


постоянный ток — Direct current
Однонаправленный поток электрического заряда
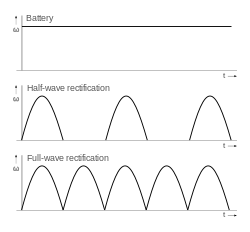
 Постоянный ток (красная линия). Вертикальная ось показывает ток или напряжение, а горизонтальная «T» время оси измеряет и показывает нулевое значение.
Постоянный ток (красная линия). Вертикальная ось показывает ток или напряжение, а горизонтальная «T» время оси измеряет и показывает нулевое значение.Постоянный ток ( DC ) представляет собой однонаправленный поток электрического заряда . Батарея является хорошим примером источника питания постоянного тока. Постоянный ток может течь в проводнике , такие как проволока, но также может протекать через полупроводники , изоляторы , или даже через вакуум , как и в электронных или ионных пучков . Электрический ток течет в постоянном направлении, отличающий его от переменного тока (AC). Термин , ранее используемый для этого типа тока был гальванический ток .
Сокращения AC и DC часто используется для обозначения просто чередующихся и прямой
Постоянный ток может быть получен из переменного тока питания путем использования выпрямителя , который содержит электронные элементы (обычно) или электромеханические элементы (исторически) , которые позволяют току течь только в одном направлении. Постоянный ток может быть преобразован в переменный ток с инвертором или набор мотор-генератора.
Постоянный ток используется для зарядки батареи и в качестве источника питания для электронных систем. Очень большие количества постоянного тока мощности используются в производстве алюминия и других электрохимических процессов. Он также используется для некоторых железных дорог , особенно в городских районах. Постоянный ток высокого напряжения используются для передачи больших объемов энергии от удаленных сайтов поколения или для соединения переменного тока электросетей.
история
 центральная власть Brush Electric Company завод по производству с динамо генерирующего постоянного тока для питания дуговых ламп для уличного освещения в Нью-Йорке. Начиная работу в декабре 1880 г. на 133 Западной Двадцать пятой улице, высокое напряжение управляло при позволило ему привести длинную цепь 2 мили (3,2 км).
центральная власть Brush Electric Company завод по производству с динамо генерирующего постоянного тока для питания дуговых ламп для уличного освещения в Нью-Йорке. Начиная работу в декабре 1880 г. на 133 Западной Двадцать пятой улице, высокое напряжение управляло при позволило ему привести длинную цепь 2 мили (3,2 км).Постоянный ток был произведен в 1800 году итальянский физик Алессандро Вольта батарея «s, его Вольтова кучу . Характер , как протекал ток не понял. Французский физик Андре-Мари Ампер предположил , что ток путешествовала в одном направлении от плюса к минусу. Когда французский инструмент производитель Ипполит Пиксии построил первый динамо электрический генератор в 1832 году, он обнаружил , что , как магнит используется прошел петли проволоки каждый полуоборот, это вызвало поток электроэнергии в обратном, генерируя переменный ток . По предложению Ампера, Pixii позже добавил коллектор , типа «переключатель» , где контакты на работе вала с «щеткой» контактами для получения постоянного тока.
В конце 1870 — х и начале 1880 — х годов увидел Отправной электричество генерируется на электростанциях . Они изначально были созданы для питания дугового освещения (популярный типа уличного освещения) , работающего на очень высокое напряжение (обычно выше 3000 вольта) постоянный ток или переменный ток. За этим последовали широкое распространение использование низкого напряжения постоянного тока для внутреннего электрического освещения в бизнесе и домах после изобретателя Томаса Эдисона начал его лампа накаливания на основе электрическую « полезность » в 1882. Из — за значительные преимущества переменного тока по постоянному току при помощи трансформаторы для подъема и опускания напряжения , чтобы позволить намного больше расстояния передачи, постоянный ток был заменен в течение следующих нескольких десятилетий переменного тока в поставке электроэнергии. В середине 1950-х года, высокое напряжение постоянный ток , была разработана передача, и в настоящее время варианта вместо междугороднего переменного тока высокого напряжения системы. Для длинных расстояний под водой кабелей (например , между странами, такими как NorNed ), этот параметр DC является единственным технически осуществимым вариантом. Для применений , требующих постоянного тока, таких как третий железнодорожных систем электропитания, переменный ток распределяется на подстанции, который использует выпрямитель для преобразования питания постоянного тока.
