется вода, точнее водяной пар, который не содержит никаких вредных примесей.
Температура пламени водородно-кислородной смеси может регулироваться в пределах 600-2600 °C, что позволяет сваривать и резать даже самые тугоплавкие материалы.
Для получения водорода в качестве сырья используется только вода и электроэнергия, что делает стоимость работ низкой по сравнению с другими видами сварки.
Все вышеперечисленные свойства позволяют использовать водородную сварку в замкнутых пространствах, помещениях с плохой вентиляцией, в колодцах, тоннелях, подвалах домов.
Стоит отметить и такое преимущество водородной сварки, как возможность смены сопла горелки. Водород поддерживает пламя практически любой конфигурации и размера.
Использовать тонкую струю газа, дающую пламя не толще швейной иглы, можно даже при работе с ювелирными изделиями из драгоценных металлов. Для тонкого пламени не требуется наличие дополнительного кислорода, достаточно растворенного в воздухе.

Генератор водорода бытового назначения
Недостатком водородной сварки можно считать зависимость ее от наличия источника электроэнергии, необходимой для получения водорода. Использование баллонов с водородом не допускается по причине опасности их транспортировки и эксплуатации.
Атомно-водородный способ
Одной из разновидностей сварки, в которой задействован водород, является атомно-водородная сварка. Процесс ее основан на явлении диссоциации (распада) молекулярного водорода на атомы.
Для распада, молекула водорода должна получить значительное количество тепловой энергии. Атомное состояние водорода настолько неустойчиво, что длится лишь доли секунды. А далее происходит восстановление водорода из атомного в молекулярный.
При восстановлении выделяется большое количество теплоты, которую и используют при атомно-водородной сварке для разогрева и плавления свариваемых деталей из металла.
На практике весь процесс реализуется при помощи электросварки с двумя неплавящимися электродами. Для получения необходимого тока, возбуждающего дугу, может использоваться обычный сварочный аппарат. А вот держатель или горелка имеют необычную конструкцию.
Электроды и горелка
Электроды с горелкой, в которую подается водород, расположены под углом друг к другу. Дуга возбуждается между этими двумя электродами. Водород, или азотно-водородная смесь, подаваемые в зону дуги, под воздействием высокой температуры переходят в состояние атомарного водорода.
Далее при возвращении в молекулярную форму, водород отдает тепло, создающее температуру, которая в сумме с температурой дуги может достигать 3600 °C.

Поскольку диссоциации происходит с поглощением тепла (водород оказывает охлаждающее влияние), то напряжение для разжигания дуги должно быть достаточно высоким – около 250-300 В. в дальнейшем напряжение можно понизить до 60-120 В, и дуга при этом может отлично гореть.
Интенсивность горения будет зависеть от расстояния между электродами и количества водорода, подаваемого в зону сварки.
Горение дуги
 Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Разжигание дуги производится кратковременным замыканием электродов между собой или на графитовой пластинке при обдувании электродов газом. После разжигания дуги, расстояние до свариваемых деталей поддерживается в пределах 5-10 мм.
Если дуга не касается свариваемого металла, она горит равномерно и устойчиво. Ее называют спокойной. При малых расстояниях, до детали, когда пламя дуги почти касается детали, образуется сильный резкий звук. Такая дуга называется звенящей.
Технология сварки сходна с технологией обычной газовой.
Сварка с применением атомно-водородного метода была придумана и исследована в 1925 году американским ученым Лангмюром. В процессе исследований вместо дуги использовалась теплота от горения вольфрамовой нити, через которую пропускался водород.
В бытовых условиях
Для использования водородной сварки в быту необязательно покупать аппараты для получения водорода. Они, как правило, обладают большой производительностью и мощностью. К тому же, такие генераторы громоздкие и дорогие.
В бытовых условиях часто требуются небольшие объемы сварочных работ, поэтому оборудование для водородной сварки целесообразно изготовить самостоятельно.
