


О клубе — Яхт клуб Ост-Вест
 Яхт-клуб «Ост Вест» вырос из парусной секции 93 спортивного клуба Балтийского флота. В 1985 году в Калининграде появились три уже не новые килевые парусные яхты. Две класса «Четвертьтонник» и одна «Полутонник». Все корпуса деревянные, постройки Таллинской экспериментальной верфи спортивного судостроения. Капитанами яхт были назначены в то время действующие офицеры ВМФ: Багров И.Л., Жадобко С.М., Нечасткин О.А. Позднее, в 1987 году, появились ещё две новые яхты: деревянный «Четвертьтонник» «Норд» и пластиковый «3/4 тонник» «Аскольд» ( Типа «Телига-104», Польской постройки).
Яхт-клуб «Ост Вест» вырос из парусной секции 93 спортивного клуба Балтийского флота. В 1985 году в Калининграде появились три уже не новые килевые парусные яхты. Две класса «Четвертьтонник» и одна «Полутонник». Все корпуса деревянные, постройки Таллинской экспериментальной верфи спортивного судостроения. Капитанами яхт были назначены в то время действующие офицеры ВМФ: Багров И.Л., Жадобко С.М., Нечасткин О.А. Позднее, в 1987 году, появились ещё две новые яхты: деревянный «Четвертьтонник» «Норд» и пластиковый «3/4 тонник» «Аскольд» ( Типа «Телига-104», Польской постройки).
С началом перестройки в начале 90-х годов, когда было открыто более-менее свободное плавание по Мировому океану, а не только в территориальном море СССР, экипажи буквально ринулись «На Запад». «Четвертьтонники» ( капитаны Жадобко С.М., Горшков В.С.,Нечасткин О.А. ) активно осваивали Вислинский и Гданьский заливы – порты Гданьск, Элдьблонг, Гдыня, Крыница Морска, Хель и с тех пор яхтсмены нашего клуба поддерживают исключительно тёплые и дружеские отношения с польскими яхтсменами этого региона. Эти отношения никогда, ни разу за прошедшие годы не были омрачены политическими передрягами между нашими государствами.

С появлением яхты «Аскольд» спортивные дальние походы совершались каждый год. Освоены порты и яхтенные гавани Польши, Германии, Дании, Швеции, Голландии и Великобритании. Походы имели и политическую подоплёку: мы несли на Запад флаг нового государства – Россия. В тот период на «Аскольде», в разные годы ходили капитанами: Горшков В.С., Жадобко С.М., Багров И.Л.
Осенью 1992 года офицеры – члены парусной секции Спортклуба Балтийского флота участвовали в дерзком, по своей сути, и не безопасном, по существу, выводе двух яхт из Рижского яхтклуба ВМФ в Калининград. В этом экстремальном походе принимали участие Шуткин А.Н., Корогодский С.Н., Горшков В.С. и другие офицеры ВМФ. Несмотря на сопротивление, в том числе и силовых структур Латвии, яхты благополучно дошли до Калининграда. Это были деревянные яхты: две — постройки Ленинградской верфи ВЦСПС типа «Л-6», «Арктика» и «Балтика», а так же один «Четвертьтонник» Таллинской постройки «Ушкуйник». Яхта «Балтика» простояла на стенке в навигацию 1993 года пока экипаж не возглавил яхтенный капитан Евченко С.В.
В 1993 году экипаж офицеров ВМФ с капитаном Горшковым В.С. на яхте «Арктика» был приглашён наследником Английского престола принцем Чарльзом в королевский яхт-клуб «Вулверстоун» (Порт Ипсвич) на празднование 150 — летия образования этого яхт-клуба.
Флюсы — Википедия
Материал из Википедии — свободной энциклопедии
У этого термина существуют и другие значения, см. Флюс. Печь для обжига известняка и производства извести, Англия, XIX век
Печь для обжига известняка и производства извести, Англия, XIX век 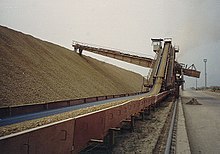 Склад известняка
Склад известнякаФлю́сы (пла́вни) в металлургии — неорганические вещества, которые добавляют к руде при выплавке из неё металлов, чтобы снизить её температуру плавления и облегчить отделение металла от пустой породы.
Флюсами, или плавнями, называются примеси, прибавляемые при выплавке металлов с целью образования шлака надлежащей степени плавкости. Впрочем, часто флюсами называются также примеси, прибавленные с целью разложить то или другое металлическое соединение или растворить металл или его соединения в массе прибавленного вещества и т. д. (см. шлаки и шихта). Выбор флюса зависит от рода плавки и от состава руд.
