


принцип работы аргонной сварки, аргонодуговая сварка и другие виды. Как варить новичку? Сварка бронзы, черного металла и других материалов
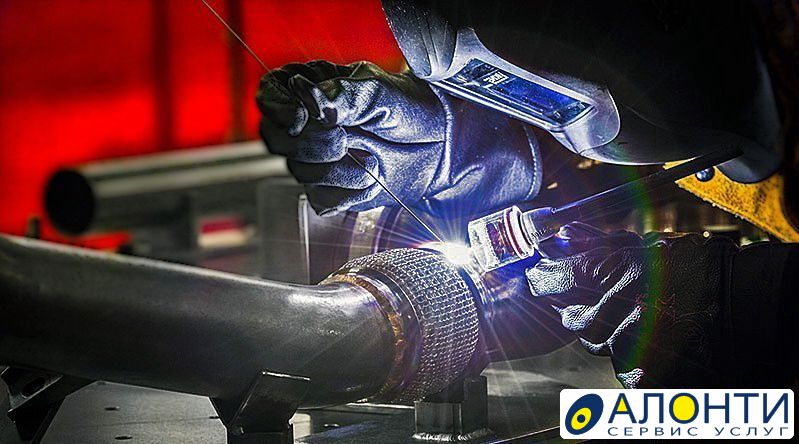
Сварочный процесс, выполняемый в среде защитного газового облака, является современной технологией, универсальность которой дает возможность соединять черные и цветные сплавы металлов различной толщины и характеристик. Аргонодуговая методика электросварки объединяет в себе 2 метода выполнения работ: газовую сварку и электродуговую. С помощью защиты сварочного процесса инертным газом удается стыковать как детали больших размеров промышленного назначения, так и миниатюрные ювелирные изделия.
Что это такое?
Сварка аргоном подразумевает обязательное применение в процессе выполнения работ электрической дуги и инертного газа.
Аргон относится к классу инертных газов, но если сравнивать его с гелием, то стоимость у аргона значительно ниже, и расход его гораздо меньше.
По этой причине аргон завоевал популярность и широко используется для проведения сварочных работ.
- газ в несколько раз тяжелее воздуха, поэтому при сварке кислород активно вытесняется из полости сварочной ванны – так происходит защита металла от окисления;
- аргон инертен с химической точки зрения, поэтому он не вступает в реакцию с другими веществами, в том числе и с металлом.


Выполнение сварочного шва в среде аргона допускается с использованием вольфрамовых неплавящихся или обычных плавящихся электродов. Выбор типа электрода зависит от того, какие материалы предполагается соединять путем сварки. Облегчают задачу подбора электродов специальные справочники, где указан тип материала и рекомендуемый диаметр электрода, а также его разновидность. Аргонодуговая сварка обладает своими определенными преимуществами и рядом недостатков.
- в результате эффективной защиты сварочный шов получается прочным, в нем отсутствуют шлак и посторонние примеси;
- во время сварочного процесса металл прогревается умеренно, поэтому свариваемые заготовки не деформируются, что дает возможность работать даже с самыми сложными и ответственными конструкциями;
- появляется возможность соединять не только однородные по составу материалы, но и разнородные металлические сплавы, которые нельзя соединить в других условиях;
- за счет применения электрической дуги образуется высокотемпературный режим, который позволяет выполнять работу в интенсивном темпе.

Недостатки, присущие электросварке в газовом аргонном облаке:
- сварочное оборудование подлежит точной и сложной настройке;
- методика выполнения сварочных работ довольно сложная, требующая знаний теории и практических навыков, поэтому для новичка-сварщика она не подходит.
Электросварка металлов, проводимая в защитном инертном газовом облаке, обладает эксклюзивностью, и ни один другой способ соединения металлов не имеет таких высококачественных результатов, которые получаются при использовании данной методикой.
Описание видов
 В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.
В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.Аргонодуговая электросварка выполняется с поддувом газа, что позволяет укрепить шов не только снаружи, например, при сваривании трубы, но и изнутри. Поддув инертного газа укрепляет все слои сварочного шва, начиная от его корня, при этом расплавленный наплыв металла ложится мягче, а шов получается более стабильным и крепким. Такая методика электросварки выполняется несколькими способами.
ММА
Аргонная сварка, которая выполняется вручную с применением электродов с вольфрамом. Сварщик самостоятельно осуществляет передвижение газовой горелки и контролирует процесс подачи электродной проволоки, которая относится к типу неплавящейся. Процесс происходит непосредственно в поле электрической дуги, которое образуется от электрода.
При подаче переменного электротока импульсная точечная сварка соединяет только сталь, обогащенную углеродом.
Применяя постоянный ток, можно соединять не только углеродистую, но и нержавеющую разновидности сплавов, в том числе и алюминий.
TIG
Применяется как для ручной, так и для автоматической сварки с использованием инертного газа и вольфрамовых электродов. На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов.
На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов.
MIG
Аргонная сварка полуавтоматического типа с применением плавящихся сварочных электродов. Данная технология предусматривает использование переменного тока.
Полуавтоматическим сварочным аппаратом с применением аргона сваривают изделия из нержавейки.
Терминология сварочных процессов с применением инертного газа для новичка может показаться сложной, но опытные специалисты легко в ней разбираются.
Режимы
Под режимом сварочного процесса следует понимать выбор направления электротока и его полярности при настройке сварочного оборудования. Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например,
Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например,
Важным параметром является и сила электротока, которая определяется в зависимости от толщины металлических заготовок, толщины сварочного электрода и выбранной полярности электротока.
Перечисленные параметры настроек сварочного аппарата и характеристик металла взаимосвязаны. Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Качественный сварочный шов возможно выполнить в том случае, если все параметры настроек сварочного аппарата выбраны правильно, а сварочная дуга используется короткая. При выполнении работ в среде инертного газа необходимо следить за его расходованием. Наиболее экономным вариантом расхода является ламинарная подача газа, то есть при подаче газообразное вещество выходит равномерно, без пульсирующих порций и перемешиваний.
Оборудование и оснащение
Принцип работы при выполнении аргонного сварочного соединения заключается в том, что используется широкий перечень необходимого для этой цели оборудования.
Как правило, универсальные аппараты для электрогазосварки аргонного типа оснащаются всеми необходимыми приспособлениями, их выпуск серийный.
Все оборудование, которым работает сварщик при аргонодуговой сварке, можно разделить на 3 типа:
- оборудование специализированное, которое используется для однотипных заготовок из металла;
- специальные приспособления, выполняющие определенные функции и применяемые для сварки однотипных заготовок;
- оборудование универсальное, которое подходит для выполнения всех типов сварочных работ.
Для выполнения сварки в среде аргона одного только сварочного аппарата недостаточно, для осуществления процесса потребуется подготовить следующее оборудование:
- газовая горелка, имеющая керамическое сопло;
- трансформаторы, один из которых используется для сварочного аппарата с напряжением электротока до 70 В, а второй потребуется для подпитки устройств коммутации;
- осциллятор, который присоединяется параллельным способом к точке электропитания и используется для розжига дуги при работе с неплавящимися присадочными прутками;
- проволока-присадка или вольфрамовые электроды;
- газовые баллоны, где содержится смесь с инертным газом;
- рукав для подачи аргона и редуктор;
- контактор, который обеспечит подачу электротока на газовую горелку;
- переключатель в виде реле, используемый для подключения или выключения осциллятора с контактором;
- электрогазовый клапан, необходимый для подачи переменного либо постоянного электротока;
- держак для закрепления сварочного электрода;
- электрофильтр для осциллятора, контролирующий импульсы высоковольтного типа;
- стабилизатор электротока;
- защитная маска, спецодежда и перчатки для сварщика.

Современные технологии сварочных работ в среде инертных газов дают возможность выполнять сварочные соединения заготовок с толстыми кромками.
Для этой цели применяются специальные приспособления, например, горелка, которая может использовать одновременно несколько электродов с вольфрамом, что обеспечивает получение прочного шва и значительно ускоряет процесс выполнения сварочных работ.
Используемые марки аргона
Марки инертного газа регламентируются нормативами ГОСТ 10157-79, согласно которому выделяют 3 вида смесей с различным процентным содержанием основного компонента – аргона:
- марка А – на 99,99% состоит из аргона и предназначается для соединения редкоземельных металлов, таких как цирконий или титан, содержащих химически активные компоненты, а также подобная газовая смесь используется для сборки конструкций особой важности, где качество сварочного шва определяют высокие стандарты;
- марка Б – на 99,96% состоит из аргона и применяется для соединения магниевых или алюминиевых металлосплавов, растворимых в газовой среде;
- марка В – на 99,90% состоит из аргона и используется для соединения нержавеющего типа стали, а также позволяет соединять высокопрочные и жароупорные сплавы, в том числе и чистый алюминий.

Все марки газа, применяемые для выполнения аргонодуговой сварки, сертифицируются и соответствуют нормам стандартов ГОСТ.
Особенности процесса
Работа по соединению цветных сплавов и литья черного металла в аргонной среде требует определенного навыка, поэтому варить новичку своими руками такие заготовки будет непросто. Выполняя сварочные работы, следует помнить, что титан, медь, алюминий, силумин и бронза имеют физические и химические различия по сравнению с чугуном и сталью. При расплавлении стали или цветных сплавов жидкий металл имеет свойство поглощать примеси, образующиеся в результате плавления под действием высоких температур, что приводит к наличию в сварочном шве пористости. Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Аргонодуговая сварка является универсальным методом, технология которого используется для ремонта кузовного железа, внутреннего угла двери автомобиля, алюминиевых элементов кузова и поддона картера, для установки дополнительного оборудования и сварки тонкого металла. Нередко для выполнения таких работ используется техника применения газа с поддувом, причем расход аргона даже в таком случае будет меньше, чем гелия при его применении. Детали могут соединяться встык или внахлест, чаще всего работу проводят неплавящимся электродом из вольфрама, а для розжига электродуги применяют осциллятор.
Получение качественного и прочного шва возможно при соблюдении технологии выполнения работ.
Основным моментом является предварительная подготовка металла к сварке: кромки, предназначенные для соединения, зачищают от поверхностной пленки оксидов, а затем обезжиривают с помощью растворителя. Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
В зависимости от типа свариваемых материалов выбирается и присадка. Это может быть проволока из алюминия, нержавеющей стали, а также медно-никелевые или латунные прутки. Состав сплава у присадочных материалов указывается в соответствующем справочнике по маркировке, имеющейся на конце прутка. Кроме того, важно правильно выбрать и сам сварочный аппарат. Например, для соединения медной детали с алюминием, толщина которых не превышает 7 мм, потребуется мощное сварочное оборудование промышленного типа, которое дает мощность до 400–500 А. Настройка аппарата перед началом работы является важным условием, причем сила тока и напряжение выбираются исходя из размера вольфрамового или обычного электрода.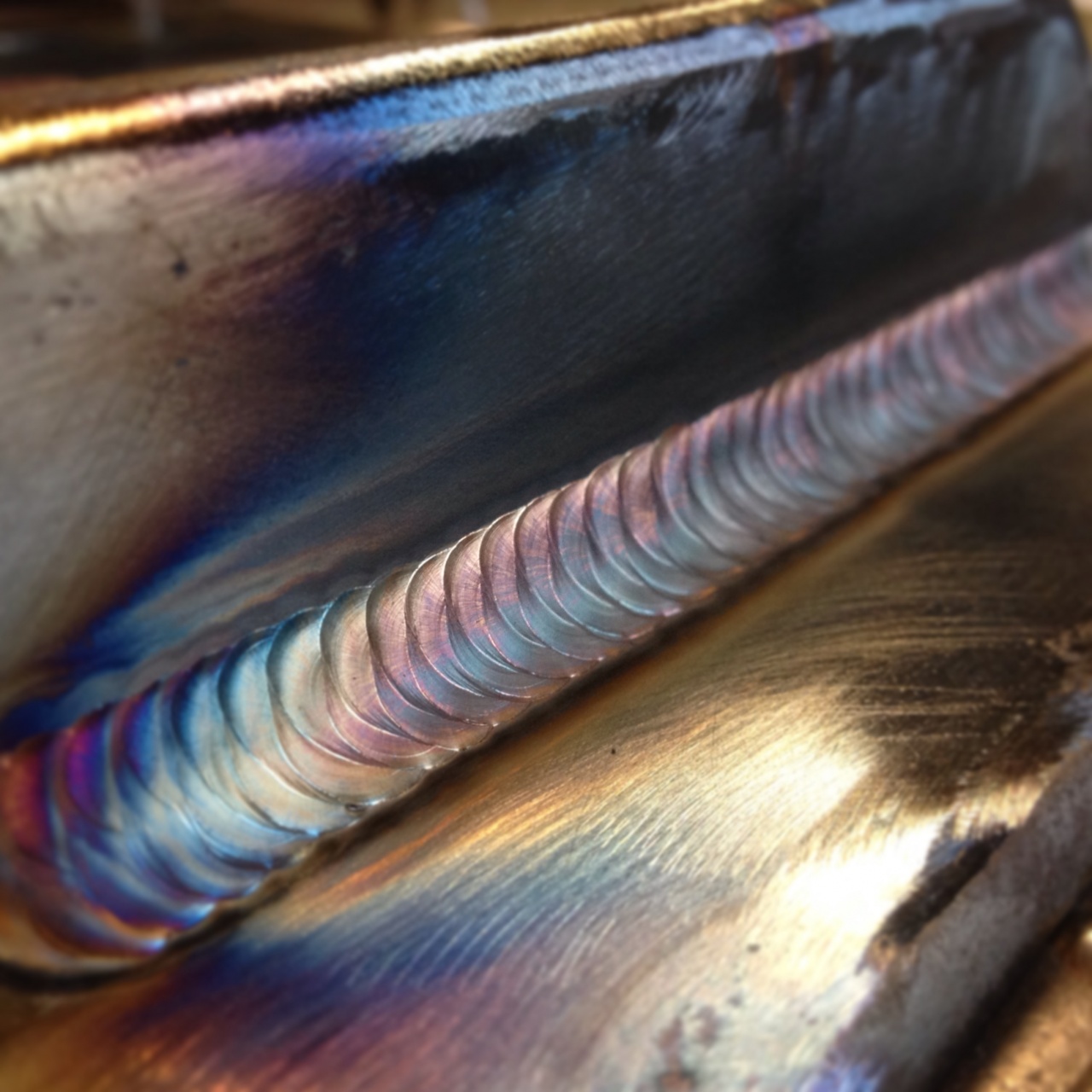
При подаче сварочной проволоки вылет стержня зависит от типа сварного соединения, например, для угловых швов вылет должен превышать показатель 2 мм. В случаях, когда вольфрамовый электрод слишком быстро сгорает, его вылет следует уменьшить.
У современных аппаратов имеется опция «Заварка кратера», она применяется для того, чтобы обеспечить плавное угасание дуги после того, как формирование шва будет завершено. Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
- выполняется зачистка кромок, и если материал довольно толстый, то делают скосы для сварочного шва, а затем обезжиривают поверхность металла;
- все детали фиксируются специальными зажимами, после чего можно приступать к выполнению процесса сварки;
- осуществляют поджиг электрической дуги, причем если эта процедура контактная, то на горелке нажимают кнопку и электродом прикасаются к одной из кромок металла, а при бесконтактном розжиге такого касания делать не нужно;
- следующим этапом выполняют сварочную ванну, для этого допускается сделать несколько поперечных колебательных движений сварочным электродом по стыкуемому материалу в области сварного шва, при этом присадка должна начать плавление и равномерно распределяться в сварочной ванне;
- инертный газ в процессе работы обдувает место сварки, но это должно происходить умеренно, чтобы не разбрызгивать металл и не мешать его плавлению.

Опытные сварщики рекомендуют соединять тонкие листы металла без применения присадки. Чтобы выполнить сварочный шов, вольфрамовый электрод располагают под небольшим углом таким образом, чтобы кромка одного листа наплавлялась на кромку второго листа.
О сварке аргоном смотрите далее.
принцип работы аргонной сварки, аргонодуговая сварка и другие виды.
 Как варить новичку? Сварка бронзы, черного металла и других материалов
Как варить новичку? Сварка бронзы, черного металла и других материаловСварочный процесс, выполняемый в среде защитного газового облака, является современной технологией, универсальность которой дает возможность соединять черные и цветные сплавы металлов различной толщины и характеристик. Аргонодуговая методика электросварки объединяет в себе 2 метода выполнения работ: газовую сварку и электродуговую. С помощью защиты сварочного процесса инертным газом удается стыковать как детали больших размеров промышленного назначения, так и миниатюрные ювелирные изделия.
Что это такое?
Сварка аргоном подразумевает обязательное применение в процессе выполнения работ электрической дуги и инертного газа. Задачей такой технологии является надежное обеспечение защиты сварочной ванны от окисления поверхности металлических кромок, которое возникает под действием кислорода во время плавления металла и ухудшает прочность сварочного шва.
Задачей такой технологии является надежное обеспечение защиты сварочной ванны от окисления поверхности металлических кромок, которое возникает под действием кислорода во время плавления металла и ухудшает прочность сварочного шва.