Питание и рабочая жидкость
Питание можно подавать от автомобильного зарядного устройства или от самодельного выпрямителя, который можно изготовить, имея подходящий трансформатор и несколько полупроводниковых диодов.
В качестве рабочей жидкости должен использоваться раствор гидроокиси натрия. Он будет являться лучшим электролитом, чем простая вода. По мере уменьшения уровня раствора, необходимо просто добавлять воду. Количество гидроксида натрия будет всегда постоянно.
Корпус и трубки
В качестве корпуса для генератора водорода можно использовать обычную литровую банку с полиэтиленовой крышкой. В крышке необходимо просверлить отверстия под диаметр стеклянных трубок.
Трубки будут использоваться для отвода образующихся газов. Длина трубок должна быть достаточной для того, чтобы нижние концы были погружены в раствор.

Внутри трубок должны быть размещены электроды, по которым подается постоянный ток. Места прохода трубок через крышку необходимо загерметизировать любым силиконовым герметиком.
Отвод водорода
Из трубки, в которой находится отрицательный электрод, будет выделяться водород. Необходимо предусмотреть возможность отвода его при помощи шланга. Отводить водород необходимо через гидрозатвор.
Он представляет собой еще одну полулитровую банку с водой, в крышку которой вмонтированы две трубки. Одну из них, по которой подается водород от генератора, погружают в воду. Вторая выводит прошедший через воду водород из затвора и через шланги или эластичные трубки подает к горелке.
Водяной затвор необходим для того, чтобы пламя от горелки не прошло в генератор при падении давления водорода.
Горелка
Горелку можно сделать из иглы от медицинского шприца. Толщина ее должна быть 0,6-0,8 мм. Для держателя иглы можно приспособить подходящие пластиковые трубки, части корпусов шариковых ручек, автоматических карандашей. Необходимо предусмотреть и подвод к горелке кислорода от генератора.

Интенсивность образования водорода и кислорода в генераторе будет зависеть от величины подаваемого напряжения. Поэкспериментировав с этими параметрами, можно достичь температуры пламени горелки 2000-2500 °C.
Изготовленный своими руками аппарат, выполняющий водородную сварку, возможно с успехом применять для резки или для соединения сваркой либо пайкой различных мелких деталей из черного и цветного металла. Это может понадобиться при ремонте различных предметов домашнего обихода, деталей автомобилей, различных металлических инструментов.
Водородная сварка выполняем работу своими руками
Высокоэффективное водородно-кислородное пламя может служить качественной альтернативой ацетилено-кислородному пламени в процессах сварки, резки и пайки. Частично, водородно-кислородная сварка может стать заменой свариванию в среде инертных газов. Этот метод, в отличие от стандартных, является практически безвредным, поскольку продуктом горения в данном процессе является пар. Водородная сварка выполненная своими руками для исполнителей, владеющих навыками газовой сварки своими руками, не требует длительного переучивания, достаточным является краткий инструктаж
Особенности водородно-кислородной сварки
История газовой сварки насчитывает около ста лет. Основным горючим газом повсеместно являлся ацетилен. Исследования ученых показали, что использование водорода вместо ацетилена позволяет получить такую же производительность и высокое качество сварного шва при сварке углеродистых сталей и других материалов. Водородная газовая сварка является разновидностью процессов газопламенной обработки материалов, происходящих с использованием смеси горючего газа с кислородом.
Трудность состояла в том, что ацетилено-кислородное пламя по отношению к расплавленному железу является восстановительным, а водородно-кислородное – окислительным. Сварочная ванна при использовании водорода в качестве горючего газа покрывалась сплошным слоем шлака, шов становился пористым и хрупким. Проблему помогло решить использование органических веществ, обладающих способностью связывать кислород. В качестве таких добавок стали применять углеводороды, имеющие температуру кипения в пределах 30-80 градусов. Это могут быть бензины, гексан, гептан, толуол, бензол. Необходимое для процесса их количество крайне мало.