Различные определения
Термин постоянного тока используется для обозначения энергетических систем , которые используют только одну полярность напряжения или тока, а также, чтобы обратиться к постоянной, нулевой частоте, или медленно меняющихся местное среднее значение напряжения или тока. Например, напряжение постоянного тока через источник напряжения является постоянным , как это ток через DC источник тока . Раствор постоянного тока из электрической цепи является решением , где все напряжения и токи являются постоянными. Можно показать , что любое стационарное напряжение или ток сигнал может быть разложено на сумму составляющей постоянного тока , и с нулевым средней изменяющимся во время компоненты; компонент постоянного тока определяется как ожидаемое значение, или среднее значение напряжения или тока в течение всего времени.
Хотя DC означает «постоянный ток», DC часто относится к «постоянной полярности». Согласно этому определению, DC напряжение может изменяться во времени, как показано в сыром выходе выпрямителя или флуктуирующей речевого сигнала по телефонной линии.
Некоторые формы постоянного тока (например, произведенный с регулятором напряжения ) не имеют почти никаких изменений в напряжении , но все же могут иметь вариации выходной мощности и ток.
схемы
Цепи постоянного тока представляет собой электрическую цепь , которая состоит из любой комбинации постоянного напряжения источников, постоянного тока источников и резисторов . В этом случае, напряжение цепи и тока не зависит от времени. Особое напряжение холостого хода или тока не зависит от последнего значения любого напряжения холостого хода или тока. Это означает , что система уравнений , которые представляют собой цепь постоянного тока не включает интегралы или производные по времени.
Если конденсатор или катушка индуктивности добавляется к цепи постоянного тока, в результате чего схема не является, строго говоря, цепь постоянного тока. Тем не менее, большинство таких схем есть решение DC. Это решение дает напр жение холостого хода и тока , когда схема находится в DC устойчивого состоянии . Такая схема представлена системой дифференциальных уравнений . Решение этих уравнений обычно содержит изменяющееся во время или переходной часть, а также постоянную или устойчивое состояние части. Именно это устойчивое состояние часть , которая является решением DC. Есть некоторые схемы , которые не имеют решения постоянного тока. Два простых примеров источник постоянного тока , соединенный с конденсатором и источником постоянного напряжения , соединенный с катушкой индуктивности.
В электронике, он является общим для обозначения цепи, которая питается от источника постоянного напряжения, таких как батарея или выходе источника питания постоянного тока в качестве цепи постоянного тока даже при том, что имеется в виду, что цепь источника постоянного тока.
Приложения
Бытовые и коммерческие здания
 Этот символ , который может быть представлен Unicode символ U + 2393 (⎓) находится на многих электронных устройствах , которые либо требуют или производят постоянный ток.
Этот символ , который может быть представлен Unicode символ U + 2393 (⎓) находится на многих электронных устройствах , которые либо требуют или производят постоянный ток.DC часто встречается во многих сверхнизкого напряжения приложений и некоторых низковольтных применений, особенно там , где они питаются от батарей или солнечной энергии системы (так как может производить только DC).
Большинство электронных схем требуют постоянного питания .
Внутренние установки постоянного тока , как правило , имеют разные типы розеток , разъемов , переключателей и приборов от тех , подходит для переменного тока. Это происходит главным образом из — за более низкие напряжения , используемых, в результате более высоких тока , чтобы произвести такое же количество мощности .
Это, как правило , важно с устройством постоянного тока необходимо соблюдать полярность, если устройство не имеет диодный мост , чтобы исправить для этого.
EMERGÉ Альянс является открытой промышленной ассоциацией разработки стандартов распределения питания постоянного тока в гибридных домах и коммерческих зданиях .