Аргон относится к классу инертных газов, но если сравнивать его с гелием, то стоимость у аргона значительно ниже, и расход его гораздо меньше.
По этой причине аргон завоевал популярность и широко используется для проведения сварочных работ. Инертный газ аргон обладает определенными свойствами, которые заключаются в следующем:
- газ в несколько раз тяжелее воздуха, поэтому при сварке кислород активно вытесняется из полости сварочной ванны – так происходит защита металла от окисления;
- аргон инертен с химической точки зрения, поэтому он не вступает в реакцию с другими веществами, в том числе и с металлом.
Выполнение сварочного шва в среде аргона допускается с использованием вольфрамовых неплавящихся или обычных плавящихся электродов. Выбор типа электрода зависит от того, какие материалы предполагается соединять путем сварки. Облегчают задачу подбора электродов специальные справочники, где указан тип материала и рекомендуемый диаметр электрода, а также его разновидность. Аргонодуговая сварка обладает своими определенными преимуществами и рядом недостатков. Преимуществами метода являются:
- в результате эффективной защиты сварочный шов получается прочным, в нем отсутствуют шлак и посторонние примеси;
- во время сварочного процесса металл прогревается умеренно, поэтому свариваемые заготовки не деформируются, что дает возможность работать даже с самыми сложными и ответственными конструкциями;
- появляется возможность соединять не только однородные по составу материалы, но и разнородные металлические сплавы, которые нельзя соединить в других условиях;
- за счет применения электрической дуги образуется высокотемпературный режим, который позволяет выполнять работу в интенсивном темпе.

Недостатки, присущие электросварке в газовом аргонном облаке:
- сварочное оборудование подлежит точной и сложной настройке;
- методика выполнения сварочных работ довольно сложная, требующая знаний теории и практических навыков, поэтому для новичка-сварщика она не подходит.
Электросварка металлов, проводимая в защитном инертном газовом облаке, обладает эксклюзивностью, и ни один другой способ соединения металлов не имеет таких высококачественных результатов, которые получаются при использовании данной методикой.
Описание видов
Аргоно-электрическая ручная сварка, проводимая в среде инертного газа, регламентируется стандартами ГОСТ 14771, который устанавливает характеристику соединительных швов, определяет толщину металлических заготовок, устанавливает характеристику материалов, соединяемых между собой. В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.
В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.
Аргонодуговая электросварка выполняется с поддувом газа, что позволяет укрепить шов не только снаружи, например, при сваривании трубы, но и изнутри. Поддув инертного газа укрепляет все слои сварочного шва, начиная от его корня, при этом расплавленный наплыв металла ложится мягче, а шов получается более стабильным и крепким. Такая методика электросварки выполняется несколькими способами.
ММА
Аргонная сварка, которая выполняется вручную с применением электродов с вольфрамом. Сварщик самостоятельно осуществляет передвижение газовой горелки и контролирует процесс подачи электродной проволоки, которая относится к типу неплавящейся. Процесс происходит непосредственно в поле электрической дуги, которое образуется от электрода.
При подаче переменного электротока импульсная точечная сварка соединяет только сталь, обогащенную углеродом.
Применяя постоянный ток, можно соединять не только углеродистую, но и нержавеющую разновидности сплавов, в том числе и алюминий.
TIG
Применяется как для ручной, так и для автоматической сварки с использованием инертного газа и вольфрамовых электродов. На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов. При автоматическом режиме сварочных работ применяется плавкий электрод, причем передвижение горелки и подача сварочной проволоки может управляться дистанционно. В современных промышленных условиях сваривание труб из нержавеющих сплавов выполняют роботизированные аппараты.
На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов. При автоматическом режиме сварочных работ применяется плавкий электрод, причем передвижение горелки и подача сварочной проволоки может управляться дистанционно. В современных промышленных условиях сваривание труб из нержавеющих сплавов выполняют роботизированные аппараты.
MIG
Аргонная сварка полуавтоматического типа с применением плавящихся сварочных электродов. Данная технология предусматривает использование переменного тока. Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.
Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.
Полуавтоматическим сварочным аппаратом с применением аргона сваривают изделия из нержавейки.
Терминология сварочных процессов с применением инертного газа для новичка может показаться сложной, но опытные специалисты легко в ней разбираются. При выполнении сварочных работ с аргоном необходимо ориентироваться на стандарты ГОСТ – их выполнение гарантирует получение надежного и аккуратного сварного шва, который соответствует критериям качества.
Режимы
Под режимом сварочного процесса следует понимать выбор направления электротока и его полярности при настройке сварочного оборудования. Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например, для соединения конструкций из прочной стали выбирают постоянный электроток прямой полярности, а для сварки мягкого алюминия и его сплавов потребуется выбрать постоянный ток с обратной полярностью.
Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например, для соединения конструкций из прочной стали выбирают постоянный электроток прямой полярности, а для сварки мягкого алюминия и его сплавов потребуется выбрать постоянный ток с обратной полярностью.
Важным параметром является и сила электротока, которая определяется в зависимости от толщины металлических заготовок, толщины сварочного электрода и выбранной полярности электротока.
Перечисленные параметры настроек сварочного аппарата и характеристик металла взаимосвязаны. Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Качественный сварочный шов возможно выполнить в том случае, если все параметры настроек сварочного аппарата выбраны правильно, а сварочная дуга используется короткая. При выполнении работ в среде инертного газа необходимо следить за его расходованием. Наиболее экономным вариантом расхода является ламинарная подача газа, то есть при подаче газообразное вещество выходит равномерно, без пульсирующих порций и перемешиваний.
Оборудование и оснащение
Принцип работы при выполнении аргонного сварочного соединения заключается в том, что используется широкий перечень необходимого для этой цели оборудования.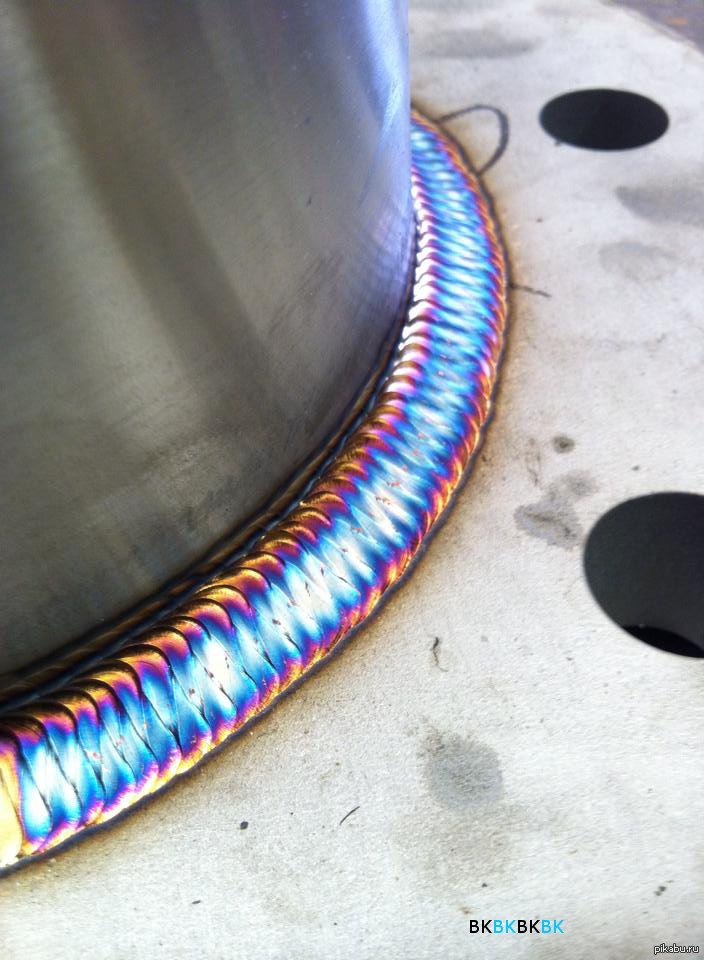
Как правило, универсальные аппараты для электрогазосварки аргонного типа оснащаются всеми необходимыми приспособлениями, их выпуск серийный.
Все оборудование, которым работает сварщик при аргонодуговой сварке, можно разделить на 3 типа:
- оборудование специализированное, которое используется для однотипных заготовок из металла;
- специальные приспособления, выполняющие определенные функции и применяемые для сварки однотипных заготовок;
- оборудование универсальное, которое подходит для выполнения всех типов сварочных работ.
Для выполнения сварки в среде аргона одного только сварочного аппарата недостаточно, для осуществления процесса потребуется подготовить следующее оборудование:
- газовая горелка, имеющая керамическое сопло;
- трансформаторы, один из которых используется для сварочного аппарата с напряжением электротока до 70 В, а второй потребуется для подпитки устройств коммутации;
- осциллятор, который присоединяется параллельным способом к точке электропитания и используется для розжига дуги при работе с неплавящимися присадочными прутками;
- проволока-присадка или вольфрамовые электроды;
- газовые баллоны, где содержится смесь с инертным газом;
- рукав для подачи аргона и редуктор;
- контактор, который обеспечит подачу электротока на газовую горелку;
- переключатель в виде реле, используемый для подключения или выключения осциллятора с контактором;
- электрогазовый клапан, необходимый для подачи переменного либо постоянного электротока;
- держак для закрепления сварочного электрода;
- электрофильтр для осциллятора, контролирующий импульсы высоковольтного типа;
- стабилизатор электротока;
- защитная маска, спецодежда и перчатки для сварщика.

Современные технологии сварочных работ в среде инертных газов дают возможность выполнять сварочные соединения заготовок с толстыми кромками.
Для этой цели применяются специальные приспособления, например, горелка, которая может использовать одновременно несколько электродов с вольфрамом, что обеспечивает получение прочного шва и значительно ускоряет процесс выполнения сварочных работ.
Используемые марки аргона
Марки инертного газа регламентируются нормативами ГОСТ 10157-79, согласно которому выделяют 3 вида смесей с различным процентным содержанием основного компонента – аргона:
- марка А – на 99,99% состоит из аргона и предназначается для соединения редкоземельных металлов, таких как цирконий или титан, содержащих химически активные компоненты, а также подобная газовая смесь используется для сборки конструкций особой важности, где качество сварочного шва определяют высокие стандарты;
- марка Б – на 99,96% состоит из аргона и применяется для соединения магниевых или алюминиевых металлосплавов, растворимых в газовой среде;
- марка В – на 99,90% состоит из аргона и используется для соединения нержавеющего типа стали, а также позволяет соединять высокопрочные и жароупорные сплавы, в том числе и чистый алюминий.

Все марки газа, применяемые для выполнения аргонодуговой сварки, сертифицируются и соответствуют нормам стандартов ГОСТ.
Особенности процесса
Работа по соединению цветных сплавов и литья черного металла в аргонной среде требует определенного навыка, поэтому варить новичку своими руками такие заготовки будет непросто. Выполняя сварочные работы, следует помнить, что титан, медь, алюминий, силумин и бронза имеют физические и химические различия по сравнению с чугуном и сталью. При расплавлении стали или цветных сплавов жидкий металл имеет свойство поглощать примеси, образующиеся в результате плавления под действием высоких температур, что приводит к наличию в сварочном шве пористости. Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Аргонодуговая сварка является универсальным методом, технология которого используется для ремонта кузовного железа, внутреннего угла двери автомобиля, алюминиевых элементов кузова и поддона картера, для установки дополнительного оборудования и сварки тонкого металла. Нередко для выполнения таких работ используется техника применения газа с поддувом, причем расход аргона даже в таком случае будет меньше, чем гелия при его применении. Детали могут соединяться встык или внахлест, чаще всего работу проводят неплавящимся электродом из вольфрама, а для розжига электродуги применяют осциллятор.
Получение качественного и прочного шва возможно при соблюдении технологии выполнения работ.
Основным моментом является предварительная подготовка металла к сварке: кромки, предназначенные для соединения, зачищают от поверхностной пленки оксидов, а затем обезжиривают с помощью растворителя. Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
В зависимости от типа свариваемых материалов выбирается и присадка. Это может быть проволока из алюминия, нержавеющей стали, а также медно-никелевые или латунные прутки. Состав сплава у присадочных материалов указывается в соответствующем справочнике по маркировке, имеющейся на конце прутка. Кроме того, важно правильно выбрать и сам сварочный аппарат. Например, для соединения медной детали с алюминием, толщина которых не превышает 7 мм, потребуется мощное сварочное оборудование промышленного типа, которое дает мощность до 400–500 А. Настройка аппарата перед началом работы является важным условием, причем сила тока и напряжение выбираются исходя из размера вольфрамового или обычного электрода.
При подаче сварочной проволоки вылет стержня зависит от типа сварного соединения, например, для угловых швов вылет должен превышать показатель 2 мм. В случаях, когда вольфрамовый электрод слишком быстро сгорает, его вылет следует уменьшить.
У современных аппаратов имеется опция «Заварка кратера», она применяется для того, чтобы обеспечить плавное угасание дуги после того, как формирование шва будет завершено. Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
- выполняется зачистка кромок, и если материал довольно толстый, то делают скосы для сварочного шва, а затем обезжиривают поверхность металла;
- все детали фиксируются специальными зажимами, после чего можно приступать к выполнению процесса сварки;
- осуществляют поджиг электрической дуги, причем если эта процедура контактная, то на горелке нажимают кнопку и электродом прикасаются к одной из кромок металла, а при бесконтактном розжиге такого касания делать не нужно;
- следующим этапом выполняют сварочную ванну, для этого допускается сделать несколько поперечных колебательных движений сварочным электродом по стыкуемому материалу в области сварного шва, при этом присадка должна начать плавление и равномерно распределяться в сварочной ванне;
- инертный газ в процессе работы обдувает место сварки, но это должно происходить умеренно, чтобы не разбрызгивать металл и не мешать его плавлению.
Опытные сварщики рекомендуют соединять тонкие листы металла без применения присадки. Чтобы выполнить сварочный шов, вольфрамовый электрод располагают под небольшим углом таким образом, чтобы кромка одного листа наплавлялась на кромку второго листа.
О сварке аргоном смотрите далее.
принцип работы аргонной сварки, аргонодуговая сварка и другие виды.
 Как варить новичку? Сварка бронзы, черного металла и других материалов
Как варить новичку? Сварка бронзы, черного металла и других материаловСварочный процесс, выполняемый в среде защитного газового облака, является современной технологией, универсальность которой дает возможность соединять черные и цветные сплавы металлов различной толщины и характеристик. Аргонодуговая методика электросварки объединяет в себе 2 метода выполнения работ: газовую сварку и электродуговую. С помощью защиты сварочного процесса инертным газом удается стыковать как детали больших размеров промышленного назначения, так и миниатюрные ювелирные изделия.
Что это такое?
Сварка аргоном подразумевает обязательное применение в процессе выполнения работ электрической дуги и инертного газа. Задачей такой технологии является надежное обеспечение защиты сварочной ванны от окисления поверхности металлических кромок, которое возникает под действием кислорода во время плавления металла и ухудшает прочность сварочного шва.
Задачей такой технологии является надежное обеспечение защиты сварочной ванны от окисления поверхности металлических кромок, которое возникает под действием кислорода во время плавления металла и ухудшает прочность сварочного шва.
Аргон относится к классу инертных газов, но если сравнивать его с гелием, то стоимость у аргона значительно ниже, и расход его гораздо меньше.
По этой причине аргон завоевал популярность и широко используется для проведения сварочных работ. Инертный газ аргон обладает определенными свойствами, которые заключаются в следующем:
- газ в несколько раз тяжелее воздуха, поэтому при сварке кислород активно вытесняется из полости сварочной ванны – так происходит защита металла от окисления;
- аргон инертен с химической точки зрения, поэтому он не вступает в реакцию с другими веществами, в том числе и с металлом.

Выполнение сварочного шва в среде аргона допускается с использованием вольфрамовых неплавящихся или обычных плавящихся электродов. Выбор типа электрода зависит от того, какие материалы предполагается соединять путем сварки. Облегчают задачу подбора электродов специальные справочники, где указан тип материала и рекомендуемый диаметр электрода, а также его разновидность. Аргонодуговая сварка обладает своими определенными преимуществами и рядом недостатков. Преимуществами метода являются:
- в результате эффективной защиты сварочный шов получается прочным, в нем отсутствуют шлак и посторонние примеси;
- во время сварочного процесса металл прогревается умеренно, поэтому свариваемые заготовки не деформируются, что дает возможность работать даже с самыми сложными и ответственными конструкциями;
- появляется возможность соединять не только однородные по составу материалы, но и разнородные металлические сплавы, которые нельзя соединить в других условиях;
- за счет применения электрической дуги образуется высокотемпературный режим, который позволяет выполнять работу в интенсивном темпе.

Недостатки, присущие электросварке в газовом аргонном облаке:
- сварочное оборудование подлежит точной и сложной настройке;
- методика выполнения сварочных работ довольно сложная, требующая знаний теории и практических навыков, поэтому для новичка-сварщика она не подходит.