Особенности водородного пламени
После решения технологических вопросов затруднением оставалась газовая смесь для сварки в связи с отсутствием эффективного источника водорода. Использование водородных баллонов является крайне нерентабельным. К тому же, такие баллоны – источник повышенной опасности. Сжиженный водород может стать причиной сильных обморожений, большие концентрации этого вещества вызывают удушье и головокружения. Также, опасной особенностью водородного пламени является невидимость при дневном свете. Определить его можно только при помощи специальных датчиков.
Создание электролизеров
Решением проблемы стали электролизеры – аппараты, которые с помощью электрической энергии позволяют получать сразу, причем в оптимальном соотношении, и водород, и кислород. Очередной сложностью оказалась громоздкость оборудования, необходимого для выработки достаточного для промышленных целей количества горючей смеси. Существующие ранее передвижные аппараты могли обеспечить только потребности ювелиров и зубных техников. Стационарные аппараты, способные сваривать металл толщиной 5-6 мм, весили порядка 300 кг. В конце прошлого века был создан передвижной электролизер, с помощью которого стала возможна портативная газовая сварка с достаточным временем работы без дозаправки и приемлемой производительностью в условиях промышленности и на строительных площадках.
Принцип работы водородно-кислородных электролизеров
Водородно-кислородные газосварочные аппараты представляют собой электролизеры, в которых под воздействием электричества вода разлагается на кислород и водород. Сварочное оборудование может работать от бытовой или трехфазной электросети. Смесь водорода и кислорода подается по шлангу в стандартную ацетилено-кислородную сварочную горелку. Сущность газовой сварки с использованием водорода такая же, как и обычной газовой сварки.  Водородно – кислородный сварочный аппарат
Водородно – кислородный сварочный аппарат
Единственное отличие – применение водородно-кислородной смеси вместо привычных ацетилен-кислородной и пропан-кислородной.
Сварочные водородно-кислородные аппараты разной мощности позволяют решить практически все задачи, ставящиеся перед газопламенной обработкой материалов. С их помощью осуществляют: сварку, наплавку, пайку, термоупрочнение, порошковое напыление и порошковую наплавку, кислородную резку – ручную и машинную. Различные режимы газовой сварки с водородом дают возможность выполнения широкого спектра работ – от микросварки и микропайки пламенем толщиной с иголку до резки стальных листов толщиной порядка 300 мм. Работа аппаратов может вестись и в ручном, и в автоматическом режимах.
Даже малогабаритные переносные аппараты при такой незначительной мощности – 1,8 кВт, потребляемой от двухфазной бытовой сети, могут решить проблему сваривания и резки листов из черного и цветного металла толщиной до 2 мм. Температуру чистого пламени можно легко отрегулировать от 600 до 2600 градусов. Такие электролизеры популярны среди стоматологов, ювелиров, ремонтников холодильных агрегатов.
Более мощные модели водородно-кислородных сварочных аппаратов, позволяющие сваривать металл толщиной до 3 мм, приобрели популярность на станциях технического обслуживания, где применение взрывоопасных баллонов с кислородом и пропаном запрещено. Простая система контроля производительности позволяет использовать аппарат в самых труднодоступных зонах при ремонте блоков двигателей, радиаторов, ступиц, во время кузовных работ. В случае достижения предельных уровней давления и электролита встроенная контрольная система подает сигнал. Происходит автоматическое отключение аппарата от источника электрического питания. Такие меры предосторожности обеспечивают двойную пожарную и взрывобезопасность.
Для профессионалов
Для работников аварийных служб разработаны специальные аппараты, позволяющие сваривать трубы с толщиной стенки до 5 мм в условиях отсутствия трехфазной сети. Эти электролизеры можно применять для заварки дефектных зон чугунного и цветного литья, ручной и машинной резки металлов с толщиной стенки до 30 мм. Такие способы газовой сварки осуществляют с питанием подогревающего пламени резака от аппарата и подачей режущего кислорода из баллона. Данная технология позволяет получать более чистый рез, чем при использовании ацетилена и пропана. При этом процессе не происходит науглероживание и закаливание металла, отсутствуют грат и загрязняющие атмосферу выбросы оксида азота. Такие модели электролизеров позволяют вести безопасную кислородную резку в тоннелях, колодцах, метрополитенах, где запрещается использование пропана и ацетилена. Некоторые аппараты подобного типа дают возможность проводить работы при отрицательных температурах окружающего воздуха.