автомобильный
Большинство автомобильных приложений используют постоянный ток. Автомобильная батарея обеспечивает питание для запуска двигателя, освещения и системы зажигания. Генератор представляет собой устройство переменного тока , который использует выпрямитель для создания постоянного тока для зарядки аккумулятора. Большинство шоссе легковых автомобилей используют номинально 12 V систем. Многие тяжелые грузовые автомобили, сельскохозяйственная техника, или землеройной техники с дизельными двигателями используют 24 системы вольта. В некоторых старых автомобилях, был использован 6 В, например , как в оригинальном классическом Volkswagen Beetle . В одном месте электрическая система 42 В была рассмотрена для автомобилей, но это нашло мало пользу. Для того, чтобы сохранить вес и проволоки, часто металлический каркас автомобиля соединен с одним полюсом батареи и используется в качестве обратного проводника в цепи. Часто отрицательный полюс шасси связь «земля», но положительная земля может быть использована в некоторых колесных или морских транспортных средствах.
телекоммуникация
Телефонные станции оборудование связи использует стандартный источник питания -48 В постоянного тока. Отрицательная полярность достигается за счетом заземления положительного полюса системы питания и батарею банки. Это делается для предотвращения электролизных отложений. Телефонные установки имеют систему батареи , чтобы обеспечить питание поддерживаются для абонентских линий во время перебоев питания.
Другие устройства могут питаться от телекоммуникационной системы постоянного тока с использованием преобразователя постоянного тока , чтобы обеспечить любое удобное напряжение.
Многие телефоны подключения к витой паре проводов, а также использовать смещения тройник внутренне отделить компонент переменного тока , напряжения между двумя проводами (звуковой сигнал) от постоянной составляющей напряжения между двумя проводами (используется для питания телефона ).
передачи энергии высокого напряжения
постоянного тока (HVDC) системы передачи электрической энергии высокого напряжения постоянного тока используют для объемной передачи электрической энергии, в отличие от существующих систем чаще чередующимися. Для передачи на большие расстояния, HVDC системы могут быть дешевле и страдают более низкие электрические потери.
Другой
Приложения , использующие топливные элементы (смешивание водорода и кислорода вместе с катализатором для производства электроэнергии и воды в качестве побочных продуктов) также производят только DC.
Легкие самолеты электрические системы, как правило, 12 В или 24 В постоянного тока похож на автомобили.
Смотрите также
Рекомендации
внешняя ссылка
AC и DC 2020
AC и DC представляют собой различные типы электрического тока. Есть некоторые существенные различия, и эти различия позволяют некоторым интересным приложениям, особенно с меняющимся лицом осознания энергии сегодня. AC или переменный ток — это буквально ток, который чередуется в том направлении, в котором он протекает. DC — постоянный ток, и, как видно из названия, ток течет только в одном направлении.Заменяемый ток заменялся постоянным током в 1880-х годах как ток, используемый в линиях электропередач из-за трудности передачи постоянного тока на большие расстояния. С тех пор эта проблема исправлена, и постоянный ток теперь передается на большие расстояния, хотя AC остается текущим типом, который предоставляется домам и предприятиям. AC позволяет переносить энергию из точки потребления обратно в сетку, а также из сетки в точку потребления. Это оказалось полезным в случае домов и предприятий, которые в настоящее время производят больше энергии, чем потребляют. Это становится возможным благодаря использованию альтернативных источников энергии, таких как солнечная энергия, энергия ветра и другие источники. Поскольку эти источники растут в домах и предприятиях, двухсторонний поток энергии, который позволяет AC, доказывает случайное совпадение.
Прямой ток используется для передачи энергии на большие расстояния сегодня, несмотря на то, что он не используется в точках потребления (электрические розетки в большинстве мест). После того, как он будет передан, он будет преобразован обратно в AC до входа в точку потребителя. DC также по-прежнему доступен в общих источниках энергии, которые не подключены к электрическим сетям. К ним относятся многие батареи, топливные элементы, генераторы и другие источники питания. Эти источники энергии оказываются эффективными в их использовании каждый день. Некоторые из них включены в электрические сети и альтернативные источники энергии.