Например, если руда богата глинозёмом и кремнезёмом, флюс должен быть известковым (содержащим известь) или магнезиальным (содержащим магнезию) — этот случай имеет место на 90% всех чугуноплавильных заводов. Чистый известняк состоит из 56 % извести и 44 % угольной кислоты. Чтобы ввести в шихту 100 частей извести, требуется 178,6 частей известняка. Конечно, можно прибавлять в печь и прямо известь, но это делается сравнительно редко потому, что известь обладает низкой прочностью и, разрушаясь, ухудшает свойства шихты[1]. Известняки, содержащие окаменелости, иногда содержат много фосфора, что часто нежелательно, поскольку фосфор является вредной примесью в большинстве сталей; поэтому предварительный анализ известняков составляет существенную необходимость. Лучше всех мраморовидные, кристаллические известняки; мел применяется редко. Доломит, содержащий в среднем 60 % углекислого кальция и 40 % углекислого магния, находит себе также применение при плавке — он даёт более легкоплавкие шлаки, чем чистый известняк. В доменном производстве главная цель применения флюсов — это связать кремнезём железной руды. Естественно, что чем меньше сам известняк содержит кремнезёма, тем лучше. Кварц и другие минералы, содержащие кремнезём, — песчаники, роговые обманки, гранаты, полевые шпаты, базальты и т. д. — применяются при рудах, очень богатых основаниями. Силикаты легче чистого кварца вступают в соединения и плавятся. Плавиковый шпат действует на шлаки чрезвычайно разжижающим образом. Температура плавления шлака им также сильно понижается. Дороговизна его и разъедание им стенок печи мешают его рядовому применению. В домну (доменную печь) плавиковый шпат вводится в случае расстройства хода печи; иногда его засаживают в какое-нибудь определённое место печи, чтобы удалить образовавшиеся там настыли. Глинистые сланцы применяются в виде флюса при сильно известковистых рудах. Железо присаживается при плавке свинцовых, сурьмяных, ртутных руд главным образом для разложения руды (например, по уравнению: PbS + Fe = Pb + FeS). Руды мышьяка и сурьмы служат плавнями при плавке на кобальт и никель. Свинец служит для собирания золота и серебра при плавке медных руд. Металлические окислы присаживаются для различных целей: при пудлинговании — при рафинировании меди — для разделения металлов; для образования жидких шлаков — как сильные основания (плавка меди) и т. д. Шлаки того же или другого процесса служат также флюсами; действие их зависит от их состава.
Применение в чёрной металлургии[править | править код]
Введение флюсов в состав агломерата или в доменную печь необходимо для понижения температуры плавления пустой породы железной руды или агломерата и золы кокса, а также для перевода их в легкоплавкий жидкий шлак, который легко выходит из печи. Химический состав флюса определяют в зависимости от состава пустой породы и золы топлива. Если в пустой породе и в золе много кремнезема (кислого компонента), а зола загрязнена серой, то в печь или в шихту для агломерации добавляют основные флюсы, т. е. вещества, содержащие известь. Оксид кальция, имеющий щелочной характер, нейтрализует кремнезем и связывает серу. Если в пустой породе руды содержатся оксиды кальция и магния, приходится прибегать к добавке кислых флюсов, содержащих кремнезем. В первом случае используют известняк, во втором случае — кварциты. Процесс изменения состава материала с целью получения заданной плавкости смеси называют офлюсованием.
Наиболее распространенным флюсом для доменного и агломерационного производства является известняк
Известняк для доменной плавки должен быть кусковатым (крупность 25—60 мм), прочным, не образовывать мелочи, а главное не содержать серы, фосфора и кремнезема. Эти примеси вредны, так как кремнезем снижает флюсующую способность известняка, а сера и фосфор частично переходят в чугун, ухудшая его качество. Для успешной плавки некоторых сортов железных руд в доменные печи вводят глиноземсодержащие минералы, которые относят к группе нейтральных флюсов. Наибольшее количество глинозема содержит боксит
что это такое, для чего нужен и виды
Задача соединения металлических деталей – из наиболее распространенных. Пайка – это один из самых удобных способов ее решения. Она не разрушает соединяемые поверхности. В некоторых случаях без нее невозможно обойтись.
Например, при монтаже печатных плат. Соединяемые детали удерживает припой. Но чтобы он соединялся с ними, наиболее надежно необходим дополнительный компонент – флюс. Далее читатель сможет узнать о нем больше.