Электросварка металлов, проводимая в защитном инертном газовом облаке, обладает эксклюзивностью, и ни один другой способ соединения металлов не имеет таких высококачественных результатов, которые получаются при использовании данной методикой.
Описание видов
Аргоно-электрическая ручная сварка, проводимая в среде инертного газа, регламентируется стандартами ГОСТ 14771, который устанавливает характеристику соединительных швов, определяет толщину металлических заготовок, устанавливает характеристику материалов, соединяемых между собой. В требованиях стандарта заложены нормативы, касающиеся выполнения работ с применением тех или иных электродов, использования присадок. Если сварка выполняется неплавящимся видом электрода, то к нему дополнительно используется флюс, а в случае, когда сварку выполняют плавящимся электродом, присадка не потребуется.
Аргонодуговая электросварка выполняется с поддувом газа, что позволяет укрепить шов не только снаружи, например, при сваривании трубы, но и изнутри. Поддув инертного газа укрепляет все слои сварочного шва, начиная от его корня, при этом расплавленный наплыв металла ложится мягче, а шов получается более стабильным и крепким. Такая методика электросварки выполняется несколькими способами.
ММА
Аргонная сварка, которая выполняется вручную с применением электродов с вольфрамом. Сварщик самостоятельно осуществляет передвижение газовой горелки и контролирует процесс подачи электродной проволоки, которая относится к типу неплавящейся. Процесс происходит непосредственно в поле электрической дуги, которое образуется от электрода.
При подаче переменного электротока импульсная точечная сварка соединяет только сталь, обогащенную углеродом.
Применяя постоянный ток, можно соединять не только углеродистую, но и нержавеющую разновидности сплавов, в том числе и алюминий.
TIG
Применяется как для ручной, так и для автоматической сварки с использованием инертного газа и вольфрамовых электродов. На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов. При автоматическом режиме сварочных работ применяется плавкий электрод, причем передвижение горелки и подача сварочной проволоки может управляться дистанционно. В современных промышленных условиях сваривание труб из нержавеющих сплавов выполняют роботизированные аппараты.
На переменном электротоке допускается соединять алюминий и сплавы с его содержанием. Если выбрать постоянный электроток, то появляется возможность соединять нержавеющий и углеродистый типы сплавов. При автоматическом режиме сварочных работ применяется плавкий электрод, причем передвижение горелки и подача сварочной проволоки может управляться дистанционно. В современных промышленных условиях сваривание труб из нержавеющих сплавов выполняют роботизированные аппараты.
MIG
Аргонная сварка полуавтоматического типа с применением плавящихся сварочных электродов. Данная технология предусматривает использование переменного тока. Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.
Соединению подлежат углеродистая и нержавеющая сталь, а также алюминий и его сплавы. Аргонодуговая сварка механического типа с плавящимися электродами также относится к MIG-группе.
Полуавтоматическим сварочным аппаратом с применением аргона сваривают изделия из нержавейки.
Терминология сварочных процессов с применением инертного газа для новичка может показаться сложной, но опытные специалисты легко в ней разбираются. При выполнении сварочных работ с аргоном необходимо ориентироваться на стандарты ГОСТ – их выполнение гарантирует получение надежного и аккуратного сварного шва, который соответствует критериям качества.
Режимы
Под режимом сварочного процесса следует понимать выбор направления электротока и его полярности при настройке сварочного оборудования. Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например, для соединения конструкций из прочной стали выбирают постоянный электроток прямой полярности, а для сварки мягкого алюминия и его сплавов потребуется выбрать постоянный ток с обратной полярностью.
Определение режима электросварки зависит от физических свойств и химических характеристик металла, с которым предстоит работать. Например, для соединения конструкций из прочной стали выбирают постоянный электроток прямой полярности, а для сварки мягкого алюминия и его сплавов потребуется выбрать постоянный ток с обратной полярностью.
Важным параметром является и сила электротока, которая определяется в зависимости от толщины металлических заготовок, толщины сварочного электрода и выбранной полярности электротока.
Перечисленные параметры настроек сварочного аппарата и характеристик металла взаимосвязаны. Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Нередко опытные сварщики путем многолетней практики определяют наилучшее соотношение параметров, которые более всего подходят для соединения металлов. Параметры настройки режимов сварочного аппарата представлены в таблице.
Качественный сварочный шов возможно выполнить в том случае, если все параметры настроек сварочного аппарата выбраны правильно, а сварочная дуга используется короткая. При выполнении работ в среде инертного газа необходимо следить за его расходованием. Наиболее экономным вариантом расхода является ламинарная подача газа, то есть при подаче газообразное вещество выходит равномерно, без пульсирующих порций и перемешиваний.
Оборудование и оснащение
Принцип работы при выполнении аргонного сварочного соединения заключается в том, что используется широкий перечень необходимого для этой цели оборудования.
Как правило, универсальные аппараты для электрогазосварки аргонного типа оснащаются всеми необходимыми приспособлениями, их выпуск серийный.
Все оборудование, которым работает сварщик при аргонодуговой сварке, можно разделить на 3 типа:
- оборудование специализированное, которое используется для однотипных заготовок из металла;
- специальные приспособления, выполняющие определенные функции и применяемые для сварки однотипных заготовок;
- оборудование универсальное, которое подходит для выполнения всех типов сварочных работ.
Для выполнения сварки в среде аргона одного только сварочного аппарата недостаточно, для осуществления процесса потребуется подготовить следующее оборудование:
- газовая горелка, имеющая керамическое сопло;
- трансформаторы, один из которых используется для сварочного аппарата с напряжением электротока до 70 В, а второй потребуется для подпитки устройств коммутации;
- осциллятор, который присоединяется параллельным способом к точке электропитания и используется для розжига дуги при работе с неплавящимися присадочными прутками;
- проволока-присадка или вольфрамовые электроды;
- газовые баллоны, где содержится смесь с инертным газом;
- рукав для подачи аргона и редуктор;
- контактор, который обеспечит подачу электротока на газовую горелку;
- переключатель в виде реле, используемый для подключения или выключения осциллятора с контактором;
- электрогазовый клапан, необходимый для подачи переменного либо постоянного электротока;
- держак для закрепления сварочного электрода;
- электрофильтр для осциллятора, контролирующий импульсы высоковольтного типа;
- стабилизатор электротока;
- защитная маска, спецодежда и перчатки для сварщика.

Современные технологии сварочных работ в среде инертных газов дают возможность выполнять сварочные соединения заготовок с толстыми кромками.
Для этой цели применяются специальные приспособления, например, горелка, которая может использовать одновременно несколько электродов с вольфрамом, что обеспечивает получение прочного шва и значительно ускоряет процесс выполнения сварочных работ.
Используемые марки аргона
Марки инертного газа регламентируются нормативами ГОСТ 10157-79, согласно которому выделяют 3 вида смесей с различным процентным содержанием основного компонента – аргона:
- марка А – на 99,99% состоит из аргона и предназначается для соединения редкоземельных металлов, таких как цирконий или титан, содержащих химически активные компоненты, а также подобная газовая смесь используется для сборки конструкций особой важности, где качество сварочного шва определяют высокие стандарты;
- марка Б – на 99,96% состоит из аргона и применяется для соединения магниевых или алюминиевых металлосплавов, растворимых в газовой среде;
- марка В – на 99,90% состоит из аргона и используется для соединения нержавеющего типа стали, а также позволяет соединять высокопрочные и жароупорные сплавы, в том числе и чистый алюминий.

Все марки газа, применяемые для выполнения аргонодуговой сварки, сертифицируются и соответствуют нормам стандартов ГОСТ.
Особенности процесса
Работа по соединению цветных сплавов и литья черного металла в аргонной среде требует определенного навыка, поэтому варить новичку своими руками такие заготовки будет непросто. Выполняя сварочные работы, следует помнить, что титан, медь, алюминий, силумин и бронза имеют физические и химические различия по сравнению с чугуном и сталью. При расплавлении стали или цветных сплавов жидкий металл имеет свойство поглощать примеси, образующиеся в результате плавления под действием высоких температур, что приводит к наличию в сварочном шве пористости. Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Инертный газ, применяемый для защиты расплавленного металла, устраняет проникновение посторонних продуктов плавления в сварочную ванну, тем самым укрепляя шов.
Аргонодуговая сварка является универсальным методом, технология которого используется для ремонта кузовного железа, внутреннего угла двери автомобиля, алюминиевых элементов кузова и поддона картера, для установки дополнительного оборудования и сварки тонкого металла. Нередко для выполнения таких работ используется техника применения газа с поддувом, причем расход аргона даже в таком случае будет меньше, чем гелия при его применении. Детали могут соединяться встык или внахлест, чаще всего работу проводят неплавящимся электродом из вольфрама, а для розжига электродуги применяют осциллятор.
Получение качественного и прочного шва возможно при соблюдении технологии выполнения работ.
Основным моментом является предварительная подготовка металла к сварке: кромки, предназначенные для соединения, зачищают от поверхностной пленки оксидов, а затем обезжиривают с помощью растворителя. Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
Основа сварки – подача неплавящегося электрода, который перед применением необходимо заточить под острым углом 25–30°, если предстоит соединить заготовки из титана, стали или меди. Для соединения алюминия затачивать электрод не нужно, так как при поджиге на нем образуется округлый наплыв, который и будет формировать сварочную ванну.
В зависимости от типа свариваемых материалов выбирается и присадка. Это может быть проволока из алюминия, нержавеющей стали, а также медно-никелевые или латунные прутки. Состав сплава у присадочных материалов указывается в соответствующем справочнике по маркировке, имеющейся на конце прутка. Кроме того, важно правильно выбрать и сам сварочный аппарат. Например, для соединения медной детали с алюминием, толщина которых не превышает 7 мм, потребуется мощное сварочное оборудование промышленного типа, которое дает мощность до 400–500 А. Настройка аппарата перед началом работы является важным условием, причем сила тока и напряжение выбираются исходя из размера вольфрамового или обычного электрода.
При подаче сварочной проволоки вылет стержня зависит от типа сварного соединения, например, для угловых швов вылет должен превышать показатель 2 мм. В случаях, когда вольфрамовый электрод слишком быстро сгорает, его вылет следует уменьшить.
У современных аппаратов имеется опция «Заварка кратера», она применяется для того, чтобы обеспечить плавное угасание дуги после того, как формирование шва будет завершено. Например, если выполняется соединение деталей, толщина которых 3 мм, то значение этого параметра ставят на показатель 2–3 сек. Кроме того, перед сваркой настраивают и предварительную продувку области проведения работ. Такое действие необходимо, чтобы в процессе выполнения работы не появлялись дефекты шва, так как в неостывшем металле появляется пористость. Последовательность выполнения сварочного процесса заключается в следующем:
- выполняется зачистка кромок, и если материал довольно толстый, то делают скосы для сварочного шва, а затем обезжиривают поверхность металла;
- все детали фиксируются специальными зажимами, после чего можно приступать к выполнению процесса сварки;
- осуществляют поджиг электрической дуги, причем если эта процедура контактная, то на горелке нажимают кнопку и электродом прикасаются к одной из кромок металла, а при бесконтактном розжиге такого касания делать не нужно;
- следующим этапом выполняют сварочную ванну, для этого допускается сделать несколько поперечных колебательных движений сварочным электродом по стыкуемому материалу в области сварного шва, при этом присадка должна начать плавление и равномерно распределяться в сварочной ванне;
- инертный газ в процессе работы обдувает место сварки, но это должно происходить умеренно, чтобы не разбрызгивать металл и не мешать его плавлению.

Опытные сварщики рекомендуют соединять тонкие листы металла без применения присадки. Чтобы выполнить сварочный шов, вольфрамовый электрод располагают под небольшим углом таким образом, чтобы кромка одного листа наплавлялась на кромку второго листа.
О сварке аргоном смотрите далее.
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото
Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др. ) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства.
Самодельный аппарат для аргонной сварки
Действительно, сделать и эффективно использовать такое устройство можно, о чем свидетельствуют многочисленные фото и схемы подобных аппаратов в интернете.
Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам.
Для чего необходим газ при выполнении сварки
При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным.
Схема процесса сварки в среде защитного газа
Избежать таких проблем позволяет использование инертного газа аргона, при помощи которого защищают область выполнения сварочных работ.
Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей.
Общая схема аргонодуговой сварки
Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками).
Комплектующие для самодельного аппарата аргонной сварки
Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка.
Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения)
На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки).
Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата.
Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно.
К изготовлению горелки следует подойти очень ответственно, так как от правильности ее работы во многом зависит качество формируемого соединения, а также удобство использования самодельного сварочного аппарата.
Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм.
К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным.
Самодельная горелка
Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей.
Порядок изготовления устройства для сварки в среде аргона
Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана.
Комплектующие для самостоятельного изготовления горелки
К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров.
Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя.
Собираясь изготовить своими руками аппарат для аргонной сварки, имейте в виду, что не следует применять для защиты сварочной зоны смесь газов. Как показывает практика, только чистый аргон (не менее 99% чистоты) может обеспечить получение качественного и надежного сварного соединения.
Тонкости выполнения аргонной сварки
У технологии аргонной сварки есть свои тонкости. Рассмотрим их.
Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги.
Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня.
Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления
Сварочную дугу, чтобы не допустить оплавления конца электрода и его загрязнения, зажигают не на поверхности соединяемых деталей, а на специальной угольной пластине.
Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки.
Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке.
Необходимость строгого соблюдения данного правила объясняется следующим.
- Движение вдоль оси электрода не выполняется по той причине, что он не расплавляется в процессе горения сварочной дуги.
- Движение в поперечном направлении нельзя выполнять из-за того, что в таком случае из-под защиты аргона будет выведена область выполнения сварки, где присутствует расплавленный металл.
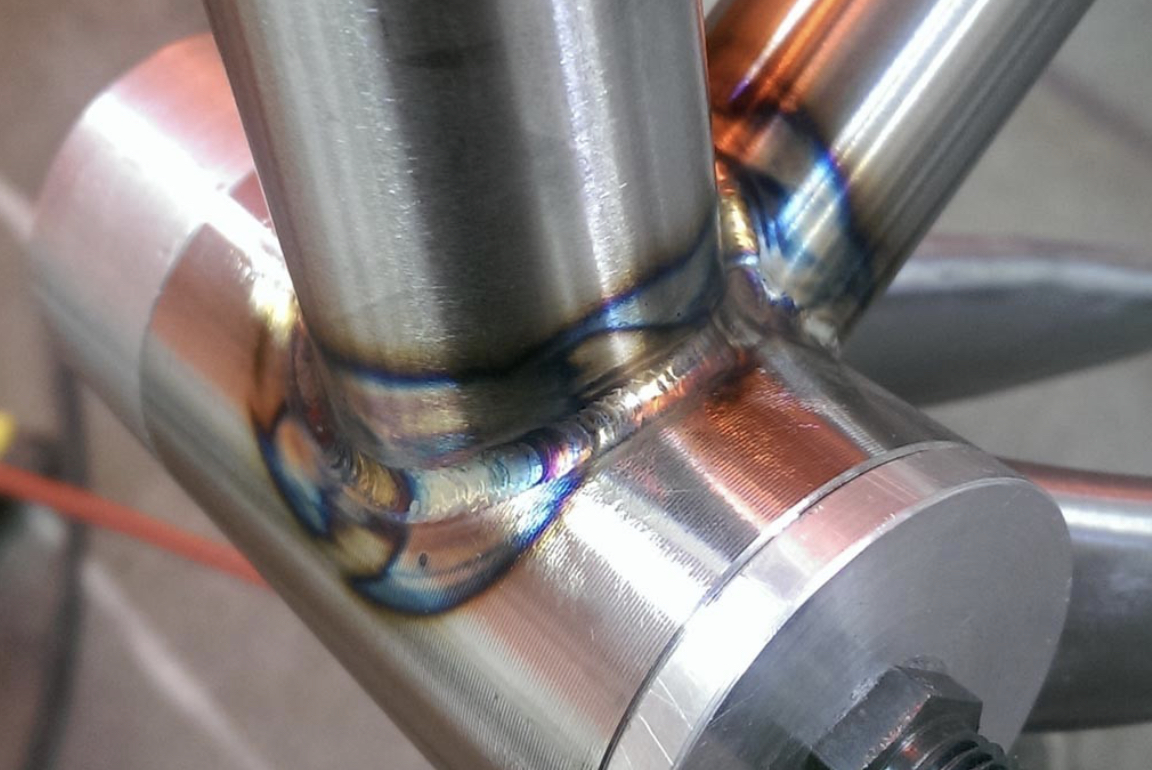
Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений.
Качественный шов – визитка профессионального сварщика
Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей.
Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями.
Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга.
Если хорошо усвоить всю необходимую теоретическую информацию о технологии аргонной сварки и немного потренироваться, то даже с помощью самодельного сварочного аппарата можно получать качественные, надежные и аккуратные соединения.
Оценка статьи:
Загрузка…Поделиться с друзьями:
АРГОННАЯ СВАРКА И ВОССТАНОВЛЕНИЕ КОРПУСА КПП/АКПП ИЗ СПЛАВОВ АЛЮМИНИЯ за 1500 руб.