Каждый тип тока принципиально отличается от другого, и эти различия доказали, что они более подходят в некоторых целях, чем другие.
Виды современных электродов для работы с ручной электродуговой сваркой
При выборе электродов для данного вида сварки, имеется множество нюансов, как положение сварки, тип металла свариваемого изделия и его толщина, требования к прочности и многое другое. Все характеристики и назначение существующих на сегодня электродов, можно различать по специальной маркировке, напечатанной на пачке и на каждом электроде в отдельности.

Для простого хозяйственного человека, который сам решил сварить каркас для забора, теплицы, починить лопнувшую раму велосипеда, например, и впервые имеющего дело со сваркой, может показаться, что чем дороже взять электроды для ручной сварки, тем будет качественнее шов и легче произведена сварка.
Конечно, в зависимости от выбора производителя электродов, зависит их качество производства, но рассмотрим конкретно технические аспекты выбора электродов для ручной электродуговой сварки. Вот перечень самых элементарных критериев, по которым выбирают электроды:
- тип тока, выдаваемый аппаратом;
- толщина и состав свариваемого металла;
- пространственное положение свариваемого шва;
- удобство в работе и качество сварки.
Электроды выпускаются не только для ручной электродуговой сварки, но и многих других видов, однако большую часть все-таки выпускают именно для нее. Это связано с наибольшей частотой применения данного вида сварки, следовательно, потребность в электродах для нее, как расходных материалов, гораздо больше. Причем они сильно отличаются своим разнообразным химическим составом и геометрическими характеристиками, от чего и зависят все вышеперечисленные критерии.
Выбор электродов по типу тока сварочного аппарата
 Аппарат для электродуговой ручной сварки может выдавать постоянный (AC) и/или переменный (DC) ток, при этом первый имеет две полярности: прямую и обратную.
Аппарат для электродуговой ручной сварки может выдавать постоянный (AC) и/или переменный (DC) ток, при этом первый имеет две полярности: прямую и обратную.
Нужно знать, какой тип тока выдает аппарат; некоторые генерируют только переменные, есть и универсальные в этом плане.
На какой тип тока и полярность предназначен электрод, узнать не мудрено: для этого есть отдельное цифровое значение от 0 до 9 на маркировке пачки электродов.
Также оно указывает на важный параметр сварочного аппарата – напряжение холостого хода, необходимое для работы тем или иным электродом в режиме переменного тока (можно видеть на таблице ниже).
| Обозначение на маркировке пачки электродов | Полярность постоянного тока | Напряжение холостого хода переменного тока, В |
| 0 | обратная | не применяется |
| 1 | любая | 50 +/- 5 |
| 2 | прямая | |
| 3 | обратная | |
| 4 | любая | 70 +/- 10 |
| 5 | прямая | |
| 6 | обратная | |
| 7 | любая | 90 +/- 5 |
| 8 | прямая | |
| 9 | обратная |
В случае с самым простым аппаратом переменного тока, электроды для ручной дуговой сварки (электродуговой) обязательно нужно подбирать со стабилизирующим дугу покрытием (о покрытиях электродов в конце статьи). Это связано с движением тока: электроны идут от фазы к земле в одном направлении, затем наступает момент изменения полярности и движение меняется в другую сторону. И в момент нулевого значения тока (при переходе полярности), электрическая дуга между электродом и сварным изделием рвется.
При постоянном токе этого не происходит, и электроны движутся в одном направлении, от минуса к плюсу. Таким образом, обратная (DCEP, DC+) полярность – это та, при которой плюс подключен к электроду, а минус – к сварному изделию. При такой сварке поток электронов движется в сторону электрода, что приводит к сильному нагреву конца электрода. Сварка этой полярности чаще всего применяется, соответственно, большинство электродов для постоянного тока производится с расчетом на работу с обратной полярностью.