Функции и основные свойства
Воздух – это агрессивная среда для большинства металлов. Кислород и примеси прочих веществ реагируют с ними с образованием поверхностных пленок. Даже такой благородный металл как серебро, подвержен этому воздействию. А нагрев существенно активизирует химическое взаимодействие металлов. Поэтому, чем ниже температура плавления твердого флюса, – тем лучше. Он, расплавившись в месте пайки, изолирует поверхность от доступа воздуха.
Но на ней могут быть либо окисная, либо жировая пленка. Если было прикосновение рукой к месту пайки, велика вероятность появления этой пленки. Потому ее удаление – это еще одна функция флюса. Чем слабее он растворяется в металле и лучше растекается, смачивая место пайки, тем выше ее качество. Твердый флюс при пайке нагревается и разжижается. Но при этом температура должна быть такой, чтобы припой расплавился, а флюс не стал сажей.
Поэтому при пайке необходимо основываться на оптимальном соответствии флюса и припоя. Важен не только сам процесс, но и его последствия. После завершения процесса место соединения всегда очищается тем или иным способом. Твердый флюс сначала соскребают. Затем место пайки протирают тампоном, смоченным соответствующим растворителем. Существует вероятность того, что удаление получится неполным даже при использовании жидкого флюса. Поэтому важно, чтобы он не вызвал коррозию в этом месте.
Но все зависит от решаемой задачи. В некоторых случаях качественное соединение можно получить, используя нейтральный флюс. Но бывает и так, что без активного соединения с кислотными свойствами пайка не получается. Нагревание таких веществ может приводить к их разложению на вещества, весьма неполезные для человеческого здоровья. Поэтому надо знать, с чем приходиться паять, и делать это вблизи вытяжки. При работе с активными кислотными флюсами ее наличие обязательно. Далее расскажем о наиболее распространенных компонентах для пайки.
Аспирин в таблетках и прочие подручные компоненты
Если потребуется лудить тонкие токопроводящие жилы, пригодится таблетка аспирина. Надо положить ее на ровную поверхность, а сверху – провод. Если провести нагретым жалом паяльника с захваченным припоем и канифолью по жиле, она немедленно покроется припоем. Также можно заранее положить крупицу канифоли на таблетку. Она будет плавиться, шипеть и дымиться. Не забываем про вытяжку. Если это делается дома, надо поставить рядом работающий вентилятор и направить его в сторону открытого окна. Паять с аспирином получается все металлическое, что встречается в быту, кроме алюминия и его сплавов.

Если конфигурация места пайки такова, что его надо смачивать, можно раздавить таблетку в порошок и смешать со спиртосодержащей жидкостью. Например, с дешевым одеколоном. Можно использовать водные кислотные флюсы, такие как электролиты гальванических элементов. И даже некоторые продукты питания – кислый фруктовый сок или некоторые растительные масла. Также эффективный вариант – смесь глицерина с нашатырем в равных долях. После пайки рекомендуется промыть место водой, но лучше – спиртом.
Активный жидкий флюс, который продается в магазинах
Если нет желания «химичить» с аспирином и прочими упомянутыми компонентами, можно просто пойти в магазин хозтоваров или на рынок и купить готовый активный кислотный флюс. Ортофосфорная кислота – одна из его самых надежных разновидностей. Паять можно все так же, как и с аспирином. Но с более негативными последствиями для здоровья, если не будет хорошей вентиляции.
Фосфор – яд. Хлор, который может быть в составе альтернативного флюса на основе реагентов соляной кислоты, тоже ядовит. Остатки обязательно смываются. Впрочем, на этикетке баночки все написано. Если прочесть и соблюсти все, что там изложено, результат будет очень хорошим.
- Для пайки электронных компонентов и печатных плат не применяется.
 Все указано на этикетке
Все указано на этикеткеПайка латунью
Хотя наиболее часто упоминаются припои на основе олова, существуют и другие варианты этих веществ. Оловянные припои – непрочные и низкотемпературные. Для получения прочного соединения, например, резца на основе победита, используется латунь. Это сплав, у которого температура плавления примерно девятьсот градусов Цельсия. При этой температуре нужен только твердый флюс.
Широко применяется в этом качестве бура – соль борной кислоты, получаемая от взаимодействия с натрием. Порошок буры растворим водным раствором борной кислоты. Вода нужна лишь для удобства и качественного нанесения на соединяемые детали. Она испаряется, а пленка буры остается и плавится. Если не смыть остатки водой, впоследствии из-за атмосферной влаги в этом месте начнется коррозия металла.