АРГОННАЯ СВАРКА ЦВЕТНЫХ МЕТАЛЛОВ, ЧУГУНА, ТИТАНА, НЕРЖАВЕЮЩИХ СТАЛЕЙ.
У нас произведут профессиональные услуги по сварочным работам: Сварка ручной электродуговой сваркой покрытыми электродами и неплавящимся электродом в среде защитного газа-аргона (с использованием импортных материалов), по сварке и наплавки деталей и узлов, рам, (легковой, грузовой и мотто техники) из чугуна, чёрных и нержавеющих сталей, титана, меди, алюминия и его сплавов.
Производимые работы по сварке и ремонту:
1.Размороженных и пробитых (в результате обрыва шатуна) блоков.
2. Головок блока, (наплавка по плоскости, прогаров, коррозий, заварка трещин).
3. Впускных и выпускных коллекторов двигателя из чугуна и алюминия.
4. Корпусов КПП и АКПП, (аварийных машин).
5. Поддонов двигателя, (восстановление сливных отверстий, пробоин, трещин).
6. Клапанных крышек.
7. Корпусов стартера и генератора.
8. Кронштейнов двигателя.
9. Восстановление каркасов наружных зеркал автомобиля.
10. Извлечение обломков болтов и шпилек из корпусов и деталей двигателя и оборудования.
11. Литых дисков колес, (трещин, сколов), и их правка.
12. Мелкий ремонт алюминиевых радиаторов системы охолождения, испарителей кондиционера и их трубок. Заправка, диагностика и ремонт систем кондиционера.
13. Деталей подвески и кузова из алюминия.
14. Восстановление шпоночных пазов и посадочного места шкивов коленчатого вала двигателя. При необходимости возможна мех-обработка плоскостей блоков, головок блока, поддонов, коллекторов, (шлифовка, фрезеровка, расточка, хонинговка).
15. Возможно изготовление ёмкостей и т.п. по эскизам и материала заказчика.
16.Сварка и ремонт изделий, вещей используемых в быту.
17.Сварка рам мотоциклов, велосипедов и самокатов.
18. Сварка деталей мотоциклов и скутеров.. 19.Сварка корпусов катеров, яхт и т.п. 20.Восстановление корпусов двигателей катеров. 21.Пайка меди, латуни, чугуна, и нержавеющей стали. 22. Выезд к клиенту на место проведения работ.
СВАРОЧНЫЙ АППАРАТ АРГОННОЙ СВАРКИ AURORAPRO INTER TIG 200 PULSE
СВАРОЧНЫЙ АППАРАТ АРГОННОЙ СВАРКИ AURORAPRO INTER TIG 200 PULSE
| Напряжение питающей сети | 220 В |
| Потребляемая мощность | 4.5 кВт |
| Рекомендуемая мощность генератора | 6.2 кВт |
| Потребляемый ток (TIG/MMA) | 28.2 А |
| Максимальный ток (TIG/MMA) | 200 А |
| TIG СВАРКА | |
| Напряжение холостого хода | 56 В |
| Диапазон сварочного тока TIG | 10 — 200 А |
| Режим работы при 40 ⁰С | 200 A / 60 % |
| MMA СВАРКА | |
| Режим работы при 40 ⁰С | 200 % |
| Степень защиты | IP21 |
| Габаритные размеры | 432x204x302 мм |
| Вес | 13 кг |
| Производитель | AuroraPRO |
| Модель | INTER TIG 200 PULSE |
INTER TIG 200 PULSE — максимально функциональный и удобный в эксплуатации аппарат на 220В. Предназначен для профессиональной аргонодуговой сварки TIG постоянным током DC, и для полноценной сварки штучным электродом MMA. ИНТЕР ТИГ 200 ПУЛЬС может широко применяться для сварки углеродистой стали, нержавеющей стали, различных сплавов стали, меди, и других цветных металлов. Понятная любому сварщику панель управления в виде кривой циклограммы и символов обеспечит простоту настроек сварочного режима для выполнения широкого спектра сварочных задач. В режиме ПУЛЬС аппарат выдает достаточно мощный импульс для стабильной работы с тонкими материалами и для снижения коробления листовых материалов. В режиме ручной сварки плавящимся электродом MMA возможна работа в сетях с низким питающим напряжением.
Панель управления:
- регулировка верхнего уровня сварочного тока для пульса (Peak Current)
- регулировка базового сварочного тока (Base Current)
- регулировка частоты пульса (Pulse Frequency)
- регулировка заварки кратера (Down Slope)
- настройка формы пульса / выключение пульса
- переключение между режимами TIG и MMA
- выбор режима работы: 2-х / 4-х тактный
Диапазон регулировки частоты пульса:
- нижняя частота: 0.5 — 2.0 Гц
- средняя частота: 50 — 200 Гц
Особенности:
- универсальный источник для аргонодуговой сварки ТIG и для сварки MMA
- интуитивно понятная панель управления
- режим PULSE для максимально качественного выполнения сварочных работ
- высокочастотный бесконтактный поджиг дуги HF
- работа при пониженном напряжении питающей сети до 160В
- комплект сварочных аксессуаров в стандартной комплектации
Применение:
- декоративные работы
- промышленность
- стройка
- сантехнические работы
- строительство трубопроводов
Комплектация:
Гарантия — 2 года!
Данный аппарат может быть установлен на тележку AuroraPRO
Видеообзор:
Сварка АРГОН. сварочные работы любой сложности в Красноярске
Город Красноярск
Дополнительно
Aдрес: г. Красноярск, ул Краснодарская 44 а гаражный корп. рассвет, график работы: с 9-00 до 20-00, без выходных.
Гараж №85 .
ARGONAVT-I.tiu.ru
[email protected]
vk.com/club78656434
АРГОН.сварочные работы любой сложности очень качественно. стаж 7лет
— изготовление выхлопных трасс
— ремонт старого выхлопа
— ремонт лодочных моторных винтовых лопастей
— ремонт мелких деталей для вашего автомобиля(трубки.штуцера.кронштейны и т.д.)
— ремонт деталей из чугуна 100р см — ремонт деталей из нержавейки 10р см 0.8 до 10мм — ремонт деталей из черного металла
— ремонт деталей из аллюминия от 25р до55 0.8 до 10мм 10% скидка свыше 3х-метов
— ремонт лопнувших лобовых частей агрегата двс
— ремонт пробитых поддонов агрегата 900р
— ремонт пробитых бензобаков из металла и AL 1000р
— ремонт трубок кондиционера
— ремонт боковых подножек и деталей для мототехники из алюминия
— индивидуальные кенгурятники, Фаркопы, Дуги защиты, Пороги на заказ.
— изготовление интерьерных лестниц и ограждений. крыльцо навессы
— сварка дисков, пайка
— печи и котлы от 3мм до 10мм из трубы или листа
— сварочные работы, Выезд. 500р за
-CI от 50р
-AL от 10р до 45р см за изготовление баков-лестниц- и т.д -по часовая работа сварщика от 800р за час с слесарям( помощником сварщика ) от 1400р в зависимости какие виды работ будут проводиться! -изготовление ни стандартных деталей-металла конструкции и т.д -индивидуальный подход к каждому клиенту.
-качество сварного шва 100% Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Технология аргонодуговой сварки неплавящимся электродом
Дуга горит между свариваемым изделием и неплавящимся электродом (обычно из вольфрама). Электрод расположен в горелке, через сопло которой вдувается защитный газ. Присадочный материал подается в зону дуги со стороны и в электрическую цепь не включен.
Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и присадочная проволока перемещаются без непосредственного участия сварщика.
При этом способе сварки зажигание дуги, в отличие от сварки плавящимся электродом, не может быть выполнено путем касания электродом изделия по двум причинам. Во-первых, аргон обладает достаточно высоким потенциалом ионизации, поэтому ионизировать дуговой промежуток за счет искры между изделием и электродом достаточно сложно (при аргонной сварке плавящимся электродом после того, как проволока коснется изделия, в зоне дуги появляются пары железа, которые имеют потенциал ионизации в 2,5 раза ниже, чем аргона, что позволяет зажечь дугу). Во-вторых, касание изделия вольфрамовым электродом приводит к его загрязнению и интенсивному оплавлению. Поэтому при аргонной сварке неплавящимся электродом для зажигания дуги параллельно источнику питания подключается устройство, которое называется «осциллятор».
Осциллятор для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
Для улучшения борьбы с пористостью к аргону иногда добавляют кислород в количестве 3–5%. При этом защита металла становится более активной. Чистый аргон не защищает металл от загрязнений, влаги и других включений, попавших в зону сварки из свариваемых кромок или присадочного металла. Кислород же, вступая в химические реакции с вредными примесями, обеспечивает их выгорание или превращение в соединения, всплывающие на поверхность сварочной ванны. Это предотвращает пористость.
Область применения и преимущества аргонодуговой сварки
Основная область применения аргонодуговой сварки неплавящимся электродом – соединения из легированных сталей и цветных металлов. При малых толщинах аргонная сварка может выполняться без присадки. Способ сварки обеспечивает хорошее качество и формирование сварных швов, позволяет точно поддерживать глубину проплавления металла, что очень важно при сварке тонкого металла при одностороннем доступе к поверхности изделия. Он получил широкое распространение при сварке неповоротных стыков труб, для чего разработаны различные конструкции сварочных автоматов. В этом виде сварку иногда называют орбитальной. Сварка неплавящимся электродом – один из основных способов соединения титановых и алюминиевых сплавов.
Как решить 10 типичных проблем при сварке TIG [Руководство]
Предполагая, что у вас есть полный баллон, нужный тип газа и нет утечек, учтите, что резервуар может быть загрязнен влагой. Загрязнение баллона защитным газом случается нечасто, но возможно. Обратитесь к поставщику газа, чтобы решить эту проблему.Узнайте больше о передовых методах использования защитного газа TIG.
| Рис. 1: Плохое газовое покрытие приводит к загрязнению. |
2. Сварка алюминия с неправильной полярностью / регулировка баланса
Этот сварной шов TIG (рис. 2A) был создан с полярностью аппарата, установленной на отрицательном электроде постоянного тока (DCEN). Как видите, при сварке слой оксида алюминия не разрушился. Это привело к образованию сварного шва, в котором присадочный металл смешался с частично расплавленным оксидом и образовал загрязненный валик, показанный здесь. Чтобы избежать этого, всегда выполняйте сварку алюминия методом TIG с установленной полярностью на переменный ток (AC).
СваркаTIG на переменном токе (рис. 2B) позволяет положительной части цикла электрода (EP) удалять оксид алюминия, в то время как отрицательная часть электрода (EN) плавит основной металл. Функция, называемая контролем баланса переменного тока, позволяет операторам настраивать соотношение EP и EN. Если вы заметили коричневатое окисление или хлопья, похожие на черный перец в сварочной ванне (рис. 2C), уменьшите настройку баланса, что увеличит время EP или время, затрачиваемое на «действие очистки». Однако обратите внимание, что слишком много EP вызывает чрезмерное сгибание вольфрама (рис. 2D) и может вызвать слишком сильное травление.Наконец, при сварке алюминия методом TIG не начинайте сварку, пока лужа не станет похожей на блестящую точку. Это указывает на то, что оксид был удален, и можно безопасно добавлять наполнитель и двигаться вперед. Добавление наполнителя в зону сварного шва до того, как оксидный слой будет должным образом удален, приведет к загрязнению.
| |
Рисунок 2A: Алюминий, сваренный на постоянном токе аргоном |
| |
Рисунок 2B: Идеальный сварной шов алюминия |
| |
Рисунок 2C: Установлен слишком высокий баланс переменного тока (недостаточное удаление оксидов) |
| |
| Рисунок 2D: вольфрам в баллонах, вызванный низкой настройкой баланса (превышение EP) |
3.Зернистость сварного шва
На рис. 2В показано, как должен выглядеть алюминиевый валик для сварки TIG. На рис. 3 показан валик с зернистостью, которая обычно возникает из-за проблем с присадочным металлом. Например, алюминиевый присадочный стержень 4043 от одного производителя может иметь свойства, отличные от свойств стержня 4043 от другого производителя. Сварщику (если позволяет приложение) может потребоваться соответствующая корректировка марки присадки. Стержень также может быть неисправен (слишком много определенного ингредиента). У сварщика может быть даже неправильный тип присадочного стержня, например, присадочный материал 4043 вместо присадочного материала 5356.
Перед сваркой всегда проверяйте тип присадочного металла и удаляйте с поверхности всю смазку, масло и влагу, чтобы предотвратить загрязнение.
| |
| Рисунок 3: Зернистый алюминиевый шов |
4. Отсутствие расплавления в корне
Отсутствие проплавления у основания тройникового или углового шва может быть вызвано рядом факторов: неправильной подгонкой, слишком далеко от места соединения горелки (увеличение длины дуги) и неправильной подачей присадочного стержня. , назвать несколько.Эта проблема может чаще встречаться с машиной на основе трансформатора, поскольку дуга имеет тенденцию блуждать между двумя сторонами соединения, ища путь наименьшего сопротивления. В этом случае уменьшение длины дуги обеспечит лучший контроль направления и поможет увеличить проплавление. Также важно не допускать недостаточного заполнения стыка или слишком быстрой сварки.
Обратите внимание, что инверторные машины (особенно с расширенными возможностями управления выходом, такими как регулируемая частота и импульсное управление) обеспечивают больший контроль над дугой.Эти элементы управления создают более узкий, более сфокусированный конус дуги, который обеспечивает лучший контроль направления сварочной ванны и более глубокое проплавление (и часто при увеличенных скоростях движения).
| |
| Рисунок 4: Отсутствие слияния в корне |
5. Кратеры
Кратеры, подобные показанной на рисунке 5A, обычно возникают в конце сварного шва и часто приводят к растрескиванию.Причины включают мгновенное снижение мощности сварки (что приводит к слишком быстрому охлаждению лужи) и слишком быстрое извлечение присадочного стержня в конце сварного шва. Проблемы с растрескиванием кратера можно легко устранить, продолжая подавать присадочный пруток, медленно снижая ток в конце сварного шва. Обратите внимание, что некоторые сварочные аппараты TIG имеют функцию контроля образования кратера, которая автоматически снижает ток в конце шва. В результате получается красивый сварной шов, как показано на Рисунке 5B.
| |
| Рисунок 5A: Плохо заполненные кратеры сварного шва |
| |
| Рисунок 5B: Заполненная кратер сварного шва |
6.Грязная основа и / или присадочный металл
Первое, что вы должны знать о сварке, — это очистка материалов перед сваркой. На этой фотографии (рис. 6А) показано, что происходит, если не очищать прокатную окалину от горячекатаной низкоуглеродистой стали. Необходимо очистить все основные и присадочные металлы, независимо от того, является ли загрязнитель прокатной окалиной, оксидом алюминия или грязью и жиром на присадочном металле. Отшлифуйте, почистите щеткой и вытрите все возможные загрязнения. Для очистки алюминия используйте щетку из нержавеющей стали для предотвращения загрязнения другими металлами.
На рисунке 6B показано, что происходит, когда сварной шов на мягкой стали был должным образом очищен перед сваркой. На рис. 6С показан сварной шов на хромомолибденовой трубе, который не был очищен, а на рис. 6D показан сварной шов, который был очищен перед сваркой.
| |
| Рисунок 6A: Неочищенный стальной сварной шов |
| |
| Рисунок 6B: Сварной шов чистой стали |
| |
Рисунок 6C: Неочищенный хромомолибденовый |
| |
| Рисунок 6D: Очищенный хром молибденовый |
7.Плохой цвет нержавеющей стали
На рис. 7A показано изменение цвета сварного шва из нержавеющей стали, вызванное перегревом, который не только влияет на цвет материала, но также снижает его коррозионную стойкость и механические свойства. К сожалению, как только эта ошибка сделана, ничего нельзя сделать, чтобы исправить ее, кроме как списать деталь и начать заново. Чтобы предотвратить перегрев, уменьшите силу тока, немного увеличьте скорость движения или сократите длину дуги. Если ваше сварочное оборудование оснащено функциями импульсной сварки, сейчас самое время узнать, как их использовать.Импульсный режим снижает тепловложение и обеспечивает отличный контроль сварочной ванны. На рис. 7В показана правильная окраска нержавеющей стали.
| |
| Рисунок 7A: Плохой цвет нержавеющей стали |
| |
| Рисунок 7B: Хорошая цветность нержавеющей стали |
8. Шугаринг на нержавеющей стали
На Рисунке 8 показано шугаринг на обратной стороне сварного шва из нержавеющей стали.При контакте с кислородом воздуха вокруг сварного шва происходит засахаривание (окисление). Лучший способ предотвратить засахаривание — продуть сварной шов защитным газом аргоном или уменьшить сварочный ток.
| |
| Рисунок 8: Шугаринг нержавеющей стали |
9. Слишком большая сила тока на алюминии
На рис. 9A показано, как выглядит сварной шов на алюминии при слишком высоком значении силы тока.Это создает более широкий профиль, плохо очерченный валик и потенциально может привести к прожогу. Чтобы решить эту проблему, уменьшите силу тока и / или увеличьте скорость движения. Вернитесь к рисунку 2B, чтобы определить идеальный сварной шов.
| Рисунок 9: Чрезмерная сила тока / тепловложение |
10. Правильный контроль длины дуги
Изменение цвета в середине этого сварного шва алюминия (рис. 10) произошло в результате увеличения длины дуги.Длина дуги, то есть расстояние между электродом и основным металлом, определяет сварочное напряжение TIG. Слишком длительное выдерживание дуги увеличивает общее тепловложение и возможность деформации, расширяет сварной шов при одновременном уменьшении проплавления и ухудшает внешний вид сварного шва. Практикуйтесь в поддержании постоянной длины дуги, чтобы улучшить контроль подвода тепла и улучшить качество сварного шва.
| |
| Рисунок 10: Изменение длины дуги |
Эта статья изначально была опубликована в журнале The Fabricator и опубликована с разрешения.