Прямая полярность (DCEN, DC-) соответственно, происходит, когда электрод подключен к минусу, сварное изделие – к плюсу; и таким образом электроны движутся в сторону свариваемого участка от электрода. Особенность такой сварки – очень сильный нагрев изделия, и подходящие электроды считаются специальными, предназначенными для скоростной сварки листового металла.
Выбор электродов по толщине и составу металла свариваемых деталей
 Толщина и состав свариваемого металла также напрямую влияют на выбор электродов для ручной электродуговой сварки.
Толщина и состав свариваемого металла также напрямую влияют на выбор электродов для ручной электродуговой сварки.
Здесь идет речь об электродах различного диаметра и назначения.
На изображении маркировки выделена красным характеристика диаметра электрода, которую необходимо сопоставить с таблицами ГОСТ (см. ниже), чтобы выяснить, какую толщину металла можно варить и какой силы ток аппарата для этого нужен.
Современные, покрытые виды электродов для ручной дуговой сварки, предназначаются к работе с такими видами сталей:
- углеродистых и низколегированных сталей;
- легированных конструкционных сталей;
- легированных теплоустойчивых сталей;
- высоколегированных сталей с особыми свойствами;
- для наплавки поверхностных слоев.
Их можно отличать, глядя на маркировку (ГОСТ 9466-75) на пачке, которая имеет набор букв и цифр, при наличии предпоследней буквы: У – для сварки углеродистых и низколегированных сталей; Л – для сварки легированных конструкционных сталей; Т — легированных теплоустойчивых сталей; В – для сварки высоколегированных сталей с особыми свойствами; Н – для наплавки поверхностных слоев.
При этом отдельным параметром есть диаметры электродов для ручной дуговой сварки, которые подбираются в зависимости от толщины свариваемого металла. Для сварки деталей с толщиной металла 1 мм, применяют в основном ручную аргонодуговую сварку или полуавтоматическую сварку. Это связано с тем, что электроды для ручной электродуговой сварки диаметром 1,6 мм, предназначенные для такой толщины металла изделий в России и других странах СНГ можно приобрести только под заказ, в свободной продаже их нет. А электроды диаметром больше 6 и до 12 мм используются для наплавки.
| Толщина металла свариваемых изделий (мм) | Диаметр плавящегося электрода с обмазкой для ручной электродуговой сварки | Необходимая величина тока сварочного аппарата (А) |
| 1-2 | 1,5-2 | 30-45 |
| 3 | 3 | 65-100 |
| 4-5 | 3-4 | 100-160 |
| 6-8 | 4 | 120-200 |
| 9-12 | 4-5 | 150-200 |
| 13-15 | 5 | 160-250 |
| 16-20 | 6-8 | 200-350 |
| Более 20 мм | 8-10 | от 300 |
В этой таблице величины тока приблизительны, приведены для примера, так как во многом они зависят от положения сварки, типа тока и покрытия электродов. При выборе электрода того или иного диаметра, нужно обращать внимание на потребляемую им силу тока: простенький, слабой мощности сварочный аппарат на 160 А, просто-напросто не потянет электрод 6-8 мм. И если у Вас такой слабый сварочный аппарат, то даже не беритесь варить большой толщины металлы.
Выбор электродов по пространственному положению свариваемого шва
 Пространственное положение, в котором будет производиться сварка, также нужно учитывать, при этом стоит брать во внимание коэффициент, который прибавляется к сварному току, но это отдельная формула и объемная статья.
Пространственное положение, в котором будет производиться сварка, также нужно учитывать, при этом стоит брать во внимание коэффициент, который прибавляется к сварному току, но это отдельная формула и объемная статья.
Самым высокопроизводительным и легким считается нижнее положение сварки (см. дальше), на него рассчитаны все виды электродов.
Существует пять видов электродов, классифицирующихся по критерию пространственного положения шва, и маркировка электродов для ручной дуговой сварки имеет соответственные цифровые значения от 1 до 5, расшифровка которых приведена ниже.
- Сварка во всех пространственных положениях шва.
- Сварка во всех положениях, кроме вертикальных сверху вниз.