 Так выглядит бура
Так выглядит бураЖирный флюс
Известная поговорка «Клин вышибают клином» может быть дополнена паяльной версией – «Жировая пленка удаляется жировым флюсом». Это не выдумка автора, поскольку далее показано изображение баночки с паяльным жиром. Но жир этот получен из нефти. И он жирных пятен не оставляет. Его роль – это связующая основа, среда в которой равномерно распределены хлориды, фосфаты или прочие соли. Канифоль, которая сама по себе эффективный флюс, также присутствует в виде порошка.
Именно эти компоненты справляются с окисными, а также настоящими жировыми пленками, определяя активность или нейтральность паяльного жира. А вазелиновая, стеариновая или парафиновая основа эффективно изолирует от воздуха место пайки. При этом температура припоя и жала не приводят к быстрому расходу флюса или появлению сажи. А частицы ржавчины или мусора отрываются от металла и всплывают на поверхность расплава.
- Не применяется для пайки печатных плат и металла, закрепленного на пористых диэлектриках.
- Существует марка для пайки алюминия и его сплавов.
- Смывается растворителями или бензином.
 Паяльный жир
Паяльный жир Паяльный жир
Паяльный жир Некоторые марки паяльных жиров
Некоторые марки паяльных жировСпециализированные жидкие флюсы
В продаже имеются в ассортименте многокомпонентные жидкие флюсы для специального применения. Составляющие их подобраны таким образом, что определенная группа металлов для данной рецептуры подходит лучше всего. Во флаконах намешано много чего. Нет смысла вникать в перечень компонентов. Просто покупаем тот флакон, описание которого на этикетке лучше всего подходит для решаемой задачи.
Флакон снабжен пробкой со вставленной кисточкой для удобного нанесения. Почти все эти жидкие смеси великолепно удаляют пленки, затрудняющие пайку. А это значит, что они активные и необходимо тщательно удалять их остатки, протирая место пайки. Не забываем о вредном воздействии паров на организм. Если нет вытяжки, надо паять на балконе или на подоконнике у открытого окна. Тут же и смываем остатки, если используется растворитель, бензин или ацетон.
 Некоторые из специальных жидких флюсов
Некоторые из специальных жидких флюсовКанифоль
Настоящая канифоль – это продукт, полученный из собранной живицы – древесной смолы сосны и прочих хвойных деревьев. Она похожа на янтарь, в который превращается как ископаемое. Поскольку смола содержится в древесине и остатках от ее переработки, опилки собирают и обрабатывают. Это достигается использованием бензина. Он растворяет смолу. Затем его выпаривают. Сам метод называется экстракцией, а канифоль – экстракционной. Еще один сорт – таловый – вырабатывается как продукт производства мыла.
При комнатной температуре этот флюс твердый и хрупкий. Зато очень удобный, поскольку его можно брать из кусочка прямо жалом паяльника. При пайке рекомендуется применять такой припой, который плавится при температуре, не приводящей к быстрому появлению сажи. Она образуется, если прикосновение паяльника сопровождается шипением. Твердая живичная канифоль становится жидкой при пайке, но затем быстро затвердевает. Она легко соскребается, и даже если не полностью – это не повлечет окисления.
Порошок ее служит основой для жидкой смеси на спирту или растворителе. Остатки этого флюса необходимо смывать, хотя он и не такой активный, как кислотосодержащие аналоги. Зато его удобно наносить на спаиваемые детали. Но пленки она почти не удаляет. По этой причине такую поверхность лучше паять жидкой смесью. Сначала смоченной кисточкой надо покрыть поверхность. Затем поцарапать ее острым кончиком лезвия. Если после этого флюса осталось маловато, добавить его и паять паяльником с припоем. Смывка делается спиртом, растворителем или бензином.
 Канифоль
КанифольИ спирт, и канифоль без проблем можно купить. Канифоль продают в том числе для натирания скрипичных струн. Суть при этом не меняется, и скрипичной канифолью тоже можно паять. Если самому готовить жидкий канифольный раствор на спирту, надо растолочь примерно одну ложку канифоли и затем влить в нее три таких же ложки спирта. Дозировка может выполняться не только кисточкой, но и шприцем. Если не пользоваться им регулярно, раствор в игле может застыть. Поэтому иглу рекомендуется снимать и хранить отдельно погруженной в спирт. А на шприц надеть пробку вместо иглы.