Водородная газовая сварка видео наглядно демонстрирует ход сварочного процесса с применением электролизера.
Преимущества использования водородно-кислородных электролизеров
Современные производители газосварочного оборудования предлагают электролизно-водные сварочные аппараты, обладающие рядом преимуществ по сравнению с традиционными способами сварки с использованием пропана и ацетилена.
Ключевые особенности аппаратов:
- Аппараты легки в эксплуатации – перезарядка нужна редко, а ее трудоемкость значительно ниже, чем трудозатраты при перезарядке генератора.
- Быстрый выход в рабочий режим – 1-5 мин, в зависимости от необходимого расхода газа и температуры окружающей среды.
- Возможность получения значительной мощности при небольших габаритных размерах оборудования.
- Экологическая чистота сварочного процесса. Работа с ацетиленом сопровождается загрязнением среды токсичными оксидами азота. При сварке в помещениях норматив по содержанию азота, как правило, не выдерживается, что отрицательно сказывается на здоровье работников. В водородно-кислородных аппаратах единственным продуктом горения является абсолютно безвредный водяной пар.
- Аппараты являются пожаровзрывобезопасным оборудованием как при работе, так и при хранении. Защитная одежда при водородно-кислородной сварке такая же, как и при обычной газовой: плотная роба, рукавицы, очки для газовой сварки.
Использование ацетиленовых генераторов и баллонов является целесообразным исключительно в полевых условиях при отсутствии источников электроэнергии. Во всех других случаях громоздкое газосварочное оборудование могут заменить высокоэффективные, удобные, долговечные аппараты, работающие на электричестве и воде.
Аппарат для газовой резки и сварки своими руками » Полезные самоделки
В конструкции данного аппарата большее число рабочих пластин, модифицированные боковые платы и надежный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Между боковыми платами, соединенными четырьмя шпильками, размещены металлические пластины-электроды, разделенные резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2…3/4 объема заполнена слабым водным раствором щелочи (КОН или NaOH). Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру — около 1800° С.
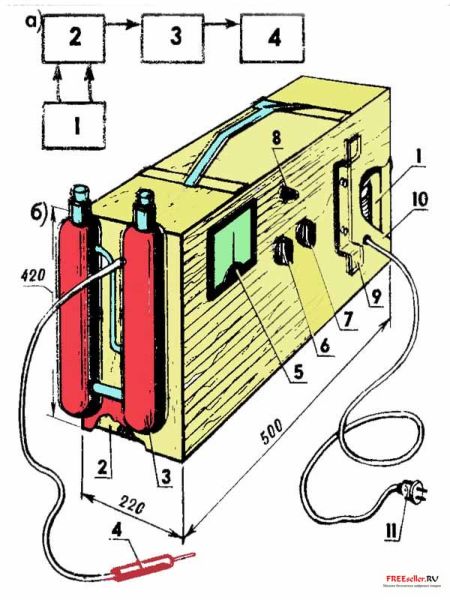
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
а — блок-схема, б — готовая самодельная конструкция:
1 — блок питания выпрямленным напряжением электросети, 2 — электролизер, 3 — затвор жидкостный, 4 — горелка газовая, 5 — амперметр, 6 — ручка включения аппарата, 7 — ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 — ручка управления потенциометрами, 9 — скоба хранения электрошнура в свернутом состоянии, 10 — корпус переносной деревянный, 11 — штепсельная вилка.
Производительность электролизера зависит от концентрации щелочи в растворе и прочих факторов. А самое главное — от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания — мощностью и напряжением (из расчета 2…3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надежную работу даже «восьмидесятиячеистого» (пластин-электродов у такого — 81 шт.) электролизера, а тем более — «тридцатиячеистого». Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени — 0…1,7 кВт, на второй (при включении SA1) — 1,7…3,4 кВт.