- Сварка в нижнем, горизонтальном на вертикальной плоскости и вертикального снизу вверх.
- Сварка в нижнем и нижнем «в лодочку» положениях.
- Аналог №3, для вертикального пространственного положения сварки.
Для начинающего сварщика, конечно, самой простой будет сварка в нижнем положении: электрод направлен сверху вниз или под углом к нижележащему свариваемому изделию. Простота сварки в нижнем положении заключается в том, что сварная ванна не выпадает, как это может случиться в вертикальном и горизонтальном положении (по причине гравитации).
Выбор электродов по легкости в работе, качеству и экологичности
 Стабильность дуги, качество шва и легкость в работе определяется в наибольшей степени покрытием электрода.
Стабильность дуги, качество шва и легкость в работе определяется в наибольшей степени покрытием электрода.
Причем важно, что покрытые электроды для ручной дуговой сварки отличаются не только составом, но и толщиной слоя, которая определяет качество шва и выглядит на маркировке упаковки в виде букв: М – тонкое покрытие; С – среднее; Д – толстое; Г – особо толстое покрытие электрода.
Качество же изготовления самого изделия электрода на маркировке выглядит в виде чисел: 1 – высокое качество; 2 – среднее; 3 – низкое.
Покрытие электрода – это также самая уязвимая его часть, которая может отсыреть или растрескаться/отвалиться при небрежной перевозке, хранении в сырости и под давлением; также обратите внимание на срок годности, чтобы успеть использовать покрытые электроды до его окончания. Всего существуют электроды с четырьмя основными видами покрытия, плюс еще два вида: смешанные и прочие.
| Обозначение на маркировке пачки по ГОСТ | Обозначение на маркировке пачки по ISO | Вид покрытия | Марки электродов для ручной сварки |
| А | A | Кислотное | ОММ-5, СМ-5, ЦМ-7, МЭЗ-4 |
| Б | B | Основное | УОНИ-13/45, УОНИ-13/55, ЛКЗ-70, НИАТ-ЗМ, СМ-11 |
| Ц | C | Целлюлозное, органическое | ЦЦ-1, ОМА-2, ВСП-1, ВСЦ-2, ВСЦ-3, ВСЦ-4А, ВСЦ-60 |
| Р | R, RR (толстое) | Рутиловое | МР-3, АНО-1, ЗРС-1, ЗРС-2, ОЗС-4, ОЗС-6 |
Электроды с кислотным покрытием в работе образуют очень жидкую сварочную ванну, в которую металл от него переходит в виде капель. Горение дуги неустойчиво, металл во время сварки разбрызгивается, высокая вероятность прожига насквозь изделия в результате очень резкого повышения температуры от дуги. Большая вероятность образование трещин во время затвердевания, шов получается насыщенным кислородом, пористым. Наблюдается выделение токсичных веществ в воздух во время сварки.
Электроды с основным покрытием при сварке формируют короткую дугу; образуют вязкотекучую ванну, в которую металл с электрода переходит в виде средних и крупных капель. На переменном токе, при большом вмещении в составе покрытия CaF2 (плавиковый шпат), наблюдается усложнение процесса сварки.
Шов наиболее качественный среди остальных, лучшие характеристики вязкости, плотности; гораздо меньше вероятность образования трещин, чем при использовании кислотного электрода. Электроды с основным покрытием – это электроды для ручной сварки, применяемые в работе по высоконагруженным конструкциям, которые находятся под давлением.
Из недостатков стоит отметить тщательную подготовку сварного изделия (разделка кромок швов сварных изделий, их зачистка), а также необходимость его прокалки перед сваркой, без которой будет высокое порообразование.
Электроды с органическим, целлюлозным покрытием предназначены для любого положения сварки, но велико разбрызгивание металла и шов, который получается – грубо выглядит, таким образом, не подходит для однопроходных лицевых швов. В них наибольшая доля газообразующих компонентов, которые при горении, обеспечивают хорошую защиту металла в зоне сварной ванны и поддержку дуги от угасания.