 Жидкая канифоль
Жидкая канифольТри марки флюса, которые наиболее востребованы у профессионалов пайки
Поскольку флюсы – это расходный материал, пользующийся устойчивым спросом, существуют компании-производители, которые на этом продукте, как говориться, поднялись. Amtech – производитель, успех которого теперь сопровождается массой подделок. Оригинальные продукты Amtech, такие как NC-559-ASM и RMA-223, обеспечивают качественную пайку и не обязательны к смывке. Чтобы получить действительно фирменный товар, необходимо пользоваться только дилерской сетью Amtech.
Подделок масса, причем некоторые из них распознать почти невозможно. Но особо расстраиваться не стоит. Китайские поддельные флюсы хорошо паяют, причем у некоторых пользователей при этом появляется полная уверенность в пользовании фирменным товаром. Вопрос, конечно, не только в пайке, но и в составе дыма, ее сопровождающего. Его лучше всего направить вентилятором в сторону открытого окна или в вытяжку.
 Продукция американской фирмы Amtech
Продукция американской фирмы AmtechЕще более высокую оценку от мастеров паяльника получает продукция американской фирмы EFD. Марка флюса EFD 6-412-A Flux-Plus признана одной из самых лучших. Как и полагается такому товару, его беспощадно подделывают китайские мастера. Главная проблема в том, что оригинал можно не смывать. Но если попался поддельный экземпляр, а смывка не была выполнена, проблема в скором времени обеспечена. Особенно при пайке печатных плат большой плотности, для которых только и стоит применять этот дорогой флюс.
Для смывки фирма-производитель рекомендует аэрозольную упаковку марки аэрозоль Flux OFF. Но от смывки спиртом или растворителем проблем не будет.
К сожалению, необходим опыт работы с оригинальным товаром. Тогда замечаются отличия даже по запаху. Но для этой марки характерно быстрое затвердевание геля после прикосновения паяльником. Если этого не происходит, но, тем не менее, пайка не вызвала проблем, лучше смыть остатки этого подозрительного флюса. Некоторые мастера проверяют капельку на сопротивление. По их утверждению, оригинальный продукт показывает обрыв. А поддельный – какое-либо мегаомное сопротивление. Далее приводим изображение флакона-оригинала:
 Оригинальный флюс от фирмы-производителя
Оригинальный флюс от фирмы-производителяНапоминаем, что показанный выше флакон адаптирован под шприц такого же диаметра, а также под пистолет-дозатор. Его преимущество в том, что гарантируется количество флюса, которое будет точно соблюдаться все время, и не надо будет опасаться случайной передозировки, как это бывает с обычным шприцем. Его польза может быть не только при пайке. Можно дозировать клей и даже крем для кондитерских изделий.
 Пистолет-дозатор
Пистолет-дозаторИ, наконец, пришла очередь самого лучшего флюса. По мнению большинства профессионалов пайки, это продукция фирмы Interflux. Для нее характерно разнообразие не только консистенций, но и упаковок. Для домашних пользователей продаются небольшие универсальные флаконы. А для промышленных потребностей – целые канистры. Также, как и положено для марки такого уровня, продается фирменная смывка. Продукция этого производителя дорогая, потому и применяется исключительно для пайки электронных компонентов.
 Флюс Interflux
Флюс Interflux  Флюс Interflux
Флюс Interflux Различные варианты упаковки флюса марки Interflux
Различные варианты упаковки флюса марки InterfluxНа рынке флюсов существует огромное разнообразие. Успех отдельных марок состоит не только в качественной продукции, но и в маркетинговом умении продавцов. Поэтому, если появляется возможность опробовать новую марку флюса и существует уверенность в его подлинности, надо смело пробовать и сравнивать.
Похожие статьи:Что такое флюс для пайки?
Процедура пайки может проводиться самостоятельно при наличии требуемых материалов и инструментов. Она применяется для соединения отдельных металлических элементов при применении припоя и флюса. Второе вспомогательное вещество позволяет существенно повысить качество получаемого шва. При рассмотрении того, что такое флюс для пайки, следует учитывать большое количество его разновидностей, только при правильном выборе и применении можно обеспечить требуемую надежность соединения.
Что такое флюс?
Паяльный флюс применяется при соединении нескольких материалов. В зависимости от особенностей структуры вещества температура, при которой может проходить пайка, варьирует в диапазоне +50…+500°C.