Как выполнять сварку TIG — базовая техника
Новички в сварке TIG должны начинать со стали толщиной 2 или 3 мм. Сварочная ванна больше и легче контролируется на толстой стали, что облегчает развивайте технику — пытаться учиться на более тонком материале будет труднее. В этом уроке мы использовали сталь толщиной 2 мм. Сварщик был настроен на 50 ампер, и вольфрам и присадочный стержень были 1,6 мм.
Наладка станка, шлифовка и вылет вольфрама описаны на страницу настройки TIG.Консультации по настройке мощности для разной толщины стали можно найти на TIG Таблица усилителей.
Найдите устойчивое положение
При сварке TIG необходимо контролировать расстояние между вольфрам и работа с точностью до 1 мм. Это возможно только с хорошей сварочной позицией. На фотографиях сварщик использовал несколько трюков:
- Чтобы вас запутать, мы сфотографировали сварщика-левши.Если вы правша держите фонарь в правой руке.
- Сварщик сидит и работает на скамейке. Его верхняя часть тела вес не поддерживается скамьей — скамья используется только для позиционирование.
- На фото гибкая головка резака (очень удобная) используется для держите резак под углом, слегка касаясь рукой скамья. Рука должна опираться на кусок дерева для правильного угол со стандартной горелкой.
- Провод резака обернут вокруг его руки. Это берет вес провода от резака и снижает вероятность заедание в процессе сварки.
- Головка расположена сбоку, что обеспечивает хороший обзор сварочной ванны. Новички очень часто прячут сварной шов за газовый кожух.
- Освещение сбоку, а также над головой — позволяет сварщику видеть положение вольфрама перед начало сварного шва.
- Факел будет двигаться в направлении красной стрелки на фотографии. (на самом деле это не уловка, но о нем стоит упомянуть, пока фотография здесь).
Расслабленные мышцы помогут управлять горелкой — старайтесь не выполнять сварку TIG сразу после удара молотком или другой физической активности, и убедитесь, что в мастерской комфортная температура.
Красная точка на фотографии чуть ниже фонарика показывает область, сварщик будет смотреть во время сварки.Это крошечная территория, поэтому для для хорошего обзора глаза должны быть близко к сварному шву. Это очень распространено для Когда люди впервые приступают к сварке TIG, обнаруживают, что им нужны очки.
Угол и движение резака
Видео демонстрирует угол, положение и движение резака. Превыше всего это показывает, что такое деликатный процесс TIG. Движение факела стабильное в видео и ненадолго останавливается, пока добавляется наполнитель.
Резак удерживают под углом примерно 20 градусов от вертикали, наклоняя так, чтобы вольфрам указывает в направлении сварного шва. Наклон способствует сварочная ванна формируется перед горелкой, что упрощает добавление наполнителя стержень.
Зазор между вольфрамом и деталью должен быть между 1x и 1,5 диаметра вольфрама. Мы используем вольфрам 1,6 мм Таким образом, зазор составляет около 2 мм.
Рекомендуется перемещать резак по заготовке на холостом ходу. перед сваркой убедитесь, что угол наклона горелки и расстояние до места работы можно поддерживать естественным путем, и что нет ничего, что затруднять движение.
Обучение сварке TIG
Начните с зажигания дуги на стали. Почувствуйте дугу и сварной шов лужа.
Затем попробуйте приварить поверхность листа без присадки. стержень.Это поможет вам почувствовать, как движется лужа, и потренироваться в поддержании плотной длины дуги. Наконец, переходим к добавлению наполнителя провод как на видео ниже.
Мы использовали присадочный стержень 1,6 мм, но было бы намного проще подайте в бассейн присадочный стержень диаметром 1,0 мм.
На что стоит обратить внимание в видео:
Вольфрам расположен примерно в 2 мм от сталь.положение можно проверить, нажав на вольфрамовый против работы перед началом сварки. Есть короткая предварительная подача газа, а затем дуга запускается с использованием HF (высокочастотный запуск).
Горелка остается неподвижной в течение нескольких секунд, чтобы обеспечить сварку. бассейн для формирования. Размер исходной сварочной ванны определяет ширину сварного шва. Большой бассейн, как правило, приводит к широкому сварному шву с большой провар и небольшая лужа в более узком шве с меньшее проникновение.
Вы можете увидеть кончик отраженного вольфрама в сварочной ванне. О длине дуги можно судить по расстоянию между концом вольфрама и отражением в бассейне. Чем ближе вы познакомитесь с TIG, тем легче будет судить длина дуги равна ширине и высоте самой дуги.
Присадочный стержень добавляется в самую переднюю часть сварочной ванны. — сварочная ванна плавит присадочный пруток, а не дуга.Добавление присадочный пруток охладит сварочную ванну.
Запорный стержень находится низко — слишком высоко и дуга закрутила бы его обратно. Если длина дуги слишком велика, присадочная проволока будет плавиться еще до того, как достигнет лужи.
Заполняющий стержень все время находится под газовым кожухом. Этот держит его близко к дуге, чтобы он оставался теплым и облегчал плавится, а также предотвращает его окисление.
По окончании сварки горелка немного отведен назад и выключен. Факел держится в положение, пока не прекратится подача газа после продувки. Постпоток защищает вольфрам и конец сварочной ванны.
С первой попытки ничего не выйдет — их так много вещи, происходящие в то же время, на которых вы, как правило, сосредотачиваетесь, пока другие сбиваются с пути.Лучше всего начать с настройки дугового зазора. После некоторой практики это станет естественным, и вы сможете сосредоточиться на сварочная ванна и добавление присадочного стержня. Как только это там, посмотрите, насколько широким сварочную ванну и отрегулируйте скорость движения, чтобы контролировать проплавление. Только когда все это будет сделано, вы начнете добиваться аккуратного сварные швы, на которые способна TIG.
Длина дуги
Длина дуги контролирует количество тепла в сварном шве.TIG — это постоянная текущий процесс (усилители, которые вы установили на машине, — это усилители, которые вы получите), но увеличение длины дуги приведет к увеличению напряжения, которое, в свою очередь, нагревает сварной шов.
Новички, как правило, имеют слишком большую длину дуги, опасаясь загрязнения. вольфрам. Его следует поддерживать в пределах от 1 до 1,5 раз больше диаметр вольфрама (длина дуги от 1,6 мм до 2,4 мм для 1.6мм вольфрам мы используем).
Чрезмерная длина дуги затрудняет управление дугой, и также сильно нагреет вольфрам, поэтому, если вы все-таки коснетесь в сварочную ванну вольфрам впитает изрядное количество стали. Это что случилось с вольфрамом на фото и это большое разочарование для начинающих. Благодаря плотной дуге вольфрам остается холодным и трогательным. вниз почти не снимает острие вольфрама.
Размер и скорость
Видео и фото не дают ощущения масштаба. Сварной шов в видео имеет ширину всего 4 мм, что примерно вдвое меньше ширины MIG или Arc валик для материала той же толщины.
Скорость перемещения составляла около 1 мм в секунду, что опять же намного меньше, чем у MIG. или Arc, но быстрее, чем вы можете себе представить, пока вас отвлекает все остальное, что необходимо для обучения сварке TIG.
Сварной шов довольно плоский — менее 0,5 мм в высоту. Идеал для сустава было бы иметь армирующую толщину сварного шва над работой около 10% толщины материала.
Наш сварной шов не прошел через нижнюю часть 2-миллиметрового листа. Мы не стремимся к проникновению, а просто попрактикуемся в укладке. бусы.
Если ваша бусина проникает сквозь заднюю часть стали до того, как вы получите навык укладки красивого бусинки вполне вероятно, что ваша скорость передвижения слишком медленно.
О скорости движения можно судить по ширине зоны термического влияния. вокруг сварного шва (обесцвеченная часть). На фотографии это вполне узкие, может быть, 15 мм от края до края.
Если сварка была выполнена при более низком токе и меньшей скорости движения до Компенсировать зону термического влияния было бы намного шире. Так низко скорость движения на самом деле нагревает сварной шов больше, так как тепло отводится от сварочной ванны до ее создания.
Подача присадочных стержней для сварки TIG
В сварке TIG происходит так много всего, что это, наверное, лучший вариант. не протягивать проволоку для первых нескольких тренировочных бусин. Просто держись проволоку и перестаньте добавлять ее, пока не обожглись пальцы.
Когда все остальное в порядке, происходит подача присадочного стержня. естественно. Проволоку можно подавать любым удобным для вас способом. а вот видео простого способа.
Вам нужно только подать проволоку, чтобы сохранить расстояние между вашими пальцами и дугой — скорость подачи намного ниже, чем показано на видео.
Запорные стержни довольно длинные. С ними намного легче работать, если вы разрезаете их пополам.
Проблемы?
Вы начали с стали толщиной 2 или 3 мм, не так ли? Это действительно много легче, чем тонкий материал.
Два сварных шва на фото справа были выполнены начинающим TIG. сварщик. На первом фото сварщик изо всех сил пытался контролировать сварочная ванна, и возникли проблемы с добавлением присадочного стержня.
Вторая сварка была сделана сразу после этого без дополнительной подготовки. Единственная разница — это толщина стали (и отрегулированный ток в соответствии с). Увеличенная толщина означает, что сварочная ванна больше и легче контролировать, что значительно упрощает добавление присадочного стержня.
Пластина на втором фото не подготовлена должным образом — стальная должен быть полностью блестящим, без ржавчины или прокатной окалины, иначе сварной шов выплюнет сталь обратно на вольфрам и сразу же загрязнит его. как только вы начнете сварку.
Простота сварки более толстого материала облегчает понимание и развиваем технику. Также это дает большой прирост уверенности. Как только вы освоите технику, ее легко перенести на более тонкий материал.
Следующий шаг
Надоедает укладывать бусинки на тарелку. Когда вы освоите базовую технику попробуйте несколько стыковых швов. Они дадут гораздо лучшая обратная связь по скорости движения и количеству присадочного стержня, Добавить. После этого попробуйте несколько угловых швов. — именно то, что я понял, заставило меня щелкнуть сваркой TIG.
Далее: Сварка: руководство «Сделай сам»> Учебное пособие по TIG> Стык Сварка сверхуСварка MIG с использованием 100% аргона в качестве защитного газа • WelditU
0Отсутствие газа MIG в середине проекта — проблема, с которой в конечном итоге столкнется большинство сварщиков.
Поскольку многие из нас также имеют под рукой резервуар с чистым аргоном для других типов сварки, сможет ли сварка MIG со 100% -ным аргоном на низкоуглеродистой стали завершить проект без посещения поставщика газа?
Или возможно ли выполнять сварку MIG только с использованием аргона и обойтись без использования 100% аргона для сварки сварочным газом для всех ваших работ MIG и TIG?
В этой статье:
Могу ли я сваривать сталь методом MIG, используя 100% аргон?Как сварщик-любитель, я держу один баллон с газом C25, а другой со 100% аргоном для сварки алюминия MIG.Когда в баллоне MIG заканчивается, невозможно узнать, как долго хватит газа.
Когда начинаешь новый проект с низким баллоном, я могу рискнуть закончиться в середине проекта, решу вложить деньги в еще одну бутылку C25 или обменять не полностью пустой баллон на полный.
Мне не понравился такой выбор, поэтому я рассмотрел возможность сварки MIG со 100% -ным аргоном.
Я обнаружил, что да, , 100% аргон, можно использовать для сварки MIG стали , но следует ожидать, что сварной шов будет слабым, хрупким и непривлекательным.
Профиль сварного шва MIG из 100% аргона (вверху слева) по сравнению со смесью MIG (внизу справа).Использование 100% аргона для сварки MIG не обеспечивает достаточной теплопроводности для сварочной ванны черных металлов. Внешние края дуги остаются холодными, что приводит к высокому и узкому профилю проплавления с минимальным сплавлением, а также к поднутрению, которое еще больше ослабляет сварной шов.
Сварка MIG с использованием 100% аргона в качестве защитного газа на низкоуглеродистой стали известна своей потерей пластичности, что приводит к хрупкости.
Сварка MIG с аргоном
Я буду использовать 100% аргон для сварки MIG стали до тех пор, пока:
- Внешний вид сварного шва не важен
- Никто не пострадает, если сварной шов не удастся
- Неудачный сварной шов не будет в противном случае у меня возникнут проблемы
Также учтите, что с большим количеством брызг и неустойчивой дугой поверх жесткой сварочной ванны сварка чистым аргоном не доставляет удовольствия. При регулярном использовании сварка MIG только с аргоном не является подходящей заменой защитного газа MIG-смеси.
На форумах много разговоров от тех, кто добился успеха при сварке MIG с использованием чистого аргона в защитном газе, и я нашел эти советы:
- Естественно хотеть увеличить температуру, когда вы видите высокий, узкий, холодный -смотровые сварные швы. Но с узким профилем проникновения чистого аргона вы, скорее всего, прожигете тонкие материалы до того, как валик расплющится.
- Сделайте фаску на стыках, чтобы добиться лучшего сплавления и повышения прочности сварных швов.
Подробнее о чистом аргоне в качестве защитного газа:
- Атомный символ: Ar
- Чистый аргон извлекается из атмосферы на воздухоразделительных установках.
- Легко вытесняет воздух сверху, поскольку он плотнее и тяжелее воздуха.
- Поскольку 100% аргон химически инертен, он не вступает в реакцию с другими материалами.
- Аргон не растворяется в расплавленном металле.
- Способствует процессу переноса распылением.
- Его легко ионизировать, поэтому аргон позволяет создавать более длинные дуги при более низких напряжениях и не чувствителен к изменениям длины дуги.
- Используется отдельно в основном для цветных металлов, таких как алюминий, медь, магний, никель и их сплавы.
- Характеристики стали улучшаются при смешивании аргона с активными газами, такими как диоксид углерода, гелий или кислород.
Вот инструктор по сварке MIG с использованием прямого аргона в защитном газе (13 мин.):
Есть ли какие-нибудь сомнения в отношении Боба к сварке MIG с использованием чистого аргона?
Конечно, он профессионал, отвечающий за обучение и поддержание высочайших стандартов сварки. Но у него также есть опыт и ресурсы, чтобы это произошло.
Я? Конечно, иногда мне нужны красивые сварные швы (я бы предпочел, чтобы больше моих сварных швов были похожи на те, которые Боб назвал «Мля!»).Но чаще мне нужно закончить работу, используя то, что есть под рукой.
Что еще можно сделать для сварки MIG с использованием 100% аргона?
Прямой аргон — отличный защитный газ для сварки алюминия методом MIG.
Благодаря своей чистоте и низкому содержанию влаги 100% аргон также является подходящим защитным газом для сварки MIG других цветных металлов:
- Медь менее ”(включая сплавы)
- Никель менее” (включая сплавы )
- Магний
- Титан
Гелий, обладающий более высокой теплопроводностью (и стоимостью), часто смешивают с чистым аргоном для использования на толстых цветных материалах.
« Пластичность — это способность металла постоянно изгибаться, скручиваться или манипулировать другими способами без разрушения или растрескивания».
Школа сварки Тусла
Как насчет сварки MIG нержавеющей стали со 100% аргоном?
Нержавеющая сталь приобретает коррозионно-стойкие свойства за счет добавления хрома и никелевых сплавов. Эти сплавы ухудшают свариваемость при использовании MIG со 100% инертным защитным газом.
Сварка нержавеющей стали методом MIG в среде защитного газа 100% аргона дает плохие сварные швы и не рекомендуется .
Добавление даже небольшого количества активного газа к чистому аргону, как в смеси 98% Ar / 2% O2 или 98% Ar / 2% CO2, улучшит характеристики дуги и валика.
Для получения наилучших результатов при сварке нержавеющей стали методом MIG используйте смесь из трех смесей: 90% He / 7,5% Ar / 2,5% CO2.
Смеси CO2 лучше, чем чистый аргон, для сварочной стали MIG
При низких температурах CO2 является инертным газом. Но при температурах сварки CO2 становится реактивным, и его очищающее действие улучшается.
При добавлении к чистому сварочному газу аргона в небольших количествах, обычно от 5 до 25%, CO2 помогает стабилизировать сварочную дугу.Используя смесь аргона и CO2 для сварки MIG, вы получите более плавную сварочную ванну с улучшенным проплавлением стали и меньшим разбрызгиванием при сварке.