И пластины для электролизера предлагаются соответствующие — 150×150 мм. Изготавливаются они из кровельного железа толщиной
0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы. Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.

Рис.2. Электролизер («восьмидесятиячеистый» вариант):
1 -плата боковая (фанера, s12, 2 шт.), 2 — щека прозрачная (оргстекло, s4, 2 шт.), 3 — пластина-электрод (жесть, s0,5; 81 шт.), 4 — кольцо разделительное герметизирующее (5-мм резина кислото- и щелочеупорная, 82 шт.), 5 — втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 — шпилька Мб (4 шт.), 7 — гайка Мб со стопорной шайбой (8 шт.), 8 — трубка вывода горючей газовой смеси, 9 — раствор слабощелочной (2/3 внутреннего объема электролизера), 10 — вывод контактный (медь рафинированная, 2 шт.), 11 — штуцер («нержавейка»), 12 — гайка накидная М10, 13 — шайба штуцера («нержавейка»), 14 — манжета (резина кислото- и щелочеупорная), 15 — горловина заливная («нержавейка»), 16 — гайка накидная M18, 17 — шайба заливной горловины («нержавейка»), 18 — шайба герметизирующая (резина кислото- и щелочеупорная), 19 — крышка заливной горловины («нержавейка»), 20 — прокладка герметизирующая (резина кислото- и щелочеупорная).
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надежной, как лампа Эдисона: включил — заработала, выключил — работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию… керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании капель керосина в пламя горелки последнее не гаснет — наблюдается лишь небольшая вспышка. Наконец, в-третьих: будучи удобным «разделителем», керосин, находясь в затворе, оказывается безопасным в пожарном отношении.
По окончании работы, во время перерыва и т.п. горелка, естественно, гасится. В электролизере образуется вакуум, и керосин перетекает из правого бачка в левый (рис. 3). Потом — барбатация воздуха, после чего горелку можно хранить сколько угодно: в любой момент она готова к использованию. При ее включении газ давит на керосин, который вновь перетекает в правый бачок. Затем начинается барбатация газа…
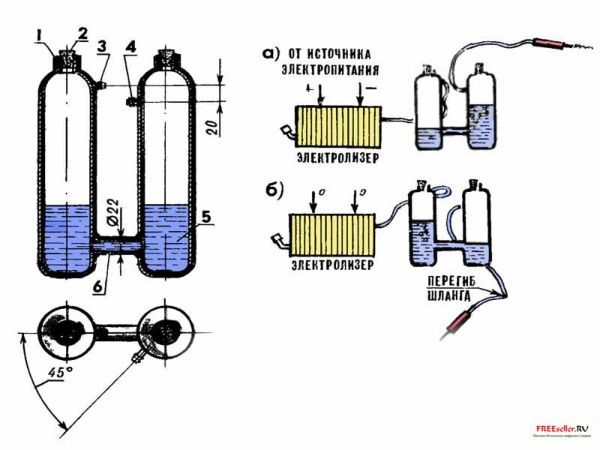
Рис.3. Керосиновый затвор и принцип его действия
(а — при работающем электролизере, б — в момент отключения аппарата):
1 — баллон (2 шт.), 2 — пробка (2 шт.), 3 штуцер вводный, 4 — штуцер выводной, 5 — керосин, 6 — переходник (стальная труба).
Соединительные трубки в аппарате — полихлорвиниловые. Лишь к самой горелке ведет тонкий резиновый шланг. Так что после отключения питания достаточно эту «резину» перегнуть руками — и пламя, выдав напоследок легкий хлопок, потухнет.
И еще одна тонкость. Хотя блок питания (см. рис. 4) и способен обеспечить электроэнергией 3,4-киловаттную нагрузку, пользоваться столь большой мощностью в любительской практике случается очень редко. И чтобы «не гонять электронику» чуть ли не вхолостую (в однополупериодном режиме выпрямления, когда на выходе 0…1.7 кВт), нелишне иметь в распоряжении и другой источник питания электролизера — поменьше и попроще (рис. 5).