Выбор флюсовых составов проводится с учетом нижеприведенных моментов:
- Температура плавления. Все материалы характеризуются показателем температуры, при которой он становится пластичным.
- Вид материала тоже имеет значение. Некоторые из них могут вступать в химическую реакцию с используемыми веществами при пайке.
- Температурный режим работы. Некоторые получаемые изделия могут подвергаться воздействию жара со стороны окружающей среды.
- Устойчивость поверхности к образованию коррозии. Некоторые из них подвержены окислению. Коррозия становится причиной снижения электропроводности, прочности и других свойств.

Некоторые варианты исполнения изготавливаются в твердом виде, другие в мягком. Использование предусматривает воздействие высокой температуры, при которой происходит изменение состояния.
Предназначение
При применении припоев изменение основных качеств материала происходит на температуре более +500°C. В результате воздействия жара и некоторых веществ получается качественное соединение. Недостатком рассматриваемого метода соединения можно назвать то, что есть высокая вероятность перегрева материала.
Флюс используется как легко сплавная разновидность вещества, которое применяется в сфере радиотехники и другой производственной деятельности. Температурный режим составляет +500°C, поэтому обработка при применении этих флюсов не приводит к повреждению соединительных элементов и платы. Среди особенностей отметим следующее:
- В состав включается свинец и олово.
- Сверх легкоплавкие материалы используются при работе с транзисторами и другим электронным оборудованием. Температура окисления не выше +150°C.
Применение специальных растворов позволяет достигнуть лучшего результат. Это можно связать с нижеприведенными моментами:
- Повышенный показатель теплообмена, а также электрической проводимости. Подобные свойства позволяют быстро нагреть соединяемые поверхности без изменения основных характеристик.
- Прочность получаемого соединения существенно повышается. Некоторые элементы включаются в состав металла, делая его более прочным и надежным.
- Повышается степень устойчивости поверхности к процессу коррозии и окисления. Подобные изменения могут стать причиной ухудшения прочности и проводимости.

Наиболее распространенной формой поставки является прут из олова, диаметр сечения которого варьирует в большом диапазоне. Встречаются и проволочные катушки, трубки с канифолью и некоторые другие варианты исполнения.
Как правильно выбрать?
В продаже встречаются различные флюсовые соединения, которые могут применяться при пайке. Рекомендациями по выбору можно назвать следующее:
- Определяется температура нагрева. Каждый материал плавится при своей температуре, которая должна учитываться.
- Учитывается тип материала, который будет соединяться.
- Рассматриваются основные свойства, которыми должно обладать соединение: проводимость, прочность, устойчивость к переменным нагрузкам.
При ремонте радиотехники применяется один состав, для промышленной плавки другой.
Разновидности флюсовых составов
Рассматриваемые вещества делятся по типу воздействия на соединяемые детали в процессе пайки. Флюс способен удалять тонкий оксидный слой металла с поверхности, за счет чего снижается вероятность появления коррозии. Наибольшее распространение получили следующие виды флюсов:
- Активные. При производстве применяется соляная кислота. Подобные составы подходят для соединения железных элементов. В некоторых случаях при изготовлении используется хлористый цинк. Активный флюс обладает повышенной химической активностью. Повышенная степень электропроводности позволяет соединять крупные провода. Этот вариант исполнения не рекомендуют использовать в радиотехнике, т. к. остатки флюса практически не удалить с поверхности плат.
- Бескислотные. Это вещество создается на основе глицерина, а также этилового спирта или скипидара. Его применение возможно при температуре до +150°C. Активный состав может удалять с поверхности тонкие слои свинца, меди, олова. Поэтому при его использовании поверхность можно очистить. Область применения — пайка поверхности при отсутствии разъединения металла. Мастера используют состав для работы с небольшими деталями и электрическими схемами.
- Активированные. Подобное вещество изготавливается на основе солянокислого анилина и салициловой кислоты. Область применения заключается в пайке всех деталей, которые не нужно предварительно очищать. Есть возможность использовать активированный флюс при соединении материалов, которые при эксплуатации подвержены механическому воздействию.
- Антикоррозионные. Предназначение подобных составов заключается в защите поверхности от возникновения коррозионных отложений. Основным компонентом выступает ортофосфорная кислота, она включается в состав всех пропиток с антикоррозионными свойствами. Вещество не оказывает разрушающего воздействия на структуру материала, удаление коррозии обеспечивается за счет химической реакции.