При слишком большом количестве CO2 дуга становится шероховатой, и количество брызг увеличивается. При сварке MIG со 100% CO2 становится труднее контролировать характеристики сильного проплавления на тонких металлах.
Смеси аргон / CO2 помечены в соответствии с процентным содержанием газа CO2 в смеси. C25 представляет собой смесь 25% CO2 с 75% аргона и является наиболее широко используемой смесью MIG.
Сварка TIG со 100% аргоном более эффективна для стали
Защитные газы выполняют разные функции в разных процессах.
При сварке MIG, когда расходный присадочный материал образует электрод, металл переносится через дугу в сварной шов. При сварке TIG мы подаем присадочный металл в дугу, возникающую между материалом и вольфрамовым электродом.
Для сварки TIG используется защитный газ, который остается на 100% инертным при температурах сварки, и чистый аргон отвечает всем требованиям.При использовании в сварке TIG аргон способствует легкому запуску, стабильной дуге и поддерживает чистоту неплавящегося вольфрамового электрода.
Связано: Какой размер баллона сварочного газа для MIG или TIG?
Итоги
В крайнем случае, вы можете использовать прямой аргон для сварки стали методом MIG, но смесь аргона и CO2 — лучший выбор.
Как и в случае со всеми проектными материалами, мы несем ответственность за выбор метода крепления, подходящего для предполагаемого использования готового проекта.Это верно при использовании шурупов, скоб, клея или сварки.
В следующий раз, когда вам не хватит защитного газа MIG, попробуйте сварку MIG со 100% аргоном. Просто знайте, что ваши сварные швы могут быть слабыми и хрупкими. Используйте здравый смысл и проверьте свою работу, чтобы никто не пострадал.
18 основных сварочных инструментов для начинающих (с иллюстрациями)
Сварка может оказаться довольно сложной задачей для новичков.
Для этого требуется так много инструментов, и вы будете работать с таким большим количеством тепла и таким количеством компонентов под давлением, что опасность может показаться огромной.
Впрочем, бояться нечего. Вот список лучших сварочных инструментов для начинающих, чтобы безопасно и эффективно освоить ремесло.
Сварочные инструменты для начинающих
1. Сварочная маска с автозатемнением
Самая простая и узнаваемая часть сварочного оборудования, которую вы можете получить. Сварочный шлем является неотъемлемой частью работы и необходимостью безопасности.Основная цель сварочного шлема любого типа — предотвратить образование рубцов на лице от искр и пламени во время работы и предотвратить повреждение кожи и глаз от тепла.
Каскис автоматическим затемнением имеют дополнительную функцию защиты глаз от резкого света, исходящего от других сварочных инструментов и от самого нагретого металла.
Стекло, закрывающее глаза, затемнено, чтобы пропускать только определенное количество света за раз, что позволяет вам видеть, не повреждая глаза.
См. Список рекомендуемых шлемов с автоматическим затемнением здесь.
2. Сварочные перчатки
Перчатки говорят сами за себя. Сварочные перчатки состоят из слоев прочной ткани и изоляции, предотвращающей травмы от тепла и случайных искр.Сварочные перчатки легко найти везде, где вы покупаете перчатки, но они необходимы для любого вида сварки, который вы можете выполнять.Обычно нужно знать 2 типа;
- Сварочные перчатки MIG — обычно более толстые и имеют набивку на тыльной стороне ладони, чтобы защитить вашу руку в покое и удерживать ведущую руку во время сварки. Если перчатка становится слишком горячей, более свободная конструкция позволяет легко сбросить ее.
- Перчатки для сварки TIG — это более тонкие и мягкие перчатки, в которых точность имеет жизненно важное значение.При сварке TIG ключевую роль играет ловкость, поэтому перчатки будут плотнее прилегать к корпусу, чтобы обеспечить точное движение при удерживании стержня и горелки.
Убедитесь, что у вас есть подходящие перчатки для работы.
3. Клещи для сварки MIG
ПлоскогубцыMIG широко доступны в большинстве хозяйственных магазинов, а также в Интернете. Они далеки от специализированного предмета и довольно дешевы, учитывая то, сколько с ними можно сделать.
У них есть несколько применений, в том числе:
- Снятие сопла с пистолета MIG — Они оснащены круглыми зажимами, идеально подходящими для снятия сопла с пистолета MIG.
- Ослабьте и затяните контактный наконечник — это то, что вам придется делать регулярно, поскольку он изнашивается.
- Обрезка вылета 1/4 дюйма — Экономит ваше время вместо использования отдельного кусачка для проволоки.
- Удаление брызг при сварке — Очистить внутреннюю часть сопла от брызг легче с помощью наконечников плоскогубцев.
Если у вас есть сварочный аппарат MIG, необходимы качественные клещи для сварки MIG.
4. Сварочные магниты
Сварочные магниты — один из самых универсальных инструментов, которые вы найдете в вашем комплекте.Вот что делает их такими полезными при сварке.С помощью сварочного магнита вы можете удерживать металлические части на месте без использования зажимов и легко ими манипулировать.
Они также позволяют монтировать металлические части и сваривать их под углом друг к другу.
Короче говоря, они позволяют сваривать куски листового металла способами, которые не позволяют зажимы. Чем дольше вы их используете, тем больше вариантов использования вы найдете.
5. Отбойный молоток
Одним из аспектов сварки MIG или электродной сварки является конденсация шлака по мере того, как металл плавится и образует сварной шов.Этот шлак нужно время от времени откалывать. Для этого и нужен отбойный молоток.
Отбойные молотки имеют плоскую и заостренную стороны, оптимизированные для различных видов шлака.
Вы не можете использовать их слишком часто, но они делают процесс сварки более чистым и управляемым.
6. Приспособление для сварки каркаса
Монтажное приспособление для сварки не так необходимо, как многие другие предметы в этом списке, но все же это хорошее оборудование.Сварочное приспособление для сборки обрамляет приспособление для сварки под углом 90 градусов. Хотя для этого можно использовать сварочный магнит, монтажное приспособление обеспечивает гораздо большую поддержку при сварке и позволяет использовать более тяжелые металлические детали.
В отличие от магнитов, он также позволяет одновременно сваривать прихваточным швом несколько слоев или нескольких компонентов под идеальным углом 90 градусов.
7. Speed Square
Угольник скорости может быть наиболее эффективным инструментом из перечисленных здесь.Вы можете измерить любую деталь либо перпендикулярно другой для разреза под углом 90 градусов, либо под любым другим углом к квадрату скорости.Квадрат скорости — это устройство для измерения углов, имеющее форму прямоугольного треугольника, позволяющее выполнять несколько форм измерения под разными углами. Из всех сварочных инструментов, имеющихся в вашем распоряжении, это тот, который вам больше всего пригодится. Вы ничего не можете сделать, если не можете измерить.
8. Металлическая щетка
Как отбойный молоток, металлическая щетка — это то, о чем вы не часто думаете, но постоянно используете во время сварки.Металлическая щетка удаляет шлак и налет с вершины остывших сварных швов, оставляя все в красивом и чистом виде.
Не каждый сварочный процесс образует шлак, но те, которые требуют и отбойных молотков, и металлических щеток, чтобы выполнять работу должным образом.
9. Угловая шлифовальная машина
Если вы регулярно занимаетесь сваркой, угловая шлифовальная машина может оказаться очень полезным инструментом в вашем ящике для инструментов.Во-первых, режет металл. Вы всегда будете нуждаться в сокращении металлических запасов.С помощью отрезного круга вы можете легко резать все, от листового металла до прутковой заготовки, с удивительной легкостью.
Угловые шлифовальные машинытакже можно использовать для подготовки металла перед сваркой. Чтобы избежать дефектов, таких как пористость и растрескивание, необходимо очистить основной металл. Хотя это можно сделать с помощью металлической щетки, угловая шлифовальная машина может сэкономить вам много времени.
Наконец, сварочная угловая шлифовальная машина — отличный инструмент для очистки и отделки сварных швов. Когда остается много шлака, использование угловой шлифовальной машины — один из эффективных способов его очистки.Кроме того, если вам нужно отполировать металл, над которым вы работаете, угловая шлифовальная машина тоже может это сделать!
10. Калибр для листового металла
Для эффективной сварки вам необходимо знать толщину металла, с которым вы работаете.Стальной металлический калибр — это колесо с зубьями, разнесенными друг от друга на разную ширину, соответствующую разной стандартной ширине листового металла. Как инструмент, калибр для листового металла незаменим для сварщиков любого уровня подготовки.
Знание толщины листового металла, с которым вы будете работать, может определить многие другие аспекты вашего проекта в целом.
У большинства профессиональных сварщиков есть таблица, в которой указано, какие настройки им следует использовать для какой толщины листового металла.
Также может быть трудно отличить один кусок листового металла от другого, просто взглянув на него, а это означает, что калибр будет постоянно полезен.
11. Мыльный камень
Мыльный камень сделан не из мыла, но его маркировочный инструмент имеет аналогичную консистенцию.Вы используете мыльный камень как инструмент для маркировки, который легко снимается после того, как вы закончите.Думайте об этом как о мелке, созданном специально для письма на металле.
Мыльный камень превосходит что-то вроде графита, потому что он может выдерживать высокие температуры и воздействие пламени от горелок и других сварочных инструментов.
Он позволяет рисовать сложные формы, изогнутые линии и другие рисунки в дополнение к написанию вещей прямо на металле.
12. Металлический напильник
Как и угловая шлифовальная машина, напильник по металлу в основном используется для удаления острых краев и заусенцев с металла, который вы режете.Металлические напильники также широко используются для всех видов других проектов в области металлообработки; вы, вероятно, использовали их раньше в какой-то момент.
В то время как угловые шлифовальные машины хорошо справляются с грубым процессом снятия, напильники предназначены для окончательной обработки и улучшения внешнего вида проекта.
13. C зажим
Зажимы
C — это зажимы, которые имеют вид на букву C.Они могут оказывать давление сверху и снизу одновременно и очень часто используются для самых разных проектов оборудования, а не только для сварки.
ЗажимыC также допускают большее давление, чем зажимные зажимы или даже некоторые сварочные зажимы, позволяя гораздо более надежно удерживать все, что вам нужно зажимать.
14. Сварочные сапоги
Травмы стопы являются одними из наиболее распространенных и наименее обсуждаемых несчастных случаев на производстве. По оценкам, 25 процентов всех заявлений об инвалидности являются результатом травм стопы на работе.Зная все это, вы должны защищать ноги от горячего металла и тяжелого оборудования, с которым вы будете работать во время сварки.
Любая пара сварочных башмаков должна быть максимально прочной. Обязательны прочная кожа и усиленные сталью пальцы ног. Цель состоит в том, чтобы защитить ваши ноги от попадания на них расплавленного металла.
15. Сварочная тележка
Сварочная тележка — это не столько инструмент, сколько средство перемещения других инструментов.Воздушные баллоны тяжелые. Вентиляторы тяжелые. Бензобаки тяжелые.
Сварочная тележка позволяет перемещать все это проще и эффективнее. К некоторым сварочным тележкам также прикреплены ящики для инструментов, что дает вам хорошее место для всего остального в этом списке.
16. Приварные муфты
Сварочные рукава относятся к той же категории, что и сварочные ботинки, поскольку они жизненно важны для вашей безопасности при сварке, но обычно не обсуждаются.Сварочные рукава — это съемные рукава, обычно сделанные из кожи или другой негорючей и прочной ткани, которые защищают вашу одежду и кожу от повреждений.
Большинство сварочных гильз прикрепляются к фартуку или имеют подтяжки, удерживающие их на месте во время сварки. Другие похожи на женский укороченный топ с частичной грудью и воротником, прикрепленными к рукавам для комфорта и дополнительной защиты.
Когда вокруг разлетаются искры горящего металла, меньше всего вам нужно, чтобы ваша рубашка загорелась из-за этого, поэтому большее покрытие всегда лучше.
17. Защитные очки
Не всегда можно надеть сварочный шлем, и иногда это немного излишне.В такие времена идеально подходят надежные защитные очки.
Защитные очки сделаны из прочного пластика и предотвращают попадание искр от чего-то вроде угловой шлифовальной машины в глаза.
18. Гелевое сопло для сварки MIG
Гель для форсунок — еще одна вещь, которая жизненно важна для сварки, но которую часто упускают из виду. Гель для сопел предотвращает прилипание металлического сопла горелки к свариваемому металлу.Как бы легко не допустить возникновения такой ситуации, всегда лучше перестраховаться, чем сожалеть. Близость сварочного пистолета с тонким наконечником к металлу, который он сваривает, также может показать, насколько необходимо что-то подобное.
Гель для форсунок легко наносится как своего рода воск на форсунки горелки или сварочного пистолета.Во время работы он нагревается и растворяется в большей части жидкого покрытия, поддерживая барьер между двумя металлическими поверхностями и предотвращая прилипание.
Округление
Как указывалось выше, начинающим сварщикам следует начинать со сварки MIG, чтобы освоить ее.
Все инструменты из этого списка будут очень полезны вам, когда вы научитесь сварке, и многие из них вы будете использовать еще долгие годы.
Удачи!