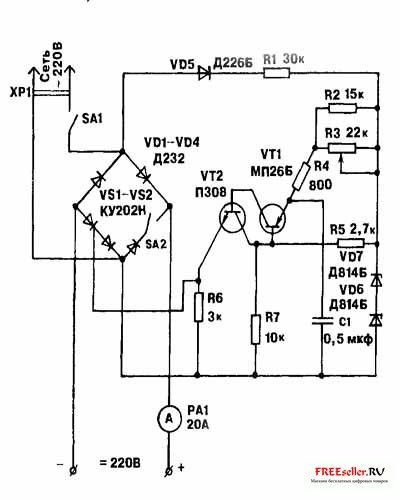
Рис.4. Принципиальная электрическая схема блока электропитания.
По сути, это — двух-полупериодный, известный многим самодельщикам регулируемый выпрямитель. Причем со связанными друг с другом (механически) «движками» 470-омных потенциометров. Конструктивно такую связь можно осуществить либо при помощи простейшей зубчатой передачи с двумя текстолитовыми шестернями, либо воспользоваться более сложным устройством типа верньера (в бытовом радиоприемнике).

Рис.5. Вариант блока питания с использованием в схеме тиристоров и самодельного трансформатора.
Трансформатор в блоке питания самодельный. В качестве магнито-провода применен набор Ш16×32 из трансформаторной стали. Обмотки содержат: первичная — 2000 витков ПЭЛ-0,1; вторичная — 2×220 витков ПЭЛ-0,3.
Практика показывает: рассмотренный самодельный аппарат для газовой резки и сварки даже при самой напряженной эксплуатации способен исправно служить весьма продолжительное время. Правда, раз в 10 лет требуется проводить основательное техобслуживание, в основном из-за электролизера. Пластины последнего, работая в агрессивной среде, покрываются окисью железа, которая начинает выступать в роли изолятора. Приходится пластины промывать с последующей зачисткой на наждачном круге. Более того, заменять четыре из них (у отрицательного полюса), разъеденных кислотными остатками, собирающимися вблизи «минуса».
Поэтому рекомендуется в электролизер заливать только дистиллированную воду, а щелочной раствор использовать наименее загрязненный солями (недопустимо присутствие следов химических соединений серной и соляной кислот).
Применение так называемых сливных отверстий (кроме заливного и газоотводного) также вряд ли можно считать оправданным, что и было учтено при разработке аппарата. Столь же необязательным является и ввод в схему аппарата бидонов для сбора накапливающейся сверхагрессивной щелочи. К тому же эксплуатация «безбидонной» конструкции показывает, что этой «вредоносной жидкости» способно собраться за 10-летний период на дне керосинового затвора не более полстакана. Скопившуюся щелочь удаляют (например, при техобслуживании), а в затвор заливают очередную порцию чистого керосина.
В.Радьков, Татарстан
МК 03 1997
как работает, преимущества и недостатки, каким оборудованием выполняется
Сварка, резка, пайка осуществляется не только с использованием ацетиленового огня. Всё больше мастеров отдают предпочтение водородной сварке.
Причиной тому экологическая польза и полная безопасность. Рабочий процесс не занимает много времени, сохраняя при этом высокую эффективность.
Мы детальнее расскажем о том, как сделать водородную сварку у себя дома.
Содержание статьиПоказать
Характеристика
Отметим, что сварка водородом — это один из видов газопламенной. Этот метод уже многие годы используется в самых разных сферах. В качестве газа здесь используется ацетилен.
В процессе водородной вместо ацетилена используют водород, смешанный с кислородом. Это позволило достичь большей эффективности, создавая узкие и высококачественные швы.
Но и такого метода существует свой недостаток — в процессе сварки в ванне возникает большое количество шлака. Чтобы избежать этого, газовую смесь смешивают с органическими веществами, чтобы гасить кислород.