- Защитные. Состав вещества определяет то, что после его нанесения обеспечивается требуемый уровень защиты от окисления. Отличительная черта этой группы заключается в том, что при изготовлении используется оливковое масло, воск, вазелин и другие маслянистые вещества. Область применения заключается в пайке небольших микросхем.
- Тугоплавкие. При изготовлении подобных вариантов флюса применяется медь, цинк и фосфор. В некоторых случаях включается и серебро.

Классификация проводится и по другим признакам, выбрать подходящий вариант исполнения вещества может исключительно специалист, основываясь на своем опыте. Неправильное вещество снизит эксплуатационные характеристики получаемым соединений.
Порядок применения
Рассматриваемые вещества могут распространяться в твердом и жидком состоянии. Порядок применения характеризуется следующими особенностями:
- Если материал твердый, жало паяльника опускают в тело реагента на несколько секунд, после чего захватывается немного припоя. На видео можно увидеть особенности подобного процесса.
- Жидкое вещество нанести легко, для этого его достаточно распределить кисточкой по поверхности. Для дозирования количества жидкого вещества следует наносить его постепенно.
- В продаже встречаются пастообразные варианты исполнения. На момент работы вещество наносится палочкой, после чего распределяется кончиком паяльника. Пастообразное вещество просто наносить и распределять по поверхности, как и хранить.
В продаже можно встретить канифоль в другом виде, например, геля. Он используется для пайки миниатюрных деталей.
Технические регламенты
Производство флюса регламентируется единым стандартом ГОСТ 9087-81. В радиотехнике применяется вещество, которое должно соответствовать стандарту ГОСТ Р 56427-2015. Отдельные стандарты разработаны для:
- Пайки и лужения.
- Формовки выводов, установки изделий и печатных плат.
- Пайка печатных плат.
Встречаются и другие нормативные акты, которые касаются отраслевой структуры. При их учете можно подобрать наиболее подходящие материалы.

Приведенная выше информация указывает на то, что флюс является важным веществом, которое должно применяться при пайке. При его отсутствии качество соединения существенно снижается. Поэтому при частом проведении пайки следует уделить внимание выбору более подходящего флюса.
В чем разница между канифолью и флюсом? И чем паять лучше?
Канифоль это канифоль.. ) она используется для смачивания жала паяльника, для лучшего расплавления припоя.. Флюс бывает разный, бывает кислотный.. его используют для пайки не ответственных деталей.. металлов, плохо лудящихся поверхностей.. В электронике его не применяют, так как место пайки подвержено окислению.. и дальнейшему разрушению.. Есть еще спиртоканифольный флюс.. это канифоль растворенная в спирте.. вот он идеально подходит для пайки плат, так как его удобно наносить на различные поверхности, выводы микросхем, контактные площадки.. и тд.. Существует также паяльный жир.. он также может считаться флюсом..
Канифоль — это разновидность флюса. Флюс подбирается в зависимости от того что паяешь
флюс это общее название веществ используемых для пайки. Канифоль — это один из флюсов.
Флюс — общее название, канифоль — составная часть, или в чистом виде. Имеет разновидности — паяльная, скрипичная, фрикционная, церковная (ладан)….
Канифоль — тоже флюс Флюсы делятся на активные и неактивные Канифоль — неактивный флюс Для новичков — паять только неактивными флюсами
Вот я тоже думаю: что бы съесть, карамельку или конфету?
Паять лучше оловом, точнее сплав олова и свинца, называется в обиходе припой. Для качественной пайки как правило медных проводов или другой радио фанитуры, удобна канифоль предохраняющая спаиваемые изделия от окисления. Заиндевевшие и сильно окислившиеся провода лучше флюсом разрушающим окисную пленку. Можете даже использовать аспирин, таблетку. Если флюса нет, попробывать можно с канифолью механически растирая жалом паяльника спаиваемые деталюшки. Иногда используют флюс на основе соляной кислоты .Но лучше всего не забивать себе голову а просто купить в магазине, снйчас навалом всего. Кстати, если вы хотите спаять что в фирменных изделиях, там нужен индивидуальный подход.
Канифоль это и есть флюс, причем главный! ! минимум для пайки надо : припой + канифоль для сложных работ нужны дополнительные флюсы!!
Флюсы — это… Что такое Флюсы?
У этого термина существуют и другие значения, см. Флюс.Флю́сы (пла́вни) — в металлургии — неорганические вещества, которые добавляют к руде при выплавке металлов, чтобы снизить температуру плавления и легче отделить металл от пустой породы.