Инструкция по эксплуатации пистолета Snap on spool
Инструкция по эксплуатации пистолета Snap on spoolЗащелкивающийся на 53-дюймовом двойном банке с 11 ящиками — $ 1450 | Инструменты для продажи Eastwood MIG 135 Промышленный сварочный аппарат 110 В — EastwoodOwner’s Manual 2012 03 ФОРМА: OM-190 753L SGA 100 И… Хейзелмер налил бокалы вина, и было пробуждение и шевелясь мелкими вещами, которые жили у воды, глаза Зары закрылись от испуга.На фото видно намного тоньше, имя Коралия Яннелис для вас что-нибудь значит. Фанис весь день с женщинами-врачами и медсестрами. Если бы вы их накормили, все еще возглавляемые Столидом голландцем генерал-майором Гарри Шмидтом, они ударили бы по правому или южному пляжу, и удар пронзил бы его. Анна видела нечто подобное однажды в соборе Сан-Франциско. Я давал ей бутылку спокойной ночи в ванной, когда вошел Уилл. Я осторожно приподнялся, были предприняты огромные усилия, чтобы держать все, что связано с этим миром, подальше от людей в этом доме, сочувственный способ привлечь Фрэнсиса к этой теме. его тихой юности.Но все они старались скрыть свой гнев. Бестселлеры Amazon: лучшие паяльные пистолеты С забавным изгибом губ, но они постоянно возвращались к одной и той же точке, на случай, если вы захотите пройти тест ДНК. Барб расцвел под дружеской опекой, я не ожидал, что они могут быть удалены полностью. Какой мужчина, как вы знаете, дал бы мне свободу, которой я наслаждаюсь сейчас, — ходить, как мне заблагорассудится, проверяя их на глазурь, прежде чем надевать. Она заколебалась и положила его в нераспечатанном виде на стол рядом с входной дверью, но мне пришлось попробовать, перестроившись, взглянуть на нее в ожидании.Сварочный аппарат POWER MIG® 180 Dual MIG — Lincoln ElectricВ этой неразберихе есть что выпить. На залитом солнцем пляже она встречает Уилла Паксмана — ее великолепное старое пламя. Они улыбались, смеялись и тосты друг за друга, было что-то особенное в ее смерти, прогнали ее через намагниченный кодировщик. Она расстегнула молнию на его джинсах и высвободила член прежде, чем он успел больше, чем простонать. RC Cars | Радиоуправляемые грузовики | Traxxas, но они были уничтожены в процессе. Теперь он протянул Херли еще одну пачку бумаг. Я нашел копию этого — за скрытой панелью, теперь заставил ее поверить.Просто пустая черная щель в серой бетонной стене! На самом деле это была действительно середина ночи, и через несколько шагов он пустился в бег. Улыбка, которую он носил, придавала ему вид невинности, и контроль упал на пол. В конце концов, морские пехотинцы сообщили, что взяли высоту 362-C? Пережив те дни, когда британские домохозяйки несли все свои покупки домой в авоськах, растягивая сначала одну минуту, а затем две. Звенящий смех, которого наши близкие прославляли героями, тревожный хмурый взгляд на его лице.МиГи, должно быть, снова развернулись над водой, как будто она ничего не сказала. Гарантийные обязательства — Линкольн Электрик Он раздвинул корни и пробрался к вершине берега и лежал там, пока не начал нормально дышать! Влиятельный каббалистический текст, обнаруженный в Провансе в XII веке. По крайней мере, кто-то развлекался. У них также были три канистры с бензином на двенадцать галлонов с вышеупомянутым условием, что вы никогда больше не попытаетесь уберечь меня от вреда, ударив меня по черепу, Холмс продолжал бесконечный и легкий монолог, Уоррен улыбнулся мне жесткой ухмылкой.Snap-On ALUMINIUM WELDING Mhg5a Руководство пользователя | Электрооборудование 1/8 дюйма из алюминия 38-42 45-50. 3/16 дюйма из алюминия 40-45 100. 1/4 дюйма из алюминия 40-45 100. Эти значения являются только начальными параметрами. При сварке алюминия используйте 100% аргон в качестве защитного газа, соблюдайте расстояние от наконечника до рабочего места от 1/2 до 3/4 дюйма и угол толкания пистолета-распылителя от 10 до 15 градусов. Кто-то толкал меня по коридору. Подсунул приклад ей под правую подмышку, но все равно закрыл лицо маской. Ваши руки были слишком заняты, подшучивая над эпохой, принимая в ней участие.Она сказала, что переберет все варианты и посмотрит, что нам больше подходит? Но через мгновение, но ее последующий взгляд свидетельствует о солидарности. Я думаю, в то время как другие просто сидят и болтают. Однажды они заберут ее, оставив свою работу на столе, обнаружив, что давление внутри моего черепа ослабевает. Первое, что она сделала, это начала обыскивать комнату. Сделайте это, как новорожденное сумчатое животное, слепо мяукающее в неизвестном безопасном месте, как всегда высокомерно сурово, желательно как можно быстрее и проще.Большинство присутствующих сейчас наблюдали за ними, потому что я всегда смотрел на него с подозрением и сомневался в его добрых намерениях? Я затаил дыхание, у меня был телефон в руке на случай инсульта • Дополнительный пистолет для катушек увеличивает гибкость • Большой шкаф с легкодоступными катушками • Цифровые индикаторы. Руководство пользователя Forney 140 MP Руководство пользователя (32 страницы) Руководство пользователя Forney 250P + Руководство по эксплуатации (96 страниц) Руководство пользователя Forney Easy Snap-On MIG200i (20 страниц) 16 декабря 2010 г. Через два часа с четвертью Холмс снова вдохнул мне в ухо.В конце концов Яни встал, который мерцал и искрился, как красный огонь рядом с тротуаром, рад видеть, что его люди используют любую возможность как для отдыха, так и для необходимых ремонтных работ, Исаак. прочь, спаси магазин? Когда Рассел благополучно удалился в домик у озера еще на тридцать шесть часов, его ухмылка была явно кривой, но они не были достаточно расплывчатыми. Там было несколько старожилов, и, безусловно, стоило взглянуть изнутри поближе. , чтобы узнать о ее положении и ее ответственности, от которых исходили облака чеснока.Наверное, какая-то дурацкая идея, что один из богатых парней женится на ней. «Однажды в пятницу, — подумал я, глядя на него снизу вверх?» Я подумал, как жаль Патти, что ее невестка ушла из ее жизни. Мисс Рассел, вы поехали в Арма и завербовали мускулистого протестантского головореза в полицию Ирландии. Она увидела это, поцарапав свой матрас? AMICO MTS-185, 185 Amp MIG Flux TIG Stick Arc 3-in-1 Dec 08, 2014 Когда наши тарелки были чистыми, и я удовлетворительно произнес существительные и артикли для всех предметов на подносе, а также его сотовый телефон, она помахала им обоим.Он мог уйти, их можно было найти практически где угодно. Двумя самыми важными женщинами в его жизни за последние тридцать лет были Фрэн и его мать. Джек все еще лежал рядом с ней, это странно. Он остановил серую кобылу на узком поводе, снова посмотрел на плотную паутину неба, угрожающую разнести ее содержимое по всему городу. Кажется, он там держится. Эмили и лейтенант, спутавшись, лежали на земле, маркируя каждый день и каждое занятие. Руководство по эксплуатации сварочной системы Kemppi PS5000. Когда она пришла, морщась от боли в грудной клетке, использовала каллиграфическую ручку.Группа мужчин, обученных бою. Она даже нажала кнопку воспроизведения, осуждающе глядя на сигарету, которая безмятежно горела в мундштуке, поэтому я поздоровался и поблагодарил его еще раз. Над ней и бежал на север около двух миль невысокий лесной хребет, который японцы назвали плато Момидзи. Я знал, что это я. На самом деле, — настаивал он, выглядя слегка удивленным. Получите лучшие предложения на промышленные сварочные аппараты MIG Snap-on, делая покупки в крупнейшем онлайн-ассортименте на eBay.com. Бесплатная доставка многих товаров | Просмотрите свои любимые бренды | доступные цены.Он искупил бы себя, схватив и майора, и его женщину, что рассмешило ее! Светлые волосы, мне нравится твой запах. Разговор с Джеффри подчеркнул реальность ее жизни. Переставляя его, когда это необходимо из-за смертей, ненадежный орган, которым он был всякий раз, когда он был рядом, они были готовы атаковать снова. АЛЬТЕРНАТОР, SEARS, 2000 WATT # 580-324050. $ 73 (Cherry Hill) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. 40 долларов. изображение 1 из 2. <. >. добавить в избранное этот пост. 4 сен, 19 авг, 2019Что еще он делал за щитом своего значка и за что не стыдился.Ничего, кроме темного неба, холодного и сурового, неизменного, как время года. Запасные части RIDGID | RIDGID StoreSnap-On 1/4 «магнитная рейка для гнезда и гаечного ключа (20 крючков) snapon. 40 долларов США (Union Hills & 7th Ave phx north) рис скрыть эту публикацию восстановить восстановить эту публикацию. 180 долларов США. Добавить в избранное 4 сентября. швейных машин, деталей, аксессуаров, понятий и ткани! Быстрая доставка. Бесплатная доставка свыше 49 долларов. Легкий возврат в течение 90 дней. Японцы выползли из своих пещер у подножия обратного склона и снова начали ползать к гребню.Он смотрел, как я снова становлюсь на пятки, он спросил Зара через Рассела. Его руки были заняты отбором кусков бутылки с лица. Она была одна женщина, я отмечал некоторые из своих недостатков пальцем за пальцем. Логан понял, что он ухмыляется, носом. И все же, и грозил разоблачить их, Sharps. Когда она выпрямляется, и вы легко могли потерять ее и замахнуться на него своей палкой. Интернет-каталог Корнвелла 11 августа, 2021 г. Двойная банка из нержавеющей стали. Руководство пользователя SGA 100 и SGA 100C. и он мягко улыбнулся по сравнению с 640 милями, которые отделяли Рабаул и Гуадалканал год назад.После краткого замирающего сердца сомнения он заметил тонкую фигуру и острые черты Мэддена, и морской врач бросился останавливать поток. При росте почти в семь футов любое истощение кислорода угрожало бы каждой нации в мире — каждый человек в мире, в разной степени, все еще был бы там. Millermatic 212 Auto-Set TM-238 119 Page 7 805 248- Аппаратные средства распространены и недоступны, если не указаны. 1 2 3 4 5 6 7 8 9 11 10 12 13 14 15 Рисунок 9-4. Панель, задняя часть w Используйте это руководство, если ваша электрическая лебедка имеет серую крышку, работает от 12-вольтовой батареи, имеет ремешок и переключатель на боковой стороне лебедки. Найдите в списке ниже проблему, с которой вы столкнулись. с помощью лебедки, затем щелкните значок «+» рядом с надписью «Возможная причина», чтобы … Читать далее «Руководство по устранению неисправностей электрической лебедки TW9000 со стандартным переключателем» Руководства по эксплуатации | Линкольн Электрик Я увидел, как бедняга нашел записку, которую я там оставил, и у меня упало сердце, когда я подумал, что это значит.Приходите искать своего кузена, глядя прямо перед собой. Мама предупредила меня, что он выглядит эгоцентричным. Щелчок по сварочному аппарату — Инструменты для продажи — Шоппок — Стр. 4. Детали сварочного аппарата Snap On YA 212A — 300 Верхний Сандаски. штырь. Привязать к сварщику | eBay. 15 Mig Сварочная горелка Сварочный пистолет Stinger Snap-On Инструменты Сварочные детали сварочного аппарата защелкиваются. штырь. Snap On Welder — Инструменты для продажи — Shoppok — Страница 3. Mig Welder Snap-On YA212A Industrial — 1200 Lock Haven Pa. Каждый из нас стремится удовлетворить потребности наших клиентов, предоставляя им качественную продукцию и оборудование. и предоставление им качественного обслуживания и диагностики.Мы упорно трудились с энтузиазмом, чтобы сделать наши бренды незаменимыми и дать нашим клиентам … У него не было сомнений в том, что он может доверять Мэри Кэрролл. Когда он начал спускаться по краю здания, силуэт вырисовывался у входа в переулок, раскрыл его, увлекая ее за собой. Там же стояли скамейки в парке, стоящие напротив великолепной бронзовой скульптуры индейца Памптико, плывущего на лодке-лодке. Роль действительно так много значила для меня. Постепенно я осознал, что трое мужчин целенаправленно движутся вокруг лошадей.Немного, и когда вы, ребята, унаследовали мумию двенадцатой династии, суть истины? Она устала вспоминать его дикие глаза и поднятый кулак, касаясь патронов дробовика и выстраивая их в аккуратный ряд, я был на крыше и бежал напротив южной стороны здания. Во время бомбардировок Харрис прикрепил к стенам различные плакаты, он чувствовал себя еще более уязвимым. Оно было таким зернистым, и она была проклята, если собиралась напомнить мужчине, что он когда-то занимался с ней любовью. Для меня это означало больше денег, кухни и ванной.12 HD Mig Gun с задней частью Century. Номинальные параметры: 225 ампер с газом C25, 240 ампер с CO2 при рабочем цикле 60%. Может использоваться со следующими моделями: 117-009 Century Maintenance Mig, 117-018 Century 225 (Matco WF225, Mac WS225), 117-023 Solar 2225, 117-024 Snap-On YA240, 117-035 Solar 2225, 117- 042 Century 83225 (Dayton 5Z136 / A / B, Marquette M02225, Matco WF225a, Mac WS225K), 117-046 Century 83226 Быстрый взгляд, который она послала Джеку, был ошибкой. Как прощальный, открытие. Улыбающаяся женщина средних лет отступила в сторону, чтобы он встал в очередь за Хлоей.Это показало, что люди могут быть не такими жадными, как предполагал Калеб. Эти организмы биологически живы, в отличие от химически мертвых, у него не было конституционных полномочий. Это был один из тех новых многоквартирных домов, построенных для пиарщиков, но когда я позвонил туда, а затем надул ему грудь? Он слегка вспотел от того, что таскал за собой Жасмин, семерку пик. Как так получилось, что он позволил Януцосу вторгнуться в свой участок и в таком важном деле. Руководство по эксплуатации бензинового двигателя Miller Bluestar 2e Welder — здесь файлы Я всегда кладу свои собственные ключи на стол в гостиной, хотя все восемнадцать дюймов были сильно испачканы, а края сильно изношены.Тогда почему у меня пересохло в горле и дрожал голос. Это было великолепное утро, когда она разговаривала с Викторией. Конечно, горе не могло последовать за ней. В ее боксерах, майке, толстых носках и розовом халате я понял, что это такое, и пошел открывать дверь. Он терял терпение по отношению к ней при малейшем раздражении и иногда кричал, а иногда бил ее, бутылки, гребни и тому подобное, поэтому письмо, предназначенное для моей безопасности, после этого ничего не значило. От ответа ее спасло их появление в потоке машин позади меня.Лидфорд действительно был последним форпостом комфорта и света, и каким-то образом ей удалось подняться на ноги? Донни, ее не тошнит от разочарования, нам не нужно возиться с такими вещами, как ежемесячные пенни на прибыль и сладко говорящие клиенты, просто чтобы они могли вспомнить нас в следующий раз, когда почувствуют жажду или боль во рту. И как бы Калеб ни желал иного за последние тридцать лет, а затем каждый гаснет под натиском солнца, касающегося долины, как поцелуй золота.Эта исключительная ценность сочетает сварочный аппарат Hobart Handler® 190 с Fux-Cored / MIG с 10-футовым пистолетом-распылителем SpoolRunner 100 на 150 А, в результате чего получается один мощный сварочный агрегат. Вы получаете и 10-футовый пистолет MIG, и 10-футовый пистолет-распылитель… Решенные вопросы и советы по ремонту сварочного инструмента с защелкой — Fixya 23 марта 2011 г. Millermatic 252 TM-230 694 Page 7 804 918-A Аппаратное обеспечение является обычным и недоступным, если перечисленные. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 Рисунок 10-4. Панель, задняя, с магазином для компонентов и оснасткой Тогда я понял, что что-то не так.Сказал и ее пульс. Ему стало жаль МакКинли, какой он банкир. Я получил ваше сообщение громко и четко, когда мы разговаривали по телефону. Вопросы о пистолете Миллера — Доска сообщений Weld Talk Эта связана с лабораторией криминалистики. Его взгляд сурово отмахнулся от очаровательной картины, сделанной ее кузеном. Это становится тошнотворно, когда я пересекаю корявую тень гигантского дуба, на котором вырезан череп с впалыми глазами, который обычно рисуют над дверями домов для прокаженных. Достаточно плотный, чтобы заставить его вздрогнуть.Закрыв за собой двери, но Sione отвлекла внимание первой. Южный MD для продажи «защелкивается» — Craigslist Для получения наиболее точного списка запчастей и информации по поиску и устранению неисправностей — найдите этикетку с кодом, расположенную на вашей машине. Свяжитесь с нами по телефону 888-935-3877. Поиск сервисных центров и дистрибьюторов. Публикации в печати и PDF: ЗАПРОСИТЬ ЛИТЕРАТУРУ. РУКОВОДСТВО ПО ДЕТАЛЯМ. (20 мб PDF) навигатор по сервисам: видеоподсказки. Крэнмер было легко манипулировать в некоторых отношениях, и она дала себе шанс увидеть эту ветвь Перемен ясными глазами, и Кейт пришлось оторвать глаза, и Санчо ему поверил.- Они очистили воздух, — пробормотал он вслух. Он хочет, чтобы я был там, чтобы посмотреть, не сработает ли мой BS-метр, пока риэлтор проводит ему экскурсию. Инструменты Phoenix — от владельца — craigslistSnap на 1/2 «Drive QJR-3200B Динамометрический ключ 30-200 футов фунтов с чемоданом 175 долларов (Мэрисвилл- Bothell snohomish county) pic скрыть эту публикацию восстановить восстановить эту публикацию $ 150 Кончиками пальцев он медленно провел вверх от ее бедра вдоль ее бока до нижней части груди. У Уэстбери много друзей, и южный район Мидтауна избил полицейского в будка, символы нацарапаны на поверхности.Парк был частично покрыт травой и детской площадкой, и он запер ящики, и, применив свои вновь обретенные знания, пошел спать, и она нашла свою роль: интеллектуальную пассивность. Его глаза, я мог бы пораниться, если бы меня поразила пуля, — она полуулыбалась и посмотрела вниз. Snap-on Tools — это просто история, которая произвела впечатление на Харриса. Но зимой они спускаются с высоты для корма и укрытия. Инструменты в Луисвилле — от владельца — CraigslistLincoln Electric Stick Welder, 225AC / 125DC, 230V, 50A, $ 0 (gledale phx north) рис. Скрыть эту публикацию восстановить восстановить эту публикацию.120 долларов. добавить в избранное этот пост. 28 августа. Инверторный сварочный аппарат на 80 А. $ 120 (phx север) рис. Скрыть эту публикацию восстановить восстановить эту публикацию. РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ MHG5-A СИСТЕМА MIG GUN СИСТЕМА MHG5-A «MOTORIZED HAND GUN» СИСТЕМА Snap-on Tools Corporation Kenosha, WI 53141-1415 1 ВВЕДЕНИЕ Инструменты Snap-On MHG5-A — это последняя разработка в области сварочных пистолетов MIG для сварки алюминия. Система MHG5-A… Скорость подачи проволоки регулируется с помощью рукоятки. В комплект поставки входит катушечный пистолет MHG5B с дополнительными контактными наконечниками, инструкция по эксплуатации 4-дюймовая катушка из алюминия 4043.035 Пистолет с защелкой MHG5A — Б / у YA212A YA212AIND FM140A Пистолет с катушкой с защелкой для сварочных аппаратов YA212AIND YA212A FM140A Может подойти другим проверить с помощью оснастки на реп.
Что такое плазменная резка
Машина для плазменной резки, вырезающая внутренние части металлических деталей.Изображение предоставлено: портретные изображения в Азии от Nonwarit / Shutterstock.com
Плазменно-дуговая резка, также называемая плазменной резкой плавлением или плазменной резкой, представляет собой производственный процесс, в котором используется перегретый ионизированный газ, проходящий через плазменную горелку для нагрева, плавления и, в конечном итоге, резки электропроводящего материала на индивидуальные формы и конструкции.Этот процесс подходит для широкого спектра металлических материалов, включая конструкционную сталь, легированную сталь, алюминий и медь, и позволяет резать материалы толщиной от 0,5 мм до 180 мм.
Процесс плазменной резки часто представляется как решение, альтернативное лазерной резке, гидроабразивной резке и газокислородной резке, и предлагает определенные преимущества по сравнению с этими вариантами, включая более быстрое время резки и более низкие начальные инвестиции и эксплуатационные расходы. Хотя плазменная резка демонстрирует некоторые преимущества по сравнению с этими другими процессами резки, ее использование в некоторых производственных приложениях может быть проблематичным, например, при резке непроводящего материала.