Меньшая доля шлакообразователей позволяет беспрепятственно формировать шов. Перегрев при их использовании исключен, металл не стекает и быстро остывает. Наилучшее применение – сварка вертикальных швов сверху вниз; сварка первого корневого шва трубопроводов в положении сверху вниз.
Электроды с рутиловым покрытием самые распространенные и легкие в работе для начинающих сварщиков типы электродов для ручной дуговой сварки, которые также чаще всего применяют в хозяйственной практике. Они хороши легким возбуждением дуги, ее стабильным горением (в т. ч. при изменении ее длины) и хорошим видом шва с минимумом брызг, качество прочности которого также на высоте.
Причем те, что содержат большую часть TiO2, позволяют варить по второму разу по шлаку предыдущего слоя шва, не удаляя его. Низкое выделение токсичных веществ в воздух, стойкость к порообразованию, хорошая отделяемость шлака. Лучше всего в сварке прихватками, угловых и финальных лицевых швов.
Состав покрытия электродов (для общего развития)
Химический состав, который содержит покрытие электродов для ручной дуговой сварки Вам знать не нужно, но для общего развития, так сказать, можно выделить перечень компонентов, входящих в состав любого из его вышеперечисленных видов:
- газообразователи;
- шлакообразователи;
- раскислители;
- стабилизаторы;
- легирующие компоненты;
- связующие компоненты.
Газообразующие компоненты представляют собой минералы (мрамор, магнезит) или органические вещества (мука, крохмал). Они выгорают с выделением газов в пространство около сварочной ванны, функция которых – защищать металл от кислорода и поддерживать состояние дуги.
Шлакообразующие компоненты – кислые окислы (SiO2, TiO2, Al2O3), основные окислы (CaO, MnO, MgO), галогены (CaF2). Они содержатся в мраморе и граните. Эти компоненты выводят вредные для металла примеси во время процесса сварки, повышая его качество.
Раскисляющие компоненты представляют собой железосодержащие соединения марганца, титана, кремния. Они восстанавливают часть металла, который в виде оксидов выступает на поверхность сварной ванны во время работы.
Стабилизирующие компоненты поддерживают стабильное горение электрической дуги между изделием и электродом. Это достигается за счет входящих в их состав элементов с низким потенциалом ионизации (натрий, кальций, калий и др.), которые содержатся в мраморе и меле.
Легирующие компоненты направлены на увеличение прочности и стойкости к коррозии металла шва. Они содержатся в покрытии электродов в виде железосодержащих сплавов хрома, титана, вандия.
Связующие компоненты связывают, склеивают вышеперечисленные порошковые компоненты воедино.
В этой статье представлены марки электродов для ручной дуговой сварки по Российским, Советским стандартам ГОСТ 9466-75, ГОСТ 9467-75, которые до сих пор за норму применяются на просторах СНГ и по которым производятся на огромных мощностях отечественных производителей высокого качества электроды. Есть и Европейские, США зарубежные стандарты, как ISO, например.