Флюсами, или плавнями, называются примеси, прибавляемые при выплавке металлов с целью образования шлака надлежащей степени плавкости. Впрочем, часто флюсами называются также примеси, прибавленные с целью разложить то или другое металлическое соединение или растворить металл или его соединения в массе прибавленного вещества и т. д. (см. Шлаки и Шихта). Выбор флюса зависит от рода плавки и от состава руд. Например, при руде, богатой глинозёмом и кремнезёмом, флюс должен быть известковым или магнезиальным — этот случай имеет место на 9/10 всех чугуноплавильных заводов. Чистый известняк состоит из 56 % извести и 44 % угольной кислоты. Чтобы ввести в шихту 100 частей извести, надо 178,6 известняка. Конечно, можно прибавлять в печь и прямо известь, но это делается сравнительно редко. Известняки, содержащие окаменелости, иногда содержат много фосфора, что часто нежелательно; поэтому предварительный анализ известняков составляет существенную необходимость. Лучше всех мраморовидные, кристаллические известняки; мел применяется редко. Доломит, содержащий в среднем 60 % углекислого кальция и 40 % углекислого магния, находит себе также применение при плавке — он дает более легкоплавкие шлаки, чем чистый известняк. В доменном производстве главная цель применения флюсов — это связать кремнезем железной руды. Естественно, что чем меньше сам известняк содержит кремнезема, тем лучше. Кварц и другие минералы, содержащие кремнезем, — песчаники, роговые обманки, гранаты, полевые шпаты, базальты и т. д. — применяются при рудах очень богатых основаниями. Силикаты легче чистого кварца вступают в соединения и плавятся. Плавиковый шпат действует на шлаки чрезвычайно разжижающим образом. Температура плавления шлака им также сильно понижается. Дороговизна его и разъедание им стенок печи мешают его рядовому применению. В домну плавиковый шпат вводится в случае расстройства хода печи; иногда его засаживают в какое-нибудь определенное место печи, чтобы удалить образовавшиеся там настыли. Глинистые сланцы применяются в виде флюса при сильно известковистых рудах. Железо присаживается при плавке свинцовых, сурьмяных, ртутных руд главнейше для разложения руды: PbS + Fe = Pb + FeS. Руды мышьяка и сурьмы служат плавнями при плавке на кобальт и никель. Свинец служит для собирания золота и серебра при плавке медных руд. Металлические окислы присаживаются для различных целей: при пудлинговании — при рафинировании меди — для разделения металлов; для образования жидких шлаков — как сильные основания (плавка меди) и т. д. Шлаки того же или другого процесса служат также флюсами; действие их зависит от их состава.
Сварочные флюсы классификация и особенности
Содержание
1. Для чего нужен флюс при сварке
2. Условия использования сварочных флюсов
3. Недостатки
4. Как работают флюсы
5. Сварочные флюсы — классификация
6. Химический состав флюсов для сварки
7. Виды флюсов для сварки по назначению
8. Назначение сварочного флюса — примеры
9. Флюсы для газовой сварки
10. Флюсы для автоматической сварки
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.

- Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
- В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
- Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
- Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
- Оптимизируется расход присадочного материала.
- Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.
Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
- Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
- Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
- Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
- Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.
Как работают флюсы

- Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
- Электрод вводится в зону сварки, происходит поджиг дуги.
- Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
- Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
- Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
- Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
- При этом металлом заполняются все стыки, независимо от состояния кромок.
- Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.
Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом

Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
- низкий расход,
- возможность многократного использования,
- высокое качество получаемого шва.

Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
- Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
- Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей. Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
- Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
- Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
Назначение сварочного флюса — примеры
| Плавленые флюсы | Неплавленые флюсы | ||
| АН-348-А, АН-348-АМ, АН-348-В, АН-348-ВМ, ОСЦ-45, ОСЦ-45М, АН-60, ФЦ-9 | Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой | АНК-35 | Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А |
| АН-8 | Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой. | АНК-46 | Сварка низкоуглеродистых и низколегированных сталей |
| АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ | Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей | АНК-30, АНК-47 | Сварка швов высокой хладостойкости |
| АН-22 | Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей | АНК-45 | Сварка высоколегированных сталей |
| АН-26С, АН-26П, АН-26СП | Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей | АНК-40, АНК-18, АНК-19 | Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А; |
| АН-17М, АН-43 и АН-47 | Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности | АНК-3 | В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор |
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
- на кромки соединяемых деталей;
- напрямую в сварную ванну;
- на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер

Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
- медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т. д.) — например, такие марки, как МБ-2 или БМ-1;
- чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
- алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.

Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».