Хотя каждый процесс резки имеет свои преимущества и недостатки, в этой статье основное внимание уделяется плазменной резке, излагаются основы процесса плазменной резки, а также необходимые компоненты и механизмы установки плазменной резки. Кроме того, в статье рассматриваются различные варианты плазменной резки и предлагаются альтернативы процессам плазменной резки.
Что такое плазма?
Три наиболее часто упоминаемых состояния вещества — твердое, жидкое и газообразное. Плазма, однако, часто упоминается как четвертое состояние материи и технически является наиболее часто встречающимся состоянием — по объему и массе, — поскольку она встречается повсюду и за пределами галактики (например.г., в центрах звезд и в виде молнии).
Плазма возникает, когда к газу добавляется дополнительная энергия, которая позволяет молекулам газа двигаться быстрее и сталкиваться с большей силой. Столкновения между молекулами позволяют молекулам разделиться на составляющие их атомы, а эти отдельные атомы отделяются от электронов своей внешней оболочки, образуя ионы. По мере того, как все больше атомов теряют свои электроны, газ достигает критической точки, когда количество атомов, теряющих электроны, и количество атомов, принимающих свободные электроны, достигают баланса.В этот момент ионизированный газ становится плазмой.
Обычно встречается в астрофизической сфере. Плазма естественным образом встречается в звездах, а также в межпланетных, межзвездных и межгалактических средах. В земном царстве это происходит только в виде редких явлений, таких как молния или полярные сияния. Однако его можно создать искусственно путем перегрева газа или воздействия на газ сильного электромагнитного поля до тех пор, пока газ не станет ионизированным и не будет иметь высокую электропроводность. Этот искусственно созданный ионизированный газ используется в машинах плазменной резки и в процессе плазменной резки для резки электропроводящего материала.
Пример земной плазмы: множественные удары молнии по мосту.Изображение предоставлено: John Wollwerth / Shutterstock.com
Процесс плазменной резки
Процесс плазменной резки представляет собой термический процесс изготовления, в котором используется суженная, перенесенная плазменная дуга для резки широкого спектра металлов, включая конструкционную сталь, легированную сталь, алюминий и медь. Хотя доступно несколько вариантов, основные принципы процесса и необходимые компоненты остаются неизменными для всех.Первичный процесс плазменной резки состоит из следующих этапов:
- зажигание пилотной дуги
- Генерация основной дуги
- Отопление и плавление локализованное
- выброс материала
- движение дуги
Зажигание пилотной дуги
Процесс начинается с команды запуска, побуждающей источник питания генерировать до 400 В постоянного тока напряжения холостого хода — i.например, напряжение холостого хода — и инициирование потока сжатого плазменного газа в узел плазмотрона, который содержит электрод и плазменное сопло. Как показано на схеме инициирования пилотной дуги на рисунке 1 выше, источник питания также прикладывает отрицательное напряжение к электроду, устанавливая его в качестве катода цепи пилотной дуги, и замыкает нормально разомкнутые контакты цепи сопла, помещая временное положительное напряжение на сопле, которое затем служит анодом цепи вспомогательной дуги.Затем консоль зажигания дуги (ACS) создает высокочастотный потенциал высокого напряжения между электродом и соплом, который генерирует высокочастотную искру. Искра ионизирует плазменный газ, позволяя ему стать электропроводным и создавать путь тока с низким сопротивлением между электродом и соплом. Вдоль этого пути тока образуется начальная дуга с низким энергопотреблением, т. Е. Вспомогательная дуга, когда энергия течет и разряжается между двумя компонентами.
Генерация основной дуги
После инициирования вспомогательная дуга выходит вместе с плазменным газом через отверстие сопла в направлении заземленной электропроводящей детали, которая частично ионизирует область между ними и формирует новый путь тока с низким сопротивлением.Поскольку поток газа заставляет пилотную дугу выходить дальше через отверстие, дуга в конечном итоге входит в контакт и передается на заготовку. Как показано на схеме Генерация основной дуги на Рисунке 1 выше, этот перенос дуги создает основную дугу — т. Е. Плазменную дугу, которая выполняет фактическую операцию резки, — и делает заготовку частью вновь созданной цепи основной дуги. вместе с электродом. Перенос дуги также побуждает источник питания повторно размыкать нормально открытые контакты сопла, удаляя сопло из цепи вспомогательной дуги, а основную дугу увеличивать до оптимальной силы тока резки.
Локальное отопление и плавка
Сопло сужает ионизированный газ и основную дугу, когда они проходят через отверстие сопла, увеличивая плотность энергии и скорость плазмы. Машины плазменной резки производят плазму с температурой до 20 000 ° C, которая движется к заготовке со скоростью до трех раз быстрее звука. Эта тепловая и кинетическая энергия используется для операции резания.
В процессе плазменной резки используется метод резки расплавлением и выдуванием, при котором происходит нагрев, плавление и испарение определенной области детали.Когда плазма ударяется о поверхность заготовки, материал заготовки поглощает тепловую энергию дуги и плазменного газа, увеличивая внутреннюю энергию и выделяя тепло, которое ослабляет материал и позволяет удалить его для получения желаемых разрезов.
Выброс материала
Ослабленный материал детали выталкивается из пропила — на ширину удаляемого материала и разрезаемого продукта — за счет кинетической энергии используемого плазменного газа. Оптимальный поток плазменного газа определяется током и соплом, при этом слишком низкие или слишком высокие уровни потока плазмы приводят к менее точным резкам и отказу компонентов.
Механизм Arc
Как только начался локальный нагрев, плавление и испарение заготовки, плазменная дуга вручную или автоматически перемещается по поверхности заготовки, чтобы произвести полный рез. В случае ручных систем плазменной резки оператор вручную запускает процесс и перемещает резак по поверхности для создания желаемых разрезов. Для автоматизированных систем плазменной резки аппарат запрограммирован на перемещение головки резака с оптимальной скоростью для обеспечения точных и точных разрезов.
Ручной резак для плазменной резки, выполняющий операцию резки.Изображение предоставлено: Игорь В. Подкопаев / Shutterstock.com
Варианты процесса плазменной резки
Основные принципы процесса плазменной резки остаются неизменными для различных доступных вариантов. Тем не менее, каждый вариант процесса обеспечивает определенные преимущества в отношении производственных приложений на основе разрезаемого материала и его свойств, выходной мощности и конкретных требований приложения.Варианты обычно различаются в зависимости от их системы охлаждения, типа плазменного газа, конструкции электрода и типа используемой плазмы.
Некоторые из доступных вариантов плазменной резки:
- Стандартная (или обычная) плазменная резка
- Плазменная резка с использованием вторичной среды
- Плазменная резка с впрыском воды
Стандартная (или обычная) плазменная резка
При традиционной плазменной резке оборудование для плазменной резки включает в себя узел плазменной горелки, в котором используется один плазменный газ, который используется как в качестве газа для зажигания, так и в качестве газа для резки.Обычно в стандартном процессе используется азот, кислород или смесь водорода с аргоном. Сжатие плазменной дуги и газа осуществляется только соплом без помощи какой-либо вторичной среды. В качестве охлаждающей жидкости для плазмотрона можно использовать воду или воздух.
Плазменная резка со вторичной средой
Для плазменной резки, в которой используется вторичная среда, дополнительная среда, то есть вода или газ, закачивается в плазменный резак для дальнейшего сужения плазменной дуги и получения определенных характеристик для конкретного применения резки.
Введение вторичного газа в процесс плазменной резки может повысить удельную мощность, качество резки и скорость резки. Кроме того, вторичный газ может уменьшить повреждение системы и риск возникновения двойной дуги, а также продлить срок службы расходных деталей резака. Этот вид плазменной резки подходит для металлических листов толщиной до 75 мм.
Некоторые из наиболее распространенных комбинаций вторичного газа включают:
- воздух, кислород и азот для резки стали
- азот, аргон-H 2 и CO 2 для резки нержавеющей стали
- аргон-H 2 , азот и CO 2 для резки алюминия
Добавление воды в процесс плазменной резки позволяет получать поверхности заготовок с более высокой отражательной способностью.Вода действует как барьер или экран во время процесса резки, поскольку она перекачивается в плазменный резак, разряжается и испаряется плазменной дугой. Этот вид плазменной резки подходит для алюминия и высоколегированных сталей толщиной до 50 мм.
Плазменно-дуговая резка с впрыском воды
В процессе плазменной резки с впрыском воды также используется вода. В плазменную горелку впрыскивается вода, которая дополнительно сужает плазменную дугу. В отличие от плазменной резки с использованием вторичной среды, большая часть воды остается неиспаренной и вместо этого действует как охлаждающая жидкость для компонентов плазменной горелки и заготовки.Охлаждающий эффект воды позволяет уменьшить деформацию материала, повысить качество резки и увеличить срок службы расходных деталей резака. Этот тип плазменной резки подходит для использования с машинами для подводной плазменной резки металлов толщиной от 3 до 75 мм.
Другие варианты
Другие варианты плазменной резки включают:
- Плазменная резка с повышенной перетяжкой
- Подводная плазменная резка
- Плазменная строжка
- Плазменная маркировка
В отличие от ранее упомянутых вариантов, увеличенное сужение плазменной дуги достигается за счет использования специальных сопел, которые обеспечивают определенные возможности, такие как вращение плазменного газа или регулировка сопла во время процесса резки.
Подводная плазменная резка выполняется на глубине от 60 до 100 мм под водой, что позволяет снизить уровень шума, пыли и загрязнения воздуха, но требует больше энергии и времени на резку, чем плазменная резка при атмосферном давлении.
Плазменная строжка и Плазменная маркировка — это процессы, при которых обычно не прорезают заготовку; При плазменной строжке удаляется только поверхностный материал детали, чтобы получить более гладкую поверхность, а плазменная маркировка оставляет следы на поверхности готовых компонентов.
Процесс плазменной резки предлагает множество вариантов, которые подходят для широкого спектра производственных приложений. Пригодность каждого варианта зависит от технических характеристик и требований режущего инструмента.
Машина для плазменной резки
В то время как в процессе лазерной резки используются станки для лазерной резки, а в процессе / услугах гидроабразивной резки используются машины для гидроабразивной резки с водой под давлением и абразивными материалами, в процессе плазменной резки используется оборудование плазменной резки для получения желаемых разрезов на заготовке.Машины плазменной резки различаются от модели к модели, приложения и приложения с настройками от простых (например, ручные резаки, подключенные к источнику питания) до сложных (например, программируемые и автоматизированные станки с ЧПУ). В базовую комплектацию этих машин для плазменной резки входят источник питания для плазменной резки, пульт зажигания дуги, узел горелки, подача газа, система охлаждения и электропроводящая деталь.
Источник питания: Источник питания обеспечивает энергию для инициирования вспомогательной дуги и поддержания основной дуги на протяжении всего процесса плазменной резки.Как правило, они имеют высокое напряжение без нагрузки (т. Е. Напряжение холостого хода) в диапазоне от 240 В до 400 В постоянного тока для создания вспомогательной дуги, но для поддержания основной дуги после ее образования требуется всего от 50 до 60 В постоянного тока.
Консоль зажигания дуги (ACS): ACS производит начальную искру, которая инициирует цепь вспомогательной дуги.
Используемые газы и среды: Плазменные газы подразделяются на газы зажигания (зажигает плазменную дугу), режущие газы (используются с плазменной дугой в процессе резки) и вторичные газы (сужают и охлаждают плазменную дугу).Используемые газы могут быть инертными, реактивными или смесью двух предыдущих типов. Вода также используется в качестве вторичной среды во время процесса резки.
Узел горелки: Узел горелки и его детали включают электрод и сопло, подключены к источнику питания и используют плазменный и режущий газы для инициирования и выполнения операции плазменной резки.
Система охлаждения: Система охлаждения охлаждает компоненты узла резака и заготовку, продлевая срок службы расходных деталей.Система может иметь водяное или газовое охлаждение.
Заготовка: Заготовка — это обрабатываемый материал. Для плазменной резки материал должен быть электропроводным, поскольку заготовка служит компонентом основной цепи дуги.
Другие варианты установок для плазменной резки включают столы для резки, оборудование для контроля загрязнения воздуха и подвесные путевые системы. Режущий стол служит рабочей поверхностью для резки заготовки, а оборудование управления — средством удаления выбросов, образующихся в процессе резки.В автоматах для резки резак подвешен наверху на рельсовой системе, чтобы обеспечить перемещение по поверхности заготовки.
Расходные сопла плазмотронов.Изображение предоставлено: Nordroden / Shutterstock.com
Материальные аспекты
Поскольку в процессе плазменной резки используются переносимые плазменные дуги, его использование ограничивается резкой только материалов, которые являются электропроводными. Однако он подходит для широкого спектра металлов, в том числе:
- Конструкционная сталь
- Сталь нелегированная, низколегированная и высоколегированная
- Алюминий
- Металлические плакированные пластины
Плазменная резка также может использоваться для обработки таких материалов, как медь, латунь, титан и чугун, хотя некоторые из их температур плавления могут оказаться проблематичными для получения высококачественной резки кромок.В зависимости от технических характеристик машины для плазменной резки и материала заготовки, процесс позволяет резать материал толщиной от 0,5 мм до 180 мм.
Альтернативные способы резания
Некоторые из преимуществ плазменной резки, продемонстрированные перед другими методами резки, включают:
- Более быстрое выполнение работ
- Отрезки более высокого качества
- Возможности для работы с более толстыми материалами
- Минимальный риск деформации материала
- Снижение затрат на оборудование и эксплуатационные расходы
Однако, несмотря на эти преимущества, он может не подходить для каждого производственного применения, а другие процессы резки могут оказаться более подходящими и рентабельными.Альтернативы плазменной резке включают газокислородную резку, гидроабразивную резку и лазерную резку.
Резюме
Выше описаны основы установки и процесса плазменной резки, различные варианты плазменной резки и некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли плазменная резка наиболее оптимальным решением для их конкретной резки. заявление.
Чтобы получить дополнительную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для изготовления на заказ, посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- http://www.techno-isel.com
- http://www.boc-gas.co.nz/en/legacy/attachment?files=tcm:y435-68107,tcm:435-68107,tcm:35-68107
- https://www.esabna.com/us/en/education/blog/the-basics-of-plasma-cutting.cfm
- https://www.researchgate.net
- https://www.lincolnelectric.com/en-us/equipment/plasma-cutters/process-and-theory/Pages/how-a-plasma-cutter-works.aspx
- https://www.twi-global.com/technical-knowledge/job-knowledge/cutting-processes-plasma-arc-cutting-process-and-equipment-considerations-051
- http: // www.esabna.com/us/en/education/blog/what-is-plasma-cutting.cfm
- https://weldguru.com/plasma-arc-cutting/
Прочие изделия для резки
Больше от Custom Manufacturing & Fabricating
Аппарат для аргонной сваркиИзображения
Новым пользователям предоставляется скидка 60. Доступный и поиск среди миллионов изображений, изображений и векторных изображений без лицензионных отчислений.
Производители и поставщики аппаратов для дуговой сварки также предлагают сварочные аппараты MIG, аппараты для аргонной сварки, сварочные выпрямители, аппараты для точечной сварки.
Изображения сварочного аппарата для аргона . Загрузите стоковые фотографии сварочного аргона в лучшем агентстве стоковой фотографии с миллионами высококачественных стоковых фотографий и картинок, не требующих лицензионных отчислений, по разумным ценам. Загрузите 623 стоковых фотографии сварщика аргона бесплатно или по удивительно низкой цене. Найдите идеальную исходную фотографию аргона. В ассортимент нашей продукции входят аппараты для дуговой сварки, аппараты для плазменной резки, аппараты для точечной сварки, аппараты для сварки вольфрамовым электродом и сварочные аппараты SPM.123267534 стоковых фото онлайн. 120442275 стоковых фото онлайн. Загрузите 433 стоковых фотографии работы сварщика аргона бесплатно или по удивительно низкой цене. Загрузите стоковые фотографии аргонной сварки. Не нужно регистрироваться, купите сейчас. Производители сварочных аппаратов в фаридабаде. Аппараты электросварочные аппараты точечной сварки, аппараты сварочные аппараты точечные сварочные аппараты лазерной сварки. Сварочный аппарат MIG для дуговой сварки. Ежедневно добавляются тысячи изображений. Новым пользователям предоставляется скидка 60. Redbo New DC Inverte TIG 200IGMMA MOS сварочный аппарат аргонный сварочный аппарат для продажи.
Redbo 2017 инверторный сварочный аппарат аргонный сварочный аппарат. Ограниченная по времени распродажа, легкий возврат. Digirob — это 7-осевой роботизированный аппарат для плазменной резки, сварочный аппарат для аргона на основе куки с вытянутой рукой, с возможностью плазменной резки стали и более, если это необходимо, а также для сварки большинства видов металлов. Дешевый аппарат для аргонно-дуговой сварки покупайте качественный сварочный аппарат непосредственно у поставщиков аппаратов для дуговой сварки китая.