Категории нагрузок реле переменного и постоянного тока
Категории нагрузок реле
| Категория нагрузки | Типичные примеры нагрузок |
| АС-1 | Активные нагрузки или нагрузки с незначительной индуктивностью |
| АС-2 | Коллекторные электродвигатели, включение и выключение |
| АС-3 | Асинхронные электродвигатели с КЗ ротором, включение, выключение при вращающемся роторе |
| АС-4 | Асинхронные электродвигатели с КЗ ротором, включение и выключение при вращающемся роторе |
| АС-5а | Включение люминесцентных ламп или ламп с электронным управлением разрядом |
| АС-5б | Включение ламп накаливания |
| АС-6а | Включение и отключение трансформаторов |
| АС-6б | Включение батарей конденсаторов |
| АС-7а | Небольшие индуктивные нагрузки в оборудовании для бытовой электротехники |
| АС-7б | Включение и отключение электродвигателей бытовой электротехники |
| АС-8а | Герметичные компрессоры холодильников с ручным сбросом после возникновения перегрузки |
| АС-8б | Герметичные компрессоры холодильников с автоматическим сбросом и перезапуском после возникновения перегрузки |
| АС-12 | Управление резистивными нагрузками и полупроводниковыми приборами при применении опторазвязок для гальванической изоляции |
| АС-13 | Управление резистивными нагрузками и полупроводниковыми приборами при применении трансформаторов для гальванической изоляции |
| АС-14 | Управление небольшими электромагнитами и контакторами |
| АС-15 | Управление электромагнитами переменного тока |
| АС-20 | Коммутация при отсутствии тока нагрузки |
| АС-21 | Управление резистивными нагрузками с небольшими перегрузками при переходных процессах |
| АС-22 | Управление резистивно-индуктивными нагрузками, включая небольшие перегрузки при переходных процессах |
| АС-23 | Коммутация электродвигателей или других мощных индуктивных нагрузок |
| Категория нагрузки | Типичные примеры нагрузок |
| А | Защитные схемы без требований к кратковременному току перегрузки |
| В | Защитные схемы с нормированным кратковременным током перегрузки |
| Категория нагрузки | Типичные примеры нагрузок |
| DC-1 | Активные нагрузки или нагрузки с незначительной индуктивностью |
| DC-3 | Шунтовые электродвигатели, включение, выключение при вращающемся роторе, динамическое торможение |
| DC-5 | Электродвигатели, включение, выключение при вращающемся роторе, динамическое торможение |
| DC-6 | Включение ламп накаливания |
| DC-12 | Управление резистивными нагрузками и полупроводниковыми приборами при применении опторазвязок для гальванической изоляции |
| DC-13 | Управление электромагнитами |
| DC-14 | Управление электромагнитными нагрузками со встроенными ограничительными резисторами |
| DC-20 | Коммутация при отсутствии тока нагрузки |
| DC-21 | Управление резистивными нагрузками с небольшими перегрузками при переходных процессах |
| DC-22 | Управление резистивно-индуктивными нагрузками, включая небольшие перегрузки при переходных процессах (например, шунтовые электродвигатели) |
| DC-23 | Коммутация электродвигателей или других мощных индуктивных нагрузок |
У нас вы можете приобрести различные виды реле лучшего качества от проверенных производителей.
Также на нашем сайте есть компенсатор реактивной мощности в Москве в магазине компании АТ-Электросистемы, который отличается высоким качеством и недорогими ценами.
В чем отличие ламп ACDC от просто DC
АС — переменный ток, DC — постоянный ток. Мощность 6 ватт, 12 вольт.
есть вопросы на которые нет желания отвечать
И действительно, какого хера лезешь, умника включаешь.
АС — переменный ток, DC — постоянный ток. COB — тип светодиода в лампочке. Лампочки отличаются между собой внутренней начинкой – типом светодиодов. Возможно три варианта: SMD; COB; Filament. SMD — единичные полупроводниковые кристаллы, покрытые люминофором. Диоды располагаются на теплоотводящей печатной плате. Видимый угол свечения одного кристалла – 20-140°. Главное достоинство SMD-светодиодов – интенсивный отвод тепла и как следствие, долговечность. COB -. конструктивно представляет из себя множество кристаллов на одной платформе, залитых люминофором и выглядит как один большой кристалл. За счет плотности прилегания SMD-диодов достигается яркое свечение. COB-лампы освещают порядка 180-220°..Эти лампы склонны к более интенсивному нагреву, а при выходе из строя одного диода из матрицы, затухает вся лампа. Filament — обладает самыми эффективными световыми параметрами. На стеклянные нити устанавливается множество кристаллов, которые затем покрываются флуоресцентным раствором. Главное достижение технологии – освещенность на 360°.
В чём разница AC/DC от DC? Смотри фото <img src=»//otvet.imgsmail.ru/download/23378384_160f29822977f4f45aa43b1b9127abe4_800.jpg» data-lsrc=»//otvet.imgsmail.ru/download/23378384_160f29822977f4f45aa43b1b9127abe4_120x120.jpg»>