Подобными веществами выступают чаще всего углеводороды с температурой кипения от 30 до 80°С: бензин, гексан, гептан и прочие.
Другой преградой во время рабочего процесса стала необходимость выбора мощного источника подачи газа. Баллоны с водородом использовать слишком небезопасно.
При работе со сжиженным водородом в больших объемах человек рискует получить удушье или головокружение!
Небольшим недостатком также является, огонь водорода, который невозможно увидеть при дневном свете, поэтому в аппарате применяют специальные датчики.
Водородная сварка не подходит для работы с нержавеющей сталью. Только для сварки железных изделий или элементов из малоуглеродистых сталей.
Режимы работы, области применения водородной сварки

Источником питания для аппарата водородной сварки может служить как электрическая трёхфазная сеть, так и домашняя. Аппарат может работать в двух режимах: ручном и автоматическом. Температура огня в горелке может достигать 600-2500°С.
Использовать аппарат атомно-водной сварки намного проще, чем может показаться. Необходимый режим работы можно задать за несколько минут, определив потребности газа и нагрева прямо на месте.
Преимущество водорода в том, что он не загрязняет воздух отходами производства. Это связано с тем, оборудование, работающее на углеводороде, выделяют чистый пар.
Водород образовывается внутри аппарата. Сварщик заливает воду внутрь, а там она расщепляется на атомы O2 и Н.
Таким образом получается энергетически мощная газовая смесь для сварочных работ. Работоспособность техники поддерживается 1,5 литрами дистиллированной воды и электрическим током.
Всегда нужно носить специальную одежду и защитные очки.
С помощью этого аппарата вы можете паять, сваривать, напылять порошком, наплавлять, проводить кислородную резку. Правильный режим работы позволит делать самые разные задачи: как соединять тонкие элементы, так и резать крепкие листы стали большой толщины.
Интересно, что эти аппараты используются не только в промышленности, но в стоматологии, ювелирном деле, ремонте холодильных машин и радиаторов и т.д.
Высокий уровень безопасности во время сварки достигается специальной системой автоматического отключения. Если давление в аппарате достигнет критической точки, он выключается.
Плюсы и минусы

Водородная сварка имеет ряд положительных качеств:
- высокий уровень эффективности,
- высокая безопасность во время рабочего процесса,
- экологическая польза — отсутствие загрязнения,
- портативность и удобство,
- можно работать с разными материалами: металлы, стекло, сплавы,
- может работать только на воде и его не нужно перезаряжать.
Но даже при таких преимуществ, способ имеет свои негативные стороны:
- обычные аппараты подойдут только для деталей небольшой толщины, а для больших элементов понадобиться более мощная техника,
- сварочные швы в медных деталях будут пористыми.
Огонь сжиженного водорода не виден при дневном свете.
Техника безопасности
Мы не раз говорили о безопасности водородной сварки. Однако некоторая опасность все равно существует. Кислородные редукторы при неосторожном обращении могут загореться и взорваться.
Представляем вам основные правила безопасности:
- Внимательно следите за расстоянием между горелкой и взрывоопасными веществами.
- Не забывайте дышать свежим воздухом в перерывах между работой.
- Всегда носите специальные защитные очки, чтобы избежать воздействия яркого света. Иначе вы рискуете повредить сетчатку, а также кровеносные сосуды глаз разлетающимся шлаком или металлическими частичками.
- Баллоны с газом следует транспортировать на тележке и в защитном колпаке. Ни в коем случае не роняйте и не сталкивайте баллоны. Также не ставьте их рядом с местом сварки или резки.
- Удерживайте горелку строго в другом направлении от источника питания. Если нет такой возможности, защитите источник стальным щитом.
- Во время каждого перерыва отключайте аппарат, и гасите огонь горелки.
Может показаться, что водородная сварка металлов практически не отличается от газовой. Но она смогла открыть новые возможности и сферы применения.
При грамотном отношении к технике безопасности можно в итоге сделать высококачественный и надежный сварочный шов. При этом не пострадает ни окружающая среда, ни люди, выполняющие сварку.
Водородная сварка — Википедия
Материал из Википедии — свободной энциклопедии
Водородная сварка — дуговая сварка, во время которого дуга горит в атмосфере водорода между двумя неплавящимися вольфрамовыми электродами.
Атомно-водородную сварку изобрел в 1925 г. американец Ленгмюр[1].
При использовании водородной сварки под действием высокой температуры происходит диссоциация молекул водорода. При дальнейшей рекомбинации атомарного водорода в двухатомный высвобождается энергия диссоциации, как дополнительная теплота, что ускоряет процесс сварки. Защита зоны сварки водородом обеспечивает высокое качество шва почти для всех металлов (кроме меди и её сплавов). Зазор между сварными кромками заполняется присадочным металлом.
Атомноводная сварка применяется для образования герметичных и высокопрочных швов.
Вследствие того, что в результате горения выделяется водяной пар, этот вид сварки считается наиболее безопасным, тем не менее применение атомно-водородной сварки ограничено, так как источники питания должны иметь высокое напряжение — около 250—300 В, что опасно для жизни человека; процесс этой сварки трудно поддается механизации.
Тепло, вырабатываемое факелом водородной сварки достаточно, чтобы сварить вольфрам (3422°С), наиболее тугоплавкий металл. Присутствующий водород также выступает в качестве защитного газа, предотвращая окисление и загрязнение углеродом, азотом или кислородом, который может серьезно повредить свойства многих металлов.
Электрическая дуга поддерживается независимо от заготовки или свариваемых деталей. В качестве газообразного водорода применяется обычно двухатомные молекулы (Н2). При температуре вблизи дуги свыше 600 °C водород распадается к атомарной форме, одновременно поглощая большое количество тепла от дуги. Когда атомы водорода ударяют относительно холодную поверхность (зону сварного шва), происходит рекомбинация водорода к его двухатомной форме с высвобождением энергии, связанной с формированием этой связи.
Дуга в водородной сварке может имеет две формы:
- Cпокойная — без характерного веера. Напряжение менее 20-50 В, расход водорода — 500—800 л/ч.
- Звенящая — с веером пламени, касающимся поверхности изделия. В этой форме дуга издает звук. Напряжение от 60 до 120 В и расход водорода — 900—1800 л/ч.
- Украинская советская энциклопедия : [в 12 т.] / Гл. ред. М. П. Бажан; редкол .: А. К. Антонов и др. — 2-е изд. — К . : Голов. ред. Уре, 1974—1985.
- Kalpkjian, Serope and Steven R. Schmid. Manufacturing Engineering and Technology textbook Fifth edition. Upper Saddle River: Pearson Education, Inc., 2006
- Atomic Hydrogen Welding (неопр.). Specialty Welds. Дата обращения 26 января 2008.
- «Atomic-Hydrogen Welding», Odhams Practical & Technical Encyclopaedia, 1947, <http://www.lateralscience.co.uk/AtomicH/AHW.html>. Проверено 26 января 2008.
Архивная копия от 11 января 2008 на Wayback Machine
моя водородная сварка — Самодельное сварочное и вспомогательное оборудование
Здравствуйте господа.Решился и я выставить на общее обозрение свою конструкцию водородного генератора.В принципе ничего нового.Набор батареи из 71 пластин из нержавейки размерами 160х160мм.Питание 140В. 10-11А. Питаю через обычный димер на импортном симисторе расчитаном на 40 А.Потом выпрямляю диодной сборкой током на 35 А.Установил датчик давления от холодильника (доработанный) отключает питание при достижении 0.8 атмосфер и включает при 0.3 атмосферы.Бульбулятор с углеродной добавкой я сделал сьемный т.к.во многих случаях он не нужен.В разрезе горелки я сделал дополнительный огнепреградитель который состоит из двух аквариумных распылителей.Прекрасно справляется с обратным хлопком.
Чтож,смотрите кому интересно оценивайте,задавайте вопросы,если кому что интересно и не понятно.